10.4研磨作用与原理
研磨作用与原理
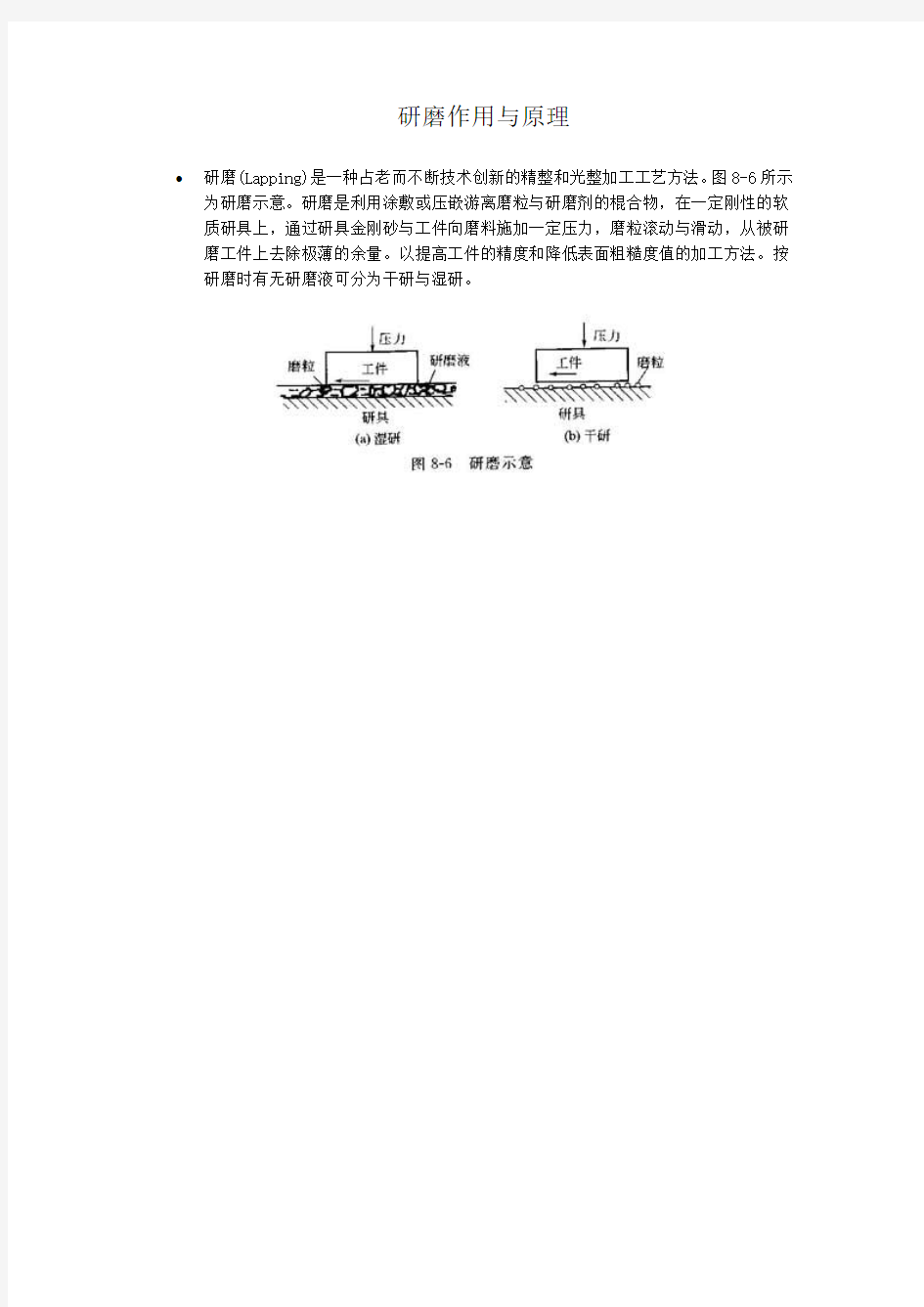
研磨(Lapping)是一种占老而不断技术创新的精整和光整加工工艺方法。图8-6所示为研磨示意。研磨是利用涂敷或压嵌游离磨粒与研磨剂的棍合物,在一定刚性的软质研具上,通过研具金刚砂与工件向磨料施加一定压力,磨粒滚动与滑动,从被研磨工件上去除极薄的余量。以提高工件的精度和降低表面粗糙度值的加工方法。按研磨时有无研磨液可分为干研与湿研。
毕业论文—平面研磨机设计
摘要 研磨是一种重要的精密和超精密加工方法,它是利用磨具通过磨料作用于工件表面,进行微量加工的过程。研磨加工可以得到很高的尺寸精度和形状精度,甚至可以达到加工精度的极限。本设计采用现代设计方法学为指导,给出了圆柱端面研磨机的黑箱模型和整机功能的形态学矩阵,依据形态学矩阵制定出研磨机机具体方案。通过MATlAB软件中的优化函数对方案中主要运动部件的参数进行优化。设计出了一台双驱动两自由度行星式圆柱端面研磨机。建立数学模型,计算出工作时加工零件的运动方程,通过MATLAB软件绘制了运动运动轨迹。最后通过对研磨轨迹的分析,确定了系杆和内齿轮的转速范围。 【关键词】行星式研磨机功能分析运动轨迹 MATLAB软件 Abstract
Lapping is an important precision and ultra precision machining method, which is the use of abrasive through the abrasive effect on the surface, the micro machining https://www.360docs.net/doc/7c13973905.html,pping can get very high dimensional accuracy and form accuracy, even up to the limits of precision. The design uses a modern design methodology as a guide, cylindrical lapping machine is given black-box model and the whole function of the morphological matrix, based on morphological matrix to develop specific programs grinder machine. By MATlAB optimal function in the software program in the main moving parts of the parameters were optimized. Design of a dual drive planetary two degrees of freedom cylindrical grinding machine. Established Mathematical model, calculate the equation of motion of machine parts,through the MATLAB software to draw the motion traces. Finally, through the analysis of lapping trajectory to determine the tie rod and the gear speed range. 【Key words】planetary; functional Analysis; lapping machine; motion traces; MATLAB software
三次元震动研磨机工作原理浅析
三次元振动研磨机 一、振动研磨机的用途 振动研磨机,又称震动研磨机或三次元振(震)动研磨机,它适用于各种五金零件倒角、去毛边、披风(锋)及抛光,也可用于咖古工件振动出色,在树脂、粉末冶金、陶瓷方面也有广泛应用。 二、振动研磨的优缺点 1、振动研磨的优点:节省人力成本,提高生产效率,研磨均匀,可避免人工去毛边或抛光时因用力不均而造成的产品平整度或光亮度差异。对于较小工件和角位,人工操作不方便,振动研磨亦能解决。 2、振动研磨的缺点:去除较厚的毛边披锋时没人工打砂快,抛光的效果也没人工磨光好。因此要视乎产品的加工要求来选用。 三、研磨机械的种类 1、研磨机械的种类主要有:平面研磨、内外径研磨、粉末研磨、振动研 磨等。2、在这里我们主要介绍振动研磨机,它适用于各种金属的去毛边、倒角、磨披锋及抛光,常用的机械有振动研磨机(简称振动机或震动机)、高速离心式研磨机(简称离心机或高速机)、滚桶式研磨机(简称滚桶或溜桶)、涡流式研磨机(简称水流机或涡流机)等,因这些机械皆用于五金去毛边或抛光,所以也有人统称它们为研磨机 四、如何选用适合你们产品的研磨机械 1、选择研磨机需要考虑工件材质、形状、大小、研磨要求等诸多因素, 选好了事半功倍,选错了则反之。2、如果你是采购人员可与现场使用人员或工程部人员商议,再或者向研磨机械生产厂家了解,他们一般会提供样品测试服务,从而帮你确定适合的研磨机和研磨工艺。 五、研磨石的种类 1、陶瓷类研磨石:陶瓷研磨石具有研削力,适用于粗磨、中磨、精磨;瓷质研磨石,几乎无研削力,适用于抛光和镜面处理。 2、塑胶类研磨石:适用于材质较软的工件,如锌、铝、铜合金等类工件。 3、金属类抛光介质:一般以钢、不锈钢材质为主,无研削作用,要用于金属工件的抛光。 六、选择研磨石的因素 1、形状:工件凹槽、边角、孔、洞等形状,来选择研磨石形状和尺寸, 研磨效果要佳,且不能使研磨石卡入工件。2、材质:工件材质、硬度,来决定研磨石材质。3、细致度:工件未加工前表面粗糙度和加工后要求的表面细致度。以上三因素来决定用何种研磨石及研磨石/工件的比例。 七、研磨剂的功能 1、增进研磨、抛光效果; 2、去油脂、清洁; 3、防锈保光;
机械设计制造及其自动化专业毕业论文设计;——高速平面研磨机机械结构设计
三江学院 本科生毕业设计(论文) 题目高速平面研磨机机械结构设计高职院院(系)机械设计制造及其自动化专业 学生姓名常芷铭学号 G095152003 指导教师沈仙法职称讲师 指导教师工作单位三江学院 起讫日期 2012.12.27~2013.4.5
摘要 高速研磨技术是一种既能保证研磨加工精度和加工质量,又能显著提高研磨加工效率,降低加工成本的新研磨加工先进技术。本设计是根据目前研磨加工现状,重点采用固着磨料高速研磨方法,设计了平面高速研磨机,这大大地提高了研磨加工精度、加工质量、加工效率及精度的稳定性,并且有效地降低了加工成本。本文主要设计的内容如下:开发设计平面高速研磨机的总体结构及其工作原理,进行系统的机械结构设计;进行系统的硬件设计和软件结构设计;平面高速研磨机固着磨料高速研磨对工件表面性能的影响分析,主要探讨固着磨料高速研磨中一些研磨参数对工件表面性能,如粗糙度、硬度、耐磨性、耐腐蚀性等的影响关系。 通过此次设计,真正熟悉高速研磨技术内部结构及其工作原理,把所学的知识运用到生产实践中去。 关键词:高速;研磨机;机械结构
ABSTRACT High-speed grinding technology is a kind of grinding machining precision and machining quality can be ensured, and can significantly improve the efficiency of grinding process, reduce the processing cost of the new grinding processing of advanced technology. This design is according to the current grinding processing present situation, mainly USES the fixation high-speed abrasive grinding methods, design the plane high-speed lapping machine, this greatly improves the milling machining precision and machining quality, machining efficiency and precision of stability, and effectively reduce the processing cost. This article main design content is as follows: design plane high-speed lapping machine overall structure and work principle, mechanical structure of the system design; System hardware design and software structure design; Plane fixation abrasives high-speed grinding machine grinding on the workpiece surface performance analysis of the influence of this paper mainly discusses some solid in high-speed grinding with abrasive grinding parameters on the surface properties, such as roughness, hardness, wear resistance, corrosion resistance, etc. The influence of the relationship. Through this design, familiar with real internal structure and working principle of high speed grinding technology, apply the learned knowledge into production practice. Key words: High-speed; grinding machine; mechanical structure
去毛刺除披锋清夹缝倒角洗净一次完成
去毛刺、除披锋、清夹缝、倒角、洗净一次完成 价格特优—质保六年—终身维护 科技改变你的生产工艺:科技为你实现去毛刺自动化;科技为你提高经济效益,专业铸就品质;品质铸就品牌。有毛刺找国林;国林为你解决精密去毛刺困惑。公司专注于五金件表面处理研究事业的最前沿,我司专业提供磁力抛光机,磁力研磨机,磁力去毛刺机,精密去毛刺设备,振动研磨机,离心光饰机,螺旋光饰机,烘干机等各种研磨抛光设备与研磨材料。价格便宜,质量保证,专业解决精密内孔去毛刺,表面光亮,除油去污等问题。 磁力抛光机工作原理: 1、研磨速度快,平均一次研磨时间约5分至15分钟左右,配双价格槽替换工 件快,可在机器运转中交换研磨零件。 2、操作简单,绝对安全,一人可操作数台机器。 3、成本低,不锈钢针为半永久性磨材,消耗极低、唯一的耗材为研磨液。 4、无污染,研磨液是含97%水分,姑无毒性及发生火灾之虞,完全符合环保排 放标准。 5、研磨完成后,工件好处理,可用筛网,筛桶,电磁力,或分离机轻易将工件 及不锈钢针分离。 6、不锈钢针有直径0.2—5mm至1.2—10mm可供选择。 磁力去毛刺机优点: 1、相比其他布伦抛光机等抛光设备,磁力去毛刺机可批量工件抛光处理,完成 抛光后可用筛网批量和钢针分离开来,大幅度提高工作效率和效果。。 2、磁力去毛刺机针对小五金件,小饰品等死角,内孔处理效果极佳。可达到清 除灰尘,去除毛刺,提高产品表面光亮度,这是其他类型抛光设备无法比拟的特点。 3、磁力去毛刺机操作简单,可一人同时操作多台设备,节约成本。 4、磁力去毛刺机采用抛光液和钢针,再加上适当自来水来批量抛光工件,其钢 针为半永久性耗材,磨损少。 磁力抛光机去毛刺工艺是机械与化学相结合的方法,是用一种叫去毛刺磁力研磨机产品。突破传统振动抛光理念,采用磁场特有的能量传导不锈钢针磨材产生高
污水处理厂平面型格栅设计-20141104
工业污水处理厂平面型格栅设计 摘要:工业污水未经处理直接排放,其中可能含有一些大粒度的悬浮物。为了清除污水和雨水泵站以及污水处理厂进水中含有的较大悬浮物,保护后续处理设施的正常运行,以及降低其他处理设施的负荷,需要在污水处理厂的一级处理中设定一个筛滤设备—格栅。格栅是由一组平行的金属栅条或筛网、格栅柜和清渣耙三部分组成,安装在污水处理厂的端部。格栅主要作用是将污水中的大块污染物拦截出来,否则这些大块污染物将堵塞后续单元的机泵或工艺管线。 关键字:平面格栅;机械除渣;工业污水
目录 1 前言 (1) 2 污水处理构筑物设计—格栅设计 (4) 2.1 待处理污水的各项指标及出水指标要求 (4) 2.2 处理工艺流程 (4) 2.3格栅的基本资料 (4) 2.3.1 格栅的分类 (4) 2.3.2 格栅的工艺参数 (5) 2.4格栅设计要点 (6) 2.5 格栅设备的选用 (7) 2.5.1回转式格栅清污机的结构特点 (7) 2.5.2 XHG-I型回转式格栅清污机参数 (7) 2.6 格栅设计计算 (8) 2.6.1 已知条件 (8) 2.6.2 设计计算 (8) 3 结论 (12) 参考文献...................................................................................... 错误!未定义书签。
1 前言 1.1 污水处理设备研究背景 我国污水处理行业突飞猛进,整体发展处于快速成长期,主要表现在污水处理能力迅速扩张、污水处理率稳步提高、污水处理量快速增长等方面。2010年城市污水处理厂日处理能力达10262万立方米,比2009年末增长13.4%,城市污水处理率达到76.9%。截至2011年9月底,全国设市城市、县累计建成城镇污水处理厂3077座,处理能力达到1.36亿立方米/日。城镇污水垃圾处理设施建设推动了环保产业发展,到2020年城市污水处理率将不低于90%,我国污水处理业务市场空间广阔。此外,国家鼓励利用再生水的政策,也将对污水深度处理业务提供广阔的市场空间。我国污水处理建设的严峻形势,县城和建制镇污水处理率较低的现状,为污水处理市场的建设、运营投资均带来巨大投资空间。 在污水处理设备方面,尽管国产一级处理机械设备从无到有引进、消化吸收国外先进技术,有少数产品已接近国际先进水平,但是国产设备普遍地存在材质差,加工精度低,能耗高,产品品种少,设备不配套,可靠性差,以及自动化水平低的问题。在制造工艺水平和规模化生产等方面与国外相比,其差距更大。因此,加速发展污水处理厂一级处理机械设备制造工业,赶超世界先进水平,这对我国控制水体污染,减少投资,降低能耗,提高污水处理厂自动化水平。 在污水处理工艺中,要使排放的污水达到国家规定的排放标准,除了二级处理之外,以及处理的作用也是必不可少的。一级处理的主要方法是物理法,一级处理的常用方法有:筛滤法,沉淀法,上浮法,预曝气法。筛滤法是用来分离污水中呈悬浮状态污染物。常用设备是格栅和筛网。格栅主要用于截留污水中大于栅条间隙的漂浮物,一般布置在污水处理厂或泵站的进水口,以防止管道、机械设备及其他装置的堵塞。格栅的清渣,可采用人工或机械方法。有的是用磨碎机将栅渣磨碎后,再投入格栅下游,以解决栅渣的处置问题。 1.2污水处理格栅的工作原理介绍 污水处理格栅是一种可以连续自动拦截并清除流体中各种形状杂物的水处理专用设备,可广泛地应用于城市污水处理。自来水行业、电厂进水口,同时也
磁力研磨机说明书
顺佳研磨科技有限公司磁力精密研磨机 PRECISION MAGNETIC GRINDER https://www.360docs.net/doc/7c13973905.html, 机械原理简介 Mechanic Principle 利用神奇磁场力量传导不锈钢针磨材产生加速旋转动作,高效率达到精密研磨去除毛边和抛光洗净效果 With the use of the magical force of magnetic field, making the stainless steel pins rotate very fast, to de-burr, polish and clean the workpieces high-effectively and precisely. 1、特点Features 1) 卓越快速去除毛边能力,细小内孔、内管、夹缝死角均可高效研磨,绝不变形及伤表面,不影响精度。 Have excellent ability of fast de-burring, high efficiently grinding small inner holes, inner pipes, crevices, etc. Make NO damage to the surface of workpieces, and DO NOT affect the accuracy of workpieces. 2) 加工速度快,一次3~15分钟即可完成,可在机器运转中替换工件。 Fast grinding or polishing, only 3~15 minutes is needed for each time. Workpieces can be changed during the machine running. 3) 操作方面简单,成本低,无污染,不锈钢针为永久性磨材。 Simple and convenient operation, low cost, no pollution. The stainless steel pins are permanent abrasives. 2、用途Application 金饰业打磨洗净工作,成品表面抛光处理,去除氧化薄膜工作,锈蚀去除处理,电镀或喷漆前处理,烧结痕迹处理,零件残磁去除。
破碎机,粉碎机工作原理
破碎机,粉碎机工作原理 破碎机,研磨机和粉碎机是用于将粗糙的物料(例如石头,煤或炉渣)转化或还原为较小的较细物料的研磨设备。研磨设备可分为两种基本类型:破碎机和研磨机。工业破碎机是降低粒度的第一级;进一步的颗粒化发生在研磨机或粉碎机中。 破碎机会通过破碎机和粉碎机减少物料,破碎机或破碎机的活动部件将物料置于压力之下时会发生破碎。在此过程中施加的力可能是压缩力,剪切力或冲击力。当内部应变水平达到临界水平时,材料破裂。当材料破裂时,主要是作为热量释放能量。 已经开发了几种用于尺寸减小的科学理论,包括里丁格定律,踢定律和邦德定律。 破碎机 工业破碎机通过冲击或压力使材料破碎或变形,从而将大块的岩石,矿石或废料减少到较小的尺寸。在初次破碎操作期间,巨石大小的进料从20到100英寸减小为二次破碎机的大小为1到20英寸或磨碎的进料大小为0.5到3英寸。 存在许多具有不同设计和破碎过程的不同类型的破碎机。正确的选择取决于几个因素,包括要压碎的材料的硬度,材料的研磨性能,水分含量和所需的还原率。下表列出了各种破碎机类型及其一般规格和用途。
圆锥破碎机使用一个旋转的圆锥体,该圆锥体以偏心方式在碗中旋转,以将圆锥体表面(称为套)和破碎机碗衬之间的岩石破碎。回转式破碎机与圆锥式破碎机非常相似,但圆锥斜度更陡,碗表面呈凹形。当碗衬里和地幔之间的间隙变窄时,岩石被回转锥击碎在地幔之间。 水平轴冲击器(HSI)的水平轴旋转重型转子。附着在转子上的导条将待破碎的物料甩向装有可更换衬套的防撞围裙(或幕)。利用表面力的原理,这种冲击会破坏材料,减少材料的产生 调整为原始尺寸的1/10至1/25。 圆锥破碎机(左)和回转破碎机(右) 垂直轴冲击器(VSI)具有垂直轴和封闭的转子,它们可以高速旋转。VSI破碎机有两种主要类型,即岩石破碎(自生)破碎机和蹄铁砧。岩石破碎机的凹坑内充满了充满岩石的腔室整个圆周。靴式和砧式VSI破碎机具有复合金属合金砧,其放置位置可使通过离心力甩向固定砧的物料的冲击
三辊研磨机简介
三辊研磨机 三辊研磨机简称三辊机,三辊研磨机可分为实验三辊研磨机和生产三辊研磨机两种。三辊研磨机适用于油漆、油墨、颜料、塑料等浆料的制造。三辊研磨机工作原理: 三辊研磨机通过水平的三根辊筒的表面相互挤压及不同速度的摩擦而达到研磨效果。三辊研磨机是高粘度物料最有效的研磨、分散设备。 目录 编辑本段 三辊研磨机有三个滚筒安装在铁制的机架上,中心在一直线上。可水平安装,或稍有倾斜。是通过水平的三根辊筒的表面相互挤压及不同速度的摩擦而达到研磨效果。钢质滚筒可以中空,通水冷却。物料在中辊和后辊间加入。由于三个滚筒的旋转方向不同(转速从后向前顺次增大),就产生很好的研磨作用。物料经研磨后被装在前辊前面的刮刀刮下。 通常情况下三辊研磨机的辊筒材质为冷硬合金铸铁离心铸造而成,表面硬度达HS70°以上;辊筒的圆径经过高精密研磨,精确细腻,能使物料的研磨细度达到15μm左右,因此能够生产出
均匀细腻的高品质产品。SM405、SM315、SM260型三辊机用于批量生产,SM160、SM120、SM65型用于小批量或实验室用。 1、准备工作: ①检查各部件位置及锁紧是否正常,按图示点注入润滑油,接通电源; ②调节前后左右手轮,观察轧辊连动是否正常; ③清除辊面脏物:用软纸或干净的棉纱擦拭,松开挡料板捏手; ④调节前、后辊与中辊间隙为0.5毫米,然后启动电源空转1—2分钟。 2、工作规程: ①启动运转后,调节中、后两辊间隙为0.3毫米,压紧挡料板,适当加入浆料,目测着色深度,微调后辊,使之着色均匀布满轧辊后,锁紧固定螺母。 ②双手同时调节前辊手轮,使前辊缓慢接触中辊当前辊表面着色均匀后,锁紧固定螺母,然后调节处料板角度,使之适当轻压在辊面上,浆料即可均匀排出。检查出料均匀程度及成品粒度,继续微调前后辊,直至成品粒度达到预定要求为止。前后应及时退回料板刮刀。 3、工作停止后: 清除涂料及时清洗,擦试轧辊及有关部件,松开刮刀和挡料板,涂少量机油,然后覆盖蜡纸保护。 4、注意事项: ①轧辊表面严禁碰磕、划伤,严禁各种金属物及硬质杂物进入运转的轧辊。 ②轧辊工作温度范围:普通型:—5℃~100℃ 加热型:20℃~220℃ ③辊与辊在正常工作时间:间隙范围:(参考)中、后辊间隙:0.02~0.25毫米; 中、前辊间隙:0.01~0.25毫米 ④挡板的峰角严禁碰伤,调整时与轧辊面接触压力要适当,如接触不匀,有溢料现象,可对挡板圆弧面进行刮修。 编辑本段 工作原理 三辊研磨机工作原理: 通过水平的三根辊筒的表面相互挤压及不同速度的摩擦而达到研磨效果。三辊研磨机的辊筒材质为冷硬合金铸铁离心铸造而成,表面硬度达HS70°以上;辊筒的圆径经过高精密研磨,精确细腻,能使物料的研磨细度达到15μm左右,因此能够生产出均匀细腻的高品质产品。三辊研磨机是高粘度物料最有效的研磨、分散设备。主要用于各种油漆、油墨、颜料、塑料、化妆品、肥皂、陶瓷、橡胶等液体浆料及膏状物料的研磨。 编辑本段 维护保养
研磨机工作原理word版
滚桶研磨机 1.采用水平式回转桶,内桶覆PU其内衬,可耐酸碱,耐磨,又可防工件碰撞。 2.桶内无披覆内衬,适合钢珠或钢铁制品,因可加强切削力,促使更大效果。 3.桶身可任意回转,有适当的斜度,所以下料方便。 4.为研磨机系列中,最简单,方便的机型,适合加工,并最符合经济的机械购置成本。5.本机适合用于锻造,铸造,翻砂之工作物须有强大切削力。 6.研磨工作需要有去黑膜,黑头及细磨,倒角抛光之用。 7.、噪音小、操作方便等优点。 振动研磨机 1. 采用世界上先进的螺旋翻滚流动,三次元振动的原理,使零件与研磨石相互研磨。从而去除工件表面的毛刺,氧化皮,油污等。根据工件材质及形状的差异可对应选择不同的研磨石及研磨助剂。可大大提高工件表面的光整及光亮度; 2. 适用大批量中小尺寸零件的抛光研磨加工,提高工效6—10倍。 3. 加工过程不破坏零件的原有尺寸及形状。 4. 能实现自动化,无人化作业,操作方便,在工作过程中,可随时抽查零件的加工情况。离心研磨机 1.采用行星传动方式,利用离心运动的原理,抛光研磨效率高,提高工效10—20倍。(即其研磨桶同时在做自转和公转运动,从而大大提高了研磨石与工件的磨擦效率) 2.适用批量中小型的工件抛光研磨加工,特别适用有民型腔孔及热处理后的工件。(可快速去除工件表面的毛刺,氧化皮。还可以提高工件表面的光亮度) 3.加装数显计时器及点动开关及行位开关,从而使操作更加安全方便; 涡流研磨机 1.采用独创的涡流流动原理,使工件与研磨石能达到快速充分的磨擦,光整效率超群,提高工效15-30倍。 2.转盘电机为调速电机,可根据需要选择转盘的转速;配有数显计时器,操作方便,可随时抽查工件加工情况。 3.固定槽内及转盘衬有聚氨橡胶,强度高。耐磨性好,使用寿命长。 4.适用于较小工件。 5.本机台具有强力研磨能力可去毛边,倒角,去黑膜,抛光 (注:本资料素材和资料部分来自网络,仅供参考。请预览后才下载,期待您的好评与关注!) 1 / 1
几种精密磨削加工
几种精密磨削加工 第一节 精整和光整加工 精整加工是生产中常用的精密加工,它是指在精加工之后从工件上切除很薄的材料层,以提高工件精度和减小表面粗糙度为目的的加工方法,如研磨和沂磨等。光整加工是指不切除或从工件上切除极薄材料层,以减小工件表面粗糙度为目的的加工方法,如超级光磨和抛光等。一.研磨 研磨是在精加工基础上用研具和磨料从工件表面磨去一层极薄金属的一种磨料精密加工方法。尺寸公差等级可达IT5~IT3,Ra值可达0.1~0.008μm 。 1.研磨的种类 ① 湿研 将液状研磨剂涂敷或连续加注于研具表面,使磨料(W14~W5)在工件与研具间不断地滑动与滚动,从而实现对工件的切削。湿研应用较多。 ② 干研 将磨料(W3.5~W0.5)均匀地压嵌在研具表层上,研磨时需在研具表面涂以少量的润滑剂。干研多用于精研。 ③ 半干研 所用研磨剂为糊状的研磨膏,粗、精研均可采用。 2.研磨原理 ① 微细性: 可对工件进行0.01~0.1μm切削。 ② 随机性:工件与研具随机接触,高点相互修整,误差逐步减小,精度同时得到提高。 ③ 针对性:可检测工件,有针对性变动研磨位置和掌握研磨时间,保证尺寸和形状精度。 3.研具材料和研磨剂 1) 研具材料 铸铁:研磨淬硬和不淬硬的钢件及铸铁件。 黄铜:研磨各种软金属。 2) 研磨剂
① 磨料:氧化铝、碳化硅、氧化铁、氧化铈等。 ② 研磨液:机油、煤油、动物油及油酸、硬脂酸 4.研磨方法 1) 研磨外圆 说明:① 研磨外圆一般在精磨或精车基础上进行。手工研磨外圆可在车床上进行,工件和研具之间涂上研磨剂,工件由车床主轴带动旋转,研具用手扶持作轴向往复移动。 研磨示意图 ② 机械研磨外圆在研磨机上进行,一般用于研磨滚珠类零件的外圆。 研磨示意图 研磨示意图 2) 研磨内圆 说明:研磨内圆需在精磨、精铰或精镗之后进行,一般为手工研磨。研具为开口锥套,套在锥
研磨压力设计
航空制造工程学院 创新能力综合训练 研究报告 题目:研磨压力控制 所属课题:平面研磨机设计 学院:航空制造工程学院 专业名称:机械设计制造及其自动化 班级学号: 10031911 学生姓名:龚益龙 合作者:胡俊鹏、廖宇超 指导教师:柴京富 二O一三年十一月
平面研磨机设计研究 学生姓名:龚益龙班级:10031911 指导老师:柴京富 摘要:这次做的是平面研磨机的设计。首先根据这个研究题目通过网络 和资料书查找相关资料,最终通过参考这些资料形成总体精密研磨机的研究方 案。完成总体研究方案后分为三个小部分来完成研究,每人负责一部分。 本人负责的部分是研磨压力控制。先分析研磨机的结构及所需要达到 的要求,然后根据已掌握的知识设计几个方案,权衡利弊之后从中选出最合适 的方案,再对所选的方案参数进行设计,设计完成之后对本次设计进行小结。 关键词:压力控制,研磨,精度 主要创新点:设计出几种能够控制研磨压力的装置,然后比较着几种装 置的优劣势,最后选出最适合的装置,使得压力控制更简便,更准确。
目录 引言 ............ 错误!未定义书签。 1.研究方法 ........ 错误!未定义书签。 2.研究结果及分析 .. 错误!未定义书签。 2.1单面精密研磨机整体设计错误!未定义书签。 2.2研磨压力控制设计错误!未定义书签。 2.2.1提出方案. 错误!未定义书签。 2.2.2确定方案. 错误!未定义书签。 2.3研磨压力控制的参数设置错误!未定义书签。 2.4本章小结..... 错误!未定义书签。 结论 ............ 错误!未定义书签。 参考文献 .......... 错误!未定义书签。
研磨理论
磨削目的及实际加工 Add your text in here 基本磨削原理研磨主要设备影响研磨质量的因素 研磨理论检讨 (四)(一)(二)(三)
(一)研磨目的: 消除加工(生产)过程中因高温氧化和机械磨损等原因造成的工件表面几何精度损坏,同时按工件表面母线的不同工艺要求,加工出所需要的各种特殊高次方曲线 研磨实际加工: ③
(二)基本磨削原理 砂轮上磨粒随机分布,形状高低各不相同,形状很不规则,但大多呈菱形八面体。顶锥角在80°~145°范围内,但大多数顶锥角为90°~120° ⑴凸起、锋利的磨粒:起切削作用 ⑵凸起较小、较钝的磨粒:起刻划、挤压作用 ⑶凹下、更钝的磨粒:起滑擦作用 磨削过程是切削、刻划、滑擦三个作用的综合
磨具上的无数个磨粒的微切削刃对工件表面的微切削过程 磨粒的切削过程 磨屑形成过程
单个磨粒的磨削过程分三个阶段 Ⅰ滑擦阶段: 磨粒切削刃刚开始与工件接触,切削厚度由零开始逐渐增大,实际磨粒并未切削工件,而只是在其表面滑擦而过,工件仅产生弹性变形 特征:磨粒与工件之间的相互作用主要是摩擦作用,其结果是磨削区产生大量的热,使工件温度升高 Ⅱ耕犁阶段(也称刻划阶段): 当磨粒继续切入工件,工件表面产生塑性变形,使磨粒前方受挤压的金属向两边塑性流动,在工件表面上耕犁出沟槽(刀痕),而沟槽的两侧微微隆起 特征:工件表层材料在磨粒的作用下,产生塑性变形,表层组织内产生变形、强化 Ⅲ切削阶段 磨粒继续向工件切入,切削深度不断增大,达到临界值时,被磨粒挤压的金属材料产生剪切滑移而形成切屑
磨削力的主要特征 磨削力可分解为互相垂直的三个分力: 切向力Fy 径向力Fx(最大力,是Fy的2-4倍) 轴向力Fz 径向力Fx与砂轮轴、工件 的变形及振动有关,影响 加工精度和质量 磨削力简图
研磨加工
武汉工程职业技术学院 毕业论文课题名称平面磨床的成型加工及加工工艺 学生姓名 学号 专业 班级 指导教师 2013年4月10日
摘要 摘要:磨削加工范围主要有:外圆磨削,内圆磨削、平面磨削、无心磨削、缓进给磨削、齿轮磨削、螺纹磨削、其它还有:曲轴磨削、刀具刃磨削、成形面磨削、工具磨削等。 磨削使用的工具主要是砂轮,它以极高的圆周速度磨削工件,并能加工各种高硬度材料的工件。 本文主要讲述了平面磨床各种成型加工方法以及原理,其中包括:斜面、段差、直槽、圆弧、以及斜面与圆弧面的连接加工等等。在每一个成型加工中都有图解,方便读者理解。本文最后部分的加工案例将这些成型加工完完全全地反映在一个工件上面,作了一个综合应用。用3D图来讲解一个工件从最开始的六面体到最后的成品的全过程。其加工步骤也值得读者去思量。 关键词:磨削加工、砂轮、成型加工、平面磨床
目录 1 传统研磨机(JL-618)简介 (1) 2 基础成型研磨 (1) 2.1斜面成型 (2) 2.1.1斜面砂轮的修整 (2) 2.1.2斜面成型方法 (2) 2.2段差成型 (4) 2.2.1段差种类 (5) 2.2.2砂轮侧面的修整方法 (5) 2.2.3研磨段差的方法 (5) 2.2.4粗加工(粗切) (6) 2.3直槽成型 (7) 2.3.1直槽的介绍 (7) 2.3.2直槽砂轮成型砂轮的修整 (7) 2.3.3研磨直槽的方法 (8) 2.4圆弧成型 (10) 2.4.1透视 (10) 2.4.2圆弧砂轮的修整 (11) 2.4.3圆弧的成型方法 (12) 2.5斜面接圆弧处理 (14) 2.5.1斜面接圆弧的成型方法 (14) 3 研磨加工工艺 (15)
破碎研磨机
破碎研磨机 破碎研磨机的概况 破碎研磨机是一种针对物料中的颗粒进行湿法剪切、破碎研磨、粉碎细化等多种功能为一体的高端技术设备,富莱克公司在设备的设计制造方面首先考虑将先进的设计理念及制造经验溶入于转定子独特的创新设计制造中,并且将转定子设计成鼠笼式锥体三角凌形刀齿的高端破碎研磨结构,使该功能更加有效地体现对大颗粒进行破碎时的研磨细化效力。这种转定子的特殊结构设计制造模式与一般普通湿法破碎设备相比其破碎研磨能力高出几倍以上,并且还能达到非常理想的效果。破碎研磨这种独有技术不仅是转定子基本设计上发生了根本的变化,而且在同一转定子上增加了多道新型超强挤压式粉碎装置及切片式研磨装置,使设备设计制造更人性化并且更加节能。 破碎研磨技术的发明创造是富莱克公司二十多年独有的设计理念和制造经验的结晶,也是在湿法粉碎设备行业中的“经典”之作。这种卓越的破碎研磨高端技术能够解决了许多用户因颗粒堵塞管道阀门喷嘴等而无法进入下道工艺的后顾之忧,同时也彻底解决了在搅拌混合工艺中所产生的结晶、结团、结块等不利因素而导致的物料在生产过程中溶解时间长反应不彻底的工艺难题。目前该破碎研磨设备己在湿法粉碎的工艺中得到了广泛的应用,特别是在破碎研磨大颗粒的工艺中更加体现出该技术具有卓越的性能和特点以及创造价值。 破碎研磨机的结构原理 破碎研磨机是由电机、联轴器、轴承座、不锈钢泵体、底座等部件组成,泵体水平法兰为进口,向上法兰为出口,泵体的破碎工作腔是由转子与定子精密组合而成,破碎研磨机的转子是由一种鼠笼式无堵型內锥据齿形刀片与外侧三角凌形斜齿及后端多道研磨装置组合而成,在与定子精密配合后这种高效独特结构设计方式,能起到对颗粒进行高速切割、离心挤压、强烈破碎、研磨细化等多种功能。破碎研磨机的定子是一种圆柱式多组三角凌形刀齿结构,定子的三角凌形斜齿与转子的多组三角凌形刀齿之间相互对应相互匹配,并组合成一个完美的破碎区域。破碎研磨机转定子每个工件的加工制造工艺必须按设定的规范流程运作,首先进行锻压制造后由粗加工至半成品,然后再由数控机床或加工中心完成对工件进行精密加工制造,这种转定子的规范工艺主要是让每一个工件內部的径相结构更加紧密更加耐腐耐磨的从而使转定子的钢材质量达到优质效果。 破碎研磨机的工作原理:主要是在电机的高速驱动下,物料中的各种大小颗粒在通过管道进入转子的无堵形破碎腔通道时必须承受转子锥形据齿刀片的几十万次的高速剪切、撞击破碎后逐渐向轴向及径向翻滚移动,在转子锥形据齿刀片离心力的作用下,将物料中颗粒甩入转子外侧斜而三角凌形刀齿与定子三角凌形刀齿之间进行离心挤压、高速切割、破碎研磨等工艺过程,物料在破碎挤压细化中逐渐向粉碎研磨区移动。由于叠加破碎运动所产生的强劲高速剪切效应及高频振荡效应的作用下,使物料中的颗粒不断受到剪切破碎研磨细度从而达到用户规定的颗粒尺寸要求之后流出泵的出料口。经破碎研磨机研磨细化后的物料颗粒一般在0.1~3mm之间(也可根据用户出料要求而定),一般输送扬程可达为3~12米,最大扬程可达~50米。
汽车漆面研磨与抛光
一、研磨与抛光用品研磨是去除车漆原有的缺陷,抛光是去除研磨遗留的痕迹。研磨与抛光用品主要有研磨剂和抛光剂,这些用品中都含有某种摩擦材料。磨擦材料的颗粒大小不同在护理作业中起的作用也不同,颗粒大的用于粗磨,颗粒小的用于细磨,颗粒微小的用于精磨,以满足各种不同护理作业的需要。 (一)研磨剂 研磨是通过表面预处理清除漆面上的污物,消除严重氧化及微浅划痕或减轻表面缺陷。研磨所需的材料主要是研磨剂。 研磨剂按使用范围不同分为普通型研磨剂和通用型研磨剂。 普通型研磨剂中作为磨擦材料的一般都是坚固的浮岩。根据浮岩颗粒的大小,分为深切,中切和微切3类,主要是用于治理普通漆不同程度的氧化、划痕、褪色等漆膜缺陷。坚硬浮岩如用在透明漆上很快就会把透明漆层打掉,因此它们不适合透明漆的研磨。 通用型研磨剂对变通漆和透明漆均可使用,该研磨剂中的磨擦材料为微晶体颗粒和合成磨料,它们具有一定的切割功能,但不像浮岩那样坚硬。 研磨剂根据切割方式可分为物理切割方式的研磨剂、化学切割方式的研磨剂和多种切割方式的研磨剂。物理切割方式的有浮岩型和陶土型两种;化学切割方式的有微晶体型;多种切割方式的主要是中性研磨剂。 浮岩型、陶土型研磨剂的主要特点是材料坚硬,切割速度快,利用颗.
粒与漆层磨擦产生高热,去除表面的瑕疵,但操作过程中颗粒体积不会因切割的速度和粒度而发生变化,如操作人员对漆膜厚度不了解,手法不熟练很容易磨穿漆层,所以只适合于操作十分熟练的专业人员使用。 微晶体型研磨剂的主要特点是可通过磨擦产生的热量爱逐步化解微 晶体颗粒,使用体积在操作过程中逐步变小,产生极热高温而去除氧化层,同时溶解表面漆层凸出的部分,填平凹处的针眼。 中性研磨剂是目前市场上最佳的漆面护理研磨材料,内含陶土及微晶体两种切割材料,适合各类汽车漆面,而且便于操作,速度快,研磨力度小。既有物理切割作用于,又具有化学溶解填补功能,利用两种材料与漆层磨擦产生热量,去除氧化层,同时可迅速溶解漆层凸点,填补凹处而起到双重效果,以达到符合抛光要求的表面基材。 (二)抛光剂 抛光剂其实也是一种研磨剂,是一种含颗粒更细的磨擦材料的研磨剂。抛光主要是为了清除漆层表面的轻微氧化物和杂质并以化学切割方 式填平漆膜表面上如针尖般细小的缺陷,其中包括脱脂、消除漆面瑕疵及化学转变等功能,使漆面达到镜面般平滑的效果,为打蜡做好准备。 抛光质量的好坏对车漆外观效果及耐腐能力的影抛光剂按磨擦材料 颗粒或功效的大小分为微抛、中抛和深抛3种。微抛是用于去除极细微的车漆损伤,一般指刚刚发生的环境污染及酸性侵蚀(鸟粪、落叶但这类的轻微损抛和深抛主要是用来处理不同程度的发丝划痕。,等).
(整理)双面研磨机操作说明.
双面研磨机操作说明 一、前言 非常感谢您选择海德系列双面研磨机。在使用之前仔细阅读此说明书,将有助于您快速的操作此设备,和快速的找到故障原因。当然了,在使用过程中,故障可能总是以各种原因出现,而本手册难免有纰漏,还请您给予谅解。在使用过程中,您可能有自己的想法,这可能是能够提高生产率,并且可能会减少故障的出现,提高设备稳定性和安全性的。基于此,您可以将这些想法记下来,并及时联系我们。只要是合理的,我们将竭进全力达到您的要求。 在设备运行之前,您需要在触摸屏上设定参数,之后才能运行,否则将出现各种问题。 下面要说明的就是在触摸屏上如何设置参数,如何对设备进行操作的,及如何对发现的故障快速进行解决的。
目录 一、前言 (1) 二、人身安全注意事项 (3) 2.1电气 (3) 2.2开停机 (3) 2.3急停位置 (3) 三、双面研磨机如何上电 (3) 四、如何快速操作双面研磨机 (6) 4.1:设置运行参数 (6) 4.2:运行双面研磨机 (8) 4.21:自动运行 (8) 4.22:手动运行 (8) 五、其它画面说明 (9) 5.1:监控画面 (9) 5.2:产量记录画面 (10) 5.3:操作说明画面 (10) 5.4:告警记录画面 (11) 六、故障及解决办法 (12)
二、人身安全注意事项 2.1电气 系统内使用了三相电源,有可能对人体造成危险。 a.定期检查接线端子是否接触良好。 b.如发现有损坏的电气元件,在修复或更换前要先隔离该元件。 c.检查电器箱密封是否良好以防进水。 d.只允许有资格的电气技术人员进行检修工作。 e.三相电动机处于工作状态时不可切断水泵上的电源线。 2.2开停机 开机前先检查系统总的电源、研磨液是否正常开启,停机后再关闭系统总的电源、研磨液,其他操作必须遵守开停机程序来保证工作人员的安全。 2.3急停位置 当机器出现异常紧急情况时,应立即按下急停按钮,以防造成人员不必要的伤亡。急停位置在操作面板的左下方。 三、双面研磨机如何上电 3.1:本设备所使用电源为标准的3相5线制。请确保接入的电源没有缺项、断相、欠压。 3.2:请将机台上的负荷开关打至ON位置,如下图1所示: 图1
振动研磨机(光饰机)的震光原理
振动研磨机(光饰机)的震光原理和参数: 振动光饰时,把零件放在装有弹簧的筒形或碗形开口容器内,通过特殊装置让容器上 下和左右振动(三次元振动原理),使零件与磨削介质相互摩擦完成光饰加工任务。台湾型的三次元振动研磨机就能很好的运用这个技术,光饰的效果非常的理想;国产的振动研磨机目前暂时只是做到二次元的振动,所以效果和效率都很一般。 为了使容器振动,可在容器底部装上电机,用电机带动有偏心重块的驱动轴来实现;还可采用工作频率为50—60Hz的电磁系列来产生振动。 振动光饰的质量取决于振动频率和振幅。振动频率是15—50Hz, 振幅是10—20mm。常用的振动频率是20—30Hz, 振幅是3—6mm。 振动光饰的效率比滚光高的很多,它可以加工较大的零件,还能在加工过程中检查零件的表面质量。 有些企业在使用振动研磨机时,发现振机的翻转速度太慢或者振动力不够强,但又不知如何调整,今天就这个问题,简单的介绍一下振动研磨机的调整方法,希望对这些企业有所帮助。 振动研磨机的振动源产生于振动马达,振动马达主轴的两端装有两块偏心块(如下图所示:),我们可以通过调整两块偏心块的相对位置、重量,就可以实现调整翻转速度、振动力的目的。具体方法:如果振机的翻转速度较慢,可以将上偏心块调至时钟12点钟的位置,并在上偏心块上附加一块铁板,增加上偏心块的重量;如果振机的振动力不够强,上偏心块调至时钟12点钟的位置,下偏心块调至时钟7~9点钟的位置。需要注意的是:如果需要频繁地调整振动研磨机的翻转速度,外接一个变频调速器,更为方便和精准。调整完成后,应及时关闭机器栅门,以免发生危险。
上表所示的加工数为一个大概数值,因为每个企业因生产的产品不同,应以生产实际为准,不宜盲目照抄照搬,如有需要,我们提供免费的样品加工测试,可以通过测试,拟定周祥的工艺方案及生产方案。 关于振动研磨机的工作原理 台湾地区生产的振动研磨机,大多叫做“三次元振动研磨机”,而大陆地区生产的振动研磨机,一般都叫做振动式光饰机,它们的原理是一样的,只是叫法不一样、性能有一些差异而已。振动研磨机在振动盘中安装有振动马达,振动盘通过振动弹簧与底座连接(如下图所示): 启动振动研磨机时,振动马达产生强大的激振力,通过振动弹簧带动振动盘中的研磨混合物(即研磨材料、研磨加工零件、研磨助剂等混合物)产生三个方向的运动,即上下振动、由里向外的翻转、螺旋形的顺时针旋转(因为这个原因,有些厂家的振动研磨机,也称之为“螺旋振动研磨机或螺旋振动光饰机”),“三次元”说的就是这个道理。振动马达是振动研磨机中的核心部件,它是一种特殊的振动马达(如上图所示),它在两端的轴心上安装有偏心块(也叫振动块),通过调节这两块偏心块的相对角度、重量,可以很方便的调节振动研磨机的振动频率、翻转速度,具体的调节方法可以参见我公司的说明书(三次元振动研磨机的说明书在在线留言中有下载)。那些需要研磨抛光的产品零配件,在这种立体的研磨方式下,与研磨抛光材料相互摩擦,达到表面抛光、去批锋、倒角、去除毛边、除锈、粗磨光、精密磨光、光泽打光、电镀前细磨、振动出色等目的。