基于Profibus-DP的变频器在剪切线上的应用
基于Profibus-DP总线实现的横剪生产线控制系统

低压电器(2007№19)通用低压电器篇现场总线侯崇升(1967—),男,副教授,硕士,研究方向为电力电子技术和自动化控制。
基于Prof i bu s 2DP 总线实现的横剪生产线控制系统侯崇升(潍坊学院信息与控制工程学院,山东潍坊 261041)摘 要:介绍了钢板横剪生产线的基本构成,控制系统实现方法上采用了P rofi 2bus 2DP 网络技术,选择S72300CPU 31522DP 作为控制核心、TP270触摸屏为人机交互设备、6RA70系列直流驱动器为执行设备,提高了控制系统的技术先进性、可靠性和钢板剪切精度。
关键词:Pr of i bus 2D P;通信;网络控制中图分类号:TP 393.02 文献标识码:B 文章编号:100125531(2007)1920032203The Cr osscut Pr oducti on L i n e C on tr ol Syste mBa sed on Pr of ibus 2D P BusHOU Ch ongsheng(School of I nf or ma ti on &Contr ol Engineering,W eifang Unive rsity,W e if ang 261041,China ) Abstr ac t:The basi c struc ture of stee l pla te c r o sscut produc ti on line wa s presented .Profibus 2DP net work tech 2nol ogy wa s ado p ted as rea lizing me th od of contr o l syste m ,selecting S72300CPU31522DP a s the contr ol center,TP270t ouch pane l as man 2m achi ne interac tive equi pment and DC ma ste r 6RA70a s perf ormance equi pment .A ll the s e can lift technica l advancement,re liability and crosscut prec isi on .Key word s:P r of i bus 2D P;co mm un i ca ti on;ne twor k con trol1 钢板横剪生产线的结构钢板横剪生产线主要由开卷机、粗矫机、齐头剪切机、过渡架、圆盘剪、中间桥、精矫机、剪板机和落料台实现,全长87m ,如图1所示,它的构成环节多、控制复杂。
基于PROFIBUS-DP的西门子变频器控制系统

基于PROFIBUS-DP的西门子变频器控制系统摘要:介绍了现场总线变频器控制系统的构成和特点,在汽车总装生产线线上组建基于PROFIBUS-DP的变频器控制系统,分析了可编程序控制器与变频器之间的通讯协议,并详细说明了变频器PROFIBUS-DP控制系统的参数设置及编程方法。
关键词:汽车总装生产线PROFIBUS-DP总线PLC 变频器控制汽车制造厂发动机总装生产线,由于其发动机安装要求精密、工位比较长,且各工位之间配合密切,每道工序又需连贯性高,这样的工况使得生产线控制提出了更高的要求。
现场总线控制系统集合了计算机技术、信息技术、控制技术、具有造价低廉、布线简单、控制精度与可靠性高、协议开放等优点,已成为工业现场控制系统的主流。
同时变频器厂商开发的产品对各种现场总线的支持程度也越来越高,对变频器的应用有单台调速系统向多台变频器群控系统发展。
青年莲花汽车有限公司的总装生产线的变频器控制系统满足了生产的要求,减少了成本,调试与维修也很方便。
1 变频器控制系统与PROFIBUS-DP简介变频器控制系统通常由可编程序控制器(PLC)、人机界面、变频器、传感器及现场总线等组成。
一些著名的变频器生产厂商多开发了自已的现场总线,在实际应用中,控制系统一般由许多不同厂商设备互连构成,所以用户都应用比较通用的现场总线,如:PROFIBUS-DP、DeviceNet、CCLink、ModBus等总线。
一般的变频器大多支持各种现场总线,可以用主站向变频器从站发送起、停,多段速调速、频率设定、故障复位、修改参数等各种命令,主站从变频器读取电流,实际运行频率、参数内容、故障代码等相关信息,极大地方便了现场用户的需要。
但要连接到各种现场总线变频器必须带有合适的与之相匹配的通讯适配卡,如三菱的FR-A7ND连接到DeviceNet,FR-A7NP连接到PROFIBUS-DP等。
西门子变频器通讯卡6SE6400-1PB00-0AA0连接到PROFIBUS-DP等等。
基于 Profibus-DP总线交流伺服系统、变频系统应用一例---化纤行业短纤维生产线

基于Profibus-DP总线交流伺服系统、变频系统应用一例(湖南邵阳纺织机械有限责任公司化纤所)宋少杰摘要:本文介绍基于Profibus-DP总线西门子交流伺服系统、交流变频牵引系统在化纤行业短纤维生产线中的应用。
关键词:Profibus-DP;伺服系统;S7-300;交流变频牵引系统;OP2701.概述洛阳实华化纤厂新上的三条涤纶纺丝牵伸及后加工处理生产线,设计规模为年产五万/条。
主要包括三条每条年产五万吨的联苯锅炉加热系统,熔体输送系统,纺丝计量泵系统,七辊牵引交流变频牵引系统,气流输送盛丝桶铺丝机伺服系统以及后加工处理生产线。
熔体直接纺大容量涤纶纺丝生产线的工艺流程:熔体增压泵---熔体输送管---纺丝箱体---计量泵---中心内环吹装置---卷绕机---牵引机---喂入机---盛丝桶铺丝机。
本联合机分三条线,每条线含6个纺丝箱,36个纺丝位,每个纺丝位配置一台高精度的计量泵,共计108个纺丝位。
直纺熔体经增压泵增压后由熔体输送管将熔体输送至纺丝箱,经计量泵计量后由喷丝板喷出,通过中心内环吹装置,受空气冷却固化后进入卷绕机,各纺丝位丝束经过上油装置后进入牵引机,再由喂入机送入盛丝桶铺丝机上的盛丝桶中。
本联合机的控制系统分两部分;一部分为由熔体增压泵---熔体输送管---纺丝箱体---计量泵---中心内环吹装置---卷绕机组成,另一部分由牵引机---喂入机---盛丝桶铺丝机组成。
本文介绍由牵引机---喂入机---盛丝桶铺丝机组成的控制系统。
2.控制系统原理简介牵引机---喂入机---盛丝桶铺丝机组成的控制系统由一台S7-300 PLC控制,由于卷绕出来的丝通过牵引机、气流喂入机输送,源源不断的送入盛丝桶中,为丝的后加工处理生产做好准备。
从熔体直接纺大容量涤纶纺丝生产线的工艺流程中,可以看出牵引机---喂入机---盛丝桶铺丝是化纤行业短纤维生产线中的重要设备之一,牵引机、盛丝桶铺丝机运行好坏,直接影响盛丝桶中盛丝的长度及每层铺丝的均匀程度,从而直接制约涤纶短纤前纺、后纺的生产,对涤纶短纤丝的成品质量有很大的影响。
PROFIBUS-DP在企业自动化控制中的应用

PROFIBUS-DP在企业自动化控制中的应用【摘要】PROFIBUS-DP是一种常用的工业通信协议,在企业自动化控制中有着重要的应用。
本文首先介绍了PROFIBUS-DP在企业自动化控制中的概述,然后分析了其在工业生产中的优势,包括高速传输、可靠性强等特点。
接着讨论了PROFIBUS-DP在企业自动化控制中的具体应用场景,涵盖了生产线控制、设备监控等方面。
未来发展趋势方面,文章指出PROFIBUS-DP将继续向更高速、更可靠的方向发展。
文章探讨了在企业自动化控制中使用PROFIBUS-DP所面临的技术挑战,如网络安全、设备兼容性等问题。
通过本文的分析,可以更好地了解PROFIBUS-DP在企业自动化控制中的重要性和应用前景。
【关键词】关键词:PROFIBUS-DP、企业自动化控制、工业生产、优势、应用场景、发展趋势、技术挑战。
1. 引言1.1 引言本文将从PROFIBUS-DP在企业自动化控制中的应用的概述开始,介绍PROFIBUS-DP在工业生产中的优势,并深入探讨PROFIBUS-DP 在企业自动化控制中的具体应用场景。
我们还将分析PROFIBUS-DP在企业自动化控制中的未来发展趋势,并探讨面临的技术挑战。
通过本文的阐述,读者将更加深入地了解PROFIBUS-DP在企业自动化控制中的重要性以及其在工业生产中的应用价值。
我们也希望通过对PROFIBUS-DP的探讨,能够为相关领域的研究和实践提供一定的参考和启发。
2. 正文2.1 PROFIBUS-DP在企业自动化控制中的应用的概述PROFIBUS-DP是一种应用广泛的现场总线通信协议,广泛地应用于工业自动化领域。
在企业自动化控制中,PROFIBUS-DP起着至关重要的作用。
它可以实现实时数据的传输和设备之间的通信,为企业的生产流程提供了高效的控制手段。
PROFIBUS-DP在企业自动化控制中的应用概述包括以下几个方面:PROFIBUS-DP可以实现不同设备之间的快速通信,提高了生产效率;PROFIBUS-DP可以实现实时监控和远程控制,方便管理人员对生产过程进行监控和调整;PROFIBUS-DP具有高可靠性和稳定性,能够保证生产系统的稳定运行。
基于Profibus—DP总线的多台变频器控制系统
数字通信系统 ,已被纳入在国际标准 IC6 18和 E 15 IC674中 。Pobs 括 Pobs P r bs E 18 r u包 i f r u —D 、Po u i f i f
—
F 、Pobs A三 部 分 ,它 们 只 采 用 了 O I MS rfu —P i S
模型 的物理层 、数据链路层 、应用层 。P fu 支 r bs o i 持主从方式 、纯主方式 、多主多从通信方式 ,主站
线 连接 器 。一端 把 4台变 频器通 讯卡 上的 9针 D型 插座 串联 起 来 ,另 一 端 连 接 到 远 程 IO槽 架 上 的 /
2 系统组态说明
2 1 系统硬 件配 置 . 在 H ny e 公 司 的 E p r nP S系统 中 。通过 oe l w xei K o
中央控 制室 的操 作 员 站 访 问 现 场控 制 柜上 的 C0 20
维普资讯
2 6 第6 O年 期 O
河 北 煤 炭
1 7
基 于 Po b s P总 线 的 多 台变 频 器 控 制 系 统 rf u —D i
魏 洪新
( 河北煤炭科学研究所 ,河北 邢台 04O ) 5O O
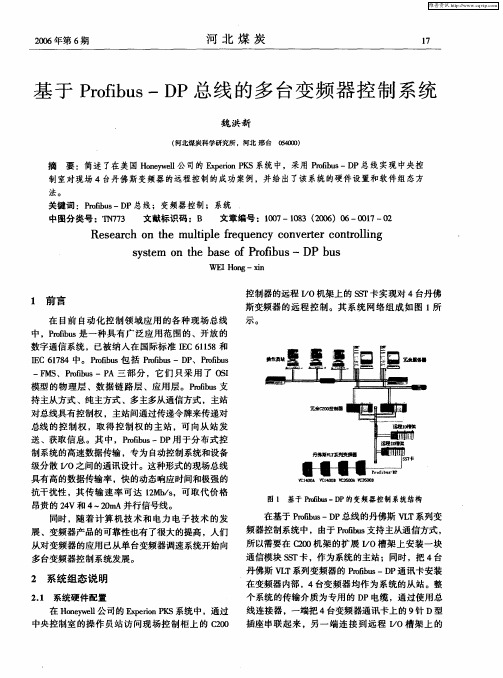
摘 要 :简述 了在美国 H nye 公司的 EprnP 系统中,采用 Pobs P总线实现中央控 oe l wl xeo l i r u —D i f
W EIHo g— i n -xn
1 前 言
在 目前 自动 化 控 制 领 域 应 用 的 各种 现场 总线
中 ,Pob s是 一种 具 有 广 泛 应 用 范 围 的 、开放 的 r u i f
控制器的远程 I / O机架上的 ST S 卡实现对 4 台丹佛 斯变 频器 的 远 程 控 制 。其 系统 网络 组 成 如 图 1 所
基于Profibus-DP的智能变频器设计
3! 变频调速控制原理
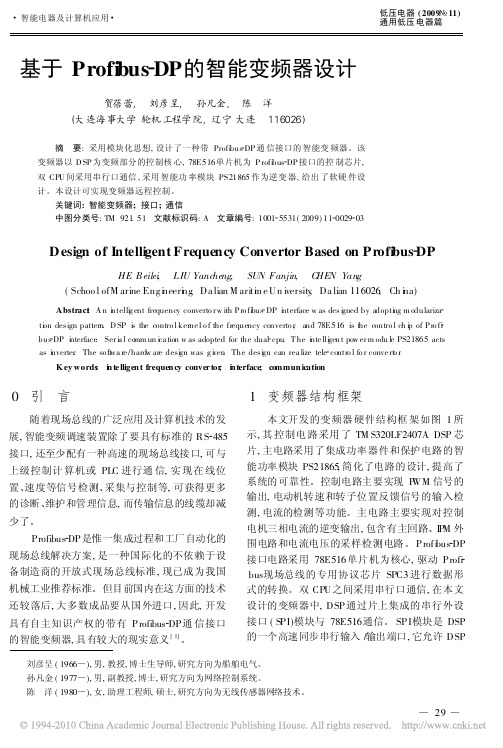
电动机的变频调速控制系统由控制回路和驱 动回路两部分组成, 其原理如图 3 所示。在控制 回路中 DSP 接受电机转子位置 和转速反馈信号 以及定子电流反馈信号, 分别经过与给定信号比 较后进行 P I调节 , 形成双闭环调节系统。对调节 结果采用电压空间矢量运算后生成 PWM 波 , 进 入驱动回路的 IPM 中。在驱动回路中 , 三相电源 经过整流、 滤波生成母线直 流电压进入 IPM 中, 经由控制回路送来的 P WM 波高速切割后模拟出 频率和幅值可调的三相正弦电流, 即为定子电流。 用户无需程序过多的干预就 能方便地使 DSP 产 生用 于三 相 全桥 逆 变器 6 个 功 率开 关 元件 的 PWM 触发信号 , 从而实 现对三相 交流电机 的控 制
带 Pro fibus DP 通信接口的电动机 变频调速 控制系统的软件设计包括电动机控制程序和 Pro fibus DP 接口通信 程序。其中 , 电动机控 制程序 由系统的初始化、 主程序和一个 PWM 中断服务
图 2! P ro fibus DP微 处理器接口硬件原理图
程序组成。初始化程序只在上电时被执行一次, 系统初始化程序执行后, 执行主循环程序。主循
! ! Abstract : A n intellig ent frequency converto r w ith P ro fibus DP interface w as des igned by adopting m odulariza tion design pattern. D SP is the contro l kerne l o f the frequency converto r , and 78E516 is the contro l ch ip of P ro fi bus DP interface . Ser ia l co mm un ica tion w as adopted for the dual cpu. T he inte lligen t pow er m odu le PS21865 acts as inverter . The so ftwa re /hardw are design was g iven . The design can rea lize tele contro l fo r conve rto r . K ey words : in te lligen t frequen cy conver tor ; in terface ; commun ication
PROFIBUS―DP网络下变频器的应用
摘要:profibus-dp是工业总线中应用最广的通信方式,主要用于自动化系统中各组件之间的通信。
文章以西门子s7-300 plc和丹佛斯fc300型变频器为例,对在企业中profibus-dp 网络下变频器的应用做一探讨。
关键词:profibus-dp;dp主站; ppo;变频器中图分类号:tp273 文献标识码:a 文章编号:1006-8937(2016)03-0072-021 概述随着工业自动化程度的不断提高,变频器作为电机的驱动机构使用日益广泛。
由于工业网络控制系统已成为自动控制系统发展的主流方向,传统的变频器已无法脱离工业网络而独立存在。
本文就西门子s7-300 plc和丹佛斯fc 300型变频器为例,对在企业中profibus-dp 网络下变频器的应用做一探讨。
2 技术要点2.1 profibus-dpprofibus-dp主要用于自动化系统中plc与现场分布式输入/输出设备之间的数据交换,主要用于连接以下设备:plc、变频器、et 200。
profibus-dp采用rs-485双绞线传输数据,波特率从9.6 k bit/s到12 m bit/s,站点类型可分为主站与从站。
主站与从站之间的通信基于主-从原理,dp主站依次访问dp从站,主站与从站间周期性地交换用户数据。
2.2 过程参数对象此处,对下文实例中所用到的ppo type 4 进行介绍。
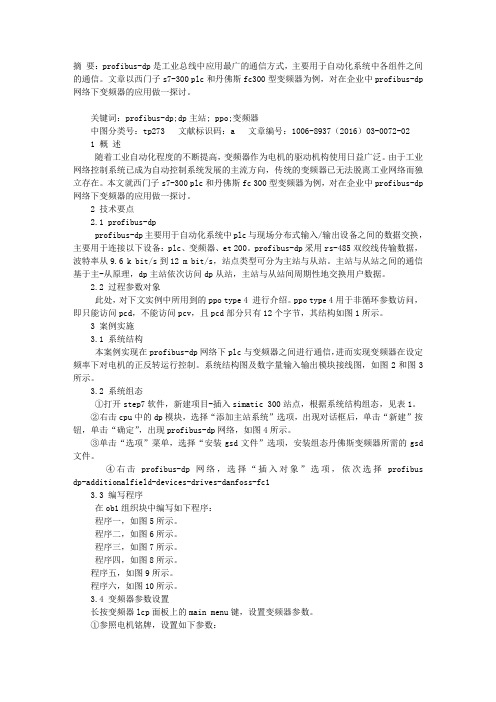
ppo type 4用于非循环参数访问,即只能访问pcd,不能访问pcv,且pcd部分只有12个字节,其结构如图1所示。
3 案例实施3.1 系统结构本案例实现在profibus-dp网络下plc与变频器之间进行通信,进而实现变频器在设定频率下对电机的正反转运行控制。
系统结构图及数字量输入输出模块接线图,如图2和图3所示。
3.2 系统组态①打开step7软件,新建项目-插入simatic 300站点,根据系统结构组态,见表1。
②右击cpu中的dp模块,选择“添加主站系统”选项,出现对话框后,单击“新建”按钮,单击“确定”,出现profibus-dp网络,如图4所示。
基于PROFIBUS-DP的变频器网络控制

基于PROFIBUS-DP的变频器网络控制磁悬浮列车牵引控制系统的主要特点是:基于直线同步电机运动原理,在考虑效率和功率需求下,采用定子区段方式的长定子一直线磁场电动机的大规模、复杂、高实时性分布分散式的电力拖动控制系统.为避免列车在通常两段定子段转换过程中出现推力损失的干扰问题,设置两根平行于列车轨道的定子绕组结构,应用区段转换方法可以解决LI].在实际的磁悬浮列车运行控制系统下,搭建基于PROFIBUS—DP现场总线网络的变频器远程控制系统,实现网络中主站与从站的数据交换及整个系统监控,对于研究和模拟基于牵引供电系统电力投切逻辑顺序,以及长定子换流方法的磁悬浮列车的牵引控制有重要意义.1 模拟控制系统的PR0FIBUS—DP网络结构具有变频器的PROFIBUS-DP总线控制特点PROFIBU DP是一种针对较复杂设备的数字与模拟信号量传递的高速字节等级的设备总线通信系统,一般以在RS485网络中的主站与从站之间周期数据交换形式运行.这种所分配的主站轮寻网络中对应的从站是确定性总线的访问技术。
其特点是:主站与从站之间的数据交换都是由主站设备发起的,从站无总线访问权,且各从站具有相同的优先级.PROFIBUS—DP在多变频器系统中的应用有很大的优越性:1)各个对象可在不同的应用场合下,采用多种传输介质,以一条传输介质即可实现所有设备对象的互联;2)采用数字信号技术,降低信号干扰,还可实现检错功能,从而极大地提高信号传输的可靠性和精度;3)变频器智能性和可靠性的提高,使其现场处理数据的功能增强,简化了设备之间的数据交换.这类现场总线的分散性和变频器本身智能性的统一,使得整个控制系统的可靠性得到加强;4)变频器控制算法的实现由主站控制器实现,针对不同的应用,仅需重新设计控制软件,提高了系统的灵活性;5)开放型网络使得不同的变频器产品可挂接在同一网络中,共同实现控制。
模拟系统网络控制结构磁悬浮列车系统主要由下列子系统构成:1)运行控制子系统,其完成列车安全监控,列车给定信息的生成和实际信息的收集,并生成相应的运行控制命令发布给牵引控制子系统;2)牵引控制子系统,其接收运行控制子系统所发布的信息和命令,来完成基于直线同步电机为基本控制对象的控制任务,并根据当前运行状态控制长定子的换流控制等;3)联系各子系统,功能、设备的通信子系统.磁悬浮列车系统是一类结构分散,功能分层的网络系统.为模拟长定子换流过程,将分成3层功能:上位机监控、现场控制器及现场各执行设备,它们通过两层网络来联系.工业以太网SIMATIC 控制系统通过CP343—1及上位PC机通过网络接口卡(NIC)连接到工业以太网中.上位机(安全计算机、监控计算机)应用SIEMENS提供的以太网软件SOFTNET所提供的函数,嵌入Windows应用程序中完成与SIMA TIC系统实现数据交换,以完成上位机的监视和安全控制功能.PROFIBUS—DP现场总线网络PROFBUS—DP是本系统主干网络,网络拓扑结构为线性总线型.系统采用CPU315—2DP作为PROFIBUS一DP网络中现场主控制器,同时在主槽中通过背板连接数字I/O显示系统本身的网络通信、程序控制运行状态.系统远程I/O从站采用ET200M 分布式I/O系统,通过此I/O系统模拟电力开关站投切逻辑关系和远程监控[2].系统控制对象采用了CT公司具有PROFIBUS—DP 网络接口的UD73可选模块的变频器.同时,此模块具有RS485/232串行通信接口和针对变频驱动器软件控制的操作系统,相应的驱动器编程语言DPL,可实现变频器局部自我控制.为实现各个软件层(PRCIFIBUS-DP中主站的STEP 7控制程序,CT变频器组局部控制DPL程序)中程序运行的变量值、状态的可视化及便于进行相应程序调试,将主站通过MPI接口与程序监控机,变频器通过UD73提供的串口与变频器监控机.PROFIBUS—DP 网络中通信与监控的实现根据系统的硬件及通信要求,由STEP 7软件进行硬件和网络组态.根据硬件组态分配的从站PROFIBUs_DP地址和中央插槽I/O地址实现控制与通信.模拟系统各I/o定义根据系统要求的功能和组态过程中定义的I/O地址,对两类I/O功能定义做如下简述:1)ET200M 构成的分散型I/O 系统完成变频I/O控制.主要的I/O 功能:禁止运行、正常运行准备、启动、恢复上一时刻的速度值、恢复初始速度、加速、减速等输入控制;运行故障、运行准备(悬浮准备好)、正常运行、网络设备状态、电力供应状态等输出控制与监视.其中对于多点同时有信号情况下,在软件中根据模拟系统要求实现各控制输入优先级.2)中央插槽中的I/O 监视端口定义:控制器自身状态(可实现控制功能否);以太网运行正常;PROFIBUS—DP运行正常等输出监视.主站与变频器数据交换变频器可选模块UD73提供用于实现网络控制的数据通道,表1对于它们的数据通道及映射参数含义进行了描述.通过设定UD73模块中的参数#20.05(设置变频器的PROFIBUS-DP地址参数)为组态中所分配的地址,实现与主站连接.由于应用MOVE指令来访问I/O或过程镜像输入输出表时仅能一次读出不多于4个字节的连续数据,为保证通信数据的连续性(这种连续性实现数据作为一个整体连续发送而不被中断,以防止由于中断而带来控制上的可能严重后果),通常主站与从站进行数据交换过程中以连续的8个字节进行其间的数据交换.这样就需要应用SFC14(DPRD—DAT)和SFC15(DPWR—DAT)来完成,下面为实际应用程序中应用这两个系统功能的实例.//...CALL “DPRD—DAT” //主站读取变频器8个字节(4个字)LADDR :=W #1#11O //从变频器读取数据的输入区域所组态的起始地址;RET_V AL:=MW20 //如果在函数运行过程中发生错误,返回故障代码;RECORD :=P#M 30.0 BYTE 8 //所读取的用户数据的目的区域.要与在STEP 7中所选择的模块组态的数据长度相同.仅容许BYTE数据类型//...CALL “DPWR_DAT” //主站发送8个字节给变频器(4个字)LADDR :=W #16#1OO //要被写入数据的模块的输出地址中所组态的起始地址;RECORD :=P#M 6O.O BYTE 8 //与”DPRD_DA T”对应的参数含义相同,不过RET_V AL:=MW22 //在这里RECORD声明为“INPUT”;//...在表中看到,循环数据通道中IN Word3未用,如果在变频器参数#2O.04映射为=1,这样读入的数据是没意义的,应予以屏蔽.主站与远程I/O数据交换PROFIBUS-DP网络是将一般的“分散型外围设备”看成主站所处的中央插槽中的I /O模块.但实际位于中央插槽的I/O模块与远程I/O在STEP 7软件系统中的数据类型是不同的,不过对于其访问方法是一致的,即都可以应用STEP 7中的MOVE指令完成数据交换的.实际应用程序中读取远程I/O实例://...L “ET200M_IN” //远程I/O输入符号变量对应PIW0,在变量表中定义T MW 140 //通过MOVE将远程I/O输入装在至内部中间继电器Mw14O;//...系统监控功能的实现STEP 7提供了大量的系统监控功能组织块.针对本系统应用情况,采用了诸如OB86(分布式I/O系统中子网,机架或站出现故障),OB87(通信故障),OB122(I/O 访问错误),OBI21(程序错误)等组织块[6].由于这些组织块中的局部变量提供了所有其所处理故障的错误类型、代码,中断优先级及中断调用时间等信息.那么在应用中,采用了为每类故障定义的数据结构块(DB)来记录这些故障信息,比如故障类型,代码和故障时间等,在主应用程序中以一定的时间周期扫描这些DB,以完成整个系统运行的监控.同时,正是调用了这些组织块使得系统在某些故障下仍可保证系统控制程序的运行,从而保证了整个系统的安全与稳定.基于PROFIBUS—DP的变频器控制在模拟控制系统的应用算法描述长定子换流技术描述了相关定子绕组基于当前列车运行状态在时间上逻辑顺序操作的方法,其过程可作为多电机在时间上的协调控制问题.对于长定子绕组换流技术的研究,可通过多电机协调控制系统来模拟.不同的运行情况,要求不同的牵引力,从而导致不同的换流方法.其对应的相关联的定子绕组数量、控制设备数量及控制复杂度等都将不同.现有的换流方法主要有:两步法(列车站内牵引);三步法(列车高速运行牵引)等.以两步法为对象,将模拟磁悬浮列车一侧相邻两个长定子绕组的控制方法.两步法过程如下:当列车处于当前定子段某位置时,开始降低此定子段电流(必须保证列车进入下一定子段时电流为零).当电流为零时,切断开关,断开此定子段与电源电气连接,并将下一定子段与电源连接,完成切换.整个过程中保证推力损失为最小.控制初步实现通过对基于PROFIBUS—DP的多电机控制系统的分析,采用了所形成的网络层次结构来模拟磁悬浮列车的换流过程,其控制结构如图2.将两台电机作为两步法中的相邻定子段,它们的速度和作为转换过程中推力变化的一种数量描述.以时间中断组织块OB35(时间基准为100 ms)作为控制软件周期查询和更新状态的时间基准.设计计数器Counter1作为主站从远程I/O取得控制状态信息和向变频器输出控制的时间周期,计数器Counter2作为非更新期间的网络中各设备状态监视的时间周期.设计基于PROFIBUS—DP的网络控制流程图如图3.结语文中描述了基于PROFIBUS-DP现场总线的远程变频控制系统,叙述了系统的硬件、软件,实现了主站与各类从站的通信任务和系统监控任务,完成了磁悬浮列车运动控制模拟系统的基本功能:列车运行过程的各类状态及长定子换流方法的模拟.讨论了基于PROFIBUS—DP现场总线的多变频器调速系统的可靠性,智能性及灵活性等特点,为复杂的多电机协调控制问题的解决提供了参考.。
PLC控制系统采用PROFIBUS-DP技术实现变频器通讯控制的应用

PLC控制系统采用PROFIBUS-DP技术实现变频器通讯控制的应用摘要:本文简要介绍了施耐德PLC控制系统,采用PROFIBUS-DP方式实现与西门子MM440变频器通讯控制的应用,并例举了施耐德PLC控制器通讯控制程序实例,PTQ通讯模板配置实例,及西门子MM440变频器通讯参数设置实例。
关键词:PROFIBUS-DP通讯技术 PTQ通讯模块 MM440变频器通讯参数设置引言自动控制系统中,采用4个施耐德140CPU65150型PLC控制站,实现了配料混合系统、烧结冷却系统及其辅助系统、成品整粒系统及其运输、原燃料接受和循环加水等系统生产的全自动化控制。
在烧结机、环冷机和配料皮带秤等重要调速控制设备中,采用了先进的PROFIBUS-DP数字通讯控制技术和西门子MM440变频器,实现了高精度数字调速控制。
1 PROFIBUS-DP通讯技术简介PROFIBUS以ISO7498为基础,以OSI(open system interconnection)作为参考模型,定义了物理传输特性、总线存取协议和应用功能。
其传输速率为9.6kbps-12Mbps,最大传输距离在12Mbps时为100m,在1.5Mbps时为400m,可用中继器延长至10km。
PROFIBUS-DP是专门为自动控制系统和设备分散的I/O之间进行的通讯而设计的。
直接数据链路映像(DDLM)提供的用户接口,使得对数据链路层的存取变的简单方便,传输可使用RS- 485传输技术。
2 PROFIBUS-DP通讯硬件配置2.1施耐德PLC控制站配置在施耐德PLC控制站硬件配置中,利用施耐德unity pro XL4.0编程组态软件,对PLC控制站中电源模块、CPU模块、以太网通讯模块、I/O模块等进行了如下图的基本硬件配置,其中PTQ-PDPMV1为PROFIBUS-DP通讯模块,安装于控制站中第6槽。
图1 施耐德PLC控制站基本配置示意图2.2 PTQ通讯模块配置PTQ-PDPMV1PROFIBUS DPV1 Master通讯模块是ProTalk公司为施耐德Quantum系列开发的第三方通讯组件,简称PTQ通讯模块。
基于PROFIBUS—DP的变频器在门机调速系统中的应用
变 回 ( 震 ‘ ’ 幅 转 熹 ) 支 持
图 1 系统 网络 拓 扑 结构 图
1 0 bt s传 送距 离长 , 20 0k i/ , 能连 接多 个 用户 。基 于
P O IU R FB S现 场 总 线 的 变 频 器 可 以 很 方 便 地 在 P C、 机构调 速 系统 及 工控 机 之 间实 现 互联 , 以 L 各 可 完全 实行 数字 化控 制 , 同时二次 控 制 回路 设计 简洁 ,
R N P C的 P O I U D O L R FB S— P网络 , 而必 须通过 专用
的接 口卡 且 需 要 相 应 的 配 置 软 件 。安 川 V 7变 SG 频 器 配置 的 用 于 P O I U R FB S—D P网络 通 讯 的 S — I
可靠 性大 大提 高 。
维普资讯
P r O eain 2 0 . o 1 S r l . 7 ) ot p rt 0 8 N . ( ei 1 7 o a No
基 于 P O IU R FB S—D P的 变 频 器 在 门 机 调 速 系 统 中 的 应 用
江 苏 海 事 职 业技 术 学 院 电气 自动 化 系 万 金 华 周 涛
统 中的合理组 合 , 一 种 较好 的选 择 。安 川 变 频器 是
和其他厂家生产的变频器一样 , 不能直接接人 O - M
2 4
维普资讯
港 口装 卸
20 0 8年 第 1 ( 期 总第 1 7期 ) 7
组 合 式 多 用 途 支 杠 的 研 制
就可 确定该 从 站地址 。P O I U R FB S通讯 建 立后 , L PC 自动 获取 该地 址 。
C U上 的 R 2 2串口同现场 的故障仪相连 , 障仪 P S一 3 故
PROFIBUS-DP在企业自动化控制中的应用

PROFIBUS-DP在企业自动化控制中的应用摘要:PROFIBUS-DP是一种常用的工业数据通信协议,在企业自动化控制中应用广泛。
本文将对PROFIBUS-DP的特点、优势和应用进行探讨,分析其在自动化控制中的作用及其应用案例,包括物流自动化、制造自动化和生产线控制等方面。
通过案例分析,说明PROFIBUS-DP在企业自动化控制中的应用具有广泛性、效率性和可靠性,是提高企业生产力和竞争力的重要因素。
关键词:PROFIBUS-DP;企业自动化控制;广泛性;效率性;可靠性;应用案例正文:一、PROFIBUS-DP的特点和优势PROFIBUS-DP是一种常用的工业数据通信协议,它能够连接不同的控制和感应设备,实现数据交换和信息传递。
PROFIBUS-DP的特点如下:1.通讯速度快:PROFIBUS-DP的通讯速度可以达到12Mbit/s,数据传输效率高。
2.通讯距离远:PROFIBUS-DP的最大通讯距离是1.2km,通讯距离远,适用于大规模的现场控制。
3.连续性强:PROFIBUS-DP支持高可靠性数据传输,能够实现设备持续工作,减少设备故障。
4.标准性强:PROFIBUS-DP是国际标准化协议,适用于不同厂商和不同系统的设备间通讯。
PROFIBUS-DP的优势如下:1.整合性:PROFIBUS-DP可以连接不同的设备和系统,实现数据和信息的整合,提高生产效率和质量。
2.可靠性:PROFIBUS-DP的数据传输方式可靠性高,能够减少设备故障发生,提高设备的稳定性。
3.实时性:PROFIBUS-DP的通讯速度快,能够实现实时数据传输,满足企业自动化控制的实时性要求。
二、PROFIBUS-DP在企业自动化控制中的应用1.物流自动化:PROFIBUS-DP在物流自动化中,可以实现各设备间的信息交换和数据共享,提高作业效率和质量。
例如在仓库自动化管理中,PROFIBUS-DP可将ERP系统的信息传输到设备系统中,实现物料的自动化管理和运输。
【doc】施耐德变频器通过PROFIBUSDP现场总线的网络化控制
施耐德变频器通过PROFIBUS DP现场总线的网络化控制施耐德变频器通过PROFIBUSDP现场总线的网络化控制施耐德变频器通过PROFlBUSDP现场总线的网络化控制摘要本文结合轧管生产线精整区域人工检查区的电气系统,概述了该区域调速系统的主要设备组成和控制系统结构,并从硬件和软件两方面详细地介绍了施耐德A TV58和A TV68变频器如何通过PROFIBUSDP现场总线进行网络化控制以实现工艺生产线的正常运行.何渝(四川托日信息工程公司工程部)一.根据负载类型不同,容量较小的辊道电机选用了A TV58系列变频器,而对大容量的步进机构电动机则选用了A TV68系列变频器.关键词人工检查区A TV58变频器A Tv68变频器2控韦0系统结构0引言传统的变频器控制方式一般是通过本地控制端子(包括模拟量输入口和逻辑输入口)实现对变频器的控制,但通常会带来硬件成本增加,逻辑输入口数量不足, 模拟量传输不稳定,给定精度不够和接线较多等问题. 采用通讯控制方式可以通过串行电缆的简单连接以数字通讯方式实现对变频器的远程控制和监视,不仅降低了系统集成和维护的成本,大大减少布线的数量,而且实现了速度给定的高精度和高稳定性,同时上位机可以连续地对变频器进行监测和控制.1传动调速系统组成在精整区轧管工艺流程中,人T检查区主要是对探伤,测厚后的钢管作进一步的几何尺寸和内,外表面检查.该区域的辅助传动调速系统,用来对辊道和步进输送装置进行调速控制.辊道采用分组集中控制方式,每组辊道由一台变频器控制并由现场辊道开关箱中的自动空气开关对单个电机进行过流和缺相保护,同时每个开关的辅助接点串连在一起接入到区域PLC的输入模板作为该组辊道运行准备好的条件之38PROFIBUS—DP协议是为自动化制造工厂中分布式I/O和现场设备所需要的高速数据通信而设计的,典型的DP配置是单主站结构(即一个系统中只有一个通讯主站),DP主站和DP从站之间的通信基于主一从原理,也就是说,只有当主站请求时总线上的DP从站才可能活动.DP从站被DP主站按轮询表依次访问,DP主站与DP从站间的用户数据可以连续地交换而不需要考虑用户数据的内容.在我们的系统配置中,就采用了此类结构.该系统以SIEMENSS7—300PLC为控制核心,CPU的第二通讯接口和它的远程I/O站(ET200M)及一台OP77B操作员面板通过PROFIBUS—DP现场总线连接以实现数据通讯;而所有的A Tv系列变频器通过图1自动化信息AUTOMA TIONINFORMA TIONPROFIBUS—DP通讯卡连接在通讯模板CP342—5上;通过以太网通讯模板与整个轧管生产线的二级物料跟踪系统进行数据交换.人工检查区控制系统结构如图1所示:3A TV系列变频器的通讯功能A TV一58,A TV一68系列变频器是施耐德电气公司推出的通用型变频器,在其本体上内置了RS485多点通讯的简化Modbus协议接口,同时该变频器内部具有并行总线接口,可以通过插入附加卡的方式扩展变频器的功能.在A TV58系列变频器中提供低速通讯扩展卡接口女口Uni—telway,Mood—bus/Jbus和高速通讯扩展卡接口如Modbu,Profibus—DP,Ethemet等,高速通讯方式除传输速度较高外,另一个显着的特点是所配置的现场总线都符合相应的标准,具有完整的网络体系结构,为用户的系统集PP01PP02PPO3PP04PP05施耐德变频器通过PROFIBUSDP现场总线的网络化控制PPO5这一种参数过程数据对象.参数过程数据对象(PPO型)如图2示.PKW即为参数区域,包含了4个字长,主要用于对变频器内部参数值的读写.PZD区域即为过程数据区,是为控制和监测变频器运行状态而设计的,根据所选择的PPO类型具有不同的长度,如PPO4的PZD数据区长PKwIPZDIINDlEPZD1IPZD2HJ—lPzD5H哪HPzD9IPzI摹1牢I摹2牢I摹3宰I摹4牢摹1牢l摹2牢I摹3牢I摹4牢I摹5牢l摹6牢I摹7牢I摹B牢I摹9牢l摹1o牢fflIlIlIllIIIIllIlIllIlllIlllIllIIlIIlPKW:参t..识荐值PZD:过薯tIPKE:参t舞识符IND:素引PWE:参t值成带来了极大的便利性.其中A TV58的DP通讯板型号为VW3一A58307,A TV68的DP通讯板型号为VW3一A68307.4控制系统硬件组态分别配置A TV58和A TV68的GSD文件,在STEP’/ ST,II『:拄.I丰zsW:状盎丰HSW:主最定值HIW:主赛蓐值图2度为6个字长,但通常采用的是2个字长的PZD.选择何种PPO数据格式则依赖于系统的控制要求.当主站向从站发送数据时,PZD用作任务报文,第1个字传送的是变频器的控制字STW,第2个字传送的是主频率设定值HSW.当主站从从站接收数据时,PZD则做为应答报文, 第1个字是变频器的状态字(ZSW),第2个字是主要的运行参数实际值,通常,把它定义为变频器的实际输出频I睫rs3O75^2一cH315-2”口lI3lPROFIB~(I)DP…t…y’t¨(1)●鼻cP3一I1TTTT{5譬cP342-5;i伫)I_IIi0)工_II”)I-15iI8衄i圈}圜lT89■PROFIBUS)DP…t…y’t¨(1o0)T’T’TT配输入输出地址,在程序中通过对这些地址的访问实现对变频器的数据交互.人工检查区电气控制系统硬件组态如图3示.5A TV68变频器对步进机构的远程控制如前所述,对人工检查区内步进机构的调速装置采用的是A TV68系列传动模块.为了减少现场噪音和保护钢管的表面因撞击产生图4损伤,需要对钢管轻拿轻放,但同时又必须保证整条轧管生产线的生产节奏,因此对步进机的控制应符合如图4所示的运动速度曲线.图中可以看出,电机在运转过程中不同的步序有变化的加,减速斜率和转速,故在对变频器的控制中不但需要控制过程数据,还需要对变频器的加减速斜坡参数进行动态改变.所以选择数据格式PPO1.A.变频器内与通讯相关的参数设置:B6.O0选择总线=1PROFIBUSDP:选择通讯协议为PROFIBUSDPB6.01选择远程=1bus:控制命令来源于总线B6.02设置从站地址,该地址设置值必须和在STEP7硬件组态中组态的从站地址保持一致.B6.03总线故障=0仅报警:定义当通讯出现故障时,变频器如何响应.B6.06主给定值1=3f-correction:频率给定值来源于总线.B6.11实际值l=f-output:定义HIW的值为实际施耐德变频器通过PROFIBUSDP现场总线的网络化控制运行频率值.B6-21控制字的第11位定义=36F0rwdfre—verse)::定义该参数后电机才能实现反转控制.F6.02参数访问=1通信连接:变频器的参数通过总线进行访问,定义此项后,键盘对参数的读写被封锁.B.常用控制命令字如图5所示.C7F(HEX)让变频器以一定加速斜率反向运转c.频率的给定在参数c3.01中设置变频器的最大运行频率,该频率值对应于十进制的16384或十六进制的4OOO. HSW1(indecima1):例如,我们需要25HZ,且C3.01=50HZHSW1::8192dec=2000hexD.力Ⅱ,减速斜坡的控制PKW区的四个字分别是PKE,IND,PWE—H, PWE—L,其中PKE中包含了访问的参数的参数号PNU 和任务标记AK.如果被访问的参数是一个32位的数值,PWE—H是高16位,PWE—L则是低16位.系统中加速斜坡参数c2.00的PNU为320,它是一个16的时间常数,如我们将c2.00设置成0.5S(该参数的时间因子是0.Is),各个字对应的值如下:PKE=2140TNn=0圈5PWE~H=0PWE=56A TV58变频器对辊道电机的远程控制对辊道电机的控制相对来说比较简单,主要是正反转的起停控制和频率的给定.A TV58变频器的通讯遵从DRIVECOM标准.其通讯数据长度为28个字节.其中PKW区占8个字节,PZD区中除PZD1~PZD3有特定定义,其余14个字节并未使用.在本系统中,不需要对变频器的参数进行动态的改变,故只使用了PZD1和PZD2.作为输出数据区时,PZD1对应变频器中内部变量地址601自动化信息AUTOMA TIONINFORMA TION(CMDD)一控制命令的寄存器,PZD2对应变量地址603(LFRD)一在线速度给定,值得注意的是,该值给定的转速值而不是通常的频率值;作为输入数据区时,PZD1对应变频器中的内部变量地址602(ETAD)一状态字,PZD2对应变量地址604(FRHD)一实际运行速度,同样,该参数对应的是电机实际的运行转速.A TV58变频器控制的状态图如图6所不:6.1下面我们对几个重要的状态加以说明:(1)接通准备好状态(ETA=16#xx21)变频器仍然被锁定,处于准备接通的等待状态,操作面板上状态显示”NST”.控制寄存器送出”接通”命令(过程3,CMD=16#0007)可进入接通状态,送出”操作使能”命令(过程3A,CMD=16#xxxF)可直接进入操作允许状态,此时变频器开始以给定的转速开始运行.(2)操作允许状态(E—TA=16#xx27)变频器处于正常工作状态,动力部分有电压输出,操作面板上状态显示“RDY或RUN”等.此时,可以接受控制寄存器送出”正转”(CMD=16#000F),”反转”(CMD=16#080F)等启动命令施耐德变频器通过PROFIBUSDP现场总线的网络化控制图例!进入状态图所有状态状态名称Ol3状态描述|/1日-A=16撑xxx)d接通未准备好故障反应激活“操作面板显示”变频器断电~TA:16#xxxx]转换条件l~STA:I6#xx00lcl故障消失,4故障复位故障CMD=16耵080变频器故障接通禁止/,,15ETA=I6#xxxSl电压禁I卜变频器锁定/CMD=I6~0000ETA:16#xx40l”故障代码或”NST/’机停止)关断电雎禁止9一CMD:16#O0072CMD=I6#0000电压禁止操作面板.或CMD=16#0000快速制动12或苎….一,}CMD=I6#0002电压禁止配置参数修改控制端于(电机停止)停止命令接通准备好CMD=16#0000/变频器等待10或或ETA=I6#xx21l配置参数修改操作面板“NST”(电机停止)s1-0P键或8关断|’控制端子CMD=16#000636关断停止命令CMD=16#0006,接通操作使能3A变频器准备好CMD=I6#XXXFIETA:I6#xx23“RDY”紧急制动激活/紧急制动操作使能45操作禁止ETA=I6#xx07lCMD=I6撑0007“RDY,DEC.DCBCMD=16#XXXF,fJ操作允许紧急制动一/变频器运行CMD=16撑000BIETA=I6#xx2711“RDY,RDY”\示例:CMD=16#000F:正转ETA=1啪627:正常制动,正转,速度到达CMD=16#080F:反转ETA=16#8627:反转,速度到达CMD=16#10OF:斜坡减速制动ETA=16#0227:正转,ACC或DECCMD=160OF:DC注入制动ETA=16#8227:反转,ACC或DECCMD=1蒯加0F:快速制动或”减速制动”(CMD=16#100F),”直流注入制动”(CMD=16#200F),”快速制动”(CMD=16#400F)等停止命令.控制寄存器送出”操作禁止”命令(过程5,CMD=16#0007)~回到接通状态,送出”关断”命令(过程8,CMD=16#0006)n~j直接回到接通准备好状态,送出”紧2005年7月第7册总第51册图6急制动”命令(过程11,CMD=16#000B)可进入紧急制动激活状态.(3)故障状态(ETA=16#xxx8)变频器处于故障状态,操作面板上状态显示相应的故障代码.(下转25页)库元素的描述组件ID组件名称(例如灌装)硬件的描述保留的IP地址访问诊断数据下载连接软件功能的描述软件和硬件之间的分配组件的接口变量的属性f1…n)一涵一一鲞图2PROFINET组件描述(PCD)名称(例如开始)数据类型(例如布尔)方向(例如输入)组件方案的存储位置PROFINET及其组件技术3结语PROFIBUS国际组织推出的基于以太网的PROFINET自动化解决方案,为用户提供了一套完整高性能可伸缩的升级至工业以太网平台的解决方案.PROFINET是一项重大的技术创新,它不仅能为PROFIBUS,而且能为其他现场总线网络系统提供与以太网的有机连接.PROFINET以PROFIBUS的经验为基础,能够满足向分布式自动化系统发展的潮流趋势,为日趋全球化和因特网日益普及的世界提供了一种灵活而且面向未来的自动化途径.团参考文献[1]RalphBuesgen,JoachimFeld.RealtimeonEthernet:howPROFInetV2.0 improvesonV1.0.ControlEngineering.Oct.2002.[2】缪学勤.工业以太网技术的最新进展lJl.电气时代.2004,(7):24—27. 童笪佥彭杰男,生于1976年,博士,研究方向为控制网络.周美娇女,生于1977年,博士,研究方向为现场总线,控制网络. 【上接41页)变频器处于此状态时,只能在故障消失,或来自操作面板或控制端子的故障复位命令,或通过控制寄存器送出”故障复位”命令(CMD=16#0080),转入”接通禁止”状态后重新启动(过程15).6_2变频器中与通讯相关的参数设置:只有安装了通信板后,在A TV58变频器的面板上的通信菜单才会显示出来.在通信菜单里设置通讯协议以及从站的地址,同时还必须在控制菜单里将LCC参数设置为ON,即控制命令不是来自于键盘.7软件编程实现在STEP7中,可以直接利用MOV传送指令将任务报文命令发送到从站变频器对应的输出地址或从输入地址读取变频器的参数和运行状态,也可以通过SFC14 (DPRD—DA T),SFC15(DPWR—DA T)这两个系统功能函数2005年7月第7册总第51册对从站进行读写控制.8结论利用PROFIBUSDP现场总线对变频器的网络控制,我们可以将复杂的控制简单化,从而能更有效的控制机械系统按设定方式正常_T作,实现提高产品质量,提高生产率,以及节能等目标;同时对电机和变频器的状态进行监视,实现机械系统的合理运行和对环境的适应和改善等目标.团查耋童[1]施耐德电气公司,”Ahivar58Telemecanique内部通讯变量用户手册”[2】施耐德电气公司,”Ahivar58Telemecanique变频器用户手册”童笪佥何渝女,工程部副主任,技术专长为PLC,变频器,图形组态软件包应用.。
变频器在PROFIBUS-DP现场总线的应用事例

变频器在PROFIBUS-DP现场总线的应用事例
三菱A、F、E 系列变频器具有与PROFIBUS-DP 现场总线连接的通讯功能,三菱Q 系列PLC 也能作为该网络的主站。
可由主站向变频器发送各类
命令:启/停、多段速选择、频率设定、修改参数、故障复位等,主站从变频器读取相关信息:运行方向、输入输出端子状态、运行频率(转速)、电流、电压、参数内容、故障代码等。
故而能极大地方便了配有PROFIBUS-DP 总线的用户。
具体操作过程如下:1)硬件配置:PLC 侧---Q 系列PLC 基本三件套(基板、电源、CPU)+PROFIBUS-DP 主站
模块(QJ71PB92D);变频器侧---A、F 系列变频器+PROFIBUS-DP 从站适配卡FR-A5NP
或FR-E5NP(仅对E 系列变频器)。
2)系统构成:
3)参数设置:
a 用设备数据文件(*.GSD)使主站识别PROFIBUS-DP 总线下的设备功能及特点,在主站设置软件列表中已有部分厂商(包括三菱)的设备数据文件,如驱动、阀门、I/O、HMI、PLC 等。
可选择与所用从站性质相符的文件,若列表中无对应的设备数据文件,可从国际互联网或三菱网站中下载(FR-A5NP 对应名称:MEAU0865.GSD)
b 启动设置软件GX Configurator-DP,在主站中设定相关参数,除链接模式(通常模式0或扩展模式E)和站号(一个主站时应设0)。
c 其余内容(波特率、间隔时间、超时检测、控制时间等)均可取默认。
基于PLC、变频器与触摸屏控制的定长剪切系统【电工技师培训结业论文】

基于PLC、变频器与触摸屏控制的定长剪切系统一、项目描述利用PLC、变频器与触摸屏对负载进行速度调节实现定长剪切。
二、知识点:1、编码器的使用2、变频器的使用:多段速控制,电子制动3、Plc的使用:基本指令、高速计数、数据处理及运算及部分功能指令的运用1、引言卷材剪切机械是机械制造行业最常用的设备之一。
开卷切割机完成的最基本动作是把待裁切的材料送到指定位置,然后进行裁切。
其控制的核心是一个单轴定位控制。
开卷切割机其推进定位系统的实现是利用PIC控制的。
控制过程是这样的,当接收编码器的脉冲信号达到设定值后,PIC系统输出信号,变频器输出改变,断开进给电机的输入电源,制动电阻投入,刹车起作用以消除推进系统的惯性,从而实现精确定位。
我们结合自己设备的特点设计出了的制造方案,就是用PLC的高速计数器功能结合变频器的多段速功能实现定位控制,并利用HMI (人机界面Human Machine Interface)进行裁切参数设定和完成一些手动动作。
2、设计的可行性分析现在的大多PLC都具有高速计数器功能,不需增加特殊功能单元就可以处理频率高达几十或上百KHz的脉冲信号,而卷材剪切机对进给系统的精度和响应速度要求不是很高。
可以通过对切纸机进给系统相关参数的计算,合理的选用编码器,让脉冲频率即能在PLC处理的范围内又可以满足进给的精度要求。
在进给过程中,让PLC对所接收的脉冲数与设定数值进行比较,根据比较结果驱动相应的输出点对变频器进行输出频率的控制,实现接近设定值时进给速度变慢,从而减小系统惯性,达到精确定位的目的。
另外当今变频器技术取得了长足的发展,使电机在低速时的转矩大幅度提升,从而也保证了进给定位时低速推进的可行性。
3、主要控制部件的选取3.1 PLC的选取针对这些必需的输入点数,选用了FX1s-30MR的PLC,由于输入点少,从而为选用低价位的FX1s系列PLC成为可能,因为FX1s系列PLC输入点最多只有16点。
PROFIBUS-DP技术在自动化生产线控制系统中的应用

PROFIBUS-DP 技术在自动化生产线控制系统中的应用引言自动化生产线控制系统是近年来随着产业的发展而逐渐普及的系统之一。
其核心技术是数据通信。
PROFIBUS-DP(Process Field Bus - Decentralized Peripherie)作为一种现代化的数据通信技术,优秀的性能和稳定的传输速度赢得了广泛的应用。
本文将介绍PROFIBUS-DP 技术在自动化生产线控制系统中的应用,包括其特点和优势以及运用实例。
一、PROFIBUS-DP 技术基础PROFIBUS-DP 技术作为现代化的数据通信技术,主要有以下特点:高速通信、实时性、可靠性、插拔式设备、简单易用和通用性等特点。
PROFIBUS-DP 技术的优点:1、高速通讯PROFIBUS-DP 技术的数据传输速度很快,通常可以达到12Mbit/s,最高可达到下行500 kbps 与上行12Mbps 的异步传输方式。
这在控制系统对于高速数据传输的需求中体现得非常明显。
2、实时性PROFIBUS-DP 技术的响应时间很短,可满足非常严格的实时控制应用,如机床控制、搬运机器人等。
其响应时间一般在1ms 左右。
3、可靠性PROFIBUS-DP 技术采用冗余通信机制,更有效的保障了数据传输的可靠性,例如双通道,可以保证即使一个通道出现故障,也能够继续正常运行,而不影响整个系统的运行。
4、插拔式设备PROFIBUS-DP 技术采用插拔式设备,不但能够极大地方便维护和管理,也可以使得系统模块化,方便将设备按照需要逐一添加或者减少,因此非常适用于具有大规模、复杂性、动态性较强的智能化自动化系统。
5、简单易用PROFIBUS-DP 技术的协议较为简单,开发与调试较为方便,实用也较为广泛。
同时,它也能够方便集成于其他协议和网络之中。
二、PROFIBUS-DP 技术在自动化生产线控制系统中的应用自动化生产线控制系统是一个复杂的系统,具有许多机器人、工件、传送带等各种设备。
Profibus-DP总线在 Lenze 变频、伺服产品中的应用
1.2 主-从通讯结构
PROFIBUS-DP 总线系统在伦茨产品中的应用 1. Profibus-DP 总线基础
1.3 过程通道与参数通道通讯
PROFIBUS主站(PLC)可以与伦茨变频/伺服产品之间进行
快速的循环数据传输— 过程通道(Process Channel)通信,
以及可读 / 写所有伦茨产品内部参数的非循环数据传输—— 参数通道(Parameter Channel)通讯。
适配伦茨的所有变频/伺服/PLC 产品(除8200Motec、Starttec 以外) 适配 PROFIBUS-DP 的总线系统中作为从站 自适应总线波特率从 9.6k 至12M 从前面板通过 DIP 开关即可设置 PROFIBUS-DP 中的站址 过程通道通讯最多可设置12个过程字。 支持DRIVECOM,UNIT CONTRIL 和 PROFI DRIVE 三种过程通道通信格式 支持参数通道通讯,可以读 / 写所有伦茨产品内部参数 可由变频器内部或外部提供 24VDC 供电 -820X:外部供电 -821X:内部或外部供电 -822X:内部或外部供电
PROFIBUS-DP 总线系统在伦茨产品中的应用 2. 在Profibus-DP 系统中配置 Lenze 产品
2.1 AIF/FIF端口、通讯模块与系统组态(2) AIF/FIF端口 通讯模块与系统组态(2) 端口、
2.1.2 AIF 端口与通信模块性能特点汇总: AIF:AUTOMATION INTERFACE; 伦茨用于此端口的 Profibus-DP 通信模块为EMF2133IB
注意:后续页面中的配置举例均以 Step7 5.1 版本为平台
PROFIBUS-DP 总线系统在伦茨产品中的应用 2. 在Profibus-DP 系统中配置 Lenze 产品
安川变频与西门子PLC基于PROFIBUS_DP的数据通讯

基于PROFIBU-DP的安川变频器与西门子PLC的数据通讯本文介绍的是关于安川变频器通过PROFIBUS-DP现场总线与西门子PLC实现数据通讯的一个应用实例。
描述了安川Varispeed G7(以下简称VS G7)系列变频器接入西门子PROFIBUS-DP网络的条件和应用环境,详细介绍了一个基本数据通讯系统的硬件和软件配置,并举例说明了相关应用程序的编制方法。
1. 安川变频器接入SIEMEMNS PROFIBUS-DP 网络的应用环境众所周知,西门子S7系列PLC是目前国内应用较为广泛的一种PLC,而安川VS G7系列变频器则是性能价格比较高的一种变频器,它们两者在传动控制系统中的合理组合,无疑是一种较好的选择。
在大型圆坯连铸机控制系统中,将用于结晶器振动和拉矫机传动装置调速的安川VS G7 变频器接入以SIEMEMNS S7-400 PLC(CPU 414-2DP)为主站的PROFIBUS-DP 网络中,通过PROFIBUS-DP,主站可监视变频器的运行状态,也可设置和改变其内部参数。
从运行的情况来看,使用效果良好。
投入运行两年来,尚未出现网络数据通讯因受干扰而紊乱或中断的现象,也未发生传动方向和速度指令错误以及指令延迟等故障,除了正确的设置和编程以外,这与装设了独立而可靠的专用接地系统也不无相关。
安川变频器和其它厂家生产的变频器一样,不能直接接入SIEMENS的PROFIBUS-DP 网络,而必须通过专用的接口卡并需要相应的配置软件。
安川VS G7 变频器配置的用于PROFIBUS-DP 网络通讯的SI-P1 接口卡已是安川公司推出的第二代产品,数年前推出的是SI-P 卡。
据说,有数家集成商已先后将配置了上述通讯卡的变频器接入了GE Fanuc 和SIEMENS的PROFIBUS-DP网络中,但使用效果不太理想。
SI-P1 卡可用于安川变频器的G5、F7 和G7三个系列。
当用于VS G7 系列时,将其插入变频器的2CN 插槽中,并用DP 总线电缆和总线连接器与PROFIBU-DP 的主站(这里为S7-400 PLC的CPU414-2DP)的DP口相连接,我们在一条专供电气传动用的PROFIBUS-DP总线上接入了8 台变频器(参见图1.使用SI-P1 卡需在PLC 的编程软件(如SIEMENS的STEP 7)中配置一通用源数据描述文件GSD(Version 3.1,此文件可在安川公司(YASGAWA)的网站中下载,文件名为YASKOOCA.gsd),而老一代的SI-P卡则安装GSD(Version 1.0)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
了解和准确及时地进行故障判断 ’ 其主要功能有 B
宽厚板 第9 $卷 [9 D [ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ 参 数! 来 料 宽 度! 厚 度" 开 卷! 卷 取 张 力" 点 动! 爬 行! 运行速度值 " 剪切刀盘直径等 # 数据显示 $ % 显示内容包括 & 当前机列主要运行状态 " 机列 运 行 的 实 际 速 度 值" 开 卷! 卷 取 的 实 际 张 力 值" 开 卷机 ! 卷取当前卷径值 " 当前的日期和时间 # 用户管理 ’ % 主 要 包 括 用 户 的 登 录 及 退 出" 以及修改和管 理用户的密码和各种访问权限 # ’ ( $ 二级计算机 主要提供数据归档 ! 工艺参数归档 " 自动生成 班 次" 月 报! 年 报 或 按 品 种 规 格 生 成 的 统 计 报 表" 和故障反馈及处理 # 同时可与工厂工业以太网联 网 # 软件平台为 )* 上位监控工控态 0 0 0 " + , ./$ 软件 为 .* 并且二级计算机中某些权限比 2 ( 0 " + 1 1 操作员站上的高 # ’ ( ’ 3 4 5’ 0 0 9 : 5$ 6 7 8’ ; 7可 编 程 序 控 制 器 一类主站 % < 具有 ; 口" 采用 7 5; 7和 =7 > ? @ * A B / 7现 场 总线通讯连接各传动系统和分站 # 其主要功能有 & 9 %接 收 操 作 人 员 和 设 备 检 测 装 置 现 场 发 出 的各种指令信号 C $ %机组的逻辑运算及连锁保护 C ’ %对交流传动进行逻辑控制 C 气动系统进行逻辑控制 C D %对各种液压 ! 卷取现场张力信号 " 接收开 卷 ! : %接收开卷 ! 卷取的卷径检测信号 C 2 %进行各种惯量和补偿计算 C 卷取提供张力基准信号 # 4 %为开卷 ! 从站 % ’ ( D E 0 0 F$ =< 各传 感 器 信 号 就 近 接 入 7 子 站" 这样 ? @ * A B / 可以最大限度的减少现场接线工作 " 同时 " 可以减 少信号衰减和各种干扰对信号的影响 # 从站 % ’ ( : 交流传动系统 < 交流变频调速技术优越的调速性能和显著的 节 能效果 " 使其成为现代化电气传动的主要发展 方 向 之 一# 本 系 统 采 用 矢 量 控 制 型 3 > E =E G3 系列控制器 其特点 2 4 0 " & 3 E 标准化及模块化 # 整个变频器的结构非常 9 % 紧凑 " 主板及扩展板都是通过总线插槽连接 " 各组 件接近 " 便于维修 # 由于集成度的提高 " 使装置具 有很高的可靠性 # 适 应 电 源 电 压 波 动 范 围 广" 能自动适应电 $ % 网D : 52 : HI的频率变化 # 具 有 很 强 的 自 诊 断 处 理 功 能" 提供有关故 ’ % 障原因的补充信息 " 维护方便 # 可采用 83 D % ! 5; ! 3 7 ? @ * A B / 7 3 * JK * + L等多 种方式通讯及联网 # 组态功能丰富 # : % ’ $位 6 7 8 全数字控制 " 可 针 对 具 体 交 流 电 机 进 行 优 化" 以达到优 2 % 良的控制性能 #
/ 011 9 & ( > " = < > Q P UW ‘ W U X1‘ N K R ]N K \ X J Z H a U [\ P UW R ‘ K \ a J 1W J K U K \ [‘ K ZU R U a \ X N a ‘ R a J K \ X J R [ ] [ \ U 1J b-. ^ [ R N \ \ N K L[ P U ‘ X Q P UW U X b J X 1‘ K a U J b \ P U U K \ N X U 1‘ a P N K U P ‘ c U M U U KN 1W X J c U Z‘ K Z\ P U ‘ H \ J 1‘ \ N J KR U c U R W X J 1J \ U Z‘ [ 2 4 7 0N ^ TU R R M ]‘ W W R ] N K L\ U a P K J R J L N U [[ H a P‘ [b N R U ZM H [ 5 6 K c U X \ U Xc U a \ J Xa J K \ X J R ‘ K Za J 11J Kd VM H [M ‘ X 2 4 7 0N 2 eA f g # " B ( h N U R ZM H [ 5 6 K c U X \ U Xc U a \ J Xa J K \ X J R d VM H [M ‘ X
基于 ! )* " # $ % & ’ ( !的变频器在剪切线上的应用
许红兵
安徽铜陵金威铜业有限公司 , + 摘 要 本 文 主 要 介 绍 了 -. 采用现场总线技术3 / 011 纵 剪 的 设 备 组 成 和 电 控 系 统 2 4 7 0变 频 器 矢 量 5 6 现场总线 4 7 0变频器矢量控制 5 6 公共直流母线
宽厚板 第|J R ^ . ^ {J ^ / .卷第 /期 y. y . zY d 6O{d I6 O|q l _ OQ 6 0 0 4年 0月 ma \ J M U X . 0 0 4 } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } } }
介质 3 物理连接的类型和电气特性 8 )d l X J b N M H [ l
述 了 连 接 到 传 输 介 质 的 总 线 存 取 方 法2 l X J b N M H [
输距离 2 网络最大传输距离可达 o 0w 18l X J b N M H [
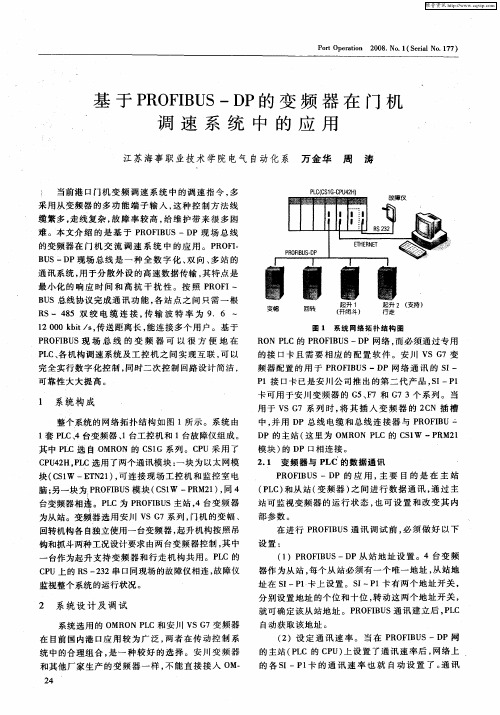
第 F期 许红兵等 B 基于 ( ./ ZA I Z 8 9 : ; < = > (的变频器在剪切线上的应用 [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ [ 速串行总线与分散的现场设备! 驱 动 器% 阀 # " $% 门等 & 之间的通信任务 ’使用 ( ./ ) $* " + ,(可 取 代现场的 0 12 或 3 40 356 的并行信号传输技 术’ 自动控制系统与分散的现场设备间的数据交 换 多 数是 周 期 性 的 7 而对智能化现场设备还需要 有周期性的数据交换! 如 组 态% 诊 断% 报警处理 等& 非周期 ’ 周期性 的通信由 / (基 本 功 能 完 成 7 性的通信由扩展 / ./ (功能完成 ’( ) $* " + ,( 未使用第 七 层 7 这种结构确保了数据传输的快速 与有效 ’ 另 外7 .* ( 8 9 : ; < = > ?-用 于 过 程 控 制 站 和 操 作员站之间的高数据量通讯 7 .( ( 8 9 : ; < = > 6 主要 用于工业防爆现场 ’ @ 系统构成 本系统的网络结构图如图 A ’
控制 3 公共直流母线等技术提高了整个机组的装机性能和自动化水平 8 关键词
)* 9 : : ; % < = > % # ?# $ ! " # $ % & ’ ( !@ = ( A BC ? D A " > A "# ?E F A = " ; % ? A
G HIJ K L M N K L
+ ^ , OK P H N Q J K L R N K LS N K TU N V J W W U XY K Z H [ \ X ]V J _ \ Z
软 件 为 L; J O 3 7 J O 3 ! M N N L; M N N W; M X 9 L>D 9 M P 8 9 Y 是 环境下面向对象的 位工业 & W; I 0 D Q M P Q 8 M X 9 L> 控制组态软件 7 它适合任何自动化控制系统 7 支持 多种 ( 上能直观地操作和监控生产 U D系统 ’ C?" 过程中的各参数 7 可以通过棒图 % 趋势曲线等来监 控各参数 的 变 化 趋 势 7 有利于对生产过程的全面 参数设定 A & 设 定 内 容 包 括B 从二级计算机调用预设剪切
3 3和 各 变 频 器 一 方 面 通 过 网 络 把 自 己 的 状 K G0 态信息发送到相关的 ( 另一方面通过网络 U D上 7 接受到其它 K 以决 3 3和各变频器的状态信息 7 G0 定下一步动作 7 保证剪切线连续正常生产 ’
二类主站 & 位于现场操作 I O A 操作员站 ! & ! C?" 台内 7 采用研华工控机插入 D F J A A网卡 7 F J A A ( D ( 自身不带微处理器 7 是短 ( 卡7 可运行多种软件 D " 包7 软 件 平 台 为 W; 上位监控工控态 3 3 3 7 M X 9 L>0
层3 第二层和用户接口 8第一层 l 规定了线路 Iq2 通过差分电压输出的 r n p /实现电流连接 8在线 5 性拓扑结构下采用双绞线连接 8 第二层 sOV 描 2 第二层 h 规定 )d 2 l采用 一种混 合访问 方 法 t _ V 了 对 低 层 接 口t 第二层 h 完成第二层 u . 2 sOsOV特定总线参数设定和第一层设定 8 )d l X J b N M H [ l是 采 用 主 从 通 讯 和 令 牌 通 讯 的2 主站 和 从 站 之 间 靠 主 站 的 查 询 和 从 站 的 响 应 进行通讯 8 主站和主站之间靠得到总线控制权 + 令 牌, 进行通讯 8r )n p /是 l )d 5 X J b N M H [ l最 常用 的一种 2 通称为 I. 采用屏蔽双绞铜线电缆 2 只要 2 符合 l )d X J b N M H [ l协 议 的 设 备 都 可 以 挂 在 总 线 上 8r )n p /每段最多 v .个站点 2带中继器最多 5 可到 . 7点 8传输可选 o ^ 4w x.sM 2最大 M W [ W [ 时为 用中继器可以加大传 距离 .sM u 0 012 N \ [ 是一种国际化 3 开放式 3 不依赖于设备生产商的现 场总线标准 8 )d l X J b N M H [ l主 要 用 于 现 场 级 的 高 速 数 据 传输 3 解决自 动控 制 系 统 + 如l 通过高 3 _ V l V等 ,