淬火的温度水性淬火介质(PAG淬火介质)常见问题
PAG淬火液
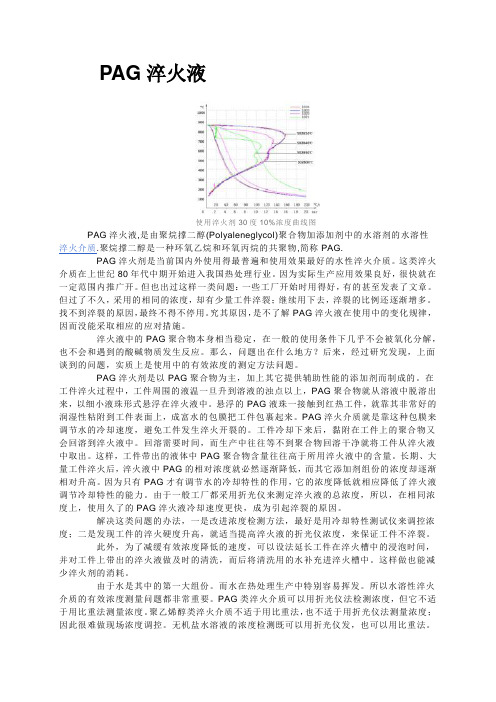
PAG淬火液使用淬火剂30度10%浓度曲线图PAG淬火液,是由聚烷撑二醇(Polyaleneglycol)聚合物加添加剂中的水溶剂的水溶性淬火介质.聚烷撑二醇是一种环氧乙烷和环氧丙烷的共聚物,简称PAG.PAG淬火剂是当前国内外使用得最普遍和使用效果最好的水性淬火介质。
这类淬火介质在上世纪80年代中期开始进入我国热处理行业。
因为实际生产应用效果良好,很快就在一定范围内推广开。
但也出过这样一类问题:一些工厂开始时用得好,有的甚至发表了文章。
但过了不久,采用的相同的浓度,却有少量工件淬裂;继续用下去,淬裂的比例还逐渐增多。
找不到淬裂的原因,最终不得不停用。
究其原因,是不了解PAG淬火液在使用中的变化规律,因而没能采取相应的应对措施。
淬火液中的PAG聚合物本身相当稳定,在一般的使用条件下几乎不会被氧化分解,也不会和遇到的酸碱物质发生反应。
那么,问题出在什么地方?后来,经过研究发现,上面谈到的问题,实质上是使用中的有效浓度的测定方法问题。
PAG淬火剂是以PAG聚合物为主,加上其它提供辅助性能的添加剂而制成的。
在工件淬火过程中,工件周围的液温一旦升到溶液的浊点以上,PAG聚合物就从溶液中脱溶出来,以细小液珠形式悬浮在淬火液中。
悬浮的PAG液珠一接触到红热工件,就靠其非常好的润湿性粘附到工件表面上,成富水的包膜把工件包裹起来。
PAG淬火介质就是靠这种包膜来调节水的冷却速度,避免工件发生淬火开裂的。
工件冷却下来后,黏附在工件上的聚合物又会回溶到淬火液中。
回溶需要时间,而生产中往往等不到聚合物回溶干净就将工件从淬火液中取出。
这样,工件带出的液体中PAG聚合物含量往往高于所用淬火液中的含量。
长期、大量工件淬火后,淬火液中PAG的相对浓度就必然逐渐降低,而其它添加剂组份的浓度却逐渐相对升高。
因为只有PAG才有调节水的冷却特性的作用,它的浓度降低就相应降低了淬火液调节冷却特性的能力。
由于一般工厂都采用折光仪来测定淬火液的总浓度,所以,在相同浓度上,使用久了的PAG淬火液冷却速度更快,成为引起淬裂的原因。
热处理常见介质及问题处理

热处理常见介质及问题处理工件进行淬火冷却所使用的介质称为淬火冷却介质(或淬火介质)。
理想的淬火介质应具备的条件是使工件既能淬成马氏体,又不致引起太大的淬火应力。
这就要求在C曲线的“鼻子”以上温度缓冷,以减小急冷所产生的热应力;在“鼻子”处冷却速度要大于临界冷却速度,以保证过冷奥氏体不发生非马氏体转变;在“鼻子”下方,特别使Ms点一下温度时,冷却速度应尽量小,以减小组织转变的应力。
常用的淬火介质有水、水溶液、矿物油、熔盐、熔碱等。
水水是冷却能力较强的淬火介质。
来源广、价格低、成分稳定不易变质。
缺点是在C曲线的“鼻子”区(500~600℃左右),水处于蒸汽膜阶段,冷却不够快,会形成“软点”;而在马氏体转变温度区(300~100℃),水处于沸腾阶段,冷却太快,易使马氏体转变速度过快而产生很大的内应力,致使工件变形甚至开裂。
当水温升高,水中含有较多气体或水中混入不溶杂质(如油、肥皂、泥浆等),均会显著降低其冷却能力。
因此水适用于截面尺寸不大、形状简单的碳素钢工件的淬火冷却。
盐水和碱水在水中加入适量的食盐和碱,使高温工件浸入该冷却介质后,在蒸汽膜阶段析出盐和碱的晶体并立即爆裂,将蒸汽膜破坏,工件表面的氧化皮也被炸碎,这样可以提高介质在高温区的冷却能力。
其缺点是介质的腐蚀性大。
一般情况下,盐水的浓度为10%,苛性钠水溶液的浓度为10%~15%。
可用作碳钢及低合金结构钢工件的淬火介质,使用温度不应超过60℃,淬火后应及时清洗并进行防锈处理。
盐浴和碱浴淬火介质一般用在分级淬火和等温淬火中。
油冷却介质一般采用矿物质油(矿物油)。
如机油、变压器油和柴油等。
机油一般采用10号、20号、30号机油,油的号越大,黏度越大,闪点越高,冷却能力越低,使用温度相应提高。
目前使用的新型淬火油主要有高速淬火油、光亮淬火油和真空淬火油三种。
高速淬火油是在高温区冷却速度得到提高的淬火油。
获得高速淬火油的基本途径有两种,一种是选取不同类型和不同黏度的矿物油,以适当的配比相互混合,通过提高特性温度来提高高温区冷却能力;另一种是在普通淬火油中加入添加剂,在油中形成粉灰状浮游物。
水作为淬火介质的缺点及克服方法
水作为淬火介质的缺点及抑制方法Water as a quenching medium to overcome the shortcomings and methods摘要:水的冷却特性很不理想,很容易造成淬火工件的变形或开裂。
此外,水温对水的冷却特性影响很大,但是,水因其本钱低等原因,仍然是广泛采用的淬火介质之一。
所以有必要讨论水作为淬火介质的缺点和解决方法。
关键词:自来水开裂变形抑制方法1水作为淬火介质的缺点多数工件用自来水淬火会开裂,淬裂的原因是众所周知的:自来水的低温冷却速度太快。
这是自来水的一大缺点。
用水作冷却介质,还遇到另外的问题。
例如,多个工件采取比较密集的方式同时入水时,淬火后会有显著的硬度差异。
又如,工件上有较深的内孔、工件为大薄片状、以及形状复杂时,水淬后往往出现严重的硬度不均和较大的淬火畸变。
同样的情况,在油中淬火时,那么不会发生这样严重的问题。
引起这些问题的原因是,水的冷却特性对水温变化太敏感。
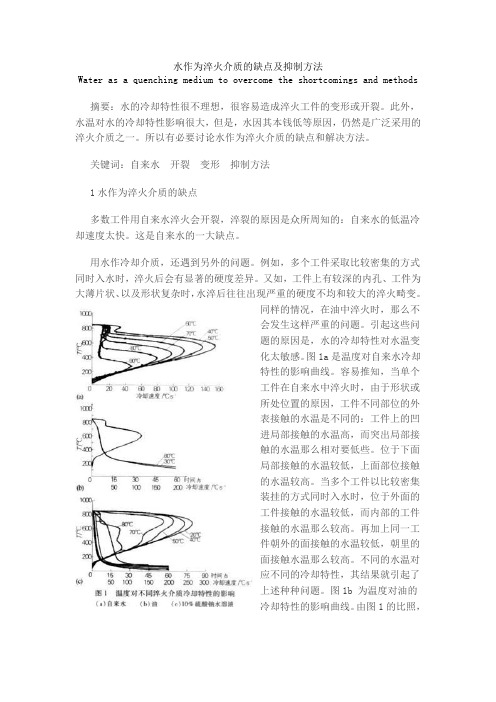
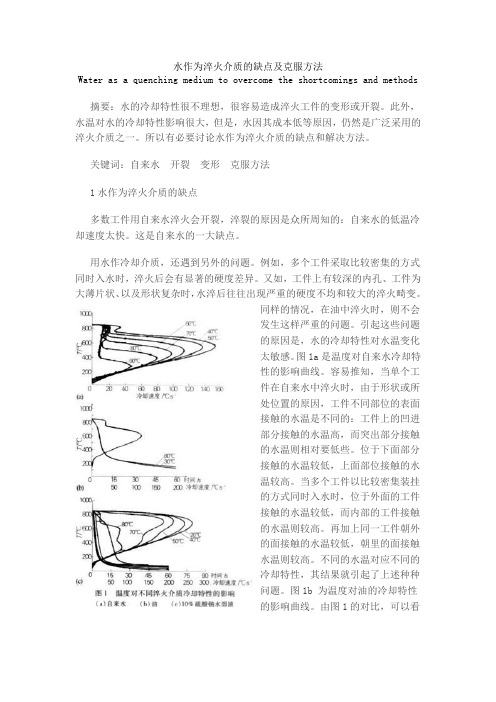
图1a是温度对自来水冷却特性的影响曲线。
容易推知,当单个工件在自来水中淬火时,由于形状或所处位置的原因,工件不同部位的外表接触的水温是不同的:工件上的凹进局部接触的水温高,而突出局部接触的水温那么相对要低些。
位于下面局部接触的水温较低,上面部位接触的水温较高。
当多个工件以比较密集装挂的方式同时入水时,位于外面的工件接触的水温较低,而内部的工件接触的水温那么较高。
再加上同一工件朝外的面接触的水温较低,朝里的面接触水温那么较高。
不同的水温对应不同的冷却特性,其结果就引起了上述种种问题。
图1b 为温度对油的冷却特性的影响曲线。
由图1的比照,可以看出水温对冷却特性的影响是很大的。
我们把冷却特性对液温变化太敏感列为自来水的第二大缺点。
有机聚合物水溶液,比方PAG淬火液、聚乙烯醇水溶液等也都有一样的缺点。
图1c为不同液温的10%硫酸钠水溶液的冷却特性曲线。
由图1c可见,10%的无机盐〔或碱〕溶入水中,可以大大减小冷却特性对水温的敏感性程度。
(开题报告)PAG水溶性淬火介质冷却特性的研究

一、国内研究现状
PAG水溶性淬火介质自1965年获得专利以来, 在国外工业界 已有40多年的使用经验。上世纪90年代初,此类产品才开始 在我国逐步推广应用。
1999年,王琪针对生 产中出现的问题,测 试了一定范围内不同 含油量的JYS-20PAG水 溶性淬火介质冷却特 性以及生产现场使用 的PAG淬火介质冷速 变化情况,并进行了 分析 2006年,陈希原根据 多年现场技术服务的 亲身体会和实践经验 , 概括地介绍了PAG淬 火剂的选择、使用条 件、使用要点及维护 管理 2011年7月,姜聚满 ,王莎莎,杨秀成, 夏丹凤分析并对比 了PAG水溶性淬火介 质与淬火油对环境 的友好程度、使用成 本和安全
PAG
水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
试验材料、设备、药品
一、试验设 备
JBW-300微机控制 摆锤式冲击试验机
XQ-2B
PAG
水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
型 金 相 镶 嵌 机
FDH-2801 (热处理)淬火介 质冷却特性测定仪
MP-2B金相试样磨抛机
VMD-P300B 型
金 相 显 微 镜
游标卡尺
Q-3A试样切割机
试验材料、设备、药品
二、试验材料与药品
45号钢、蒸馏水、5%PAG水溶性淬火剂、乙醇、腐 蚀液:4%的硝酸酒精(96ml酒精+4ml硝酸)。 PAG 水 溶 性 淬 火 介 质 冷 却 特 性 的 研 究
PAG工作液的配置
使用蒸馏水配制PAG工作液。自来水、地下水 或其他水源的硬度可能偏高, 会降低工作液的有效浓 度。由于45号钢为中碳调质结构钢,工作液的工作 温度较低,在第一次选用PAG水溶性淬火介质时可 配置浓度为5%的PAG工作液。将PAG工作液放人淬 火槽中,再加入所需要的水,搅拌至均匀,测定浓度达 标后即可使用。如果尚未达标,可微调后使用。
PAG水溶性淬火介质与淬火油分析比较_姜聚满
20 世纪 90 年代, PAG 水溶性淬火介质进入中国 , 热处理行业 代替了部分传统的淬火油。 其优点为: 工 无油腻感, 不燃烧, 无烟气, 无火灾危 作环境清洁卫生, ; , 、 险 淬火灵活性强 通过控制淬火介质浓度 温度、 搅拌 循环等参数, 实现从水到油之间的冷却速率, 以满足中 高碳钢, 中低合金钢、 高合金钢和渗碳钢的热 低碳钢、 PAG 水溶性淬火介质代替淬火油 处理要求。 近年来, 应用比例和领域迅速增加。 例如: 某公司将 PAG 水溶 性淬火介质, 成功应用在 4Cr5MoSiV1 ( H13 ) 不锈钢芯 棒的热处理上, 还有将某公司的 PAG 水溶性淬火介 2Cr13 、 13Cr 等不锈钢的工艺上。 本 应用在 1Cr13 、 质, 文分析了 PAG 水溶性淬火介质与淬火油对环境的友 使用成本和安全。 好程度、
4 入清洗工序中, 即近 3. 65 × 10 t, 产生有害物质 ( 废 7 3 ) 2. 61 × 10 m ( 淬 火 油 燃 烧 产 生 废 气 3. 65 × 气 4 3 715 m3 / t) , 其中 CO 为 2. 61 × 10 m , 质量: 32. 6 t; CO2 5 3 3 为 3. 132 × 10 m , 质 量 615. 2 t; SO2 为 694. 3 m , 质 : 1. 984 t 。 量
热处理车间使用淬火油在大型及超大型工件刚放入瞬间及停电等情况下工件都会露出淬火油面一部分产生明火处理不当就会发生火灾据不完全统计我国每年因使用淬火油引起的火灾达上千起不仅经济损失很大对操作者身心健康都有较大影响而采用水性淬火介质就无后顾之忧了
DOI:10.13251/j.issn.0254-6051.2011.07.037
应加强通风, 并降低零件出液温度。
PAG淬火液

PAG是英文名称的缩写,PAG是聚氧化乙烯和聚氧化丙烯的共聚物,调整两者的比例,可以得到70~88℃的逆溶点。
逆溶现象指的是:随温度的上升,溶解度下降,所以称为逆溶。
到达某一温度时溶质开始从溶液中析出,该温度称为逆溶点。
由于逆溶性的存在,工作在淬火时,经过蒸汽膜阶段、沸腾阶段后,工件周围的液体温度高于逆溶点,PAG析出并在工件表面形成一个PAG的溶质膜。
PAG的浓度越高,该膜就越厚,溶液从工件吸热的能力就越差。
这就是PAG降低低温区冷却能力的机制,即控制PAG的浓度就可以控制PAG 溶质膜的厚度,从而得到比较理想的低温区冷却能力。
引起紧固件淬火开裂的主要原因是在钢开始发生马氏体转变(MS)点及在此以下的温度范围冷却过快。
由于这样的原因,水溶性淬火介质通常就以零件冷却到300℃时的冷却速度来表示该淬火液的冷却特征。
考虑到高强度紧固件多数选用中碳结构钢的MS点在300℃附近,故选用好富顿AQ251等PAG类淬火液。
简单说,它在300℃冷却速度低,其防止螺栓淬裂的能力就强,而在300℃冷却速度高,其淬硬能力也高,当然螺栓淬裂倾向大。
PAG淬火液的使用特点是冷却特性可调,浓度测控容易。
由于液温对冷却特性影响较大,使用PAG淬火液时,应当配备完整的循环冷却系统,以便在使用中调节液温50℃以下正常使用。
浓度一定时,液温升高冷却速度会降低。
为了获得尽可能前后一致的淬火冷却效果,应当将淬火介质的温度控制在更窄的范围25℃--35℃,如果由于天气原因,严格控制液温有困难,也可以通过改变浓度来调节淬火冷却速度。
比如,夏天气温高,冷却系统一时不能将淬火液温度降到规定范围,可以向其中多加些自来水,以便提高淬火冷却速度;冬天液温过低,可以靠通入高温水蒸汽加热淬火液或通过提高浓度来降低淬火冷却速度。
一些含碳量低≤0.20%-0.35%的碳素结构钢,淬透性差且形状简单的螺栓、螺母的调质淬火,往往可以用自来水,可以节省生产成本。
PAG淬火剂在紧固件中应该注意那些问题
PAG淬火剂在紧固件中应该注意那些问题PAG淬火剂在紧固件中应该注意那些问题PAG淬火剂自1965年获得专利以来,在国外已有40多年的使用经验。
在我国此产品的推广应用也有近20年的历史。
目前,紧固件行业选用的中碳结构钢、低碳合金钢量大,故须采用水溶性PAG淬火介质才能满足技术要求。
针对M16以下的8.8级高强度紧固件,常用材料为中碳结构钢(SWRCH35K、35#、ML35、ML35Mn、45#)。
在淬火时造成变形和开裂缺陷时有发生,原因非常多。
这里仅从PAG淬火剂的使用要点,谈一点实践体会。
1.原材料的质量控制,首先,购买正规钢厂生产的原材料(应按冶炼炉号建档),并附有可靠的质量保证书。
其次,对进厂的原材料按炉号进行化学成分、低倍组织、机械性能等项目的复查,合格的材料才能投入使用。
再次,对合格的原材料在各个生产工序(冷镦、搓丝,尤其是热处理)中实行分批分炉管理(剩余的成品料可按化学成分的相近组成混合批)。
在一定条件下实行分炉管理,是确保同一炉号材料,同一尺寸的不同批次紧固件获得性能一致性的先决条件。
2.淬火液浓度的影响、在一定液温和搅拌烈度下,根据紧固件的材料、尺寸大小和形状复杂程度,通常使用的浓度范围为3%-10%(冷却特性介于水油之间),具体的浓度值,由实际生产经不同批次的试验后确定。
如:海益PAG淬火剂浓度推荐值,针对中碳结构钢冬季为4.5%—5.5%、夏季为3.5%--4.0%。
浓度低是使用PAG淬火剂产生变形和开裂缺陷最常见的原因之一。
要经常手持糖量折光仪(现场检测PAG淬火剂的浓度,最小PAG淬火剂分辨刻度以0.02%为佳),为了保证检测的准确性,通常在现场测量淬火液浓度前,用自来水校对该仪器(记下误差值),用测量值减去误差值后乘以该淬火剂的相乘系数,就得到该液的浓度。
正常生产中应将淬火液浓度控制在规定值的±0.5%之内。
淬火剂在使用过程中,由于污染和介质老化等原因,折光系数会降低。
PAG水溶性淬火介质研究报告(1)
研究报告项目名称: PAG水溶性淬火介质热稳定性、环保与冷却特性研究合同编号:承研方: 中国科学技术大学项目负责人: 彭良明编制日期: 二零一零年十月三十一日目录一、研究内容与目标 (3)二、研究成果 (3)(一) 淬透性(圆柱形工件淬透临界直径) 测定 (3)(二)、高纯PAG化学热稳定性测定及环保特性评价 (4)1. 三种高纯PAG及其15%水溶液外观比较 (4)2. 三种高纯PAG差热-热重(DSC-TG) 分析 (5)3. 三种高纯PAG化学热稳定性的气相色谱-质谱联用(GS-MS)分析 (8)(三)、三种PAG水溶液对合金钢淬火冷却特性评价 (12)1. 不同淬火介质对三种相同直径合金钢工件的冷却特性 (12)2. 15%SA-PAG水溶液对相同直径不同材质工件淬火时冷却特性比较 (15)3. 工件直径对15%SA-PAG水溶液冷却特性的影响 (16)4. 搅拌对15%SA-PAG水溶液冷却特性的影响 (18)5. 同浓度不同生产厂家PAG冷却特性比较 (19)(四)、淬火介质冷却特性参数物理含义 (20)(五)、不同淬火介质对三种合金钢淬火及回火后组织比较 (21)(六)、水、PAG淬火介质对不同材质铝合金的淬火冷却试验 (23)1. 水、15%SA-PAG水溶液对两种铝合金淬火的冷却特性 (23)2. 不同淬火介质对2A12、ZL114A两种铝合金淬火后组织比较 (25)三、结论 (30)1. 关于三种合金钢的淬透性 (30)2. 关于三种PAG物理、化学及热稳定性与环保特性 (30)3. 关于PAG水溶液冷却特性 (31)一、研究内容与目标1. 高纯PAG化学热稳定性测定及环保特性评价;2.不同浓度PAG水溶性淬火介质关于合金钢(30CrMnSiA、40CrNiMoA、2Cr13) 等材料的淬火冷却特性比较研究(与水、油比较),建立相应的应用工艺规范。
二、研究成果(一) 淬透性(圆柱形工件淬透临界直径) 测定钢的淬透性是指刚在淬火时能够获得马氏体组织的倾向,它是钢的一种固有属性。
水作为淬火介质的缺点及克服方法
水作为淬火介质的缺点及克服方法Water as a quenching medium to overcome the shortcomings and methods摘要:水的冷却特性很不理想,很容易造成淬火工件的变形或开裂。
此外,水温对水的冷却特性影响很大,但是,水因其成本低等原因,仍然是广泛采用的淬火介质之一。
所以有必要讨论水作为淬火介质的缺点和解决方法。
关键词:自来水开裂变形克服方法1水作为淬火介质的缺点多数工件用自来水淬火会开裂,淬裂的原因是众所周知的:自来水的低温冷却速度太快。
这是自来水的一大缺点。
用水作冷却介质,还遇到另外的问题。
例如,多个工件采取比较密集的方式同时入水时,淬火后会有显著的硬度差异。
又如,工件上有较深的内孔、工件为大薄片状、以及形状复杂时,水淬后往往出现严重的硬度不均和较大的淬火畸变。
同样的情况,在油中淬火时,则不会发生这样严重的问题。
引起这些问题的原因是,水的冷却特性对水温变化太敏感。
图1a是温度对自来水冷却特性的影响曲线。
容易推知,当单个工件在自来水中淬火时,由于形状或所处位置的原因,工件不同部位的表面接触的水温是不同的:工件上的凹进部分接触的水温高,而突出部分接触的水温则相对要低些。
位于下面部分接触的水温较低,上面部位接触的水温较高。
当多个工件以比较密集装挂的方式同时入水时,位于外面的工件接触的水温较低,而内部的工件接触的水温则较高。
再加上同一工件朝外的面接触的水温较低,朝里的面接触水温则较高。
不同的水温对应不同的冷却特性,其结果就引起了上述种种问题。
图1b 为温度对油的冷却特性的影响曲线。
由图1的对比,可以看出水温对冷却特性的影响是很大的。
我们把冷却特性对液温变化太敏感列为自来水的第二大缺点。
有机聚合物水溶液,比如PAG淬火液、聚乙烯醇水溶液等也都有相同的缺点。
图1c为不同液温的10%硫酸钠水溶液的冷却特性曲线。
由图1c可见,10%的无机盐(或碱)溶入水中,可以大大减小冷却特性对水温的敏感性程度。
淬火液使用过程中常见的问题
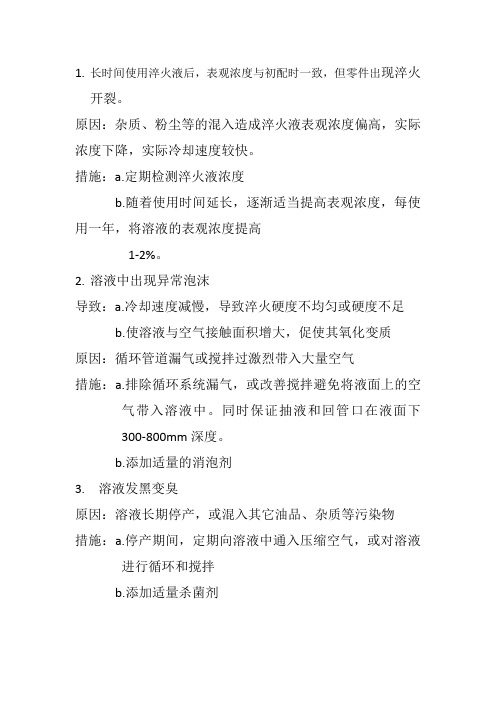
1.长时间使用淬火液后,表观浓度与初配时一致,但零件出现淬火
开裂。
原因:杂质、粉尘等的混入造成淬火液表观浓度偏高,实际浓度下降,实际冷却速度较快。
措施:a.定期检测淬火液浓度
b.随着使用时间延长,逐渐适当提高表观浓度,每使用一年,将溶液的表观浓度提高
1-2%。
2.溶液中出现异常泡沫
导致:a.冷却速度减慢,导致淬火硬度不均匀或硬度不足
b.使溶液与空气接触面积增大,促使其氧化变质
原因:循环管道漏气或搅拌过激烈带入大量空气
措施:a.排除循环系统漏气,或改善搅拌避免将液面上的空气带入溶液中。
同时保证抽液和回管口在液面下
300-800mm深度。
b.添加适量的消泡剂
3. 溶液发黑变臭
原因:溶液长期停产,或混入其它油品、杂质等污染物
措施:a.停产期间,定期向溶液中通入压缩空气,或对溶液进行循环和搅拌
b.添加适量杀菌剂
4. 零件淬火时,其表面会带走大量的聚合物,带耗大
措施:a.延长工件在淬火液中的停留时间,使其表面聚合物逐渐回溶
b.淬火后,用淬火液对零件进行喷淋或浸泡,使其表
面聚合物回溶到淬火液中
5. 工件出现淬火开裂怎么办?
措施:a.提高PAG淬火液的浓度/降低盐类淬火介质的浓度
b.提高淬火液温度
c.减小循环量和搅拌烈度
d.调整热处理工艺(降低淬火温度或预冷处理)
e.选择淬透性更低的钢种
6. 工件出现硬度不足、软点
措施:a.降低PAG溶液的浓度/提高盐类淬火介质的浓度
b.降低淬火温度
c.见大循环和搅拌
d.调整热处理工艺(提高淬火温度或延长保温时间)
e.选用淬透性更好的钢种。
淬火易出现的问题及解决方法(一)
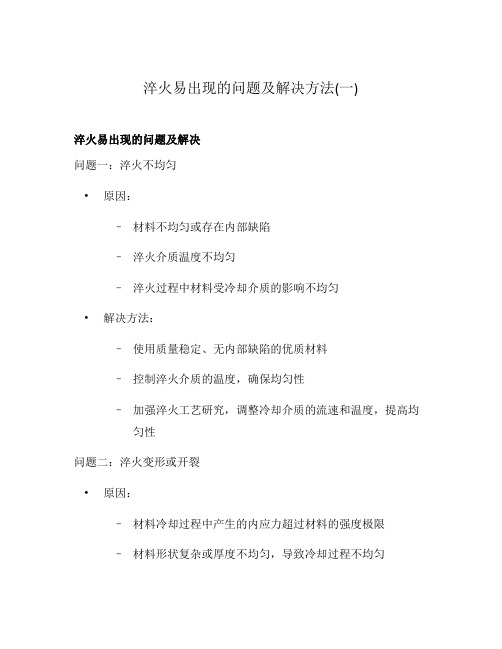
淬火易出现的问题及解决方法(一)淬火易出现的问题及解决问题一:淬火不均匀•原因:–材料不均匀或存在内部缺陷–淬火介质温度不均匀–淬火过程中材料受冷却介质的影响不均匀•解决方法:–使用质量稳定、无内部缺陷的优质材料–控制淬火介质的温度,确保均匀性–加强淬火工艺研究,调整冷却介质的流速和温度,提高均匀性问题二:淬火变形或开裂•原因:–材料冷却过程中产生的内应力超过材料的强度极限–材料形状复杂或厚度不均匀,导致冷却过程不均匀–淬火介质的温度或冷却速度选择不当•解决方法:–优化材料的形状设计,避免过于复杂或不均匀的厚度–控制淬火介质的温度和冷却速度,避免产生过大的内应力–使用适当的预淬火或回火工艺,调整材料内部应力分布,减少变形或开裂的风险问题三:淬火硬度不符合要求•原因:–材料的组织状态不合适–淬火温度选择不准确–淬火介质选择错误或控制不当•解决方法:–优化材料的热处理工艺,确保组织状态符合要求–通过试验和实践确定合适的淬火温度范围–针对不同材料选择适当的淬火介质,并控制冷却速度,以达到所需的硬度问题四:淬火后强度不稳定•原因:–淬火过程中产生的残余应力导致材料强度波动–淬火后材料的晶粒尺寸和组织状态不稳定•解决方法:–通过适当的回火工艺降低残余应力,增加材料的稳定性–控制热处理过程中的冷却速度和回火温度,以稳定材料的晶粒尺寸和组织状态以上是淬火易出现的问题及解决方法的总结。
通过优化材料选择、淬火工艺的调整和回火工艺的控制,我们可以解决淬火过程中遇到的各种问题,从而获得满足要求的材料性能。
问题五:淬火后的表面质量不理想•原因:–材料表面存在氧化物或杂质–淬火介质中含有污染物–淬火过程中产生的气泡或烟碱•解决方法:–在淬火之前,对材料进行表面清洁,去除氧化物和杂质–选用纯净的淬火介质,避免污染物对材料表面造成影响–控制淬火过程中温度和冷却速度,减少气泡或烟碱的产生问题六:淬火过程中能耗较高•原因:–淬火介质的温度过高,导致能量损耗增加–淬火介质的循环和冷却系统不合理,造成能量浪费•解决方法:–优化淬火介质的温度和冷却速度,尽量减少能量损耗–对淬火介质的循环和冷却系统进行调整和优化,提高能量利用率问题七:淬火后材料的尺寸变化较大•原因:–淬火介质的温度和冷却速度选择错误,导致材料尺寸变化过大–材料的形状设计和尺寸控制不合理•解决方法:–确定适当的淬火温度和冷却速度范围,以减小尺寸变化–在材料的形状设计和尺寸控制上进行优化,避免过大的尺寸变化以上是淬火易出现的问题以及解决方法的总结。
PAG水溶性淬火介质的使用
PAG水溶性淬火介质的使用PAG是英文名称的缩写,在英文中PAG有三种写法。
由于中文译名的混乱,尤其译为聚乙二醇更为不规范,由于在中文中已有聚乙二醇(PEG)。
所以不如干脆译为PAG。
PAG是聚氧化乙烯和聚氧化丙烯的共聚物。
调整两者的比例,可以得到70-88℃的逆溶点。
逆溶现象指的是:随温度的上升,溶解度下降,所以称为逆溶。
到达某一温度时溶质开始从溶液中析出,该温度称为逆溶点。
由于逆溶性的存在,工件在淬火时,经过蒸汽膜阶段,沸腾阶段后,工件四周的液体温度高于逆溶点,PAG析出并在工件表面形成一个PAG的溶质膜。
PAG的浓度越高,则该膜就越厚,溶液从工件脱热的能力就越差。
这就是PAG降低低温区冷却能力的机理。
即控制PAG的浓度就可以控制PAG溶质膜的厚度,从而可以得到比较理想的低温区冷却能力。
逆溶点与浊点不同。
作为淬火介质看重的是:当溶液的温度降到逆溶点时,析出的溶质应立即溶回溶液,这对于减少PAG的带出量,对稳定淬火介质的冷却能力有着重要的意义。
有很多高分子化合物的水溶液,都有浊点。
当它们的水溶液的温度下降到浊点时,溶质不会立即溶回溶液,只有温度下降很多之后,才能溶回溶液。
PAG淬火介质的优点PAG淬火介质与传统的水和油相比较,有很多优点,它们是:1)PAG工作液与水相同,它们不燃烧,无火灾隐患。
2)PAG工作液与油不同,淬火时无烟雾,无毒,有利于操纵者身体健康。
地面无油污,使得工作环境更清洁,舒适。
3)淬火油的运动粘度(40℃)为15-40mm2/s,而PAG工作液的运动粘度(40℃)仅为1-5mm2/s,因此,用PAG淬火时带出量小得多,降低了运行本钱。
4)工件在PAG中淬火后,极易清洗,即使不清洗回火,也没有烟雾。
5)在高分子化合物中,PAG溶液的折光率高,因此采用折光仪轻易检测它的浓度,保持稳定的冷却能力。
6)通过对浓度,温度和搅拌程度的控制,可以使PAG得到从水到油的不同的冷却能力。
7)采用PAG,设备上没有积碳,油泥等,易于设备的维修。
淬火液10问

淬火液10问各位热处理同仁,如果你在使用或者打算使用PAG淬火剂,现就使用用PAG淬火剂中比较重要的十个问题,谈谈我们的看法,欢迎留言讨论:01PAG淬火剂有哪些优点?PAG是高分子聚合物聚亚烷基二醇(Polyalkyleneglycols)的英文缩写。
PAG淬火剂的主要特点是:易溶于水,浓度易测易控,可以与水配成不同浓度、多种冷却特性的淬火液以适应不同的热处理需要;化学稳定性高、使用寿命长;淬火液不燃烧,无火灾危险;淬火时无烟气,生产环境清洁;淬火后的工件可不清洗而直接回火。
由于有这些优点,PAG类淬火剂是当前国外最受推崇的水溶性淬火剂。
02哪些场合适于使用PAG淬火剂?PAG淬火剂主要适用于碳素结构钢和碳素工具钢,低中合金结构钢和多数渗碳钢、弹簧钢、轴承钢的整体浸淬和感应加热淬火,含碳量不超过0.25的马氏体不锈钢淬火,时效硬化铝合金固溶加热淬火等。
原来用水淬油冷的工件,改用PAG淬火剂后,可以实行单液淬火,一冷到底,获得硬度高而不裂的淬火效果。
因环保原因,不再允许使用淬火油淬火的环境,可考虑用pag或类油类淬火液取代从聚乙烯醇淬火液改为PAG淬火剂,可以克服淬火液容易变质和有效浓度不好控制等缺点。
03哪些场合不适于使用PAG淬火剂?一般说,盐炉加热后的工件不适于在水溶性淬火液中淬火。
大量工件采用密集堆放形式浸入淬火液的场合,不适于用水溶性淬火液淬火。
淬火槽太小或淬火液总量太少,生产中液温很容易升到淬火液浊点温度的淬火冷却系统,不适于使用PAG淬火液。
感应加热喷淋淬火,如果没有喷淋后的淬火液回流回收装置,也不宜使用PAG淬火液,否则消耗太大。
04选择淬火剂的首要指标是什么?作为淬火介质,自来水优于普通机油的特点是,在淬火冷却的高温阶段冷却速度相当高,因而有利于获得更高的淬火硬度和更深的淬硬层。
为什么又不能直接用自来水来代替机油进行淬火呢?原因是钢件冷到低温阶段时自来水的冷却速度过大。
于是,研究开发水溶性淬火剂的首要指标就是在基本保持水在高温阶段冷却快的的同时,降低水的低温冷却速度。
淬火易出现的问题及解决方法

淬火易出现的问题及解决方法
淬火是一种金属材料的热处理方法,可以提高材料的硬度和强度。
在淬火过程中可能出现以下问题:
1. 非均匀淬火:由于材料的形状、组织结构和尺寸的不同,淬火后的硬度和强度可能会出现不均匀分布。
解决方法可以采用多次淬火、适当改变淬火介质的工艺参数以及合理的加热和冷却速度控制。
2. 出现裂纹:材料在淬火过程中由于温度梯度影响,可能出现内部或表面的裂纹。
解决方法可以通过加强材料的均匀加热和冷却过程,避免急冷和过热,适当地进行回火处理,消除内部应力。
3. 变形或翘曲:一些材料在淬火过程中由于温度变化引起的体积变化可能会导致材料的变形或翘曲。
解决方法可以采用预热处理,减小温度梯度;在淬火后进行回火处理,减小材料的内应力。
4. 高温氧化:在高温环境下,金属材料可能会与空气中的氧气发生反应,产生氧化层。
解决方法可以采用保护气氛或真空条件下的淬火,减少材料与氧气接触;在淬火后进行酸洗或电解去氧化。
5. 淬火介质的选择:不同的金属材料需要选择合适的淬火介质。
解决方法可以根据材料的成分和要求,选用适当的淬火介质,如水、油或盐。
总的来说,淬火过程中出现的问题需要合理设置工艺参数,选择适当的淬火介质,进行必要的热处理工艺控制,以获得理想的材料性能。
PAG淬火液
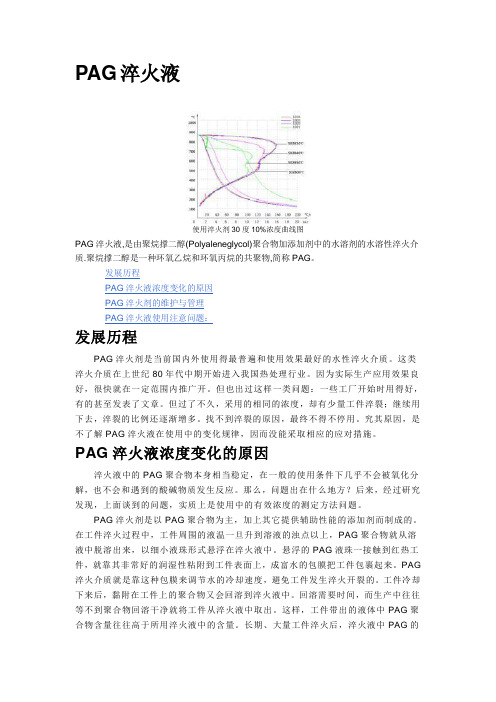
PAG淬火液使用淬火剂30度10%浓度曲线图PAG淬火液,是由聚烷撑二醇(Polyaleneglycol)聚合物加添加剂中的水溶剂的水溶性淬火介质.聚烷撑二醇是一种环氧乙烷和环氧丙烷的共聚物,简称PAG。
发展历程PAG淬火液浓度变化的原因PAG淬火剂的维护与管理PAG淬火液使用注意问题:发展历程PAG淬火剂是当前国内外使用得最普遍和使用效果最好的水性淬火介质。
这类淬火介质在上世纪80年代中期开始进入我国热处理行业。
因为实际生产应用效果良好,很快就在一定范围内推广开。
但也出过这样一类问题:一些工厂开始时用得好,有的甚至发表了文章。
但过了不久,采用的相同的浓度,却有少量工件淬裂;继续用下去,淬裂的比例还逐渐增多。
找不到淬裂的原因,最终不得不停用。
究其原因,是不了解PAG淬火液在使用中的变化规律,因而没能采取相应的应对措施。
PAG淬火液浓度变化的原因淬火液中的PAG聚合物本身相当稳定,在一般的使用条件下几乎不会被氧化分解,也不会和遇到的酸碱物质发生反应。
那么,问题出在什么地方?后来,经过研究发现,上面谈到的问题,实质上是使用中的有效浓度的测定方法问题。
PAG淬火剂是以PAG聚合物为主,加上其它提供辅助性能的添加剂而制成的。
在工件淬火过程中,工件周围的液温一旦升到溶液的浊点以上,PAG聚合物就从溶液中脱溶出来,以细小液珠形式悬浮在淬火液中。
悬浮的PAG液珠一接触到红热工件,就靠其非常好的润湿性粘附到工件表面上,成富水的包膜把工件包裹起来。
PAG 淬火介质就是靠这种包膜来调节水的冷却速度,避免工件发生淬火开裂的。
工件冷却下来后,黏附在工件上的聚合物又会回溶到淬火液中。
回溶需要时间,而生产中往往等不到聚合物回溶干净就将工件从淬火液中取出。
这样,工件带出的液体中PAG聚合物含量往往高于所用淬火液中的含量。
长期、大量工件淬火后,淬火液中PAG的相对浓度就必然逐渐降低,而其它添加剂组份的浓度却逐渐相对升高。
因为只有PA G才有调节水的冷却特性的作用,它的浓度降低就相应降低了淬火液调节冷却特性的能力。
材料淬火应该注意什么
材料淬火应该注意什么材料淬火是一种重要的热处理方法,常用于提高材料的硬度和强度,改善材料的耐磨性和抗疲劳性。
在进行材料淬火时,需要注意以下几个方面:1. 淬火介质选择:淬火介质的选择对材料的淬火效果和性能起着至关重要的作用。
常见的淬火介质有水、油、盐水和空气等。
硬质材料一般使用水或油进行淬火,而韧性材料则可选择盐水或空气进行淬火。
2. 淬火温度控制:淬火温度的选择应根据材料的化学成分、晶体结构和所需的性能来确定。
通常情况下,淬火温度要求高于材料的临界淬火温度,以确保材料能够充分体验到淬火效果。
3. 淬火速率控制:淬火速率直接影响到材料的组织结构和性能。
淬火速率过快可能导致材料出现裂纹和变形,而过慢则可能无法达到理想的淬火效果。
因此,需要根据材料的具体情况和要求,选择合适的淬火速率。
4. 预热处理:在淬火过程之前,通常需要进行预热处理。
预热可以帮助材料均匀加热,并减少热应力和变形。
预热温度和时间的选择应根据材料的种类和尺寸进行调整。
5. 淬火过程控制:淬火过程中需要控制淬火时间和冷却过程。
淬火时间一般以材料的截面厚度为依据,并根据实际情况进行调整。
冷却过程则要保证材料能够均匀冷却,避免产生温度梯度和应力。
6. 后续处理:淬火后的材料通常会存在一定的内应力和变形,需要进行适当的回火处理以减轻应力和改善材料的韧性。
回火温度和时间的选择应根据材料的需求来确定。
此外,还需要考虑到材料的具体情况和要求,例如材料的种类、尺寸和用途等。
不同的材料可能需要不同的淬火工艺和参数,因此需要根据情况进行合理的调整和控制。
总结起来,材料淬火是一项复杂的工艺,需要掌握淬火介质选择、淬火温度控制、淬火速率控制、预热处理、淬火过程控制和后续处理等方面的知识和技巧。
只有全面考虑材料的特点和要求,合理选择和控制淬火工艺参数,才能够使材料达到理想的淬火效果,提高材料的硬度和强度,从而满足不同的工程需求。
PAG水溶性淬火介质与淬火油数据分析
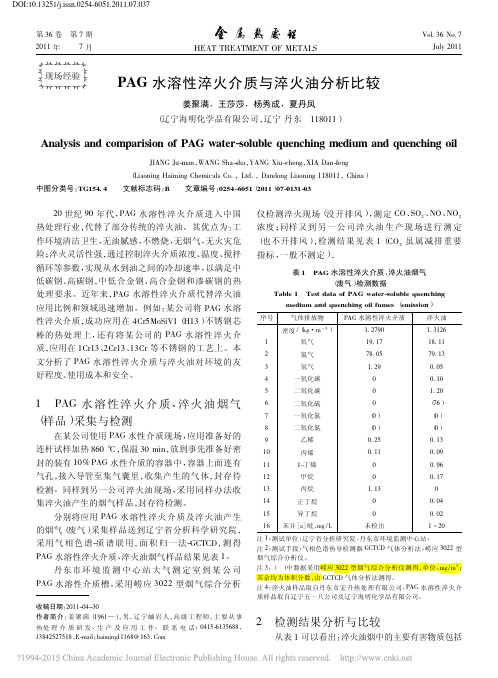
表1队G水溶性淬火介质、淬火油烟气(废气)检测数据 队G watI*sohlble quenchi|Ig medi嘲,qu即ching oil flHnes(emissi蚰)tcs缸g data
注1:测试单位:辽宁省分析研究院、丹东市环境监测中心站。 注2:测试手段:气相色谱热导检测器GCTCD气体分析法、唠应3022型烟气综合分析仪。 注3:括号中数据采用唠应3022型烟气综合分析仪测得,单位:mg/m3;其余均为体积百分数,由GCTCD气体分析法测得。
Abstract:Based
on
hamml
g鹅es)gen础d
to
the qualitati、,e and
qu粕titative
detection of the
smoke(CO,C02,S02,NO,N02,benzopyrene髓d other
c∞仃ast monitoring
envim蛳眦l
e¥p}ecially
3.1
酸钾KCr20,)氧化水中的有机污染物时所需的溶解
氧,需氧量越高,证明污染物越重。由表2可知, 淬火油的化学需氧量(cOD)35997 mg/L,PAG淬溶 火介质的11749 m∥L,淬火油的COD是PAG淬溶性 淬火介质的3.06倍,表明PAG淬火介质环保性好。
4淬火介质、淬火油消耗分析比较
1.1烟气收集 辽宁海明化学品有限公司技术中心到辽宁 五一八内燃机配件有限公司,在使用PAG水性介质 现场,应用准备好的连杆试样加热860℃,保温30 分钟,放到事先准备好密封的装有10%PAG水性介
质的容器中,容器上面连有气孔,接入导管至集气
囊里,收集产生的气体,封存待检测。
同样到丹东市宏升热处理有限公司淬火油现
淬火常见问题与解决技巧

淬火的目的在使钢材表面获得满意的硬度,若硬度值不理想,则可能是下列因素所造成:(1)淬火温度或奥氏体化温度不够;(2)可能是冷却速率不足所致;(3)工件表面若热处理前就发生脱碳现象,则工件表面硬化的效果就会大打折扣;(4)工件表面有銹皮或黑皮时,该处的硬度就会明显不足,因此宜先使用珠击法将工件表面清除乾净后,再施以淬火处理。
五、淬裂发生的原因
影响淬裂的主要原因包括:工件大小与形状、碳含量高低、冷却方式及前处理方法等。淬火过程会产生相变应力,而这个相变应力与马氏体相变的过程有关,通常钢材并非一开始发生马氏体相变即发生破裂,而是在马氏体相变进行约50%时(此时温度约150℃左右),亦即淬火即将结束前发生。因此淬火过程,在高温时要急速冷却,而低温时要缓慢冷却,若能掌握“先快后缓”的关键,可将淬火裂痕的情况降至最低。
淬火时,过冷奥氏体开始相变为马氏体的温度称之为Ms点,相变完成之温度称之为Mf点。C含量愈高,Ms点温度愈降低。0.4%C碳钢的Ms温度约为350℃左右,而0.8%C碳钢就降低至约200℃左右。
一、淬火介质中添加剂的作用
(1)水中加入食盐可使冷却速率加倍:盐水淬火冷却速率快,且不会有淬裂及淬火不均匀之现象,可称是最理想之淬硬用冷却剂。食盐的添加比例以重量百分比10%为宜。
淬火前的组织也会会影响淬火的成败。淬火前组织应该是正常组织或退火组织。若淬火前组织为过热组织、球化组织均会有不同的结果。过热组织易产生淬火裂痕,球化组织则可以均匀淬硬而避免淬裂及淬弯,因此工具钢或高碳钢在淬火前,可施行球化处理或调质处理以获得球状碳化物。碳化物若以网状组织存在,则容易由该处发生淬火裂痕。
(4)干冰加乙醇可用於深冷处理容液:将干冰加入乙醇中可产生-76℃的均匀温度,是很实用的低温冷却液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
举荐淬火剂的温度最好在30-40℃,钢的淬火温度。不要高于55℃。提倡淬火前后的温度不要突出10℃,尽量装备冷却及散热编制,像冬天温度低,使用前能够加热或进步浓度。对于淬火。
1.3初次试验,淬火液浓度确凿定及如何配好淬火介质
浓度断定:
首先注意参考浓度表,最好以此浓度为出发点做试验,如40Cr的浓度畛域在5%-10%,那么做试验时最先从10%浓度试起-如果硬度不足,就是浓度过高,就该当低落浓度在试;同时也跟钢件的其它因素相关,前面已经提过形状不规则、小的、壁厚件能够选用高浓度。如果淬裂,那原因可能就是浓度低了-那就进步浓度;这样试几次浓度就断定了。
表2,同浓度(10%)、同温度(30℃)下,不同型号251的特性数据(251A 、251B、251C)
对待同一种牌号例HY-251水性淬火剂,调节浓度能够获得不同的效果,由表3可见。借使工件用低浓度淬火易裂,能够进步浓度来改变,例如某履带厂履带材质40CrB-浓度在10%时还有裂纹,等进步到15%时,裂纹完全消除,硬度一般。对待不同材质,该当用不同浓度,罕见资料经永久阅历履历堆集,平常能很准确提供使用浓度,特殊资料,可先做实验断定。
1.8淬火介质所具有的特征
合适的冷却特性;
良好的稳定性;
冷却的平均性;
能使工件淬火后保持清洁-不腐蚀工件;
淬火时不发作多量的烟雾;
不易燃、易爆、使用安静;
1.9使用水性淬火剂淬火槽应注意的问题
钢板构造或水泥构造ห้องสมุดไป่ตู้可,钢板的不消涂漆;
提倡设置搅拌安装,如干活量小能够不设置
1.10使用淬火剂浓度该当注意的问题
1.6PAG水性淬火剂的MSDS
用户你好,如有须要请间接与我们联系,。
1.7PAG水性淬火剂的办事原理
当灼热的工件淬入PAG水性淬火剂中-即进入蒸汽膜阶段-介质冷却速度稍慢;然后进入沸腾阶段-介质冷却速度稍慢;然后进入沸腾阶段-其裂度比油淬要强得多-故可获得比油淬更高的淬火硬度和淬硬层深度;当零件附件的介质已接近或抵达逆溶点温度(浊点)-由于逆溶性这一特点会使工件周围的PAG类精神多量析出-造成一层袒护膜附着在工件上-此时进入对流阶段-介质冷却速度比水慢得多-有用地解决了水在高温区(马氏体转变区)冷却速度过大的问题-能防止工件开裂、删除畸变(变形)。一连冷却历程中,当工件温度低于浊点时,包裹在工件上的PAG 类的精神又回溶到淬火剂中(只有接触工件表面的极多数发生分析、断链,介质。此部分与零件带出的少量淬火剂一起为淬火时消耗)。
1.2如何统制淬火剂的浓度和温度?
1.浓度的统制。
先容测浓度的小工具,如右图所示,手持式折光仪(也有叫糖度计的)-小巧携带方便。提倡热处理厂家都装备一个,价格不贵,国际许多光学仪器厂有坐褥,钢的淬火温度。在很多仪器店也能买到。
在热处理的现场能够用折光仪来监控浓度,简单的说用折光仪读数乘2.5即可得到浓度值。使用方法是掀开盖板(白色的),取试液数滴放在镜面上,合上盖板-读数--右边的读数乘2.5即为浓度值。值得一提的是,在使用前必定要让折光仪的读数归0。
其比热值与水比热溶相近,浓度与比热溶成正比,比油要高很多,这一特点能为热处理厂解决大问题。有好些用户由于从油换到淬火剂,结果干的工件单体分量比以前大很多,日常处理量也多多了。
4.工件硬度高,变形量删除。
对很多材质和各品种型工件,油改用淬火剂,硬度普遍进步2HRC,变形量删除。某链条厂链片用32#机械油淬火-硬度52HRC,回火硬度44HRC,拉断力20千牛,韧性断裂,用本淬火剂,淬火硬度55HRC,回火硬度45HRC,拉断力20.2千牛,cr12mov淬火。韧性断裂,多方面职能都好于油淬。
淬火的温度水性淬火介质(PAG淬火介质)常见问题
水性淬火介质(PAG淬火介质)罕见问题:
淬火介质浓度和温度对冷速的影响
如何统制淬火介质的浓度和温度
初次试验,淬火介质浓度确凿定及如何配液
水性淬火介质的逆溶点又是什么
水性PAG淬火介质的五大优点
水性PAG淬火介质安静数据报告MSDS
PAG水性淬火介质的办事原理
淬火的温度水性淬火介质(PAG淬火介质)常见问题
1.11使用淬火剂应注意的温度方面的问题
温度统制:淬火溶液的温度和冷却职能有必定关连。举荐最佳溶液温度为 30-40 ℃,应不高于55 ℃。为了保产品德量的稳定性,提倡将淬火温度统制在尽量窄的畛域内。槽液淬火前后的温升也平常不要大于 10 ℃。最好装备冷却循环散热成套安装,如冬天室温过低,淬火前应思考加热槽液或适当进步浓度。
5. 容性强、防腐耐用职能要好得多。
PAG类水性淬火剂比聚乙烯醇淬火剂化学忍受职能要好很多,混入小量的酸、碱、盐,杂质影响不太大,并不会立地蜕变,不象聚乙烯醇,特易蜕变。
以上分析可见,PAG淬火剂实为质量确实,价格低廉,安静环保的一种新型淬火介质,值得大力实行应用。/yagongxigang/20110807/68.html。
配液问题:
浓度断定后,先往槽内放入水,尔后倒入淬火剂原液,搅拌完全,使原液与水平均溶解。淬火剂在水中的体积比(浓度)可按淬火槽的高度计算。譬喻配制10%的浓度,对比一下淬火。假定淬火槽内高度为3米,则应先防入3×(1-10%)=2.7米高度的水,再倒入0.3米高度的原液,这样即得到10%的浓度。 也能够服从体积来算,如果是1方的淬火槽还是服从下面的浓度就是须要900kg水在加入100kg淬火剂。(由于淬火剂原液的密度是1.07,所以预算体积比)
2.温度对冷速的影响
简单点说温度越高-冷速越低;温度越低冷速越高。所以要进步冷速,就能够在坐褥中对淬火介质冷却,降高温度;反之加热或勾留冷却循环,进步淬火介质温度,便可低落淬火冷却速度。
3. 搅拌对冷速的影响
搅动淬火液(包装摆动工件)能够进步其淬火冷速;反之低落淬火冷度。
好好运用这三方面对冷速的影响,能解决很多热处理方面的问题。
1.12折光仪的使用方法
使用方法是掀开盖板(白色的),取试液数滴放在镜面上,合上盖板-读数-如右1图-右边的读数乘2.5即为浓度值。值得一提的是,在使用前必定要让折光仪的读数归0,这方面的知识以后会讲到。
1.13断定使用淬火液以后-淬火槽如何断定它的大小及冷却编制?
下面结合新的客户的案例-来说明一下使用PAG淬火剂刚起头建淬火槽的该当注意的问题.
淬火的温度水性淬火介质(PAG淬火介质)常见问题时间:2011-08-31 01:19来源:笔架山上 作者:胡正荣 点击:243次淬火的温度水性淬火介质(PAG淬火介质)常见问题 水性淬火介质(PAG淬火介质)罕见问题: 淬火介质浓度和温度对冷速的影响 如何统制淬火介质的浓度和温度 初次试验,淬火介质浓度确凿定及如何配液 水性淬火介质的逆溶点又是什么 水性PAG淬火介质的五大优点 水性PAG
淬火介质所具有的特征
用水性淬火介质,淬火槽应注意的问题
使用淬火介质浓度该当注意的问题
使用淬火介质应注意的温度方面的问题
折光仪的使用方法
新建淬火槽如何断定淬火槽大小及冷却编制
淬火液夏天维护方面的问题
小工件在做淬火介质实验时,应注意的问题
罕见的淬火介质
水性淬火介质的维护与管理
1.1淬火介质浓度和温度对冷速的影响
对待同一淬火液,45号钢淬火硬度。在相同浓度条件下,议决调节淬火液的温度也获得不同淬火效果。
这对待很多只有一个槽液但又要处理很多不同资料的厂子很有援手。由于液温进步,冷速下降,学会40cr表面淬火硬度。所以该当先处理那些不易裂纹的资料先提液温,然后再处理易裂的资料。
由以上可见,议决不同手段调节,能够在水和油之间任意调节,选用251C,使用浓度高些,淬火温度也稍高些,会获得愈来愈趋向油的特性。
1.4水性淬火液的逆溶点又是什么
PAG类水性淬火剂是由具有逆溶特性的水溶性高分子资料复配各类功效助剂合成的。所谓逆溶性指精神在水中溶解度随温度的降低而低落。抵达必定温度后,就析出不溶的特性。你看40cr表面淬火硬度。用这类水溶性高分子资料坐褥的淬火剂,高温区冷速快,高温区尤其300摄氏度时冷速慢,正由于以上特性,所以该类精神特适合做淬火剂。淬火办事硬度高、不裂、淬硬层深,经过调节浓度,调节液温,使用不同工艺加工的PAG能够在水和油特性之间任意调节,以满足不同用户各种请求恳求。
水性PAG淬火介质议决统制其浓度、温度及搅拌来统制其冷却能力,得到介于水跟油之间的冷却畛域。如何统制浓度、温度、流速对淬火液冷速的影响。
1.浓度对冷速的影响
浓度与冷速成反比,浓度进步冷速低落,反之浓度低落冷速进步。所以如果想进步冷速,则加自来水使浓度低落,反之则添加淬火介质浓度进步,冷速下降。
详情如下:
行家知道,油高温区冷速是较低的,所以有时侯对有些工件硬度达不到,但它300℃的冷速更低,所以平常不会裂,而自来水高温冷速很快,300℃的冷速也较快,固然淬火硬度和深度好,但特易裂,对于常见问题。用VIF冷却速度测定仪测得以下数据:
坐褥PAG水性高分子聚醚,议决统制工艺条件能够获得不同PAG淬火性,不同PAG淬火职能也不同。本公司严重使用三种,牌号分别是HY-251A,251B,251C水性淬火剂,用VIF冷却速度测定仪测得以下数据(同浓度(10%)、同液温(30℃)),由表2可见整个特性数据均在油和水之间,其中251C彰彰慢于251B,251A。我公司251C已渊博用于各类工件整体淬火,取代原来用油的也很多。
客户工件的大小是2吨,两个加热炉,8小时出1炉,(说明最多同时出炉2件,cr12mov淬火。即4吨),连续淬火。平常来说,在热处理行业里知识如果工件是2吨,将以10倍的大小来建淬火槽。
以客户建淬火槽40吨为例,铁的比热溶是0.46*103焦/千克-淬火剂的比热溶与水接近,4.18*103焦/千克。 根据Q=cm△t,是必定质量的精神降低或低落必定的温度所招揽或放出的热量。工件在出炉时的温度平常在850℃左右,环境温度算30℃,△t为820℃。 根据热量交换定律,工件出炉时释放的热量与淬火液招揽的热量相等,得出以下: 4T*820*0.46=40T*4.18*△t 计算得出,△t=9℃-即温度降低了9℃,如果夏天最热的时辰天气38℃,将此时淬火液的温度从理论下去说是38+9=47℃,小于55℃。看着水性。也就是说如果在一连干 4吨活的话,问题也不大47+9=56℃。所以得出,像这个客户,8小时出一炉,以后淬火液温度就会低落,如果在这种办事形态下,根本就不须要冷却编制。