螺线管线圈加工工艺
螺线管圆环的生产技术
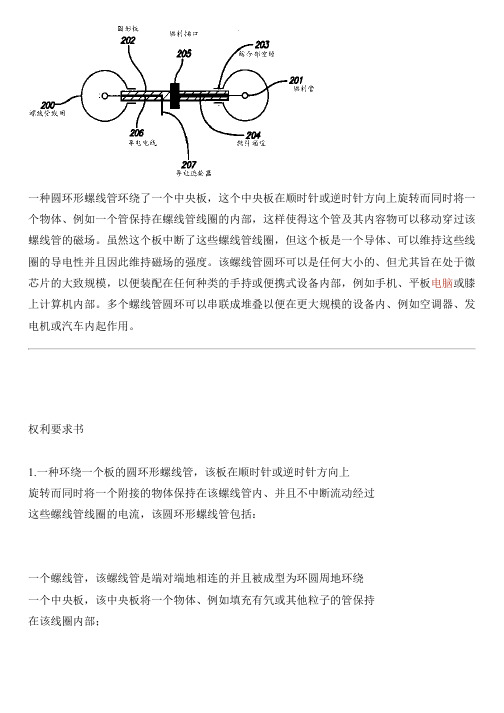
一种圆环形螺线管环绕了一个中央板,这个中央板在顺时针或逆时针方向上旋转而同时将一个物体、例如一个管保持在螺线管线圈的内部,这样使得这个管及其内容物可以移动穿过该螺线管的磁场。
虽然这个板中断了这些螺线管线圈,但这个板是一个导体、可以维持这些线圈的导电性并且因此维持磁场的强度。
该螺线管圆环可以是任何大小的、但尤其旨在处于微芯片的大致规模,以便装配在任何种类的手持或便携式设备内部,例如手机、平板电脑或膝上计算机内部。
多个螺线管圆环可以串联成堆叠以便在更大规模的设备内、例如空调器、发电机或汽车内起作用。
权利要求书1.一种环绕一个板的圆环形螺线管,该板在顺时针或逆时针方向上旋转而同时将一个附接的物体保持在该螺线管内、并且不中断流动经过这些螺线管线圈的电流,该圆环形螺线管包括:一个螺线管,该螺线管是端对端地相连的并且被成型为环圆周地环绕一个中央板,该中央板将一个物体、例如填充有氕或其他粒子的管保持在该线圈内部;构筑到一个螺线管的线圈内的、由导电或半导电材料制成的一个中央板,该中央板能以变化的速率旋转并且还能被控制以便通过这些线圈传导电力或者中断通过所有线圈或部分线圈的电流。
2.如权利要求1所述的装置,其中该附接的物体是一个包含处于等离子体、气体、液体或固体形式的粒子的管,该管另外被包裹在一个导电线圈或一个RF线圈中。
3.如权利要求1所述的装置,其中被该板保持在该螺线管内的该管和/或该管的内部是由一种半导电的光电材料制成的,该材料被设计成用于收集并且转化在粒子已被损毁之后来自该管内部的光子输出。
4.如权利要求1所述的装置,其中被该板保持在该螺线管内的该管和/或该管的内部是由导电或半导电的材料制成的,该材料被设计成用于收集在粒子已被损毁之后来自该管内部的电子输出并且将这些电子通过该板或通过直接附接至该管或其支撑件上的一个或多个连接器而输送至相关联的机构。
5.如权利要求1所述的装置,其中该旋转的板包含一个或若干个通道,这些通道被设计成用于通过该板上的一个插口、从一个燃料源对该管进行再填充,该燃料源是永久地或可拆卸地连接至该系统上的一个盒、或者在该系统外部的一个盒。
罗氏线圈工艺流程

罗氏线圈工艺流程
罗氏线圈是一种用于电感元件的制造工艺,其主要用于电子产品的制造和组装中。
它可以用于电源、滤波、电压调节和信号传输等方面,广泛应用于电视机、广播机、电脑等电子设备中。
下面就是罗氏线圈制造的工艺流程。
首先,准备材料。
罗氏线圈制造的材料主要包括导线、绝缘层和外壳材料。
导线一般选择优质的铜线,绝缘层可以选择塑料、电纸、胶粘带等,外壳材料可以选择金属或塑料。
接着,制作导线。
将铜线经过拉拔和拉丝等工艺处理,使其达到所需的直径和长度。
然后,使用机器或手工将导线绕成所需的线圈形状,根据线圈的用途和要求,可以选择不同的绕线方式。
接下来,绝缘处理。
将绝缘层材料铺在线圈表面,以保护导线不受外界环境的干扰或短路。
绝缘层可以通过机器辅助或人工一层一层地贴在线圈上。
然后,外壳制造。
根据线圈的设计需求,选择合适的外壳材料,并使用冲压机或注塑机等设备将外壳加工成所需形状和尺寸。
接着,组装。
将绝缘处理完成的线圈放入外壳中,并进行定位和固定。
在此过程中,还可以添加其他元件或部件,如引线、插头和连接器等。
最后,测试和检验。
对制造好的罗氏线圈进行严格的测试和检
验,确保其性能符合设计要求。
常见的测试方法包括电阻测试、电感测试、耐压测试和耐温测试等。
这就是罗氏线圈的制造工艺流程。
该工艺流程涵盖了从材料准备到最终产品组装的所有步骤,每个步骤都需要精确操作和严格控制。
只有在每个环节都保持高质量的生产和检验,才能制造出高品质的罗氏线圈,以满足客户的需求。
螺旋焊管的加工工艺

螺旋焊管的加工工艺
螺旋焊管的加工工艺如下:
原材料准备:选择符合要求的带钢线圈、焊丝和焊剂,输入前需经过严格的物理和化学测试。
带钢对接与焊接:带钢头尾对接,采用单丝或双丝埋弧焊进行焊接。
带钢预处理:在成形前对带钢进行调平、修整、刨平、表面清理输送和预弯,以确保焊接质量。
成型与焊缝控制:采用外控或内控滚压成型,并使用焊缝间隙控制装置,确保焊缝间隙满足焊接要求,严格控制管径、错位量和焊缝间隙。
内外焊接:内外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接质量。
焊缝检测:焊缝均采用在线连续超声波自动探伤仪进行检测,确保螺旋焊缝无损检测的覆盖。
钢管切割与检查:用空气等离子切割机将钢管切割成单件,钢带对焊焊缝和与螺旋焊缝相交的D形接头处的管子均经过X射线电视或拍片检查。
静水压试验:每根钢管都经过静水压试验,压力呈径向密封,以确保钢管的质量。
【CN109859944A】超导CICC螺线管磁体线圈真空压力浸渍模具及浸渍工艺【专利】
权 利 要 求 书
2/2 页
完成后停止加热,自然冷却至室温; (8)、脱模:固化完成后,拆除超导CICC螺线管磁体线圈真空压力浸渍模具,取出经浸渍
后的超导CICC螺线管磁体线圈; (9)、检验。
3
CN 109859944 A
说 明 书
1/4 页
超导CICC螺线管磁体线圈真空压力浸渍模具及浸渍工艺
技术领域 [0001] 本发明涉及真空压力浸渍技术领域,具体涉及一种超导CICC螺线管磁体线圈真空 压力浸渍模具及浸渍工艺。
( 19 )中华人民 共和国国家知识产权局
( 12 )发明专利申请
(21)申请号 201910007227 .1
(22)申请日 2019 .01 .04(71)申请人合肥聚能电物理高技术开发有限公 司
地址 230000 安徽省合肥市中科院等离子 所研制中心204室
(72)发明人 刘志宏 罗歆 吴杰峰 陶玉明 史磊 马兆龙 彭黎明 倪益民 陈安飞 谭勇
(10)申请公布号 CN 109859944 A (43)申请公布日 2019.06.07
权利要求书2页 说明书4页 附图2页
CN 109859944 A
CN 109859944 A
权 利 要 求 书
1/2 页
1 .一种超导CICC螺线管磁体线圈真空压力浸渍模具,其特征在于:包括呈圆筒状的外 模,外模内同心设有内模,外模与内模均由多个弧状分瓣模组装构成,外模及内模底部定位 架设在底模上 ,外模的内壁与内模的 外壁之间 构成线圈注胶成型腔 ,内模沿内壁方向设有 内模支撑,内模支撑底部固定于底模,内模支撑包括多组指向内模的内壁,并均布于内壁排 列的 压紧杆 ,线圈注胶成型腔的 顶部设有圆 周尺寸略 小于线圈的 上压板 ,上压板上均布设 有 用于调节上压板压力的 压块 ,线圈注胶成型腔上还均布嵌设有限 位块 ,限 位块的 底部呈 弧形 ,弧形面接触于外模的内壁与内模的 外壁 ,底模底部沿圆 周方向上均布开设有与线圈 注胶成型腔相通的若干个注胶嘴。
螺旋线圈绕制工艺

2.3 螺旋式线圈的绕制螺旋式线圈的种类很多,主要有单螺旋、双螺旋、三螺旋、多螺旋、双层螺旋等线圈。
2.3.1 “212”单螺旋式线圈的绕制1.“212”单螺旋式线圈的换位“212”单螺旋式线圈的换位示意图如2-50所示。
线圈为左绕向,总匝数为L 匝,导线分成上下两组。
因为变压器内有漏磁场,漏磁通在并联导线中感应电动势,不同导线在漏磁场中位置不同,组间感应电势较高,为了避免组间被击穿,所以在组间要放置0.5mm 厚的纸板条(前苏联的经验)。
现在又去掉了。
}0.5m m纸板条b )}第二组a )第一组}第二组分组换位0.5m m纸板条分组换位标准换位第一组}图2-50 “212”单螺旋式线圈的换位示意图a)并联导线根数为偶数 b) 并联导线根数为奇数2.线盘排列线盘排成单列,上下两层,如图2-51所示。
图中左边方块图表示导线起始排列,右边图表示线轴在线架上的放置,点画线是上下层的分界。
图2-51 “212”单螺旋式线圈的排线3.绕制方法将导线从线盘上按顺序拉出叠在一起,端部用C 型夹和布带绑扎整齐,留出出头长度,用布带固定在绕线模上。
绕制首段,注意其斜度。
在线圈绕到总匝数的1/4处时,进行第一次分组换位(亦称特殊换位)。
每组导线逐根弯折,换位叠放整齐并包扎绝缘,如图2-52a 所示。
在线圈绕到总匝数的1/2时,进行标准换位,由上至下逐根进行换位并包扎绝缘,每个换位S 弯占据一个撑条间隔,如图2-52b 所示。
在线圈绕到总匝数的3/4位置时,进行第二次分组换位,其方法与第一次分组换位相同,如图2-52c 所示。
a)“212”1/4处分组换位b) “212”处标准换位c) “212”3/4处分组换位图2-52 单螺旋式线圈的分组换位和标准换位为了绕制时导线行走顺畅,使用分线架,如图2-53所示。
每次换位之后要梳理导线,使分线架和线圈之间的导线不绞纽。
每次换位后,必须用楔形垫将悬空和凹陷的位置填充起来,楔形垫用1mm绝缘纸板条制做,并用布带将楔形垫绑扎在导线上。
大尺寸螺线管线圈的磁轴控制技术

到 出 口, 用 于 相关 物理 实验 。聚焦传 输能 量低 于 5 0 Me V 的强 流 电子 束 一 般采 用 螺 线 管线 圈 , 因此 , 螺 线 管线 圈成 为构 建 直线感 应加 速器 束 流传输 线 的基 石 。建造 一 条高 性 能 、 宽动 态 适 应范 围的 多脉 冲 束 流传 输线 着 眼
个螺 线管 线 圈 。
制作 线 圈 骨 架 必 须 选 择 无 磁 性 的 金 属 或 非 金 属 材 料 。
早 期对 线 圈 的性 能 要求 不是 很 高 , 挡板 采 用几 mm 厚 的 电工
板, 后来 出于抗 线 圈绕组 挤压 防止变 形 的 目的 , 采 用 了铝 板 , 并 在加 工完 成 后 进 行 了喷 塑 或 阳极 化 等 绝 缘 处 理 , 其 目的 主要 是 加 强 线 圈 骨 架 与 线 圈绕 组 之 间 的 绝 缘 性 能 。 为 了 防 F i g . 1 S k e t c h m a p o f a s o l e n o i d
研制 、 全 新 准 直 方 法 的磁 轴 检 测 技 术 等 多 方 面 研 究 大 尺 寸 螺 线 管 线 圈 的磁 轴 控 制 技 术 。突 破 了磁 轴 倾 斜 小 于 等于 1 mr a d的技 术 指 标 , 成 功 研 制 出磁 轴 倾 斜小 于 等 于 0 . 5 mr a d的 大 尺 寸 聚 焦 线 圈 , 解 决 了其 中 的关 键 单 元 部 件 研 制 的 核 心 技 术 问题 。
罗氏线圈的制作方法
罗氏线圈的制作方法罗氏线圈(RoHS Coil)是指符合欧盟限制危险物质指令(Restriction of Hazardous Substances Directive,简称RoHS)的无铅焊接的线圈。
它在电子产品的设计和制造中被广泛使用,如手机、计算机、汽车、医疗设备等。
在本文中,我们将介绍罗氏线圈的制作方法。
一、物料准备1.线圈骨架:通常由磁性材料(如铁氧体、钢、铝)制成,根据不同的电磁要求和尺寸要求选择合适的骨架。
2.线材:通常使用铜线或铝线,根据不同的电磁要求选择不同的线径和材质,可以是圆形、扁平或方形的。
3.隔离材料:通常使用聚氯乙烯(PVC)、聚丙烯(PP)或聚四氟乙烯(PTFE)等材料,用于绕线时隔离线圈和骨架之间,防止短路。
4.绕线机:用于自动绕线和绝缘。
5.检验工具:用于检查线圈和骨架的尺寸、电阻等参数,包括千分尺、万用表等。
二、线圈制作1.选择骨架:根据电磁要求和机械尺寸要求选择合适的骨架,并做好外观处理,如抛光、氧化等。
2.制作线圈:将隔离材料套在骨架上,然后在绕线机上开始绕线,注意线圈的方向和层数,根据设计要求决定绕线方式。
重点是控制绕线的张力和线圈的密度,以达到电磁效果的最佳状态。
3.焊接:将线圈的两端引出,使用无铅焊料进行焊接,注意控制焊接温度和时间,以避免过渡加热和焊点不牢固的问题。
4.检验:使用合适的检验工具,检查线圈的电阻、绝缘性能等参数,确保符合设计要求。
5.包装:将制作好的线圈放入适当的包装中,以保护线圈的安全和完整。
三、罗氏线圈的制作要点1. 材料选择:绕制无铅焊线圈时需要使用符合RoHS 要求的骨架和线材。
2. 绕线方法:绕线时应尽量避免线圈交叉和短路,并且绕制的层数和线径应与设计要求相符。
3. 焊接要求:在焊接时要使用优质的无铅焊料,并且控制好焊接温度和时间,避免焊点过度加热和焊点不牢固等问题。
4.检验要求:在制作线圈完成后,需要进行各项参数的检验,确保符合设计要求,并且应记录所得的各项参数以备查。
通电螺线管制作方法

通电螺线管制作方法通电螺线管是一种具有电磁感应性的元件,广泛应用于电子技术、自动化控制、电力传输等领域。
本文将介绍通电螺线管的制作方法,并以步骤、材料和注意事项等方面进行详细说明,希望对读者有所帮助。
一、制作步骤1. 准备材料通电螺线管的制作需要的材料主要有磁芯、铜线、绝缘纸、绝缘漆、端子等。
其中磁芯是通电螺线管的核心部件,铜线则是制作线圈的主要材料,绝缘纸和绝缘漆则用于包覆铜线和电路,端子则是用于引出通电螺线管的电路信号。
2. 搭建工作台由于制作通电螺线管需要固定磁芯和铜线,并对其进行绕制和包覆,因此需要在工作台上搭建一个固定的支架来辅助制作。
支架通常由木板或金属材料制成,并根据需要连接磁芯和铜线的固定孔口。
3. 绕制铜线首先需要测量磁芯的长度和宽度,并根据需要计算铜线的绕制圈数。
然后将铜线穿过磁芯的一个孔口,并用绕线器或手工工具将铜线环绕在磁芯周围。
在绕制的过程中,需要根据需要定期检查铜线的绝缘情况,以确保铜线不会短路或损坏。
4. 包覆绝缘在铜线绕制完成后,需要使用绝缘纸或绝缘漆包覆整个铜线线圈,以避免铜线与其他电路元件接触,也可以防止短路。
在包覆绝缘的过程中,需要注意绝缘层的均匀性和完整性,并根据需要涂上多层绝缘漆以增加绝缘效果。
5. 安装端子最后一步是安装端子,将铜线的两端引出来,并用螺丝或插针连接到外部电路。
端子可以使用各种不同的材料和形状,包括标准的插针式、环形式、杜邦线式等,可以根据需要自由选择。
二、制作材料通电螺线管制作需要用到的材料主要有磁芯、铜线、绝缘纸、绝缘漆、端子等。
1. 磁芯磁芯是通电螺线管中最核心的部件,主要作用是增强铜线的电磁感应性能。
常用的磁芯材料包括镍锌、钕铁硼、铁氧体等。
2. 铜线铜线是通电螺线管中绕制线圈的主要材料,常用的铜线规格包括0.1mm ~ 1.0mm不等。
选择合适的铜线规格可以根据需要的电磁感应性能、通电功率和电流等进行确定。
3. 绝缘纸绝缘纸用于包覆铜线和电路,以起到电气绝缘作用。
玻璃螺线管的加工工艺流程
玻璃螺线管的加工工艺流程英文回答:Glass Capillary Processing for Glass Solenoids.Glass solenoids are electromagnetic devices that convert electrical energy into mechanical energy. They are used in a variety of applications, including linear actuators, valves, and pumps. Glass solenoids offer several advantages over solenoids made from other materials, including high temperature resistance, chemical resistance, and electrical insulation.The processing of glass capillaries for glass solenoids involves several steps:1. Drawing the Glass Capillary.The first step in the processing of glass capillaries is to draw the glass capillary from molten glass. This isdone by pulling the molten glass through a die, which forms the capillary into a long, thin tube. The diameter and wall thickness of the capillary are determined by the size of the die.2. Annealing the Glass Capillary.After the glass capillary has been drawn, it is annealed to relieve any stresses that may have been introduced during the drawing process. Annealing is done by heating the capillary to a high temperature and then slowly cooling it.3. Coating the Glass Capillary.In order to improve the electrical conductivity of the glass capillary, it is coated with a conductive material. This can be done by chemical vapor deposition (CVD) or physical vapor deposition (PVD).4. Winding the Glass Capillary.The coated glass capillary is then wound into asolenoid coil. The coil is wound around a mandrel, which determines the size and shape of the solenoid.5. Encapsulating the Solenoid.The solenoid coil is then encapsulated in a protective material, such as epoxy or silicone rubber. This encapsulation protects the solenoid from the environmentand provides electrical insulation.中文回答:玻璃螺线管的玻璃毛细管加工工艺流程。
谈通电螺线管的绕线方法
谈通电螺线管的绕线方法谈通电螺线管的绕线方法___________________________电螺线管,又称为绕线管,是一种用于封装电子元器件的重要材料,它主要由铝箔、塑料等材料制成,具有抗氧化、耐高低温、抗老化、耐腐蚀、电气性能优异等优势,是电子元件封装中不可缺少的一部分。
电螺线管在制作过程中,需要对其进行绕线,使其能够安装在电子元件上,以便将电子元件与电子元件之间进行连接。
因此,如何正确地绕制电螺线管成为一个重要的问题。
一、准备工作在开始绕制电螺线管之前,必须先准备好必要的工具。
首先,需要准备一台绕线机,用于将电螺线管的金属丝进行定向绕制。
其次,还需要准备一些支撑工具,如木棒、小木块、胶水、铝垫片、胶带、木棒等,这些工具可以帮助将电螺线管固定在支撑基座上,以保证金属丝的正常绕制。
二、分段式绕制在实际操作中,通常采用分段式的方法来绕制电螺线管。
首先,将电螺线管固定在支撑基座上,然后,将金属丝放入定向槽中,并根据所需的形式开始定向绕制;如果需要改变金属丝的方向,可以在金属丝之间加入支撑物;当金属丝一定距离后,将其固定住;然后再将金属丝进行下一段的定向绕制,直至完成整个电螺线管的定向绕制。
三、注意事项在定向绕制电螺线管时,应注意以下几个方面:1. 电螺线管的尺寸必须正确,不能太大或太小。
2. 金属丝的直径应选择合适的,过大或过小都不行。
3. 在定向绕制时要注意金属丝的间距,间距不能太大也不能太小。
4. 在定向绕制时应尽量避免金属丝的断裂。
5. 在定向绕制完成后应对电螺线管进行测试,以保证其性能。
四、封装定向绕制完成后,可以进行封装处理。
一般来说,封装处理有三个步骤:首先是将电螺线管固定在封装盒内;其次是将金属丝进行焊接固定;最后是将封装盒封好,完成整个封装处理。
封装处理是保证电螺线管性能的一个重要步骤,因此必须加以重视。
总之,正确的绕制电螺线管是非常重要的,它不仅可以保证电子元件的性能,而且也可以减少故障发生的可能性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以内时,吃刀量a= . mm;车削深度为2 . 。01 5 ~47 mm
4 0
…
参磊 栅工
刨床加工大圆弧工件
中国水利水 电第七工程局有 限公 司 ( 四川彭 山 6 0 6 ) 余蕴刚 2 8 0
趋i —
图 2 1 . 普通刨床 2滑道 . 3 . 刨床工作台
槽 宽2 mm,螺 距 1mm, 4 总 长4 mm,螺 旋 升 角 为 0 l 。 。 该 类 型 零 件 形 状 8 在 继 电 器 零 件 加 工 中 从 未 有 过 ,在 蜗 杆 类 零 件 加 工 中 ,也 从 未 见 过 如 图1 螺线管线圈
为满足 l 。螺旋 升角对 刀具 角度的要 求 ,设 8
T n i 羔
螺线管线圈加工工艺
陕西群 力电工有 限责任 公司 ( 宝鸡 7 1 0 ) 刘建利 2 3 0 惠宏权
我 单 位 研 制 的 继 电 器 新 品 中 有 一 种 线 圈 的 导 线 ,要 求 通过 额 定 电流 为 2 0 过 负载 4 0 0A 0 A,连 续
2 mm,高 度 尺寸 太 小 ,这 样 的 刀具 强度 将 无法 完 成
大 圆 弧 普 通 刨 床加 工 工 装 如 图2 示 。该 工装 所 由大 圆弧 刨 削工 装 6 、支 架4 、支 承 滚轮 5 改造 后 及
圆弧 ( 图 3 ,当 需 见 )
加 工 大 圆 弧 是 凹 面 圆
的普通刨床 1 而组成 。其原理是 ,将普 通刨床 工作
工
称度 满 足要 求 。
当需 加 工 大 圆
下面 介 绍 利 用普 通 刨 床 进 行 大 圆弧 加 工工 装和 加 工 方法 。
图 1
弧是 凸面 圆弧 时 , 4支架 5支承滚轮 6大圆弧刨削工装 . . . 对 应的 大 圆 弧刨 削
工 装 的 圆 弧 应 为 凹 面
( )材 料 为 纯 铜 ,车 削 加 工 中易 粘 刀 ,排 屑 1
不畅 而 易扎 刀 。
图2 专用 装刀夹具
1刀具 . 2夹具 .
()槽宽2 2 mm,槽深4 mm ( . 7 加工时深度 ),
宽深 L 1: . ,比常 见蜗 杆 的宽 深 比 1: . 近一 L 23 5 1大 2 倍 。受槽深 限制 ,槽越深 排 屑越 困难 。 ( ) 螺 旋 升 角 太 大 为 1 。 , 通 常 蜗 杆 的 螺 3 8
有 了 专 用 装 刀 夹 具 , 刀具 形 状 就 可 以 设 计 成
切槽 刀形状 ,使 刀具 刃磨更加 方便 。刀具 几何参
数 设 计 为 :宽 度 2 mm,高 度 4 mm,工 作 部 分 长 度
旋 升 角小于 6 。螺 旋升 角太大 ,使 刀具 副后面 。
让 位 的 角 度大 干 2 。 。刀 具 的有 效 高 度 只 有 不 到 3
我 单 位是 从 事 水 电站 机 电安 装和 水 工 产 品制 造 安 装 工程 的专 业 单位 。在 水 电站 水 工产 品制造 中常
遇 到 闸门 滑道 工 件 的 圆弧加
其余
装 夹 滑 道 ( 工 产 品 )时 ,要 使 其R85 0 水 0 mm
的 中 心 线 与 大
圆 弧 刨 削 工 装
1 rm,内孔 直径 5 4 a mm,
针 对 上述 排 屑难 、刀具 强 度 差这 两 大 难 题 ,我 们 在 工艺 方案 的 设计 上 采取 了以 下措 施 。
1刀具 的设计 .
刀具 材料 选 用W 1C 4 8 rV,这 种材 料 可 以使 刀具 刃磨 的很 锋 利 ,刃磨 后用 油 石 抛光 刀具 前后 面 。保 证 车 削时 切 屑 厚薄 均 匀 ,排 屑 顺利 ,避 免切 屑 粘 刀 形 成 积 屑瘤而 扎 刀。
6 mm,前 角2 。 ,后角8 4 。,副后 角6 。。 2 切 削参数 .
转 速n 4 r n = 5/ ,吃 刀I a= . mi r 。02 mm ̄01 . mm两 种 ,进 给 量 按 模 数m= .配 挂 轮 ,Z= 7 23 , 45 l8 ,z= 0 Z= 5 z= 5 36 , 44 ,螺 距 接近 于 1mm。 4 经试 验 后 确定 ,用分 层车 削 法 和左 右 车 削 法两 种 方 法 完成 。分 层 车 削法 就 是 初 始 车 削槽 深 2 mm
量及 时 协作 加 工 ,大 大提 高 了 生产 安排 的 灵 活性 。 鉴 于该 办 法 的优 势 明显 ,在该 产 品及其 后 续 系列 化
产品的生产 中该方法得到广泛应用 ,取得的效果令
人满 意 ,对 产 品的批 量 化 、系列 化生 产 起 到 了重 要
作用 。MW
( 稿 日期 :2 10 0 ) 收 0 2 15
47 . mm深槽 的 加工 。
通 电1 mi ,冲击 电流达25 0 0 n 0 A,而 温升不大于 4 ℃ ,经过计算知 ,导 线面积不得 小于5 mm 。 5 6
为 满 足 上述 要 求 ,设 计 了如 图 1 示 螺 线 管 线 圈 。 所 材 料 为 纯 铜 T2, 外 径
R85 0 0 mm的 中 心 线处 于 同一 垂 直 平
工 ,有 些 是普 通 机床 不 能 完 成 的大 圆弧 半径 的 闸 门滑 道
加 工 ,如 图l 示 。 所
面 内 ,以 确ቤተ መጻሕፍቲ ባይዱ 滑 道
R85 0 0 mm圆 弧 对
该 产 品 的 制 造 难 度 是 表 面 粗 糙 度 值R = 25 r 1 . “r l 半 径 为850 m的 圆弧面 加 0 r a
计 制 造 了专 用 装 刀夹 具 ( 图2 ,使 一 定 高 度 的 见 )
刀具 能完 全 进 入螺 旋 升 角为 I。 的螺 旋 槽 中 ,保 证 8 刀具具 有 足 够 的强 度 。
此大的螺旋升角及槽宽深 比。此零件的加工没有可 供借鉴的加工工艺方案 。
该零 件 的加 工 难 点 :