大方坯连铸机关键技术
鞍钢一炼钢大方坯连铸机

Abstract T h is article in troduces the m ain info rm ation concern ing the bloom caster built up recen tly at N o11 Steelm ak ing P lan t, A n shan Iron & Steel (Group ) Com pany, and the discussion of the techn ical characteristics of the caster, in term s of the quality requirem en t of the h igh2carbon steel bloom 1
西安重型机械研究所研制的首台 CM Y2125B 型5t 模锻电液锤日前在四川东方汽轮机厂投入试生 产。该模锻锤主要用于叶片的模锻。为了满足锻叶片的工艺要求, 该模锻锤采用三杆式结构, 传动方式 为泵蓄势器传动, 满足了其快速性。
(2) 中心偏析和中心疏松小 重轨钢和硬线 钢都属于高碳钢种, 凝固温度范围宽, 其凝固方 式为典形的糊状凝固, 树枝晶发达, 容易形成枝 晶搭桥, 铸坯容易形成中心偏析和中心疏松缺陷, 使钢轨产生组织和性能上的不均匀性, 铸机设计 应采用低温浇注、 电磁搅拌等工艺措施来减小铸 坯的中心偏析和中心疏松。
第一作者: 李永宽, 男, 37岁, 高级工程师, 西安重型机械研究所 (710032)
2000 N o16 重 型 机 械 · 5·
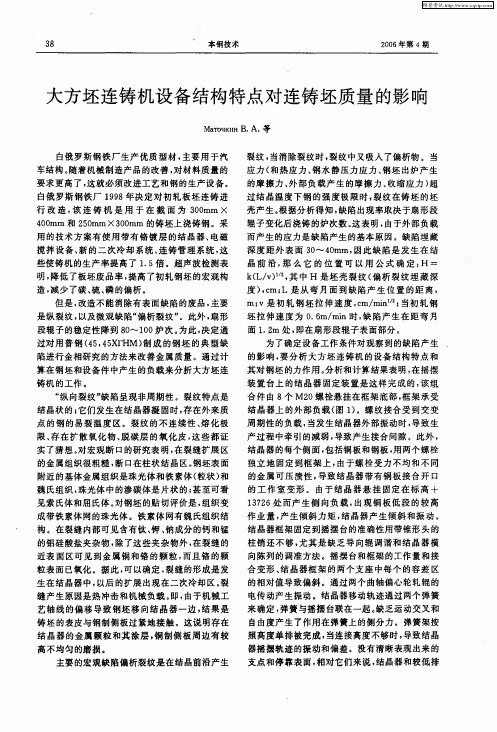
LD
100tL F VD
大包回转台
中间罐车 中 间 罐
快速更换台
结晶器 支撑导向段
弧形导向段
拉矫机
方坯连铸机工艺技术操作规程

一、连铸机主要参数:序号名称单位参数1 机型刚性引锭杆全弧形连铸机(罗可普机型)2 浇铸钢种普碳钢、低合金钢、合金结构钢、焊条钢、冷墩钢、弹簧钢、高碳钢、标准件用钢3 基本弧形半径m 1#机:R6;2#、3#机、5#机:R84 台数×机数×流数1#、2#、3#机:1×4×4;5#机:1×5×55 流间距mm 12006 铸坯断面尺寸mm×mm 120×120、150×150、180×180 160×220、160×2807 工作拉速m/min 1#、2#、3#机:0.5-3.3;5#机0.5-3.58 中包容量t 1#、2#、3#机工作液位:18t;(液面深度700mm),溢流液位:19t(液面深度800mm);5#机工作液位:30t(液面深度800mm),溢流液位:35t(液面深度900mm)9 结晶器型式管式结晶器,5#机带一对足辊10 结晶器铜管长度mm 小方坯1#机:850;2#、3#:900;矩形坯均为:850;5#机:100011 振动方式1#、2#、3#机:短臂四连杆正弦振动;5#机:双偏心半板簧正弦振动12 振幅mm 413 铸坯定尺长度m 3~1214 铸坯切割方式火焰切割机自动切割二、连铸机工艺流程图转炉出钢→钢包回转台→中间罐→结晶器→二次冷却→拉矫机→火焰切割机→输送辊道→翻钢机、移坯机→出坯三、中间包的准备与烘烤1、定径水口技术要求:定径水口技术参数控制表项目ZrO2含量显气孔率体积密度指标≥92% ≤18% 3.9g/cm3左右2、中间包的检查:必须认真检查中间包水口座砖,发现座砖有问题,应及时更换。
绝热板包应认真检查中间包绝热板和绝热板之间的泥料,发现问题,及时处理;然后方可安装定径水口。
干式料中包应认真检查中包快换机构工作是否正常,是否存在滑块打不到位,滑块打不正等情况。
R12大方坯连铸机技术 操作规程

目录1.连铸机对前工序钢水的要求2.钢包使用标准3.中间包各项标准4.中间包钢温标准5.中间包测温取样标准6.结晶器密封标准7.结晶器铜管的管理使用标准8.结晶器振动标准9.结晶器保护渣使用标准10.冷却标准11.浇注速度标准12.液面自动控制和电磁搅拌标准13.拉矫机压力标准14.铸坯切割标准15.炉号管理标准16.铸坯打印标准17.铸坯取样标准18.铸坯缓冷标准19.铸坯精整修磨标准1 . 连铸机对前工序钢水的要求连铸用钢水必须经过炉外精炼,保证充分脱氧,连铸钢水要求成分、温度均匀,达到连铸平台时钢水温度必须控制在标准范围内。
1.1 钢水温度要求连铸第一炉到连铸平台时钢包钢水温度T=TL+70+10 ℃连铸第二炉到连铸平台时钢包钢水温度T=TL+70 ℃使用新钢包到连铸平台时钢包钢水温度T=TL+70+10 ℃(具体见分钢种工艺卡)1.2钢水分析要求成分要求:Mn/S≥30 ;Al ≤0.05% ; Ca≤30 PPmMn/Si≥3马氏体钢、不锈钢、高速工具钢不能生产2. 钢包使用标准2.1钢包类别及温度补正:新包、三天内未被使用的旧包及带有1.0T以下冷钢的连用热钢包温度补正5-10℃冷钢量超过1.0T的钢包不准使用含氢要求严格的钢种,禁止使用新包2.2停止吹氩测温后到连铸开浇时间不超过15 分钟3.中间包各项标准3.1中间包干燥、烘烤标准a)中间包干燥温度及时间:见曲线1b )中间包烘烤温度及时间:见曲线2注:中间包小火烘烤0.5小时,中火烘烤1小时,然后大火烘烤,包衬温度1000℃以上保持2.5小时,否则该中间包不得使用.3.2浸入式水口烘烤标准:黑水口烘烤时间不大于45分钟20040060080010000.588.52020.524时间(h)曲线 2200400600800100012000.5 1.52 2.53时间(h)白水口烘烤温度不大于800℃3.3各项吹氩标准为了防止钢包与长水口之间吸入空气氧化、中间包开浇时钢水的裸露氧化等,对长水口及中间包进行吹氩a)长水口吹氩吹氩的流量控制为100 Nl/min左右;压力控制为0.25MPab)中间包吹氩浇注高洁净度要求的钢种时,在连铸第一炉时须在开浇前向中间包内吹入氩气,吹氩要求为:开浇前5分钟,用两根吹氩管从中间包盖的两个边孔吹入氩气,氩气压力要求0.25-0.30 MPa3.4中间包内加入保温剂的标准3.4.1浇注时,中间包内须使用双层保护剂(保温剂和碱性渣),在开浇时中间包重量达8t时,向中间包内加入40kg的碱性渣,然后再加入约80 kg炭化稻壳保温剂;在连浇中或浇注中,根据中间包内的液面情况钢温调整追加量,原则上以液面呈暗灰色为宜。
宣钢生产大方坯品种钢的连铸工艺实

宣钢生产大方坯品种钢的连铸工艺实践刘永军席玉军张明海(河北钢铁集团宣钢公司炼钢厂,河北宣化075100)摘要本文介绍了宣钢炼钢厂为满足大方坯品种钢生产需要,对6号连铸机进行的设备改造及品种钢生产工艺优化,和改进后大方坯品种钢的质量提升效果。
关键词连铸机大方坯品种钢质量宣钢炼钢厂于2006年10月份投产了120t转炉—130tLF—12流方坯连铸机生产线,以生产普钢为主。
2007年底公司进行品种结构调整,将该生产线的6号连铸机转为生产大方坯200×285mm断面品种钢。
针对大方坯品种钢生产的需要,炼钢厂组织力量对6号连铸机的设备进行了改造优化,满足了大方坯品种钢的质量要求。
目前该生产线大方坯品种钢月产量在3万吨以上,热顶锻合格率、低倍合格率达到99%以上,轧材退废大幅度降低。
本文对6号连铸机的大方坯品种钢适应性改造及大方坯品种钢生产工艺优化做简单介绍。
1 工艺流程及主要装备参数宣钢炼钢厂转炉优钢生产工艺流程为:900t混铁炉→120tLD转炉→130tLF精炼炉→12流方坯连铸机。
连铸机主要装备技术参数如表1所示。
表 1 6号连铸机主要装备技术参数参数机型十二机十二流全弧形方坯连铸机铸坯断面150mm×150mm,165mm×165mm,200×285mm铸机弧形半径R9m流间距 1.2m中间包液面工作液面:800mm;溢流高度:900mm定尺范围7.2~11.9m振动形式偏心轮四连杆冶金长度25.14米切割形式:火焰切割引锭秆刚性下装式结晶器铜管长度900mm浇注钢种:Q235B、Q345TB、Q420TB、45#、 20管、37Mn5、20CrMnTi2 铸机设备适应性改造2.1 结晶器改造(1)加强结晶器水缝的安装检测,满足结晶器水缝的精度要求,确保铸坯在结晶器内的均匀冷却。
(2)足辊转动部件用滚动轴承,采用连铸机专用耐高温润滑脂润滑,转动灵活;足辊弧度的调整通过旋转足辊架上的定位和调整螺栓来实现,调整范围大,并且调整起来更加方便快捷。
大方坯连铸机设备结构特点对连铸坯质量的影响
3 8
本钢技术
20 0 6年第 4 期
大方坯 连铸机设备结构特点对连铸坯质量 的影 响
M TYn . 等 aO KHB A.
白俄罗斯钢铁厂生产优质型材 , 主要用于汽 车结 构 。 随着机 械制 造产 品 的改善 , 对材 料质 量 的 要 求更 高 了 , 这就必 须改 进工 艺 和钢 的生产设 备 。
铸机 的工作 。
“ 向裂 纹” 陷 呈现非 周期 性 。裂纹 特点 是 纵 缺
结晶状的; 它们发生在结晶器凝 固时, 存在外来质 点 的钢 的 易裂 温 度 区 。裂纹 的不 连 续性 、 化 极 熔 限 、 在 扩散 氧化 物 、 碳 层 的氧 化 皮 , 些 都 证 存 脱 这 实 了猜 想 。 宏观 断 口的研究 表 明 , 裂缝 扩展 区 对 在 的金属 组织 很粗糙 , 口在 柱状 结 晶区 。 断 钢坯表 面 附近 的基体 金属组 织 是珠光 体 和铁 索体 ( 粒状 ) 和 魏 氏组 织 , 光体 中 的渗碳 体是 片状 的 ; 至可 看 珠 甚 见 索 氏体和 屈 氏体 。 对钢坯 的贴 切评 价是 , 组织 变
缝 产 生原 因是热 冲击 和机 械负 载 。 , 即 由于机械 工
艺 轴线 的偏 移 导 致 钢坯 移 向结 晶器 一 边 , 结果 是 铸 坯 的表 皮与 钢制侧 板过 紧地 接触 这 说 明存在 结 晶器 的金属 颗 粒 和其 涂 层 , 制侧 板 周 边有 较 铜
柱销还不够 , 尤其是缺乏导向辊调谐 和结晶器横 向陈列 的调 准方 法 。摇摆 台和框 架 的工 作量 和接 合 变 形 、 晶器 框 架 的两 个支 座 中每个 的容差 区 结 的相对 值导 致偏斜 。通过两 个 曲轴偏 心轮 轧辊 的 电传 动产 生振动 。结 晶器 移动轨 迹通 过两个 弹簧 来 确定 , 弹簧与摇 摆 台联在 一起 。 缺乏 运 动交叉 和
大方坯连铸机生产实践与新技术应用

破 , 志着包钢重 轨钢生产工 艺技术水平 的提升 , 标 对 提高 中 国大方坯 生产技术具有 十分重要 的现实和创
新意 义 .
品质量 要求不断提 高 , 包钢炼 钢厂原 有 1 连铸机 的
装 备水平 已不能满 足生产 高速轨要求 . 针对市场 需
要 , 了提高产 品质量 , 整产 品 结构 , 钢于 2o 为 调 包 05
mo p l e y o es 8 o a1 s whc s e tc e d esg c n e frCh腿 . 肿 oi d b v re sc mp Ie , ih h a ra v i出 a c 0 i z i
随着中国铁路 建设 的高 速发 展 , 户对 重轨 产 用
关键词: 连铸 机 ; 技 术 ; 轨 钢 ; 态 轻 压 下 新 重 动
中 图分类 号 : F 5 . T 3 16 文 献标 识 码 : A
摘
要: 介绍 了包 钢 钢 联股 份 有 限 公 司 为 提升 重 轨 产 品 质 量 、 整 产 品结 构 , 建 了 一 台 由 国 内 自行 设 计 、 造 的 调 新 制
t n anw d m sc l ein d6 s ad 1o r tp ot u at gmahn a u tMayn wtc n1g sw r mpoe nte i , e o et a1 ds e 打 J sbom ac )ecni o i y g 1 , 咖0 scs n c iew sb .. n e eh 0 i eee lydi h i d oe
Pr c ie a d n w 0 tn 0 s c s i g t c n l g e a tc n e c n i u u a tn e h 0 0 i s
炼钢厂方坯连铸机工艺与装备分析

炼钢厂方坯连铸机工艺与装备分析摘要:本文主要介绍了河北钢铁集团邯钢三炼钢厂方坯连铸机所采用的工艺与装备,其紧凑的装备布置和合理的工艺流程极大地促进了连铸生产的优质和高效,对邯钢三炼钢厂生产经营的持续稳产高效具有重要意义。
关键词:方坯连铸机;装备;工艺技术连续铸钢是指把高温钢水连续不断地浇铸成具有一定断面形状和一定规格尺寸铸坯的生产工艺过程,它与传统的“模铸-开坯”工艺相比,具有如下突出的优点:降耗、节省工序、缩短流程、提高金属收得率、生产过程机械化和自动化程度高、钢种增多、产品质量高等等,其中方坯连铸机的发展对加速连铸技术替代传统“模铸-开坯”技术起到了决定性作用。
1.方坯连铸机工艺条件和主要性能参数连铸机的参数是选择机型及机械设备设计的主要依据,是决定设备性能和规格的基本因素。
三炼钢厂现有冶炼条件如下:转炉座数:4座;转炉公称容量:100t;转炉平均出钢量:115 t;平均冶炼周期:36~40 min;LF钢包炉座数:2座;LF钢包炉处理周期:36~40 min;方坯连铸机主要工艺参数见表1。
表1 方坯连铸机主要工艺参数项目参数或数值机型全弧型,连续矫直连铸机台数1台,8流连铸机流间距1350 mm设计年产量135 万t方坯规格铸坯断面尺寸:165×165mm;定尺长度: 6.0~12m浇注钢种碳素结构钢,优质碳素结构钢,低合金结构钢,弹簧钢结晶器铜管长度900mm铸机半径9m冶金长度25m设计拉速范围0.6~2.8 m/min2.方坯连铸机工艺流程100t转炉冶炼的钢水,经精炼处理后,由钢水接受跨的起重机吊运到连铸机回转台上,经中间罐、结晶器、电动非正弦震动、二次气雾冷却、五辊连续矫直机、火焰切割机、移坯车送到冷床进行冷却。
3.方坯连铸机装备、工艺特点及采用的新技术为了提高连铸机的装备水平,提高连铸板坯质量,提高拉速、生产率、金属收得率,降低生产成本,最大限度地发挥连铸机的节能特点,对连铸设备、连铸机关键技术及配套使用的优化、可靠性、维修性、可操作性、使用寿命等方面都提出了很高的要求。
神户制钢提高大方坯连铸机铸坯的质量

表 3 结晶器振动条件
条件
3号连铸机
振幅 /mm
4 ( ±2)
振动频率 (最大 ) / r·m in - 1
240
5 号连铸机 3 ( ±1. 5 )
300
5. 3. 4 结晶器电磁搅拌装置
结晶器原有的两相电磁搅拌装置 (以下称 M - EM S)中 ,由于相邻线圈的磁通发生短路 ,所以 , 角部洛伦磁力分布不均 ,导致钢水液面上升 (图 7 略 ) 。角部液面上升时 ,保护渣流入不均 ,铸坯表 面产生缺陷 。采用三相 M - EM S时 ,角部上升流 少 ,保护渣流入均匀 。因此 , 5 号连铸机采用了三 相 M - EM S。 5. 3. 5 二次冷却
鞍钢技术
2007
年第
5期
AN
GAN
G
TECHNOLO G Y 总第
347期
国外钢铁
神户制钢提高大方坯连铸机铸坯的质量
(日 )酒井宏明 等
1 前言
汽车重要保险零件用高级特殊钢必须具有特 殊的性能 。近年来 ,由于日本国内汽车生产和零 件组装业的迅猛发展 ,使高级特殊钢的需求极为 旺盛 。因此 ,日本神户制钢在原有 3号连铸机的 基础上又新建了 5 号连铸机 ,以提高高级特殊钢 的产量 。本文介绍了神户制钢 3号大方坯连铸机 质量改进的经过和新建 5号连铸机的设计方案 。
大方坯连铸机用重压下拉矫机设计

大方坯连铸机用重压下拉矫机设计周善红①(中冶京诚工程技术有限公司 北京100176)摘 要 重压下拉矫机是改善特殊钢大方连铸坯内部质量关键设备。
介绍了特殊钢大方连铸机重压下拉矫机的结构,并利用仿真手段模拟计算了主要的框架变形,以便指导重压下拉矫机设计。
结果表明,该重压下拉矫机具有可实现连铸大方坯重压下、结构强度高、便于安装维护等优点。
关键词 大方坯 连铸机 重压中图法分类号 TG333.23 TG356.25 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 06 008DesignofMechanicalHardReductionModuleforBloomCastingMachineZhouShanhong(MCCCapitalEngineering&ResearchIncorporationLtd.,Beijing100176)ABSTRACT TheMechanicalHardReductionModuleisakeyequipmentforimprovingtheinternalqualityofspecialsteelbloomcontinuouscasting.ThisarticlemainlyintroducesthestructureoftheMHR-moduleforspecialsteelbloomcontinuouscastingmachine,andusethesimulationmethodstosimulateandcalculatethemainframedeformation,inordertoguidethedesignofMHR-module.TheresultsindicatethattheMHR-modulehastheadvantagesofbeingabletoachieveheavypressingofcontinuouscastingbloom,highstructuralstrength,easyinstallationandmaintenanceandsoon.KEYWORDS Bloom Continuscastingmachine Mechanicalhardreduction1 前言随着国内钢铁行业发展迅速,规模与实力逐渐增强,对钢铁产品质量及种类的要求更高。
浅析方坯连铸机的技术改造问题

2 . 2 改造结晶器振动装置 结 晶器的振动装 置通常采用四连杆结 构 传动 , 其 结构 简单 , 但传 动损 耗就 大, 由于 连杆结 构的局 限性 , 导致 其 调速也 不方便 , 维修 性也较 差 , 若采用板簧 式机构 传动 , 可取 消传动装 置中的轴承 , 从而消除 由轴承磨 损所产生的振动现 象。 用伺服电机加伺 服控制 器模 式来代 替机械调 速, 减少了机械传 动的损耗 , 实现设备智能 化调 速 , 提高 了设备的使用寿命。 2 . 3 改 造拉矫机 装置 为了提高连铸 的效率和铸坯 的质量 , 可将单 点矫直 改为多点矫直或连 续矫直。 由于拉矫 机常在 高温不流通 的环境 中 作业 , 从而使 设备老 化严重 , 可将 电机和传 动系统 进行 改造 , 将 电机 和 传 动系统远 离高温 区, 传动 系统 采用水 冷和风 冷, 提高散 热效率 , 可提 高拉 矫机能在 高温环 境中的使用寿 命。
攘专论
浅析方坯连铸机 的技术改造问题
曾光明 陈杰 首钢贵阳特殊钢责任有限公司 贵州贵阳 5 5 0 0 0 5
【 摘 要】随着现代方坯连铸机设备正朝 大型化、 高效率化和 自 动化的 质量下降, 如产生裂纹 、 气孔等现 象。 因此 , 选择合 适的内腔锥度就 十分 关键 。 事实上, 影响生成气隙的 因素很多, 目前还 不能完全确定其原因, 据方坯连铸机的工艺 要 求和 设备 使用情况阐述了 的一 些常用的技 术改造措 因此 , 选择 内腔锥度 主要还是 由经验确定 , 目 前, 国内大都 数连铸 企业 施, 以提 高我国方坯连铸机的整体设备的技 术水平。 均采用抛物线锥度 , 改造后拉速一 般可达 2 . 5 m/ mi n 左右 。
方坯高效连铸的核心技术

方坯高效连铸的核心技术*1 前 言国外连铸技术近10年来自身完善和优化的速度很快。
尤其是1993~1995年以来,130×130(单位mm)小方坯拉速 大于4.0m/min,150×150(单位mm)小方坯拉速超过3.0m/min已不少见,先进的铸机单流年产量可达13~15万t,单个中间罐寿命则达30~50h,作业率在90%。
而且先进国家的思路与实践,已在发展130×130(单位mm)坯拉速5.0~6.0m/min的高效铸机,实现小方坯连铸单流产量达20万t左右。
国内连铸技术近10年来进步很大,1998年连铸比达到67%。
然而,我国铸机台数堪称世界第一,平均年产能力之低也谓世界之最。
因此,国家把发展高效连铸技术作为“九五”科技攻关的一项重要内容。
经过近3年的努力,取得了显著的成效,先后有广钢转炉厂、首钢三炼钢、济钢一炼钢、新疆八钢炼钢厂4个钢厂于1998年通过了省部级鉴定。
此外,杭钢、南钢等一批企业的高效连铸攻关也取得了重大进展,连铸高效化已经成为推动我国钢铁工业结构优化的重大技术,越来越多的企业正在着手于高效连铸的技改工作。
当今,高效连铸技术在减少投资费用、提高生产率、简化工艺流程、降低消耗和成本等方面更进一步发挥了连铸技术的优势,在世界各主要钢铁企业、工程公司、设备制造商中都受到高度重视,正在不断发展。
2 高效连铸技术的概念所谓高效连铸技术,通常是指比常规连铸生产率更高的、以高拉坯速度为核心的技术,以高质量、无缺陷的高温铸坯生产为基础,实现高连浇率、高作业率的连铸系统技术[1]。
高效连铸的涵义有5个“高”:高拉速、高质量无缺陷(特别是无表面缺陷)、高温铸坯、高连浇率、高作业率。
笔者结合国内外众多厂商各自开发的高速连铸技术,以技术集成的观点,将高效连铸技术划分成核心技术—结晶器技术和相关技术—重要技术两个方面,分别进行阐述。
本文阐述第一部分—高效连铸的核心技术。
3 高效连铸的核心技术—结晶器技术众所周知,结晶器是连铸机的“心脏”,国内外各种高速连铸技术的开发均是以结晶器为中心来展开的,这正是本文对高效连铸技术划分的主要原因。
大西洋连铸技术装备特点

大西洋连铸技术装备特点小方坯连铸技术山东富伦钢铁有限公司半径12米8流合金钢小方坯连铸机工程简介一、冶炼条件:(1)冶炼设备:1座转炉;(2)平均出钢量:135吨;(3)浇铸钢种:优碳钢,管线钢,弹簧钢,冷镦钢。
二、铸机工艺参数:(1)半径:12米;(2)流数:8流;(3)断面:150mm×150mm,180mm×180mm,280mm×280mm;(4)定尺长度:6米,9米,12米。
三、主要技术特点:(1)钢包采用双水口浇注技术;(2)采用两个中间罐浇注,每个钢包水口对应一个中间罐,每个中间罐浇注四流;(3)钢水全过程保护浇注技术;(4)结晶器钢水液面检测及自动控制技术;(5)二冷配水自动控制技术;(6)结晶器电磁搅拌系统;(7)配备钢包称重及中间罐称重,并采用钢包及中间罐下渣控制技术。
四、主要设备特点:(1) 260吨直臂钢包回转台,配备有液压马达事故回转驱动;(2)液压升降及横移高低腿式中间罐车;(3)新型短臂四连杆振动装置;(4)整体快速更换二冷一段,带气、水自动接通装置;(5)由三组拉矫机及外弧自由辊组成的拉矫机装置;(6)氢氧火焰切割机;(7)红外摄像定尺切割系统;(8)柔性引锭杆装置;(9)液压驱动、平行四边形结构引锭杆存放装置;(10)双向出坯移坯车;(11)液压步进式翻转冷床;(12)二冷一段、导向段、拉矫机采用稀油润滑,辊道系统采用干油润滑。
河北承德新新钒钛股份有限公司半径12米8流合金钢小方坯连铸机工程简介一、冶炼条件:(1)冶炼设备: 1座100吨转炉;(2)平均出钢量:100吨;(3)浇铸钢种:弹簧钢,冷墩钢。
二、铸机工艺参数:(1)半径:12米;(2)流数:8流;(3)断面:165mm×165mm,180 mm×180 mm,200 mm×200 mm;(4)定尺长度:6米,12米。
三、主要技术特点:(1)本铸机半径12米,流数8流,如此大弧形半径加上如此多流数的连铸机,堪称国内之最;(2)本铸机与国内其它8流小方坯连铸机显著不同之处:在浇注位仅设置一台中间罐车,而其它8流铸机,基本上是将两台4机4流的铸机拼接起来的;在浇注时,两台中间罐车同处浇注位,在浇注过程中难以实现更换中间罐的操作,难以保证多炉连浇;(3)连铸坯规格多,所生产的品种也多,且大部分为优碳钢、含钒钛的低合金高强度钢,对铸坯质量要求更高;(4)钢水全过程保护浇注技术;(5)高效结晶器技术;(6)全程气水雾化冷却技术;(7)二冷配水自动控制技术;(8)铯源式(Cs137)结晶器液面检测及塞棒自动控制技术;(9)结晶器保护渣自动加入技术;(10)结晶器电磁搅拌技术;(11)动态轻压下技术;(12)润滑系统采用二套油气润滑站对连铸机在线设备进行润滑;(13)液压系统设计为开路插装锥阀系统,采用原装进口恒压变量泵,冷却及过滤系统设计为旁路系统;(14)三电控制系统采用全交流传动,其中钢包回转台、中间罐车、结晶器振动、拉矫轻压下装置、辅助拉矫机、移坯车等采用交流变频调速装置; PLC和变频器以及分布I/O设备之间采用PROFIBUS-DP现场总线进行通讯及控制,各PLC之间以及PLC和上位机之间采用工业以太网通讯方式。
大方坯连铸机出坯系统的特点及设计要领

收稿日期:2006-04-16;修订日期:2006-05-08作者简介:刘彩玲(1963-),女,西安重型机械研究所高级工程师。
大方坯连铸机出坯系统的特点及设计要领刘彩玲,杨拉道,王 蓉,王国啸(西安重型机械研究所,陕西 西安 710032)摘 要:本文以大方坯连铸机典型的出坯线为依据,结合作者多年的设计和生产实践经验阐述了大方坯连铸机出坯系统的总体功能、设备特点、设备运转过程、设备布置及其设计原则等,供大方坯连铸设计工作者和大方坯连铸生产厂参考。
关键词:连铸;方坯;出坯;热送;中图分类号:TF77712 文献标识码:A 文章编号:1001-196X (2006)04-0038-05The run 2out system πs character isti cs and desi gn of bloom ca sterL I U Cai 2ling,Y ANG La 2dao,WANG Rong,WANG Guo 2xiao(Xi ’an Heavy Machinery Research I nstitute,Xi πan 710032,China )Abstract:Based on the run 2out line of typ ical bloom casters,the article p resents the run 2out system πs general function,equipment feature,running p r ocess,layout,design p rincip le and etc ..It p r ovides reference data t o bl oom caster designers and p lants .Key words:concaster;bloo m caster;run 2out;hot ferrying1 概述与板坯连铸机相比,大方坯连铸机具有所浇断面特殊、钢种特殊及流数多等特点,其出坯区域的设备布置和各单机设备也有其自身的特点。
大方坯连铸机自动化控制系统的设计与实现

基础 自动化级的组成分为1 组公用P L C 、 6 组铸流P L C ( 含二冷动 态配水和轻压 下) 、 6 组液压振动P L C, l 组线外液压振动P L C 、 1 台L 2 服务器 、 4 台监控计算机以及 负责各设备 之间交换信号的以太 网。 通
设计 开 发
大方坯连铸机 自动化控制系统的设计与实现
王健
( 中冶南方工程技 术有限公 司 湖北武汉 4 3 0 2 2 3 )
摘要 : 为 了改善 控制 系统性 能提 高 大方坯连铸 机的 产品质 量和生 产效率, 设计 了一种 大方坯 连铸机 自动化控 制 系统 。 论述 了大方坯 连铸机 的几 项 关键 技 术 , 电磁 搅拌 、 结 晶器液 压振 动 、 动 态二 次 冷却 配 水和 动 态轻压 下。 结 果表 明 该控 制 系统 运转 良好 。 关键 词: 大方坯连铸机 二 次冷却 动 态控制 最佳 拉速 中图分 类号 : T F 3 4 1 . 6 文献 标识码 : A 文章编 号: l 0 0 7 — 9 4 l 6 ( 2 0 1 3 ) 0 9 — 0 1 5 2 - 0 2
Ab s t r ac t : Ai mi n g t o i mp r o ve t h e c o n t r o l s  ̄t e m p e f r or ma nc e ,t he p r o d uc t q ua l i t y a n d p r o d uc iv t i y t f o r a b l o o m c a s t e r , he t mo d i ie f d c on t r o l s y s t e m Wa S
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缩孔、白亮带、中心疏松、中心偏析和内部裂纹 等缺陷, 各大钢铁设计公司在大方坯连铸生产操 作技术、生产组织、装备开发上作出了很多科研 创新工作, 使大方坯连铸技术得到了迅速发展。
多点矫直的大方坯连铸机的辊列已初步确定。
( 7) 对连续矫直大方坯连铸机, 以矫直终点
为坐标原点建立 x oy 坐标系, 矫直曲线为
y=
K
x3 6RL
式中, R 为铸机基本圆弧半径, mm; L 为矫直
区长度, mm; K 为系数。
矫直区圆心角为
=
arct gK
x2 2 RL
在连续矫直区域, x 坐标轴方向的最大坐标长度
2 关键技术
大方坯连铸机既有 一般连续 铸钢技术 的特 点, 又有其 自身的特点, 采用如 无氧化保 护浇 注、结晶器液面自动检测和控制、保护渣自动加 入、铸坯缓冷、功能齐全的中间罐维修区和机械 维修区、两级计算机控制、铸坯质量判定系统等 技术。
2006 No 3
重型机械
7
连铸坯质量的提高主要依赖于连铸装备和生
多点矫直时各矫直点两相界的矫直应变为
d = / N ! 100% 式中, d 为各矫直点两相界的矫直应 变; N 为 矫直点的数目。
各矫直点的矫直半径为
Ri+ 1 =
1 Ri -
1
+
D2
D 2
d
- Si
D 2
式中, Ri + 1 为从前向后依 次求出的各矫 直点的
矫直半径, mm ; Si 为矫直点的坯壳厚度, mm。
心偏析; 凝固末端电磁搅拌( F- EMS) 用于消除
或减小铸坯中心疏松和中心偏析。 在结晶器电磁搅拌作用下, 结晶器内的钢水
受到两个电磁力作用, 一是切向电磁力使钢水产 生旋转运动, 有利于夹杂物向中心聚集上浮, 二 是由中心向外的径向电磁力驱使钢水由中心向外 流动, 均匀了钢水温度, 增加了钢水和结晶器壁 之间的热交换, 使晶粒细化, 减少柱状晶, 增加 等轴晶。
对于多点矫直的大方坯连铸机, 计算矫直半 径的原则是先算出两相界总的矫直应变, 然后平 均分配到各矫直点, 再根据各点的矫直应变计算
其矫直半径。两相界总应变的计算公式为
= ( D / 2- S i ) ! 1/ ( R - D / 2) ! 100% 式中, 为铸坯两相界总应变; D 为所浇铸坯的 最大 厚度, mm; S i 为 矫 直 点处 的 坯 壳 厚 度, mm; R 为铸机基本圆弧半径, mm。
大方坯连铸机机型有立式、直弧形、全弧形, 如 奥钢 联 设计, 1993 年 投 产 的 德国 EWK 公 司
Wit ten 厂340 mm ! 475 mm 断面的大方坯连铸机
就是一台立式连铸机; 日本住友重机设计, 1995
年投产的小仓制铁所300 mm ! 400 mm No 3 连
铸机就是一台直弧形 5 点弯曲 4 点矫直的大方坯 连铸机。由于大方坯连铸机所浇注的钢种大多为
1 概述
通常, 把边长 220 mm ( 含圆坯、矩形坯) 的方坯连铸机叫做大方坯连铸机。大方坯连铸机 浇注的主要钢种为中、高碳钢、合金钢等, 用于 轧制 重轨、硬线、无缝 钢管、大 中型 H 型钢、 棒材、锻材等。大方坯连铸机钢种特殊且断面较 大, 在浇注过程中易出现表面纵、横裂纹、星状 裂纹、角部凹陷、表面和皮下大型夹杂物和内部
到充分上浮的机会, 也有利于降低铸坯的矫直应 力和应变。但过大的圆弧半径会因钢水静压力增
加及连铸机高度增加而使设备费用及厂房、基础
费用增大。
大方坯连铸机的基本圆弧半径 R cD 其中, D 为所浇铸坯最大厚度, mm; c 为系数, 一般普通钢和低合金钢取 c= 35~ 40、优质钢取 c= 40~ 50。
6
新技术新设备
重型机械
2006 No 3
大方坯连铸机关键技术
刘彩玲1 , 陈万里2, 刘 洪1 , 侯小光1
( 1 西安重型机械研究所, 陕西 西安 710032 ; 2 攀钢规划发展部设计管理处, 四川 攀 枝花 617067)
摘 要: 论述了大方坯连铸机关 键技术, 其中包括辊列设计中机型选定, 结晶器 长度、铸机基 本 圆弧半径的确定、各矫直点的矫直半 径、冶金 长度 、几何 尺寸 等的 设计 及电 磁搅 拌、结 晶器 液压 振 动、二冷水控制、具有动态轻压下功能的拉矫 机组等, 阐述了大方坯连铸机的国产化 情况, 为新建 大 方坯连铸机的技术 选配和老的大方坯的连铸机的改造提供了依据。
由于计算矫直点时连铸机机长还未确定, 各
矫直点的坯壳厚度是不一样的, 因此要对计算出
的矫直半径 Ri + 1、R i+ 2 ∀ ∀根据经验进行修正, 然后圆整取整数即可作为各矫直点的矫直半径。
( 5) 冶金长度。大方坯连铸机的冶金长度是 十分重要的设备参数, 其决定连铸机的拉速和生 产能力。冶金长度计算公式为
适当增加结晶器电磁搅拌器的有效作用长度 有利于延长钢水在结晶器内的滞留时间, 使钢水 温度差尽快消失; 钢水旋转作用的距离加长, 有 利于提高搅拌效果; 由于结晶器内钢水的过强搅 拌会使铸坯皮下产生不同程度的负偏析带, 单位 长度上的搅拌强度越强, 负偏析越严重。为减轻 负偏析的影响, 同时又达到比 较理想的搅 拌效 果, 宜采取降低搅拌强度增加搅拌长度, 扩大搅 拌强度的调控范围, 以适应不同钢种搅拌参数的 优化。
( 1 Xi an Heav y M achiner y Research Institute, Xi an 710032, China; 2 Panzhihua Iron and Steel ( Gr oup) Company P lanning and Developing
Depar tment, Panzhihua 617067, China)
大多在 700~ 850 mm 之间。
( 3) 确定铸机基本圆弧半径。连铸机基本圆
弧半径是确定弧形连铸机总高度的重要参数, 也 是标志连铸机所能浇铸的铸坯厚度范围的参数。
如果铸机半径太小, 矫直时会因铸坯内弧侧变形
太大, 而使内弧侧两相界产生裂纹。适当增大圆
弧半径, 有利于降低两相界应变, 并使夹杂物得
Abstract: T he ar ticle discussed the main techniques of the bloo m caster w hich include the machine type selec tion, the mold leng th, the seg ment r adius, the straig htening radius, the metallurgical leng th, EM S, the hydraulic mold vibration, second cooling w ater control and the soft reduction. A descriptio n of the r evamping of bloom casters is also presented in this ar ticle w hich is not only helpful for the machine selection w hen build ing new bloom casters, but also helpful for the r ebuilding of ex ist ing bloom casters. Key words: bloom caster; roll layout; electromagnetic stirr ing ; hydraulic vibration; second cooling water; soft reduct ion
高品质钢, 其基本弧形半径都比较大, 直弧形机
型能够使夹杂物上浮和均匀分布的优点在大方坯
连铸机上并不十分明显, 且还会因高温下弯曲铸
坯产生的弯曲应力和弯曲应变而影响铸坯质量。
因此, 目前已建和在建的大方坯连铸机多以全弧 形连铸机为主。
( 2) 确定结晶器的长度。结晶器的长度根据
出结晶器下口时铸坯的坯壳最小厚度确定。
连铸机拉矫机各辊辊距多在 1300~ 1600 mm, 依
据计算的矫直点数目和矫直半径确定矫直区的圆
心角 , 则基本圆弧半径所对应的外弧线长度的
圆心角为 != 90#- , 并根据铸坯两相界综合应
变并参考类似的铸机的生产经验确定基本圆弧线
上内外弧及侧面的支撑辊对数、辊间距和辊径,
内外弧密排 辊区的长 度多为 3 5~ 10 m, 至此,
关键词: 大方坯连铸机 ; 辊列; 电磁搅拌 ; 液压振 动; 二冷 水; 轻压 下 中图分类号: T F 777 2 文献标识码: A 文章编 号: 1001- 196X( 2006) 03- 0006- 05
The key technology in bloom caster
L IU Cai ling1, CH EN Wan li2, L IU Hong1, H OU Xiao guang1
结晶器有效长度
2
Lm=
k
2 m
v
max
式中, L m 为结晶器的有效长度, mm; km 为结 晶器内钢液的凝 固系数, mm/ min1/ 2; 为铸坯 出结晶器下口时的坯壳厚度, mm ; v max为铸机 的最高拉速, m / min。
结晶器的长度= L m+ 100 结晶器出口的坯壳厚度应大于 12 m m; k m = 18~ 22 mm/ m in1/ 2。大方坯连铸机结晶器长度
结晶器电磁搅拌器的安装位置和搅拌器的有 效作用长度对其有效运行和良好的搅拌效果至关 重要, 安装位置和搅拌器的有效作用长度与所浇 铸的钢种、铸坯断面、结晶器长度和铜板厚度、 弯月面的位置、浸入式水口的浸入深度、拉速及 结晶器液面检测装置的位置等有关。