2020年22塑料的工艺性能参照模板
种常用塑料工艺参数表格
前段℃ 200~250 200~250 200~250 200~250 200~250 200~250
中段℃ 190~240 190~240 190~240 190~240 190~240 190~240
温度
后段℃ 料口℃ 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90
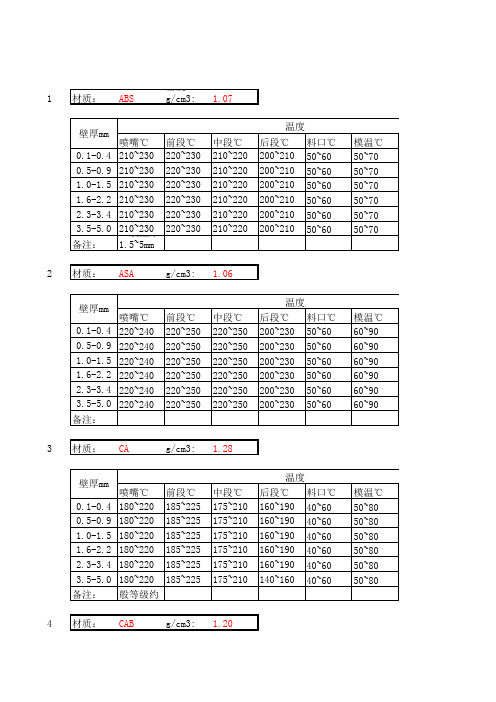
13 材质: PC
密度g/cm3:1.20
壁厚mm 喷嘴℃
0.1-0.4 250~320 0.5-0.9 250~320 1.0-1.5 250~320 1.6-2.2 250~320 2.3-3.4 250~320 3.5-5.0 250~320
前段℃ 290~320 290~320 290~320 290~320 290~320 290~320
1.0-1.5 180~220 185~225 175~210 160~190 40~60
1.6-2.2 180~220 185~225 175~210 160~190 40~60
2.3-3.4 180~220 185~225 175~210 160~190 40~60
3.5-5.0 180~220 185~225 175~210 140~160 40~60
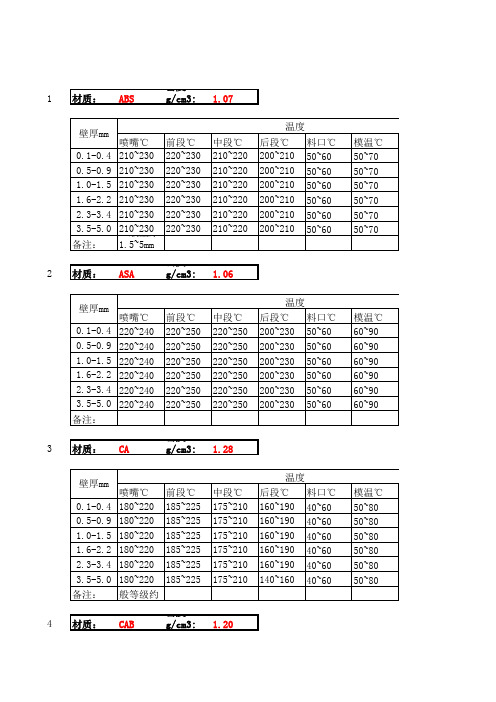
1 材质: ABS
密度g/cm3:1.07
壁厚mm
温度
喷嘴℃ 前段℃ 中段℃ 后段℃ 料口℃
0.1-0.4 210~230 220~230 210~220 200~210 50~60
0.5-0.9 210~230 220~230 210~220 200~210 50~60
1.0-1.5 210~230 220~230 210~220 200~210 50~60
塑料的工艺性能
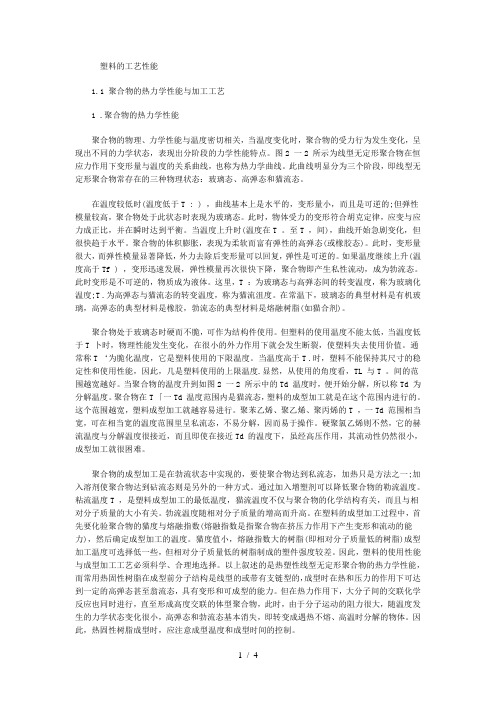
塑料的工艺性能1.1 聚合物的热力学性能与加工工艺1 .聚合物的热力学性能聚合物的物理、力学性能与温度密切相关,当温度变化时,聚合物的受力行为发生变化,呈现出不同的力学状态,表现出分阶段的力学性能特点。
图2 一2 所示为线型无定形聚合物在恒应力作用下变形量与温度的关系曲线,也称为热力学曲线。
此曲线明显分为三个阶段,即线型无定形聚合物常存在的三种物理状态:玻璃态、高弹态和猫流态。
在温度较低时(温度低于T : ) ,曲线基本上是水平的,变形量小,而且是可逆的;但弹性模量较高,聚合物处于此状态时表现为玻璃态。
此时,物体受力的变形符合胡克定律,应变与应力成正比,并在瞬时达到平衡。
当温度上升时(温度在T 。
至T ,间),曲线开始急剧变化,但很快趋于水平。
聚合物的体积膨胀,表现为柔软而富有弹性的高弹态(或橡胶态)。
此时,变形量很大,而弹性模量显著降低,外力去除后变形量可以回复,弹性是可逆的。
如果温度继续上升(温度高于Tf ) ,变形迅速发展,弹性模量再次很快下降,聚合物即产生私性流动,成为勃流态。
此时变形是不可逆的,物质成为液体。
这里,T :为玻璃态与高弹态间的转变温度,称为玻璃化温度;T .为高弹态与猫流态的转变温度,称为猫流沮度。
在常温下,玻璃态的典型材料是有机玻璃,高弹态的典型材料是橡胶,勃流态的典型材料是熔融树脂(如猫合剂)。
聚合物处于玻璃态时硬而不脆,可作为结构件使用。
但塑料的使用温度不能太低,当温度低于T 卜时,物理性能发生变化,在很小的外力作用下就会发生断裂,使塑料失去使用价值。
通常称T ‘为脆化温度,它是塑料使用的下限温度。
当温度高于T .时,塑料不能保持其尺寸的稳定性和使用性能,因此,几是塑料使用的上限温度.显然,从使用的角度看,TL 与T 。
间的范围越宽越好。
当聚合物的温度升到如图2 一2 所示中的Td 温度时,便开始分解,所以称Td 为分解温度。
聚合物在T 「一Td 温度范围内是猫流态,塑料的成型加工就是在这个范围内进行的。
常用工程塑料的物理性能和加工工艺模板
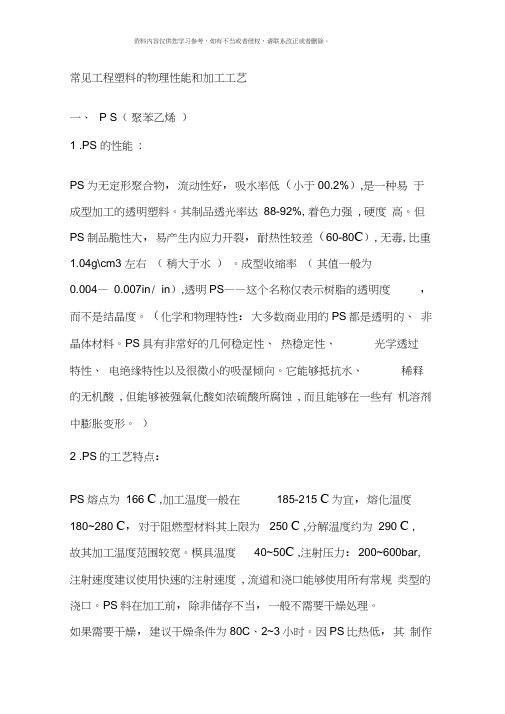
常见工程塑料的物理性能和加工工艺一、P S(聚苯乙烯)1 .PS 的性能:PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%, 着色力强, 硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80C), 无毒, 比重1.04g\cm3 左右(稍大于水)。
成型收缩率(其值一般为0.004—0.007in/ in),透明PS——这个名称仅表示树脂的透明度,而不是结晶度。
(化学和物理特性:大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸, 但能够被强氧化酸如浓硫酸所腐蚀, 而且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:PS熔点为166 C ,加工温度一般在185-215 C为宜,熔化温度180~280 C,对于阻燃型材料其上限为250 C ,分解温度约为290 C ,故其加工温度范围较宽。
模具温度40~50C ,注射压力:200~600bar,注射速度建议使用快速的注射速度, 流道和浇口能够使用所有常规类型的浇口。
PS料在加工前,除非储存不当,一般不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
因PS比热低,其制作一些模具散热即能很快冷凝固化, 其冷却速度比一般原料要快, 开模时间可早一些。
其塑化时间和冷却时间都较短, 成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
3.典型应用范围:包装制品(容器、罩盖、瓶类)、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡PS 缓冲材料, 产品包装, 家庭用品(餐具、托盘等) , 电气(透明容器、光源散射器、绝缘薄膜等)。
二、HIPS(改性聚苯乙烯)1. HIPS的性能:HIPS为PS的改性材料,分子中含有5-15%橡胶成份,其韧性比PS 提高了四倍左右, 冲击强度大大提高(高抗冲击聚苯乙烯) ,已有阻燃级、抗应力开裂级、高光泽度级、极高冲击强度级、玻璃纤维增强级以及低残留挥发分级等。
塑料的工艺性能

第十页,编辑于星期一:二点 一分。
第十一页,编辑于星期一:二点 一分。
第十二页,编辑于星期一:二点 一分。
第十三页,编辑于星期一:二点 一分。
第十四页,编辑于星期一:二点 一分。
第十五页,编辑于星期一:二点 一分。
第十六页,编辑于星期一:二点 一分。
第十七页,编辑于星期一:二Байду номын сангаас 一分。
第十八页,编辑于星期一:二点 一分。
第十九页,编辑于星期一:二点 一分。
第二十页,编辑于星期一:二点 一分。
第二十一页,编辑于星期一:二点 一分。
第二十二页,编辑于星期一:二点 一分。
第二十三页,编辑于星期一:二点 一分。
第二十四页,编辑于星期一:二点 一分。
第二十五页,编辑于星期一:二点 一分。
第一页,编辑于星期一:二点 一分。
第二页,编辑于星期一:二点 一分。
第三页,编辑于星期一:二点 一分。
第四页,编辑于星期一:二点 一分。
第五页,编辑于星期一:二点 一分。
第六页,编辑于星期一:二点 一分。
第七页,编辑于星期一:二点 一分。
第八页,编辑于星期一:二点 一分。
第九页,编辑于星期一:二点 一分。
第二十六页,编辑于星期一:二点 一分。
第二十七页,编辑于星期一:二点 一分。
第二十八页,编辑于星期一:二点 一分。
第二十九页,编辑于星期一:二点 一分。
第三十页,编辑于星期一:二点 一分。
塑料成型的工艺性能

塑料成型的工艺性能
1.2热固性塑料成型的工艺性能
溢料间隙/mm '0. 03
0. 03〜0. 05 0. 05〜0. 08
表1-2常用塑料的流动性与溢料间隙
流动性等级
塑料类型
好
聚酰胺、聚乙烯、聚丙烯、聚苯乙烯、醋酸纤维素
中等
改性聚苯乙烯、ABS、聚甲醛、聚甲基丙烯酸甲酯
差
聚碳酸酯、硬聚氯乙烯、聚砜、聚苯醚
塑料成型的工艺性能
1.1热塑性塑料成型的工艺性能
塑料成型的工艺性能
1.2成型的工艺性能
➢ 影响热固性塑料收缩率的因素主要有原材料、模具结构、成型方法及成型工艺条件等。塑料中树脂和填料的种 类及含量,会直接影响收缩率的大小。当所用树脂在固化反应中放出的低分子挥发物较多时,收缩率较大;放 出低分子挥发物较少时,收缩率较小。在同类塑料中,填料含量多,收缩率小;填料中无机填料比有机填料所 得的塑件收缩率小,如有机填料(如木粉)的酚醛塑料的收缩率,就比相同数量无机填料(如硅粉)的酚醛塑 料收缩率大。
塑料成型的工艺性能
1.2热固性塑料成型的工艺性能
1.收缩性 同热塑性塑料一样,热固性 塑料也具有因成型加工而引 起的尺寸减小,其收缩率计 算方法与热塑性塑料相同。 产生收缩的主要原因有以下 几种。 1)热收缩 这是因热胀冷缩而引起的尺 寸变化。由于塑料线胀系数 比钢材大几倍甚至十几倍, 制件从成型加工温度冷却到 室温时,就会产生远大于模 具尺寸收缩量的收缩。它是 成型收缩中主要的收缩因素 之一。
塑料的工艺性能

POM等
水敏性 —— 有的塑料(如聚碳酸酯)即使
含有少量水分,在高温、高压下也会发生
分解,这种性能称为水敏性。
2024/6/23
5.吸湿性
吸湿性 —— 塑料对水分的亲疏程度
据此,塑料大致可分为以下两种:
吸湿、粘附水分
聚酰胺、聚碳酸酯、ABS、聚苯醚、聚砜
2024/6/23
3.相容性(共混性)
相容性 —— 指两种或两种以上不同品种
的塑料,在熔融状态下不产生相分离现象 的能力。
分子结构相似则较易相容,如PE、PP 分子结构不同时较难相容,如PE、PS
2024/6/23
4.热敏性及水敏性
热敏性 —— 对热较为敏感,在高温下受热
时间较长或进料口截面过小而致剪切作用 增大使料温增高,易出现变色、降解、分
不吸水也不易粘附水分
聚乙烯、聚丙烯、PS、PTFE
思考题: 1. 什么是热塑性塑料的收缩性?影响热塑性塑料 的收缩性的因素有哪些? 2.什么是热塑性塑料的流动性?影响热塑性塑料的 流动性的因素有哪些?
2024/6/23
2.2塑料的工艺性能
一、热塑性塑料的工艺性能 1.收缩性
塑件从模具中取出冷却到室温后,塑件的 各部分尺寸都比原来在模具中的尺寸有所缩
小,这种性能称为收缩性。
2024/6/23
收缩率的计算:
S实
a
b b
式中: S实── 实际收缩率(%) S计── 计算收缩率(%)
a ── 塑件在成型温度时的尺寸(mm) b —— 塑件在室温下的尺寸(mm) c —— 塑模在室温下的尺寸(mm)
流动性的影响因素:相对分子质量、填料与增塑 剂、润滑剂的含量。
塑料成型的工艺特性

(三)热塑性塑料的工艺性能:
• 影响收缩的基本因素:
⑴塑料品种 ⑵塑件特性 ⑶进料口的形式、尺寸、分布 ⑷成型条件
(三)热塑性塑料的工艺性能:
• 2.流动性
塑料在一定温度与压力下填充型腔的能力
称为流动性。
常用塑料根据它的流动性可分为三类: 流动性好、流动性中等、流动性差
(三)热塑性塑料的工艺性能:
4)吸湿性 :表明塑料对水分的敏感程度。
❖具有吸湿或粘附水分倾向的塑料:PA、PC、PSU、 ABS等;
❖既不吸湿也不易粘附水分的塑料,如PE、PP、
POM等。
凡是具有吸湿或粘附水分倾
向的塑料,如成型前水分未去除,
则在成型过程中由于水分在成型
设备的高温料筒中变为气体并促
(三)热塑性塑料的工艺性能:
2.流动性
影响流动性的主要因素:
塑料的分子结构与成分: 具有线型分子结构塑料流
动性好。加入填料,降低流动性,加入增塑剂和润滑 剂,增加塑料的流动性。
温度:料温高则流动性增大,但不同塑料也各有差异。 压力:注塑压力增大则熔融料受剪切作用大,流动
性也增大。
模具结构:凡促使熔融料降低温度,增加流动性阻力
(二)塑料受热时的物理状态
• 3、聚合物的热力学性能与加工工艺性
• (1) 聚合物的热力学性能。图2-3中曲线1为
线型无定形聚合物受恒应力作用时变形程 度与温度的关系曲线,也叫热力学曲线。
图2-3 聚合物的热力学曲线
(二)塑料受热时的物理状态
• (2) 聚合物的加工工艺性
• Tf与Td一样都是聚合物材料进行成型加工的重要
强度高, 与料流垂直方向则收缩小,强度低。
常用塑料工艺参数
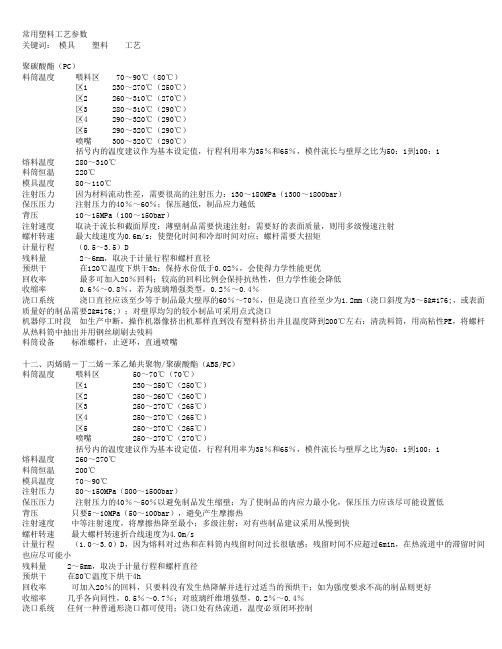
常用塑料工艺参数关键词:模具塑料工艺聚碳酸酯(PC)料筒温度喂料区 70~90℃(80℃)区1 230~270℃(250℃)区2 260~310℃(270℃)区3 280~310℃(290℃)区4 290~320℃(290℃)区5 290~320℃(290℃)喷嘴 300~320℃(290℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度 280~310℃料筒恒温 220℃模具温度 80~110℃注射压力因为材料流动性差,需要很高的注射压力:130~180MPa(1300~1800bar)保压压力注射压力的40%~60%;保压越低,制品应力越低背压 10~15MPa(100~150bar)注射速度取决于流长和截面厚度:薄壁制品需要快速注射;需要好的表面质量,则用多级慢速注射螺杆转速最大线速度为0.6m/s;使塑化时间和冷却时间对应;螺杆需要大扭矩计量行程(0.5~3.5)D残料量 2~6mm,取决于计量行程和螺杆直径预烘干在120℃温度下烘干3h;保持水份低于0.02%,会使得力学性能更优回收率最多可加入20%回料;较高的回料比例会保持抗热性,但力学性能会降低收缩率 0.6%~0.8%,若为玻璃增强类型,0.2%~0.4%浇口系统浇口直径应该至少等于制品最大壁厚的60%~70%,但是浇口直径至少为1.2mm(浇口斜度为3~5°,或表面质量好的制品需要2°);对壁厚均匀的较小制品可采用点式浇口机器停工时段如生产中断,操作机器像挤出机那样直到没有塑料挤出并且温度降到200℃左右:清洗料筒,用高粘性PE,将螺杆从热料筒中抽出并用钢丝刷刷去残料料筒设备标准螺杆,止逆环,直通喷嘴十二、丙烯睛-丁二烯-苯乙烯共聚物/聚碳酸酯(ABS/PC)料筒温度喂料区 50~70℃(70℃)区1 230~250℃(250℃)区2 250~260℃(260℃)区3 250~270℃(265℃)区4 250~270℃(265℃)区5 250~270℃(265℃)喷嘴 250~270℃(270℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度 260~270℃料筒恒温 200℃模具温度 70~90℃注射压力 80~150MPa(800~1500bar)保压压力注射压力的40%~50%以避免制品发生缩壁;为了使制品的内应力最小化,保压压力应该尽可能设置低背压只要5~10MPa(50~100bar),避免产生摩擦热注射速度中等注射速度,将摩擦热降至最小;多级注射;对有些制品建议采用从慢到快螺杆转速最大螺杆转速折合线速度为4.0m/s计量行程(1.0~3.0)D,因为熔料对过热和在料筒内残留时间过长很敏感;残留时间不应超过6min,在热流道中的滞留时间也应尽可能小残料量 2~5mm,取决于计量行程和螺杆直径预烘干在80℃温度下烘干4h回收率可加入20%的回料,只要料没有发生热降解并进行过适当的预烘干;如为强度要求不高的制品则更好收缩率几乎各向同性,0.5%~0.7%;对玻璃纤维增强型,0.2%~0.4%机器停工时段关闭加热,像操作挤出机一样操作机器清洗料筒料筒设备标准螺杆直径为50mm;对大直径螺杆,采用低压缩和短计量段几何尺寸;止逆环,直通喷嘴十一、丙烯睛-丁二烯-苯乙烯共聚物(ABS)料筒温度喂料区 40~60℃(50℃)区1 160~180℃(180℃)区2 180~230℃(210℃)区3 210~260℃(240℃)区4 210~260℃(240℃)区5 210~260℃(240℃)喷嘴 210~260℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1料筒恒温 220℃模具温度 40~80℃注射压力 100~150MPa(1000~1500bar)保压压力保压时间相对较短,注射压力的30%~60%熔料温度 220~250℃背压 5~15MPa(50~150bar);如果背压太低,熔料中裹入的空气会造成焦化(在制品内有灰黑纹路)注射速度最好采用分级注射:从慢到快;需要注射速度以达到好的表面光泽,最小熔合缝以及熔合缝高强度;需要在前流道会合处开设通气隧道螺杆转速最大螺杆转速折合线速度为0.6m/s,但最好将螺杆转速设置低一点,只要能在冷却时间结束前完成塑化过程即可计量行程(0.5~4)D残料量 2~8mm,取决于计量行程和螺杆直径预烘干 ABS在有些情况下可从原料袋内直接喂料无需预烘干,否则在80℃温度下烘干3h;潮湿的颗粒会造成制品有裂纹、擦痕或气泡回收率可加30%的回料,前提是之前材料没有发生热降解收缩率 0.4%~0.7%浇口系统可使用点式浇口和热流道;最小壁厚不应小于0.7mm,因为ABS流动性较差机器停工时段无需用其它料清洗料筒设备标准螺杆,止逆环,直通喷嘴十五、聚甲醛料筒温度喂料区 40~50℃(50℃)区1 160~180℃(180℃)区2 180~205℃(190℃)区3 185~205℃〔200℃〕区4 195~215℃(205℃)区5 195~215℃(205℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度 205~215℃料筒恒温 170℃模具温度 40~120℃注射压力 100-150MPa(1000~1500bar);对截面厚度为3~4mm的厚壁制品件,注射压力约为100MPa(1000bar),对薄壁制品件可升至150MPa(1500bar)保压压力取决于制品壁厚和模具温度;保压越长,零件收缩越小;保压应为80~100MPa(800~1000bar),模内压力可获得60~70MPa(600~700bar);需要精密成型的地方,保持注射压力和保压为相同水平是很有利的(没有压力降)。
常用热塑性塑料主要性能特点和工艺参数
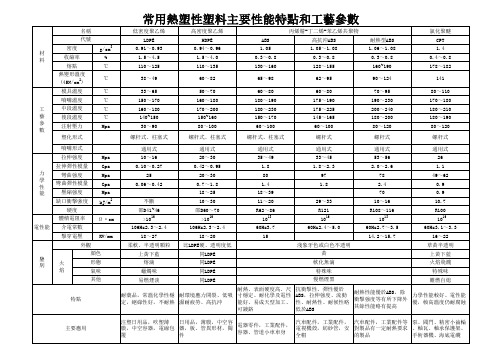
低密度聚乙烯 LDPE g/cm % ℃ ℃ ℃ ℃ ℃ ℃ Mpa
3
高密度聚乙烯 HDPE 0.94~0.96 1.5~4.0 110~135 60~82 50~70 160~180 170~200 150~160 80~100 螺杆式、柱塞式 通用式 20~30 0.42~0.95 20~30 0.7~1.8 18~25 10~30 邵D60~70 >1016 106Hz2.3~2.4 18~20 比LDPE硬、透明度低 同LDPE 同LDPE 同LDPE 同LDPE ABS 1.05 0.3~0.8 130~160 65~98 60~80 180~190 180~230 150~170 60~100 螺杆式、柱塞式 通用式 35~49 1.8 80 1.4 18~39 11~20 R62~86 >1013 60Hz3.7 15
尼龍66 PA66 1.13~1.15 1.0~2.5 250~265
玻璃纖維增強尼龍66 GFR-PA66 1.22~1.35 0.7~1.0
尼龍1010 PA1010 1.04~1.07 1.0~2.5 205~210
玻璃纖維增強尼龍1010 GFR-PA1010 1.19~1.30 0.3~0.7
3
尼龍6 PA6 1.10~1.15 0.7~1.5 210~215 140~176 60~100 200~210 210~250 200~210 80~110 螺杆式、柱塞式 自鎖式 60~65 2.6 90~96 2.3 85 7.8~11.8 11.6 1.7×10
6 14
玻璃纖維增強尼龍6 GFR-PA6 1.21~1.35 0.4~0.8
名稱 代號 材 料 密度 收縮率 熔點 熱變形溫度 (45N/cm 2) 模具溫度 噴嘴溫度 工 藝 參 數 中段溫度 後段溫度 注射壓力 塑化形式 噴嘴形式 拉伸強度 拉伸彈性模量 力 學 性 能 彎曲強度 彎曲彈性模量 壓縮強度 缺口衝擊強度 硬度 體積電阻率 電性能 介電常數 擊穿電壓 外觀 鑒 別 顔色 火 焰 形態 氣味 其他 特點 KV/mm Mpa Gpa Mpa Gpa Mpa kJ/m HBS Ω·cm
常用塑料的性能及工艺特点

目录
• 塑料的种类及简介 • 塑料的性能比较 • 塑料的加工工艺 • 塑料的应用领域
01 塑料的种类及简介
聚乙烯(PE)
总结词
聚乙烯是一种热塑性塑料,广泛用于包装、管道、容器和电 缆等领域。
详细描述
聚乙烯具有良好的耐低温性能、绝缘性能和耐腐蚀性能,加 工简便,成本低廉。它可分为低密度聚乙烯、中密度聚乙烯 和高密度聚乙烯,不同密度的聚乙烯在性能上略有差异。
聚丙烯(PP)
耐热性较好,长期使用温度可达120℃,热变形温度为160℃左右。
聚氯乙烯(PVC)
耐热性中等,长期使用温度在80℃以下,热变形温度在120℃左右。
耐腐蚀性比较
聚乙烯(PE)
对酸、碱、盐等化学物质具有一 定的耐腐蚀性,但长期接触某些 强酸、强碱仍会受到腐蚀。
聚丙烯(PP)
对酸、碱、盐等化学物质具有较 好的耐腐蚀性,不易受大ቤተ መጻሕፍቲ ባይዱ数酸、 碱、盐的侵蚀。
详细描述
聚氯乙烯被广泛应用于建筑材料、管道、电线绝缘层等领域。它可以通过注塑、挤 出和吹塑等工艺加工成各种形状和规格的制品。聚氯乙烯可分为软质PVC和硬质 PVC,两者的性能和应用略有不同。
02 塑料的性能比较
耐热性比较
聚乙烯(PE)
耐热性较差,长期使用温度不超过80℃,热变形温度仅为100℃ 左右。
可靠性。
THANKS FOR WATCHING
感谢您的观看
聚氯乙烯(PVC)
对大多数酸、碱、盐等化学物质 具有较好的耐腐蚀性,但长期接 触某些强氧化剂或强还原剂仍会 受到腐蚀。
强度比较
聚乙烯(PE)
01
强度较低,抗冲击性能较差。
聚丙烯(PP)
种常用塑料工艺参数表
前段℃ 200~220 200~220 200~220 200~220 200~220 200~220
中段℃ 220~250 220~250 220~250 220~250 220~250 220~250
温度
后段℃ 料口℃ 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90 180~190 70~90
1.6-2.2 260~295 270~295 260~280 240~250 70~90 80
2.3-3.4 260~295 270~295 260~280 240~250 70~90 80
3.5-5.0 260~295 270~295 260~280 240~250 70~90 80
备注: 若壁厚为2mm,比例可有300至350:1;若厚1mm,比例约有180/250:1,但熔流必须一致
备注: PC溶体流长比为80-100:1,制品厚度一般不低于1MM,大都在1.5-5MM之间;
14 材质: PEEK
密度g/cm3:1.3
壁厚mm 喷嘴℃
0.1-0.4 360~400 0.5-0.9 360~400 1.0-1.5 360~400 1.6-2.2 360~400 2.3-3.4 360~400 3.5-5.0 360~400 备注:
前段℃ 200~250 200~250 200~250 200~250 200~250 200~250
中段℃ 190~240 190~240 190~240 190~240 190~240 190~240
温度
后段℃ 料口℃ 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90 160~170 70~90
塑料工艺性能

上一页 下一页 返回
3.2 塑料制品的结构工艺性能
对于大型制品,应避免把加强肋设置在大块平面部位的中央; 否则,平面部位容易因熔体流动集中而产生流纹或凹陷。当 平面中央部位必须设置加强肋时,应在与肋对应的制品外壁 处加设楞沟,以便遮掩可能产生的流纹和凹坑,如图3-4(b) 所示。
3.2.4 圆角
上一页 下一页 返回
3.1 塑料制品的成型工艺性能
3.1.2塑料的流动性
在塑料的模塑成型过程中,塑料熔体在一定的温度和压力下 充填模具型腔的能力,称为塑料的流动性。 塑料流动性的好坏,直接影响制品结构设计、成型工艺与成 型模具的设计。流动性过高,易导致溢料、流涎、填充不实、 制品组织疏松、易钻模等;流动性偏低,则易产生填充不足、 缺料、成型压力大、不易成型等。 影响塑料流动性的因素主要有以下几个方面: 1.塑料的品种 塑料的品种不同,其流动性也不同。
上一页 下一页 返回
3.2 塑料制品的结构工艺性能
3.2.3 加强肋
加强肋的作用是在不增加制品壁厚的条件下增加制品的刚度 和强度,在制品中适当设置加强肋,还可以防止制品翘曲变 形。加强肋的形状和尺寸如图3-2所示。 其高度h 3t;脱模斜度a=20~30;肋的顶部应为圆角,肋 的底部也必须用圆角R向周围壁部过渡,R不应小于0.25t; 肋的宽度b不应大于制品壁厚t。否则,制品的壁面将会产生 凹陷,如图3-2(b)所示。通常b可取制品壁厚的0.5倍左右。 加强肋的高度也不宜过高,否则容易在较大的弯矩或冲击负 荷作用下受力破坏。为了避免高度较大的肋发生破坏,在制 品形状允许的情况下,可多设一些高度较小的肋来代替高度 较大的肋。 若制品中须设置许多加强肋,其分布排列应相互错开,以避 免收缩不均引起破裂。图3-3(b)的设计就比图3-3(a)设计 得合理。
塑料成型的工艺性能
②耐热老化性:增强后温度指数达120~140℃,户外长期老化性也很 好;
③耐溶剂性:无应力开裂 ; ④对水稳定性:PBT遇水易分解(高温、高湿环境下使用需谨慎); ⑤绝缘性能:优良(潮湿、高温也能保持电性能稳定,是制造电子、电
常用“硬化”或“熟化”来代替交联这个词汇。
“硬化得好”或“硬化得完全” 即指交联作用发展到一 种最为适宜的程度。
“硬化不足”--“欠熟”致使力学性能、耐热性、耐 腐蚀性、电绝缘性下降,表面色泽差,易翘曲甚至裂纹 。
“硬化过渡”--“过熟”力学性能降低、发脆、变色, 甚至表面出现密集的小泡。
复习与思考:
0.03~0.05
0.05~0.08
流动性等级 塑料类型
好 中等
差
尼龙、聚乙烯、聚丙烯、 聚苯乙烯、醋酸纤维素
改 性 聚 苯 乙 烯 、 ABS 、 聚 甲醛、聚甲基丙烯酸甲酯
聚碳酸酯、硬聚氯乙烯、 聚砜、聚苯醚
2.塑料成型的工艺性能
b.收缩性(重点):
塑料在成型及冷却过程中发生了体积收缩 。
产生原因:热胀冷缩+聚集态变化 LmL(1S) 收缩率:单位长度塑件收缩量的百分率 根据塑件尺寸计算模具型腔时需加以补偿:
成型特点:ABS在升温时粘度增高,所以成型压力较高。
主要用途: 齿轮、泵叶轮、轴承、电机外壳、仪表壳等, 汽车工业上制造汽车挡泥板、热空气调节导管、加热器、 小轿车车身等。ABS还可用来制作水表壳、电器零件、玩 具、电子琴及收录机壳体等。
注:将ABS中的丙烯睛换成甲基丙烯酸甲脂,得到MBS, 即俗称的透明ABS.
主要用途: 制造齿轮、轴瓦、导向轮、无声齿轮、轴承及电工结构
2020年(工艺技术)塑胶材料的特性加工工艺设计要点

第一章塑料及其成型性能•1-1塑料的组成:塑料是以合成树脂为主要成分,加入或不加入其它添加剂而形成的一种人工材料。
•1、合成树脂:即高分子聚合物,作用是①起粘接作用,使塑料具有流动性和可塑性;②决定塑料的基本性能(热性能,物理及化学性能,力学性能)。
•2、添加剂:包括稳定剂,填充剂,增强剂,增塑剂(用于PVC),润滑剂,着色剂,固化剂(交联剂),阻燃剂,发泡剂等。
(1)稳定剂分为热稳定剂(如聚氯乙烯),抗氧化剂(酚类及胺类有机物),紫外线吸收剂(羟基类衍生物、苯甲酸酯类及炭黑);一般用量在0.3%∽0.5%(2)填充剂:加填充剂目的是降低成本或改进塑料性能(碳酸钙、硫酸钙、硅酸盐、木粉、石棉),用量在40%以下。
(3)增强剂:增强剂是一种强度很高纤维组织材料,加入的目的是增大拉伸强度和弯曲强度。
品种有玻璃纤维、棉、麻、纸筋、碳纤维、陶瓷纤维、硼纤维等用量在40%以下。
•(4)增塑剂:作用是提高可塑性和柔软性,常为高沸点液态有机化合物或低熔点固态有机化合物。
一般一不用或尽量减少含量。
只有软聚氯乙烯PVC增塑剂含量可达100%•(5)润滑剂:作用是防止熔胶粘附在成形设备和型腔上,改进熔胶流动性及提高制品表光亮度。
常用的有硬脂酸及盐类。
用量小于1%•(6)着色剂:用来增加制品颜色(合成树脂本色是白色半透明或无色透明)。
常用的有颜色钠猩红、黄光硫靛红棕、颜料蓝、炭黑等有机颜料和铬黄、绛红镉、氧化铬、铝粉末等矿物颜料。
•(7)固化剂(交联剂):作用是使热固性塑料在完成交联而固化,使其强度、耐热性、化学稳定性有所提高.•1-2塑料的分类1、按制造方法分:分聚合树脂和缩聚树脂聚合反应和缩聚反应:将从煤或石油中得到的相同或不相同的单体化合成高分子聚合物的反应。
聚合反应没有低分子物质析出,缩聚反应有水、氨、氯化氢等低质析出。
2.按成型性能分为:1)热塑性塑料:可再利用,如聚丙烯PP,PC,ABS,聚苯乙烯乙烯PE,聚氯乙烯PVC,聚酰胺PA(尼龙Nylon)等。
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、热塑性塑料的工艺性能
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
1.收缩性
S实
a
b
b
cb S计 c
(2-4)
式中: S实── 实际收缩率(%) S计── 计算收缩率(%)
a ── 塑件在成型温度时的单向尺寸(mm)
b —— 塑件在室温下的单向尺寸(mm)
c —— 塑模在室温下的单向尺寸(mm)
二、热固性塑料的工艺性能
结晶型塑料 非结晶型(又称无定形)塑料
第二章 塑料及塑料成型工艺
问题 目的与要求
重点难点
2.2塑料的工艺性能
一、热塑性塑料的工艺性能
3.结晶性
一般结晶性塑料为不透明或半透明
无定形料为透明(如有机玻璃等)
2020/8/8
热塑性塑料性能 热塑性塑料性能
思考练习
例外:
聚(4)甲基戍烯为结晶型塑料却有高透明性 ABS为无定形塑料但却并不透明
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
2.流动性
影响流动性的主要因素:
温度
料温高则流动性增大,但不同塑料也 各有差异。
压力
注塑压力增大则熔融料受剪切作用大, 流动性也增大。
模具结构
凡促使熔融料降低温度,增加流动性 阻力的则流动性就降低。
问题 目的与要求
重点难点
1.收缩性
塑件从塑模中取出冷却到室温后,塑件的各 部分尺寸都比原来在塑模中的尺寸有所缩小,这
种性能称为收缩性。
热塑性塑料性能 热塑性塑料性能
思考练习
成型收缩的形式:
⑴塑件的线尺寸收缩 ⑵收缩方向性
⑶后收缩
⑷后处理收缩
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
3.塑料按性能及用途分可分为?
第二章 塑料及塑料成型工艺 2020/8/8
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
目的和要求: 1.掌握热固性塑料和热塑性塑料的成型特性; 2.掌握常用塑料的牌号,性能。 重点难点: 固化特性 结晶性
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能 一、热塑性塑料的工艺性能
重点难点 热塑性塑料性能
外力作用下或在溶剂作用下即发生开裂的现象, 被称为应力开裂。
热塑性塑料性能 思考练习
熔体破裂 —— 是指当一定融熔指数的聚合物 熔体,在恒温下通过喷嘴孔时当流速超过某一 数值时,熔体表面即发生横向裂纹,这种现象 被称为熔体破裂。
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
问题 目的与要求
2.流动性
塑料在一定温度与压力下填充型腔的能
力称为流动性。
重点难点 热塑性塑料性能 热塑性塑料性能
常用塑料根据它的流动性可分为三类: 流动性好、流动性中等、流动性差
思考练习
分子量小,分子量分布宽,分子结构规整性 差,熔融指数高、螺流动长度长、表现粘度 小,流动比大的塑料流动性就好。
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
问题 目的与要求
3.结晶性
结晶型塑料在模具设计及选择注塑机时的
要求及注意事项:
重点难点 热塑性塑料性能
料温上升到成形温度所需的热量多,要用塑 化能力大的设备。
热塑性塑料性能 思考练习
冷凝时放出热量大,要充分冷却。
一、热塑性塑料的工艺性能
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
1.收缩性
影响收缩的基本因素:
⑴塑料品种 ⑵塑件特性 ⑶进料口的形式、尺寸、分布 ⑷成型条件
收缩率的计算:
塑件的成型收缩值可用以下公式2-4来 表示。
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
水敏性 —— 有的塑料(如聚碳酸酯)即使
含有少量水分,在高温、高压下也会发生分
解,这种性能称为水敏性。
第二章 塑料及塑料成型工艺
问题 目的与要求
2.2塑料的工艺性能
一、热塑性塑料的工艺性能
5.吸湿性
吸湿性 —— 塑料对水分的亲疏程度
2020/8/8
重点难点 热塑性塑料性能
据此,塑料大致可分为以下两种:
一、热塑性塑料的工艺性能
问题 目的与要求
7.相容性(共混性)
相容性 —— 指两种或两种以上不同品种的塑
料,在熔融状态下不产生相分离现象的能力。
重点难点
8.塑料状态与加工性
热塑性塑料性能 热塑性塑料性能
思考练习
熔融纺丝成型 注射成型 薄膜吹塑成型 挤出成型 压延成型 中空成型 真空和压力成型
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
3.结晶性
所谓结晶现象即为塑料由熔融状态到冷凝
时,分子由独立移动,完全处于无次序状态, 变成分子停止自由运动,按略微固定的位置, 并有一个使分子排列成为正规模型的倾向的一 种现象。
吸湿、粘附水分
热塑性塑料性能 思考练习
聚酰胺、聚碳酸酯、ABS、聚苯醚、聚砜
不吸水也不易粘附水分
聚乙烯、聚丙烯
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
问题 目的与要求
6.应力开裂及熔体破裂 应力开裂 —— 是指有些塑料对应力比较敏感, 成型时容易产生内应力,质脆易裂,当塑件在
第二章 塑料及塑料成型工艺 2020/8/8 2.2塑料的工艺性能
一、热塑性塑料的工艺性能
4.热敏性及水敏性
问题 目的与要求
热敏性 —— 对热较为敏感,在高温下受热
时间较长或进料口截面过小,剪切作用大时,
重点难点
料温增高易出现变色、降解、分解的倾向。
热塑性塑料性能
这种性能称为热敏性。
热塑性塑料性能 思考练习
第二章 塑料及塑料成型工艺 2020/8/8
问题 目的与要求
重点难点 热塑性和喜悦
——列夫·托尔斯泰
第二章 塑料及塑料成型工艺 2020/8/8
问题 目的与要求
重点难点 热塑性塑料性能 热塑性塑料性能
思考练习
问题: 1.塑料按物理化学性质可分为几种,主要区别? 2.合成树脂与天然树脂的区别?