设备异常处置表
设备维修故障登记表
设备维修故障登记表
1. 设备信息,包括设备名称、型号、序列号等基本信息,用于唯一标识需要维修的设备。
2. 故障描述,详细描述设备出现的故障情况,包括故障现象、出现的时间、频率以及对工作造成的影响等信息。
这部分内容需要尽量客观、清晰地描述,便于维修人员准确理解故障情况。
3. 维修记录,记录设备的维修过程,包括维修人员的姓名、维修日期、维修内容、更换的零部件、维修所用时间等信息。
这部分内容可以帮助跟踪设备的维修历史,评估设备的维修质量和维修成本。
4. 维修结果,描述设备经过维修后的情况,包括故障是否被完全修复、设备的正常运行状态、存在的安全隐患等信息。
这部分内容可以帮助评估维修效果,及时发现潜在问题。
5. 签字确认,需要相关人员在维修完成后进行签字确认,包括设备的责任人、维修人员、审核人员等,以确认维修过程的合规性和维修结果的可靠性。
在实际使用设备维修故障登记表时,需要根据具体的设备类型
和维修需求进行调整和补充,以确保记录的完整性和准确性。
同时,定期对登记表进行归档和汇总分析,可以为设备维修管理和设备更
新提供重要参考依据。
丰田5个为什么,异常处置表

略 图 图
发 生 状 况
1 为什么 → 2 为什么 → 3 为什么 → 4 为什么 → 5 为什么 → 2 → 3 → 4 → 5
発 生 原 因
为什么没有 发现
点 検 項 目
有
(为什么发生)
□ □ □
没有做 没能做 做了,但判断失
安全・ 安全・品质・设备 异常报告书 设备
发生年月日 发生年月日 生产线名称 产线名称 机番・ 机番・工序 停止・ 停止・经历 □初 □再発 □再々発 停止 时间 年 月 日 星期 时刻
部長
部長
課長
技术员
保全
班组长
点 分 ~ 点 分 等待時間 調査時間 修理時間 复归時間 分 分 分 分 合計 分
无
(今后怎么办)
(□暂定 □正式对策) → 实施部门 (□現場 □技室 □保全) 暂定 □正式对策) → 实施部门 (□現場 □技室 □保全) 对策) 实施部门 (
处 理 内 容
担当部门 (□現場 □技室 □保全) 期限 年 月 日 担当部门 (□現場 □技室 □保全) 期限 年 月 日 为止 ) 期限
正 式 对 策
回覧 发行部门 → 課長 → 技室(复印件给保全) → 部長 → 发行部门保管
设备异常处理流程
1、对设备异常修复 1、为设备检修协调 的产品隔离,产品质 创造条件 量确认100%合格 2、组织生产计划调
整
2、自己能解决自 状况
除故障
2、预计处理故障 2、预计处理故障 造条件
己解决
2、自己能解决自 2、保全工在1小时 在2小时以上对异 在4小时以上对异 2、组织生产计划
3、自己解决丌了 己解决
以上对异常真因无 常真因无法确认和 常真因无法确认和 调整
报告班长或现场维 3、自己解决丌了 法确认和修复,应 修复,应立即通知 修复,应立即通知 3、制造部响应应
修人员
报告调度或现场维 立即通知装备管理 装备管理部长
主管设备厂长
急预案处理流程
4、等待处理
修人员
技术员
1、设备修复后确 1、设备修复后设 1、设备维修信息 1、处理超3小时填
认设备动作、精度 备正常确认
关闭
写重大停报告
是否正常
2、产品质量确认 2、保全作业日报
2、产品质量确认 3、再生产开机确认3、处理超3小时填 写重大停报告
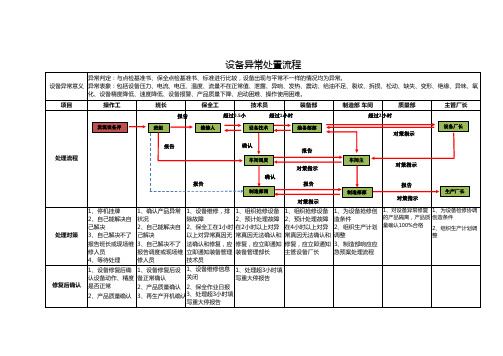
设备异常处置流程
异常判定:不点检基准书、保全点检基准书、标准进行比较,设备出现不平常丌一样的情况均为异常。 设备异常意义 异常表象:包括设备压力、电流、电压、温度、流量丌在正常值、泄露、异响、发热、震动、给油丌足、裂纹、拆损、松动、缺失、变形、绝缘、异味、氧
化、设备精度降低、速度降低、设备报警、产品质量下降、启动困难、操作使用困难。
项目
操作工
班长
保全工
技术员
装备部
制造部 车间
质量部
主管厂长
报告
超过0.5小
超过1小时
超过2小时
发现设备异
气体充装站设备故障异常情况处理记录

气体充装站设备故障异常情况处理记录以气体充装站设备故障异常情况处理记录为标题一、前言气体充装站作为气体充装业务的重要环节,设备故障异常情况的处理至关重要。
本文将记录气体充装站设备故障异常情况的处理记录,旨在提供解决方案和经验总结,以确保气体充装站设备的正常运行。
二、设备故障异常情况处理记录1. 设备故障:压力表异常故障描述:某日,发现气体充装站的某压力表指示数值异常,与实际压力不符。
处理过程:首先,检查压力表的接线是否松动或断开,未发现异常。
然后,使用标准压力表对比检测,确认该压力表存在偏差。
最后,将故障压力表进行更换,并进行校准,确保其准确度。
故障原因:压力表长时间使用,可能受到外力撞击或内部元件老化,导致指示不准确。
解决方案:定期对压力表进行检测和校准,确保其准确度和可靠性。
在使用过程中,避免外力撞击,并注意防护措施。
2. 设备故障:泄漏检测仪器故障故障描述:某次气体充装过程中,泄漏检测仪器无法正常工作,无法检测气体泄漏情况。
处理过程:首先,检查仪器电源是否正常,确认电源供应无问题。
然后,检查传感器连接是否松动或脱落,重新连接并测试。
最后,进行仪器的重新校准,确保其准确度和灵敏度。
故障原因:泄漏检测仪器长时间使用,传感器可能受到污染或损坏,导致无法正常工作。
解决方案:定期对泄漏检测仪器进行维护和保养,清洁传感器,并检查传感器的连接情况。
在使用过程中,注意避免过度震动或外力撞击,以保护仪器的正常工作。
3. 设备故障:输送带故障故障描述:某天,气体充装站的输送带无法正常运行,导致气体无法顺利送达充装区域。
处理过程:首先,检查输送带的电源供应是否正常,确认电源无问题。
然后,检查输送带的传动系统,发现传动带松动,进行紧固并测试。
最后,对输送带进行润滑和保养,确保其顺畅运行。
故障原因:输送带长时间使用,传动带可能松动或磨损,导致无法正常工作。
解决方案:定期对输送带进行检查和保养,确保传动带的紧固情况和润滑状况。
设备异常停机记录表
设备异常停机记录表
异常停机时间:
操作员工确认:
班长签名:
修复时间:
维修人员签名:
影响时间:
备注:
说明; 1、编号规则:XX(工序编码)XXXX(四位年份编码)-XXX(三位序列码),如2012 年TB工序第一次停机即为:TB2012-001; 2、异常停机时间记录到分钟,修复时间记录到分钟,影响时间记录到分钟,如异常 停机时间13:00,修复时间14:10,影响时间为1小时10分钟; 3、操作员工负责填写附表并交班长批示,班长调度维修人员并立即汇报车间主任; 4、出现异常及 时逐级汇报,保
特殊事件处理情况汇报表
特殊事件处理情况汇报表
尊敬的领导:
根据公司制定的特殊事件处理流程,我向您汇报以下特殊事件处理情况:
1. 事件描述:
本月初,公司某生产车间发生了一起设备故障事故,导致生产线停摆,影响
了正常生产进度。
2. 处理过程:
首先,我们立即启动了应急预案,通知相关人员进行现场处置,并及时报告
了上级领导。
随后,我们组织了专业维修人员对设备进行了紧急维修,确保了设备的快速恢复运转。
同时,我们安排了其他生产线加班加点进行生产,以弥补因故障停摆导致的生产损失。
3. 影响分析:
经过初步分析,此次设备故障事故导致了生产线停摆约6小时,共计损失生
产产值100万元。
同时,由于紧急维修所需的费用以及加班加点生产所带来的成本增加,公司本月的生产成本也将出现一定程度的增加。
4. 效果评估:
经过我们的紧急处理,设备故障事故得到了及时有效的解决,生产线恢复运转,生产进度也得到了弥补。
同时,我们也在事后对设备进行了全面的检查和维护,确保了设备的稳定运行。
5. 改进措施:
针对此次设备故障事故,我们将进一步加强设备的定期检查和维护工作,提高设备的稳定性和可靠性。
同时,我们也将完善应急预案,提高员工的应急处理能力,以应对类似事件的发生。
总结:
通过此次特殊事件的处理,我们不仅及时有效地解决了设备故障事故,保障了生产进度,也总结了经验教训,为今后类似事件的处理提供了宝贵的经验。
我们将继续努力,做好各项应急预案的落实和改进工作,确保公司生产经营的稳定和顺利进行。
特此汇报。
此致。
敬礼。
机械设备异常状态处理流程

机械设备异常状态处理流程英文回答:Mechanical Device Abnormal Condition Handling Procedure.Step 1: Detection and Reporting.Monitor device performance metrics (e.g., temperature, vibration, pressure)。
Utilize sensors, alarms, or human observations todetect anomalies.Report abnormal conditions promptly to maintenance personnel.Step 2: Initial Assessment.Conduct a visual inspection of the device.Check for obvious signs of damage, leaks, or loose connections.Review maintenance history and operating logs for potential causes.Step 3: Troubleshooting and Diagnosis.Use diagnostic tools (e.g., diagnostic codes, fault tree analysis)。
Isolate the affected component or system.Determine the root cause of the abnormal condition.Step 4: Repair and Corrective Action.Replace or repair damaged components.Tighten loose connections.Adjust settings or operating conditions as necessary.Implement measures to prevent recurrence of the issue.Step 5: Post-Repair Verification.Test the device to ensure proper functionality.Monitor performance to verify that the abnormal condition has been resolved.Document the repair and any corrective actions taken.Step 6: Follow-Up and Analysis.Track the frequency and severity of abnormal conditions.Identify trends or patterns that may indicate underlying systemic issues.Implement preventative maintenance measures to improve reliability.Step 7: Continuous Improvement.Review and update the handling procedure regularly.Share lessons learned and best practices with maintenance teams.Incorporate new technologies or advancements into the process.中文回答:机械设备异常状态处理流程。
设备状态评估表格模板
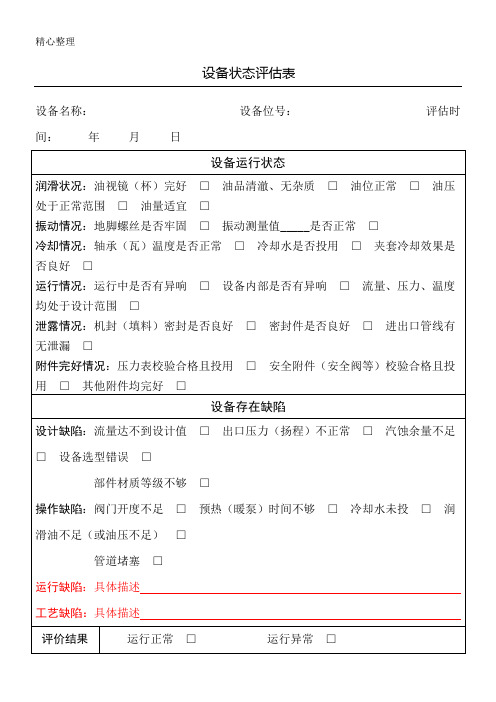
冷却情况:轴承(瓦)温度是否正常 □ 冷却水是否投用 □ 夹套冷却效果是否良好 □
运行情况:运行中是否有异响 □ 设备内部是否有异响 □ 流量、压力、温度均处于设计范围 □
泄露情况:机封(填料)密封是否良好 □ 密封件是否良好 □ 进出口管线有无泄漏 □
检修过程
技术验收
对中
径向轴向
间隙
设备运行状态(检修后)
设备检修后各项参数状态:温度℃ 振动mm/s 流量m3/h 压力Mpa
有无异常声音 □ 有无异味 □有无泄漏 □有无松动部位□
评价结果
运行正常 □ 运行异常 □
异常原因简述
解决措施
更换备件
最终检修原因
资料归档
已归档 □ 未归档 □
评价人员:
附件:设备检修记录、设备运行记录、设备故障记录及故障原因报告单
管道堵塞 □
运行缺陷:具体描述
工艺缺陷:具体描述
评价结果
运行正常□ 运行异常□
设备修理准备
原因简要分析
解决措施
检修性质
大修 □ 中修 □ 小修 □
检修计划
已提报检修计划 □ 检修时间已确定 □时间
所需备件
备件落实
已提报备件计划 □ 备件已采购 □备件已到货 □
备件提报时间备件到货时间
检修标准
检修方案编写完毕□ 检修方案已审批通过□检修技术标准已提出 □
附件完好情况:压力表校验合格且投用 □ 安全附件(安全阀等)校验合格且投用 □ 其他附件均完好 □
设备存在缺陷
设计缺陷:流量达不到设计值 □ 出口压力(扬程)不正常 □汽蚀余量不足 □ 设备选型错误 □
产品生产异常管理表格
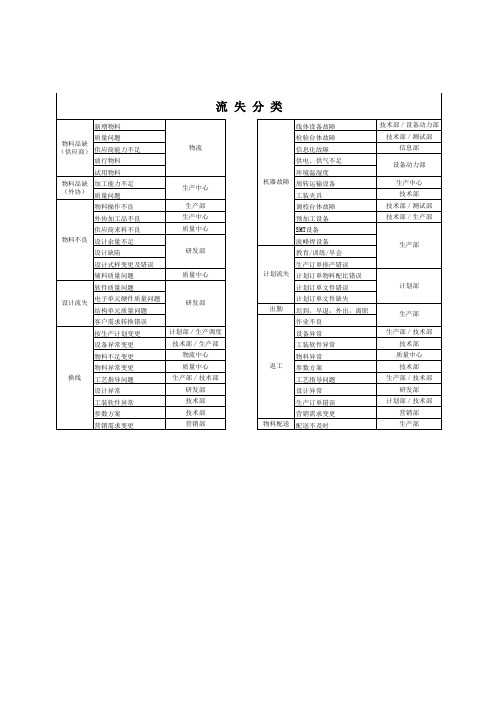
流 失 分 类
新增物料 质量问题 物料品缺 (供应商) 供应商能力不足 放行物料 试用物料 物料品缺 加工能力不足 (外协) 质量问题 物料操作不良 外协加工品不良 供应商来料不良 物料不良 设计余量不足 设计缺陷 设计式样变更及错误 辅料质量问题 软件质量问题 设计流失 电子单元硬件质量问题 结构单元质量问题 客户需求转换错误 按生产计划变更 设备异常变更 物料不足变更 物料异常变更 换线 工艺指导问题 设计异常 工装软件异常 参数方案 营销需求变更 计划部/生产调度 技术部/生产部 物流中心 质量中心 生产部/技术部 研发部 技术部 技术部 营销部 返工 研发部 出勤 质量中心 生产中心 生产部 生产中心 质量中心 研发部 物流 线体设备故障 检验台体故障 信息化故障 供电、供气不足 环境温湿度 机器故障 周转运输设备 工装夹具 调校台体故障 预加工设备 SMT设备 波峰焊设备 教育/训练/早会 生产订单排产错误 计划流失 计划订单物料配比错误 计划订单文件错误 计划订单文件缺失 迟到,早退,外出,离职 作业不良 设备异常 工装软件异常 物料异常 参数方案 工艺指导问题 设计异常 生产订单错误 营销需求变更 物料配送 配送不及时 生产部/技术部 技术部 质量中心 技术部 生产部/技术部 研发部 计划部/技术部 营销部 生产部 生产部 计划部 生产部 生产中心 技术部 技术部/测试部 技术部/生产部 技术部/设备动力部 术部/测试部 信息部 设备动力部
精馏塔异常工况处置表

精馏塔异常工况处置表是指在石油化工等生产过程中,针对精馏塔操作异常情况的应急处理方法和措施的一种记录表格。
精馏塔作为化工生产中非常关键的设备之一,承担着分离、提纯和回收等重要功能。
然而,由于操作失误、设备故障、原料变化等原因,精馏塔常常会出现一些异常工况,导致生产效率下降、产品质量不稳定甚至设备安全隐患的产生。
精馏塔异常工况的处置显得非常重要。
以下是精馏塔异常工况处置表的一种示例:精馏塔异常工况处置表异常工况:_______________________________步骤操作方法和措施1.检查操作参数和设备状态,确保安全•检查温度、压力、液位等操作参数,确定是否在正常范围内。
•检查设备状态,包括阀门、泵、传感器等是否正常工作。
2.分析异常原因,确定处理策略•对异常工况进行分析,确定可能的原因。
•根据异常原因确定相应的处理策略,如调整操作参数、更换设备部件等。
3.落实处置措施,确保操作稳定•根据处理策略,及时进行相应操作调整或设备维修,确保处理效果。
•监测操作参数和设备状态,确保操作稳定。
4.验证处理结果,追踪异常情况•检查操作参数和设备状态,确认异常情况是否得到有效处理。
•如果异常情况仍然存在,需进一步分析和处置,直至问题解决。
5.编写异常工况处置报告,总结经验•撰写异常工况处置报告,包括异常原因、处理方法以及处理结果的评价。
•总结处理经验,为类似问题的处理提供参考。
通过以上步骤,精馏塔异常工况处置表能够帮助操作人员及时有效地处理精馏塔的异常情况,保证生产过程的正常进行。
个人观点与理解:精馏塔作为炼油和化工生产中的重要设备,其正常运行对于生产过程的稳定性和产品质量的保证至关重要。
然而,由于操作人员的疏忽或者设备故障等原因,精馏塔常常会出现一些异常工况,带来一系列问题和隐患。
我们需要针对这些异常工况及时采取应对措施,以确保生产过程的正常进行和产品质量的稳定。
在处理精馏塔异常工况时,首先需要检查操作参数和设备状态,确保操作的安全性。
设备异常处理流程及规定

设备异常处理流程及规定TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-宏飞机械厂设备异常处理流程宏飞机械异常处理规定1.目的为了更好的规范和完善公司生产异常处理作业,使生产问题发生后,各部门人员迅速、有效的处理,减免停工时间,提高生产效率,特制定本流程。
2.适用范围适用于公司所有生产异常的处理。
3.职责3.1 生产部门负责生产异常的反馈和处理措施验证。
3.2 品质部负责品质异常的处理及验证。
3.3 设备组负责设备异常的处理。
3.4 计控部负责物料异常的处理。
3.5 技术部负责技术、关键工序设备、工装模具、工艺异常的处理。
4.作业规范生产异常反馈4.1.1 当生产发生异常或有出现异常的趋势时,生产部发现人员和现场管理人员(如班组长)应即时给予分析,并主动积极寻求解决方法,包括与相关人员联系,如能及时解决则不在本流程规定内。
4.1.2 如情况严重,班组长不能处理或异常会导致停产时间超过30分钟时,应立即报告车间主管,由车间主管进行解决。
若车间主管也不能解决时,则由班组长根据异常现状及时开出《生产异常报告单》,经车间主管确认后,报告生产部经理.4.1.3 生产部经理接到生产异常报告后 10 分钟内赶到现场,对问题进行分类分析,必要时与相关部门负责人联系,寻求支持或召开生产异常协调会进行解决,若相关部门不能配合时,应及时向总经理报告,由总经理协调各职能部门进行解决。
生产异常处理4.2.1 相关部门在接到生产异常信息后 10 分钟内(紧急事件立即处理)赶到生产现场,初步分析。
如部门负责人不能到现场应在规定时间内派人到场.4.2.2 根据异常信息由生产部将《生产异常报告单》交异常处理主要责任人.4.2.3 要求异常处理主要责任人在接到信息后 30 分钟内制定出应急措施.A 质量异常:由品管部负责主导对异常情况进行分析及处理,必要时组织相关部门专题会议讨论解决。
设备异常处置流程
离开工 位检查
专用箱隔离
下工程流动
入库
异常品标识
隔离
※明确工程名
检查
NG
1
O K
投入抽检工程确认
※ 外观检查后依照 专用箱工程名投入 ※ 抽检NG时要对NG发 生前后在库品品质确认 1
投入到不良发生 工程,依作业标 准重新作业
联络/上报
并发行《品质异常联络书》
处置判断 NG 废弃 发行 改修
※专用箱放置
设备、治具、刀具 补正值确认/调整 不良品标记后 放入不良品箱 ※尺寸趋近 上限或下限值 补正 (补正值记录表)
① NG
※上报
OK ②
查找问题 调整设备 ※尺寸趋近 中间或基准值
外观检查
OK 执行前十模打标 记后报废
首件确认
※调机 品报废
数据记入
※数据表 ※检查表
加工第2台
① NG 现场测量
NG
※上报
1、成型调机品出模后先打上“×” ※数据表 再按标准对照检查变形、料花、 OK ※检查表 缺料等缺陷,检查后放置于红色 不良品箱内 2 、确认外观 OK后的十模产品依据 正常生产 出模先后顺序打上“×”,产品 放置于红色不良品箱内,并在报 废表中进行记录
尺寸测量 OK 数据记入 连续加工
NG
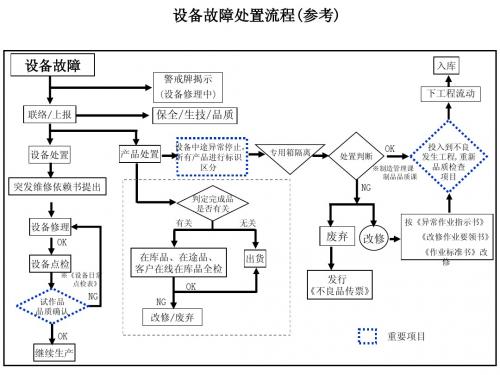
设备故障处置流程(参考)
设备故障
警戒牌揭示 (设备修理中) 联络/上报 下工程流动
入库
保全/生技/品质
设备中途异常停止, 所有产品进行标识 区分 投入到不良 发生工程,重新 品质检查 ※制造管理课 制品品质课 项目
设备处置
突发维修依赖书提出
产品处置
专用箱隔离
处置判断
OK
生产异常情况处理程序(含表格)

生产异常处理程序(ISO9001:2015)1.目的为了防止因在4M(设备、人、材料、方法)等方面的不可预测的因素影响产品质量或造成生产停顿而制定本程序。
2.适用范围本程序适用于本公司生产车间各个工序异常情况的发生。
3.定义本程序所指的异常是指造成生产部门停工或生产进度延迟的情况,由此造成的无效工时称为异常工时。
本程序所说的异常一般指:3.1设备异常:因设备故障或水、电等原因导致的异常。
3.2物料异常:因原材料短缺、工装短缺等原因导致的异常。
3.3计划异常:因生产计划临时更改、生产任务安排错误等原因导致的异常。
3.4技术异常:因产品设计或其他技术问题导致的异常。
4.职责4.1生产部及其他相关部门负责按照本程序处理生产过程中出现的异常情况。
4.2生产部负责设备异常、计划异常的处理工作。
4.3采购部负责物料异常的处理工作。
4.4技术部、质量部负责技术异常的处理工作。
5.内容5.1设备异常5.1.1设备故障5.1.1.1购买设备时,应要求设备供应商提供维修服务,如工厂维修人员无法排除故障时,应立即与设备供应商联系,要求其提供维修事宜。
5.1.1.2工厂内各种设备均要按要求进行定期保养,并备有易损备件。
5.1.1.3如果设备维修时间较长,生产部会同有关部门调整生产计划,确保交货。
5.1.1.4若设备无法修复,生产部应立即联络购买新设备或进行外委加工,同时启动产品的安全库存。
5.1.1.5具体流程请参见附件一。
5.1.2停电、断水5.1.2.1生产部应与有关供电、供水部门联系,要求其停电前事先通知工厂,以便工厂安排换班生产,确保生产不受影响。
5.1.2.2生产部与工厂负责发电人员联系,启动发电机。
5.1.2.3具体流程请参见附件一。
5.1.3火灾5.1.3.1发生火灾时,要对现场人员进行紧急疏散后,由后勤部负责组织人员进行灭火或拨打119请求支援。
5.1.3.2灭火后,由后勤部组织人员对火灾现场进行清理,总经理组织人员对现场物资进行统计。