钢轨焊接接头低塌的原因分析与对策
关于钢轨焊接接头低塌的原因分析与对策探讨

关于钢轨焊接接头低塌的原因分析与对策探讨摘要:随着无缝线路在我国铁路中的应用,能够有效降低轨道冲击应力,从而提高钢轨的使用年限,但是随着铁路运输密度的提升,钢轨焊接接头损伤的问题也越来越突出,导致铁路运行成本进一步升高,同时对铁路运输安全也造成了较大的影响。
因此,铁轨焊接结构损伤的研究具有重要的现实意义。
文章主要针对钢轨焊接结构低塌的原因和对策展开分析。
关键词:钢轨焊接;接头低塌;无缝铁路铁路运输具有速度快、运载量高、能耗少且小一号的优势,相比于航空和公路运输而言具有更高的优势,不受自然气候的影响,因此铁路运输在我国经济发展中具有重要作用。
自改革开放以来,我国铁路运输行业获得了较快的发展,但是轮轨和轨道损伤也不断增加,有文献指出我国每年铁路维修费用就超过了80亿人民币。
钢轨接头是铁路三大重要部位之一,由于接头处焊接材料强度、硬度以及结构与母材料之间存在一定的差异,可能导致钢轨表面存在不平顺的情况,同时可能存在焊接缺陷或残余应力,这些都对钢轨造成了一定的影响,加速焊接接头破坏,从而出现接头低塌的情况。
因此,需要关注钢轨焊接接头低塌发生的原因和影响,并加强相应的维护,从而保护铁路运输安全。
一、钢轨焊接接头损伤特征分析近些年来,随着我国铁路运输的不断发展,列车的行驶速度以及荷载量也不断提升,但是钢轨损伤问题也逐渐暴露出来,这样一来给钢轨日常维护工作带来了较大的困难,尤其是无缝线路中,需要尽早采取有效的措施进行干预。
文章主要以某地区铁路为例进行探究,截止至2018年,该路段铁路共计出现618处损伤,其中有286处出现在焊接接头上,所占百分比为46.3%,是钢轨损伤的重要问题之一[1]。
根据该路段焊接记录分析,每隔25米有一个焊接接头,每隔500米有一个气压焊,从而计算焊接接头损伤率。
由此可见,无论是热焊还是气压焊,都有较高的损伤率。
同时,在热焊接的焊接接头中有着较高的损伤,通过曲线分析可致,焊接接头损伤率高的问题非常容易出现。
关于钢轨接头病害的原因及其整治策略

选择高强度、耐磨损、耐腐蚀的钢轨材料,优化接头结构设计,提高其承载能力 和抗疲劳性能。采用先进的焊接工艺,确保钢轨接头的焊接质量,减少虚焊、夹 渣等缺陷。
轨道铺设与维护标准的提升
总结词
提高轨道铺设与维护标准,确保轨道几何尺寸和线路条件的良好状态,有助于减少钢轨接头病害的发 生。
详细描述
制定严格的轨道铺设标准,确保轨道基础的稳定性和平顺性。加强轨道几何尺寸的监测和维护,及时 调整轨距、水平、超高、扭曲等参数,防止轨道变形和失稳。定期对钢轨接头进行涂油防锈,保持其 良好的润滑状态。
04
钢轨接头病害整治的实践与案 例
国内外钢轨接头病害整治的典型案例
国内案例
我国在钢轨接头病害整治方面有着丰富的实 践经验,例如北京地铁、上海地铁等大城市 的轨道交通系统在钢轨接头病害整治方面取 得了显著成果,减少了接头病害的发生,提 高了轨道运行的安全性和稳定性。
国外案例
欧美等发达国家在钢轨接头病害整治方面也 有着丰富的实践经验,例如伦敦地铁、纽约 地铁等大城市的轨道交通系统通过持续的接 头病害整治,实现了轨道寿命的延长和运行 效率的提高。
问题诊断等方面。
持续改进与创新发展
持续改进
钢轨接头病害整治是一个持续改进的 过程,需要不断优化整治方案、完善 技术手段、提高施工效率等方面,以 实现更好的整治效果。
创新发展
随着新材料、新工艺、新技术的不断 发展,钢轨接头病害整治也需要不断 创新发展,探索更加高效、环保、经 济的整治方法和技术手段,以适应轨 道交通系统发展的需求。
环境监测与灾害预警系统的建立
总结词
建立环境监测与灾害预警系统,实时监 测轨道环境和灾害情况,及时预警并采 取应对措施,保障铁路运输安全。
浅谈钢轨接头病害的预防和整治措施
浅谈钢轨接头病害的预防和整治措施机车车辆作用于接头上的较大破坏力,导致线路接头病害的发生,增加了养护维修工作的强度及难度。
接头处由于维修捣固质量不好、没有及时撤出调高垫板捣固造成轨枕空吊,接头处板结道床未及时清筛恢复道床弹性,更增加了机车车辆冲击动力对接头的破坏作用。
由此造成接头破坏力增加和接头病害扩大的恶性循环。
标签:钢轨;病害;预防政治1 总述钢轨接头是轨道结构中的薄弱环节,由于铁路交通的不断发展,列车运行数量不断增加,对钢轨接头的养护维修提出了更高的要求。
在机车车辆的轮对通过接头时,因列车长时间的动荷载对钢轨接头产生的冲击和震动,钢轨接头处线路状态逐渐发生变化,日积月累就会形成接头病害。
由于养护维修不当或质量不好,又进一步加剧机车车辆轮对对线路的破坏作用,由此造成接头破坏力和接头病害扩大的恶性循环,使病害发展加速,在集通线白旗工务段管辖内的集通线446公里正线50kg/m钢轨未换轨之前,养路工区有60%-75%的工作都放在处理钢轨接头病害上,个别地点甚至钢轨接头处出现折断现象。
探伤工区不得不加出探伤遍数,以确保不影响铁路运营安全。
本文对接头病害进行了分析,并在此基础上提出了钢轨接头的养护维修措施。
2 接头常见病害的形式①钢轨接头处道床边坡塌陷,道床外观平整度被破坏,轨枕头外露,道床阻力降低。
②钢轨接头处鞍型磨耗。
深度一般为0.3-2.9mm,长度一般为200-300mm,在铺设混凝土枕且捣固质量不强的地段比较明显。
③接头处钢轨顶面破损。
轨端踏面剥落、掉块和钢轨接头螺纹孔裂纹。
这类病害多出现在淬火层分界处和轨端,以曲线上股较为多见。
④低接头。
这种病害一般发生在捣固不良地段,通常为钢轨接头前后各2根轨枕范围内,曲线下股比上股较多见。
⑤接头处轨下缓冲胶垫窜出、轨枕空吊,这类病害多发生在捣固质量不强、作业后轨枕螺栓未紧固至规定的扭矩力及调高垫板厚度超过10mm地段。
⑥接头处混凝土轨枕破损失效,主要发生在轨下垂直断面处,主要发生在捣固不均匀地段。
钢轨焊接缺陷的产生及预防

氧化所造成的。
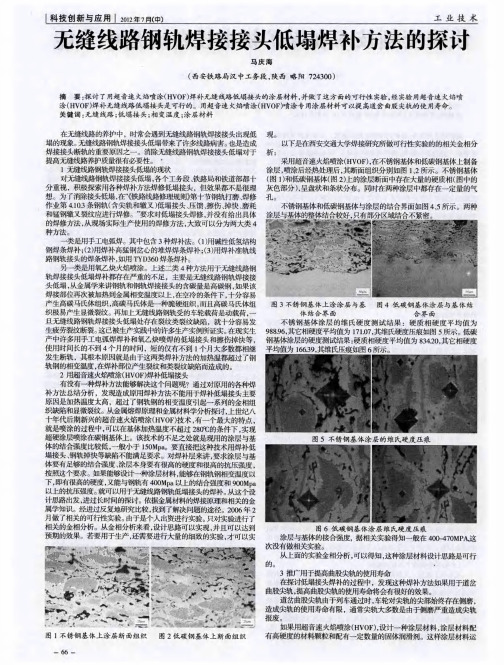
其主要的一些断口缺陷形貌如下图所示:
图1图2
图3图4
图1和图4所示的缺陷在闪光焊中比较常见,主要表现为成片白色条斑和断口平齐,是由于参数配置不合理造成的,平齐断口一般是由于热输入不足造成的。
图2所示的为比较大的灰斑,这种缺陷有的时候虽然很大,但一般不会成为裂源,图3所示的缺陷虽然不大,对焊缝强度影响却很大,尤其是当其缺陷延伸到边缘时,则很容易成为裂。
祛除灰斑缺陷一直是闪光焊参数调试过程中不可忽视的一个重要环节。
焊接缺陷的危害及预防方法
焊接缺陷对钢轨焊接接头的强度影响很大,不同的缺陷会带来不同的影响,但对于火车运行来说都是非常危险的。
所以我们要明确每一种焊接缺陷所带来的危害,并制定相应的预防措施来保证安全。
气孔减少了焊缝的有效截面积使焊缝疏松,从而降低了接头的强降低塑性,同时还会引起应力集中,而点状夹渣的危害与气孔相似
为广大青少年提供一个。
,决不能应付了事。
因此二者的联合控制。
将进一步对科学化、成本化。
灵活巧用多媒
我们的语文课堂教学一定会迎来姹紫嫣红的春天。
采用切实可行措施和方案。
无缝线路焊缝低塌整治探讨_高联军

郑铁科技通讯1/2009工务工程1.概述目前我们铺设的无缝线路,一般采用厂焊(闪光焊)焊成长轨条,再进行现场气压焊或铝热焊连接。
但是,由于焊缝的硬度低于钢轨,因此在焊缝处形成一个“软焊带”。
随着列车车轮的碾压,“软焊带”会形成一个凹陷,称之为“低焊缝”。
低焊缝的危害在于:增大了轮轨附加动力,而这种冲击力又加剧了焊缝的伤损,增加了断轨的隐患,同时导致轨向几何尺寸变化加快,轨枕空吊,焊头附近道碴泛白。
对此,必须进行钢轨焊缝修理才能消灭因此而产生的轨道不平顺。
2.低焊缝影响分析我段管内太焦下行、新焦线上行无缝线路,因重车碾压,个别区段现焊缝普遍出现不正常的低塌。
经现场检测(1m 直尺测量)统计,低塌值大于1mm 的焊缝占5%以上,个别低塌值达1.5mm 。
2.1低焊缝的静态情况使用1米直尺检测,焊缝不平顺严重超限。
《铁路线路维修规则》规定,速度在120Km 以下区段,焊缝处钢轨顶面凹凸矢度不大于±0.5mm 。
经对新焦上行21+500———24K+00段检测,焊缝不平顺度严重超标,参见表1。
由于焊头不平顺,轨轮冲击力加大,人工添乘时可听到明显的“喀嗒”声,且焊头附近道碴泛白,轨枕空吊。
无缝线路焊缝低塌整治探讨郑州铁路局月山工务段高联军摘要:本文对现场存在的无缝线路焊缝低塌现象进行调查分析,并提出了相应整治的措施,以保证钢轨轨面的平顺性,减少线路钢轨病害。
关键词:无缝线路焊缝低塌整治措施!!!!!!2.2低焊缝对轨检车高低、垂直加速度出分的影响从轨检车波形图可以看出,新铺无缝线路区段高低出分较少,主要为焊缝顶面平顺度好,而运煤重车地段因焊缝低塌,高低出分较多。
个别地段,因钢轨接头病害的存在,高低出分较多,参见表2。
23图3太焦上行374K 波形图(准轨地段波形杂乱,峰点多)工务工程郑铁科技通讯1/20092.3对高低波形图的对比分析从三种不同地段的高低(右高低)波形图上看,有以下特点:一是从波谷的尖点处量起,波长都接近于25米。
线路钢轨低接头病害成因及整治措施

线路钢轨低接头病害成因及整治措施本人从事铁路工作了15年,从一名对铁路知识一窍不通的门外汉到养路工,副工长,工长,点检员,在实践当中得出很多经验。
关于接头病害的成因及整治办法谈一谈我个人的看法。
我作业区全线71公里,由于养护不及时,在运行两年后接头病害逐渐暴露出来。
钢轨接头是轨道结构的薄弱环节。
接头虽然能保证轨道的几何形位不受破坏,但却在一定程度上破坏了线路的连续性。
接头常见病害的种类主要有:鞍形磨耗、低接头、接头掉块、夹板弯曲、轨枕破损、翻浆冒泥、暗坑、错牙、支嘴等。
但就其整治的难易程度而言,整治低接头的工作量要远远大于其他接头病害。
对于低接头的整治必须建立一套科学的养护维修办法,全面的进行分析、整治,这里我建议建立“立体”养护维修模式。
一、低接头成因分析1.与接头结构有关钢轨接头在结构上的不平顺,指的是接头轨缝;车轮压在钢轨的输出端时,邻接钢轨的接受端有抬高趋势,形成台阶;荷载下钢轨接头处的扰曲不是连续曲线,而是折线。
当折角,轨缝,台阶三要因素同时出现,都将产生轮轨冲击,从而增大接头处的附加动力。
使轨面在动态情况下呈波浪形不平顺。
2.基床翻浆冒泥所谓路基基床:是指路基上部受到列车动力作用和水文气候变化影响较大的一层,其确切的厚度,随路基的构造,运输条件和水文气候条件的不同而不同。
一般是指从路基面向下1~3m左右范围。
在这个范围内,以路基面下0.5m内受动力的影响较为剧烈,再往下,应力衰减较快。
一般从路基面下1.0m处,其动应力约为路基面的三分之一。
《规范》中把路基面向下1.2m范围内作为基床考虑。
基床翻浆冒泥通常表现为:⑴基床翻浆⑵路基面翻浆冒泥,是翻浆的另一种表现形式。
由于基床翻浆冒泥病害的产生,软塑了路基面,从而显著地降低了路基的承载能力,加速了接头轨面的不平顺,从而导致接头病害特别是低接头的产生。
接头处的基础,一般线路基础指的是路基。
由于基床土质不良,排水不畅及接头处的路基,承受着来至大于非接头处几倍以上的列车冲击力。
钢轨接头病害析及焊补方法
钢轨接头病害分析及焊补方法钢轨接头病害是线路三大薄弱环节之一。
要养护好钢轨,我们必须对钢轨接头病害的原因有所了解,下面我先谈一谈我对钢轨接头病害分析及焊补方法。
一、接头病害的主要表现形式钢轨接头病害主要表现为接头区钢轨破坏和道床破坏。
接头区钢轨破坏表现为轨头的打塌、剥离、鞍型磨耗及螺栓孔裂纹。
接头区道床破坏表现为道床的沉陷、坍塌和板结。
1.钢轨接头病害的主要原因分析(1)接头构造的缺陷钢轨接头构造的缺陷有轨缝、台阶(动载条件下的高低错台)、折角,使车轮通过时引起附加动力荷载,具有冲击荷载性质。
这些冲击附加力为正常轮载的2至3倍。
冲击力的作用使钢轨端部、夹板挠曲,使钢轨顶面、夹板及连接零件磨耗。
由于轨缝的存在,车轮通过钢轨接头时,驶入端高于驶出端产生台阶,产生接头下陷形成的折角。
三种情况是同时出现的,以轨缝存在为前提,是车轮通过接头产生冲击动力荷载的主要因素。
冲击附加动压力的大小与轮重、轮径、行车速度及接头状态有关。
冲击附加动压力与轨缝、阶、折角的关系表现为:①在轮重、轮径及行车速度相同情况下,与轨缝大小成线性关系,缝越大,附加动压力越大。
在重载的情况下,大轨缝的危害更加严重。
②车轮的下向动力冲击速度与台阶高度平方根成正比,与车轮半径平方根成反比。
由于车辆轮半径小,列车编组中车辆占绝大多数,就车轮的动力冲击作用,车辆比机车要大得多。
若存在静态的钢轨接头错台,相错量越大,车轮的动力冲击作用越大。
○3对于存在折角的钢轨动力接头,下向冲击速度与轨道刚度成正比,与轨端下沉量成正比,与行车速度成正比。
2.钢轨接头部位道床变形原因普通轨道的结构形式必然产生轨道变形。
轨道变形分为弹性变形和永久变形,其中道床变形是轨道产生永久变形积累的主要来源。
在机车车辆的荷载压力与振动冲击作用下,引起道床松动和不均匀下沉,进而形成不平顺轨面,与钢轨接头构造上的缺陷叠加所引起的具有冲击性质的附加动力是正常轮载的4至5倍,使轨头内部剪应力、局部应力及弯曲应力增加明显,大幅度减少钢轨所能承受的荷载循环次数,缩短了钢轨使用寿命。
浅谈钢轨低接头的产生与整治
浅谈钢轨低接头的产生与整治一•对钢轨低接头的理解和认识:钢轨在轨道中以连续梁的形式直接承受着机车车辆传来的荷载为车轮提供连续,平顺和阻力最小的滚动表面,而钢轨接头由于构造上的原因破坏了钢轨的连续性,降低了轨道的承载强度。
增加了列车的阻力和冲击力,在荷载作用下接头范围内钢轨,轨枕,道床所受的力及变形较其它部位成倍增加,因而钢轨接头是轨道中的薄弱环节,它的受力复杂,结构薄弱,承受最大的荷载冲击力,钢轨低接头是常见的接头病害,所以加强钢轨接头的养护维修是十分重要的。
二•钢轨低接头的形成原因:1捣固不良:(1)接头捣固不坚实。
由于接头捣固不坚实,在动荷载作用下接头沉陷造成夹板挠曲,列车轮对对接头产生的冲击力越来越大,周而复始轮端下垂,弹性减弱。
随之而来的是接头处道床坍塌,枕底基础被破坏,低接头形成并越来越严重。
(2)起道打塞时图快只打一个枕头的塞,造成接头两根轨枕软硬不均,使两根钢轨轨端受力不均,加大了车轮对接头的冲击。
(3)起道捣固接头带小腰,由于接头和小腰捣固的力度,镐数掌握的不好致使小腰高接头低造成轨道不平顺,使车辆对接头的冲击力加大。
(4)由于维修养护不当接头处形成空吊板造成接头病害。
2大轨缝:由于轨缝设置的不合理,配件及防爬设备失效造成的大轨缝未及时整治,钢轨接头受到较大的振动和冲击造成接头下沉轨端弯曲变形。
3对接头养护不及时:对线路水平高低轨向只有在维修时全面整修,平时只消灭失格处所,设备检查时侧重轨距水平忽视轨向高低,不注重日常的全面养护,特别是相对式接头4-6MM的接头高低很容易在列车长时间的碾压冲击下形成低接头。
4木枕地段因改道垫板手工捣固作业方法不当使轨枕过早地失去承载能力而又不及时更换轨枕或接头两根轨枕不同时更换造成一软一硬,接头顺垫板超过规定数量,垫板串出,钢轨变形造成接头病害。
5钢轨剥落掉块及马鞍型磨耗,严重擦伤和上下错牙等病害加剧车轮对接头的冲击振动造成钢轨变形。
6道床厚度不足不清洁降低了轨道弹性,使钢轨接头受力加大,以及因路基土壤排水不良等原因造成路基下沉都会导致接头病害。
钢轨接头各种病害以及成因

钢轨接头病害的成因分析和整治措施摘要:钢轨接头夹板的强度、刚度的不足会造成钢轨接头结构薄弱,而接头养护维修工作中,接头螺栓扭拒不足、接头轨枕扣件不密靠等因素,加大了轨道结构的不连续性。
钢轨接头结构上的不平顺主要是接头轨缝,轨缝愈大,台阶愈大,折角愈大,轮轨间的冲击愈大。
轨面在接头区的不均匀磨耗是轨面不平顺的另一种形式。
钢轨接头在结构上的不连续和轨面不平顺是接头病害的成因。
加强轨缝和接头部位零部件的养护,保持合理的轨缝值、定期检查螺检扭矩和扣件,进行起道捣固作业,整治道床板结和翻浆,轨面打磨和焊补整修、改善轨下垫层弹性等综合整治措施,能够有效控制接头病害的产生和发展。
关键词:钢轨接头病害;轨道结构;轨面;不平顺;工务维修;养护Abstract:The strength and stiffness of rail joint splints deficiency can cause rail joint structure is weak, and the joint in the maintenance and repair work, joint bolt twisting rejected insufficiency, the fastener is not close by factors such as joint sleeper, increases the discontinuity of the track structure. Rail joint structure on the rail irregularity mainly joint seam, the greater the rail gap, the greater the steps, the greater the Angle, the greater the impact between wheel/rail. Rail surface uneven abrasion in the joint area is another form of rail surface irregularities. Rail joint on the structure of discontinuous and rail surface irregularities are the cause of joint disease. Strengthen rail gap and joint parts parts maintenance and keep the reasonable rail gap value, regularly check the screw torque and fasteners, way tamping operations, regulation harden and ballast pumping, rail surface grinding and weld repair, improve the comprehensive improvement measures, such as rail pad under elastic can effectively control the emergence and development of joint disease.Keypoint:Rail joint diseases; Track structure; Rail surface; Not smooth; Public works maintenance; maintenance钢轨接头是轨道的薄弱环节,是工务部门日常维修的重点,接头的养护维修工作量占到轨道维修工作量的60%~70% 。
关于普速铁路钢轨接头病害的分析与整治措施

关于普速铁路钢轨接头病害的分析与整治措施发布时间:2021-01-13T14:01:56.147Z 来源:《科学与技术》2020年第27期作者:肇昊[导读] 钢轨接头作为线路轨道结构中较为薄弱的地段,肇昊北京局集团公司秦皇岛工务段,河北秦皇岛 066000摘要:钢轨接头作为线路轨道结构中较为薄弱的地段,是影响铁路质量水平的重要构成部分。
一般来说,接头维修的工作量已占轨道维修总工作量的60%?70%,因此存在许多铁路接头病害,在许多情况下,由于铁路接头的结构不连续且平坦,这使得机车和车辆的作用在接头上产生更大的破坏力。
由于缺乏日常维护,容易使钢轨接头的顶部表面脱落,划伤等。
接头夯实不紧密,连接部位松动,会再次增加接头的冲击力,加速接头病害的发生。
在此基础上,分析了铁路接头病害的成因,提出了有效的治理措施,为普通高速铁路接头工作提供必要的参考价值。
关键词:普速铁路;钢轨接头;病害钢轨接头缺陷最根本的原因是钢轨接头结构不平整,导致轮轨间附加动力效应。
额外的动态运动加剧了轨道不平顺的发展和接头病害的发展。
此外,不正确的保养方法也会促进接头病害的发生和发展。
1 钢轨接头病害形成的原因接头构造不平顺是接头病害产生的根本原因,而日常养护维修方法不当则会加速病害的发展。
1.1 钢轨接头构造不平顺钢轨接头存在轨缝的构造弱点,使车轮通过接头时,由于先天性的轨面不平顺产生轮轨冲击,增大了接头处的附加动力。
1.2 钢轨接头附加不平顺钢轨接头附加不平顺是在运营过程中形成的,如结构薄弱、轨面不均匀磨耗、弹性不足等情况都可能引起附加不平顺。
1.3 钢轨接头动态不平顺轨道接头的动态不规则性有两种:一种是轨道弹性不均匀,轮轨接触点的轨道呈波浪形不规则。
二是轨道坑坑悬挂板和轨道床的弹性沉降不均匀。
这两种不规则性只能在动态条件下显示。
线路的动态不规则性会增加列车运行中的冲击和振动。
1.4 日常养护维修不当①水平方向不良的列车通过水平方向不良的线路时,由于轨道反复上下扭曲,轨道的内部结构被连续拉伸和压缩。
钢轨焊接缺陷的产生及预防-最新年文档

钢轨焊接缺陷的产生及预防0 前言焊接缺陷对焊接质量的影响非常大,只有明确焊接缺陷的产生原因我们才能更好的控制焊接质量,从而获得理想的焊接接头。
只有钢轨焊接质量得到保障,才能更好的保障旅客乘车的安全。
1 焊接缺陷主要形式焊接缺陷可以分为外观缺陷和内部缺陷。
外观缺陷是指不用借助于仪器,从工件表面可以发现的缺陷,主要包括外观质量粗糙,鱼鳞波高低、宽窄发生突变,焊缝与母材非圆滑过渡,推瘤过程中推伤母材。
当前焊接方法中存在外观缺陷的主要是气压焊,常见的外观缺陷是错边,有时还会出现推伤母材的情况,但这种焊接方法目前已不再使用。
而内部缺陷主要以气孔、夹渣、未焊合、过烧、灰斑、裂纹为主。
不同的焊接方法产生的缺陷也不相同。
当前钢轨焊接方式主要分为气压焊、铝热焊、闪光焊三种。
当前钢轨焊接使用最多的方法是闪光焊,其主要缺陷是内在缺陷,主要以光斑为主。
但从外观质量和内在质量综合比较,闪光焊是目前比较理想的一种焊接方法。
2 焊接缺陷产生原因焊接缺陷产生的原因多种多样,接下来从不同方面对其进行分析。
外观缺陷产生原因可以分为人为、自然和冶金因素。
目前钢轨焊接,尤其是现场焊接,自然条件比较恶劣,人员操作水平有差异,所以在外观上很难控制。
冶金因素主要是钢轨出厂时每一根钢轨在几何尺寸上都会有或多或少的偏差,这种因素是人力无法改变的。
而焊接内在缺陷则可分为气孔,夹渣、未熔合、过烧、灰斑等。
气孔是焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。
其气体可能是熔池从外界吸收的,也可能是焊接冶金过程中反应生成的。
气孔可分为条虫状气孔、针孔、柱孔,按分布可分为密集气孔,链孔等。
气孔的生成有工艺因素,也有冶金因素。
工艺因素主要是焊接操作是否规范,母材或填充金属表面是否有锈、油污等。
由于水分在高温下分解为气体,高温金属中气体含量增加,熔池冷却速度大,气体来不及逸出,形成气孔残留在焊缝中。
气孔主要出现在铝热焊中。
而冶金因素则是由于在钢轨凝固界面上排出的氮、氢、氧、一氧化碳和水蒸汽等所造成的。
钢轨低接头

钢轨接头是线路的薄弱环节,低接头是线路常见病害,也是养护工作重点。
列车通过接头时产生较大的冲击力,振动频率比其他部位要大2~3倍,再加上钢轨接头本身结构薄弱,使轨道破坏比其他部位要快。
另外接头下钢筋混凝土轨枕的失效率比其他部位要大3~5倍,加快了接头处道床的变形,从而出现了钢轨低接头,直接影响线路质量,给安全行车带来很大危害。
因此,整治钢轨低接头是养路工作中的一个突出问题,也是困扰线路质量不能有明显提高的一个大问题,因此必须提前预防和整治。
1 造成钢轨低接头的原因造成钢轨低接头的原因是多方面的,也是复杂的,低接头会造成轨面不平顺,车轮通过轨面时产生巨大的冲击力,直接危及着行车安全。
通过对集通段接头养护工作的实践总结来看,造成钢轨低接头大致有8个方面原因:1.1 钢轨接头错牙:钢轨接头处高低错牙,主要是接头两端捣固强度不均匀或接头两轨枕(特别是木枕)的材质不一造成的,其次还存在着钢轨本身缺陷,如钢轨高度误差,材质软硬差别等原因也会形成接头轨面不平顺,久而久之使钢轨两端垂直磨耗不均匀。
1.2接头轨枕失效,抗压能力减弱,接头两端轨枕失效,大大降低了轨道抗压能力。
1.3夹板有上下弯,过车时接头上下摆动,由于接头养护不当,造成夹板弯曲,随着过车次数的增加,夹板弯曲程度增大。
1.4轨缝过大,轨面高低不平,轨缝过大增加了车轮对接头撞击力,容易损伤钢轨及连接零件,久而久之形成低接头。
1.5接头出现钢轨破损,压溃和马鞍形病害增大了列车冲击。
1.6 由于列车的不断冲击,会引起螺栓松弛、接头松动。
其结果使接头不能作为一个整体来受力,个别零件可能因负荷过重而损坏。
同时会增加夹板和轨端的磨耗,形成接头不平顺,使低接头加剧。
1.7接头范围内道床脏污,影响正常排水,引起翻浆冒泥、道床板结、失掉应有的弹性,不能保证捣固质量,水平、高低变化快。
1.8接头捣固不实,有空吊板。
捣固时里外口作业人员捣固力量不一,造成接头软硬形成空吊或未按规定排镐、捣镐镐数不够,造成捣固不实。
无缝线路钢轨焊接接头低塌焊补方法的探讨
浅谈钢轨接头低扣形成原因及整治方案
浅谈钢轨接头低扣形成原因及整治方案作者:吴斌来源:《工业设计》2016年第02期摘要:通过对钢轨接头低扣形成原因进行分析,从而对钢轨接头低扣进行有效整治,预防和减少接头低扣病害形成,确保列车运行平稳和行车安全。
关键词:接头;低扣;原因;整治钢轨接头低扣是铁道线路常见病害之一。
钢轨在与支持并引导机车车辆的车轮,直接承受着车轮的力和其他的力并传之于轨枕,以及为车轮的滚动提供了阻力最小的表面,而钢轨接头由于构造上的原因破坏了钢轨的连续性,降低了钢轨的承载强度,增加了列车的阻力和冲击力,承载作用下的接头范围内钢轨、轨枕、道床所收的力及变形较其他部位成倍增长,因而接头是轨道中的薄弱环节,它的受力复杂,结构薄弱,承受最大的荷载冲击力,钢轨低接头是常见的接头病害,一般发生在捣固不良地段,尤其是曲线下股比较多。
为有效解决和预防这种病害,就要了解病害形成原因,知其原委,对症下药,提出有针对性的整治方案,有效预防和减少钢轨接头低扣病害产生。
1 钢轨接头低扣产生原因1.1日常养护维修作业标准不高1.1.1 接头捣固不坚实在动荷载的作用下接头沉陷造成夹板扰曲,列车轮对接头产生的冲击力越来越大,周而复始轮端下垂,弹性减弱。
随之而来的是接头处道床坍塌,枕低基础被破坏,低接头形成并越来越严重。
起道捣固接头带小腰,由于接头和小腰捣固的力度,镐数掌握的不好,致使小腰高接头低造成轨道不平顺,使车辆对接头的冲击力加大。
1.1.2 忽视高低轨向的整治对线路水平高低轨向只有在维修时全面整修,平时只消除失格处所,设备检查时侧重轨距水平忽视轨向高低,不注意日常的全面养护,特别是相对式4-6mm的接头高低很容易在列车长时间的碾压下形成低接头1.1.3 改道作业不标准起道打塞时图快只打一个枕木的塞,造成接头两根轨枕软硬不均,使两根钢轨轨端受力不均,加大了车轮对接头的冲击。
1.2线路结构病害整治不及时防爬设备失效造成的大轨缝未及时整治,钢轨接头造成较大的震动和冲击造成接头下沉轨端弯曲变形。
短轨线路低塌接头病害的综合整治策略分析

短轨线路低塌接头病害的综合整治策略分析前言钢轨接头是线路的薄弱环节,混凝土轨枕线路更为严重。
机车车辆的轮对通过接头时,因其不平顺而产生剧烈振动,加速线路状态的变化,以致形成接头病害。
接头病害产生之后,又进一步加剧机车车辆轮对对线路的破坏作用,互为因果,使病害发展变化加速。
在钢轨、道床和路基状态基本相同的情况下,混凝土轨枕线路接头比木枕线路接头变化快,各类接头病害产生周期短,发展迅速。
如不從根本上整治病害,接头就很难维持正常工作状态,影响铁路运营。
1.低塌接头病害低塌接头主要是指不稳定的接头,其主要是表现在轨面的渍塌,由于钢轨变形、低头、夹板弯曲,形成接头死坑,这种接头的病害已相当严重,属于设备病害的顽症。
这种病害主要出现在捣固不良地段,尤其是在曲线下股。
钢轨接头病害的产生,最根本的原因在于轨道接头存在结构上的不平顺,这就导致轮轨之间产生较大的附加动力作用。
过大的附加动力作用又促使不平顺的发展和附加动力的增长,同时也就促进了接头病害的发展,可见,钢轨接头病害的发生与发展是相互作用的。
由于养护不当也会促使接头病害的产生。
2.低塌接头病害的形成原因2.1结构不平顺钢轨接头在结构上的不平顺,指的是接头轨缝:车轮在钢轨的输出端时,邻接钢轨的接受端有抬高的趋势,形成台阶;荷载下钢轨接头的挠曲不是连续曲线,而是折线。
当折角,轨缝,台阶三个因素同时出现,都将产生轮轨冲击,从而增大接头处得附加阻力。
2.2附加不平顺这是在运营过程中形成的以下情况都能形成:结构薄弱、轨面不均匀磨耗、弹性不足。
2.3动态不平顺动态不平顺其一般有两种情况:一种是轨道弹性不均匀和荷载波动,轮轨接触点轨迹呈波浪形不平顺;另一种是线路存在暗坑吊板和道床不均匀弹性下沉。
线路的动态不平顺加剧了列车在运行中的冲击和振动。
有时使用厚度不等、弹性不均匀的轨下垫板以及线路养护质量不良,都加剧了轨道动态不平顺。
2.4铁路线路大,运行中容易造成低塌接头病害我国的铁路线路大,而长长的钢轨是由短轨连接起来的,所以接头就使得钢轨的连续性受到影响,并且列车的负重较大,虽然可以保证轨道的几何行位不受破坏,但是接头部分会受到冲击,根据实测的资料显示,在接头处车身晃动可能会产生四五倍的荷载,这样就会使得接头的变化加快,从而出现病害。
线路钢轨低接头病害成因及整治措施

线路钢轨低接头病害成因及整治措施第一篇:线路钢轨低接头病害成因及整治措施线路钢轨低接头病害成因及整治措施本人从事铁路工作了15年,从一名对铁路知识一窍不通的门外汉到养路工,副工长,工长,点检员,在实践当中得出很多经验。
关于接头病害的成因及整治办法谈一谈我个人的看法。
我作业区全线71公里,由于养护不及时,在运行两年后接头病害逐渐暴露出来。
钢轨接头是轨道结构的薄弱环节。
接头虽然能保证轨道的几何形位不受破坏,但却在一定程度上破坏了线路的连续性。
接头常见病害的种类主要有:鞍形磨耗、低接头、接头掉块、夹板弯曲、轨枕破损、翻浆冒泥、暗坑、错牙、支嘴等。
但就其整治的难易程度而言,整治低接头的工作量要远远大于其他接头病害。
对于低接头的整治必须建立一套科学的养护维修办法,全面的进行分析、整治,这里我建议建立“立体”养护维修模式。
一、低接头成因分析1.与接头结构有关钢轨接头在结构上的不平顺,指的是接头轨缝;车轮压在钢轨的输出端时,邻接钢轨的接受端有抬高趋势,形成台阶;荷载下钢轨接头处的扰曲不是连续曲线,而是折线。
当折角,轨缝,台阶三要因素同时出现,都将产生轮轨冲击,从而增大接头处的附加动力。
使轨面在动态情况下呈波浪形不平顺。
2.基床翻浆冒泥所谓路基基床:是指路基上部受到列车动力作用和水文气候变化影响较大的一层,其确切的厚度,随路基的构造,运输条件和水文气候条件的不同而不同。
一般是指从路基面向下1~3m左右范围。
在这个范围内,以路基面下0.5m内受动力的影响较为剧烈,再往下,应力衰减较快。
一般从路基面下1.0m处,其动应力约为路基面的三分之一。
《规范》中把路基面向下1.2m范围内作为基床考虑。
基床翻浆冒泥通常表现为:⑴基床翻浆⑵ 路基面翻浆冒泥,是翻浆的另一种表现形式。
由于基床翻浆冒泥病害的产生,软塑了路基面,从而显著地降低了路基的承载能力,加速了接头轨面的不平顺,从而导致接头病害特别是低接头的 1产生。
接头处的基础,一般线路基础指的是路基。
浅析钢轨低接头产生原因及处理措施

1.1 夹板受力及挠曲
为了计算方便 ,将夹板的近三角形分布受力作为集中荷载处 理 ,如图 1 所示 :
图 1 接头夹板受力分析简图
b
=
L12
;
L1
=
L+ 2
;
a
=
L3
;
a1
=
a+b
若把夹板看作是支承在 B,C 两点的简支梁 ,则夹板中点 A 的
挠度为 :
fA
=
a
53
]
L1
+
a
2
3 结论 总之 ,广大人民迫切要求做好食品安全工作 ,因为食品安全 与人们的利益问题最直接 ,是人们最关心也是最现实的问题 ,这 对构建和谐社会有着重要的影响。所以 ,一定要从各个方面加强
食品安全工作 ,加大资金投入来完善食品质量的安全管理体系 , 加强队伍建设来提高监管人员的综合素质 ,明确分工 ,建立权责 分明的监管体系 ,最后就要加强教育宣传意识 ,增强全民的食品 安全意识。
参考文献 [1]郑燕燕,康丽榕.健全检测体系 为食品安全保驾护航—— 我国食品安全现状分析[J].质量探索,2010(3):49-50. [2]国外食品安全保障措施借鉴[J].质量探索,2010(3): 51-52. [3]赵蓓.浅谈我国食品安全问题现状及对策[J].科技传播, 2010(6):20,22. [4]朱德礼.关于加强食品安全保障监管力度的建议[J].内蒙 古统战理论研究,2010(1):16-18.
轨道部件伤损和轨面不平顺产生的主要原因是接头部位强大冲击力的反复作用 ,使得这些部位的部件产生疲劳伤损所致。
关 键 词 钢轨接头 ;接头夹板 ;低接头
中图分类号 U213.4
钢轨接头病害的原因及其整治策略

优化运营管理
总结词
合理的运营管理能够降低钢轨接头病害的发生率。
详细描述
根据列车运行图合理安排列车密度和载重,避免对钢轨接头造成过度的冲击和磨损。加强轨道巡检和 维护,定期对钢轨接头进行检查和紧固,确保其处于良好的工作状态。及时处理发现的病害,防止病 害扩大。
采取有效的防锈措施
总结词
防锈措施能够延长钢轨接头的使用寿命 。
国际合作与交流
加强与国际铁路组织的合作与交流,共同开展钢轨接头病害整治技 术研究,推动相关标准的制定和实施。
引进技术与本土化改造
引进国际先进的钢轨接头病害整治技术,结合我国实际情况进行本 土化改造,提高整治效果和适应性。
整治效果评估与经验总结
1 2
评估指标体系建立
建立科学的评估指标体系,包括接头病害发生率 、行车安全性、旅客舒适度等方面,全面评估整 治效果。
选择高强度、高耐磨性和高稳定性的 钢轨材料,提高钢轨的耐久性和可靠 性。优化制造工艺,确保钢轨接头的 加工精度和一致性,减少因制造缺陷 导致的病害发生。
加强施工质量控制
总结词
严格控制施工质量和安装精度是防止钢轨接头病害的关键措施。
详细描述
加强施工现场的管理,确保按照设计要求进行钢轨铺设和接头安装。对施工过程进行质量监控,及时发现和纠正 不符合标准的行为,保证钢轨接头的平整度和稳定性。
VS
详细描述
对接头区域进行涂装防锈处理,使用防锈 涂料对钢轨表面进行保护。定期对接头区 域进行检查,及时发现并处理锈蚀问题。 加强环境控制,减少对接头区域的腐蚀因 素,如保持干燥、清洁的环境,避免酸碱 等有害物质的侵蚀。
04
钢轨接头病害整治的实践与效 果
国内整治实践
整治方案制定
钢轨接头病害产生的原因
钢轨接头病害产生的原因1.钢轨接头受到较大的破坏力这是由它本身的特点所决定的,因为接头破坏了钢轨的整体性,使列车通过时产生较其他部分更大的挠度。
这种情况犹如线路上出现一段很短的轨道不平顺,引起较大的冲击力。
2.线路养护不良作用于接头上的较大破坏力,导致线路病害的发生,增加养护维修工作的困难。
养护维修不当或质量不好,更增加冲击动力对接头的破坏作用。
由此造成接头破坏力增加和接头病害扩大的恶性循环。
因此,接头养护的首要任务是加强接头,减少冲击动力,防止接头破坏。
而引起接头冲击动力的过程主要有3个因素:轨缝、台阶和折角,如图5一18所示。
因此,车轮通过接头时所产生的冲击动力过程,与车轮通过一段很短的轨道不平顺所引起的冲击力过程是一致的。
由于接头破坏了钢轨的整体性,我们可以把接头看成是线路上先天性的不平顺。
这种不平顺是潜在的,只是在车轮通过时才出现,车轮通过以后便不存在了。
即使是良好的接头,这种不平顺也是存在的。
钢轨接头病害的整治方法1.加强接头捣固,保持道床饱满并加以夯实,及时更换接头处的失效轨枕,接头处相邻的两根轨枕应同时更换,以保持支承条件一致。
2.及时清筛接头范围内的道床(接头5空),更换接头处的道碴,以免造成板结,失去弹性,或引起翻浆冒泥,造成显著的不平顺。
3.使用钢轨打磨机对鞍形接头进行打磨,是消灭接头不平顺的有效办法。
使用碗形砂轮研磨时,先研磨中部到要求深度,再向两端侧研磨,最后整修圆弧。
使用平形砂轮研磨时,可从一侧向另一侧来回进行研磨。
研磨后轨面高度相当于小腰部位的钢轨高度。
用1 m直尺检查,要求达到平整、均匀。
4.及时消灭轨头高低、左右错牙,轨面及轨距线内侧错牙不得超过1 mm,可采用液压直轨器矫直接头小硬弯,上紧接头螺栓,达到规定扭力矩,保持接头坚固。
5.用上弯夹板整治低接头。
上弯夹板的上弯量以2~4 mm 为宜。
当换上上弯夹板后,接头处2~6根轨枕范围内轨面抬高,容易出现空吊板及螺栓松动,因此应加强捣固,拧紧螺栓。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13% 。这些 值都远 远 高于 全路 钢 轨焊 接接 头重 伤 比 . 例 的一般 水平 。 图 2和 图 3分 别是 厂 焊 、 气压 焊 接 头 重伤 在 钢 轨
注 : 为曲 线 半径 。
断 面上 的分布情 况 。两种 焊接 接头重 伤主要 分布在轨 头, 分别 占7 . 8 1%和8 . 2 5%, 接头伤 损 的主要 部位 。 是 12 发 展规律 .
轨道几何 尺寸难 以保持 , 行 车 安全 构 成 了威 胁 。因 对
此, 分析 焊接接 头伤损 的发展规 律和产 生原 因 , 进而采
取有效 的预防 和加 固整修 措施 , 钢轨 生产 、 用和维 是 使
护, 特别是 工务人 员普遍关 注 的问题 。 本文根 据 太原 铁 路 局 局 管 内钢 轨 伤 损 的调 查 情
维普资讯
铁
88
道 建
筑
De e e , 0 c mb r 2 07
Ral y En ie rn iwa gn ei g
文章编 号 :0 319 (07 1.0 80 10 . 5 20 )20 8 .3 9
钢 轨焊 接 接 头低 塌 的原 因分 析 与对 策
行 速度不 断提高 , 路钢轨 伤损现 象 日益 突出 , 钢轨 铁 对
维护 造成 了困难 , 其是 无缝 线 路 上 出现 了大 量钢 轨 尤 焊接接 头伤损 , 成 线 路焊缝 处道 床 坍塌 、 枕 破 损 , 造 轨
ቤተ መጻሕፍቲ ባይዱ
示 。可 以看 出 , 论是 厂 焊 还是 气 压 焊 , 是 ≤80 无 都 0 m曲线上 淬火轨 的重伤率 要高 。淬火轨 的焊接 接头 重 伤率 约为热 轧轨 的 22倍 ( ./ .) 这表 明 , 区段 内 . 3 717 , 该 ≤80m曲线上 的淬火 轨更容 易产生焊 接接头 重伤 。 0
●
r、
l
I
轨头
轨底
轨脚
轨腰
轨头
轨底
轨脚
轨腰
重伤部位
重伤部位
图 2 厂 焊 接 头重 伤 在 钢 轨 断 面 上 的 分 布
图 3 气 压焊 接 头 重 伤 在 钢 轨 断 面 上 的分 布
表 2 不 同 月 份 下 的焊 接接 头重 伤 数 量 焊 接 类型
厂 焊
处
统
计
日
期
2 0 —7 2 0 —8 2 0 —9 0 5 1 2 0 .1 2 0 —2 20 一 1 2 0 — 2 0 —3 20 .4 2 0 —5 2 0 —6 合 计 0 50 0 50 0 50 2 0 —0 0 5 1 0 5 1 0 6O 0 60 2 0 60 0 6 0 0 60 0 60
接接头重 伤统 计 数 量 可 以看 出 ( 表 2 , 于厂 焊 接 见 )对
头, 其重 伤数量 随月份 ( 时间 ) 步增 加 , 稳 这符 合通常 的
维普资讯
20 0 7年 第 1 2期
钢 轨 焊 接 接 头 低 塌 的 原 因分 析 与 对 策
8 9
1 w
8 2 5% 7 % 81 8 O 8 O ◆
述 《 妞 求 丑 l 4 6 O 1 \_ 嘲 l 2 O l 5 1 %
\
4 7 %
, — — ~
I 鑫o l 6 o I
2 O
\
n
一
2 1
高新 平 习年 生 , ,高文会
(. 1 太原 铁 路 局 工 务 处 , 原 太 0 0 1 ; . 道科 学 研 究 院 研 发 中 心 , 京 30 3 2 铁 北 10 8 ) 0 0 1 10 8 ; 00 1 3 铁 道 科学 研 究 院 金 化 所 , 京 . 北
摘要: 焊接 接 头伤损是 钢轨 伤损 的主 要类 型之 一。根 据在 钢轨探 伤过程 中积 累的 大量数 据 , 重伤焊接 对 接 头发展 规律进 行统计 分析 , 观察焊接 接 头部位伤损 的发展 过程 , 对低 塌焊接接 头轨 面硬 度进行 测试 以
根据焊 接施工 记录 , 每 2 按 5m一处厂 焊 , 5 0m 每 0
从 20 0 5年 7月 ~2 0 06年 6月 内 的不 同月份 的焊
收稿 日期 :070-0 修 回 日期 :0 7l一0 20 .8 2 20一O2 基金 项 目: 铁道 部 科 技研 究 开 发 计 划项 目(06 0 2 。 20G 2 ) 作者 简 介 : 商新 平 (97 )男 , 16 一 , 山西 平 陆县 人 , 级 工程 师 。 高
钢轨 , 如表 1 所示 , 中, 接接头 重伤 2 5处 , 其 焊 5 占重伤 总数 的4 . 4 2%。考 虑 到 接 头延 米 长 度 远 远 小 于 母 材
延 米长度 , 可见焊接 接头是 钢轨伤损 的主要 薄弱 环节 。
表 1 钢轨 不 同位 置 的 重伤 数 量 处
从 图 1可 以看 出 , 接接 头 伤损 已发 展 到很严 重 焊
探 讨 接 头 低 塌 的 原 因 , 出 了 焊 后 喷 风 ( 喷 雾 ) 热 处理 措 施 。 提 或 的
关键词 : 轨 钢
焊接接 头
低塌
中 图 分 类 号 : 2 34 6 文 献 标 识 码 : U 1 . B
近些 年来 , 随着 铁路运输 能力 的不 断提升 , 列车运
一
处 气压 焊 , 算 得 到 了焊 接 接 头 重 伤 率 , 图 1所 计 如
~
甜
恤l {
况 , 行 了统计 , 析研 究 其焊 接 接 头伤 损 原 因 , 提 进 分 并
出了相应对 策 。
1 焊 接 接 头重 伤 统 计 规 律
11 数 据 统 计 分 析 .
焊接接头类型
截 止到 20 06年 6月 3 0日, 该段共 发现 5 7处重伤 7
图 l 不 同 焊 接方 式 的钢 轨 重 伤 率
的程度 。对 于气压 焊 , 头重伤 尤为严 重 , 伤 比例在 接 重
≤80m 曲 线 和 R > 0 曲线 及 直 线 上 分 别 达 到 了 0 8 0m
1. 3 6%和96%。对于 厂焊 , 伤 比例在 ≤80m曲 . 重 0
线 、 >8 0 m 曲 线 及 直 线 上 分 别 达 到 了 32% 和 R 0 .