对截割头截齿焊接定位方法设计分析
浅谈EBZ315掘进机截割头设计

浅谈EBZ315掘进机截割头设计刘青辉刘建伟石家庄中煤装备股份有限公司【摘要】随着煤矿业不断的发展,原有的掘金机械设备已经不能满足现代化煤矿企业发展需求,尤其是掘进机截割头。
在这种情况下,就应该从煤矿掘进实际状况出发,掘进机截割头进行相应研究,以便更好满足实际煤矿企业发展需求。
EBZ315是基于现在煤矿掘进所遇到的实际状况进行研究的,能更好满足煤矿掘金需求。
本文主要从EBZ315掘进机截割头设计研究的必要性、EBZ315掘进机截割头设计内容等方面出发,对EBZ315掘进机截割头设计进行分析。
【关键词】EBZ315掘进机截割头设计就现在煤矿开采状况来看,其主要在硬质岩道进行开采,这就给掘进机带来了一定负担。
原有掘进机截割头就不能满足硬质岩道掘金开采需求,这就需要采用新的的掘进机并对其掘割头进行重新设计,以满足煤矿硬质岩道开采需求。
而EBZ315掘进机截割头以其平稳、效率高、粉尘吸收少等优势已被应用在煤矿掘进中,为煤矿开采带来了新的生机。
为了使EBZ315掘进机截割头在煤矿掘进中,更好的发挥其作用,还需要对EBZ315掘进机截割头设计进行深入分析。
如何更好的对EBZ315掘进机截割头设计进行分析,已经成为相关部门值得思索的事情。
一、对EBZ315掘进机截割头设计研究的必要性正常情况下,载割头质量如何是由其载荷引起的。
而其载荷又是由煤岩抗截程度来决定的,其抗截强度的多变性、切屑厚度及截齿磨损程度等印度都会影响载割头荷载。
而现在的计算在一定程度上还处于还停留在简单煤层计算上,这就无法满足煤矿企业掘进机切割性能需求,需要对掘进机截割头设计进行进一步研究,尤其是对EBZ315掘进机截割头进行进一步研究,毕竟其是现在掘进机截割头中与煤矿掘进现状相一致的截割头。
从EBZ315掘进机截割头实际应用状况可以知道,切割头的荷载是比较复杂的,其在实际应用过程中,受空间因素的影响较大,很多时候会出现大量且难以预测的随机因素。
掘进机截割头设计分析

பைடு நூலகம்关键 词
截 割 头; 头体 ; 螺 旋叶 片; 截齿
条件 、截 割速 度等 因素 。 另外 ,在 基础研 究 方面也 比较薄 弱 ,适 合我 国煤 矿地 质条件 的 截割载 荷谱 没 有建立 ,没 有完 整的 设计理 论 依据 ,计 算机 动态仿 真等 方面 还处 于空 白 ; 在元部 件 可靠性 、截 割方 式和 新型 式 的合金 刀 头材 料 等 核心 技 术 方 面 与 国外 有 较 大 差
指 导数 据 。后 面工作 中将 进行 计算 机模拟 , 找 出理 想 状态 下 ,截 割头 长度 、直 径 、螺旋 线头数 、螺旋 间距 、螺旋 升 角和截 齿排 列等 之 间内在 关系 ,将最 优 的结果 应用 到工程 实 践 ,来 验证 设计 效果 。
2截 割头 的直 径
截 割 头 在 设 计 时 直 径 一 般 按 头 体 加 上 截齿 的大 径 。截割 头直 径 的大 小直接 影 响截 齿 的受 力 ,直 径越 大 ,截 齿阻 力也越 大 ,单 位 时 间 截 割 效 率 也 越 高 ,但 截 齿 磨 损 也 严 重 ,经济 效益 不好 ;截 割头 直径 小 ,影 响效 率 ,掘 进 进 尺 少 。 根 据 实 际 使 用 和 设 计 经 验 ,截割 头 直径 一 般在 9 0 0 mm ~1 2 0 0 mm之 间。
进 机截 割 头使 用现状 ,给 出 了截割 头设 计的
引言
掘 进 机 是 集 截 割 、装 运 、行 走 、操 作 等功 能干 一体 ,主要 用于 截割 任意 形状 断面 的井 下岩 石 、煤或 半 煤岩 巷道 。工 作时 ,截 割头 把岩 石切 割破 落 下来 ,装 载机 构把 破碎 的岩 渣转 运至 机尾 部 卸下 ,由后 面 的矿 车或 皮带 运走 ,从 而大 大 地降 低 了工人 的劳 动强 度 ,缩短 劳动 时 间 ,提 高 掘进进 尺 。 截 割 头 是 掘 进 机 关 键 部 件 ,其 功 率 消 耗 占据 了整 机效 率 的 8 0 %左右 。 截割 头分 为 纵 轴 式和 横轴 式 ,纵轴 式采 用铣 削 原理 破坏 煤岩 ,而 横轴 式 则靠 剥削方 式破 坏 岩层 。 由 于 破 坏煤 岩机 理不 同 ,纵轴 式 主要 用于 较硬 岩石 ,而 横轴 式 则用于 较软 岩石 ,因此 纵轴 式 掘 进机 市场 需求 量也 大得 多 。本 文主 要分 析 纵轴 式 掘进 机 的截割 头 。 纵 轴 式 掘 进 机 截 割 头 由头 体 、截 齿 、 截 齿座 和 螺旋 叶片 组成 。 头 体 通 常 有 圆锥 形 、 圆柱 形 和 圆锥 加 圆柱 三种形 式 。 圆锥形 截割 头利 于 钻进 工作 面 ,但 由于 垂直 于 头体 母线 布置 的截 齿是 向 前 倾斜 ,当截割 头 摆动 截割 时 ,截 齿承 受较 大 的侧 向力 ,截 齿 容 易折断 ;圆柱形 头体 则 不 容 易钻进 工 作面 ,同时 ,截割 出 的底板 和 顶 板 呈 锯 齿形 ,支 护 困 难 ,增加 了 辅 助 时 间 ,增 加 了劳动 强 度 ;而 圆锥加 圆柱 则较 好 的 解决 了截 齿 易断 和不 利于 钻进 工作 面 的问 题 。 目前掘 进机 截 割头 设计 时主 要采 用 圆锥 加 圆柱 的形 式 。 截 齿 则 分 为 刀 形 齿 和 镐 形 齿 ,刀 形 齿 采 用径 向安 装 ,刀体 部分 承 受较 大弯矩 ,刀 体 需要 很高 的强 度 ;而镐 形 齿截割 阻力近 于 截 齿轴 线方 向 ,齿 的弯矩 小 ,固定 简单 ,设
纵轴式掘进机截割头的设计

纵轴式掘进机截割头的设计作者:廉浩冯健来源:《中国新技术新产品》2014年第03期摘要:本文介绍了纵轴式掘进机截割头的设计原则,讨论了提高截割头截割效率的合理方案,提供了设计用的主要数据。
关键词:截割头;设计原则;截割效率中图分类号:TD42 文献标识码:A1 概要本文以纵轴式掘进机的截割头为研究对象。
截割头是掘进机的关键部件,它直接参与对工作面的掘进工作。
其设计参数较多,这些参数之间互相影响和制约,同时截割头的设计质量的好坏决定了掘进机整机的截割性能,这对截割头的使用寿命,以及整机的稳定性和可靠性都有着直接的影响。
2 工作原理掘进机的工作过程是:操纵行走机构向工作面推进,使截割头在工作面的左下角钻入,水平摆动油缸使截割头横向截割到巷道的右侧。
然后利用升降油缸把截割头上升接近等于截割头直径的距离,并使截割头向巷道左侧截割。
如此往复截割运动,截割头就可以完成整个工作面的截割。
当然掘进机的截割方式与掘进巷道断面的大小,形状,煤岩的分布情况有关。
在截割头截落煤岩后,由装运机构将其装进掘进机中间的输送机构,再最终装进矿车或巷道输送机。
因此,纵向截割头通常的截割过程可以总结为纵向钻进、水平摆动截割和垂直摆动截割三种工作方式。
3 结构研究3.1 影响设计的因素如果能保证在旋转截割的过程中,使参加截割的每个截齿都截割相同大小的煤岩,让各截齿的受力相等、运行平稳,并且产生的磨损也基本相同,这样的截割头设计是最理想的。
但是有很多因素影响截割头的设计,主要有以下几个方面:(1)煤岩自身的性质,主要有抗截强度、硬度、磨蚀性、坚固性系数等;(2)截割头的结构参数,主要有截割头的几何形状、外形尺寸、截齿排列、截齿数量以及截线间距等;(3)截割头的工艺性参数,主要有摆动速度、截割头转速、切削厚度、切削深度等。
在截割头的设计上,这些因素的影响并不是孤立的,它们之间相互关联和制约。
3.2 结构形式3.2.1 外形截割头的外形是指截割头的几何形状,它是由截齿的齿尖所形成的外部轮廓,通常称为截割头包络面。
纵轴式掘进机截割头截齿工作角度的确定及工艺实现

越 利于纵向钻进 ,当 s= 9 0 。 时 ,其最利 于纵 向钻进 。但 是 , 在截 割头摆 动截 割 时则使 截 齿无 法楔 人 岩体 ,导致 齿 身、 齿座 等与岩体严 重摩 擦 ,以至 于无法 正常 截割 。因此 ,截 齿 的倾 斜角应考虑截齿的相对截割头的位置进行 确定。 由倾斜角的定义可知 ,倾斜角 为两个面之 间的夹角 ,随
/ _ 0 B C… c l a n ( 7 )
当截割 角很小 或 为 0 。 时( 图3 a ) ,齿尖 较易 楔人 岩体 ,
岩体受到较大的拉伸和剪切应力 ,但压应力很 小 ,很难 形成 密实核。从理论上分析 ,此时截割阻力、截割 比能耗 和产尘 量均较小 ,破岩效果较好 ,但 由于实际工况 的限制 ,这 时齿 体与岩体 之间产生严重 的摩擦 ,反而使截割力 、截割 比能耗 和产尘量很大 ,截齿寿命大大降低 。因而 ,为了使得截齿 具
f
有较好 的截割性 能 ,常使截 割角 6> ( 为截齿合 金头半锥
角) 。此 时( 图3 b ) 截齿切削刃对 岩体的力指 向 自由面 ,岩 体 受压形成发育不充分的密实核 ,且岩石的破碎是 由挤 压、剪 切和拉伸联合作用完成的 ,如果角度设计合理 ,避免齿体 与 图 4 静态截齿工作角度示意 图 根据 图 4 ,由几何关 系可得 :
截 割角 :
一 …
角, 聊 为倾 斜角 。
2 工 作 角度 的确 定方 法
2 . 1 截割 角的确 定 方法
截割角 6 是一 个重 要 的工作 角 度 ,为使 截 齿具 有较 好 的截 割效 果 ,应从 截割 阻力 、截割 比能耗 以及 产尘 量 和避 免齿体 与岩体产 生摩擦 等 方面 对截 割角 占进 行 分析 。截 割 角对截 割效果 的影 响如 图 3所示 。
掘进机截割头设计解析

掘进机截割头设计解析【摘要】在大型施工活动中,都需要借助掘进机才能够顺利推进工程进度,而截割头又是掘进机的重要组成零配件,它被用来打通和破碎坚固的地质岩层。
经过多年的施工经验,本文发现影响岩层切割效率的因素十分多样化,因此必须做好截割头的设计工作,以提高其在实际工作中的使用寿命和工作效率。
本文针对如何改进截割头的工作性能提出了几点建议和措施。
【关键词】掘进机;截割头;设计悬臂式掘进机是当前最先进的一种工程设备,它具备切割、装载、运输、搬运、调度和清除场地的多种复合功能。
因此,它的内部结构也十分复杂,主要由切割头、液压器、装载头、动力系统、传动系统、控制系统等重要功能配件构成。
作为掘进机的重要工作部件,切割功能主要依靠切割刀、液压臂、动力传动器、升压器、动力电源等共同配合来完成。
切割机在正常工作时,主要是利用切割头的前后运动和切割液压臂的纵向或横向摆动带动切割刀来完成切割。
截割部在正常运转时,切割头的运动主要是依靠驱动电源带动液压臂运动来实现,装在切割头上的刀片获得足够的力将坚硬的岩层破碎。
如果需要推进切割深度,可以通过机械的动力系统朝前驱动来实现。
切割机头被安装在能够自由转动的操作平台上,这样就可以利用操作平台连接的两个回转液压缸提供的动力来完成各种切割动作,通过这种动力设计,能够帮助切割机头实现多种工作角度变换,因此可以为操作人员提供多种切割方案。
掘进机的工作效率主要取决于截割头的设计,截割头要求各截齿负荷均匀,切割平稳,摆动小;截割比能消耗低,截齿消耗少;切割效率高,产生粉尘量小。
1设计简述截割头的主要参数包括:截割头的长度、直径、锥角、螺旋叶片的头数与升角、截线间距等,这些参数直接影响掘进机的截割性能。
1.1截割头的长度截割头的长度不仅与截割阻力的大小有关,还影响机器工作的循环时间和生产率。
因此,必须合理地选取截割头的长度。
由于工作面煤壁附近的煤岩有压张效应,在压出带范围内,煤岩的抗截强度明显减弱,截割能力和单位能耗降低。
采煤机截齿常见问题及优化
目录摘要: (1)绪论 (2)第一章滚筒采煤机的整体结构 (3)1.1采煤机的主要组成部分 (3)1.2采煤机的工作原理 (5)第二章截割机构与煤层特性 (6)2.1 截割机构 (6)2.2 煤层特性 (7)第三章采煤机截齿的工作特性 (8)3.1 采煤机截齿的工作状态 (8)3.2采煤机截齿的失效形式及原因 (9)3.3 截齿综合性能标准 (11)第四章国内现用截齿的状况 (12)4.1截齿刀体常用材质 (12)4.2 截齿齿体材料的选用 (12)4.3 截齿工艺的发展 (14)第五章提高截齿可靠性的途径 (17)5.1 设计方面 (18)5.2制造工艺方面 (18)5.3使用方面 (20)总结 (21)致谢 (23)参考文献 (24)摘要煤矿用截齿是开采业的常见部件之一,由于其工作条件的因素,也是矿山机械更换最频繁的机械部件之一。
目前我国煤炭生产主要采用采煤机,刨煤机,掘进机等进行开采。
在煤炭生产的过程中,大量的煤矿用截齿消耗不仅增加吨煤成本、影响煤碳生产的经济效益,而且还会因为更换截齿的时间增加而降低生产效率。
煤截齿的性能如何将直接影响采煤产量、吨煤成本及采煤工人的劳动强度。
研制高强度截齿一直是广大科技工作者的迫切任务。
关键词:采煤机截割部截齿硬度绪论截齿是煤炭行业中截割煤岩的采煤机、掘进机、刨煤机用来破岩落煤用的刀具,在截割煤岩过程中,由于工矿条件复杂,造成截齿失效,使得截齿消耗量非常大。
截齿是易损件,是更换量最大的煤矿机械零件之一。
由于井下地质构造复杂,煤岩厚度、硬度对机械化开采的影响,要求截齿具有较高的硬度和耐磨性,同时又要经受交变冲击力,并具有较好的冲击韧性。
据调查,一个中小型矿务局每年消耗的各型截齿的数量均在2万把以上,以全国约100个中小型矿务局来推算,总消耗量在200万把以上,以截齿200元/把计,总价值为4亿元以上。
截齿的生产过程是按照截割煤岩时对截齿的性能要求而制定的,所以有必要了解截齿在采煤工作中的受力、失效形式和原因以及优质截齿的综合性能标准,同时还应熟知截齿的材质、生产设备与工艺。
关于掘进机截割头截齿分布的研究
关于掘进机截割头截齿分布的研究魏苍栋高春芳(石家庄煤矿机械有限责任公司)摘要通过对掘进机截割头截齿功能的描述、分析,确定截齿、齿座的空间姿态3个定位角度参数。
通过截割头外形几何参数和定位角度的关系研究,确定数学公式、计算机程序,最终由计算机自动模拟仿真且输出各截齿位置参数。
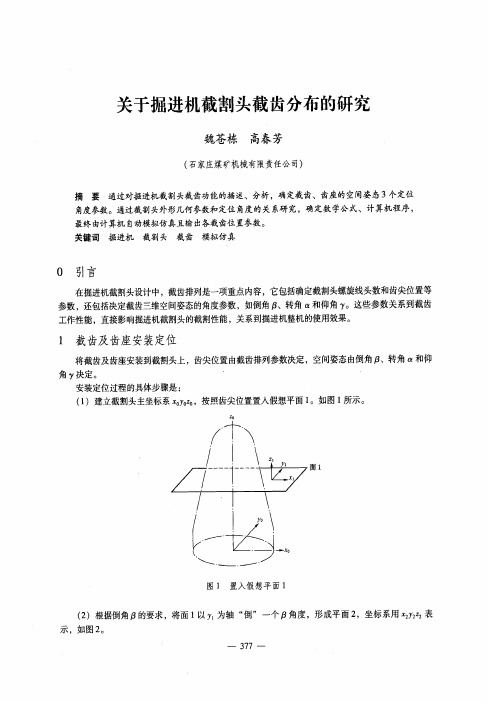
关键词掘进机截割头截齿模拟仿真0引言在掘进机截割头设计中,截齿排列是一项重点内容,它包括确定截割头螺旋线头数和齿尖位置等参数,还包括决定截齿三维空间姿态的角度参数,如倒角廖、转角仅和仰角y。
这些参数关系到截齿工作性能,直接影响掘进机截割头的截割性能,关系到掘进机整机的使用效果。
1截齿及齿座安装定位将截齿及齿座安装到截割头上,齿尖位置由截齿排列参数决定,空间姿态由倒角口、转角理和仰角y决定。
安装定位过程的具体步骤是:(1)建立截割头主坐标系菇。
%‰,按照齿尖位置置入假想平面1。
如图1所示。
.一一、、,、|\h/\\7面1|f图1 置入假想平面1 (2)根据倒角卢的要求,将面1以Y。
为轴“倒”一个卢角度,形成平面2,坐标系用戈:扎z:表示,如图2。
图2形成平面2图3形成平面3 (3)根据转角0[的要求,将面2以石:为轴“转”一个a角度,形成平面3,坐标系用x3Y,彳。
表示,如图3所示。
(4)根据仰角y的要求,将面3以z,为轴“仰”一个0c角度,最终确定截齿空间位置。
、在安装截齿定位过程中齿尖一直保持在设计位置上,而经过“倒”、“转”和“仰”3个步骤,即可确定截齿的空间位置。
从上面的叙述中可以看出,这种方法最显著的特点是,它的每一个步骤都可以用准确和简明的数学方法来进行描述,这不仅能使设计变得准确和直观,而且设计中所遇到繁琐的几何计算可以由计算机来自动处理。
2截齿排列由于决定截割头切削性能优劣的是截齿齿尖的排列,并且截齿座焊接也是以齿尖参数为基准,因此,截齿齿尖如何排列将是问题的关键。
2.1截线间距的确定截线间距作为两条截线间的距离,其大小直接影响截割头的破碎效果,因此,截线间距是设计截割头和进行截齿排列时要考虑的一个重要参数。
EBZ40型矿用掘进机截割头设计及其受力分析
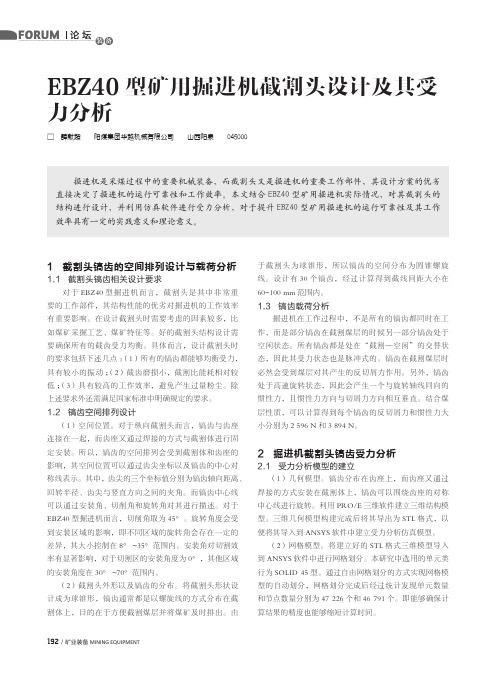
1 截割头镐齿的空间排列设计与载荷分析1.1 截割头镐齿相关设计要求对于EBZ40型掘进机而言,截割头是其中非常重要的工作部件,其结构性能的优劣对掘进机的工作效率有重要影响。
在设计截割头时需要考虑的因素较多,比如煤矿采掘工艺、煤矿特征等。
好的截割头结构设计需要确保所有的截齿受力均衡。
具体而言,设计截割头时的要求包括下述几点:(1)所有的镐齿都能够均衡受力,具有较小的振动;(2)截齿磨损小,截割比能耗相对较低;(3)具有较高的工作效率,避免产生过量粉尘。
除上述要求外还需满足国家标准中明确规定的要求。
1.2 镐齿空间排列设计(1)空间位置。
对于纵向截割头而言,镐齿与齿座连接在一起,而齿座又通过焊接的方式与截割体进行固定安装。
所以,镐齿的空间排列会受到截割体和齿座的影响,其空间位置可以通过齿尖坐标以及镐齿的中心对称线表示。
其中,齿尖的三个坐标值分别为镐齿轴向距离、回转半径、齿尖与竖直方向之间的夹角。
而镐齿中心线可以通过安装角、切削角和旋转角对其进行描述。
对于EBZ40型掘进机而言,切削角取为45°。
旋转角度会受到安装区域的影响,即不同区域的旋转角会存在一定的差异,其大小控制在8°~35°范围内。
安装角对切割效率有显著影响,对于切割区的安装角度为0°,其他区域的安装角度在30°~70°范围内。
(2)截割头外形以及镐齿的分布。
将截割头形状设计成为球锥形,镐齿通常都是以螺旋线的方式分布在截割体上,目的在于方便截割煤层并将煤矿及时排出。
由于截割头为球锥形,所以镐齿的空间分布为圆锥螺旋线。
设计有30个镐齿,经过计算得到截线间距大小在60~100 mm范围内。
1.3 镐齿载荷分析掘进机在工作过程中,不是所有的镐齿都同时在工作,而是部分镐齿在截割煤层的时候另一部分镐齿处于空闲状态。
所有镐齿都是处在“截割—空闲”的交替状态,因此其受力状态也是脉冲式的。
镐齿在截割煤层时必然会受到煤层对其产生的反切屑力作用。
【CN209754397U】掘进机截割头齿座定位焊接装置【专利】

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920303204.0(22)申请日 2019.03.11(73)专利权人 山东三强矿用机械有限公司地址 273500 山东省济宁市邹城市中心机电产业园恒达路288号(72)发明人 翟瑞友 王安民 (51)Int.Cl.B23K 37/04(2006.01)B23K 37/047(2006.01)(54)实用新型名称掘进机截割头齿座定位焊接装置(57)摘要本实用新型公开了掘进机截割头齿座定位焊接装置,包括基座、升降组件、水平组件以及齿座固定组件;基座包括分度盘、固定轴、旋转电机,旋转电机带动固定轴转动;升降组件包括立柱、丝杠、升降块以及升降电机,升降电机带动丝杠实现升降块上下移动;所述水平组件包括滑杆、滑动块,滑杆横向设在升降块上,滑动块滑动设在滑杆上;所述齿座固定组件包括固定杆、管套、U形件以及定位螺栓,固定杆固接在滑动块上,管套活动套设在固定杆上,U形件与管套外端连接,U形件的外端斜向设有螺孔,螺孔内螺旋设有定位螺栓。
本实用新型保证齿座焊接角度尺寸的准确性,焊接质量高,效果好。
权利要求书1页 说明书3页 附图1页CN 209754397 U 2019.12.10C N 209754397U权 利 要 求 书1/1页CN 209754397 U1.掘进机截割头齿座定位焊接装置,其特征在于:包括基座、升降组件、水平组件以及齿座固定组件;其中,基座包括分度盘(1)、固定轴(2)、旋转电机(21),所述分度盘(1)水平设置,分度盘(1)的底面外缘处环形分布有支脚,分度盘(1)的中部纵向活动设有固定轴(2);在分度盘(1)的底面中部设有所述的旋转电机(21),旋转电机(21)的电机轴与固定轴(2)同轴联接;所述升降组件包括立柱(7)、丝杠(61)、升降块(8)以及升降电机(6),其中,立柱(7)直立设置,立柱(7)的底部固接在分度盘(1)一侧边缘的安装板上;丝杠(61)与立柱(7)平行设置,丝杠(61)的底端活动设在安装板上;所述升降块(8)的两端分别设有螺孔、通孔,其中,螺孔配合套设在丝杠(61)上,通孔配合滑动套设在立柱(7)上;所述立柱(7)的顶端横向设有固接板,所述升降电机(6)设在固接板顶面上,升降电机(6)的电机轴向下与丝杠(61)同轴固接;所述水平组件包括滑杆(9)、滑动块(91),滑杆(9)横向设在升降块(8)的一侧面中部,滑动块(91)滑动套设在所述的滑杆(9)上;所述齿座固定组件包括固定杆、管套(5)、U形件以及定位螺栓(4),其中,固定杆横向固接在所述的滑动块(91)上,管套(5)活动套设在固定杆上,管套(5)上设有紧固螺栓,紧固螺栓的下端与固定杆压紧接触;所述U形件与管套(5)外端连接,U形件的外端斜向设有螺孔,螺孔内螺旋设有定位螺栓(4)。
浅谈煤矿综掘设备截割头补焊工艺装置的设计

在新的焊接工艺装置的研发过程中,我们可以发现,截割头补焊工艺所要求的工艺装置实际上是一种可以将具体的截割头补焊工艺有效升降调节的一种方法,目前在新工艺领域,根据焊接工人的实际操作经验,认为用液压千斤顶可以非常良好的调节焊接装置的位置,将非常有利于整个的焊接过程,并且在固定的过程中利用一根转轴将截割头可以自由的变换和转动。由于固定转轴是在焊接完毕之后转动到另外一面,因此焊接师傅的劳动强度大大降低,焊接的安全性和稳定性迅速提升,不仅可以省时省力,而且可以保证焊接师傅的工作环境更加安全。
三、综掘设备截割头补焊工艺新装置的应用前景及展望
(一)故障诊断方法的融合
截割头补焊的设计和安装装置肯定是要在故障诊断方法融合的前提之下进行设计的,也就是说装置本身要考虑到对于焊接工艺的故障参数的基础训练各类不同的诊断手段应该不断加强深入研究,利用多种多样的信息实时诊断来了解在焊接的过程中可能会出现的技术和理论的脱节。对于融合优势互补和判断故障原因以及故障信息的有效性是比较重要的一种故障诊断的方式,而在此基础之上研制创新性的焊接工艺装置,可以从根本上保证焊接的实际质量和速度。也就是说只有从降低故障的角度来进行对于焊接工艺装置的不断优化,才能够将整个焊接过程和设备的使用与时俱进,不会被时代所淘汰。
关键词:煤矿;综掘设备;截割头;补焊工艺;装置;设计
引言
煤矿采掘挖掘设备的修理和设计是对于煤矿生产非常重要的生产环节,截割头补焊技术的危险度非常高,因此设计和制作截割头补焊工艺相关装置,就可以帮助煤矿采掘挖掘设备的修理工作更加高效,由于截割头是圆锥形状的,而且截割齿的分布是呈现螺旋状的典型性分布,因此在焊接的过程中如果固定得不够牢靠,就很有可能出现安全问题,这对于焊接人员的实际水平要求是比较高的,因此,在制作和加工中需要一个专门用来进行该部分组件的焊接装置就可以很大程度上提升整个的工作效率。
不同形状截割头截齿排列的参数化设计

将该图向左或向右旋转 90°,即可适用于横轴 式掘进机截割头 ,即
tanα = vz / vr。 取 s为绕 z轴回转的弧长 , r为动点所在的回转体半 径 , <为动点转角 ,由 vz = dz / d t、vr = ds / d t得 :
表 1 设计参数 Table 1 D esign param eters
母线 形状
截割头 大端半 半锥角 / 长 /mm 径 /mm ( °)
排列 方式
α/ ( °) m 0 截齿数
直线 +
圆弧
750
440
16 顺序式 1317 2 22 + 18
直线 +
椭圆弧 740
420
14 交叉式 1510 2 24 + 14
况如图 2所示 。
456
黑 龙 江 科 技 学 院 学 报 第 19卷
图 2 椭圆弧所受约束 F ig. 2 Con stra ined elliptic arc
将两个约束条件代入可得 :
( z0
+ a2
c)
k
+
r0 b2
= 1,
c2 a2
+
r20 b2
z = f ( r) ,
r= g (<) ,
则螺旋线圆柱坐标方程 ( r, <, z) 。
111 常用母线的螺旋线方程
截割头包络面常用的母线有直线 、抛物线 、圆
弧 、椭圆弧等 。将各母线方程代入式 ( 1 ) 便可得到
对应的关系式 r = g ( < ) , 再代入式 ( 2)即可求出该
基于solidWorks新型59把截齿截割头研究

基于solidWorks新型59把截齿截割头研究唐琼;范学群;徐丰【摘要】掘进机的截割头作为关键部件,直接影响机器的整体性能.截齿分布、截齿数目等因素对截割效率、截齿的寿命及截割性能影响很大.采用SolidWorks建立截割头模型并使用仿真对新型59把截齿截割头的建模以及结构进行有限元分析研究,找出截割头的应力分布规律,并不断改进模型,使其在正常工作状态下所受的应力较小,且安全系数较大,满足材料的强度条件,能够适应工作要求.新型59把截齿截割头掘进机具有较强的实用价值,在开发应用方面具有一定的前景市场,可以有效节约设计成本和提高设计效率.%The road header cutting head as key components, directly influence the overall performance of the machine, cutting teeth distribution, the number of teeth, and other factors to efficiency of cutting, cutting teeth life and cutting performance have very great influence. The established cutting head model by SolidWorks and use the finite element analysis by simulation, find out cutting head of the stress distribution law, and constantly improved model, can effective economy design cost and improve the design efficiency.【期刊名称】《安徽理工大学学报(自然科学版)》【年(卷),期】2012(032)004【总页数】3页(P44-46)【关键词】截割头;截齿;SolidWorks;仿真;有限元分析【作者】唐琼;范学群;徐丰【作者单位】安徽理工大学机械工程学院,安徽淮南232001;安徽理工大学机械工程学院,安徽淮南232001;安徽理工大学机械工程学院,安徽淮南232001【正文语种】中文【中图分类】TD421截割头的工作性能在一定程度上决定了掘进机的整体性能,截割头的截齿分布、截割深度等因素对截割效率、截齿的寿命及截割性能影响很大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对截割头截齿焊接定位方法的设计分析
摘要:通过对截齿在截割头体上排列法则的研究,确定齿尖定位的参数,在实践中设计一种以此参数为依据进行齿座焊接的工艺装置,可更高效、更精准的定位焊接截齿座。
关键词:截齿座定位参数螺旋线
中图分类号:s611 文献标识码:a 文章编号:
前言
截割头主要功能是破碎和分离煤岩,目前,截割头上的截齿座能否准确焊接定位已成为决定掘进机性能的主要因素之一。
公知截割头截齿排列复杂,定位参数繁多,传统的定位方法只是靠人工量尺的方法,操作繁琐、误差较大、制作周期长,而且后续质检工序难以进行。
相对于传统方法,现有一种自动化机械手安装定位设备,但设备采购价格昂贵,不适用于小批量生产。
因此研制一种经济适用新型截割头截齿座安装定位仪是急需解决的新课题。
1 定位参数的确定
首相给出一个包络面的定义,为用于放置截齿齿尖的旋转曲面。
用一个光滑的旋转曲面放置截齿有利于减少截齿在截割过程中的的载荷不均。
包络面的母线反映了沿截割头轴线方向齿尖所在半径的变化规律,对包络面的设计实际就是对包络面母线的设计,截割头包络面一般分为主切削段和过渡段两部分。
目前,纵轴式掘进机截割头形状为圆柱体、圆锥体和球冠体的组合,抛面体和球冠的组合,其主切削段包络面母线为直线段或者抛物线,过渡段包络面母
线为圆弧段。
通过对现有掘进机包络曲线研究和建立相应的曲线数学方程,得知一个完整截割头包络曲线是由几段不同曲线组成。
即截割头分为圆柱面、圆锥面和球面。
截齿齿尖在三段曲面上成三条螺旋线排布,因此截齿及齿座的安装定位设计是三维空间设计,除齿尖轴向距离z、截割半径r和圆周角θ外,还包括齿座的三维空间姿态角度参数倒角β、转角α、切削角δ(45°)。
常规的设计方法很难适用,需借助空间几何模型找出定位方法。
(如图1)
图1 截割头模型
2 齿座焊接定位装置结构及特征
截齿座三维空间范围内定位关系复杂,在生产焊接组立过程中很难准确保证各个定位参数符合图纸要求。
针对以上六个参数设计一种焊接齿座工艺装置(如图2),主要由截割半径标尺、姿态角度定位系统、轴向距离标尺、圆周角标尺和底座五部分组成。
其具体特征是:驱动电机通过螺栓固定于底座上,齿圈转盘安装在底座的轴承上,夹具固定在齿圈转盘上,截割头体放在齿圈转盘上并通过夹具将其夹紧,圆周角指针固定于底座上,用于指示圆周角度,轴向距离标尺用螺栓固定于底座上,截割半径标尺与轴向距离标尺之间采用涡轮蜗杆和齿轮齿条连接,可使截割半径标尺沿轴向距离标尺上下滑动,并带有自动锁定功能,倒角β定位系统与截割半径标尺之间采用齿轮齿条连接,倒角β定位系统可沿截割半径标尺横向滑动,切削角θ与转角α定位系统与倒角β
定位系统之间通过销轴连接,齿座架与转角转动杆之间通过销钉连接,并通过螺栓限定其转动角度,转角转动杆安装在倒角定位杆上,转角转动杆可绕倒角定位杆轴心线旋转,并通过转角调节螺钉调节其旋转角度,倒角刻度盘焊接在吊杆上,用于指示倒角角度值,倒角定位杆与吊杆之间采用销轴连接,并通过倒角调节螺钉调节其转动角度。
1、截割半径标尺
2、姿态角度定位系统
3、轴向距离标尺
4、圆周角θ标尺
5、底座
图2 定位仪总图
3 截齿焊接定位的实现方法
截割头在工作过程中,不断地截割下煤岩,同时,不断地把截割下的煤岩运送出去。
为了很好地排送切屑,截割头上一般装有螺旋叶片,沿着截齿布置。
根据这一特征,考虑将齿尖布置在包络面的三条等升角螺旋线上。
由于截割头包络面不是简单的圆柱面,其螺旋线和普通的螺旋线不同,这就需要定义合理的螺旋线方程,根据方程得出每个齿尖点的坐标位置,分为空间坐标位置和空间姿态角度位置,组立焊接时必须先将截齿与齿座组装在一起。
3.1 空间坐标位置(z、r、θ)定位
即截齿齿尖点的空间位置坐标,包括轴向距离z、截割半径r和圆周角θ,通过轴向距离标尺、截割半径标尺和圆周角标尺找准图只要的齿尖位置。
3.2 空间姿态角度位置(α、β、δ)定位
即包括转角、倒角和切削角三个参数,分别通过切削角δ与转角α定位系统和倒角β定位系统来实现(如图3、图4)
图3切削角δ与转角α定位系统图4 倒角β定位系统
4、结语
该装置在截割头实际生产制作过程发挥了极其有效的作用,解决了截齿复杂的空间定位问题,满足截割头截齿螺旋线布置设计要求,而且使用操作简便,大大提高了生产效率。
若再配上自动控制方式,可更加提高其定位精准度和制作效率。
参考文献:
[1]陶驰东.采掘机械[m].北京:煤炭工业出版社,1993.
[2]徐小粤.截割头截齿安装定位的设计方法. 煤矿机电,2005.
[3]黄日恒.悬臂式掘进机[m].徐州:中国矿业大学出版社,1996.
[4]李晓豁.掘进机截割头设计与研究[m].北京:中国华侨出版社,1997.。