高速铝合金大拉机5#日常点检卡
11轮铝合金大拉机说明书

目录一、概述 (1)二、外形图(见附图) (1)三、主要技术参数 (1)四、设备的主要组成部件 (2)五、各主要部件的结构及操作说明 (2)六、设备的安装 (4)七、使用 (5)八、设备的维护保养 (5)九、滚动轴承一览表 (6)十、橡胶密封件一览表 (6)附图:外形图传动配模表鼓轮圈(易损件)一、概述LFD450/11(13)型非滑动(控制滑动)铝合金(铝)大拉机主要是将φ9.5(φ12)mm料杆拉制成各种材料特性,规格与截面形状的导线。
本机每项拉丝鼓轮采用独立电机驱动,可根据拉制材料特性及截面形状任意调节每个道次延伸率,是拉制异形线的必备设备。
拉线鼓轮一列式排列设计,增强了设备的刚性和强度,极大地方便了操作,可实现快速换模,有效地减轻操作工人的劳动强度与配模时间,大量减少拉线模具的规格及数量。
配置双盘自动收线装置,双盘自动收线定长换盘,自动缓速切换,实现不停机连续收线,提高生产率。
电气控制采用可编程序控制器统一协调,控制各执行机构、变频电机的启动、运行跟踪和停止,使机组受控于最佳生产状态。
本设备性能可靠、运行平稳、操作方便、维护简单,是理想的拉丝设备更新换代产品,达到国际先进水平,国内领先。
二、外形图(见附图)三、主要技术参数1.进线直径φ9.5mm(12mm)2.出线直径(11模)铝合金φ2.7-φ5mm铝φ2.2-φ5mm(13模)铝合金φ2.2-φ5mm铝φ1.8-φ5mm3.最大拉线速度 25m/s4.拉丝鼓轮直径φ450mm5.拉线模外形尺寸φ45×307.张力控制储线量 7m8.收线盘规格PND 500-6309.拉线轮电机功率 45/37KW ``10.定速轮电机功率 55KW或选取11.收线电机功率 30KW12.设备外形尺寸(长、宽、高) 21.5/23m×5.5m×5m四、设备的主要组成部件本机主要由摆臂式放线架、拉线机、张力储线器、收线装置、拉线冷却润滑系统和电气控制系统等组成。
拉丝机说明书含配模表

使用说明书型号LHD-560+450/11名称伺服电机非滑动铝合金大拉机目录1.技术规范2.机器用途3.机器结构说明4.运输及安装5.设备维护事项6.电气系统7.配模参考表 .附录:1.电气原理图及电气接线图. 1套2.机器用途本机可用于铝合金Φ9.5mm,普铝Φ9.5-Φ12拉制成铝合金圆线Φ2.5-5.0 铝圆线Φ1.8-5 型线: 5-25.3.机器结构说明本机由双工位摆臂式放线架、11模拉线机,储线装置、双盘自动收线装置、拉线润滑油系统、齿轮润滑油系统、电气控制系统等组成。
3.1 放线装置放线装置为双工位摆臂式放线架。
可放置二盘铝杆实现不停车接头,放线架高度4800mm,摆臂长度1650mm,摆臂角度50度。
放线起理顺材之用,其支柱也可用为扶梯,以便操作者上下理线。
线材经过滚轮改变方向,从压臂度下进入拉线主机。
3.2 拉线主机拉线主机由拉线齿轮箱、拉线油箱及密封罩壳、模座、旋转模座、电机等构成。
具有刚性好,易于操作等优点。
3.2.1 拉线主齿轮箱于拉线润滑油系统采用独立分体结构。
3.3 储线装置该装由两个储线轮、导轮、气缸等组成。
两个储线轮上下设置,上储线轮可沿导轨上下滑动,而下储线轮固定不动,进线进入储线轮后,在两储线轮上绕三圈,由上储线轮出来,入顶端出线导轮后直接收线装置。
4 运输及安装4.1本设备装卸箱时应防止磕碰、清点零部件数目,不得有遗漏,并检查设备有无损坏现象。
由于拉线主机较长,吊装时应特别注意吊装受力位置,为确保运输安全,各零部件应定位牢固可靠,不得有窜动,并且有防漏防潮防震保护措施。
4.2机器的基础尺寸参考机器基础图,并和实物复校,基础尺寸应大于机器轮廓尺寸,视上壤情况确定其厚度(不小于45cm)校准水平及各部件基础标高,位置准确无误后,放入地脚螺栓,进行二次灌浆,于固后校正水平,垫料,方可紧固螺栓。
本机组中,放线装置、拉线润滑油箱拉线齿轮润滑油箱、轧头穿模机、电气控制箱安装位置,用户可根据场地作适当调整。
拉丝机培训课件第四版解读
2.2 、拉线鼓轮由渗碳淬火经磨削的圆柱斜齿轮传动,传
动功率大,效率高,更换容易。
8
传动图:速度越来越大,轴是倾斜3°
2.3、理论公式:d进线=d出线* √(i *( 1.025 -1.06)) i:传动比
假设导体的体积不变
9
2.4主机列管式热交换器 2.5接头机
10
2、6主机、牵引驱动
直流驱动方式
变频驱动方式
优点:力矩大低,速特性好 优点:价格便宜,使用范围广。
缺点:直流电机碳刷(易耗品)更 缺点:力矩小。 换频繁。
11
铜大拉机使用采用编码器反馈 ,速度精准。
直流驱动原理图
13
3、退火装置
立式退火结构-进口铜 大拉
卧式退火结构-东佳港 铜大拉机
14
直流退火装置
②
③
交流退火装置-合 肥铜大拉机
②
③
①④
①
15
3.1退火原理:将加工硬化后的线材通过带电的接触轮 ,使 电流直接通过线材 ,形成 电阻加热 ,达到退火目的。
3.2 密封室在各种形式的连续退火机中 ,各密 封室均采用铝 合金铸造 。
3.3保护蒸汽,采用蒸汽发生器产生蒸汽,防止线芯氧化。 3.4连续退火机属于接触式电阻退火,在与导线的接触时通常
铝圆线:Φ2.2-5.0 mm
铝型线拉丝机组 1#
1
LHD-450/ (8+3)
德阳杰创
铝合金圆线:Φ2.3-5.0 铝型线:Φ2.65-7.0 mm 铝合金型线:等效直径
φ9.5/ φ12
8-25m/s 4-10m/s
(圆线), (型线)
Φ2.65-5.5 mm
高速铝合金大拉 机2#
铝合金大拉机LF600-6方案计算表(配模表)
74.9% 1.23041
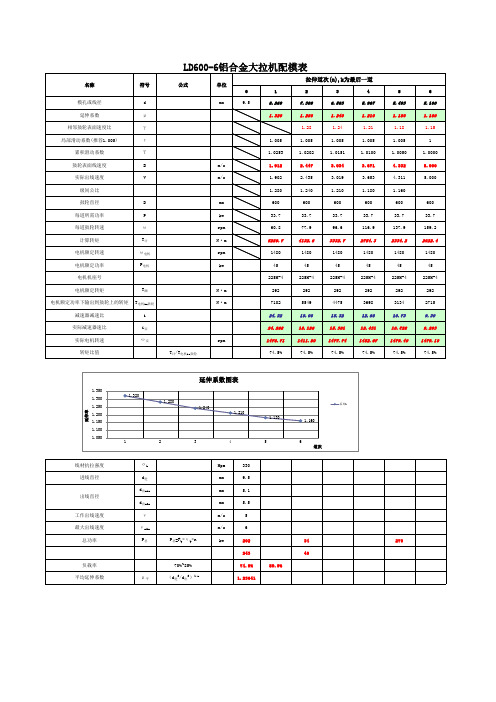
LD600-6铝合金大拉机配模表
拉伸道次(n),k为最后一道
名称 符号 公式 单位 0 模孔或线径 延伸系数 相邻鼓轮表面速度比 局部滑动系数(推荐1.005) 累积滑动系数 鼓轮表面线速度 实际出线速度 级间公比 鼓轮直径 每道所需功率 每道鼓轮转速 计算转矩 电机额定转速 电机额定功率 电机机座号 电机额定转矩 电机额定功率下输出到鼓轮上的转矩 减速器减速比 实际减速器速比 实际电机转速 转矩比值 T额 T电机to鼓轮 i i实 ω实 T计/T电机to鼓轮 rpm N·m N·m D P ω T计 ω 电机 P电机 mm kw rpm N·m rpm kw d μ γ τ Τ B V
74.5%
10.73 10.728 1479.40
74.5%
9.30 9.293 1479.10
74.5%
延伸系数图表
1.350
1.300
1.320 1.280 1.240 1.210 1.180
1.160
系列1
1.250 延伸率
1.20 1 2 3 4 5 6
道次
μ_n=d_(n-1) 2/d_n 2 γ_n=B_n/B_(n-1)
1
2
3
4
5
6
mm
9.5
8.269 1.320
7.309 1.280
1.28
6.563 1.240
1.24 1.005 1.0151 3.034 3.019 1.210 600 33.7 96.6
5.967 1.210
1.21 1.005 1.0100 3.671 3.653 1.180 600 33.7 116.9
5.493 1.180
浙江亘古电缆股份有限公司
h
重
重i
ii
i
_
iI
i l
I
I
I
il
I
l
i
Lj
j:
; : : ’ 。
.“
●
;
一
一
型 浙 江 亘 古 电 缆 股 份 有 限 公 司 (原 浙 江 临 海 电 缆
厂 ) .始 建 于 1 9 8 4 年 。 厂 址 位 于 国 家 历 史 文 化 名
城 、 省级 经 济开 发 区 临海市 东方大 道 沈南路 。 厂
、,
‘
要 篓娄恿鬟 寥≮? 罂罂芝 萋 堡 二 墨乙 蠹 黑 置 。 通 过二计 算 机 软 件 程。 序 操 作 监 控 .
‘
在电脑画 面
苫。 簇石嘉 器耋未蒹蚕磊鬲j。 覆青耄磊:“ 茜
茹喾馘 ≤;釜善蓉? 导建军;看;j ;i 门
。
:= :●_ : ● 。。 。
“ ~ z . nl
““
。“
。
“
区 占地 面 积 8 7 0 0 0 m
。 ,
总 投 资3 亿 元 ,
年生产能力
10 亿元。
豳 1 9 9 8 年公 司 引进 国 内一 流 的3 5 k V 及 以 下 硅 烷 交联 装备 生 产线 。 采 用导 体进入 挤包 绝缘前 , 导
程 中不 滴流 , 从而 保证 了绝 缘不偏的同心 度和 力 回转 , 使 产 品质 量 达 到 了 国 际最 高标 准要 求 居 于 国 内领 先水平 。
■ 铝 合 金 杆连 铸 连 轧 生 产 机组Z L Z L l6 0 0 + 2 2 5
14 。
配套
中9
5
.
滑动式铝大拉机性能参数及操作规范
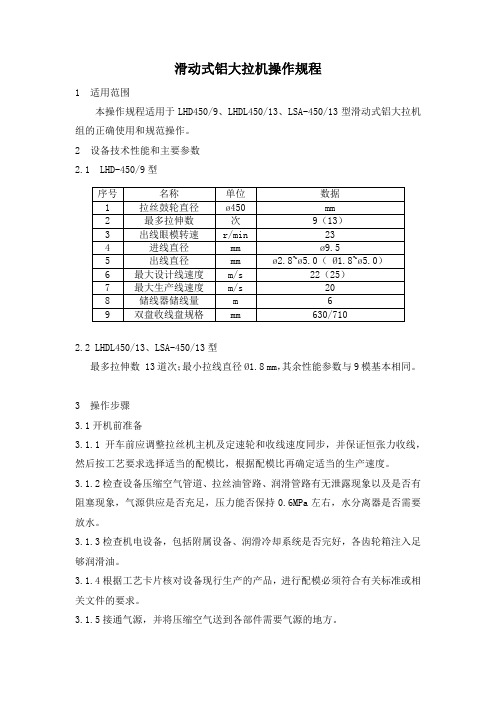
滑动式铝大拉机操作规程1适用范围本操作规程适用于LHD450/9、LHDL450/13、LSA-450/13型滑动式铝大拉机组的正确使用和规范操作。
2设备技术性能和主要参数2.1 LHD-450/9型2.2 LHDL450/13、LSA-450/13型最多拉伸数 13道次;最小拉线直径Ø1.8 mm,其余性能参数与9模基本相同。
3操作步骤3.1开机前准备3.1.1开车前应调整拉丝机主机及定速轮和收线速度同步,并保证恒张力收线,然后按工艺要求选择适当的配模比,根据配模比再确定适当的生产速度。
3.1.2检查设备压缩空气管道、拉丝油管路、润滑管路有无泄露现象以及是否有阻塞现象,气源供应是否充足,压力能否保持0.6MPa左右,水分离器是否需要放水。
3.1.3检查机电设备,包括附属设备、润滑冷却系统是否完好,各齿轮箱注入足够润滑油。
3.1.4根据工艺卡片核对设备现行生产的产品,进行配模必须符合有关标准或相关文件的要求。
3.1.5接通气源,并将压缩空气送到各部件需要气源的地方。
3.1.6稀油站润滑油接至各润滑口,稀油站接通冷却循环水。
3.1.7拉线润滑冷却装置接通循环冷却水,接好循环回流管道。
3.1.8生产前,必须由质检员进行首检,确认合格后方能正常开车。
3.2开机步骤3.2.1拉丝机组绝对不允许逆转,否则会损坏机构。
3.2.2调整拉丝机主机及定速轮和收线速度同步,保证恒定张力收线。
3.2.3根据工艺要求选择配模比,根据配模比确定适当生产速度。
3.2.4满盘线未完全制动,不得进入罩内操作上下线盘换盘。
3.2.5停机后,应及时清理设备,上油保养,关闭水、电、气路阀门。
3.3质量控制3.3.1铝杆上车前认真核对,使用经质检科检验合格的铝杆。
3.3.2铝杆焊接要光滑牢固。
3.3.3经常巡视设备,测量线径和观察线材表面情况,发现润滑不良和线模磨损及时调整。
3.3.4主电机和定速轮电机及拉线速度同步及恒张力收线,发现不同步或张力不恒定应及时给予调整,排线要求整齐。
9模铝大拉机设备规范

9模铝、(铝合金)大拉机组简介1、设备用途本机组主要用于将φ9.5mm的普通铝、合金铝杆拉制成φ4.5mm~φ2.8mm 的圆铝单线,并将线收成盘。
2、设备主要技术参数2.1 进线直径: 最大φ9.5mm(合金铝线)2.2 出线直径: φ4.5mm ~φ2.8mm2.3 拉丝鼓轮直径: φ450mm2.4 最多拉伸次数: 92.5 最大机械速度: 20m/s2.6 储线器储线长度: 7 m2.7 出线眼模转速: 69r/min2.8 收线盘规格: PND630、PND5002.9 主电机225KW(DC)2.10 定速轮电机75KW(DC)2.11 双盘收线电机(两台)30KW(DC)2.12 拉丝模具最大外形尺寸φ43×35mm3、设备的主要组成部分3.1 放线架1台3.2 拉丝主机1台3.3 收线张力储线器1台3.4 双盘自动收线机1台3.5 轧头穿模机1台3.6 电气控制系统1套3.7 主机供油站1套4、各主要部件的结构说明放线架为旋臂式双工位放线架,放线高度高5米,放线顺畅,不打结;有上下人梯及平台,穿线方便;线材始终处于拉紧状态,无振动,噪声小;放线头有正负30度夹角,轴承支撑,切换灵活方便;并附有全线联动停车装置。
4.2拉丝主机4.2.1 进线直径φ9.5mm(合金铝线)4.2.2 出线直径φ4.5mm ~φ2.8mm4.2.3 最大机械速度20m/s4.2.4 伸线眼模9个4.2.5 伸线鼓轮直径450 mm4.2.6 主电机功率225KW(DC)4.2.7 定速轮电机75KW(DC)4.2.8 出线回转模转速69r/min4.2.9 入口第一道井字导轮,立式2只为井口独立导轮,横式上导轮为移动式。
4.2.10 外门盖采用3片不锈钢板,内门盖采用6片不锈钢板,均附手把,人工打开。
4.2.11 拉丝轮采用半浸方式,循环冷却。
4.2.13 拉丝液槽与齿轮箱中间设有空间隔开,防止液体混入齿轮油中。
各种吊车选型大全

吊车选型
《手册》
中华人民共和国颁布
赵利平监制
1
目
录
全液压汽车起重机系列.....................................................................................................................................................10 QY130K 汽车起重机................................................................................................................................................. 10 QY100K 汽车起重机................................................................................................................................................. 12 QY80K 汽车起重机................................................................................................................................................... 13 QY70K 汽车起重机..............................................................
萨帕铝热传输(上海)公司为新轧机引进自动化控制系统
—
—
—
—
1 1
L — L 一 一 一 一 一 一 一 一 一 一 一 J
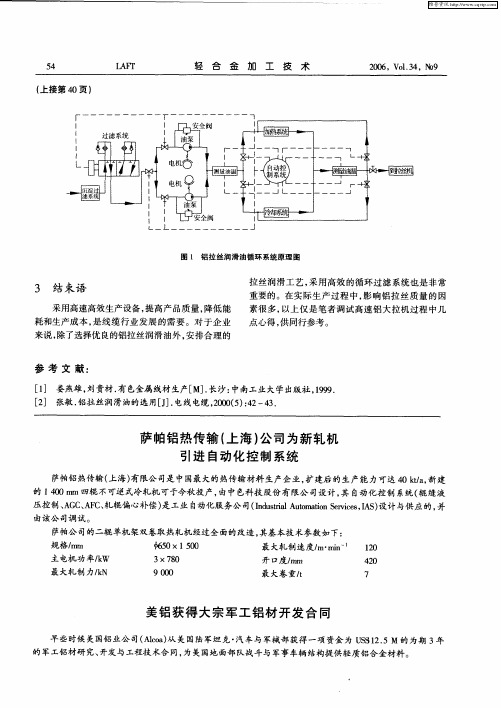
图 1 铝拉 丝润 滑油循环 系统 原理图
3 结 束语
采用高速高效生产设备, 提高产品质量 , 降低能 耗和生产成本 , 是线 缆行业发展 的需要。对 于企业 来说 , 除了选择优 良的铝拉丝润滑油外, 安排合理的
维普资讯
5 4
( 接第 4 上 0页 )
L F AT
轻 合
金
加
工
技
术
20 , o. , 06 V 1 4 №9 3
—
—
…
一
卿 I机 ’ 电 6
『 电机
- _.
一 ]L 一 - 一Βιβλιοθήκη + {— _ 一 一
J
-J
— — 一
广 - J
拉丝润滑工艺 , 采用高效 的循环过滤系统也是非常 重要的。在实际生产过程 中, 影响铝拉丝质量的因 素很多, 以上仅是笔者调试高速铝大拉机过程 中几 点心得 , 供同行参考。
参 考 文 献:
[] 娄燕雄 , 1 刘贵材. 色金属线材生产[ ]长 沙: 有 M. 中南工业大学出版社 ,99 19 . [] 张敏 . 2 铝拉丝润滑油的选用[] 电线 电缆 , 0 ()4 — 3 J. 2 05 : 4 . 0 2
萨 帕铝 热传 输 ( 海 ) 司为 新 轧 机 上 公 引进 自动化 控 制 系统
萨帕铝热传输( 上海) 有限公 司是 中国最大的热传输材料生产企业, 扩建后的生产能力可达 4 t , 0k a新建 /
的 1 0 n 四辊不可逆式冷轧机可于今秋投产, 0 l 4 m 由中色科技股份有限公 司设计 , 自动化控 制 系统( 其 辊缝液 压控 制 、 G 、 F 、 辊偏 心补偿 ) 工 业 自动化 服务 公 司(nuta A t a o ev e , S 设 计与供 应 的 , A CA C轧 是 Id s i uo tnSri sI ) rl m i c A 并
219529180_异型线拉丝及线缆绞合制作工艺技术探讨

2023年 4月下 世界有色金属147异型线拉丝及线缆绞合制作工艺技术探讨陈光银(金川集团工程管理部,甘肃 金昌 737100)摘 要:本文对异型线绞合导体在电线电缆行业中的应用前景进行简要的分析和展望,其次对其生产工艺及应用现状做了简要的介绍,最后介绍了电线电缆异型线拉丝及绞合生产试制工作,探索了异型线拉丝及绞合生产工艺技术,通过工程实例说明其优点及使用效果,佐证了异型线绞合导既有利于电线电缆降低生产成本,又提高产品质量,值得企业推广应用。
关键词:异型线;拉丝;绞合中图分类号:TM7 文献标识码:A 文章编号:1002-5065(2023)08-0147-3Special - shaped wire drawing and cable twisting production technology researchCHEN Guang-yin(Engineering Management Department of Jinchuan Group, Jinchang 737100, China)Abstract: In this paper, the application prospect of special-shaped wire stranded conductor in wire and cable industry is briefly analyzed and prospected. Secondly,the production process and application status are briefly introduced. Finally, the trial-production work of wire drawing and stranded of special-shaped wire is introduced, and the production technology of wire drawing and stranded of special-shaped wire is explored. It is proved that the twisted wire guide can not only reduce the production cost of wire and cable, but also improve the product quality.Keywords: Special wire; drawing; stranding收稿日期:2023-02作者简介:陈光银,男,1969 年生,汉族,四川成都人,大学本科,高级工程师,研究方向:电气自动化。
多次拉伸过程原理及拉线配模

多次拉伸过程原理及拉线配模一、 多次拉伸的一般概念在一台拉线机上连续进行多次拉伸,可使总的延伸系数和生产效率大大提高,所以大多数金属及合金线材都广泛采用多次拉伸。
多次拉伸的工作原理见图3-2。
多次拉伸可按被拉得金属线在鼓轮上有无滑动而分为非滑动式和滑动式两类。
在非滑动拉伸中,没有因滑动而导致的功率损耗,鼓轮的寿命可大大延长。
滑动式拉伸虽然由于滑动而损耗一部分功率,鼓轮也容易磨损,但传动结构可大大简化,占地面积小,并可使用很高的拉线速度,在铜、铝和铝合金线等生产中,应用更为普遍。
在以下关于多次拉伸过程的叙述中,均将使用与表3-14和图3-2相一致的各种符号。
图3-2V ——各道次线材的运动速度 S ——各道次线材的截面积 d ——各道次的线径 B ——各道鼓轮表面线速度 1~n~k ——道次的序号二、 非滑动式多次拉伸过程1. 非滑动式连续多次拉伸过程这种拉伸过程要求金属线在每一鼓轮上都不存在滑动,即V n-1=B n-1 ,V n =B n ,…故(3-24)式中r 为任一鼓轮同其前一鼓轮的表面线速度之比,简称鼓轮线速比机器速比。
但在同一时间t 内,V n-1t=L n-1 ,V n t=L n ,…因此由表3-14可知, L n 实际上等于μn L n-1μn =代入式(3-24)可得:μn =r n由表3-14可知,μn 也等于S n-1/S n ,因此 V nV 因此可得V n-1·S n-1=V n · S n同样可证明:V n-1·S n-1=V n · S n = V n+1·S n+1……= V h · S h (3-26)上式表明,在非滑动式连续多次拉伸中各道次得“秒体积”都是相等的。
因此式(3-24)至式(3-26)都是实现非滑动连续多次拉伸的必要条件。
图3-3在实际生产中,由于模孔尺寸本身存在允许偏差,以及在生产中不断磨损,因此μn 总是常有变动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主 要 生 产 设 备 日 常 点 检 表
设备名称:铝型形线大拉机 型号规格:450/11 设备编号:3230103LB-0044 年 月 填报人: 设备表009
序 号
检查项目 点 检 内 容
点检 方法
判定标准
点 检 情 况
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3
31 1 放线架
过线轮、井字轮使用 看、听 表面光滑转动灵活、无异响
2 架体各连接点 看 紧固
3 主机
电机的温度、噪声 摸、听
不烫手、无噪声
4 减速箱温度、噪声、油位 摸、听、看 不烫手、无、离顶端10cm
5 拉丝鼓轮的磨损、跳动 看 合金圈无沟槽、鼓轮不跳动
6 过线轮表面质量、转动 看、听 无破损,不跳动无异响
7 乳化液系统 看 流量足够、稳定,乳化液清澈
8 储线器 线轮表面质量、转动
看、听 无破损,不跳动无异响
9 气缸、气管、气动三联体水位油位 看、听、看 无破损、无漏气、水位不超过
1/3油位不低于1/3
10 拉丝油泵
电机的温度、噪声 摸、听 不烫手、无噪声 11 油泵温度、噪声 摸、听 不烫手、无 17 机油泵
电机的温度、噪声 摸、听 不烫手、无噪声 18 油泵温度、噪声 摸、听 不烫手、无 19 压头机
电机的温度、噪声 摸、听 不烫手、无噪声
20 压线装置是否完好 看 无缺损 21 电阻对焊机 手柄开关是否破损 看 无破损 22 开关装置是否损坏 看 无损坏 23 轮子是否损坏 看 无损坏 24 外壳有无变形 看 无变形或破损 25 收线 电机的温度、噪声
摸、听 不烫手、无噪声
26 排线过线轮、导轨、光杠、链条 看、听 无跳动异响、无油污、无锈蚀
27
切线、换盘、挡板
看
切刀无变形、换盘正常
说明 1、操作者必须按卡中规定认真填写点检情况; 2、记录符号:正常(√)、有问题但尚能使用(△)、有故障不能使用(╳)、修好(▲)或未修好(〇);
3、整机不开车时,空格表示;设备开车,个别部位不使用时不使用时,/表示;
4、本表由车间设备员督促检查操作者填写,并在次月第一天收回存档。