小直径冷轧辊的热处理
轧辊材料及热处理工艺

轧辊材料及热处理工艺轧辊材料及热处理工艺轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。
要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。
概述了传统的轧辊选材及其热处理工艺,同时,对轧辊材料及其热处理工艺的发展进行了展望。
传统冷轧辊材料及其热处理方式冷轧辊在工作过程中要承受很大的轧制压力,加上轧件的焊缝、夹杂、边裂等问题,容易导致瞬间高温,使工作辊受到强烈热冲击造成裂纹、粘辊甚至剥落而报废。
因此,冷轧辊要有抵抗因弯曲、扭转、剪切应力引起的开裂和剥落的能力,同时也要有高的耐磨性、接触疲劳强度、断裂韧性和热冲击强度等。
国内外冷轧工作辊一般使用的材质有GCr15、9Cr2、9Cr、9CrV、9Cr2W、9Cr2Mo、60CrMoV、80CrNi3W、8CrMoV、86CrMoV7、Mo3A等。
20世纪50~60年代,这一时期的轧件多为碳素结构钢,强度和硬度不高,所以轧辊一般采用1.5%~2%Cr锻钢。
此类钢的最终热处理通常采用淬火加低温回火,常见的淬火方式有感应表面淬火和整体加热淬火。
其主要任务是考虑如何提高轧辊的耐磨性能、抗剥落性能,并提高淬硬层深度,尽量保证轧辊表面组织均匀,改善轧辊表层金属组织的稳定性。
从20世纪70年代开始,随着轧件合金化程度的提高,高强度低合金结构钢(HSLA)的广泛应用,轧件的强度和硬度也随之增加,对轧辊材料的强度和硬度也提出了更高的要求,国际上普遍开始采用铬含量约2%的Cr-Mo型或Cr-Mo-V型钢工作辊,如我国一直使用的9Cr2Mo、9Cr2MoV和86CrMoV7、俄罗斯的9X2MΦ、西德的86Cr2MoV7、日本的MC2等。
这类材质的合金化程度较低,在经过最终热处理后,其淬硬层深度一般为12~15mm(半径),仅能满足一般要求,而且使用中剥落和裂纹倾向严重,轧制寿命低。
冷轧工作辊的热处理

度 均 匀度 等 。从 上 述要 求 的 加 工 精 度对 延 长 其 时 。 体 积 占 7 % ; 不 完 全 退 火 处 理 的 金 相 率 越 高 电 流 渗入 深 度 越 小 、 热 层越 薄 。 们经 其 0 而 加 我 ~ 。5 6 x之 使 用 寿命 是 非 常 必 要 的 ,而 对 于 热 处理 技 术 要 组 织 中 碳 化 物 截 线 长 度 宽 为 1 7 36 1 间 过 大 量 的 试 验 , 摸索 了不 同 电 参 数 , 艺 参 数 对 工 其体 积仅 占 5 % 。通 过 上 述 检 查 可 以看 出 感 应 加 热 温 度 场 的分 布 及 淬 火 硬 度 和特 性 的影 7 求 即使 最后 通 过 表 面淬 火 得 以满 足 ,还 应有 最 时 , 佳 的预 备 热处 理 ,使轧 辊 毛坯 金 相组 织 都得 到 球 化 退 火 处 理 的碳 化 物 呈 球 状 并 尺 寸 上趋 于一 响 。 经 过 金 相 检 查 和 硬 度 检 查 证 明 用 l0 H Oo z
维普资讯
科
科 苑f f l 论谈
冷轧工作辊 的热处理
杨 广 利
( 尔滨 汽轮 机 厂 有 限责 任公 司 , 哈 黑龙 江 哈 尔滨 l0o ) 5 0 o
摘 要: 冷轧工作辊除直接轧制铝、 钼舍金 、 铜舍金等有 色金属外 , 主要 轧制薄钢板 , 它的质量好坏对轧材质量及 生产效率有着密切 的关系。
发 生 粘 钢 或 打 滑 也 会 造 成 局 部 高 温 ( 过 化 退 火 。经 上述 两 种 工 艺 退 火处 理 后 金 相 组 织 超 90 而 产 生 热 冲 击 裂 纹 , 述 裂 纹 都 会 导 致 及 机 械 性 能 的 比较 发 现 等 温 球 化退 火 可 获 得 更 0 ℃) 上
MC5钢冷轧工作辊热处理工艺研究

7 6 6
2 0 0 1 中国钢铁年会论文集
碳化物颗粒增大, 在铅浴淬火加热时溶人奥氏体中的 2 . 2 试验方法 能力降低, 从而降低了奥氏体中的含碳量, 得到了很 体 组织。 据资料 介绍, 这种淬火组织是由 很 在锻后退火的试料上切取试样, 尺寸为: 6 n - n x 细的马氏 细的 板条马氏体及片状马氏 体, 自由 碳化物和少量残 1 0 m m x 1 2 .。 经过预备热处理后进行铅浴加热淬 余奥氏 体所组成, 不仅性能较好, 而且减少了变形开 火, 预备热处理工艺为: 9 3 0 0 , 4 0 m i n 加热, 油淬; 回 火 裂 倾向。 这种组织被称为隐晶马氏体, 为了得到这种 温度分别取 6 6 0 0 , 6 9 0 1、 7 2 0 1 C , 7 5 0 0, 回火时间为 组织, 在预备处理时不应选择很低的回火温度c 3 h 。 另外, 再取锻后退火的试 样, 不经预备热处理, 直 当铅浴加热的温度和时间相同时, 随试样预备 接进行铅浴淬火试验。 铅浴加热温度分别为8 9 0 0、 处理回火温度升高, 淬火后试样组织由颜色均匀的 9 1 0 ' - , 9 3 0 0 , 9 5 0 1, 加热时间 1 2 n - i n , 油淬。然后测 马氏体组织逐渐变为呈黑白相间的马氏体组织, 原 试样的 洛氏硬度, 观察金相组织。 始组织为球化退火态的试样这种现象最为明显。据 体化时间对试样淬火后硬度的影 为了研究奥氏 这是由于合金元素的不均匀分布造成的。 响, 取经过调质的试样分别经铅浴加热到 8 9 0 ' - , 资料介绍, 9 1 0 1 , 9 3 0 0 , 9 5 0 1, 保持 6 m i n , 8 m i n , 1 0 m i n , 作为试样预备热处理的调质处理应得到回火索氏体 组织, 是一种球化组织, 随回火温度升高碳化物颗粒 1 2 m i n , 1 4 m i n 后油淬, 测洛氏硬度, 观察金相组织。 逐渐长大。而原始组织为球化退火态的试样 , 碳化 3 试验结果及分析 物颗粒更加粗大, 这种粗大的碳化物在快速加热过 程中, 不易全部溶人奥氏体, 其溶人的部分也来不及 3 . 1 试样预备热处理工艺对铅浴加热淬火组织的 扩散, 就形成了 合金元素分布不均匀的奥氏体, 淬火 影响 后合金元素的 分布保留下来, 经腐蚀后在金相显微 当 铅浴淬火的温度和时间一定时, 随预备处理 镜下就会观察到黑白相间的组织。预备热处理工艺 时调质回 火温度升高, 淬火后马氏体组织趋向于细 所示。 小 未溶碳化物增多。这是因为调质回火温度升高, 对铅浴淬火组织影响的照片如图 1
一种冷轧辊的热处理
大, 晶粒得到细化, 在随后的淬火冷却过程中, 组织应力、 热应 力都得到不同程度的减少, 从而降低了工件发生畸变和开裂 图* 外锥体结构简图 M 2 J * A N ? 6 : 6 < C < F 7 6 9 7 % 6 9 B @ 的可能性。外锥体亚温淬火加热设备是: K 8 ! 4 * ! , 4 * ! 台车式 电阻炉, 工件入炉之前需将丝孔与光孔用耐火纤维塞紧, 防止 在淬火过程中由于应力过大, 在孔周围出现裂纹或造成螺纹 淬火硬度过高。针对外锥体内表面为工作面且淬火后加工余 量较小, 淬火时将内表面涂抹! 以 , !抗氧化防脱碳保护涂料, 防止由于氧化脱碳造成工作面淬火硬度不足。亚温淬火工艺 为: 工件入炉温度 !) , , -, ) " , -OH , : 2 3 P. " , -OH , : 2 3 P 冷却介质为 * (质量分数) 水溶 " #$ % G T I H , -O. , : 2 3 淬火, 液, 冷却" 检测淬火硬度; : 2 3出水空冷, ) , , -以下装炉回火, 保温, 出炉空冷至室温, 检测回火硬度。 ( H , -O * ! , : 2 3 经检 测, 淬火后硬度" , 回火后硬度) .!. ! ’ K G !! ; 金 相 组 织 为: 马 氏 体 P 贝 氏 体 P 少 量 铁 素 体; ) " ’ K G 内孔略有膨胀, 畸变量为, ! ) H , : : L * , ! , L * " : :。
6 > 4 材料及工艺
冷轧辊多采用铬钢锻成, 现采用 ( 6 8 G ! 钢。该材料的主 要成分 (质量分数, ) 为: 、 、 、 Q # P H ! !G P G # 6 $# P M 9 / "# P " ! A * 、 、 。工艺路线为: 锻造—球化退 G P " ! G P N 6 8 %# P # " T %# P # " A 火—粗加工—精加工—最后热处理 (淬火、 回火) —磨加工— 钳工修配。
冷轧工作辊热处理工艺进展
热处理工艺 、 最终热处理工艺及淬硬层 的组织及性 能特点 。介 绍 了靠 二次 硬化获 得高硬度 的半 高速钢 冷轧工 作 辊的热处理工 艺特 点及由此而产生的性能特点 。 关键词 : 冷轧工作辊 ; 热处 理 ; 组织及性能 ; 半高速钢轧辊
近年来 , 国内冷轧薄板产能急剧增长 , 因而对 冷轧工作辊 的需求大 大增加 , 推动 了冷轧辊制造 业的发展 , 除原有 的冷轧辊 制造企业生产能力扩 大、 产量增加外 , 新建的冷轧辊制造企业如雨后春 笋, 生产的轧辊 规格 千差万别 , 工艺 水平 差别很 大。随着冷轧辊材料 的发展 , 热处理工艺也不 断 发展。特别是半高速 钢冷轧工作 辊 的出现 , 通过
H C D H硬度 值 的对照 表 。各种 硬度值 可 以很 方 S 、P 便 地互 相转换 , 辊 的硬 度测 量 可采 用 多 种 方法 。 轧
3 感应加热淬火工艺
7 0年代 在轧 辊制 造 中出现 了感 应加 热 以及 冷
国内目前仍采用 H D法测轧辊硬度。 S 关于冷轧工作辊的淬硬层深度 , 常定义为 通 从初始表面起 向下洛 氏硬度下降 3 5 的深度 , — 处
应线圈对轧辊进行补充加热 , 以弥补 轧辊表 面温
度 的损失 , 表 层 温 度 分 布 更 均 匀 。 目前 国 内 常 使 州 冶金机 械厂 、 钢 、 钢都 从 比利 时 O B公 司 引 武 宝 S
及分布) 决定轧辊 的耐磨性及在工作过程 中保持
表 面粗糙 度及 毛化 结构 的能力 。
3 足够 的淬硬层深度 , . 以减少或避免返修淬
火处理 。
强度而造成轧辊断裂 , 因此需将轧辊 中心钻孑 , L 在
淬 火 时心部 同 时 冷 却 , 样 就 在 内 孑 表 面 也 产 生 这 L 压应 力 , 拉 应 力 推 向辊 身 外 表 面 和 内孑 表 面 之 将 L
轧辊热处理
轧辊热处理轧辊按工作状态可分为热轧辊和冷轧辊,按所起的作用可分为工作辊、中间辊、支承辊,按材质可分为锻辊和铸辊(冷硬铸铁)。
通常轧辊的服役条件极其苛刻,工作过程中承受高的交变应力、弯曲应力、接触应力、剪切应力和摩擦力。
容易产生磨损和剥落等多种失效形式。
不同的用途、不同类型的轧辊处在各自特定的工况条件,其大致的性能要求如下:轧辊类型主要性能要求辊身硬度工作温度℃热轧工作辊抗热疲劳裂纹性能,抗表面粗糙性能HB:196~302室温~850冷轧工作辊高硬度,耐磨性,抗疲劳剥落性能HS:90~105室温~180对热轧辊来说,辊面不允许出现裂纹,表面裂纹缺陷容易造成应力集中,加速扩展而使轧辊失效。
热疲劳裂纹主要起因于周期性交变热应力,严重情况下,裂纹扩展可能造成辊面剥落,甚至断辊。
冷轧辊主要失效形式包括划伤、粘辊和剥落等。
冷轧辊辊身表面应有高而均匀的硬度,其优劣表现在辊身工作层的耐磨性,即耐粗糙性。
大型热轧锻钢工作辊用钢的化学成分、临界点以及工艺参数如下。
热轧锻钢工作辊用钢化学成分(%)钢号CSiMnPSCrNiMoVCu55Cr0.50~0.600.17~0.370.35~0.65≤0.025≤0.0251.00~1.30≤0.30--≤0.2550CrMnMo0.45~0.550.20~0.601.30~1.701.40~1.80-0.20~0.60-60CrMnMo0.55~0.650.25~0.400.70~1.000.80~1.20-0.20~0.30-50CrNiMo0.45~0.550.20~0.600.50~0.801.40~1.80-0.20~0.60-60CrNiMo0.55~0.650.20~0.400.60~1.000.70~1.001.50~2.000.10~0.30-60SiMnMo0.55~0.650.70~1.101.10~1.50--0.30~0.40-60CrMo0.55~0.650.17~0.300.50~0.800.50~0.80≤0.250.30~0.4060CrMoV0.55~0.650.17~0.370.50~0.800.90~1.20-0.30`0.400.15~0.3570Cr3Mo0.60~0.800.40~0.700.50~0.902.00~3.000.40~0.600.25~0.60-常用热轧锻钢工作辊的临界点及工艺参数钢号临界点热处理Ac1Ac3Ar1Ms正火温度(℃)淬火温度(℃)回火温度(℃)55Cr735755--840~850820~840590~63060CrMo676805685-840~860860~870600~66060CrMoV765798-265890~910860~880600~68060CrMnMo700805655-820~840860~870650~68060SiMnMo700760--810~830830~850570~65070Cr3Mo800-700195810~880860~880-热轧工作辊进行的热处理一般有锻后热处理和调质。
gcr15钢冷轧辊的热处理

gcr15钢冷轧辊的热处理
GCr15钢是一种含铬高碳合金轴承钢,通常用于制造轴承等高负荷零件。
对于GCr15钢冷轧辊的热处理,一般需要经过以
下步骤:
1. 预热:将GCr15钢冷轧辊加热至预定温度,通常在850℃左右,并保持一段时间,以消除内部应力和改善材料的可加工性。
2. 淬火:将预热后的GCr15钢冷轧辊迅速冷却至室温以下,
以达到硬化效果。
淬火方式可以选择油淬或水淬,根据具体情况进行选择。
3. 回火:将淬火后的GCr15钢冷轧辊加热至适当温度,通常
在150-250℃之间,并保持一定时间,以减缓硬度和提高韧性。
回火过程中的温度和时间需要根据具体要求进行控制。
4. 终冷:将回火后的GCr15钢冷轧辊自然冷却至室温,完成
整个热处理过程。
热处理可以改变材料的结构和性能,提高GCr15钢冷轧辊的
硬度、耐磨性和耐久性等特性。
热处理过程中的温度和时间需要根据具体要求进行控制,以保证最佳的性能和质量。
轧辊材料及热处理工艺
轧辊材料及热处理工艺轧辊的寿命主要取决于轧辊的内在性能和工作受力,内在性能包括强度和硬度等方面。
要使轧辊具有足够的强度,主要从轧辊材料方面来考虑;硬度通常是指轧辊工作表面的硬度,它决定轧辊的耐磨性,在一定程度上也决定轧辊的使用寿命,通过合理的材料选用和热处理方式可以满足轧辊的硬度要求。
概述了传统的轧辊选材及其热处理工艺,同时,对轧辊材料及其热处理工艺的发展进行了展望。
传统冷轧辊材料及其热处理方式冷轧辊在工作过程中要承受很大的轧制压力,加上轧件的焊缝、夹杂、边裂等问题,容易导致瞬间高温,使工作辊受到强烈热冲击造成裂纹、粘辊甚至剥落而报废。
因此,冷轧辊要有抵抗因弯曲、扭转、剪切应力引起的开裂和剥落的能力,同时也要有高的耐磨性、接触疲劳强度、断裂韧性和热冲击强度等。
国内外冷轧工作辊一般使用的材质有GCr15、9Cr2、9Cr、9CrV、9Cr2W、9Cr2Mo、60CrMoV、80CrNi3W、8CrMoV、86CrMoV7、Mo3A等。
20世纪50~60年代,这一时期的轧件多为碳素结构钢,强度和硬度不高,所以轧辊一般采用1.5%~2%Cr锻钢。
此类钢的最终热处理通常采用淬火加低温回火,常见的淬火方式有感应表面淬火和整体加热淬火。
其主要任务是考虑如何提高轧辊的耐磨性能、抗剥落性能,并提高淬硬层深度,尽量保证轧辊表面组织均匀,改善轧辊表层金属组织的稳定性。
从20世纪70年代开始,随着轧件合金化程度的提高,高强度低合金结构钢(HSLA)的广泛应用,轧件的强度和硬度也随之增加,对轧辊材料的强度和硬度也提出了更高的要求,国际上普遍开始采用铬含量约2%的Cr-Mo型或Cr-Mo-V型钢工作辊,如我国一直使用的9Cr2Mo、9Cr2MoV和86CrMoV7、俄罗斯的9X2MΦ、西德的86Cr2MoV7、日本的MC2等。
这类材质的合金化程度较低,在经过最终热处理后,其淬硬层深度一般为12~15mm(半径),仅能满足一般要求,而且使用中剥落和裂纹倾向严重,轧制寿命低。
一种冷轧辊的热处理

( )用 材 分 析 2
根 据 冷 轧 辊 的工 作条 件 ,冷 轧 料 应 具 有 高 的含 碳 量 和 含 有 加 深 淬 透 性 、淬 硬性 并 细 化 晶 粒 的 合 金 元 素 ,并 可 通 过 适 当 的 热 处
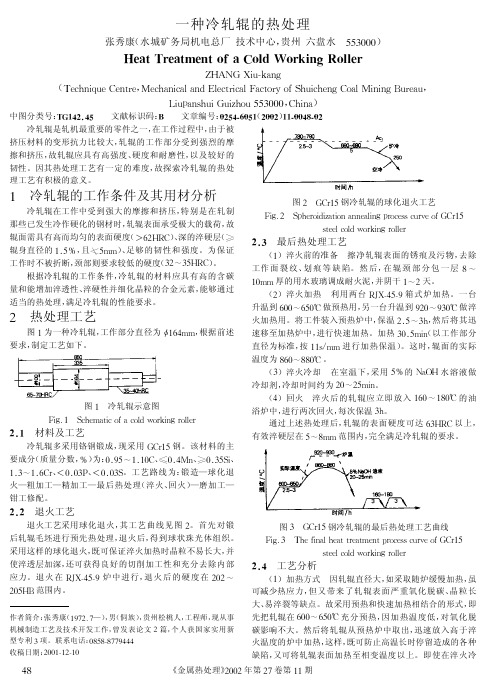
( )最 后 热 处 理 工 艺 曲 线 ( 图 3 。 4 见 ) ① 淬 火 前 的 准 备 :擦 净 轧 辊 表 面 的 锈 痕 及 污 物 ,以 防 产 生 软 点 ;并 去 除工 作 面 裂 纹 、划 痕 等 缺 陷 ,防 止 淬 火 时 开 裂 ;然 后 ,在 辊 颈 部 分 包 一 层 8
;
, :
一
, 7 0; 一 ■, 0 f 07 ;
、! ! t~ ‘ !
弘i
! 口 、
乒
- ’
~,一 一,
:0 、
管
曩
7 ,
;≥ ÷ ÷ ■ 涔
. 水城矿务局机电总厂技术 中心 ( 贵州六盘水 53 0 ) 张 秀 康 500
有 高 而 均 匀 的表 面 硬 度 ( 2 >6 HRC) 、深 的 淬 硬 层
( 应 小 于辊 身 直 径 的 1 5 ,且 不 得 小 于 5 不 .% mm) 、 足 够 的韧 性 和 强 度 。 为 保 证 工 作 时不 被 折 断 ,颈 部
则要求具有较 低的硬度 (2 5 3 ~3 HRC) 。
( ) 退 火 工 艺 采 用 球 化 退 火 工 艺 ,首 先 对 锻 3
挤 压 ,故 模 具 应 具 有 高 强 度 、硬 度 和 耐 磨 性 ,以 及 后 轧 辊 毛 坯 进 行 预 先 热 处 理 ,其 工 艺 曲线 如 图 2所 较 好 的 韧 性 。 因其 热 处 理 工 艺 有 一 定 的难 度 ,故 探 示 。退 火 后 ,得 到 球 化 体 的组 织 。 采 用 这 样 的 球 化
9cr3mo冷轧辊钢的热处理

9cr3mo冷轧辊钢的热处理
9Cr3Mo冷轧辊钢是一种高强度、高耐磨的特殊钢材,广泛应用于轧机、冷轧机等重型设备中。
为了保证钢材的性能和使用寿命,需要对其进行热处理。
9Cr3Mo冷轧辊钢的热处理主要包括两个步骤:淬火和回火。
淬火是将钢材加热到适当温度,然后迅速冷却,以使其达到硬度和韧性的平衡状态。
回火是在淬火后将钢材加热到较低的温度,然后冷却,以减轻淬火时产生的内部应力和硬度,提高钢材的韧性和耐磨性。
具体来说,9Cr3Mo冷轧辊钢的热处理步骤如下:
1. 加热。
将钢材加热到适当的温度,一般为840-860℃。
2. 淬火。
将加热后的钢材迅速浸入水中或油中,使其快速冷却,以获得高硬度和高韧性的平衡状态。
3. 温度回火。
将淬火后的钢材加热到较低的温度,一般为
580-640℃,然后保温1小时左右,使内部应力逐渐释放。
4. 空气冷却。
回火后的钢材需要在空气中自然冷却至室温。
通过以上热处理步骤,可以使9Cr3Mo冷轧辊钢达到较高的硬度和韧性平衡状态,同时减轻内部应力和硬度,提高钢材的使用寿命和性能。
- 1 -。
轧辊热处理
轧辊热处理轧辊按工作状态可分为热轧辊和冷轧辊,按所起的作用可分为工作辊、中间辊、支承辊,按材质可分为锻辊和铸辊(冷硬铸铁)。
通常轧辊的服役条件极其苛刻,工作过程中承受高的交变应力、弯曲应力、接触应力、剪切应力和摩擦力。
容易产生磨损和剥落等多种失效形式。
不同的用途、不同类型的轧辊处在各自特定的工况条件,其大致的性能要求如下:轧辊类型主要性能要求辊身硬度工作温度℃热轧工作辊抗热疲劳裂纹性能,抗表面粗糙性能HB:196~302室温~850冷轧工作辊高硬度,耐磨性,抗疲劳剥落性能HS:90~105室温~180对热轧辊来说,辊面不允许出现裂纹,表面裂纹缺陷容易造成应力集中,加速扩展而使轧辊失效。
热疲劳裂纹主要起因于周期性交变热应力,严重情况下,裂纹扩展可能造成辊面剥落,甚至断辊。
冷轧辊主要失效形式包括划伤、粘辊和剥落等。
冷轧辊辊身表面应有高而均匀的硬度,其优劣表现在辊身工作层的耐磨性,即耐粗糙性。
大型热轧锻钢工作辊用钢的化学成分、临界点以及工艺参数如下。
热轧锻钢工作辊用钢化学成分(%)钢号CSiMnPSCrNiMoVCu55Cr0.50~0.600.17~0.370.35~0.65≤0.025≤0.0251.00~1.30≤0.30--≤0.2550CrMnMo0.45~0.550.20~0.601.30~1.701.40~1.80-0.20~0.60-60CrMnMo0.55~0.650.25~0.400.70~1.000.80~1.20-0.20~0.30-50CrNiMo0.45~0.550.20~0.600.50~0.801.40~1.80-0.20~0.60-60CrNiMo0.55~0.650.20~0.400.60~1.000.70~1.001.50~2.000.10~0.30-60SiMnMo0.55~0.650.70~1.101.10~1.50--0.30~0.40-60CrMo0.55~0.650.17~0.300.50~0.800.50~0.80≤0.250.30~0.4060CrMoV0.55~0.650.17~0.370.50~0.800.90~1.20-0.30`0.400.15~0.3570Cr3Mo0.60~0.800.40~0.700.50~0.902.00~3.000.40~0.600.25~0.60-常用热轧锻钢工作辊的临界点及工艺参数钢号临界点热处理Ac1Ac3Ar1Ms正火温度(℃)淬火温度(℃)回火温度(℃)55Cr735755--840~850820~840590~63060CrMo676805685-840~860860~870600~66060CrMoV765798-265890~910860~880600~68060CrMnMo700805655-820~840860~870650~68060SiMnMo700760--810~830830~850570~65070Cr3Mo800-700195810~880860~880-热轧工作辊进行的热处理一般有锻后热处理和调质。
86CrMoV7钢小型冷轧辊整体热处理
跨测齿数n =3,得公法线长度L =14.807-0.032-0.071mm ,即14.7750-0.039mm 。
渗氮前后齿厚涨大实测记录如表2所示。
从表2可以看出:公法线长度涨大为0.030~0.015mm ,分度圆弧齿厚涨大范围0.125~0.013mm ,其中,弧齿厚散差大于公法线长度散差,齿厚检测包含齿形、齿向和位置误差。
取15件涨大尺寸的平均值,则公法线长度涨大尺寸为0.028mm ,分度圆弧齿厚涨大尺寸为0.0594mm 。
3 工艺措施 设计结构决定了花键齿厚(公法线长度),渗氮后不再加工,则公差总量由冷、热加工工艺制订相应的措施解决。
渗氮过程力求控制花键齿厚涨大量小而稳定,从而给机加工工艺留出制造公差。
如果渗氮齿厚涨大量散差大于设计公差,那么控制机加工工艺的制造公差也难以保证花键齿厚设计公差。
选择合理的工艺路线,并采用3段式渗氮工艺,严格控制渗氮温度、时间和氨气分解率,才能最大限度地减少渗氮件的畸变量。
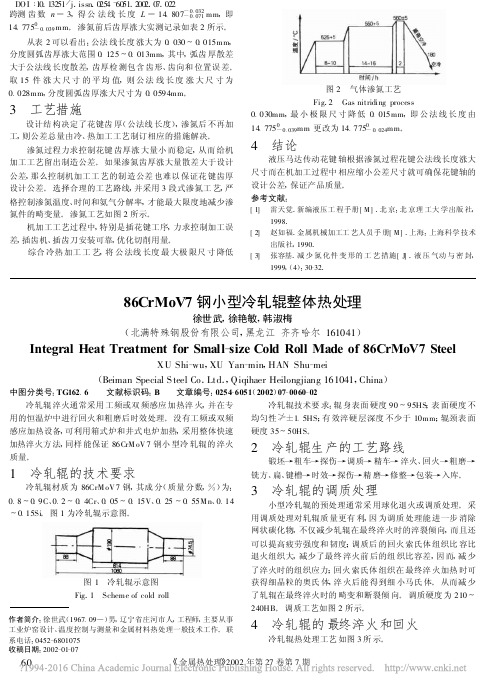
渗氮工艺如图2所示。
机加工工艺过程中,特别是插花键工序,力求控制加工误差,插齿机、插齿刀安装可靠,优化切削用量。
综合冷热加工工艺,将公法线长度最大极限尺寸降低图2 气体渗氮工艺Fig .2 Gas nitriding process0.030mm ,最小极限尺寸降低0.015mm ,即公法线长度由14.7750-0.039mm 更改为14.7750-0.024mm 。
4 结论 液压马达传动花键轴根据渗氮过程花键公法线长度涨大尺寸而在机加工过程中相应缩小公差尺寸就可确保花键轴的设计公差,保证产品质量。
参考文献:[1] 雷天觉.新编液压工程手册[M ].北京:北京理工大学出版社,1998.[2] 赵如福.金属机械加工工艺人员手册[M ].上海:上海科学技术出版社,1990.[3] 张容基.减少氮化件变形的工艺措施[J ].液压气动与密封,1999,(4):30-32.86CrMoV7钢小型冷轧辊整体热处理徐世武,徐艳敏,韩淑梅(北满特殊钢股份有限公司,黑龙江齐齐哈尔161041)Integral Heat Treatment for Small -size Cold Roll Made of 86CrMoV7SteelXU Shi -wu ,XU Yan -min ,HAN Shu -mei (Beiman Special S teel Co .Ltd .,Qiqihaer Heilongjiang 161041,China )中图分类号:TG162.6 文献标识码:B 文章编号:0254-6051(2002)07-0060-02作者简介:徐世武(1967.09—)男,辽宁省庄河市人,工程师,主要从事工业炉窑设计、温度控制与测量和金属材料热处理一般技术工作。
冷轧辊生产工艺
冷轧辊生产工艺
冷轧辊生产工艺是制造钢铁工业中不可或缺的一部分,其工艺流程包括原材料选材、热处理、精密加工、表面处理等环节,每个环节都有其独特的技术和要求。
首先,在冷轧辊的制造过程中,原材料选材至关重要。
一般来说,冷轧辊的原材料主要由高品质的合金钢或工具钢制成,以保证其强度和硬度。
这些材料需要经过严格的检测和筛选,确保其质量达到要求。
其次,热处理也是冷轧辊生产工艺中不可缺少的一环。
热处理是指将材料加热至一定温度,然后冷却至室温的过程。
通过热处理,可以改变材料的组织结构和物理性质,提高其强度和硬度,进而增强冷轧辊的耐磨性和使用寿命。
接下来,精密加工环节也是冷轧辊生产工艺中的重要环节。
冷轧辊需要经过多道精密加工,包括车削、铣削、磨削等工艺,以保证其尺寸精度和表面质量达到国际标准。
最后,表面处理也是冷轧辊生产工艺中的一部分。
表面处理包括酸洗、抛光、电镀等工艺,旨在提高冷轧辊的表面质量和使用寿命。
总的来说,冷轧辊生产工艺是一个复杂的流程,需要多种工艺的综合运用和高水平的技术支持。
只有通过不断创新和完善工艺流程,才能制造出更高品质的冷轧辊,为钢铁工业的发展做出贡献。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
后 ,辊 面便 因磨 损 而 不 平 、发 毛 ,需 卸 下 重 磨 和 磨
小辊 颈直 径 ,再 使 用 一 段 时 间又 需 重 磨 ,直 至 到 达
最小 规定 辊颈 直径后 报废 。
我们 对设 计作 了如 下修 正 :辊 面 硬 度 6 0~6 H 5 RC/ f
变 ,其 余 部 位硬 度 降为 3 4 H C 0~ 0 R ;硬度 过 渡部 位
附 近发生 断 裂 而 失 效 ,工 作 时 间 只 有 半 个 多 小 时 。
另外 ,前 后有 几 根 轧 辊 装 机 后 均 在 同一 部 位 工 作 几 小 时到几 天之 内接 连发生 断裂 。
图 2 预备 热处理 工艺 曲线
( )最终 热 处理 2
轧 辊 最 终 热 处理 包 括 淬 火 和
轧辊 ,使用 半 年 后 情 况 良好 ,仍 在 机 服 役 。 这 以后
又陆续 承揽 了各 种 规 格 的小 直 径 轧 辊百 多根 ,辊 长
5 0~10 mm,直径 9 3 50 0~2 0 m,也都采 用这种 方法 9m 处 理 ,试 用后 无一 折断 。
( )存 在 问题 与 解决 办法 2
位 落在直 径突 变 的过 渡 圆弧 ( 2m R 5 m) 上 ,过 渡 区
拉应 力与 尺 寸 突 变 区 的 应力 集 中叠 加 ,加 重 了该 处 的危 险性 。()2 m 过 渡 圆弧 表 面粗 糙 ,增 加 了 陔  ̄R 5 m 处应 力集 中的危害 。 通过 如上分 析 ,根据 冷 轧辊 热 处 理 的基 本 要求 .
1 原 冷 轧 辊 失 效 原 因及 热 处 理 指 标 确 定 .
用 户 给我们 带 来 一 件 早 期 失 效 的轧 辊 和 一 张 零
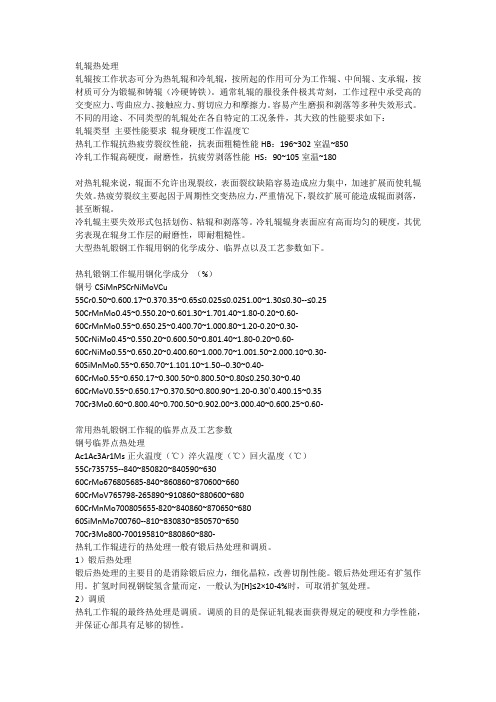
件 罔 ( 图 1 ,材 质 GC l ,热 处 理 要 求 q18 见 ) r5 S6 mm 辊 面硬 度 为 6 6 HR 0~ 5 C,其余 硬度 为 5 0~5 H C。 5R
…
状 珠光体 组 织 ,为最 终 热 处 理 创 造 条 件 ,具 体 1 岂 _
F一 兽 l I f l 璃 ;I
2 5
—
如 图 2所 示 。
。一
2 5 60 1 — ’ ’
图 1 冷轧辊结构
轧辊 在 &12 m轴 颈 与 R 5 m 过 渡 圆 弧交 接 处 0m 2m
强大 的轧 制力 ,出现塑 性 变形 ,辊 面下 陷呈 瓦 楞状 。
参 。 热 H‘口门 磊啪; 磊 工 处 ,,咖 ’ … ’ ¨ 仉 4 . 口 9 , 科 C
未装 机使 用 的 轧 辊 经超 声 波及 着 色检 测 均 未 发 现裂 纹 ,可见 裂 纹 是 在 工 作 过 程 中产 生 的 。从 折 断 断 口上检 查 ,未发 现 材 料 有 明显 缺 陷 ,材 质 基 本 可 靠 。根据 这些 基 本 情 况 推 定 ,轧 辊 早 期 失 效 的 原 因
4 .结 果 分 析 及 最 后 方 案 核 定
( ) 结果 分析 1 三种 方 案 处 理 的 轧 辊 ,热 处 理
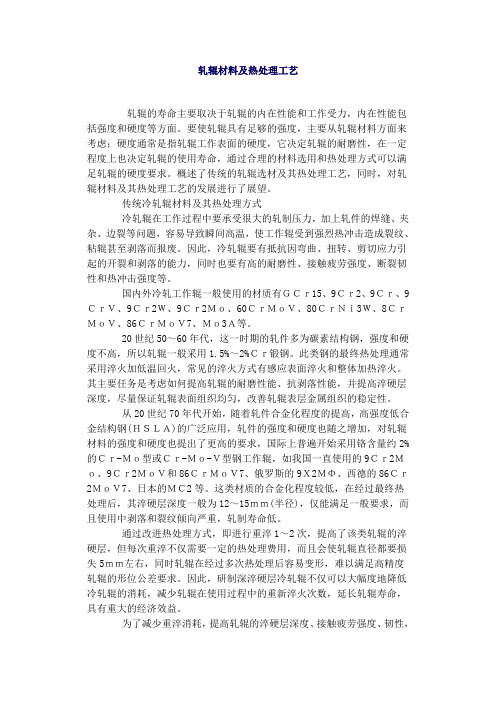
图 3 轧辊装夹入盐水示意
1 .轧辊 ( ) 2 屏 蔽套 热 . 3 起 吊绳 .
后 检验 结果 大致 一 样 ,都 符 合 质 量 指 标 ,但 上 机试
5 .生 产 性 考 核 及存 在 问题 与 解 决 设 想
入 液 面太 多 , 回火 时 间也 不 能 过 久 ,这 样 辊 面 与 辊 颈 的硬 度过 渡 区仍 然 是 在 圆弧 区 ,甚 至辊 颈直 线 处 , 拉 应力 的有 害 作 用 没 有 消 除 ,回火 时 间 不 长 ,还 可 能 只是 表 面一 层 硬 度 降 低 ,再 向 内层硬 度 可 能 未 降 下 去 ,早 期 断 裂应 属必 然 。 由于 辊 面经 高温 回火 烘
( ) 生产 性考 核 1。
两 端 回火时 ,要 保 证 辊 面 硬 度 ,除 采 取 一 些 辊
批轧辊 ,全 部 合 格 交 出 ,同 时 跟踪 原 试 生产 的两 根
面保护 措施 ( 如石 棉 绳 包 裹 辊 面 ) 外 ,轧 辊 不 能 浸
2 .热 处 理 方 案 的 确 定
冷 轧辊 热 处理 包 括 锻 后 热 处 理 、粗 加 T 后 调 质 处理 、半精 机 加 工后 最 终 热 处 理 和 粗 磨 后 低 温 同火 等 项 。根 据各 次热 处理 的作 用 及 我们 的热 处理 经 验 , 将 锻后 热处 理 和 粗 加 后 调 质 合 并进 行 ,锻 后 球 化 退 火 作预备 热 处 理 ,取 消粗 磨 后 低 温 回火 ,磨 削 前 淬 火 、回火 作 为最终 热处理 。 ( ) 预备热 处 理 1 锻 后 进 行球 化退 火 ,得 到 球
( ) 最终 方案 拟 定 2 绝热 保 护 冷 却 方 案 经完 善
距 端部 2 mm 处 5 HR 5 8 C,辊 颈硬 度 4 HR 0 C,基 本 符 合 质量 指标 。试 轧 结果 ,经一 次 重 磨 后 轧制 过 程 中
断 裂 ,在机 总时 间 1 O天 ,断 裂 位置 与 原 失效 轧 辊基 本 一致 。
距 端部 2 mm 处 4 HR 0 5 C,辊 颈 硬 度 3 7~4 HR 0 C,符 合 质量 指 标 。试 轧 结 果 ,经 两 个 月 试 轧 ,辊 面仍 光 亮 如镜 ,不 需 重 磨 ,辊 颈 不 断 ,辊 颈 面 不毛 ,试 轧 工 人非 常满 意 ,反 映 比轧机 自带轧 辊还 要好 。
低 温 回火 ,得 到 要 求 的辊 面 硬 度 和 淬 硬 层 深 度 , .淬 火 可 以整 体 淬 火 或感 应淬 火 ,但 整 体 淬 火 需 用 庞 大 的专用淬 火 冷 却 装 置 ,感 应 淬火 需 用 工 频 加 热 设 备 或工 频 +中频 双 频淬 火设 备 ,这 些 条 件 我 公 司都 不
处理 后 ,增 加 调 质 工 序 ,最 终 热 处 理 采 用 中频 连 续 加热 、压 力水 喷 冷 进 行 辊 面 淬 火 硬 化 。③ 绝 热 保 护 冷却 方案 :轧 辊 整 体 加 热 后 两端 低 硬 度 部 位 套 上 热 屏蔽 套进 行绝 热保 护 ,再 放入 盐水 中冷却 。 3 .三 种 方 案 处理 及 试 轧 结 果 三 种热处 理 方 案 按 生 产 准备 和现 场 生 产 安 排 情
故 重磨 时 间较短 。
中频感 应淬 火 方 案 ,辊 颈 没 有 出 现 问题 ,可 见 调 质硬度 范 围满 足  ̄ ¥ 要 求 。辊 面 出现 瓦楞 状 波 纹 L1 J 是 淬硬层 太浅 造成 的 ,中频感 应淬 火深度 3 mm左 右 ,
用 寿命 还有 影 响 等 。建 议 改 造 一 台通 透 式 推 杆 炉 ,
安 排 在 辊 面 边 缘 2 nn 之 内 ( 图 1 ;降 低 圆 弧 5 ll 见 )
R 5 m表 面粗糙 度值 。 2m
轧辊 的使 用 条 件 和 方 法 ,要 求 轧 辊 不 仅 应 具 备 高而 均匀 的 表 面 硬度 及 足够 深 的淬 硬 层 ,而且 应 具 有 良好 的耐 磨性 和 耐热 裂性 ,这 不但 给选 材 也 给 热 处理 带来 了许 多 困难 ,提 出 了严格 的质量 指标 。 我公 司通 过 采用 几种 不 同 的热 处 理 方 法 对 小 直 径 冷轧 辊进 行试 验生 产 ,制造 出 了合 格 的轧辊 。
次 重磨 轧 辊 面 后 轧 制 过 程 中辊 面 出 现 瓦楞 状 波 纹 , 无 法再 轧下 去 ,停 机卸 辊 。 ( ) 绝热保 护冷 却方 案 3 辊面硬 度 6 3~6 H C, 5R
7 i 转 油 冷 ,继 续 冷 至 辊 面 出 油 时 不 冒 白 烟 a r n后
( 于 10 ) 低 0 ℃ ,卸 去 屏 蔽 套 后 人 硝 盐 回火 10 x 4℃ 2 h,再 出炉空冷 至 室 温 ,水 洗 硝 盐后 转 磨 削。装 屏 4 蔽 套后 入盐 水冷却 的轧 辊如 图 3所 示 。
后 为 :零件 在渗碳 剂保 护 的密封 箱 内加热 8 0C X2 4  ̄ h 辊面 硬度 6 4~6 H 6 RC,
( ) 中频 感应 淬火方 案 2
后 出炉 套上 屏蔽 套 ,空 气预 冷后 人搅动 盐水 中冷却 6
—
辊 颈硬 度 3 H C 0 R ,符 合 质 量 指标 。试 轧结 果 ,第 二
处 理
Tr am e t e t n
小直径冷轧辊的热处理
江 西 省 新 余 市 长 林 集 团长 林 机 器 公 司 (3 0 9 钟 翔 山 钟 礼 耀 38 2 )
冷轧辊是 金 属 冷 轧 机 上 的重 要 零 件 。在 轧 制 过 程 中 ,由于 轧制 速度 很 高 和强 大 的轧 制 力 ,使 轧 辊 承受 很 大 的静 载 荷 和 动 载 荷 ,轧 辊 表 面 受 到 轧 材 的 剧烈 磨损 。恶 劣 的工 作 环 境 使 冷 轧 辊 使 用 一 段 时 间
具备 。为 此根 据 我 公 司 现有 条件 设 计 出如 下 几种 加
有 :①辊 颈硬 度 (0~5H C 偏 高 ,应 力 松 弛 困 5 5R )
难 。②辊 面 与辊 颈 硬 度 过 渡 部 位 选 择 错 误 ,过 渡 部
热淬 火方 案 :① 两 端 回 火方 案 :轧 辊 整 体 加 热 ,盐
进 出炉 全部 采用 人
力 推拉 ,熏 烤 厉 害 ,装 屏 蔽 套 时 要 接 受 高 温 烘 烤 ;
装 屏蔽 套 与起 吊不 同步 ,装 好 又 滑 脱 影 响质 量 ;用 密封箱 加渗 碳 剂 保 护 既 不 经 济 也 不卫 生 ,对 炉子 使
烤 ,辊面硬度较低 且不均匀 ,磨 损较 快且不 均匀,
4 8
铸 参磊 造