挤压熟化饲料加工工艺及配方管理
鱼用饲料的挤压加工技术
鱼用饲料的挤压加工技术挤压技术可为渔业及水产养殖提供特殊的饲料,该种渔饲料可定制为下沉料,漂浮料,需要的仅是适当的设备,生产中适当的挤压程序。
在过去的五年里作为人类食品消费的商业化的水产养殖发展极为迅速,适应这个变化,为这一应用提供特殊饲料的饲料工业得以迅速发展。
许多应用在其它动物饲料加工方面的挤压技术亦可应用在鱼饲料生产方面,挤压技术已被证明确实是一种能将原料蒸煮造粒为特定用途饲料的极为有效的方式。
影响饲料特性的主要条件是挤压机内原料蒸煮的温度与湿度,这些条件会影响淀粉和蛋白的蒸煮。
因为淀粉蒸煮糊化使原料粘合紧密,淀粉蒸煮的程度对最终产品的特性有着极大的影响。
在原料状态下,谷物淀粉形成不可溶冲于水的小颗粒。
当与水混合时,它们的表现同砂子一样。
当淀粉获得蒸煮,其颗粒开始膨胀然后爆破,淀粉分子从紧裹着的颗粒中流出、形成松散的状态。
这种情况在挤压机蒸煮过程中会很快出现,这时其淀粉会形成凝胶体,在水中可以吸收10倍于其本身重量的物质。
这种凝胶体具有的粘性可将饲料组分中所有其它固体颗粒一并粘结在一起,而且,这种凝胶体身亦会膨胀。
当蒸煮作用增强,淀粉凝胶体特性改变,其水阻性减少,淀粉的水溶性大大增加。
同淀粉一样,某些蛋白质亦形成凝胶体,但是如果蛋白蒸煮程度过高,蛋白质会脱离胶状而回到原来的固态形式。
动物饲料中许多要求具有的特性均直接与淀粉蒸煮有关。
――动物饲料应有利于消化,通常情况下,淀粉应蒸煮到颗粒破碎的状态下。
――饲料应准确形成颗粒(通过挤压机头切刀处理)而没有粉料的出现。
――颗粒应达到要求的密度,通常是内部结构应形成多孔状。
――颗粒应能够吸水且保持其形状不变,需要的话应能在水中沉底或漂浮水面。
典型的挤压机处理下,所有的或绝大部分的淀粉蒸煮作用发生挤压机筒内。
生的,未加湿及加热的饲料组分被喂入挤压机内,然后向挤压机内喷入水,蒸气以提高湿度。
蒸气中含有热量,其热量加上挤压机内螺杆旋转推进物料所产生的磨擦热共同提高了被加工物料的温度。
挤压膨化食品生产工艺与配方

挤压膨化食品生产工艺与配方
挤压膨化食品是一种常见的加工食品,通过挤压和膨化工艺可将粮食等原料加工成丰富多样的零食和早餐食品。
下面将介绍挤压膨化食品的生产工艺和配方。
1.生产工艺
挤压膨化食品的生产工艺主要包括原料准备、研磨、混合、挤压、干燥、膨化和包装等几个环节。
原料准备:首先选用优质的粮食作为原料,经过清洗、石杂物去除等工序,使原料干净、无杂质。
研磨:将清洗好的原料进行研磨,研磨成适合挤压的粉末状。
混合:将研磨好的粉末状原料与其他辅料混合均匀,根据产品的不同需求,可以添加食用油、糖、盐、香精等。
挤压:将混合好的原料放入挤压机中,通过挤压机的螺旋转动将原料连续挤压出来,形成细长的形状。
干燥:将挤压出来的食品放入烘干室中进行干燥,一般的干燥温度为100℃,时间可以根据产品的具体要求进行调整。
膨化:将烘干后的食品放入膨化机中进行膨化处理,膨化机会通过高温高压的原理,将食品迅速膨化成空心的形状。
包装:膨化后的食品经过冷却后,可以进行包装,一般采用食
品级塑料袋进行包装,以保持食品的新鲜度和口感。
2.配方
挤压膨化食品的配方根据不同的口味和需求有所不同,下面是一种常见的挤压膨化食品配方:
原料:粮食(大米、小麦、玉米等)、食用油、糖、盐、香精(可选)
配方比例:粮食(70%-80%),食用油(10%-12%),糖(5%-10%),盐(适量),香精(适量)
制作方法:将粮食清洗干净,研磨成细粉,然后和其他辅料一起混合均匀。
将混合好的原料放入挤压机中进行挤压,然后经过干燥、膨化和包装等工序制成最终的产品。
以上是挤压膨化食品的生产工艺和配方的介绍,希望对你有所帮助。
(完整版)膨化饲料加工工艺及配方管理
挤压加工浮性鱼饲料
喂料区 揉合区
熟化区
(粉状) (面团状) (接近液态)
1-2分钟
揉合区揉合组件特征
输送方向调整 偏角 索片宽度 索片数目 螺旋数目(单/双螺旋)
挤压加工沉性鱼饲料
螺杆:L/D=16.5:1-19.5:1 调制器中注入水(不注入或少注入蒸汽) 挤压产物在出模前达到26-30个大气压,2830%水分 挤压后,容重为450-550g/L,温度<80℃,水 分22-27% 带放气口的模头可以降低产物温度,水分和膨 胀率 过度干燥会使沉性饲料上浮
2. 膨化机运转成本 3. 膨化机最佳工作
范围
快速水分测定 仪非常重要
挤压物的膨胀
挤压物膨胀,产品密度改变,显著影响饲料外观,质 地、适口性、水稳定性和飘浮性等;其宏观结构的变化 可用产品的膨胀度和密度或容重(g/L)表示;
膨胀度=膨化制品的截面积/挤压机模孔截面积 膨胀主要原因:压模膨胀和水的骤蒸发,后者的膨胀 更大; 水分的骤蒸发的关键是粘弹性物体在出模时温度高于 100 ℃,粘弹体重的水蒸气成为种核气泡(挤压物膨胀 示意图); 注入CO2或添加碳酸氢钠之类的产气化合物,将增强 挤压物的膨胀;
▪高度的多孔性和充分发展的蛋白间质结构,缓慢 释放油脂和可溶性糖
▪下沉
工艺流程图(原料准备)
不同类型饲料的挤压技术
浮性饲料 半湿性饲料 沉性饲料 慢沉性饲料
螺杆 模板开孔面积比 挤压机内温度和压力 蒸汽和水 淀粉含量 脂肪含量
预调制
优点
•提高挤压机部件寿命 •提高产量 •提高产品质量 •提高单螺杆挤压弹性 •降低机械能,增加热 能输入
挤压熟化的定义
是靠水、压力、温度和机械剪切的综合作用使得已着 湿的、可膨胀的、淀粉类的和\或蛋白类的物质塑化并 熟化的连续工艺过程;
饲料挤压膨化技术
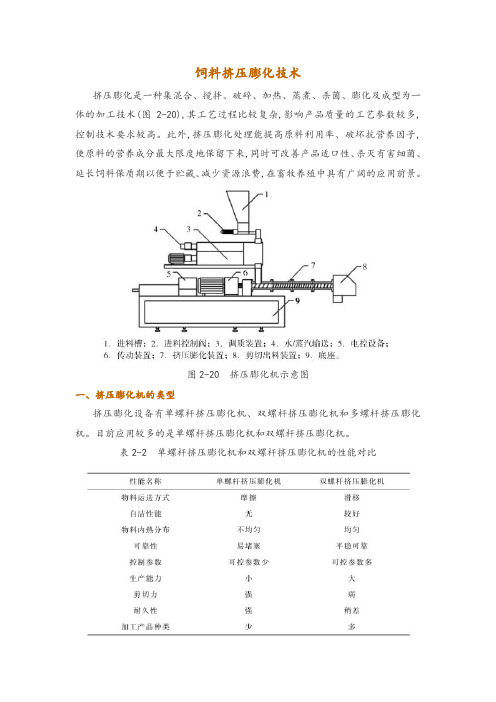
饲料挤压膨化技术挤压膨化是一种集混合、搅拌、破碎、加热、蒸煮、杀菌、膨化及成型为一体的加工技术(图2-20),其工艺过程比较复杂,影响产品质量的工艺参数较多,控制技术要求较高。
此外,挤压膨化处理能提高原料利用率、破坏抗营养因子,使原料的营养成分最大限度地保留下来,同时可改善产品适口性、杀灭有害细菌、延长饲料保质期以便于贮藏、减少资源浪费,在畜牧养殖中具有广阔的应用前景。
图2-20 挤压膨化机示意图一、挤压膨化机的类型挤压膨化设备有单螺杆挤压膨化机、双螺杆挤压膨化机和多螺杆挤压膨化机。
目前应用较多的是单螺杆挤压膨化机和双螺杆挤压膨化机。
表2-2 单螺杆挤压膨化机和双螺杆挤压膨化机的性能对比单螺杆挤压膨化机虽然生产成本低、能耗较低,但是工艺参数较难控制,人工操作较多,生产能力较低,且机器不容易清洗,产品形态较差,对原料要求高,主要用于淀粉含量较高的物料,不适用于油料作物。
双螺杆挤压膨化机以其性能佳、效率高、成本低、产品质量好和适用范围广而广泛应用于食品与饲料行业。
双螺杆挤压膨化机中有两根螺杆可以加工出饲料、食品领域的高级别膨化产品,内部两根螺杆旋转方向可以同时正转或反转,相比单螺杆挤压膨化机,双螺杆挤压膨化机具有更好的混合能力并且利用率更高。
一般而言,饲料原料加工主要以谷类为主,单螺杆挤压膨化机在挤压过程中,有可能会发生由于压力作用不能均匀分配所导致的错误,而使用双螺杆挤压膨化机就可以在一定程度上减少这种压力不能均匀分配的问题,而且也避免了由于单螺杆挤压膨化机所带来的无法精确剪切的问题。
二、挤压膨化过程中物料原料的结构变化饲料原料在挤压机中的螺杆作用下,经高温、高压及剪切多单元复合操作处理,由粉末变为糊状,蛋白质发生变性,其他营养物质也发生改变。
饲料原料被喷出的瞬间,由于压强瞬间降低,水分迅速气化,胶状原料中水蒸气逸出形成微孔并迅速冷却定型,原料膨化过程结束。
挤压膨化可通过改变物料原料的角蛋白空间结构,提高动物消化吸收率。
挤压膨化食品生产资料

— 必须考虑原料挤压特性及价格; — 必须考虑目标消费人群 — 必须考虑产品的储藏及运输条件
7.操作参数对早餐谷物产品特性的影响
Ø加水量 Ø进料量 Ø螺杆转速 Ø腔体温度
4
Extrusioncooking
a cooking and forming process, which bases in general on 4 parameters:
Coating Systems (喷涂系统)
What is coating?
Coating is the general term for: Dredging Coating with sugar, chocolate or starch derivates.
Batch process in drageé spheres or drums.
3.挤压膨化技术的应用
u 小吃食品和休闲食品
u 早餐谷物食品
u 通心面类食品(挤压温度50℃,螺杆转速80rpm,排气)
u 速溶粉末婴幼儿食品
u 变性淀粉和变性谷物粉
u 面包片
u 速溶茶
大豆组织蛋白 u
(原料水分43%,低于60℃/低于60℃/低于180℃/低于180℃)
u 饲料生产
u 糖果与巧克力
ŸStarch: Gelatinisation Degradation
ŸProtein: Texturisation Denaturation
ŸFat: Reaction Encapsulation Complexation
ŸSugar: Melting Reaction with proteins Caramelisation
饲料挤压加工工艺
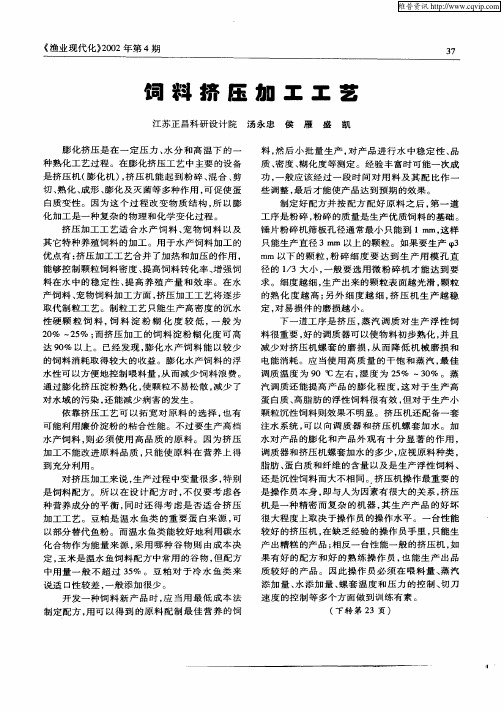
下 一 道 工 序 是 挤 压 , 汽 调 质 对 生 产 浮 性 饲 蒸 料 很 重 要 , 的 调 质 器 可 以使 物 料 初 步 熟 化 , 且 好 并 减 少 对 挤 压 机 螺 套 的 磨 损 , 而 降 低 机 械 磨 损 和 从 电 能 消 耗 。应 当使 用 高 质 量 的 干 饱 和 蒸 汽 , 佳 最
产 饲 料 、 物 饲 料 加 工 方 面 , 压 加 工 工 艺 将 逐 步 宠 挤
求 。 细 度 越 细 , 产 出来 的颗 粒 表 面 越 光 滑 , 粒 生 颗
的熟 化 度 越 高 ; 外 细 度 越 细 , 压 机 生 产 越 稳 另 挤 定 , 易损件 的磨损越小 。 对
取 代 制 粒 工 艺 。制 粒 工 艺 只 能 生 产 高密 度 的沉 水 性 硬 颗 粒 饲 料 , 料 淀 粉 糊 化 度 较 低 , 般 为 饲 一 2 % 一 5 ; 挤 压 加 工 的 饲 料 淀 粉 糊 化 度 可 高 0 2% 而 达 9 % 以上 。 已经 发 现 , 化 水 产 饲 料 能 以 较 少 0 膨
( 转第 2 下 3页 )
加 工 不 能 改 进 原 料 品 质 , 能 使 原 料 在 营 养 上 得 只
到充分 利用。 对 挤 压 加 工 来 说 , 产 过 程 中变 量 很 多 , 别 生 特
种 熟 化 工 艺 过 程 。 在 膨 化 挤 压 工 艺 中 主要 的设 备
是挤压 机 ( 化机 )挤 压机 能起 到粉 碎 、 合 、 膨 , 混 剪
质 、 度 、 化 度 等 测 定 。经 验 丰 富 时 可 能 一 次成 密 糊 功 , 般 应 该 经 过 一 段 时 间 对 用 料 及 其 配 比作 一 一
挤压膨化食品生产工艺与配方
挤压膨化食品生产工艺与配方挤压膨化食品是一种在发展中的新型食品加工技术,它又称AP(Advanced Puffing)技术,是指将热膨化饲料混合物通过挤压工艺加工而成的食品。
其特点是外形泡状、松脆易嚼,营养丰富,吸水性好。
一般用米、小麦、豆类、玉米等粮食以及豆腐渣等为原料,加工成各种形状的膨化食品。
生产工艺:1、原材料制备先是勾兑配料,粉储箱中加入调配过的原料,以确保每个生产周期中原料的质量稳定。
具体的配方要根据市场需求及配方师的经验而定。
2、挤出成型:原料配料完成后,将其送到称重中心称取进行前加热处理和混合,将其送至挤出机,通过专用挤压头,在环境温度下将粉末性材料挤压成各种形状:片状,条状,球状。
3、烘烤:挤出后的膨化食品,经过自然风干后,放入烤箱中使用高温烘烤,达到快速将水分排除、保证外部酥脆,内部松软,形成膨化效果的目的。
因为挤出的粉末状物料中含有很大的水份,压出成型品也需要低温,否则会粘在模头上。
当步骤完成后,可以继续进行下一步。
4、调味:烘烤出的膨化食品需要进行味道调配(如:蛋黄味、火腿味、鸡汁味、虾味等)。
通过多孔的涂味机会在表面涂抹一层密密麻麻的调味粉使味道均匀并且锁定膨化食品的新鲜度。
并且保证膨化食品越来越招牌的口感。
5、包装袋装是相对成本比较低的包装方式。
常见的是PE/PP袋。
除了将产品包装成一整块外,也可以将其制成小袋量,便于消费者随身携带。
6、成品检验:色泽、外形、气味、口感、营养成分等检测。
配方:挤压膨化食品的配方十分丰富,从传统的米、面、麦片,到豆类、玉米、牛奶、果汁等,加上各种口味调料,可以制作成各种形状和口感不同的膨化食品。
由于挤压膨化,使得其口感松脆,容易咀嚼,吞咽能力大大增强,非常适合于儿童、老年人及牙齿不好的群体消费。
简述挤压膨化饲料加工工艺流程。

简述挤压膨化饲料加工工艺流程。
挤压膨化饲料加工工艺流程是将原料经过一系列的物理和化学处理过程,通过挤压和膨化技术制成具有一定形状和结构的饲料。
1. 原料清洗:将饲料原料进行清洗,去除杂质和污染物。
2. 破碎:将清洗后的原料经过破碎机进行粉碎,使原料颗粒变小,便于后续处理。
3. 配料:根据饲料配方,将粉碎后的原料按一定比例进行配料,确保各种营养成分的平衡。
4. 蒸煮:将配料后的混合物送入蒸煮器,进行高温和高压的蒸煮处理,使混合物进行糊化,杀除病原微生物,提高饲料的可消化性。
5. 挤压膨化:将糊化的混合物送入挤压膨化机,通过双螺杆挤出机将混合物挤压出来,通过螺旋形的模具进行挤压膨化,使混合物受到高温和高压的作用,瞬间膨胀形成干膨料。
6. 切割:将膨化后的饲料干膨料通过切割机进行切割,制成一定形状和大小的饲料颗粒。
7. 烘干:将切割后的饲料颗粒送入烘干机进行烘干,去除余温和水分,提高饲料的贮存稳定性。
8. 冷却:将烘干后的饲料颗粒送入冷却机进行冷却,降低颗粒的温度,防止颗粒自燃和氧化。
9. 包装:将冷却后的饲料颗粒送入包装机进行分装和包装,以便存储和销售。
以上是挤压膨化饲料加工工艺流程的简要描述,具体操作和设备可能根据不同的饲料原料和产品要求有所差异。
膨化饲料加工工艺及配方管理.pptx

按螺杆结构分 •单螺杆挤压机(图) •双螺杆挤压机(图)
1. 料斗;2.喂料绞龙;3.调制器; 2. 4.喂料段;5.蒸汽或水夹套调温部
分;
3. 6. 模板;7.出料皮带输送机; 4.器—一种调节原料水分和温度的装置,使物料进入挤 压机前部分或完全熟化;
螺杆—将物料输送通过挤压机的部件(图1) 螺套-增加行程 螺片—螺杆的螺旋形输送表面,将物料向前推进(图1) 索片-增加剪切力,后挫力,提高滞留时间,糊化度 剪切—一种揉捏、搅拌作用,使输送的物料匀质、受热 模板—使制品出机时成型的末端装置。可在模板上直接钻孔, 或将模板做成圆孔状,装上设计复杂、用耐磨材料制成的压模 嵌入件,使物料成型 切刀—将挤压物切割成所要求的长度的装置
挤压物的膨胀
影响挤压物膨胀的因素—淀粉
纯淀粉的最大膨胀比是500%,其次为全谷物粉(400%)、 饲料混合物(200-300%,淀粉含量40-50%)、油料(150200%,淀粉含量0-10%);
直链淀粉与支链淀粉之比是决定饲料膨胀比的重要因素, 1:1将达到最大膨胀比,大多数天然淀粉含直链淀粉20-30%;
挤压熟化饲料加工工艺 及配方管理
中国农业科学院饲料研究所水产动 物营养与饲料研究室
水产饲料膨化挤压加工工艺
发展史
1797—英国人研制的手动活塞压力机,制作无缝铅管、瓦片、 肥皂和通心面;
1869—英国人研制的双螺杆连续挤压机,制作肉肠; 1873—Phoenix Gummiwerke AG开发单螺杆挤压机,加工橡胶; 1940s’--熟化加压机的开发,生产干的狗粮; 1950s’--有了加压的预调制器,达到100℃预熟化; 1960s’—半湿的宠物饲料、糊化淀粉、饼干粉及组织大豆蛋 白; 1980s’—美国的双螺杆膨化机开始发展; 1990s’—第三代弱剪切-低热挤压机(reduced shear/heat extruders)、预调制器、直接蒸汽注入和带放气孔的机镗。
饲料加工中的膨化与挤压技术
$number {01} 汇报人:
20XX-01-07
目录
• 饲料加工技术概述 • 膨化技术介绍 • 挤压技术介绍 • 膨化技术与挤压技术的比较 • 膨化与挤压技术的发展趋势
01
饲料加工技术概述
饲料加工的目的和意义
1 2
3
提高饲料利用率
通过加工技术改善饲料的物理和化学性质,提高动物对饲料 的消化吸收率,减少饲料浪费。
膨化技术的缺点
生产过程中需要消耗大量的能源,设 备成本和维护成本较高,且对物料的 适用性有限。
挤压技术的缺点
生产效率高、产品可塑性好,可加工 各种类型的饲料原料,且设备成本和 维护成本相对较低。
05
膨化与挤压技术的发展趋势
技术创新与改进
高效能、低能耗
通过改进设备结构和工艺参数,提高膨化挤压机的生产效率和能 量利用率,降低生产成本。
食品行业
膨化挤压技术也可应用于食品加工 领域,如生产休闲食品、早餐谷物 等。
制药行业
膨化挤压技术还可应用于制药行业 ,如生产微丸、缓控释制剂等。
对环境的影响与可持续发展
1 2 3
节能减排
膨化挤压技术可实现能源的高效利用,减少生产 过程中的能源消耗和碳排放,有利于节能减排。
资源循环利用
通过合理的工艺设计和资源利用,实现膨化挤压 过程中的废弃物减量化和资源化利用,推动可持 续发展。
颗粒饲料
挤压技术可以制备各种形状和大小的颗粒饲料,提高饲料的稳定性、均 匀性和保存性。颗粒饲料适用于各种养殖动物,如猪、鸡、鸭等。
03
酶解饲料
挤压技术可以与酶制剂结合使用,将饲料中的大分子物质分解成小分子
物质,提高饲料的营养价值和消化吸收率。酶解饲料适用于宠物食品和
家畜饲料挤压膨化原理
家畜饲料挤压膨化原理家畜饲料作为养殖业中的重要组成部分,其质量直接关系到养殖效益。
而饲料挤压膨化技术则是丰富改良饲料品种、提高饲料利用率、提高饲料品质的一种有效手段。
在本文中,将介绍家畜饲料挤压膨化技术的原理和流程,并分析其影响因素,从而更好地为养殖业的发展做出贡献。
家畜饲料挤压膨化技术是指将粗畜禽饲料制成具有一定规格的颗粒,然后通过一定的机械刺激使其发生膨化变化。
膨化是指在高温、高压、搅拌等作用下,饲料颗粒的各个部位均膨胀开裂,形成多孔疏松的结构,具有良好的脆性和可口性,可提高饲料的消化吸收率。
1.热和物理作用:在挤压机器中,原料饲料经过了高温和超高压缩,使原料内部的糊化发生了断裂,进而形成了多孔疏松的结构。
2.内部气体扩散:高温、高压时,原料内部存在的气体受到了挤压和温度的双重作用,扩散到颗粒表面产生气泡,从而导致颗粒膨胀。
3.水分蒸汽作用:在挤压机器中,水分被加热成为水蒸汽,与内部的气体相互作用,导致颗粒膨胀。
1.原料筛选和混合:将适宜的饲料原料筛选和混合,用以制备挤压膨化颗粒。
2.预处理:将筛选好的原料按要求进行浸泡、蒸煮、膨化等处理,以增加饲料的可适口性和膨胀率,而且能购除原料中含有的抗性因子,提高饲料可消化性。
3.挤压膨化:将预处理好的饲料原料放入压榨机中,加热压榨,并对其进行挤压和膨化处理。
挤压膨化散粒成型,颗粒结实、不易粉碎、耐水、耐储藏。
4.冷却干燥:将挤压膨化成型的饲料颗粒进行冷却干燥处理,以使其含水量达到规定的标准,提高饲料的保质期和稳定性。
5.分选和包装:将干燥后的饲料颗粒进行分选,筛去颗粒大小不合适的颗粒,然后将其包装成为成品。
1.饲料原料:不同的饲料原料所含的组分和结构不同,对挤压膨化效果也有一定的影响。
一般来说,蛋白质含量高、淀粉含量低的饲料原料在挤压膨化中会表现出更好的膨化效果。
2.水分含量:不同种类的饲料原料对应的适宜水分含量会存在差异,水分含量高的饲料容易糊化,影响膨化效果;而水分含量过低,则会导致饲料过于脆弱,不容易膨化。
一文让你了解挤压膨化技术的干货知识!
一文让你了解挤压膨化技术的干货知识!01挤压膨化技术的机理含有一定水分的物料,在挤压机的套筒内受到螺杆的推动作用和卸料磨具及套筒内截流装置的阻止作用,另外还受到来自外部和物料与螺杆、套筒内部摩擦热的加热作用,使物料处于3~8MPa和120~200℃的高温下,根据需要可达到更高的温度。
由于压力超过了挤压温度下的饱和蒸汽压物料在挤压筒内便产生水分的沸腾和蒸发。
在如此高的温度、剪切力和压力下,物料呈现熔融状态。
当物料被强行挤出模具口时,压力骤然降为常压,此时水分便发生闪蒸,产生类似“爆炸”的情况,产品随之膨胀。
水分从物料中蒸发,带走了大量的热量,这样物料瞬间从挤压过程中的高温降至80℃的相对低温。
由于温度的降低,物料从挤压时的状态而固化成型,并保持了膨化后的形状。
挤压膨化食品的成分主要以淀粉为主。
因此膨化状态的形成主要是靠淀粉完成的,在高温高压状态下,淀粉颗粒首先发生糊化,进而在高温和高剪切的作用下分子之间相互结合和交联,形成网状的结构,该结构经挤压、降温和固化后成为膨化食品结构的骨架,其他原料中的成分填充于其中。
因此原料中淀粉的含量直接影响到产品的膨化程度,在原料中没有淀粉存在的情况下,则基本上不产生膨化效果。
02挤压膨化技术的特点1)改善实用品质,易于储存采用膨化技术可以使玉米、高粱这些原本含有较多纤维素、维生素的粗硬的组织结构变得膨松柔软,在膨化过程中产生的美拉德反应又增加了食品的色、香、味。
从而改善实用品质,使食品具有体轻、松脆、香味浓郁的独特风味。
2)提高产品质量,减少有害物质挤压过程是一个典型的高温、高压、短时过程,这使物料处理有限,因而在最终产品中几乎保留了原料中所有的营养成分。
同时,高温短时过程仍可减少象有害的酶和微生物一样的不良产品因素。
3)原料适用性广,产品种类多可加工的原料品种繁多,不仅可以对谷物、薯类、豆类等粮食进行深加工,使粗粮细作,生产精美的小吃食品;而且还能加工果蔬、香料及一些动物蛋白。
饲料加工中的膨化与挤压技术
饲料加工中的膨化与挤压技术饲料加工技术是提高饲料品质、促进动物消化吸收的重要手段。
在饲料加工技术中,膨化与挤压技术是两种常用的处理方法,它们通过对饲料原料进行物理或化学处理,提高饲料的消化率和营养价值。
膨化技术膨化技术是一种利用高温、高压和高速气流使饲料原料中的淀粉发生糊化和膨胀,从而形成多孔、结构疏松、口感好的饲料产品的技术。
膨化技术不仅能提高饲料的消化率和营养价值,还能杀灭饲料中的微生物,减少饲料中的脂肪氧化,延长饲料的保质期。
膨化技术的原理是在高温、高压和高速气流的作用下,饲料原料中的淀粉发生糊化,使饲料原料中的水分形成蒸汽,导致饲料原料体积膨胀,形成多孔结构。
膨化技术的工艺流程包括原料的准备、原料的混合、原料的输送、膨化机的操作和膨化产品的冷却和包装。
挤压技术挤压技术是一种利用高温、高压和高速剪切力使饲料原料中的淀粉发生糊化和剪切,从而形成颗粒状或片状饲料产品的技术。
挤压技术不仅能提高饲料的消化率和营养价值,还能杀灭饲料中的微生物,减少饲料中的脂肪氧化,延长饲料的保质期。
挤压技术的原理是在高温、高压和高速剪切力的作用下,饲料原料中的淀粉发生糊化,使饲料原料中的水分形成蒸汽,导致饲料原料体积膨胀,形成颗粒状或片状结构。
挤压技术的工艺流程包括原料的准备、原料的混合、原料的输送、挤压机的操作和挤压产品的冷却和包装。
在饲料加工中,膨化与挤压技术各有优缺点。
膨化技术的产品结构疏松,口感好,但生产成本较高;挤压技术的产品颗粒整齐,便于运输和储存,但口感较差。
因此,在实际生产中,应根据不同饲料的特点和需求,选择合适的加工技术。
下一部分,我们将详细介绍膨化与挤压技术在饲料加工中的应用实例,以及如何根据不同饲料原料的特性选择合适的加工参数。
膨化与挤压技术在饲料加工中的应用实例膨化与挤压技术在饲料加工中的应用非常广泛,下面我们通过几个实例来具体了解它们的应用。
挤压颗粒饲料挤压颗粒饲料是挤压技术在饲料加工中最常见的应用之一。
膨化饲料后期挤压添加工艺

可能大家都知道榨油技术,就是在大豆或花生等原材料里加入一些东西来进行挤压,从而把油从原材料里挤压出来从而达到榨油的目的。
这种挤压技术在我们祖先就开始应用了。
挤压并不是有坏处,还有许多好处。
挤压出来的东西营养丰富,对身体有很好的帮助。
下面由动物研究所来给我们讲究一下这种挤压技术的原理。
挤压化加工可以钝化饲料的抗营养因子,并使蛋白质变性、淀粉糊化,有利于畜禽的消化吸收,但也会带来负面影响。
温度、压力、摩擦和水分都将导致维生素的损失。
美国Coelho报道,在膨化饲料中,维生素A、维生素D3、叶酸损失11%,单硝酸硫铵素与盐酸态铵素的损失率为11%与17%,维生素K与维生素C的损失率为50%,在颗粒料中则损失率减半。
V ander poel报道,猪饲料在120℃膨化后贮存1个月,损失最多的几种维生素是:维生素K380%,维生素C75%,维生素D25%,维生素A和E20%。
由于酶是一种蛋白质,饲料加工过程对酶制剂的活性有重要影响。
一般酶的最适温度在35-40℃之间,最高不超过50℃。
但膨化制粒过程中的温度可达120-150℃以上,并伴有高湿、高压,在这样的条件下,大多数酶制剂的活性都将损失殆尽。
Israelsen报道,110℃植酸植酶的活性存留率为零;V ander poel报道,110℃时β-葡萄糖酶和纤维的活力已经无法测得;Gadient报道,淀粉酶在80℃下活力明显大度下降。
微生物制剂的损失微生物制剂目前比较多的有乳酸杆菌、链球菌、芽孢杆菌和酵母,这些微生物对高温尤为敏感当制粒温度超过85℃时活性全部丧失。
由于上述三类物质在膨化或制粒过程都会有不同程度的损失,因而近年来国外越来越多的学者开展了膨化制粒后再添加的工艺研究。
Kvanta(1987)报道了可将含有少量生物活性的物质(包括维生素、激素、酶、细菌等,或其中的某一种),结合到加工过的食物或饲料中,将含有生物活性的物质,先与一种惰性载体混合成泥状,这时是不可溶的,然后形成均匀的悬浮液,悬浮液再通过一种设备转化为一种可作用于粒料的形态,形成均匀的一层薄膜,覆盖于粒料的表面。
膨化饲料加工工艺及配方管理
措施1:降低加工后污染可能性
▪ 空气 ▪ 卫生 ▪ 水分 ▪ 设备 ▪人 ▪ 原料 ▪ 包装
措施2:加工过程中控制产品的 水分活度
▪ 干饲料中微生物生长有水分含量,或更确切地 说是由水分活度决定的。
水分活度定义(Aw)
水分活度表示微生物生长所需水分的数量指 标: • Aw=Pb/Pf =相对湿度/100
含水量和温度对淀粉膨胀比影响显著; 不同来源淀粉存在差异,小麦、玉米、稻米中的谷物淀粉具 有较好的膨化效果,块茎淀粉不仅具有良好的膨化性能,还 具有十分好的粘结能力,糙米膨化效果差。
影响挤压物膨胀的因素—淀粉
常温或低温条件下,长期放置的α-淀粉会逐渐变硬,这种现象 叫淀粉的凝沉或回生,也叫淀粉老化,成为β-淀粉;
放气孔
25-30% 70-85℃ 30-40
挤压机自变量
喂料速度
▪出预调制器的物流 ▪蒸汽流 ▪水流 ▪其他添加成分(肉汁、油脂等)
挤压机转速 挤压机结构配置 模板结构
挤压机因变量
产品容重 出料口水分 出料口温度
水分的重要性
1. 饲料性能 • 成品率 • 稳定性 • 营养保留率 • 单位产量 • 配方成品
(宠物料)加糖(1-15%)削弱膨胀,加盐(0-3%)只 轻微削弱膨胀或没有影响;
模口形状对饲料产品外观的影响
模口形状 装载量 物料容重(g/L) 糊化度 饲料外观
96.7%
304
LL=1.5*die,纵向膨胀
70.0%
336
LL=1.0*die,辐射膨胀
92%
表面光滑致密, 圆柱形饲料
80%
多孔状表面, 球形饲料
按螺杆结构分 •单螺杆挤压机(图) •双螺杆挤压机(图)
一种挤压膨化型生物发酵饲料及其制备与使用方法
一种挤压膨化型生物发酵饲料及其制备与使用方法Biological fermentation feed is a type of feed that has been produced by the fermentation of various biological substances such as grasses, grains, and other plant materials. 生物发酵饲料是一种通过各种生物物质如草、谷物和其他植物材料发酵而生产的饲料。
This type of feed has gained popularity due to its ability to enhance the nutritional value of the feed, making it more suitable for consumption by animals. 这种类型的饲料因其提高饲料的营养价值,使其更适合动物消费而受到了欢迎。
The production and use of extruded expanded type biological fermentation feed has become an area of interest in the field of animal nutrition. 挤压膨化型生物发酵饲料的生产和使用已成为动物营养领域的一个研究热点。
This type of feed is produced using a combination of extrusion and expansion processes, which results in a feed that has a higher digestibility and nutritional content. 这种类型的饲料是通过挤压和膨化工艺的结合生产的,其结果是饲料具有更高的可消化性和营养含量。
鱼用饲料的挤压加工技术

CATALOGUE 目录•挤压加工技术概述•鱼用饲料挤压加工的设备与工艺流程•鱼用饲料的挤压加工技术参数与控制•鱼用饲料的挤压加工技术的应用与效果•鱼用饲料的挤压加工技术的发展趋势与挑战挤压加工技术是一种现代化的饲料生产技术,通过高温高压的条件,将原料进行深度膨化、熟化、挤压成型,以增加其营养价值和适口性,提高饲料的利用率和动物的生长性能。
挤压加工技术主要分为单轴挤压机和双轴挤压机两种类型,其中单轴挤压机较为常见。
挤压加工技术的定义挤压加工技术的历史与发展随着养殖业的发展和人们对饲料品质和效率的要求不断提高,挤压加工技术在饲料工业中得到了广泛应用。
近年来,随着环保要求的提高和资源的紧缺,挤压加工技术朝着高效、节能、环保的方向发展。
挤压加工技术的起源可以追溯到20世纪初,当时主要应用于食品加工领域。
挤压加工技术的分类与特点挤压加工设备的组成与特点挤压机供料系统热处理系统控制系统鱼用饲料挤压加工的工艺流程030201挤压冷却烘干包装鱼用饲料挤压加工的工艺流程设备优化工艺流程优化挤压加工设备与工艺流程的优化挤压加工技术参数的设定与优化温度挤压加工过程中,适量的水分可以提高饲料的可塑性和成型性,但水分过多可能会导致饲料易碎和变质。
水分速度挤压加工技术的控制方法与策略饲料色泽变化饲料在挤压过程中可能会发生氧化反应,导致色泽变差。
解决方法是添加适量抗氧化剂。
饲料开裂由于挤压过程中温度和压力控制不当,或者原料配比不合理,可能会导致饲料开裂。
解决方法是调整温度、压力和原料配比。
饲料营养成分损失由于挤压过程中高温和高压力的作用,可能会导致饲料中某些营养成分的损失。
解决方法是优化挤压工艺和选择合适的原料。
挤压加工过程中常见问题及解决方法挤压加工技术在鱼用饲料生产中的应用挤压成型冷却与干燥原料预处理1挤压加工技术对鱼用饲料品质的影响23挤压加工技术可以改善鱼用饲料的营养价值,通过高温处理可以破坏饲料中的抗营养因子,提高饲料的消化率和利用率。
挤压熟化工艺
挤压熟化工艺挤压熟化工艺是一种常用的加工方法,广泛应用于金属、塑料、橡胶等材料的加工过程中。
本文将介绍挤压熟化工艺的定义、原理、优势以及应用领域。
一、挤压熟化工艺的定义挤压熟化工艺是指将材料通过挤压机的挤压作用,使其在高温和高压的条件下发生塑性变形,并通过熟化处理使其获得所需的形状和性能。
挤压熟化工艺常用于金属材料的加工,可以制造出各种复杂的截面形状和长度的材料。
挤压熟化工艺的原理是利用挤压机的挤压力,将材料置于模具中,并施加高温和高压的条件,使材料在挤压过程中发生塑性变形。
通过调整挤压机的压力、温度和速度等参数,可以控制材料的形状和性能。
三、挤压熟化工艺的优势1.高效率:挤压熟化工艺可以实现快速的连续生产,提高生产效率。
2.节约材料:挤压熟化工艺可以将材料的浪费降到最低,有效节约材料成本。
3.提高产品质量:挤压熟化工艺可以获得较高的产品密度和均匀的组织结构,提高产品的物理性能和表面质量。
4.灵活性强:挤压熟化工艺可以适用于各种材料和形状的加工,具有较高的适应性和灵活性。
四、挤压熟化工艺的应用领域1.金属加工:挤压熟化工艺广泛应用于铝、铜、钢等金属材料的加工,可以制造出各种复杂的金属制品,如铝合金门窗、铝合金管材等。
2.塑料加工:挤压熟化工艺也常用于塑料制品的加工,如塑料管材、塑料板材等。
3.橡胶加工:挤压熟化工艺可以制造橡胶密封件、橡胶管等橡胶制品。
4.复合材料加工:挤压熟化工艺还适用于复合材料的加工,可以制造出复合材料板材、管材等。
挤压熟化工艺是一种常用的加工方法,具有高效率、节约材料、提高产品质量和灵活性强等优势。
它在金属、塑料、橡胶等材料的加工过程中有着广泛的应用领域。
随着科技的不断进步和工艺的不断创新,挤压熟化工艺将会在更多领域得到应用,并为材料加工行业带来更大的发展机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
▪下沉
工艺流程图(原料准备)来自不同类型饲料的挤压技术
浮性饲料 半湿性饲料 沉性饲料 慢沉性饲料
螺杆 模板开孔面积比 挤压机内温度和压力 蒸汽和水 淀粉含量 脂肪含量
预调制
优点
•提高挤压机部件寿命 •提高产量 •提高产品质量 •提高单螺杆挤压弹性 •降低机械能,增加热 能输入
按螺杆结构分 •单螺杆挤压机(图) •双螺杆挤压机(图)
1. 料斗;2.喂料绞龙;3.调制器; 2. 4.喂料段;5.蒸汽或水夹套调温部
分;
3. 6. 模板;7.出料皮带输送机; 4. 8.变速器;9.主电机
基本词汇
预调制器—一种调节原料水分和温度的装置,使物料进入挤 压机前部分或完全熟化;
螺杆—将物料输送通过挤压机的部件(图1) 螺套-增加行程 螺片—螺杆的螺旋形输送表面,将物料向前推进(图1) 索片-增加剪切力,后挫力,提高滞留时间,糊化度 剪切—一种揉捏、搅拌作用,使输送的物料匀质、受热 模板—使制品出机时成型的末端装置。可在模板上直接钻孔, 或将模板做成圆孔状,装上设计复杂、用耐磨材料制成的压模 嵌入件,使物料成型 切刀—将挤压物切割成所要求的长度的装置
挤压熟化的定义
是靠水、压力、温度和机械剪切的综合作用使得已着 湿的、可膨胀的、淀粉类的和\或蛋白类的物质塑化并 熟化的连续工艺过程;
是将热能和机械能导入食品/或饲料原料中的一种手 段,使原料中的淀粉和蛋白质等基本成分发生化学和 物理变化,同时形成预定的形状。
按调制方法分 •湿法膨化 •干法膨化
基本概念
挤压熟化饲料加工工艺及配方管理 ss
水产饲料膨化挤压加工工艺
发展史
1797—英国人研制的手动活塞压力机,制作无缝铅管、瓦片、 肥皂和通心面;
1869—英国人研制的双螺杆连续挤压机,制作肉肠; 1873—Phoenix Gummiwerke AG开发单螺杆挤压机,加工橡胶; 1940s’--熟化加压机的开发,生产干的狗粮; 1950s’--有了加压的预调制器,达到100℃预熟化; 1960s’—半湿的宠物饲料、糊化淀粉、饼干粉及组织大豆蛋白; 1980s’—美国的双螺杆膨化机开始发展; 1990s’—第三代弱剪切-低热挤压机(reduced shear/heat extruders)、预调制器、直接蒸汽注入和带放气孔的机镗。
挤压加工沉性虾饲料
调制器中蒸汽流量约为物料流量5-7%,水流 量为物料流量10-15%
挤压产物在出模前达到13-16个大气压,2830%水分
挤压后,容重不低于550g/L,温度120℃,水 分26%
配有出气孔,并能抽气,真空度为250mmHg 出烘干机水分12-16%,再冷却降低到10%以内
挤压加工沉性饲料
挤压物的膨胀
影响挤压物膨胀的因素—淀粉
纯淀粉的最大膨胀比是500%,其次为全谷物粉(400%)、 饲料混合物(200-300%,淀粉含量40-50%)、油料(150200%,淀粉含量0-10%);
直链淀粉与支链淀粉之比是决定饲料膨胀比的重要因素, 1:1将达到最大膨胀比,大多数天然淀粉含直链淀粉20-30%;
2. 膨化机运转成本 3. 膨化机最佳工作
范围
快速水分测定 仪非常重要
挤压物的膨胀
挤压物膨胀,产品密度改变,显著影响饲料外观,质 地、适口性、水稳定性和飘浮性等;其宏观结构的变化 可用产品的膨胀度和密度或容重(g/L)表示;
膨胀度=膨化制品的截面积/挤压机模孔截面积 膨胀主要原因:压模膨胀和水的骤蒸发,后者的膨胀 更大; 水分的骤蒸发的关键是粘弹性物体在出模时温度高于 100 ℃,粘弹体重的水蒸气成为种核气泡(挤压物膨胀 示意图); 注入CO2或添加碳酸氢钠之类的产气化合物,将增强 挤压物的膨胀;
放气孔
25-30% 70-85℃ 30-40
挤压机自变量
喂料速度
▪出预调制器的物流 ▪蒸汽流 ▪水流 ▪其他添加成分(肉汁、油脂等)
挤压机转速 挤压机结构配置 模板结构
挤压机因变量
产品容重 出料口水分 出料口温度
水分的重要性
1. 饲料性能 • 成品率 • 稳定性 • 营养保留率 • 单位产量 • 配方成品
目的
•物料初步熟化 •搅拌 •使物料碎粒水合,干 核(Dry Core)消失,提 高热传导性
浸湿部分
DC
预调制
Inlet 水,70℃,2-3大气压
脂肪
蒸汽, 2.5-3大气压,100℃
出料,70-80℃, 18-30%水分, 1/3熟化
挤压加工浮性鱼饲料
调制器中注入蒸汽和水 螺杆:L/D=13.5:1-15.5:1 物料至少含20%淀粉 挤压产物在出模前温度达到125-138℃,34-37 个大气压, 挤压后,容重为320-400g/L, 25-30%水分 进一步干燥(水分<10%),还可增进漂浮性。
挤压加工浮性鱼饲料
喂料区 揉合区
熟化区
(粉状) (面团状) (接近液态)
1-2分钟
揉合区揉合组件特征
输送方向调整 偏角 索片宽度 索片数目 螺旋数目(单/双螺旋)
挤压加工沉性鱼饲料
螺杆:L/D=16.5:1-19.5:1 调制器中注入水(不注入或少注入蒸汽) 挤压产物在出模前达到26-30个大气压,2830%水分 挤压后,容重为450-550g/L,温度<80℃,水 分22-27% 带放气口的模头可以降低产物温度,水分和膨 胀率 过度干燥会使沉性饲料上浮
图1 螺 杆
螺距的作用
▪螺距:容积(体积)位移能力(输送量) ▪螺距影响到:
▪物料充盈程度 ▪物料滞留时间
膨化挤压对饲料的综合作用
➢饲料颗粒成型度
▪高蛋白质原料经挤压加工颗粒(优) ▪高碳水化合物原料经挤压加工颗粒(中) ▪普通硬颗粒饲料(差)
➢饲料漂浮度(溶重:480g/L(转折点)
▪全漂浮 ▪慢沉或反复沉浮颗粒(漂浮—下沉—上浮)
含水量和温度对淀粉膨胀比影响显著; 不同来源淀粉存在差异,小麦、玉米、稻米中的谷物淀粉具 有较好的膨化效果,块茎淀粉不仅具有良好的膨化性能,还 具有十分好的粘结能力,糙米膨化效果差。
影响挤压物膨胀的因素—淀粉
常温或低温条件下,长期放置的α-淀粉会逐渐变硬,这种现象 叫淀粉的凝沉或回生,也叫淀粉老化,成为β-淀粉;