俄罗斯 液压软管 标准
俄_中_美三国飞机液压系统标准简要对比分析
俄、中、美三国飞机液压系统标准简要对比分析蒋德义1 张 奕2(1.六一一研究所,四川 成都610041;2.三○一研究所,北京100028) [摘要] 介绍了俄罗斯飞机液压系统标准与我国航标、国军标及美军标相关标准存在的主要差别,并对消化、吸收引进的俄标提出了一点设想。
[关键词] 飞机液压系统;标准;分析对比 [中图分类号]V245.1,T65 [文献标识码]B [文章编号]1003-6660(2000)06-0016-031 引言 俄罗斯是飞机武器系统发达的国家之一,其飞机设计、生产有着自己鲜明的特点,标准也是自成体系,与国际上普遍使用的美军标体系有着明显的不同。
我国航标和国军标是在吸收和移植美军标的基础上,总结我国飞机自行设计经验而形成体系的,总体技术水平较我国原有水平上了一个台阶。
经过多年工作,我国飞机液压系统标准已经初具规模。
这些标准覆盖了飞机液压系统领域各主要方面,已基本形成了一个框架,对各型号工程中的液压系统的设计、生产起到了很大的促进作用。
但目前仍存在着体系不完善的问题。
由于俄罗斯标准与我国的航标、国军标和美军标存在体系上的差别,使得在液压系统标准项目上很难一一对应。
这给分析工作带来一定难度,下面仅从三个方面对三国标准作一些定性比较。
2 三国标准的比较2.1 技术先进性方面 美军标是当前国际上公认的先进标准,被许多国家特别是西方国家广泛使用,所谓与国际接轨,一定意义上是向美军标靠拢。
其主要原因在于美军标的技术先进性。
飞机液压系统的美军标的技术先进性表现在:技术要求先进、〔收修订稿日期〕2000-08-15指标先进和要求全面;注重质量、安全、动态性能、协调、配套和验证。
我国飞机液压系统标准体系是80年代初以来以积极采用国际先进标准的技术经济政策为指导,以美军标为基础,总结我国自行设计和研制经验和教训所形成的。
一部分标准直接移植自美军标,也有一部分是在先制定成航标,经过一段时间使用后加以改进形成国军标的。
论我国与国外的管道清管标准差异

论我国与国外的管道清管标准差异一、差异分析1.清管方式俄罗斯标准Ⅰ、Ⅰ和Ⅰ规定管道清管有4种方式:可分离式清管器、不使用可分离式清管器(高速液流冲洗/高速气流吹扫)、拉伸式清管装置和液体置换。
直径大于219mm的管道应使用可分离式清管器;直径小于219mm的管道,当曲率半径小于5倍管径或者清管长度小于1km时,可不使用可分离式清管器,但采用高速气流吹扫的管段长度不超过5km;拉伸式清管装置是指借助拖动推杆移动清管器,以及利用内部或外部定心定置装置进行清管;液体置换是指管道试压后利用高速液流排出污染物的方式进行清管。
为提高清管质量,减少油-水混合悬浮液体积,还使用凝胶-溶剂式机械分离清管器,溶剂是汽油或二乙烯乙醇(图1)。
相对于我国管道清管使用清管球(器),俄罗斯管道清管装置和清管方式更为多样化。
关于清管器允许通过的曲率半径,中国和俄罗斯标准基本相近。
GB50369规定清管器应能适应管道弯管的曲率半径;Q/SY1059规定清管器可以通过曲率半径为清管器直径5倍的弯管。
俄罗斯标准Ⅰ规定当曲率半径小于5倍管径时,可不使用可分离式清管器。
2.清管器运行速度俄罗斯标准Ⅰ、Ⅰ和Ⅰ规定可分离式清管器运行速度不应小于1km/h,不使用可分离式清管器,由液体流动速度保证清管质量,液体流动速度不应小于5km/h。
Q/SY1059规定原油清管器运行速度宜控制在3~6km/h;SY/T5922规定天然气管道清管器运行速度一般宜控制在3.5~5m/s(12~18km/h);关于清管器运行速度和管道吹扫速度,中国标准更为严格。
3.清管周期国内标准针对"清管周期";的要求比较简略,缺乏定量要求,不能全面指导实际生产,主要表现在以下3个方面:(1)SY/T5922规定:输气管道应根据气质组成、管道输送效率和输送压差确定合理的清管周期。
当管道输送效率小于0.95时,宜进行清管。
管道输送效率为实际输气量与设计输气量的比值,由于气源不稳定性、用户调峰和支线分输等原因,该参数不能真正反映管道实际情况,以此作为清管周期的依据,具有一定片面性和局限性。
sae100r5标准

sae100r5标准SAE 100R5标准是一项液压软管标准,用于规定液压系统中使用的低中压力软管的技术要求。
SAE 100R5标准由多个部分组成,包括SAE J1402A和SAE J1402B 两个子标准。
SAE 100R5标准规定了低中压力液压软管的物理和化学要求,以及耐磨、耐腐蚀、耐高温和耐压能力等性能指标。
软管的主要组成部分包括内胶层、加强层和外胶层。
内胶层应具有良好的密封性能和耐油性能,以确保液压系统的正常运行。
加强层通常采用纤维编织层或钢丝编织层,以提高软管的耐压能力。
外胶层应具有耐磨和耐腐蚀能力,以保护软管不受外界环境的影响。
SAE 100R5标准还规定了软管的工作压力、爆破压力和耐温范围等技术参数。
软管的工作压力一般为1000psi至3000psi,具体取决于软管的尺寸和使用条件。
爆破压力是软管能够承受的最大压力,一般是工作压力的4倍至6倍。
软管的耐温范围主要取决于内胶层和外胶层所选用的材料,一般在-40℃至+100℃之间。
SAE 100R5标准还规定了软管的试验方法和质量控制要求。
软管应经过一系列的物理和化学试验,如压力试验、冲击试验、耐油性试验和耐磨性试验等,以确保软管的质量和性能符合标准要求。
此外,标准还要求软管制造商必须建立质量管理体系,并进行定期的质量审核和产品检验。
SAE 100R5标准的制定旨在提高液压系统的安全性和可靠性,减少事故和故障的发生。
符合标准的软管具有良好的密封性能、耐油性能和耐压能力,能够在恶劣的工作环境下正常工作。
同时,标准还规定了软管的标志和包装要求,以便用户进行正确的选择和使用。
总的来说,SAE 100R5标准是液压系统中低中压力软管的重要参考标准,它规定了软管的技术要求、试验方法和质量控制要求,提高了液压系统的安全性和可靠性。
制造商和用户都应严格遵守该标准,以确保液压系统正常运行。
聚四氟乙烯内管拉伸强度、断裂伸长率和冲击韧性的“作用和地位”之争(final)

聚四氟乙烯内管拉伸强度、断裂伸长率和冲击韧性的“作用、地位”之争驻胶带股份军代表室廖振魁王宝康孙毅摘要:国军标中,氟内管要求只有抗拉强度和断裂伸长率,无冲击韧性,企业在生产时有意提高抗拉强度;近年氟塑料软管性能不稳定,内厂外场故障高居不下。
就此现状,本文对三项指标的“作用、地位”,进行深入研究和探讨。
关键词:氟内管拉伸强度、断裂伸长率和冲击韧性作用和地位一、问题来由因历史原因和行业特点,企业在考核聚四氟乙烯软管组件内管性能的时候,主要考核其抗拉强度、断裂伸长率、相对密度等,而其中对抗拉强度情有独钟,GJB2837-97《聚四氟乙烯软管组件规范》中也只有抗拉强度大于一指标的要求,误认为抗拉强度越高越好。
生产时有意识地将内管的抗拉强度要求越做越高,最高的达到了48.5MPa(国军标指标:>16MPa),是指标的3倍多;通常内管的断裂伸长做到300%左右(国军标指标:>250%),仅略大于指标。
因GJB2837-97中,指标中没有对冲击韧性提出要求,因此企业从来都不用此指标考核内管性能。
可以看出企业在生产软管组件考核内管性能、质量时,优先考虑抗拉强度,其次考虑断裂伸长率,而对冲击韧性根本不予考虑。
抗拉强度、断裂伸长率、冲击韧性三项力学性能指标(以下简称三项指标),其在软管组件聚四氟乙烯内管起到什么作用、其地位如何?三项性能值的高低对软管的性能有什么影响?近年部队软管爆破故障常发生与抗拉强度偏高是否有一定的关联?如何优化和分配内管的三项指标?就这些问题,本文从理论分析和试验验证着手,进行深入研究和—1 —探讨。
二、作用、地位分析1、聚四氟乙烯软管组件简介软管组件由聚四氟乙烯内管、不锈钢增强钢丝层和金属接头组成。
聚四氟乙烯软管组件用于输送各型飞机的高、中、低液体和气体介质,承受的工作压力从5MPa到35MPa。
聚四氟乙烯软管组件质量、性能的好坏是直接与飞机的使用性能、安全相关的,而氟塑料内管在软管组件中起非常重要的作用。
液压软管总成标准

液压软管总成标准
液压软管总成的标准包括以下内容:
1. 产品分类:公称内径分别为538mm、5~51mm的扩口式、卡套式和焊接式(或快换式)钢丝增强液压橡胶软管总成。
2. 基本参数和连接尺寸:包括产品的长度、外径、壁厚等。
3. 技术要求:包括工作压力、爆破压力、工作温度、耐压试验、泄漏试验等。
4. 试验方法:包括压力试验、爆破试验、泄漏试验等。
5. 检验规则:包括检验项目、检验方法、检验周期等。
6. 标志、包装:包括标志内容、包装要求等。
7. 适用范围:适用于以液压油(液)为工作介质,工作温度范围分别为-405 型钢丝缠绕液压软管总成及-10~+121℃的6 型钢丝缠绕液压软管总成。
塑料制的软管(最小爆破压力为27.6MPa)(HS 391731)2017 俄罗斯(340个
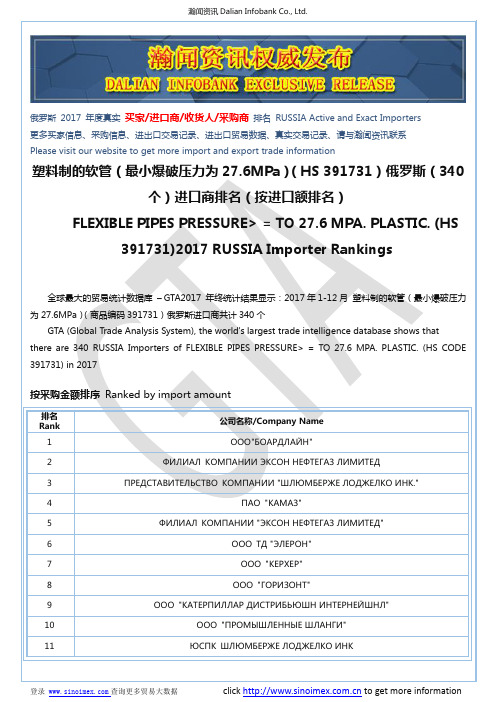
21
ООО "ЭББОТТ ЛЭБОРАТОРИЗ"
22
ООО "ОБЪЕДИНЕННАЯ ГИДРАВЛИЧЕСКАЯ КОМ ПАНИЯ"
23
ООО "БУТТЭ РУ"
24
ООО "ДРИЛЛМ ЕК Р"
25
ООО "ФСТ РУС"
26
ООО "ПОНССЕ"
27
ООО "ПРЕССОЛ"
28
АО "БЕЙКЕР ХЬЮЗ ТЕХНОЛОГИИ И ТРУБОПРОВОДНЫЙ СЕРВИС"
29
ООО "РВД ПЛЮС"
30
ООО "ХАНСА"
31
ООО "ИМ ПЭКС"
32
ООО "ТИРНИ ЭНД ХЕНДЕРСОН"
33
ООО "ВОДОПРОВОД"
34
ООО "М ЕЖДУНАРОДНОЕ ТАМ ОЖЕННОЕ БЮРО"
4
ПАО "КАМ АЗ"
roct 8963-75标准

ROC T 8963-75 标准是指前苏联(俄罗斯)的一种管道连接件标准,全称为《钢制管接头和配件的公称压力试验》(Russian standard for steel pipe fittings and components - nominal pressure test),该标准主要针对采用焊接、螺纹、法兰等方式连接的钢制管道配件进行压力试验。
该标准规定了钢制管道配件在生产、验收和安装过程中需要进行的压力试验方法、试验压力、试验介质、试验温度等要求。
同时,该标准还规定了试验设备、试验程序、试验结果处理等内容。
ROC T 8963-75 标准对于确保钢制管道配件的质量和安全具有重要作用。
在实际应用中,该标准被广泛应用于石油、化工、冶金、建筑等领域。
软管总成标准号

软管总成标准号1. A型扣压式胶管总成(GB9065.3代替JB1885);2. B型扣压式胶管总成(GB9065.2代替JB1886);3. C型扣压式胶管总成(GB9065.1代替JB1887);4. 锥密封钢丝编织软管总成(JB/T6142.1-JB/T6142.4-92)5. 锥密封棉线编织软管总成(JB/T6143.1-JB/T6143.4-92)6. 锥密封胶管接头锥接头(JB/T6144.1-JB/T6144.5-92);7. 液压支架用高压软管总成(JH/Q1001K);8. 铰链式高压软管总成(JH/Q1002J);9. 公制(英制)内螺纹外球面高压软管总成(JH/Q1003Q)10. 法兰式软管总成(JH/Q1004F);11. 24°锥面密封软管总成(JH/Q1005Z);12. 外加保护弹簧软管总成(JH/Q1006H);13. 耐高温、抗辅射高压软管总成(JH/Q1007W);14. 公制外螺纹24°内锥面软管总成(JH/Q1008);15. 英制外螺纹(圆锥管螺纹R、圆锥螺纹NPT)软管总成(JH/Q1009);16. 美制(公制)外螺纹74°外锥面软管总成(JH/Q1010)17. 美制(公制)内螺纹74°内锥面(圆柱螺纹)软管总成(JH/Q1011);18. 英制外螺纹60°内锥面软管总成(JH/Q1012);19. 钢丝缠绕4S超高压A型软管总成(JH/Q1013);20. 钢丝缠绕4S超高压C型软管总成(JH/Q1014);21. 钢丝缠绕4S超高压24°锥面型软管总成(JH/Q1015);22. 松套法兰棉线编织胶管总成(JB/ZQ4177-97);23. 三辫式胶管总成(JB/ZQ4429);24. 三辫式胶管总成(JB/ZQ4433);25. 钢丝缠绕6S超高压A型软管总成(JH/Q1016);26. 钢丝缠绕6S超高压C型软管总成(JH/Q1017);27. 钢丝缠绕6S超高压24°锥面型软管总成(JH/Q1018);28. 扣压式接头螺母(JH/Q1019);29. 扣压式接头外套(JH/Q1020);30. 扣压式接头芯(JH/Q1021);31. 锥密封接头芯(JH/Q1022);QQ:82631162。
WN 18630--液压软管总成

第 3 页 WN 18630,版本 2009.09
3 连接形式和尺寸
表 3:软管接头按 ISO 12151-2
形式
ISO 12151-2 DIN 20066 D S
图示
说明 螺纹轴颈,24°锥形连 接,按 EN ISO 8434-1 L 系列 螺纹轴颈,24°锥形连 接,按 ISO8434 第 1 部分 S 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 L 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 S 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 L 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 S 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 L 系列 带 O 形密封圈密封锥, 按 EN ISO 8434-1 锁紧螺母 S 系列
38 / 44 240 81 / 104 230 60.35
L
系列
R
d
S
系列
S
PN
d PN
31.8
41.3
47.6 400
54
63.5
79.4
1)
按 ISO 4397
表 8:特殊连接形式及其对接
形式
J
第 5 页 WN 18630,版本 2009.09 说明 铰接接头体按 DIN 7642 法兰,带 O 形密封圈 按 WN 32115 对接 连接方式说明 用 DIN 7643 空心螺栓进行面连接 法兰连接按 WN 32115 (ISO 6162)
6.3
5.9/6.93.6
8
7.4/8.45.5
10
液压软管系列(MANULI),
420
420 420 420 420 420 420 420 420
XTRAFLEX™/4000
280 280 280
XTRAFLEX™/5000
350 350 350
XTRAFLEX™/6000
420 420 420
ROCKMASTER®/1SN
225 215 180 160 130 105 90 65 50 40 50
14
HOSES
SUMMARY
HOSE SIZE 胶管尺寸
WORKING PRESSURE (bar) / 工作压力 (bar) DN 5 6 8 10 12 16 19 25 31 38 51 60 63 76 DASH - 3 - 4 - 5 - 6 - 8 - 10 - 12 - 16 - 20 - 24 - 32 - 38 - 40 - 48
广泛的温度范围高耐磨性防火性耐超高压卓越耐臭氧耐天候性极好的柔韧性紧凑性和重量轻wirebraidreinforcedhoses钢丝编织增强胶管wirespiralreinforcedhoses钢丝缠绕增强胶管wirebraidreinforcedhoses钢丝编织增强胶管wirespiralreinforcedhoses钢丝缠绕增强胶管14eternity2highservicelifereliability69diamondspirveryhighpressurerating70eternity2highservicelifereliabilityoutstandingpressureresistancehiperhoserange高性能胶管系列highperformancehoserangehiperoffersspecialproductsoutfarexceedinginternationalspecificationsprofilesmeetheavydutyapplicationsrequirementsmosthighdemandingoems
ГОСТ633-80-中文版
苏联国家标准油管及其接箍技术规范ГОСТ 633-80莫斯科实施时间 83. 01. 01执行A标准部分实施时间 84. 01. 01本规范适用于采油、采气井口上使用的无缝钢铁制平式油管及其接箍、加厚油管及其接箍、平式高密封油管及其接箍、无接箍加厚油管。
1. 类型1.1. 本规范事先规定出加工管子时在质量和精确度要求上的两个执行标准: А 和Б.管子类型参照表 11.2. 平式油管及其接箍的尺寸和重量应符合图 1和表 2的要求,加厚油管及其接箍- В的尺寸和重量应符合图 2和表 3的要求,平式高密封油管及其接箍- НКМ的尺寸和重量应符合图 3和表 4的要求,无接箍加厚油管- НКБ的尺寸和重量应符合图 4和表 5的要求。
管子接箍图. 1表2平式油管及其接箍单位:mm管子接箍图. 2加厚油管及其接箍- В单位:mm 表3规定直径管子接箍外径D壁厚S内径D加厚部分外径,Dв(误差 +1.5)加厚部分长度lв min平式部分重量kg/m因加厚两尾端所增加的重量kg外径Dм长度Lм重量kg27 26.7 3.0 20.7 33.4 40 1.8 0.1 42.2 84 0.4 33 33.4 3.5 26.4 37.3 45 2.6 0.1 48.3 90 0.5 42 42.2 3.5 35.2 46.0 51 3.3 0.2 55.9 96 0.7 48 48.3 4.0 40.3 53.2 57 4.4 0.4 63.5 100 0.8 60 60.3 5.0 50.3 65.9 89 6.8 0.7 77.8 126 1.573 73.0 5.5 62.078.6 959.20.9 93.2 134 2.8 7.0 59.0 11.489 88.9 6.5 75.995.2 10213.21.3 114.3 146 4.2 8.0 72.9 16.0102 101.6 6.5 88.6 108.0 102 15.2 1.4 127.0 154 5.0 114 114.3 7.0 100.3 120.6 108 18.5 1.6 141.3 160 6.3 备注:在管子内表面距管端面 (lв min + 25) mm的长度上的工艺锥度不得大于1:50。
en853标准
en853标准
EN 853是一种标准,用于规范液压软管的性能和尺寸。
它适
用于在高压条件下使用的液压系统,特别是用于输送液态石油和水基液压流体的软管。
EN 853标准分为不同的类型,包括1SN、2SN、1ST、2ST等。
每种类型都有特定的要求和测试方法。
例如,1SN型软管要求能够承受最高工作压力,同时具有耐磨损、耐腐蚀和耐高温的特性。
在测试时,软管会经过一系列的试验,包括压力脉动耐受能力、耐油性、弯曲性能等。
EN 853标准的目的是确保液压软管的质量和可靠性,以及确
保软管在使用时能够满足工作环境的要求。
这有助于减少系统故障和事故的发生,并提高液压系统的工作效率和安全性。
俄罗斯套管标准

USSR STATE STANDARDCASING PIPES AND COUPLINGS FOR THEMSPECIFICATIONSGOST 632-80Official EditionUSSR STATE STANDARDS COMMITTEEMOSCOWGroup V62USSR STATE STANDARDCASING PIPES AND COUPLINGS FOR THEMSpecificationsOKP 13 2100Validity Term from 01/01/83Section on Design A Pipe 01/01/84till 01/01/93 Non-compliance with the standard is prosecuted by law.This Standard applies to steel seamless pipes with triangular and trapezoidal thread and coupling for them, pipes with supertight joints couplings for them, as well as flush-joint slip-joint pipes with used for operations on oil and gas wells.(Amended, Rev. 4).1. PIPE GRADES1.1. This Standard provides for fabrication of pipes in terms of accuracy and quality of two designs (A and B).Pipe grades are shown in Table 1.Pipe GradesTable 1 WallJoint TypeThickness,mmNominal PipeDiameter Triangular Thread OTTM OTTG TBOShort LongDesign А5,2 D - - - -5,7 D - - - - 114 6,4 D DELM DELM - -7,4 - DELMR DELMR - -8,6 - DELMRT DELMRT DELMRT -10,2 - LMRT LMRT LMRT -5,6 D - - - - 6,4 D DELM DELM - -127 7,5 D DELMRT DELMRT - -9,2 - DELMRT DELMRT DELMRT DELMRT10,2 - DELMRT DELMRT DELMRT DELMRT6,2 D - D - -7,0 D DELM DELM - -140 7,7 D DELMRT DELMRT - - 9,2 - DELMRT DELMRT DELMRT DELMRT10,5 - DELMRT DELMRT DELMRT DELMRT6,5 D - D - -7,0 D DELM D - -146 7,7 D DELM DELM - -8,5 - DELMRT DELMRT DELMRT DELMRT9,5 - DELMRT DELMRT DELMRT DELMRT10,7 - DELMRT DELMRT DELMRT DELMRT7,3 D DE DE - -8,0 DE DEL DEL - -168 8,9 D DELMRT DELMRT DELMRT DELMRT 10,6 - DELMRT DELMRT DELMRT DELMRT12,1 - DELMRT DELMRT DELMRT DELMRT5,9 D - - - -6,9 D - D - -8,1 D DEL DEL - -178 9,2 D DELMRT DELMRT DELMRT DELMRT 10,4 - DELMRT DELMRT DELMRT DELАЮT11,5 - DELMRT DELMRT DELMRT DELMRT12,7 - DELMRT DELMRT DELMRT DELMRT13,7 - ELMRT ELMRT ELMRT ELMRT15,0 - LMRT LMRT LMRT LMRT7,6 D - D - -8,3 D DELMRT DELMRT - -194 9,5 - DELMRT DELMRT DELMRT DELMRT 10,9 - DELMRT DELMRT DELMRT DELMRT12,7 - DELMRT DELMRT DELMRT DELMRT15,1 - LMRT LMRT LMRT LMRT6,7 D - - - -7,7 D - D - -8,9 D DELM DELM DELM - 219 10,2 D DELMR DELMR DELMR - 11,4 - DELMRT DELMRT DELMRT -12,7 - DELMRT DELMRT DELMRT -14,2 - ELMRT ELMRT ELMRT -7,9 D - D - -8,9 D DELM DELM DELM -10,0 D DELMR DELMR DELMR -11,1 - DELMRT DELMRT DELMRT - 24512,0 - DELMRT DELMRT DELMRT -13,8 - DELMRT DELMRT DELMRT -15,9 - LMRT LMRT LMRT -7,1 D - - - -8,9 DELM - DELM DELM -10,2 DELMR - DELMR DELMR - 273 11,4 DELMR - DELMR DELMR - 12,6 DELMRT - DELMRT DELMRT -13,8 DELMRT - DELMRT DELMRT -15,1 ELMRT - ELMRT ELMRT -16,5 LMRT - LMRT LMRT -8,5 D - D - -9,5 D - D - - 299 11,1 DELM - DELM - - 12,4 DELMRT - DELMRT - -14,8 ELMRT - ELMRT - -8,5 D - - - -9,5 DEL - DEL - - 324 11,0 DELM - DELM - - 12,4 DELMRT - DELMRT - -14,0 DELMRT - DELMRT - -8,4 D - - - -9,7 DEL - DEL - -10,9 DEL - DEL - -340 12,2 DELM - DELM - -13,1 DELMRT - DELMRT - -14,0 DELMRT - DELMRT - -15,4 LMRT - LMRT - -9,0 D - - - -351 10,0 DEL - - - -11,0 DELM - - - -12,0 DELM - - - -9,0 D - - - -377 10,0 DE - - - -11,0 DEL - - - -12,0 DEL - - - -9,5 D - - - -406 11,1 DE - - - -12,6 DE - - - -16,7 DE - - - -10,0 D - - - -426 11,0 DE - - - -12,0 DE - - - -473 11,1 D - - - -11,1 D - - - -508 12,7 D - - - -16,1 D - - - -Design B6,4 DKE - - - -114 7,4 DKE DKEL DKELMR - -8,6 DKELMRT DKELMRT DKELMRT DKELMRT -DKE - - - - 6,4127 7,5 DKEL DKEL DKELMRT - - 9,2 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT6,2 DKE - - - -7,0 DKE DKE DKE - - 140 7,7 DKEL DKELMRT DKELMRT - - 9,2 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT10,5 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT6,5 DKE - - - -7,0 DKE DKEL DKE - - 146 7,7 DKE DKEL DKELMRT - - 8,5 DKELMRT DKELMRT DKELMRT - -9,5 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT10,7 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT7,3 DKEL - - - -8,0 DKE DKEL DKEL - - 168 8,9 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT 10,6 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT12,1 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT6,9 DKE - - - -8,1 DKEL DKEL DKEL - - 178 9,2 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT 10,4 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT11,5 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT12,7 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT7,6 DKE - - - -8,3 DKE DKEL - - - 194 9,5 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT 10,9 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT12,7 DKELMRT DKELMRT DKELMRT DKELMRT DKELMRT7,7 DKE - DKE - -8,9 DKELM DKELM DKELM - - 219 10,2 DKELMRT DKELMRT DKELMRT DKELMRT -11,4 DKELMRT DKELMRT DKELMRT DKELMRT -12,7 DKELMRT DKELMRT DKELMRT DKELMRT -14,2 DKELMRT DKELMRT DKELMRT DKELMRT -7,9 DKE - DKE - -8,9 DKELM DKELM DKELM - -245 10,0 DKELMRT DKELMRT DKELMRT DKELMRT -11,1 DKELMRT DKELMRT DKELMRT DKELMRT -12,0 DKELMRT DKELMRT DKELMRT DKELMRT -13,8 DKELMRT DKELMRT DKELMRT DKELMRT -7,1 DKE - - -- 8,9 DKE - DKELM - -DKELMRT -273 10,2 DKELMRT- DKELMRT11,4 DKELMRT- DKELMRT DKELMRT -12,6 DKELMRT- DKELMRT DKELMRT -13,8 DKELMRT - - - -8,5 DKE - DKE - -9,5 DKELMRT- DKELM - -299 11,1 DKELMRT- DKELM - -12,4 DKELMRT- DKELM - -14,8 DKELMRT - - - -9,5 DKE - DKELM - -324 11,0 DKELMRT- DKELM - -12,4 DKELMRT- DKELM - -14,0 DKELMRT - - - -340 8,4 D - - - -15,4 LMRT - LMRT - -9,0 DK - - - -351 10,0 DK - - - -11,0 DK - - - -12,0 DK - - - -9,0 DK - - - -377 10,0 DK - - - -11,0 DK - - - -12,0 DK - - - - 406 16,7 DE - - - -10,0 DK - - - - 426 11,0 DK - - - -12,0 DK - - - - 473 11,1 DK - - - -508 12,7 D - - - -16,1 D- - - -Note: By agreement between the manufacturer and the consumer, pipes may be made with interim and larger values of wall thickness.1.2. The sizes and mass of pipes and couplings shall be consistent with those specified in Sketch 1 and Table 2 for short triangular thread joints, Sketch 1 and Table 2 for joints with long triangular thread (U), Sketch 2 and Table 4 for joints with trapezoidal thread (OTTM) and Sketch 3 and Table 5 for supertight joints – OTTG. The sizes and mass of flush-joint slip-joint pipes (TBO) shall be as specified in Sketch 4 and Table 6.1.1, 1.2 (Amended, Rev. 2, 4).1.3. Design A and B pipes shall be made from 9.5 to 13 m in length.It is permissible to have in a batch of pipe with triangular thread and trapezoidal thread (OTTM):•up to 20% of pipes from 8 to 9.5m in length and no more than 10%of pipes from 5 to 8 m in length if made out of casting workpiece (ingot);•up to 10% of pipes from 8 to 9.5 m in length and no more than 5% of pipes from 5 to 8 m in length if made out of a rolled workpiece..At customer’s request, it is permissible to change the number of pipes less than 9.5 m long in a batch, as well as to manufacture pipes less than 5 m in length.Pipes with supertight joints (OTTG) and flush-joint slip-joint pipes (TBO) shall be fabricated from 9.5 to 13 m in length. Pipe length is identified as the distance between its ends; if a coupling is available the length is identified as the distance between the coupling free end and the end of thread run-out at the opposite end of the pipe.It is permissible to fabricate OTTG pipes from 8 to 9.5 m in length up to 20% of a batch made out of a cast workpiece (ingot). (Amended, Revision 4).Sketch 1Sketch 2Sketch 3 * Dн - outside diameter of a normal coupling;Dc - outside diameter of a special coupling.Sketch 4(Amended, Rev.1, 2).1.4. The following tolerances are set for the set for the size and mass of pipes and couplings:a) Outside Pipe Diameter: All nominal diameters% (Design A);Nominal Diameter up to 219 mm inclusive ±1,0% (Design B); Nominal Diameter over 219 mm ±1,25% (Design B).The ends of pipes with triangular thread (OTTM and OTTG), and the field ends of TBO pipes shall be manufactured so that to ensure a minimum length of perfect thread without any pitting as specified in Item 2.20 and a minimum wall thickness in the plane of a pipe end as specified in notes to Tables 13, 14, 17 and 19.For flared ends of TBO pipes, it is permissible to increase the outside diameter at a distance of () mmeter tolerances shm% (Design А);For a pipe batch (mass not less than 60 t) – minus 1,75% (Design А);For a single pipe -%Pipe Nominal DiameterOutside Diameter Wall ThicknessInside Diameter Mass per m, kg Outside DiameterMass, kg 5,2 103,9 14,0 5,7 102,9 15,2 114 114,36,4 101,5 16,9 127,0 (133,0) 1583,7 (5,2) 7,4 99,5 19,48,6 97,1 22,35,6 115,8 16,7127 127,06,4 114,2 19,17,5 112,0 22,1 141,3 (146,0) 1654,6 (6,3)9,2 108,6 26,76,2 127,3 20,4 7,0 125,7 22,9 140 139,7 7,7 124,3 25,1 153,7 (159,0) 1715,2 (7,0) 9,2 121,3 29,510,5 118,7 33,66,5 133,1 22,3 7,0 132,1 24,0 146 146,1 7,7 130,7 26,2 166,0 1778,08,5 129,1 28,8 9,5 127,1 32,010,7 124,7 35,77,3 153,7 29,0 8,0 152,3 31,6 168168,3 8,9150,535,1187,71819,110,6 147,1 41,2 12,1 144,1 46,5 5,9 166,0 24,9 6,9 164,0 29,1 8,1 161,6 33,7178 177,8 9,2 159,4 38,2 194,5(198,0) 184 8,3(10,0)10,4 157,0 42,811,5 154,8 47,212,7 152,4 51,57,6 178,5 35,08,3 177,1 38,1194 193,7 9,5 174,7 43,3 215,9 190 12,210,9 171,9 49,212,7 168,3 56,76,7 205,7 35,17,7 203,7 40,28,9 201,3 46,3219 219,1 10,2 198,7 52,3 244,5 196 16,211,4 196,3 58,512,7 193,7 64,614,2 190,7 71,57,9 228,7 46,28,9 226,7 51,9245 244,5 10,0 224,5 58,0 269,9 196 17,911,1 222,3 63,612,0 220,5 68,713,8 216,9 78,77,1 258,9 46,58,9 255,3 57,910,2 252,7 65,9273 273,1 11,4 250,3 73,7 298,5 203 20,712,6 247,9 80,813,8 245,5 88,515,1 242,9 96,116,5 240,1 104,58,5 281,5 60,59,5 279,5 67,9299 298,5 11,1 276,3 78,3 323,9 203 22,512,4 273,7 87,614,8 268,9 103,58,5 306,9 66,19,5 304,9 73,6324 323,9 11,0 301,9 84,8 351,0 203 23,412,4 299,1 95,214,0 295,9 106,98,4 322,9 68,59,7 320,3 78,610,9 317,9 88,6340 339,7 12,2 315,3 98,5 365,1 203 25,513,1 313,5 105,214,0 311,7 112,215,4 308,9 123,59,0 333,0 75,910,0 331,0 81,1351 351,0 11,0 329,0 92,2 376,0 229 29,012,0 327,0 100,39,0 359,0 81,7377 377,0 10,0 357,0 90,5402,0 229 31,0 11,0 355,0 99,312,0 353,0 108,09,5 387,4 93,2406 406,4 11,1 384,2 108,3 431,8 228 35,912,6 381,2 122,116,7 373,0 160,110,0406,0102,7426 426,011,0 404,0 112,6 451,0 22937,512,0 402,0 122,5473 473,1 11,1 450,9 125,9 508,0 228 54,0 11,1 485,8 136,3508 508,012,7 482,6 155,1 533,4 22844,616,1475,8195,6Table 3Long Triangular Thread Pipe (U) and Couplings for ThemSize, mmPipeCoupling Pipe Nominal DiameterOutsideDiameterWall Thickness Inside Diameter Mass per 1m, kg Outside DiameterLengthMass kg6,4 101,5 16,9 114 114,37,4 99,5 19,48,6 97,1 22,3 127,0 (133,0) 1774,1 (5,6)10,2 93,9 26,76,4 114,2 19,1 127 127,07,5 112,0 22,1 9,2 108,6 26,7 141,3 (146,0) 1965,7 (7,0)10,7 105,6 30,77,0 125,7 22,9 140 139,7 7,7 124,3 25,19,2 121,3 29,5 153,7 (159,0) 2036,4 (8,5)10,5 118,7 33,67,0 132,1 24,0 7,7 130,7 26,2 146 146,1 8,5 129,1 28,8 166,0 2159,79,5 127,1 32,010,7 124,7 35,77,3 153,7 29,08,0152,331,6168 168,3 8,9 150,5 35,1 187,7 222 11,310,6 147,1 41,212,1 144,1 46,58,1 161,6 33,79,2 159,4 38,210,4 157,0 42,8178 177,8 11,5 154,8 47,2 194,5(198,0) 228 10,7(12,4)12,7 152,4 51,513,7 150,4 55,515,0 147,8 60,88,3 177,1 38,19,5 174,7 43,3194 193,7 10,9 171,9 49,2 215,9 235 15,512,7 168,3 56,715,1 163,5 66,58,9 201,3 46,310,2 198,7 52,3219 219,1 11,4 196,3 58,5 244,5 254 21,612,7 193,7 64,614,2 190,7 71,58,9 226,7 51,910,0 224,5 58,0245 244,5 11,1 222,3 63,6 269,9 266 25,312,0 220,5 68,713,8 216,9 78,715,9 212,7 89,5Table 4 Trapezoidal Thread Pipes and Couplings for Them - OTTMSizes, mmPipe CouplingPipe Nominal DiameterOutsideDiameterWallThicknessInsideDiameterMassper m,kgOutside Diameter Length Mass, kg6,4 101,5 16,9114 114,3 7,4 99,5 19,4 127,0(133,0) 123,8 170 4,0(5,6)3,08,6 97,1 22,3 10,2 93,9 26,76,4 114,2 19,1127 127,0 7,5 112,0 22,1 141,3(146,0) 136,5 174 4,8(6,6)3,39,2 108,6 26,7 10,7 105,6 30,7 6,2 127,3 20,4 7,0 125,7 22,9140 139,7 7,7 124,3 25,1 153,7(159,0)149,2 182 5,3(7,3)4,19,2 121,3 29,510,5 118,7 33,66,5 133,1 22,37,0 132,1 24,0146 146,1 7,7 130,7 26,2 166 156 182 7,9 4,4 8,5 129,1 28,89,5 127,1 32,010,7 124,7 35,77,3 153,7 29,08,0 152,3 31,6168 168,3 8,9 150,5 35,1 187,7 177,8 190,0 9,5 4,8 10,6 147,1 41,212,1 144,1 46,56,9 164,0 29,18,1 161,6 33,79,2 159,4 38,2178 177,8 10,4 157,0 42,8 194,5(198,0)187,3 198 8,6(10,5)5,311,5 154,8 47,2 12,7 152,4 51,5 13,7 150,4 55,515,0 147,8 60,87,6 178,5 35,08,3 177,1 38,1194 193,7 9,5 174,7 43,3 215,9 206,4 206 13,4 8,0 10,9 171,9 49,212,7 168,3 56,715,1 163,5 66,57,7 203,7 40,28,9 201,3 46,3219 219,1 10,2 198,7 52,3 244,5 231,8 218,0 18,0 9,6 11,4 196,3 58,512,7 193,7 64,614,2 190,7 71,57,9 228,7 46,28,9 226,7 51,910,0 224,5 58,0245 244,5 11,1 222,3 63,6 269,9 257,2 218 19,9 10,7 12,0 220,5 68,713,8 216,9 78,715,9 212,7 89,58,9 255,3 57,910,2 252,7 65,911,4 250,3 73,7273 273,1 12,6 247,9 80,8 298,5 285,8 218 22,2 12,0 13,8 245,5 88,515,1 242,9 96,116,5 240,1 104,58,5 281,5 60,59,5 279,5 67,9299 298,5 11,1 276,3 78,3 323,9 - 218 24,1 -12,4 273,7 87,614,8 268,9 103,58,5 306,9 66,1 9,5 304,9 73,6 324 323,911,0 301,9 84,8351,0 - 21825,1-12,4 299,1 95,214,0 295,9 106,99,7320,378,6 10,9 317,9 88,6 340 339,712,2 312,3 98,5365,1 - 21827,3-13,1 313,5 105,214,0 311,7 112,215,4308,9123,5Table 5Supertight Joint Pipes and Couplings for Them - OTTGPipeCoupling Pipe Nominal DiameterOutsideDiameter, mm Wall Thickness , mm Inside Diameter , mmMass per m, kgOutside DiameterLength,, mm InsideDiametermum, mmMass, kg, mm, mm114 114,3 8,6 97,1 22,3 127,0 123,8 205 97 4,83,910,2 93,9 26,7 (133,0) 97 (6,8) 127 127,0 9,2 108,6 26,7 141,3 136,5 210 1105,8 4,410,7 105,6 30,7(146,0)110(7,9)9,2 121,3 29,5122140 139,710,5 118,7 33,6 153,7(159,0)149,2 218 119 7,0 (9,1)5,08,5 129,1 28,8 130 9,5 127,1 32,0 130 146 146,110,7 124,7 35,7166,0 156,0 218 126 9,5 5,28,9 150,5 35,1 15110,6 147,1 41,2 148168168,312,1144,146,5187,7 177,8 22514811,3 6,29,2 159,4 38,2 160 10,4 157,0 42,8 158 11,5 154,8 47,2 158178 177,8 12,7 152,4 51,5 194,5(198,0)187,3 234 158 10,6(13,9)6,813,7 150,4 55,5 158 15,0 148,0 60,8 158 9,5 174,7 43,3 175194 193,7 10,9 171,9 49,2215,9 206,4 24217515,7 9,4 12,7 168,3 56,7 17215,1 163,5 66,5 1728,9 201,3 46,3 20310,2 198,7 52,3 203219 219,1 11,4 196,3 58,5 244,5 231,8 254 198 21,6 11,9 12,7 193,7 64,6 19814,2 190,7 71,5 1988,9 226,7 51,9 22610,0 224,5 58,0 223245 244,5 11,1 222,3 63,6 269,9 257,2 254 223 23,9 13,2 12,0 220,5 68,7 22313,8 216,9 78,7 22315,9 212,7 89,5 2238,9 255,3 57,9 25610,2 252,7 65,9 25611,4 250,3 73,7 25612,6 247,9 80,8 256273 273,1 13,8 245,5 88,5 298,5 285,8 254 25615,1 242,9 96,1 256 26,7 14,816,5 240,1 104,5 256Notes:1. Where the values of coupling outside diameter and mass for Designs A and B are different, Design B values are shown in brackets. (Tables 2-5).2. Special couplings with small outside diameter () a(Amended, Rev. 4)Table 6Flush-Joint Slip-Joint Pipes - TBOSizes, mmPipeNominalDiameterOutsideDiameterWallThicknessInsideDiameterUpset FlaredEndDiameterMaximum127 127,09,2 108,6136 10422,0 0,210,7 105,6 26,7 0,6 140 139,79,2 121,3154 10829,5 0,510,5 118,7 33,6 0,88,5 129,1 28,8 0,1 146 146,19,5 127,1162 10832,0 0,410,7 124,7 35,7 0,78,9 150,5 35,1 0,0 168 168,310,6 147,1178 11241,2 0,512,1 144,1 46,5 1,19,2 159,4 38,2 0,710,4 157,0 42,8 1,111,5 154,8 47,2 1,6 178 177,8 12,7 152,4 187 116 51,5 2,213,7 150,4 55,5 2,615,0 147,8 60,8 2,89,5 174,7 43,3 0,0 194 193,710,9 171,9206 12049,2 0,712,7 168,3 56,7 1,615,1 163,5 66,5 2,8 Note to Tables 2-6. For mass calculations mass of steel was assumed at 7,85 g/cm.(Amended, Rev. 3).1.5. It is not permissible to have out-of-roundness in Design B pipes in excess of 0.8 maximum tolerances for the outsidediameter except for repaired locations.1.6. On end sections equal to one third of the pipe length it is not permissible to have camber more than 1.3 mm per m oflength. It is not permissible to have the total camber of a whole pipe (depth of camber) more than 1/2000th of the pipe length, as measured in the middle of the pipe.1.7. A symbolic notation for pipes shall include joint type (except for short triangular thread OTTM & OTTG pipe couplings) and a reference to this standard.Symbolic Notation Samples:Pipes made of Strength Grade D steel, with a nominal diameter of 245 mm, wall thickness of 10 mm, and couplings for them:245х10-D GOST 632-80 – for pipes with short triangular thread;245-D GOST 632-80 – for couplings for such pipes;U-245х10-D GOSt 632-80 – pipes with a long triangular thread;U-245-D GOST 632-80 – couplings for such pipes;OTTM-245х10-D GOST 632-80 – trapezoidal thread pipes;OTTM-245-D GOST 632-80 – normal couplings for such pipes;ОТТМ-245-D-S GOST 632-80 – special couplings (with small outside diameter) for such pipes;OTTG-245х10-D GOST 632-80 – supertight joint pipes;OTTG-245-D GOST 632-80 – normal couplings for such pipes;OTTG-245-D-S GOST 632-80 – special couplings (with small outside diameter) for such pipes.Strength Grade D flush-joint slip-joint pipes, with a nominal diameter of 168 mm and wall thickness of 9 mm:TBO-168х9-Д GOST 632-80Notes:1. When ordering OTTM and OTTG pipes with special couplings made of steel of the following strength grades, thesymbolic notation for the couplings shall include a reference to a steel strength grade required.2. Design A pipes and coupling designation is followed by the letter A.2. TECHNICAL REQUIREMENTS2.1. Pipes and couplings shall be fabricated in accordance with the requirements of this standard and process regulationsas approved in accordance with the established procedure.2.2. The outside and inside surfaces of pipes and couplings shall be free of any blisters, cavities, cracks, laminations andsand holes.Cut and cleaning of these defects are allowed, provided their depth does not exceed wall thickness maximum negative tolerance. No welding-up, fullering or luting of defect areas is allowed.In areas where wall thickness can be measured directly, the depth of the defected areas shall not exceed the value specified in this section, provided that minimal wall thickness is preserved, which is calculated as the difference betweennominal pipe wall thickness and its negative tolerance.Separate minor dents, buckles, scratch marks, a thin layer of scale and other defects caused by the method of fabrication are allowed, if they do not bring the wall thickness beyond the negative tolerance limit.2.3. The place of transition from an upset end of TBO pipe to parts with a wall thickness S shall not have any sharp ledges.It is not permitted to have any of the defects specified in Item 2.2. on the surface with the diameteronfro than 50 mDDesignKDesign E L M R TA B BBreaking Strength , no less thanMPa (kgf/cm)655(66,8)637(65,0)687(70,0)689(70,3)758(77,3)862(87,9)1000(101,9)1103(112,5)Yield Stress : no less than, MPa(kgf/mm)379(38,7)373(38,0)490(50,0)552(56,2)655(66,8)758(77,3)930(94,9)1034(105,5)no more than, MPa (kgf/mm )552(56,2)- - 758(77,3)862(87,9)965(98,4)1137(116,0)1241(126,5)Stretch Ratio, , %Note: No maximum yield stress value is set for Strength Grade D steel pipes.(Amended, Rev. 2, 3).2.6. Pipes and couplings shall be fabricated out of a steel of one and the same strength grade of steel. It is permissible tofabricate pipes with couplings out of steel with higher mechanical properties. At the customer’s request, special lower outside diameter couplings for OTTM and OTTG pipes shall be made out of steel that belongs with subsequent strength grades with higher mechanical properties.(Amended, Rev. 4).2.7. Pipes and couplings of Strength Grade K and higher shall be subjected to thermal and thermomechanical treatment.TBO pipes of all strength grades shall be thermotreated after upsetting the flared end.2.8. Pipes shall successfully undergo a flattening test. After the test the distance between parallel planes shall not be largerthan that specified in Table 8.2.9. Threads and female sealing cones of couplings shall be galvanized or phosphated.2.10. Each triangular thread, OTTM and OTTG pipe shall be furnished with a coupling screwed on one of its ends by acoupling screwing machine.Grease or other sealants shall be used for screwing pipes with couplings to ensure tightness of joints and prevent from pickup s and corrosion.Table 8Distance Between Parallel Planes, mm Strength Grade Diameter to Wall Thickness RatioD/sD 0,65K, E 16 and more 0,70L 0,75D(0,98-0,02)K, ELess than 16 (1,18-0,03)L(1,23-0,03 )Note: The distance between the parallel planes for steel strength grades M, R and T shall be established as agreed between the manufacturer and the customer.2.11. Outside surface of each pipe and coupling shall be painted to protect from corrosion at the customer’s request.2.12. Pipes with screwed on couplings as well as flush-joint slip-on pipes shall pass an inside hydraulic pressure test.Pressure test values () are calculated with the following formula:(k);(M- nominal wall thickness, mm;- nominal outside pipe diameter, mm;- allowable stress, kgf/mm (MPa).For Design A Strength Grade D pipes, the allowable pressure for pipes with a nominal diameter of 273 mm and more isset at 0,6 and for all other pipes at .for Strength Grade D pipes with a nominal diameter of273 mm and more is set at 0,8 .forat 0,6. fo(k);(MPa),where- n - m(MPa);-calculate,where- i- p- total pipe thread length (to the end of the runout), mm;- thread conicity.Table 9Pressure Test Values for Design A PipesPipe Nominal Diameter, mm Wall Thickness, mm Pressure for steel strength grades, MPa (kgf/cm 2)D E L M R T5,2 27,5 (280) - - - - -5,7 30,4 (310) - - - - - 114 6,4 33,8 (345) 49,5 (505) 58,7 (600) 67,7 (690) - -7,439,2 (400)56,9 (580)67,7 (690)78,5 (800)96,1 (980)-8,6 45,6(465) 66,2(675)79,0(805)91,2(930)111,8(1140)122,6(1250)10,2 - - 93,7(955) 108,4(1105)122,6(1250)122,6(1250)5,6 27,0(275)- - - - -6,4 30,4(310) 44,6(455)53,0(540)61,3(625)- -127 7,5 35,8(365) 52,0(530)61,8(630)71,6(730)87,8(895)97,6(995)9,2 44,1(450) 63,8(650)76,0(775)87,8(895)107,9(1100)119,7(1220)10,7 51,0(520) 74,6(760)83,3(900)102,0(1040)122,6(1250)122,6(1250)6,2 27,0(275)- - - - -7,0 30,4(310) 44,2(450)52,5(535)60,8(620)- -140 7,7 33,8(345) 48,6(495)57,9(590)66,9(680)82,1(835)91,2(930)9,2 40,2(410) 57,9(590)60,2(705)80,0(815)98,1(1000)108,9(1110)10,5 45,6(465) 66,3(675)79,0(805)91,2(930)111,8(1140)122,6(1250)6,5 27,0(275)- - - - -7,0 29,4(300) 42,1(430)50,0(510)58,3(595)- -7,7 32,4(330) 46,6(475)55,4(565)64,3(655)- -146 8,5 35,3(360) 51,5(525)61,3(625)70,6(720)86,8(885)96,6(985)9,5 39,7(405) 57,9(590)68,2(695)79,0(805)97,1(990)107,9(1100)10,7 44,5(455) 64,7(660)77,0(785)89,3(910)109,4(1115)121,6(1240)7,3 26,5(270) 38,3(390)- - - -8,0 28,9(295) 42,1(430)50,0(510)- - -168 8,9 31,9(325) 46,6(475)55,4(565)64,3(655)79,0(805)87,3(890)10,6 38,3(390) 55,4(565)66,2(675)76,5(780)93,7(955)104,0(1060)12,1 (43,7(445) 63,3(645)75,5(770)87,3(890)106,9(1090)118,7(1210)5,9 20,1(205)- - - - -6,9 23,5(240)- - - - -8,1 27,5(280) 40,2(410)47,6(485)- - -9,2 31,4(320) 45,6(465)54,4(555)62,8(640)77,0(785)85,8(875)10,4 35,3(360) 51,5(525)61,3(625)71,1(725)87,3(890)96,6(985)178 11,5 39,2(400) 57,0(580)67,7(690)78,5(800)96,1(980)107,0(1090)12,7 43,2(440) 62,8(640)75,0(765)86,8(885)106,4(1085)118,2(1205)13,7 - 68,2(695) 80,9(825)93,7(955)114,8(1170)122,6(1250)15,0 - - 88,3(900) 102,5(1045)122,6(1250)122,6(1250)7,6 24,0(245)- - - - -8,3 26,0(265) 37,8(385)45,1(460)52,0(530)63,8(650)71,1(725)1949,5 29,9(305)43,2(440)51,5(525)59,4(605)73,1(745)80,9(825)10,9 34,3(350)49,6(505)58,9(600)68,2(695)83,9(855)93,2(950)12,7 39,7(405)57,9(590)68,7(700)79,5(810)97,6(955)108,4(1105) 15,1 - - 81,9(835)94,7(965)116,2(1185)122,6(1250)6,7 18,6(190)- - - - -7,7 21,6(220)- - - - -8,9 24,5(250)35,8(365)42,7(435)49,1(500)- -219 10,2 28,5(290) 41,2(420)49,1(500)56,4(575)69,2(705)-11,4 31,4(320) 46,1(470)54,4(555)63,3(645)77,5(790)85,8(875)12,7 35,3 51,0 60,8 70,1 86,3 95,6(360) (520) (620) (715) (880) (975)14,2 - 57,3(585) 68,2(695)78,5(800)96,6(985)107,4(1095)7,9 19,6(200)- - - - -8,9 22,1(225) 31,9(325)38,3(390)44,1(450)- -10,0 25,0(255) 36,3(370)42,7(435)49,5(505)60,8(620)67,7(690)245 11,1 27,5(280) 40,2(410)47,6(485)54,9(560)67,7(690)75,0(765)12,0 29,9(305) 43,2(440)51,5(525)59,4(605)73,1(745)81,4(830)13,8 34,3(350) 49,5(505)59,4(605)68,7(700)83,9(855)93,2(950)15,9 - - 68,2(695) 79,0(805)96,6(985)107,4(1095)7,1 11,8(120)- - - - -8,9 14,7(150) 28,9(295)34,3(350)39,7(405)- -10,2 17,2(175) 32,9(335)39,2(400)45,1(460)55,4(565)-11,4 19,1(195) 36,8(375)43,7(445)50,5(515)62,3(635)-273 12,6 21,1(215) 40,7(415)48,6(495)55,9(570)68,7(700)76,5(780)13,8 23,1(235) 44,6(455)53,0(540)61,3(625)75,1(765)83,5(850)15,1 - 48,6(495) 57,9(590)67,2(685)82,4(840)91,7(935)16,5 - - 63,3(645) 73,1(745)90,3(920)100,1(1020)8,5 12,8(130)- - - - -9,5 14,7(150)- - - - -299 11,1 16,7(170) 32,9(335)39,2(400)45,1(460)- -12,4 18,6(190) 36,8(375)43,7(445)50,5(515)61,8(630)68,7(700)14,8 - 43,7(445) 52,0(530)60,3(615)74,1(755)81,9(835)。
DIN20066液压传动技术,软管道、尺寸、要求
本标准包括引自其他出版物(注明日期的或未注明日期的)所确定的标准内容, 这些引用标准提示在文本的相关处, 其后面列出了出版物的名称。 凡注明日期的 标准,以后若要变更或修订的话,该出版物就仅仅针对该标准进行变更或修订; 而未注明日期的,则指最近有效版本的出版物(包括变改内容) 。
DIN 3865:1994-05, 管道螺纹连接, O型环密封锥度 24°,用于执行 DIN3861标 准的孔型 W。 DIN 7716:1982-05, 橡胶制品—储存要求,清洁和维修。 DIN 24950-1:1978-07, 液压技术—软管道—概念。 DIN EN 853:1997-02, 橡胶软管道—带钢丝编织夹层的液压软管道—技术要求 ; 德文版本的 EN 853:1996. DIN EN 854:1997-02, 橡胶软管道—带编织保护的液压软管道。 技术要求 ; 德文版本的 EN 854:1996. DIN EN 856:1997-02, 橡胶软管道—带钢丝保护的液压软管道,技术要求 ; 德 文版本的 EN 856:1996. DIN EN857:1997-02, 橡胶软管道—带钢丝编织夹层牢固的液压软管道;技术要 求 ; 德文版本的 EN 857:1996. DIN EN982:1996-09, 机器的安全—液压设备及其元件的安全技术要求—液压 ; 德文版本的 EN 982:1996.
关于变更
相对
本标准进行
了以下变更:
a) 以欧洲标准为基础的德国标准 DIN EN 853,DIN EN 854,DIN EN 586 和 DIN EN
857 代替以前的德国标准 DIN 20021 到 DIN 20023 成为软管道应用的基础。
这里 , 删去了 2TH, 3TB和 3TH软管道型号并补充了 4SH 和 R13 等软管道型号。
液压软管弯曲半径标准 解释说明以及概述

液压软管弯曲半径标准解释说明以及概述1. 引言1.1 概述本文旨在探讨液压软管弯曲半径标准的定义、要求以及影响因素。
液压软管作为传递液压能源的重要元件,在工业领域中被广泛应用。
它们承受着高压和扭转等力的作用,因此其设计和选用需要符合一定的技术标准,其中包括弯曲半径的规范。
1.2 文章结构本文将分为五个部分进行论述:- 第一部分是引言,对文章进行概述和结构说明。
- 第二部分将介绍液压软管弯曲半径标准的定义和作用,并阐述国际标准组织以及行业标准对其要求。
- 第三部分将深入探讨影响液压软管弯曲半径的因素,包括软管材料选择与性能影响、工作条件及环境对弯曲半径的要求,以及使用寿命和安全性考虑下的弯曲半径选择。
- 第四部分将介绍常用的液压软管弯曲半径测量方法及其原理,以及相关设备和工具的选择与使用技巧,同时探讨测量误差及其修正方法。
- 最后一部分将总结并评价液压软管弯曲半径标准,并分析弯曲半径对液压系统性能的影响。
此外,我们还展望了液压软管弯曲半径标准的未来发展趋势和研究方向。
1.3 目的本文的目的在于提供液压系统设计师、工程技术人员以及相关领域的研究者一个全面了解和理解液压软管弯曲半径标准的基础知识,以便正确地选择和使用液压软管,并确保系统的可靠性和安全性。
同时,通过对弯曲半径规范的解释与概述,推动该领域的研究和发展。
2. 液压软管弯曲半径标准2.1 弯曲半径的定义和作用液压软管的弯曲半径是指在使用过程中,软管可以弯曲的最小半径。
它影响着液压系统在弯曲过程中的运行稳定性、流体的流动阻力以及软管自身的耐久性。
较小的弯曲半径会导致增加系统能量损失、增加液压泄漏风险,同时也会缩短软管的使用寿命。
2.2 国际标准组织对液压软管弯曲半径的要求国际标准组织如ISO(国际标准化组织)和SAE(汽车工程师学会)制定了一系列对液压软管弯曲半径的要求。
这些标准旨在确保软管在正常工作条件下具备良好的性能和可靠性。
根据这些标准,液压软管必须具备足够大的弯曲半径,以确保流体在穿过软管时不受到过大的阻力,并且避免过度压缩或扭转而损坏。
俄罗斯标准gost 2171
《深度探讨俄罗斯标准GOST 2171》在今天的文章中,我将向您介绍俄罗斯标准GOST 2171,并探讨其在当前工业和贸易领域中的重要性。
GOST 2171是一项俄罗斯标准,涉及到一系列产品的质量和规格要求。
通过深入挖掘GOST 2171标准的内容,我们可以更好地理解其对俄罗斯国内外贸易以及产品质量和安全性的影响。
在探讨GOST 2171标准的内容时,我们需要关注其具体的产品范围和涉及的质量要求。
该标准涵盖了哪些具体的产品类型?在针对这些产品的质量要求上,GOST 2171标准又做出了怎样的规定?通过对这些问题的探讨,我们可以逐步深入了解这一标准的内涵和实质意义。
我们可以从GOST 2171标准在俄罗斯国内外贸易中的应用角度来探讨。
这项标准对于俄罗斯国内产品和进口产品有哪些具体的要求?在跨境贸易中,GOST 2171又如何影响产品的质量认证和合规性?通过对这些问题的探讨,我们能够更好地理解GOST 2171标准在俄罗斯贸易领域中的作用和影响。
除了以上两点,我还会在文章中共享关于GOST 2171标准的个人观点和理解。
通过对这一标准的全面评估和分析,我对其在俄罗斯生产和贸易中的重要性和作用有着怎样的认识?这将有助于文章的深度和广度兼具,以及对主题的全面、深刻和灵活的理解。
在总结回顾性的内容方面,我将回顾本文对GOST 2171标准各个方面的探讨,总结出这一标准在俄罗斯工业和贸易中的重要性,并对其未来的发展和应用提出展望。
本文将在确保深度和广度兼具的对俄罗斯标准GOST 2171进行深入挖掘,并对其在工业和贸易领域中的重要性进行全面评估。
希望通过本文的阅读,您能对GOST 2171标准有更深入的了解,并在相关领域有所收获。
在深度探讨俄罗斯标准GOST 2171的过程中,我们需要更深入地了解该标准的制定背景和发展历程。
GOST标准实际上是原苏联时期制定的国家标准体系的一部分,旨在统一俄罗斯境内各种产品的质量和规格要求,以促进国内生产和贸易发展。
液压软管基本知识1
HPDE-GB_M02_Nr.120_27/07/98
HPDE-GB_M02_Nr.130_27/07/98
名词解释
FluidConnectors
u 扣压接头
HPDE-GB_M02_Nr.140_27/07/98
名词解释
FluidConnectors
u 可拆式接头
HPDE-GB_M02_Nr.150_27/07/98
HPDE-GB_M02_Nr.20_27/07/98
HPDE-GB_M02_Nr.30_27/07/98
重要标准列表
FluidConnectors
DIN
FluidConnectors
重要标准列表
1436 3862 6801/ 2 4079 3949 2944
ISO
20 022- (1/2) 20 023-1 20 024 20 021- (2/3)
名词解释
FluidConnectors
u 插入式接头
FluidConnectors
2. 基础知识
- 液压胶管的主要适用标准
ቤተ መጻሕፍቲ ባይዱ
• DIN • SAE • EN • ISO • JIS • BS - 名词解释 - 选型准则
HPDE-GB_M02_Nr.10_27/07/98
FluidConnectors
名词解释
DIN ISO EN SAE JIS BS = = = = = = 德国标准协会 国际标准组织 欧洲标准 汽车工程师协会 日本工业标准 英国标准
名词解释
u 公称尺寸
u 公称压力 u 爆破压力
HPDE-GB_M02_Nr.70_27/07/98
u 工作压力
FluidConnectors
液压油管技术标准

液压油管技术标准
1. 材质要求:液压油管应选择耐高压、耐腐蚀、耐磨损及强度高的碳素结构钢。
2. 尺寸要求:液压油管应按照国家标准的直径、壁厚及长度规定。
3. 焊接要求:液压油管采用对接焊接,应符合相关的焊接工艺和标准。
4. 表面处理要求:液压油管的内外表面应表现出无划痕、无皱纹、光滑度高和无气孔等特点,以保证其在使用过程中的正常工作。
5. 抗压强度要求:液压油管应根据使用场合的需要选择不同的压力等级和抗压强度,以保证其安全使用。
6. 耐腐蚀要求:液压油管应选用具有良好耐腐蚀性的材料和表面处理方式,以应对不同介质的腐蚀和磨损。
7. 测试检验要求:液压油管应在生产过程中进行各项必要的测试和检验,确保其在销售和使用过程中的质量和性能满足相关标准和需求。
8. 包装标识要求:液压油管应按要求进行包装及标识,以便正确的使用和运输。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
俄罗斯液压软管标准
1.材料要求
俄罗斯液压软管的标准对材料有严格的要求。
软管的内层必须由耐高压、耐腐蚀的合成橡胶材料制成,如丁腈橡胶、氟橡胶等。
外层则应使用耐磨损、抗老化的合成材料,如聚酯纤维、尼龙等。
金属层应采用高强度钢或不锈钢,以确保软管的强度和耐压性。
2.结构要求
俄罗斯液压软管的标准规定了软管的构造和尺寸。
软管应由内胶层、增强层和外胶层组成。
增强层通常由编织或缠绕的金属丝制成,以提高软管的抗压能力和耐久性。
内外胶层之间的材料应与管道内部和外部流体相容,并具有良好的密封性能。
3.性能要求
根据俄罗斯液压软管的标准,软管应具有良好的耐压性、耐温性、耐腐蚀性和密封性。
在规定的压力和温度下,软管应能保持其结构和性能稳定,不出现泄漏、变形或破裂等现象。
此外,软管还应具有优异的耐磨性、抗老化性和耐疲劳性,以确保其在长期使用过程中保持良好的性能。
4.检验要求
俄罗斯液压软管的标准要求对软管进行严格的检验。
检验项目应包括外观检查、尺寸检查、耐压试验、密封试验、耐磨试验、抗老化试验和耐疲劳试验等。
对于不合格的产品,应进行返修或报废处理。
同时,制造商应定期对生产过程中的关键工序进行检验和控制,以确保产品质量符合标准要求。
总的来说,俄罗斯液压软管的标准对材料、结构、性能和检验等方面都有严格的要求,以确保产品的质量和安全性。
制造商应严格按照标准要求进行生产和检验,以确保产品符合标准要求并满足客户的需求。