人孔,垂直吊盖人孔HG21520 CAD图纸及详细规范
船舶和海上技术 船用人孔盖-最新国标

船舶和海上技术船用人孔盖1 适用范围本文件规定了除压力容器外,一般船用螺栓式水密和油密人孔盖的要求。
本文件规定了板上开孔尺寸以及紧固件的数量、尺寸和位置。
本文件适用于带围板式,平置式或埋入式类型的人孔盖。
人孔盖的制造节点由制造厂决定。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO 262 一般用途米制螺纹.螺钉、螺栓和螺母的选用尺寸(ISO general purpose metric screw threads—Selected )3 术语和定义本文件没有界定的术语和定义。
4 型式和公称尺寸所有尺寸以毫米为单位。
根据公称尺寸,人孔盖应分为AO型、AE型、BO型、BE型、CO型或DO型(见图1至图4和表1至表6)。
人孔盖的尺寸和紧固件的间距应符合图1至图11和表1至表7。
公称尺寸l1×b1应与净开孔长度和宽度相对应,见表1至表6。
紧固件(螺母和螺栓)的螺纹应符合ISO 262。
盖板、座板和围板的厚度应由使用者按照表1至表6中规定的值进行选择。
船级社规范和法规可能要求更高的值。
图1和图4显示了带围板式、平置式和埋入式的人孔盖。
为了保证盖板和垫片的互换性,各部件的尺寸和紧固件坐标应与本文件所给出的保持一致。
图1至图4示例了焊接螺柱连接,螺栓与座板之间允许有其它可靠的连接。
标引序号说明:1——盖板;2——垫片;3——座板;4——围板;5——拉手;6——单位为毫米标志;7——顶升螺栓,2×M20。
焊脚尺寸和节点宜符合公认的工业标准。
注1 :l1×b1为净开孔尺寸。
注2 :顶升螺栓2×M20能根据用户需要选用。
a紧固件 M20,孔Ø23 mm。
图1 AO型和AE型人孔盖表1 AO型,公称尺寸单位为毫米表2 AE型,公称尺寸单位为毫米标引序号说明:1——盖板;2——垫片;3——座板;4——拉手;5——标志;6——顶升螺栓,2×M20。
垂直吊盖板式平焊法兰人孔标准_概述说明

垂直吊盖板式平焊法兰人孔标准概述说明1. 引言1.1 概述垂直吊盖板式平焊法兰人孔是一种常见的管道连接方式,广泛应用于工业领域。
通过此方法实现的管道连接具有优秀的密封性能和可靠性,能够确保系统运行的安全性和稳定性。
1.2 文章结构本文将介绍垂直吊盖板式平焊法兰人孔的标准规范及其设计要点。
接着,会详细探讨吊盖板材料与工艺选择以及如何进行质量控制。
之后,文章还将介绍平焊法兰在不同领域的应用,并分析其优势与劣势。
最后,在结论部分总结了本文的主要观点,并对未来发展进行了展望并提出研究不足之处及建议。
1.3 目的本文旨在系统地介绍垂直吊盖板式平焊法兰人孔标准和相关知识,并阐述其在工程实践中应用的情况。
通过对该连接方式的深入了解,读者可了解其优势、适用范围以及工艺要点,进而为工程项目中正确选择合适的连接方式提供参考。
此外,通过对该连接方式的分析,也可以发现其在实际应用中存在的问题,并为相关研究提供启示与建议。
2. 垂直吊盖板式平焊法兰人孔标准2.1 定义与分类垂直吊盖板式平焊法兰人孔是一种用于管道连接的标准化设计。
它由两个平行的法兰面构成,通过螺栓紧固实现连接。
垂直吊盖板式是指人孔封闭与水平地面平行,并可上下开启。
该类标准主要分为以下几类:A型、B型、C型、D型和E 型。
2.2 标准规范对于垂直吊盖板式平焊法兰人孔的制造和安装,有一系列相应的标准规范需要遵循。
这些规范确保了人孔的质量和安全性。
主要的标准规范包括国际标准ISO 7005-1和中国GB/T 9117等。
这些规范涵盖了尺寸、材料选择、安装方式以及测试要求等方面的内容。
2.3 设计要点在设计垂直吊盖板式平焊法兰人孔时,需要考虑以下要点:首先是合适的尺寸选取,需根据管道的工作条件和使用环境来确定;其次是材料选择,常见的材料有碳钢、不锈钢等,需根据工作介质的特性来选择合适的材料;另外还需要考虑密封性能、承载能力以及防腐蚀措施等方面的设计要求。
同时,在设计阶段需要与相关标准规范一致,并结合具体工程应用需求进行优化。
氢气储罐设计说明书讲解
前言·····························································3
1 方案确定·························································4
1.1选择容器类型式················································4
压力容器专用钢板有:Q245R,Q345R,Q370R,10MnMoNbR,13MnNiMoR,15CrMoR,
14Cr1MoR,12Cr2Mo1R,12Cr1MoVR。纯氢气腐蚀性很小,可以考虑Q345R这种钢种,Q345R是制造压力容器专用的低合金高强度钢板,具有良好的综合力学性能、焊接性能、工艺性能及低温冲击韧性,其力学性能见表1-1。Q345R钢板是目前我国用途最广、用量最大的压力容器专用钢板,主要用于制造-20℃~400℃的中低压压力容器,多层高压容器及其承压结构件。所以在此选择Q345R钢板作为制造筒体和封头材料。
球形圆筒 圆筒形筒体
图1-1
1.1.2、封头形式的确定
封头也是压力容器的重要组成部分之一,常见的形状有:凸形(包括半球形、椭球形、蝶形和球冠形)、锥形和平盖。
(1)半球封头:半球形封头是半个球壳组成的,直径不大和厚度较小时,半球形封头通常采用整体冲压成型;直径较大( >2500mm)时,半球形封头则采用先分瓣冲压成型后拼装焊接的方法制作。由于半球封头的深度较大,故冲压成型较椭圆形封头和蝶形封头困难,多用于大型高压容器和压力较高的储罐上。
人孔类型

HG21595
450600
常压
回转盖不锈钢人孔
HG21596
450600
1.0~4.0
回转拱盖快开不锈钢人孔
HG21597
450500
0.6~4.0
水平吊盖不锈钢人孔
HG21598
450,500
0.6~4.0
垂直吊盖不锈钢人孔
HG21599
450~600
0.6~4.0
椭圆快开不锈钢人孔
常压旋柄快开人孔
HG21525
400~500
常压
椭圆形回转盖快开人孔
HG21526
450×350
0.6
回转拱盖快开人孔
HG21527
400~500
0.6
常压手孔
HG21528
150,250
常压
板式平焊法兰手孔
HG21529
150,250
0.25
带颈平焊法兰手孔
HG21530
150,250
1.0,1.6
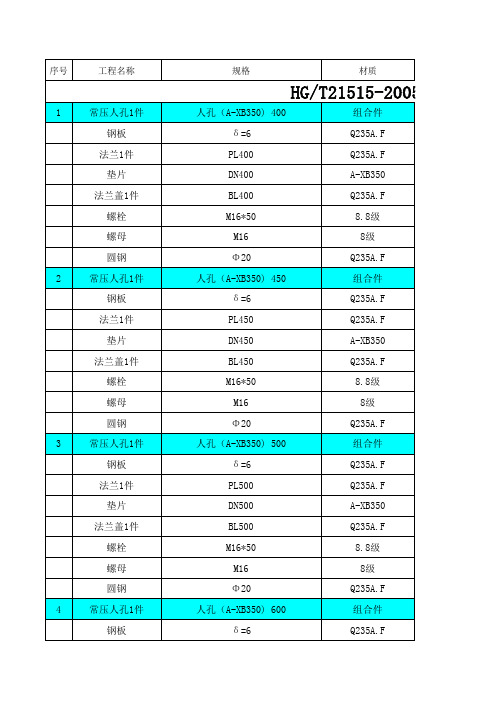
常压人孔
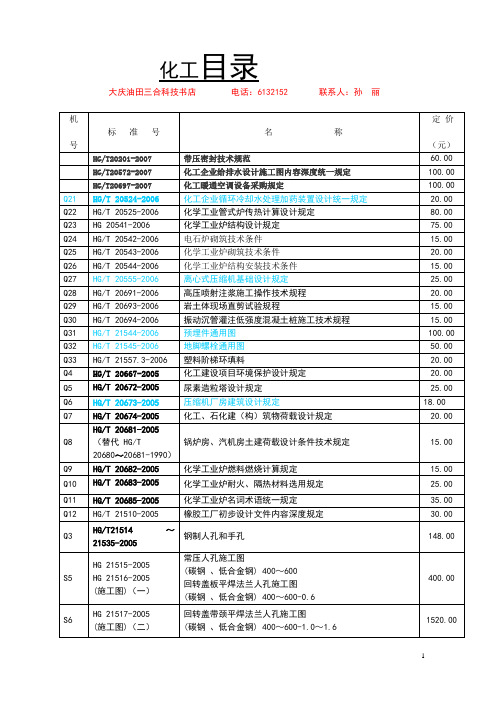
HG21515
400~600
常压
回转盖板平焊法兰人孔
HG21516
400~600
0.6
回转盖带颈平焊法兰人孔
HG21517
400~600
1.0,1.6
回转盖带颈对焊法兰人孔
HG21518
400~600
2.5,4.0,6.3
垂直吊盖板式平焊法兰人孔
HG21519
400~600
0.6
垂直吊盖带颈对焊法兰人孔
HG21600
450×350
0.6
常压快开不锈钢手孔
HG21601பைடு நூலகம்
人孔及法兰加工详图
人孔及法兰加工详图d=762mm f1=2B=676mm 材质20ⅡHG/T20623B-2020 WN700-150RF 20Ⅱ进出油口法兰(4片)法兰盖(12片)人孔法兰(12片)-RF900-0.6 Q345R目录一、实验目的…………………………………………………………… 3 二、设计要求与内容…………………………………………………… 3 三、设计原理3.1总体设计方案…………………………………………………… 3 3.1.1设计思路…………………………………………………… 3 3.1.2总电路框图………………………………………………… 3 3.2各模块设计方案及原理3.2.1抢答器……………………………………………………… 3 3.2.2计时器……………………………………………………… 5 四、电路仿真4.1倒计时电路............................................................... 6 4.2抢答器..................................................................... 6 五、实验结果与析............................................................... 7 六、主要元器件.................................................................. 8 七、实习总结 (9)- 2 -四路数字抢答器一、实验目的结合我们所学的有关电子线路课程,综合实现四路抢答器的设计。
二、设计要求与内容(1)要求实现ABCD 四路抢答器的设计,每一组都具有独立的抢答按键,要求某路抢答后,其他三路抢答无效;(2)某路抢答信号到达后,指示该路已抢答的独立灯发光,发出提示音,并用数码管显示抢答的组号(以ABCD 表示);(3)裁判桌上的公共通道号显示(以ABCD 表示);(4)抢答时间的定时与报警,具体实现可自拟。
常压人孔选用表(HG21515-HG21524)
Q235B 8.8/8 8.8/8 20Ⅱ NM-XB350 Q235B Q235A.F Q235A.F Q215 100HV Q235A.F 组合件 Q235B Q235B 8.8/8 8.8/8 20Ⅱ NM-XB350 Q235B Q235A.F Q235A.F Q215 100HV Q235A.F
Q235A.F Q235A.F Q215 100HV Q245R 组合件 Q245R 35/30 35/30 20Ⅱ WD-2222 Q245R Q235A.F Q235A.F Q215 100HV Q245R 组合件 Q245R 35/30 35/30 20Ⅱ WD-2222 Q245R Q235A.F Q235A.F Q215 100HV
M33*2*160 WN400-2.5RF S=12mm DN400-2.5RF BL400-2.5RF Φ 20 Φ 24 6.3*30 24 δ =22 RFⅡS-35CM(WD-2222)A 450-2.5 δ =12 M33*2*170 M33*2*170 WN450-2.5RF S=12mm DN450-2.5RF BL450-2.5RF Φ 20 Φ 24 6.3*30 24 δ =22 RFⅡS-35CM(WD-2222)A 500-2.5 δ =12 M33*2*170 M33*2*170 WN500-2.5RF S=12mm DN500-2.5RF BL500-2.5RF
100HV Q235A.F 组合件 Q235B Q235B 8.8/8 8.8/8 20Ⅱ NM-XB350 Q235B Q235A.F Q235A.F Q215 100HV Q235A.F 组合件 Q235B Q235B 8.8/8 8.8/8 20Ⅱ NM-XB350 Q235B Q235A.F Q235A.F Q215 100HV Q235A.F
立式储罐人孔设计

目录《化工机械与设备》过程考核之三 ............................................ 错误!未定义书签。
一前言 .. (2)1.1 设计人孔的目的 (2)1.2 人孔附图 (2)二人孔的机械设计 (2)2.1选择人孔 (2)2.2核算人孔补强 (3)2.3机械设计标准参数 (4)2.3.1.碳素钢、低合金钢类 (4)2.3.2 不锈钢类 (5)2.3.3 人孔的PN2.5DN明细表 (6)三人孔工艺设计: (6)3.1人孔的功能类型: (6)3.2材料的选择 (6)3.3人孔种类的划分 (7)3.3.1、以通信管块容量划分 (7)3.3.2、以人孔的通向划分 (7)3.3.3、以人孔上覆承受负荷能力划分 (7)3.4 人孔直径及人孔中心距底板尺寸 (7)四总结 (8)五参考文献 (8)一前言1.1 设计人孔的目的人孔是安装在储罐顶上的安全应急通气装置,通常与防火器、机械呼吸阀配套使用,既能避免因意外原因造成罐内急剧超压或真空时,损坏储罐而发生事故,又有起到安全阻火作用,是保护储罐的安全装置,特别适用于贮存物料以氮气封顶的拱顶常压罐。
具有定压排放、定压吸入、开闭灵活、安全阻火、结构紧凑、密封性能好、安全可靠等优点。
1.2 人孔附图设计条件:管经308mm×5;工作介质:水蒸气;表压:1MPa二人孔的机械设计2.1选择人孔根据储罐是在常温下及最高工作压力为1MPa 条件下工作,人孔的标准按公称压力为1.0 MPa 等级选取,考虑到人孔盖直径较大较重,故选用回转盖对焊法兰(GH21518-2005),公称直径450,突面法兰密封面。
该人孔标记为:人孔RF Ⅳ(A·G)450-2.5 GH21518-2005另外还要考虑人孔补强,确定补强圈尺寸,由于人孔的筒节不是采用无缝钢管,故不能直接选用补强圈标准。
本设计所选用的人孔筒节内径为 d i = 450mm ,壁厚δ m = 6mm立式储罐为腐蚀介质压力容器,故其所有焊缝(包括角焊缝)均采用全焊透结构。
机械毕业设计-人力提升机的整体设计(含全套CAD图纸)

摘要人力提升机在国内尚无申请专利,运用较多的是电力提升机和电力升降机。
此项设计是传统的结构与创新的思想结合的成果。
任务来源于社会生产实践。
人力提升机是用于建筑外墙装饰和野外电力设备安装等专用设备。
在无电源供应的情况下可人力轻松操纵上下输送物料和人员填补该产品系列中的缺失。
此设计主要考虑到功能实现,尺寸限制,结构,操作简单。
首先,以机械原理以及机械设计的理论知识为依据,对齿轮涡轮蜗杆传动机构,螺纹传动以及其他几种常见机构进行详尽的分析,选择合适的方案。
再根据离合的原理选择合适的离合方式和机构。
用所学的工程图学和三维制图UG的知识画出装配图,和零件图。
最后运用三维软件运动仿真的功能实现运动仿真,实现设计的可行性。
本设计内容包括一级齿轮传动,二级齿轮传动,钢丝绳的绕法,离合器的设计,扇形齿轮传动,蜗杆和蜗杆的自锁。
主动轴上的齿轮与传动轴上的齿轮啮合将脚踏上的力和力矩传递到输出轴上。
输出轴上的齿轮再将力和力矩通过齿套传递到槽轮的齿轮上,带动槽轮转动,再与下方的齿轮啮合带动下面槽轮的转动,利用钢丝绳与槽轮之间没有相对滑动,从而利用钢丝绳带动整个机器在钢丝绳上下移动。
本设计的特色在于:第一,运用简单的齿轮之间传动比的变化,将人力放大。
实现人力能够带动机器升降;第二,扇形齿轮的运用,减小结构,同时起来离合的作用;第三,蜗杆和蜗杆的啮合起到自锁的作用,比起蜗杆蜗轮的自锁功能虽有所欠缺但是相比较而言结构会简化很多,尺寸会精巧甚多。
关键词:升降机;齿轮;传动;蜗杆;自锁;ABSTRACTHuman elevator has no patent in China,more electricity and power lift hoist have been used.The design of the structure is the traditional combination of innovative ideas and results. Mission is from the practice of social production.Human elevator is used for exterior wall decoration and outdoor power equipment and other special equipment installed.In the case of no power supply can easily manipulate the human upper and lower transport of materials and personnel to fill the lack of product lineThis design is mainly taking into account the implementation of function,size limits, structure,simple operation.First,mechanical principles and mechanical design is based on the theoretical knowledge, Worm gear drive mechanism,Screw Drive as well as several other detailed analysis of common institutions,Choose the appropriate option.The principle according to clutch the clutch mode and select the appropriate bodies Learned to use engineering graphics and three-dimensional mapping of knowledge UG draw assembly drawings,and parts diagram.Finally,we use three-dimensional motion simulation software features for motion simulation,the feasibility of achieving the design.The design includes a gear drive,second gear,Wire rope around the law, the design of the clutch,fan gear,self-locking worm and worm.Take the initiative and drive shaft gear shaft gear mesh on the pedal force and the moment passed on to the output shaft. Output shaft of the gear teeth and then sets of force and torque delivered to the tank through the gear wheel,the drive sheave rotation,then driven gears meshing with the bottom of the tank below the rotating wheel,Re-engagement with the bottom of the drive gear wheel rotation slot below,the use of wire rope and there is no relative slip between the sheaves to drive the entire machine using steel wire rope move up and down.The design features at:First,the use of a simple gear transmission ratio between the changes in the human enlarge can bring the machine down to achieve human;Second,the use of fan gear,reducing the structure,while the role of up clutch;Third,the meshing worm and worm play a role in self-locking,compared to the self-locking worm gear despite the lack of structure,but the comparison will be simplified a lot,the size will be compact many.Keywords:hoist;gear;transfer motion;worm;self-locking;目录摘要 (III)ABSTRACT (IV)目录 (V)1.绪论 (1)1.1设计背景 (1)1.2设计目的 (1)1.3设计内容 (2)2.机传动系统的设计提升 (3)2.1工作原理及运动特点 (3)2.2设计方案的制定 (5)2.3人力提升机设计参数的确 (5)2.3.1确定传动装置的总传动比和分配传 (5)2.3.2设定传动装置的动力参数 (6)3.齿轮的设计 (8)3.1主动轴上齿轮传动的设计计算 (8)3.2从动轴上齿轮传动的设计和计算 (11)3.3扇形齿轮的设计 (15)4.轴瓦轴承和轴键的设计和校核 (20)4.1主动轴的设计 (20)4.1.1主动轴的设计与校核 (20)4.1.2轴瓦寿命校核: (22)4.2中间轴的设计 (24)4.2.1中间轴的设计与校核 (24)4.2.2轴瓦寿命校核: (29)4.2.3键的设计与校核: (31)4.3从动轴的设计 (31)4.3.1从动轴的设计与校核 (31)4.3.2轴瓦寿命校核 (33)4.3.3键的设计与校核 (36)5传动系统零件的选择和设计 (37)5.1选择钢丝绳的型号 (37)5.2箱体结构的设计 (37)5.3润滑密封设计 (39)5.4联轴器设计 (40)结论与展望 (41)致谢 (43)参考文献 (44)人力提升机的整体设计1.绪论1.1设计背景随着我国建筑业的发展,住宅建筑、高层建筑越来越多,外墙涂层、装饰以及物业管理清洗所需的高处作业提升机已经被广大的用户所采用。
船舶舱口盖人孔盖布置图
船舶舱口盖人孔盖布置图舱口盖人孔盖布置图人孔盖和小舱口盖是两种在船舶上广泛使用的舱室出入口启闭装置。
船舶上一般都设有众多的液舱(如燃油舱、滑油舱、淡水舱、压载水舱等),以及某些因船体结构或管系检修的需要而平时人员不需出入的舱室(如艏尖舱、尾尖舱、隔离空舱等),这些舱室有的在干舷甲板或中间平台下,有的在双层底,通常在围蔽这些舱室的甲板、平台、内底板和舱壁上开一些人孔,并设置人孔盖,供施工和检修人员出入用,一但作业完成人员离开之后即用人孔盖予以关闭。
船舶的货舱、储物舱、某些不设固定值班人员的设备舱室(如舵机舱、侧推装置舱等)处所的甲板或平台出入口应设置小舱口盖,既可供人员出入,也可供体积较小的设备或物品出入。
船舶内部应急脱险通道在露天甲板出入口处,应设置两面均可启可闭的小舱口盖。
除非特殊设计,一般的小舱口盖不能用于液舱顶部。
风雨密舱口盖只能承受外来风浪的袭击,不能承受来自舱内的强大水压力,因此对于船舶破舱以后需要保持水密的甲板或平台,不应设置小舱口盖。
有关公约、规则和规范对人孔盖和小舱口盖有要求,具体详见《舾装设计手册》。
船用人孔盖按其形状可分为长圆形和圆形,其中长圆形人孔盖使用较为广泛。
按其密性可分为水密和油密,两者区别在于密封垫圈的材料,油密应采用耐油橡胶,水密则应采用耐海(淡)水橡胶。
按其安装后是否高出开孔表面可分:突出式和埋入式。
船用突出式人孔盖分为A型、B1型、B2型,船用埋入式人孔盖分为四种C1型(长圆带罩)、C2型(椭圆带罩)、D1型(长圆无罩)、D2型(椭圆无罩)。
船用小舱口盖按其形状可分为方形、矩形、圆形和长圆形。
按其风雨密性可分为风雨密、非风雨密和油密。
按其安装后是否高出开孔表面可分为:突出式和埋入式。
小舱口盖主要由围板、盖板、铰链、夹紧装置、制止器、锁扣、把物和密封件组成。
较大的小舱口盖为了减轻盖板的开启力,还设有平衡块或弹簧铰链。
风雨密的舱口盖分为A、B、C、D型。
(1)A型为方形或矩形突出式舱口盖。
HG_化工_标准目
K630
HG/T 3728-2004
焊接用混合气体氩-二氧化硫
8.00
K631
HG/T 3729-2004
8.00
K587
HG 2056-2004
搪玻璃碟片式冷凝器
10.00
K588
HG 2057-2003
HG/T 2371~2372
-2003
搪玻璃搅拌容器
25.00
K589
HG 2059-2004
(代替
HG/T 2059-1991、HG/T 3191-1980)
不透性石墨管技术条件
8.00
K590
HG 2073-2005
旋柄快开手孔施工图
(碳钢、低合金钢) 150~250-0.25
回转盖快开手孔施工图
(碳钢、低合金钢) 150~250-0.6
360.00
Q18
HG/T 21559.2-2005
不锈钢孔板波纹填料
10.00
Q19
HG/T 21559.3-2005
不锈钢丝网波纹填料
15.00
W158
HG/T 21624-2005
软木橡胶密封制品(2005)
18.00
K617
HG/T 2822-2005
制冷机用溴化锂溶液
10.00
K618
HG/T 2841-2005
水处理剂 氨基三亚甲基膦酸
9.00
K619
HG/T 2895-2005
溴氨酸钠盐(1-氨基-4-溴蒽醌-2-磺酸钠)
9.00
K213
HG/T 3035-1999
HG/T 3036-1999
16.00
K603
压力容器常用标准、规范

压力容器设计常用规范、规定和标准1.设计标准GB 150-1998 钢制压力容器*GB 151-1999 管壳式换热器*GB 12337-1998 钢制球型储罐HG/T 20569-1994 机械搅拌设备JB/T 4710-2005 钢制塔式容器JB/T 4731-2005 钢制卧式容器JB/T 4734-2002 铝制焊接容器JB/T 4735-1997 钢制焊接常压容器JB/T 4745-2005 钛制焊接容器2.基础标准HG 20580-1998 钢制化工容器设计基础规定*HG 20581-1998 钢制化工容器材料选用规定*HG 20582-1998 钢制化工容器强度计算规定HG 20583-1998 钢制化工容器结构设计规定*HG 20584-1998 钢制化工容器制造技术要求HG 20585-1998 钢制低温压力容器技术规定*HG 20652-1998 塔器设计技术规定3.设备型式参数标准GB/T 17261-1998 钢制球型储罐型式与基本参数JB/T 4714-1992 浮头式换热器和冷凝器型式与基本参数JB/T 4715-1992 固定管板式换热器型式与基本参数JB/T 4716-1992 立式热虹吸式重沸器型式与基本参数JB/T 4717-1992 U型管式换热器型式与基本参数4.制造检验标准GB/T 4334.1-2000 不锈钢 10%草酸浸蚀试验方法GB/T 4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法GB/T 4334.3-2000 不锈钢 65%硝酸腐蚀试验方法GB/T 4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法GB/T 4334.5-2000 不锈钢硝酸-硫酸铜腐蚀试验方法GB/T 4334.6-2000 不锈钢 5%硫酸腐蚀试验方法JB 4708-2000 钢制压力容器焊接工艺评定JB/T 4709-2000 钢制压力容器焊接规程JB/T 4730-2005 承压设备无损检测5.筒体GB/T 9019-2001 压力容器公称直径GB/T 17395-1998 无缝钢管尺寸、外形、重量及允许偏差6.封头HG 21607-1996 异型筒体和封头JB/T 4746-2002 钢制压力容器用封头GB/T 539-1995 耐油石棉橡胶板GB/T 3985-1995 石棉橡胶板GB/T 4622.1-2003 缠绕式垫片分类GB/T 4622.2-2003 缠绕式垫片管法兰用垫片尺寸GB/T 4622.3-1993 缠绕式垫片技术条件GB/T 9112-2000 钢制管法兰类型与参数GB/T 9113.1-2000 平面、突面整体钢制管法兰GB/T 9113.2-2000 凹凸面整体钢制管法兰GB/T 9113.3-2000 榫槽面整体钢制管法兰GB/T 9113.4-2000 环连接面整体钢制管法兰GB/T 9114-2000 突面带颈螺纹钢制管法兰GB/T 9115.1-2000 平面、突面对焊钢制管法兰GB/T 9115.2-2000 凹凸面对焊体钢制管法兰GB/T 9115.3-2000 榫槽面对焊钢制管法兰GB/T 9115.4-2000 环连接面对焊钢制管法兰GB/T 9116.1-2000 平面、突面带颈平焊钢制管法兰GB/T 9116.2-2000 凹凸面带颈平焊钢制管法兰GB/T 9116.3-2000 榫槽面带颈平焊钢制管法兰GB/T 9116.4-2000 环连接面带颈平焊钢制管法兰GB/T 9117.1-2000 突面带颈承插焊钢制管法兰GB/T 9117.2-2000 凹凸面带颈承插焊钢制管法兰GB/T 9117.3-2000 榫槽面带颈承插焊钢制管法兰GB/T 9118.1-2000 突面对焊环带颈松套钢制管法兰GB/T 9118.2-2000 环连接面对焊环带颈松套钢制管法兰GB/T 9119-2000 平面、突面板式平焊钢制管法兰GB/T 9120.1-2000 突面对焊环板式松套钢制管法兰GB/T 9120.2-2000 凹凸面对焊环板式松套钢制管法兰GB/T 9120.3-2000 榫槽面对焊环板式松套钢制管法兰GB/T 9121.1-2000 突面平焊环板式松套钢制管法兰GB/T 9121.2-2000 凹凸面平焊环板式松套钢制管法兰GB/T 9121.3-2000 榫槽面对焊环板式松套钢制管法兰GB/T 9122-2000 翻边环板式松套钢制管法兰GB/T 9123.1-2000 平面、突面钢制管法兰GB/T 9123.2-2000 凹凸面钢制管法兰GB/T 9123.3-2000 榫槽面钢制管法兰GB/T 9123.4-2000 环连接面钢制管法兰GB/T 9124-2000 钢制管法兰技术条件GB/T 9125-2003 管法兰连接用紧固件GB/T 9126-2003 管法兰用非金属平垫片尺寸GB/T 9128-2003 钢制管法兰用金属环垫尺寸GB/T 9129-2003 管法兰用非金属平垫片技术条件GB 9130-1988 钢制管法兰连接用金属环垫技术条件HG 20592-2009 钢制管法兰型式、参数(欧洲体系)*HG 20615-1997 钢制管法兰型式、参数(美洲体系)*8.压力容器法兰、垫片、紧固件JB/T 4700-2000 压力容器法兰分类与技术条件JB/T 4701-2000 甲型平焊法兰JB/T 4702-2000 乙型平焊法兰JB/T 4703-2000 长颈对焊法兰JB/T 4704-2000 非金属软垫片JB/T 4705-2000 缠绕垫片JB/T 4706-2000 金属包垫片JB/T 4707-2000 等长双头螺柱9.试镜、液面(位)计HG 21505-1992 组合式视镜HG/T 21550-1993 防霜液面计HG/T 21575-1994 带灯视镜HG/T 21584-1995 磁性液位计HG 21588-1995 玻璃液面计标准系列及技术要求HG 21589.1-1995 透光式玻璃板液面计(PN2.5)HG 21589.2-1995 透光式玻璃板液面计(PN6.3)HG 21590-1995 反射式玻璃板液面计(PN4.0)HG 21591.1-1995 视镜式玻璃板液面计(常压)HG 21591.2-1995 视镜式玻璃板液面计(PN0.6)HG/T 21619-1986 视镜(Pg10,16,25)HG/T 21620-1986 带颈视镜(Pg10,16,25)HG/T 21622-1990 衬里视镜标准图HG/T 21622.3-1990 带颈衬里视镜JB/T 9243-1999 玻璃管液位计JB/T 9244-1999 玻璃板液位计10.安全附件GB 567-1999 爆破片与爆破片装置GB/T 12241-1989 安全阀一般要求GB/T 12243-1989 弹簧直接载荷式安全阀GB/T 12253-1999 拱形金属爆破片装置分类与安装尺寸GB/T 12266-1993 正拱形金属爆破片型式与参数GB/T 12267-1999 反形金属爆破片型式与参数GB/T 12268-1999 开缝形金属爆破片型式与参数GB/T 16181-1996 爆破片装置夹持型式和外形尺寸11.人孔、手孔钢制人孔和手孔(HG/T 21514~21535-2005 ) HG/T 21514-2005 钢制人孔和手孔的类型与技术条件HG/T 21515-2005 常压人孔HG/T 21516-2005 回转盖板式平焊法兰人孔HG/T 21517-2005 回转盖带颈平焊法兰人孔HG/T 21518-2005 回转盖带颈对焊法兰人孔HG/T 21519-2005 垂直吊盖板式平焊法兰人孔HG/T 21520-2005 垂直吊盖带颈平焊法兰人孔HG/T 21521-2005 垂直吊盖带颈对焊法兰人孔HG/T 21522-2005 水平吊盖板式平焊法兰人孔HG/T 21523-2005 水平吊盖带颈平焊法兰人孔HG/T 21524-2005 水平吊盖带颈对焊法兰人孔HG/T 21525-2005 常压旋柄快开人孔HG/T 21526-2005 椭圆形回转盖快开人孔HG/T 21527-2005 回转拱盖快开人孔HG/T 21528-2005 常压手孔HG/T 21529-2005 板式平焊法兰手孔HG/T 21530-2005 带颈平焊法兰手孔HG/T 21531-2005 带颈对焊法兰手孔HG/T 21532-2005 回转盖带颈对焊法兰手孔HG/T 21533-2005 常压快开手孔HG/T 21534-2005 旋柄快开手孔HG/T 21535-2005 回转盖快开手孔不锈钢人孔、手孔(HG 21594~21604-1999)HG 21594-1999 不锈钢人、手孔分类与技术条件HG 21595-1999 常压不锈钢人孔HG 21596-1999 回转盖不锈钢人孔HG 21597-1999 回转拱盖快开不锈钢人孔HG 21598-1999 水平吊盖不锈钢人孔HG 21599-1999 垂直吊盖不锈钢人孔HG 21600-1999 椭圆快开不锈钢人孔HG 21601-1999 常压快开不锈钢手孔HG 21602-1999 平盖不锈钢手孔HG 21603-1999 回转盖快开不锈钢手孔HG 21604-1999 旋柄快开不锈钢手孔JB/T 577-1979 常压人孔JB/T 579-1979 长圆形回转盖快开人孔JB/T 580-1979 回转盖人孔JB/T 581-1979 回转吊盖快开人孔JB/T 582-1979 垂直吊盖人孔JB/T 583-1979 水平吊盖人孔JB/T 584-1979 回转盖对焊法兰人孔JB/T 585-1979 水平吊盖对焊法兰人孔JB/T 586-1979 常压快开手孔JB/T 587-1979 回转盖快开手孔JB/T 588-1979 常压手孔JB/T 589-1979 平盖手孔JB/T 590-1979 旋柄快开手孔JB/T 591-1979 平盖对焊法兰手孔JB/T 592-1979 回转盖对焊法兰人孔JB/T 2555-1979 碳素钢、低合金钢人、手孔分类与技术条件JB/T 2556-1979 垂直吊盖对焊法兰人孔JB/T 2557-1979 常压旋柄快开人孔12.搅拌传动装置、搅拌器HG/T 2043-1991 三叶后弯式搅拌器技术条件HG/T 2123-1991 搅拌器型式及主要参数HG/T 2124-1991 桨式搅拌器技术条件HG/T 2125-1991 涡轮式搅拌器技术条件HG/T 2126-1991 推进式搅拌器技术条件HG/T 2127-1991 框式搅拌器技术条件搅拌传动装置(HG 21563~21572-95 HG 21537.7~8-92)HG 21563-1995 搅拌传动装置系统组合、选用及技术要求HG 21564-1995 搅拌传动装置--凸缘法兰HG 21565-1995 搅拌传动装置--安装底盖HG 21566-1995 搅拌传动装置--单支点机架HG 21567-1995 搅拌传动装置--双支点机架HG 21568-1995 搅拌传动装置--传动轴HG 21569.1-1995 搅拌传动装置--带短节联轴器HG 21569.2-1995 搅拌传动装置--块式弹性联轴器HG 21570-1995 搅拌传动装置--联轴器HG 21571-1995 搅拌传动装置-机械密封HG 21572-1995 搅拌传动装置-机械密封循环保护系统13.轴密封HG/T 2098-2001 釜用机械密封系列及主要参数HG/T 2269-2003 釜用机械密封技术条件HG 21537.1-1992 碳钢填料箱(施工图)(PN0.6DN30.160)HG 21537.2-1992 不锈钢填料箱(施工图)(PN0.6DN30.160)HG 21537.3-1992 常压碳钢填料箱(施工图)(PN<0.1DN30.160)HG 21537.4-1992 常压不锈钢填料箱(施工图)(PN<0.1DN30.160)HG 21537.5-1992 管用碳钢填料箱(施工图)(PN0.6DN25200)HG 21537.6-1992 管用不锈钢填料箱(施工图)(PN0.6DN25200)HG 21537.7-1992 搅拌传动装置-碳钢填料箱HG 21537.8-1992 搅拌传动装置-不锈钢填料箱HG/T 21571-1995 搅拌传动装置--机械密封HG/T 21572-1995 搅拌传动装置--机械14.塔器部件HG 20652-1998 塔器设计技术规定HG/T 21512-1995 梁型气体喷射式填料支承板HG/T 21554.1-1995 碳钢矩鞍环填料HG/T 21554.2-1995 不锈钢矩鞍环填料HG/T21556-1995 鲍尔环填料HG/T 21556.1-1995 碳钢鲍尔环填料HG/T 21556.2-1995 不锈钢鲍尔环填料HG/T 21556.3-1995 聚丙烯鲍尔环填料HG/T 21556.4-1995 玻纤增强聚丙烯鲍尔环填料HG/T 21557-1995 阶梯环填料HG/T 21557.1-1995 碳钢阶梯环填料HG/T 21557.2-1995 不锈钢阶梯环填料HG/T 21559.1-1995 不锈钢网孔板波纹填料HG/T 21559.2-2005 不锈钢孔板波纹填料HG/T 21618-1998 丝网除沫器标准HG/T 21639-2005 塔顶吊柱JB/T 1118-2001 F1型浮阀JB/T 1119-1999 卡子JB/T 1120-1999 双面可拆连接件JB/T 1205-2001 塔盘技术条件JB/T 1212-1999 圆泡帽JB/T 2878.1-1999 X1型楔卡JB/T 2878.2-1999 X2型楔卡JB/T 3166-1999 S型双面可卸卡子15.支座、吊耳HG/T 21574-1994 设备吊耳JB/T 4712-1992 鞍式支座JB/T 4713-1992 腿式支座JB/T 4724-1992 支承式支座JB/T 4725-1992 耳式支座密封循环保护系统16.换热器零部件GB/T 12522-1996 不锈钢波形膨胀节GB 16749-1997 压力容器波形膨胀节JB/T 4718-1992 管壳式换热器用金属包垫片JB/T 4719-1992 管壳式换热器用缠绕垫片JB/T 4720-1992 管壳式换热器用非金属垫片JB/T 4721-1992 外头盖侧法兰JB/T 6171-1992 多层金属波纹膨胀节17.其他零部件HG/T 21630-1990 补强管JB/T 4736-2002 补强圈18.材料GB/T 699-1999 优质碳素结构钢GB/T 700-2006 碳素结构钢GB/T 3077-1999 合金结构钢19.板材GB/T 912-1989 碳素结构钢和低合金结构钢热轧薄钢板及钢带GB/T 2040-2002 铜及铜合金板材GB/T 2054-1980 镍及镍合金板GB/T 2531-1981 热交换器固定板用黄铜板GB/T 3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 3280-1992 不锈钢冷轧钢板GB 3531-1996 低温压力容器用低合金钢钢板GB/T 3621-1994 钛及钛合金板材GB/T 3880-1997 铝及铝合金轧制板材GB/T 4237-1992 不锈钢热轧钢板GB/T 4238-1992 耐热钢板GB 6654-1996 压力容器用钢板GB/T 8165-1997 不锈钢复合钢板和钢带GB/T 8546-1987 钛-不锈钢复合板GB/T 8547-1987 钛-钢复合板GB/T 13238-1991铜钢复合钢板JB 4733-1996 压力容器用爆炸不锈钢复合钢板JB/T 4748-2002 压力容器用镍及镍基合金爆炸复合钢板20.钢管GB/T 1527-1997 铜及铜合金拉制管GB/T 1528-1997 铜及铜合金挤制管GB/T 2882-1981 镍及镍铜合金管GB/T 3624-1995 钛及钛合金管GB/T 4437.1-2000铝及铝合金热挤压管GB 5310-1995 高压锅炉用无缝钢管GB 6479-2000 高压化肥设备用无缝钢管GB/T 6893-2000 铝及铝合金拉GB/T 8163-1999 输送流体用无缝钢管GB/T 8890-1998 热交换器用铜合金无缝管GB 9948-1988 石油裂化用无缝钢管GB/T 12771-2000 流体输送用不锈钢焊接钢管GB 13296-1991 锅炉、热交换器用不锈钢无缝钢管GB/T 14976-2002 流体输送用不锈钢无缝管21.锻件JB 4726-2000 压力容器用碳素钢和低合金钢锻件JB 4727-2000 低温压力容器用低合金钢锻件JB 4728-2000 压力容器用不锈钢锻件22.棒材GB/T 1220-1992 不锈钢棒GB/T 1221-1992 耐热钢棒GB/T 4423-1992 铜及铜合金拉制棒GB/T 4435-1984 镍及镍铜合金棒GB/T 13808-1992 铜及铜合金挤制棒23.铸件GB/T 1348-1988 球墨铸铁件GB/T 2100-2002 一般用途耐蚀钢铸件GB/T 7659-1987 焊接结构用碳素钢铸件GB/T 8492-2002 一般用途耐热钢和合金铸件GB/T 9437-1988 耐热铸铁件GB/T 9439-1988 灰铸铁件GB/T 9440-1988 可锻铸铁件GB/T 11352-1989 一般工程用铸造碳钢件GB/T 14408-1993 一般工程与结构用低合金铸钢件。