基于FANUC-18 I控制系统的弧面凸轮高频淬火机床PMC设计
FANUC-18I参数说明书TW

FANUC-18I参数说明书TWFANUC Series 16*-MODEL BFANUC Series 18*-MODEL BFANUC Series 160*-MODEL BFANUC Series 180*-MODEL BFANUC Series 160*s-MODEL BFANUC Series180*s-MODEL B參數說明書B-63530CM/02- 本說明書的任何內容不得以任何方式複製。
- 所有參數指標和設計可隨時修改,恕不另行通知。
本說明書中所載的商品內置有基於“外匯及對外貿易管理法”的限制軟體。
本說明書中所載的商品內置有基於“外匯及對外貿易管理法”的限制軟體。
因此,在出口本商品時,需要得到該法律的准許。
我們試圖在本說明書中描述盡可能多的情況。
然而,對於那些不必做的和不可能做的情況,由於存在各種可能性,我們沒有描述。
因此,對於那些在說明書中沒有特別描述的情況,可以視為“不可能”的情況。
因此,對於那些在說明書中沒有特別描述的情況,可以視為“不可能”的情況。
本說明書中記載了我公司以外的程式名稱和裝置名稱,這些都包括在各製造商的注冊商標中。
但是,正文中有時沒有用和標記注明。
B-63530CM/02前言本說明書針對如下機型進行介紹。
機型名稱FANUC Series 16i-TBFANUC Series 16i -MBFANUC Series 160i -TBFANUC Series 160i-MBFANUC Series 160is-TBFANUC Series 160is-MBFANUC Series 18i-TBFANUC Series 18i-MB5FANUC Series 18i-MBFANUC Series 180i-TBFANUC Series 180i-MB5FANUC Series 180i-MBFANUC Series 180is-TBFANUC Series 180is-MB5FANUC Series180is-MB16i-TB16i-MB160i-TB160i-MB160is-TB160is-MB18i-TB18i-MB518i-MB180i-TB180i-MB5180i-MB180is-TB180is-MB5180is-MBSeries 180isSeries 180iSeries 18i簡稱Series 16iSeries 160iSeries 160is注釋1為了便於說明,各機型有時按如下分類進行介紹。
FANUCPMC设计与编程第三节PMC画面和操作56

FANUCPMC设计与编程第三节PMC画面和操作56
四、PMC配置菜单功能介绍
1、标头画面
定义顺序程序的名称、PMC的版本号、相关的机械厂家信息。
2、PMC设定总画面
在PMC设定总画面上,设定PMC功能使用条件的参数。
3、PMC状态画面
警告:在机械运行过程中,如果停止顺序程序的运行,机械就可能发生无法预料的动作。
停止顺序程序时,确认机械附近没有人,并请在确认刀具和工件、机械不冲撞之后再进行。
这些操作发生错误时,可能导致使用者死亡或负重伤。
而且刀具、工件和机械可能发生破损。
4、符号画面
通过设定地址的符号和注释,在观察顺序程序和信号诊断时,了解地址的含义,便于分析程序。
符号:显示PMC地址中设定的符号。
当是相对于子程序的局部符号时,以“程序名.符号”的形式显示。
注释:显示PMC地址中设定的注释。
1个地址中设定了多个注释时,能够使用软件切换显示。
5、信息画面
在信息数据显示画面,能通过功能指令DISPB确认输出NC画面的外部信息数据的内容。
6、在线设置
7、在线调试
FANUC Ladder-Ⅲ 有离线方式和在线方式两种:
将 CNC 与 PC 连接起来,可以在线进行基于 FANUC LADDER-Ⅲ 的梯图程序维护。
FANUC 0i-D 系列中的 0i-MD / 0i-TD 系统都标准装配有支持 100Mbps 的内嵌式以太网,而 0i-Mate MD 和 0i-Mate TD 只标配PCMCIA 网卡,PCMCIA 网卡和内嵌式以太网相比,功能接近,只是不支持 FANUC 程序传输软件。
FANUC18i参数及编程

FANUC-18i调试参数一览表调试参数一览表:一、SV设定SV设定(未接光栅)SV设定(接上光栅)X Y Z B X Y Z B初始设定位1010 1010 1010 1010 1010 1010 1010 1010电机号303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3 1 1 1 1N/M 200 100 100 2000 1 1 100 2移动方向111 -111 -111 -111 111 -111 -111 -111速度环脉冲数8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500 参考计数器5000 10000 10000 10000 50000 50000 10000 6000 注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423 手动速度1424 手动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度??10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最大转速NO.3741 主轴低档转速(最高转速)NO.3742 主轴高档转速(最高转速)NO.4019.7=1 自动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显示主轴速度NO.3111.5=1 显示负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR用于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器生效NO.4077 定位脉冲数(主轴偏置)NO.3117.0=1 显示主轴负载表对刀方法Fanuc系统数控车床常用固定循环G70-G80祥解在数控车床的操作与编程过程中,弄清楚基本坐标关系和对刀原理是两个非常重要的环节。
FANUC 0i 18i 21i系统通用PMC程序在数控立式加工中心的应用
完 善 程 序 也 需 要 在 足 够 数 量 的机 床 上 应 用 以 后 才 得 以 完 成 。瑕 不 掩 瑜 ,编 制 通 用P MC 序 仍 然 不 程 失为 一 个 提 高机 床 生产 效 率 的好 方 法 。Mw ( 收稿 日期 :2 10 1 ) 0 2 3 1
状 态 。在 加 工 状 态 时 ,机 床 严 格 执 行 各 项 安 全 互
不 到 的后 果 。
因为 应 用 情况 的变 化 和程 序 自身错 误 的 不 断修 正 ,通 用 P C 序 在 一 定 时 期 内 可 能 处 在 不 断 完 M 程 善 的 过 程 中 。 笔者 在 通 用P C 序 内 部 设 置 了一 M 程 个 版 本 号 ,通 过 一 定 的 操 作 即 可 以 报 警 的 形 式 诊 断 出 来 。 在 程 序 基 本 编 制 完 成 后 ,给 程 序 设 定 了
变 化 ,所 有 功能 子 程 序 均 采 用 中 间地 址 编 程 。 I / O 信 号 和 中 间 地 址 的 交 换 在 固 定 的 一 个 子 程 序 里 进 行 交换 ,提 高程 序 的通 用 性 。
式加 工 中心上 ,通 用P MC程序软件为F ANUC
L DD R Ⅲ V r o ., 式加 工 中心 主要 的 用 户 A E esБайду номын сангаасn5 立 i 7
一
()其他程序。 5
3P . MC资源的分 配
本程序适用于F ANUC 0一 一 C 1/ / MD M 8一 ' MB
2 iM B系 统 , 其 中 定 时 器 、 计 数 器 和 M 地 址 , l— F ANUC 一 MD 8— B 2 i C系统 要 比 F NUC 1 i 1— M M A
FANUC数控车床的PMC程序的编制方法

FANUC数控车床的PMC程序的编制方法
焦宇敏
【期刊名称】《机床电器》
【年(卷),期】2010(037)006
【摘要】本文以国内普遍使用的FANUC OI-C系统为例介绍了其在数控车床的一些常见的PMC程序的编制方法.
【总页数】3页(P14-16)
【作者】焦宇敏
【作者单位】黄山第一机床厂,245000
【正文语种】中文
【中图分类】TP273
【相关文献】
1.FANUC系统PMC程序中自定义M代码的开发与应用 [J], 薛晓勋
2.基于FANUC系统的数控车床PMC程序设计 [J], 张洪涛
3.FANUC数控系统PMC程序识图方法与技巧 [J], 高锦南;卢玲
4.基于FANUC0TD数控车床的椭圆A类宏程序编制方法 [J], 解强;韩星星;苏先明;李栋;何晓栋
5.FANUC0iD系统数控车床换刀PMC程序设计 [J], 雷楠南
因版权原因,仅展示原文概要,查看原文内容请购买。
FANUC系统PMC轴的控制程序设计

FANUC系统PMC轴的控制程序设计
张源修
【期刊名称】《制造技术与机床》
【年(卷),期】2003(000)004
【摘要】@@ 凡使用过FANUC系统的技术人员都知道,FANUC系统的PMC轴控制指令都是由PM C指令控制的,而PMC指令的执行是按先进先执行的固定格式运行的.我们的控制程序设计就要按照这一规律,根据控制要求编制符合动作顺序要求的满足"先进先执行"规律的控制程序.下面举例谈谈FANUC OMC系统PMC 轴的控制程序设计.
【总页数】3页(P66-68)
【作者】张源修
【作者单位】宁江机床集团股份有限公司
【正文语种】中文
【中图分类】TG659
【相关文献】
1.MK8080a立式磨床工作转台的PMC轴控制程序设计 [J], 刘博;何永义;李静;沈南燕
2.FANUC系统PMC程序设计与调试技巧 [J], 周保庆;谭春晖
3.基于FANUC系统的数控车床PMC程序设计 [J], 张洪涛
4.FANUC系统辅助功能与PMC在分度工作台控制中的应用研究 [J], 王元生
5.FANUC 0系统维修知识讲座第11讲FANUC系统的PMC控制程序指令(上)[J], 孔昭永
因版权原因,仅展示原文概要,查看原文内容请购买。
fanuc数控系统pmc机床控制及应用举例( 44页)

程序辅助功能的锁住:程序运行时,禁止执行M 、S 和T
指令,和机床锁住功能一起使用,检查程序是否编制正确。
程序的空运转: 在自动运行状态下,按下机床操作面板
上的空运行开关,刀具按参数(各轴快移速度)中指定的速度 移动,而与程序中指令的进给速度无关。
数控机床PMC控制及应用举例
FANUC系统PMC的分类:
PMC—L/M:用于FANUC—OC/OD系统 PMC—SA1:用于FANUC—O i系统(B功能包)/O i Mate系统 PMC—SA3:用于FANUC—O i A系统(A功能包) PMC—SB7:用于FANUC—16i/18i/21i及O i B/O i C系统(A包) PMC—RB5/RB6:用于FANUC—16/18系统
且输出其表内号,常用于刀具T码的检索。
FANUC系统 PMC的功能指令
DSCHB指令的功能与DSCH一样也是用来检索指定的数据。但与
DSCH指令不同有两点:该指令中处理的所有的数据都是二进制形 式;数据表的数据数(数据表的容量)用地址指定。
FANUC系统 PMC的功能指令
10.变地址传输指令(XMOV、XMOVB) XMOV指令可读取数据表的数据或写入数据表的数据,处理的数
DEC指令的功能是:当两位BCD代码与给定值一致时,输出
为“1”;不一致时,输出为“0”,主要用于数控机床的M码、T码 的译码。一条DEC译码指令只能译一个M代码。
DECB的指令功能:可对1、2或4个字节的二进制代码数据译码,
所指定的8位连续数据之一与代码数据相同时,对应的输出数据位 为1。主要用于M代码、T代码的译码,一条DECB代码可译8个连续M 代码或8个连续T代码。
18I参数调整表
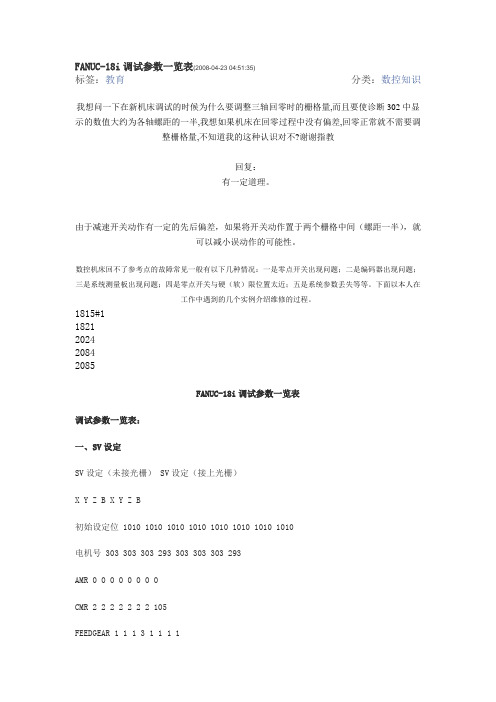
FANUC-18i调试参数一览表(2008-04-23 04:51:35)标签:教育分类:数控知识我想问一下在新机床调试的时候为什么要调整三轴回零时的栅格量,而且要使诊断302中显示的数值大约为各轴螺距的一半,我想如果机床在回零过程中没有偏差,回零正常就不需要调整栅格量,不知道我的这种认识对不?谢谢指教回复:有一定道理。
由于减速开关动作有一定的先后偏差,如果将开关动作置于两个栅格中间(螺距一半),就可以减小误动作的可能性。
数控机床回不了参考点的故障常见一般有以下几种情况:一是零点开关出现问题;二是编码器出现问题;三是系统测量板出现问题;四是零点开关与硬(软)限位置太近;五是系统参数丢失等等。
下面以本人在工作中遇到的几个实例介绍维修的过程。
1815#11821202420842085FANUC-18i调试参数一览表调试参数一览表:一、SV设定SV设定(未接光栅) SV设定(接上光栅)X Y Z B X Y Z B初始设定位 1010 1010 1010 1010 1010 1010 1010 1010电机号 303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3 1 1 1 1N/M 200 100 100 2000 1 1 100 2移动方向 111 -111 -111 -111 111 -111 -111 -111速度环脉冲数 8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数 12500 12500 12500 12500 5000 10000 12500 1500 参考计数器 5000 10000 10000 10000 50000 50000 10000 6000 注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423 手动速度1424 手动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度 10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最大转速NO.3741 主轴低档转速(最高转速)NO.3742 主轴高档转速(最高转速)NO.4019.7=1 自动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显示主轴速度NO.3111.5=1 显示负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR用于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器生效NO.4077 定位脉冲数(主轴偏置)NO.3117.0=1 显示主轴负载表FANUC数控系统主轴参数的巧妙应用(青海第一机床厂技术中心李江春)随着数控系统功能的不断扩展 , 合理使用数控系统所提供的功能参数去满足机械要求 , 或完善机械的特殊设计具有重要的意义。
大连数控18Ti 操作说明书

4 参数 ................................................................................................................................ 35
4.1 用户参数 .................................................................................................................. 35
3.5.2 超程 .................................................................................................................. 29
3.5.3 机床锁住和辅助功能锁住.................................................................................. 30
2.3.3 2.3.4
“位置”功能键的画面.......................................................................................... 7 “程序”功能键 .................................................................................................... 9
3.4 ...................................................................................................................................... 29 3.4.1 单程序段........................................................................................................... 29
基于FANUC18I系统的数控机床伺服控制优化应用研究

基于FANUC18I系统的数控机床伺服控制优化应用研究摘要:FANUC18I系统在数控机床伺服控制中,能够对其伺服控制系统的性能进行改进和优化,进而提升其运行性能。
该过程中,需要从数控机床的实际工作情况出发,以提高机械加工精度为目标,改进该系统的缺陷和不足,有针对性的进行优化。
基于此,本文围绕FANUC18I系统和数控机床伺服控制等内容展开讨论,根据系统的结构组成和工作原理,探讨其优化控制方法,构建功能更加完善的FANUC18I数控机床伺服控制系统。
关键词:FANUC18I系统;数控机床;伺服系统;优化前言:在机械加工制造行业的发展过程中,技术革新起到了重要的推动作用,提高了机械生产的效率和产品加工的精度。
机械加工企业为了在行业竞争当中赢得优势,就需要持续进行技术升级,提高自身生产力。
数控机床机械加工制造的重要设备,其运行性能直接决定着机械产品的质量。
在数控机床的工作运行过程中,伺服控制系统在其中发挥着十分重要的作用,用于调节和控制机床的运行速度,并保障其精度。
数控机床伺服控制系统的优化,对于提升数控机床的运行性能有着积极的影响。
1.数控机床伺服控制系统的结构组成和工作原理在数控机床当中,一般应用FANUC系统作为伺服控制系统。
FANUC系统设计为模块结构,适用于各种工作环境当中,系统硬件、软件配置齐全,功能完善。
FANUC18I伺服控制系统的集成度高、用户程序区容量大,操作程序较为简单、便捷,并具有良好的高速矢量相应功能,能够有效提升伺服增益,降低机械加工制造过程中的误差。
在FANUC18I伺服控制系统中,伺服驱动器的控制电路由DSP、MCU、FPGA组成。
DSP作为整个系统的核心,主要起到矢量控制、PWM信号发生以及故障保护处理等工作,MCU则用于辅助控制,进行参数设定、状态显示。
而DSP和MCU在工作运行的过程中,需要在FPGA的作用下,完成数据转换和内外部的信号(I/O)处理,同时对位置脉冲指令进行处理。
几种特殊零件的高频淬火工装设计

几种特殊零件的高频淬火工装设计
孔凡乐;李逸人
【期刊名称】《金属热处理》
【年(卷),期】1999()11
【总页数】1页(P34-34)
【关键词】凸轮;拨叉;主变速操纵杆;淬火;工装设计
【作者】孔凡乐;李逸人
【作者单位】合肥液压件厂
【正文语种】中文
【中图分类】TG156.3
【相关文献】
1.高频淬火形成的残余压应力对零件耐磨性能的影响 [J], 刘长生
2.高频感应淬火对螺杆泵零件耐磨性处理的应用 [J], 马宝荣;万三
3.635mm动叶片高频淬火工装及工艺研究 [J], 武彦荣;黄有为;向冲;梁刚;洪阳东
4.机械类零件加工的工装设计改进探讨--各类零件加工工艺及工装简介 [J], 张涛
5.推土机变速箱拨叉组合高频淬火工装的设计 [J], 卢演芝;韩继刚
因版权原因,仅展示原文概要,查看原文内容请购买。
基于FANUC数控系统的PMC轴控制技术研究

基于FANUC数控系统的PMC轴控制技术研究作者:吉萍萍来源:《中国科技纵横》2016年第13期【摘要】本论文进行了刀库的转位控制设计,将换刀指令指定的刀套号按最小旋转角转至取刀位,提高了换刀效率,通过指定刀号转至离取刀位差两个号码时减速,提高定位精度,研究采用计算机记忆式的选刀方式,实现软件选刀功能。
论文还就如何采用PMC轴实现五轴控制做了简单介绍,讨论了PMC轴控程序的设计,提高了机床的加工效率。
【关键词】数控车床记忆式选刀 PMC轴五轴联动1 PMC轴控制技术发展状况及趋势数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,发展前景十分广阔,鉴于一些控制系统存在系统专用性强、故障率高、工艺调整不方便、备件采购困难等多方面的问题,FANUC公司又对机床进行了改造,将部分轴控制纳入PMC控制范畴,PMC轴运动控制主要应用在高档数控系统的刀库、第四轴及相关辅助运动部件的控制。
2 PMC在刀库转位及随机自动换刀中的应用2.1 刀库转位控制应用加工中心在工件加工过程中,需根据加工工艺要求进行刀具自动换刀。
数控系统送出T代码指令给PMC,PMC经译码等处理后,控制刀库回转,使指定刀号转至取刀位,为后续的机械手自动换刀作好了定位准备。
首先动作要求:(1)正在取刀位上的刀套编号称为当前值,希望换上的刀套编号称为设定值。
(2)刀库盘上共有1O把刀具供选择。
(3)为提高换刀效率,要求换刀时按最小旋转角,即小于或等于180°转动。
(4)为提高定位精度,当指定刀号转至离取刀位差两个号码时减速。
其次I/0及内部继电器元件分配表。
再次由控制要求,设计控制程序流程图。
最后根据流程图设计梯形图。
2.2 加工中心自动换刀方式加工中心自动换刀系统的控制主要分为两部分:刀库选刀控制(T指令)和刀具交换控制(M06指令)。
目前刀库选刀一般有四种控制方式:(1)顺序选刀方式:是将刀具按加工工序的顺序,依次放入刀库的每一个刀座内,刀具顺序不能搞错。
GE-Fanuc PMC轴控制功能

毕业设计 (论文)题目:GE-Fanuc PMC轴控制功能在降低生产节拍上的应用院(系):专业:学生姓名:班级:学号:指导教师:2009年11月10日摘要国内某汽车公司下属的某发动机工厂以批量生产某一型号汽车发动机为主。
大部分设备生产缸体缸盖的进口卧式加工中心。
配置世界著名数控系统制造商日本Fanuc公司与世界著名电气制造商通用电气集团联合开发的数字控制系统GE-Fanuc18i-MB(SD7)。
机床上配备9-10个电机,其中换刀系统是用二个伺服轴来实现。
换刀过程由代码M6调用宏程序O9006,移动换刀系统伺服轴与主轴配合来完成换刀过程。
在加工过程经常需要换刀后,需要转动工件,加工另一个面的内容。
由于换刀过程是代码 M6调用宏程序来实现的,所以无法这样写加工代码:M6 T xxx B xxx,以便让回转工作台在换刀时就转动到加工位置,从而减少等待时间。
本课题就是提出利用Fanuc公司数控系统自带的PMC轴控制功能改造设备。
介绍了PMC轴控制功能的PMC程序的设计,解决伺服轴换刀系统在换刀过程中联动轴不足的缺点。
目标要求在换刀过程中转动工作台,换刀后直接加工,不用等待工作台。
以实际降低生产节拍时间,增加产能,提高单位时间内的产出效益。
关键词:PMC轴降低节拍时间AbstractA domestic Motor Co. engine plant makes mass production of a type engine mainly, working cylinder blocks and heads mostly uses import horizontal machine center equipped with GE-Fanuc 18i-MB(SD7), which joint developed by famous numerical control system producer Fanuc and famous electrical manufacturer GE. Tool changer uses two servo axis in the machines with 9~10 motors. Macro O9006 called using an M6 code is specified to move tool changer servo axis and spindle. Therefore it can’t not use code M6 Txxx Bxxx to reduce waiting time.This issue is the study of using Fanuc’s built-in PMC axis control functions to optimize machine. Introduce how to set up PMC to solve the lack of linkage belong tool changer servo system. Require tool changer and rotating workpiece are working in the same time, after that machining without waiting. It can reduce production time, increase production capacity and improve the efficiency.Keyword: PMC axis reduce production time目录引言 (1)1 GE-Fanuc 数控系统轴控制功能的分析 (2)2 PMC轴控制功能的介绍 (3)2.1 PMC 轴可实现的运动功能 (3)2.2 PMC 轴的控制方式框图 (3)2.3 PMC 轴控制的两个必要条件 (4)2.4 PMC轴控制功能的信号 (4)3 PMC轴控制功能指令 PMC AXCTL (7)4 PMC轴控制功能指令 PMC AXCTL应用举例 (8)5 编写CNC程序 (9)6 数学建模 (9)7 PMC轴控制功能PMC程序的编写 (11)结论 (14)参考文献 (15)致谢 (16)附录 (17)引言按常规来说,卧式加工中心在换刀的时候特别是用伺服轴做的换刀系统更不允许回转工作台转动的。
基于FANUC数控机床的操作界面的PMC程序设计

基于FANUC数控机床的操作界面的PMC程序设计前言本文阐述了数控机床操作面板的PLC实现方法和思路设计,以TK7460数控铣床为例,阐述了基于FANUC-oi系统的操作面板的各个功能的作用、硬件的连接和参数设置,以及PLC的梯形图及通信方法,同时本文还对提供了机床的英文的资料进行了翻译。
一.绪论1.数控技术数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备。
世界各国信息产业、生物产业、航空、航天等国防工业广泛采用数控技术,以提高制造能力和水平,提高对市场的适应能力和竞争能力。
工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅大力发展自己的数控技术及其产业,而且在“高精尖”数控关键技术和装备方面对我国实行封锁和限制政策。
因此大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。
FANUC数控系统应用越来越广泛,FANUC数控系统的优越性表现越来越广泛。
FANUC 数控系统以其高质量、低成本、高性能,得到了广大用户的认可,并得以大量使用, 就其系统本身而言,经受了连续长时间的工作考验,故障率较低。
而故障多发于外围行程、限位开关等外围信号检测电路上。
2.数控机床专用 PLC可编程控制器(PLC)是将继电器控制的概念和设计思想与计算机技术及微电子技术相结合而形成的专门从事逻辑控制的微机系统,梯形图是PLC的程序主要表达方式之一,在工业上最为普级的控制器,它原以是来代替继电器控制回路的,发展到今天出现了通讯、模拟、运算、等功能,它的优点是:控制稳定、操作简单、编程效率高等优点;在PLC系统应用中,梯形图的设计往往是最主要的问题。
梯形图不但沿用和发展了电气控制技术,而且其功能和控制指令已远远超过电气控制范畴。
它不仅可实现逻辑运算,还具有算术运算、数据处理、联网通信等功能,是具有工业控制指令的微机系统。
由于梯形图的设计是计算机程序设计与电气控制设计思想结合的产物,因此,在设计方法上与计算机程序设计和电气控制设计既有着相同点,也有着不同点。
10FANUC18iMA系统加工中心编程

10 FANUC 18iMA系统加工中心编程加工中心将数控铣床、镗床、钻床等功能组合起来,配备有刀库和自动换刀装置,可以对零件进行铣、钻、扩、铰、镗、攻丝等加工。
立式加工中心主轴轴线(Z轴)是垂直的,刀库通常是转盘式,有的在工作台上配备一个数控分度盘,适合于加工盖板、盘类等零件及各种模具;卧式加工中心主轴轴线(Z轴)是水平的,一般配备容量较大的链式刀库,常带有一个自动分度工作台或配有双工作台以便于工件的装卸,适合于工件在一次装夹后,自动完成多面多工序的加工,用于加工箱体类零件较多。
加工中心编程具有以下特点:(1)工艺分析由于零件加工的工序多,使用的刀具种类多,甚至在一次装夹下,要完成粗加工、半精加工与精加工,周密合理地安排各工序加工的顺序,有利于提高加工精度和提高生产效率。
(2)自动换刀和手动换刀根据加工批量等情况决定换刀形式。
对于加工批量在10件以上,而刀具更换又比较频繁时,以采用自动换刀为宜。
但当加工批量很小而使用的刀具种类又不多时,把自动换刀安排到程序中,反而会增加机床调整时间。
(3)足够的换刀空间有些刀具直径较大或尺寸较长,自动换刀时要有足够的换刀空间,避免发生撞刀。
(4)认真检查程序由于手动编程比自动编程出错率要高,特别是在生产现场,为临时加工而编程时,出错率更高,认真检查程序并安排好试运行就更为必要。
(5)尽量采用子程序当零件加工工序较多时,为了便于程序的调试,一般将各工序内容分别安排到不同的子程序中,主程序主要完成换刀及子程序的调用。
这种安排便于按每一工序独立调试程序,也便于因加工工序不合理而做出重新调整。
由于近几年CAD/CAM技术的普及,用计算机辅助设计、切削仿真、生成加工程序,方便快捷、出错率低。
特别是在模具加工中CAD/CAM用得越来越多。
10.1 指令代码1)指令代码列表表10—1指令代码列表]2) 常用指令(1)坐标系指令G54~G59设定工件坐标系。
见SIEMENS 系统解释的工件坐标系意义相同。
FANUC数控系统PMC功能的妙用范文
FANUC数控系统PMC功能的妙用FANUC数控系统以其高质量、低成本、高性能, 得到了广大用户的认可, 在我公司得到了大量的使用, 就其系统本身而言, 经受了连续长时间的工作考验, 故障率较低。
而故障多发于外围行程、限位开关等外围信号检测电路上。
在实际工作中, 了解和熟悉FANUC系统丰富的操作功能, 对外围故障的判断和排除有着事半功倍的作用。
在这里, 举例谈一下使用FANUC系统内嵌的强大、易用的PMC 功能对外围故障的快速判断和排除。
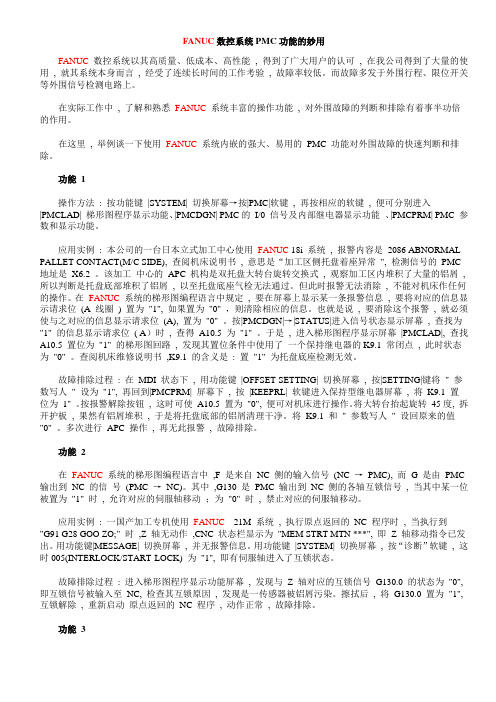
功能1操作方法: 按功能键|SYSTEM| 切换屏幕→按|PMC|软键, 再按相应的软键, 便可分别进入|PMCLAD| 梯形图程序显示功能、|PMCDGN| PMC的I/0 信号及内部继电器显示功能、|PMCPRM| PMC 参数和显示功能。
应用实例: 本公司的一台日本立式加工中心使用FANUC 18i 系统, 报警内容是2086 ABNORMAL PALLET CONTACT(M/C SIDE), 查阅机床说明书, 意思是“加工区侧托盘着座异常", 检测信号的PMC 地址是X6.2 。
该加工中心的APC 机构是双托盘大转台旋转交换式, 观察加工区内堆积了大量的铝屑, 所以判断是托盘底部堆积了铝屑, 以至托盘底座气检无法通过。
但此时报警无法消除, 不能对机床作任何的操作。
在FANUC系统的梯形图编程语言中规定, 要在屏幕上显示某一条报警信息, 要将对应的信息显示请求位(A 线圈) 置为"1", 如果置为"0" ,则清除相应的信息。
也就是说, 要消除这个报警, 就必须使与之对应的信息显示请求位(A), 置为"0" 。
按|PMCDGN|→|STATUS|进入信号状态显示屏幕, 查找为"1" 的信息显示请求位( A)时, 查得A10.5 为"1" 。
于是, 进入梯形图程序显示屏幕|PMCLAD|, 查找A10.5 置位为"1" 的梯形图回路, 发现其置位条件中使用了一个保持继电器的K9.1 常闭点, 此时状态为"0" 。
PMC编程基础

当前值
No.1
C3
PMC-SA1 PMC-SA3
C76 C77 C78 C79 C396 C397 C398 C399
设定值 当前值 设定值 当前值
计数器 No.20
计数器 No.100
PMC-SB7
北京发那科机电有限公司
K 继电器 地址号 - 76543210 K0 K1 K2
PMC-SA1 PMC-SA3
中间 继电 器 (R)
PMC信号
DI/DO 公共端 接收
驱动
机床
负电 载源
X:由机床输入至PMC。 如:操作员由机床操作面板上输入的按钮、按键、开关信号。
Y:由PMC输出至机床的使机床强电动作的信号。 如:主轴的正、反向;润滑、冷却的开/关信号。PMC处理梯 形图程序输出这些信号使机床动作。
G:PMC输出至CNC的信号(CNC输入)。 这些信号中有些是启动CNC的一个子程序。这些子程序是CNC 控制软件的一部分:根据机床的实际动作设计好的机床的强电 控制功能。如:急停(G8.4);自动加工程序启动(G7.2);工 作方式选择(G43.0~2)。 另外一些信号是PMC通知CNC,使CNC改变或执行某一种运行。 如:FIN(G4.3)----是PMC通知CNC辅助功能M或换刀功能T 已经结束执行。CNC接受到该信号后即可启动下个加工程序段 的执行;*SSTP(G29.6):CNC停止主轴电机的控制信号。
F:CNC输出至PMC的信号。 其中的一些信号是反映CNC运行状态的标志,表明CNC正处于 某一状态。如:AL(F1.0):报警状态。MV(F102):进给 轴移动中。 另一些信号是CNC响应X(经过G)后,执行某一运行的结果, 用以通知PMC。PMC收到该信号,视其具体情况,再做适当 处理。 还有一些信号是加工程序指令的译码输出。如:M代码 (F10~F13);T代码(F26~F29)。CNC将这些信号输出给 PMC进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
s y s t e m ,a l s o t h e I /O i n t e r f a c e s we r e a l l o c a t e d b a s e d o n a n a l y z i n g ma c h i n e s t r u c t u r e a n d f e e d c o o r d i n a t e s .F i n a l l y a c c o r d i n g t o P MC p r i n c i p l e ,p r o g r a m f o r t h e f e e d mo v e me n t o f B— a x i s o f t h e r o l l e r g e a r e a n r h i g h - f r e q u e n c y q u e n c h i n g ma c h i n e wa s d e s i g n e d .
Ke y wo r d s : Ro l l e r g e a r e a n ; Hi r g h — f r e q u e n c y q u e n c h i n g ;F ANUC 一 1 8 1 s y s t e m ;P MC
弧面凸轮机构 已成为许 多高速 、高效 、高精 度 自 动机和生产线 中不可 缺少 的关 键部件 。随着现代工业 技术 的高速发 展 ,对 凸轮工作廓面的硬度 、耐磨性 以 及 耐冲击载荷 等性能指标有 了更高 的要求 。实践证 明 只有通过淬火才能满足这样 的需求 。 目前对 弧面凸轮 工作廓面进行热处理较 为先进 的方法 是高频 曲面跟踪 淬火…。实现弧 面凸轮 高频 曲面跟 踪淬火须使用多轴
行另一侧 面淬火 。
联动高频数控 淬火机 床 ,该 机床对数控系统有很高 的 要求 。文中主要研究 多轴淬火机床的控制系统选型 和
P MC设 计 。
1 机 床各 进 给坐标 运 动分 析及 系统 选 型 弧 面凸轮 高频 淬 火机 床是 在 N T . X K 5 0 0 1 数 控 铣 床 的基础上拓展设计 的。由于弧面凸轮空间结构复杂 性 ,淬火过程需要 7个坐标轴共 同作用才 能满足淬火 工艺要 求 ,其 中 、y 、z、 四个 直线 坐标 轴 主 要 完成 凸轮 和淬火感应 器的定位 , 、 、P三个旋 转坐 标轴主要用 于凸轮曲线廓面跟踪 。如 图 1 所示 , 轴 的前端 是 淬 火 感 应 器 ,呈 悬 臂 状 ,依 靠 轴 实 现 ± 6 0 。 的回转 ;P轴 在 淬火过 程 中按 照 凸轮 曲线 压力 角的变 化实现淬火感应器 的回转 ,对 凸轮 曲面实现 跟 踪 淬火 。每当淬火感应器运动到动程 段时 ,P轴 根据 凸轮 曲线压力 角的变化旋转相应 的角度 ,以保证淬火
2 0 1 4年 1 月
机床与液压
MAC HI NE T OOL & HYDRAUL I CS
J a n . 2 0 1 4
Ve 1 . 4 2 No . 2
第4 2卷 第 2期
DO l : 1 0 , 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 4 . 0 2 . 0 3 2
基于 F A N U C . 1 8 I 控制 系统的弧面 凸轮高频淬火机床 P MC设计
曹凯 日E ,
( 西 安 工业 大 学电信 学 院 ,陕 西 西安 7 1 0 0 2 1 )
摘要 :根据弧 面凸轮 淬火工艺对控制系统 的要求 ,在分 析机床各坐标进给顺序 的基础 上 ,选用 F A N U C 一 1 8 I 系统作 为弧 面 凸轮淬火机床 的控制系统 ,进行 了 I / O口的地址分配 ,并根 据 P MC的工作原理针对机 床 轴淬火感应器 的旋转跟踪运动 进行 了程序设 计。
关键 词 :弧面凸轮 ;高频淬火 ;F A N U C 一 1 8 1 系统 ;P MC
中图分类号 :T H 1 2 2 文献标识码 :B 文章编号 :1 0 0 1— 3 8 8 1( 2 0 1 4 )2— 0 9 4— 3
P MC D e s i g n f o r t h e R o l l e r Ge a r C a m Hi g h - f r e q u e n c y Qu e n c h i n g
感应器 随着 凸轮曲线廓面变化 ,并 与凸轮廓 面保 持 2
1 T U l I 距离 ,从而保 证 凸轮 的淬火质 量 。当弧面 凸轮 装夹完毕 ,启动加工程 序 ,机 床会 根据弧面 凸轮 的相
关参数进 行 自动调整 ,进行高频感应加热 和冷却 ,直 到完成凸轮廓面单侧淬火 ,之后经过参数调 整 ,再 进
Ma c hi ne wi t h FANUC. 1 8 1 Co nt r o l S y s t e m
CAO Ka i
( C o l l e g e o f E l e c t r o n i c a n d I n f o r m a t i o n E n g i n e e r i n g ,X i ’ a n T e c h n o l o g i c a l U n i v e r s i t y ,
X i ’ a n S h a a n x i 7 1 0 0 2 1 。C h i n a)
Ab s t r a c t :A c c o r d i n g t o t h e r o l l e r g e a r e a n r h i g h — f r e q u e n c y ma c h i n e’ S s p e c i f i c r e q u i r e me n t ,F ANUC一 1 8 1 wa s u s e d a s t h e c o n t r o l