标准2
边坡设计技术标准 (2)
4.6.2设计概况1)路堑边坡坡率主要依据边坡的工程地质、水文地质和边坡高度而定,一般土质及全强风化岩土地段,采用1:1~1:1.5,弱风化路段1:0.75~1:1.25。
对存在不利结构(层)面的边坡,须因地制宜,采用清方减载与边坡加固方案,有条件路段,尽量放缓边坡,并与路基土石的调运相结合,降低边坡高度,以减少支挡工程。
2)根据边坡的工程地质条件等具体情况,边坡的防护主要采用了以下几种防护措施:①抗滑桩支护;②框架梁锚杄及拉伸网植草护坡:③预应力框架梁锚索及拉伸网植草护坡;④挡墙和护面墙防护;⑤挂网喷射混凝土对坡面进行封闭,以防止坡面风化、剥蚀,并与绿化工程有机结合起来。
3)边坡开挖要求:边坡的开挖方式对开挖后边坡的稳定性有至关重要的影响,特别是岩土爆破方案,要求慎用爆破方式,严禁使用大爆破,可依地质条件,边坡形式选用预裂爆破、光面燡破等控制性爆破技术,特别是临近设计坡面5m范围岩层开挖时,可采用小孔(φ40mm,深1.5~2.0m)、小药量(1~2Kg)爆破,以保证边坡岩体的完整。
边坡上方的取土爆破必须严格控制,不得松动边坡岩层。
自上而下逐级开挖,逐级支护。
挖方边坡附近有构筑物时应严格控制爆破,避免爆破导致附近构筑物的损坏,本项目与省道S308多次交叉,在边坡开挖爆破时应采取相应措施保证省道S308的通行。
雨季施工时,必须做好所开挖坡面未防护前的防水工程,可采用遮挡、拦截方式防止雨水、地表水对边坡的损害。
4)采用信息化、动态施工管理措施,在部分边坡上布置钻孔测斜仪或多点伸长计以及锚索测力计,对边坡稳定性进行长期监测。
边坡设计根据施工开挖情况,地质变化,随时追踪,及时修改,采用动态设计。
本合同段共有挖方高坡24段,分段叙述如下:1、K0+578~K0+738段左侧:路线切割一山体而过,边坡最大高度达到233米。
上覆1~3米含碎石粘土,下伏基岩为前震旦系板溪群番召组(Pbbf)砂质板岩、凝灰岩,岩层产状329°∠61°,岩层倾向路基,边坡开挖为一顺向坡,虽岩层角度较陡,但由于边坡自然横坡较陡且边坡位于强风化层内,岩体风化强烈,强风化层较深,节理裂隙发育,岩体强度较低,边坡开挖后,易诱发滑动,边坡欠稳定。
gbt2标准

gbt2标准GBT2标准。
GBT2标准是指中国国家标准化技术委员会发布的《信息技术网络与通信安全技术密码技术 SM2椭圆曲线公钥密码算法使用规范》。
该标准是为了规范SM2椭圆曲线公钥密码算法的使用而制定的,旨在提高网络与通信安全技术水平,保护信息安全。
GBT2标准的发布对于我国网络与通信安全领域具有重要意义。
首先,GBT2标准的实施将提高我国网络与通信安全技术水平,加强信息安全保护。
SM2椭圆曲线公钥密码算法作为国产密码算法,具有自主知识产权,其安全性和可靠性得到了广泛认可。
通过推广应用GBT2标准,可以有效防范网络攻击和信息泄露,保障国家和个人信息安全。
其次,GBT2标准的发布将促进我国信息技术产业的发展。
作为一项重要的安全技术标准,GBT2标准的实施将推动国产密码算法在各个领域的广泛应用,促进相关产业链的发展壮大。
同时,GBT2标准的制定和推广也将为我国在国际上树立更加积极的形象,提升国际竞争力。
此外,GBT2标准的发布还将促进我国网络安全法规体系的完善。
网络安全是信息社会的重要基础,而密码技术作为保障网络安全的重要手段,其标准化和规范化对于构建健全的网络安全法规体系至关重要。
GBT2标准的发布将为相关法规的制定和完善提供重要的技术支撑,为我国网络安全法规体系的建设做出积极贡献。
总的来说,GBT2标准的发布是我国网络与通信安全领域的重大进步,对于提高网络安全技术水平、促进产业发展、完善法规体系具有重要意义。
我们应当充分认识到GBT2标准的重要性,积极推动其在各个领域的落地应用,为构建网络强国、信息强国做出应有的贡献。
同时,我们也要不断加强对GBT2标准的研究和完善,确保其在实际应用中能够发挥最大的效果,为我国网络与通信安全事业的发展提供有力支撑。
标准代号2
标准代号2标准代号2是指在特定领域内制定的一套规范,用于指导和规范相关工作的进行。
在各行各业中,标准代号2都扮演着非常重要的角色,它们对于保障产品质量、提高工作效率、促进行业发展等方面都具有重要意义。
本文将从标准代号2的制定意义、制定流程、实施效果等方面进行探讨。
首先,标准代号2的制定意义非常重大。
制定标准代号2可以帮助企业建立起科学、规范的生产流程和管理体系,有利于提高产品质量和服务水平,提高企业的竞争力。
同时,标准代号2还可以促进技术创新和产业升级,推动整个行业的发展。
此外,标准代号2的制定还有利于提高产品和服务的质量和安全性,保障消费者的权益,促进社会和谐稳定发展。
其次,标准代号2的制定流程一般包括确定制定标准的需求、立项、编制草案、征求意见、审定、发布实施等步骤。
在确定制定标准的需求阶段,需要充分调研市场需求和行业发展趋势,明确标准的制定目的和范围。
在立项阶段,需要确定标准的编制单位和组织机构,明确编制标准的责任人和工作计划。
在编制草案阶段,需要进行专家论证和技术论证,确保标准的科学性和合理性。
在征求意见阶段,需要广泛征集相关方面的意见和建议,形成共识。
在审定阶段,需要经过专家评审和有关部门的审批,最终确定标准的正式版本。
在发布实施阶段,需要进行宣传推广和培训,确保标准的有效实施。
最后,标准代号2的实施效果通常是显著的。
通过标准代号2的实施,可以提高产品的质量和服务水平,降低生产成本,提高企业的经济效益和社会效益。
同时,标准代号2的实施还可以促进技术创新和产业升级,推动整个行业的健康发展。
此外,标准代号2的实施还有利于提高产品和服务的质量和安全性,保障消费者的权益,促进社会和谐稳定发展。
综上所述,标准代号2在各行各业中都具有非常重要的意义。
制定和实施好标准代号2,对于提高产品质量、推动技术创新、促进产业升级、保障消费者权益等方面都具有重要意义。
希望各行各业能够重视标准代号2的制定和实施工作,不断提高标准代号2的科学性和有效性,为行业发展和社会进步做出更大的贡献。
KES标准-2
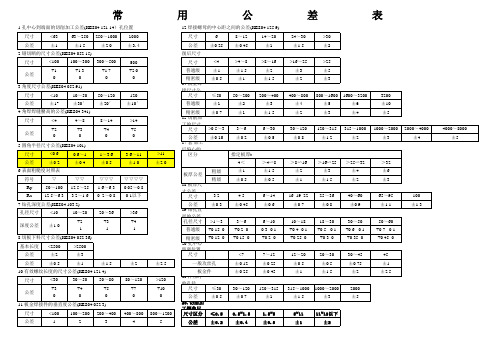
1.孔中心到端面的切削加工公差(KES04.121.14)孔位置 尺寸 公差 尺寸 公差 <63 ±1 <100 +1 0 63~250 ±1.5 100~300 +1.3 0 250~1000 ±2.0 300~500 +1.7 0 1000 ±3.4 500 +2.0 0 12.焊接螺母的中心距之间的公差(KES04.125.9) 尺寸 公差 尺寸 普通级 精密级 尺寸 普通级 精密级 8~14 +4 0 >14 +5 0 尺寸 公差 >11 ±2.0 板厚公差 粗级 精级 3.2 ±0.3 >1~3 +0.15..0 +0.12..0 区分 6 ±0.25 <4 ±1 ±0.5 ≤50 ±1 ±0.7 >0.5~3 ±0.15 8~12 ±0.45 >4~8 ±1.5 ±1 50~200 ±2 ±1 3~6 ±0.2 指定板厚t 4< ±1 ±0.5 4.5 ±0.45 3~6 +0.2..0 +0.15..0 <7 ±0.12 ±0.25 ≤30 ±0.5 ≤0.5 ±0.2 30~120 ±0.7 0.5~1.5 ±0.4 >4∽8 ±1.5 ±0.5 6~14 ±0.6 6~10 0.3.-0.1 +0.2..0 7~12 ±0.25 ±0.45 120~315 ±1 KES 1.5~5 ±0.5 >8∽16 ±2 ±1 16 19 22 ±0.7 10~18 +0.4.-0.1 +0.25..0 12~20 ±0.5 ±1 315~1000 ±1.5 5~11 ±1 >16∽25 ±3 ±1.5 25~36 ±0.8 18~30 +0.5..-0.1 +0.3..0 20~30 ±0.5 ±1.5 1000~2000 ±3 11~12以下 ±2 >25∽32 ±4 ±2 40~60 ±0.9 30~50 +0.6..-0.1 +0.35..0 30~45 ±0.75 ±2 2000 ±5 >32 ±6 ±3 65~95 ±1.1 50~60 +0.7..-0.1 +0.45..0 45 ±1 ±2.5 100 ±1.3 14~20 ±1 >8~16 ±2 ±1.5 200~400 ±3 ±1.5 6~30 ±0.5 24~30 ±1.5 >16~25 ±3 ±2 400~800 ±4 ±2 30~120 ±0.8 ) >30 ±2 >25 ±5 ±3 800~1600 ±5 ±3 120~315 ±1.2 1600~3200 ±6 ±4 315~1000 ±2 3200 ±10 ±5 1000~2000 ±3 2000~4000 ±4 4000~8000 ±5
船舶排放tier2标准_概述说明以及解释

船舶排放tier2标准概述说明以及解释引言1.1 概述船舶排放tier2标准是针对船舶尾气排放中的硫氧化物和氮氧化物进行的一项环保政策。
随着全球贸易和海洋运输的不断增加,船舶排放对大气环境和人类健康造成了越来越大的压力。
为了减少这些污染物的排放,国际海事组织(IMO)制定了tier2标准。
1.2 文章结构本文将首先介绍船舶排放tier2标准的定义和背景,包括该标准制定的原因和目的。
接着,将详细阐述tier2标准的内容和实施情况。
然后,本文会从概述说明和解释说明两个方面对tier2标准进行分析。
最后,在结论部分总结tier2标准的重要性,并展望未来发展趋势以及可能面临的挑战。
1.3 目的本文旨在全面介绍船舶排放tier2标准,包括其作用与重要性、目标与要求以及对船舶排放产生的影响与效果。
同时,通过解释说明部分提供更深入的理解,包括适用范围与种类、达成方式与条件要求以及实施与监督机制。
通过本文的撰写,旨在增强人们对船舶排放tier2标准的认识和理解,并为相关环保政策的制定和实施提供参考。
2. 船舶排放tier2标准:2.1 定义和背景:船舶排放tier2标准是国际海事组织(IMO)针对船舶排放所制定的一项全球性环保标准。
Tier2标准旨在限制并控制船舶尾气中的污染物排放,特别是氮氧化物(NOx)和硫氧化物(SOx)的排放。
这些污染物会对大气和水体环境造成严重影响,因此采取措施来降低它们的排放量已经成为国际社会共同关注的问题。
2.2 标准内容:船舶排放tier2标准具体规定了适用于各类海洋船舶的排放限值和要求。
根据IMO的要求,各国必须确保其注册在该国籍下行驶的新建海洋发动机满足tier2标准。
这些要求涵盖了发动机使用燃油类型、比例等方面的规定,以及部分关于发动机设计和优化技术的具体要求。
2.3 实施情况:目前,tier2标准已经被大多数IMO成员国采纳并实施。
许多国家已经制定了国内法规,要求其所属海洋船舶满足tier2标准。
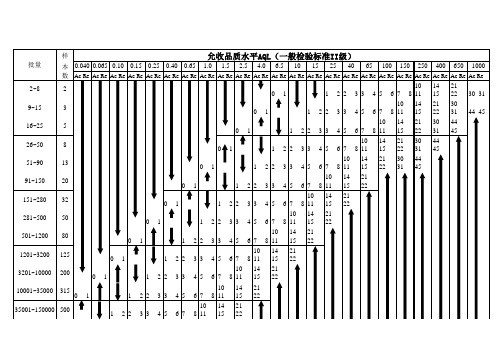
允收品质水平AQL(2级检验标准)
151~280 32
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
281~500 50
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
501~1200 80
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
1201~3200 125
批量
样
允收品质水平AQL(一般检验标准II级)
本 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
数 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2~8
2
01ห้องสมุดไป่ตู้
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22 30 31
9~15
3
01
10 14 21 30 1 2 2 3 3 4 5 6 7 8 11 15 22 31 44 45
16~25
5
01
10 14 21 30 44 1 2 2 3 3 4 5 6 7 8 11 15 22 31 45
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
3201~10000 200
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
安全生产标准化2级达标安全生产
安全生产标准化2级达标1、危险化学品企业安全生产标准化分为三级标准,一级、二级、三级,请问三个等级有什么区别呢?安全生产标准化中一级、二级、三级的区别如下:1、按安全质量标准化考核得分一级:大于等于900分。
二级:大于等于750分,小于900分。
三级:大于等于600分,小于750分。
2、评定单位不同:(1)由国家安全监管总局公告,证书、牌匾由其确定抄的评审组织单位发放;(2)由省级安全监管部门确定;(3)由地市级安全监管部门确定。
(1)安全生产标准化2级达标扩展资料:袭发现被遗弃的化学品百,不要捡拾,应立即拨打报警电话,说清具体位置、包装标志、大致数量以及是否有气味等情况。
立即在事发地点周围设置警告标志,不要在周围逗留。
严禁吸烟,以防发生火灾或爆炸。
遇到危险化学品运输车辆发生事故,应尽快离开事故现场,撤离到上风口位置,不围观,并立即拨打报警电话。
其他机动车驾驶员要听从工作人员的度指挥,有序地通过事故现场。
居民小区施工过程中挖掘出有异味的土壤时,应立即拨打当地区(县)政府值班电话说明情况,同时在其周围拉上警戒线或竖立警示标志。
在异味土壤清走之前,周围居民和单位不要开窗通风。
2、交通运输企业安全生产标准化建设达标证书一级和二级有什么区别区别在于1、备案的对象不同一级评价机构向交通运输部备案;二、三级评价机构向省级主管机关备案。
2、工作范围不同一级评价机构可承担申请一、二、三级的企业安全生产标准化评价工作;二级评价机构可承担备案地区申请二、三级的企业安全生产标准化评价工作。
3、监督对象不同一级评价机构主要负责交通运输部负责全国交通运输企业安全生产标准化建设工作的指导;二级评价机构主要负责省级交通运输主管部门负责本管辖范围内交通运输企业安全生产标准化建设工作的指导。
(2)安全生产标准化2级达标扩展资料:交通运输企业安全生产标准化建设等级分为一级、二级、三级,其中一级为最高等级,三级为最低等级。
水路危险货物运输、水路旅客运输、港口危险货物营运、城市轨道交通、高速公路、隧道和桥梁运营企业安全生产标准化建设等级不设三级,二级为最低等级。
医院感染判定标准(2)
医院感染判定标准
手术部位感染
仅限于切口涉及的皮肤和皮下组织,感染发生于术后30天内。 临床诊断
具有下述两条之一即可诊断。 1、表浅切口有红、肿、热、痛,或有脓性分泌物。 2、临床医师诊断的表浅切口感染。 注意: 1、切口缝合针眼处有轻微炎症和少许分泌物不属于切口感
染。 2、切口脂肪液化,液体清亮,不属于切口感染。 3、“创口感染”与伤口有关感染参见皮肤软组织感染。
胸膜腔感染
临床诊断 发热,胸痛,胸水外观呈脓性、或带臭味、常规检查
白细胞计数≥1000 X 106/L。 病原学诊断
临床诊断基础上,符合下述两条之一即可诊断。 1、胸水培养分离到病原菌。 2、胸水普通培养无菌生长,但涂片见到细菌。
胸膜腔感染
说明: 1、胸水发现病原菌,则不论胸水性状和常规检查结果
腔隙)感染。
医院感染判定标准
泌尿系统
泌尿系统
临床诊断 患者出现尿频、尿急、尿痛等尿路刺激症状,或有下腹 部触痛、肾区叩痛,伴或不伴发热,并具有下列情况之一: 1.尿检白细胞男性≥5个/高倍视野,女性≥10个/高倍视 野,插导尿管患者应结合尿培养。 2.临床已诊断为泌尿道感染,或抗菌治疗有效而认定的 泌尿道感染。
留置尿管者发生导尿管相关感染时多无典型症状和体征, 发热、寒颤或意识改变、急性血尿且无其它原因解释,需 注意!
泌尿系统
病原学诊断: 临床诊断基础上,符合下述四条之一即可诊断。 1.清洁中段尿或导尿留取尿液(非留置导尿)培养革兰阳性
球菌菌数≥104CFU/ml、革兰阴性杆菌菌数≥105CFU/ml。 2.耻骨联合上膀胱穿刺留取尿液培养细菌菌数≥103CFU/ml。 3.新鲜尿液标本经离心应用相差显微镜检查(1x400),在
或见到2mm—20mm灰黄(白)色斑块伪膜。 3.细菌毒素测定证实。 说明: 1.急性腹泻次数≥3次/24小时。 2.应排除慢性肠炎急性发作或急性胃肠道感染及非感染性原
《幼儿园游戏》课程标准(2)
《幼儿园游戏》课程标准课程名称:《幼儿园游戏》课程编号:05132413课程性质:专业必修课课程目标:通过学习,使学生了解幼儿游戏的相关理论学说,掌握游戏的本质特征,懂得游戏在教育教学和儿童发展中的作用,以及如何对幼儿游戏进行指导。
指导学生把学到的理论知识与实践相结合,把游戏作为幼儿园课程的基本组成部分,让幼儿通过游戏学习,在游戏中成长。
课程内容:第一章游戏概论本章教学主要内容:1、游戏的特征和功能2、游戏理论3、幼儿游戏的发展。
4、游戏的影响因素教学重点:幼儿园游戏的特征和功能教学难点与关键:幼儿园游戏的概念、早期理论及代表人物知识拓展要求:能掌握幼儿游戏的本质和内涵以及其特点和分类第二章游戏的分类及教师在游戏中的角色定位本章教学主要内容:1、游戏的分类2、教师在游戏中的角色定位3、教师在游戏中的指导要点。
教学重点:教师在幼儿游戏中的角色和作用教学难点与关键:游戏的分类知识拓展要求:了解自主性游戏第三章角色游戏本章教学主要内容:1、角色游戏概述2、角色游戏的组织与指导。
教学重点:角色游戏的特点及结构、各年龄阶段游戏特点与指导要点教学难点与关键:角色游戏的产生和发展知识拓展要求:理解幼儿园角色游戏中常见的问题第四章表演游戏本章教学主要内容:1、表演游戏概述2、表演游戏的组织与指导。
教学重点:表演游戏的特点和教育作用、各年龄阶段游戏特点与指导要点教学难点与关键:各年龄阶段表演游戏的设计知识拓展要求:表演游戏与角色游戏的区别第五章结构游戏本章教学主要内容:1、结构游戏概述2、结构游戏的组织与指导。
教学重点:结构游戏的特点和教育作用教学难点与关键:各年龄阶段游戏特点与指导要点及方案设计知识拓展要求:幼儿结构游戏的发展阶段第六章规则游戏本章教学主要内容:1、规则游戏概述2、规则游戏的组织与指导3、规则游戏的编制。
教学重点:规则游戏的特点和教育作用教学难点与关键:规则游戏的特点和教育作用知识拓展要求:规则游戏对幼儿发展的价值第七章亲子游戏本章教学主要内容:1、亲子游戏概述2、家庭亲子游戏3、幼儿园亲子游戏。
新标准大学英语2课后翻译答案整理
一个指示牌,在牌子的两面写上“免费拥抱”。他等了15分钟
才有一个老太太走上前来,给了他一个拥抱。他的朋友,“病 小狗”乐队的主唱希蒙·摩尔,给胡安和他的“抱抱团”成员
拍了一段录像,使得“抱抱团”运动在全世界有了更大的知名
度。如今,“抱抱团”运动日渐流行,它使我们生活的这个世 界更加温暖。
பைடு நூலகம்
Language in use
Language in use
5 Translate the paragraph into English.
现在中国大学生参加志愿活动已成为常态。他们到社区为老年 人服务,到山区助学,举办爱心捐赠活动,或到世博会 (World Expo)或奥运会等重要国际活动担任志愿者。参加志 愿活动有助于学生获取专业技能,丰富社会经验,提高道德水 平。多数大学生都认为参与志愿服务是自己应尽的社会责任和 义务,希望能做一些有意义的事情来回报社会,积极推动社会 和谐发展。
快乐。
Language in use
Be not pleased by external gains, nor saddened by personal losses is a statement from the essay “Remarks of Yueyang Tower” by Fan Zhongyan, a writer of the Northern Song Dynasty. The statement means one should look at and accept things as they are, and remain unbothered by external matters or personal gains or losses. It is a mental outlook that reflects the traditional Taoist ideas of China, instructing people to become calm and detached. Even today, when we have a highly developed material civilization, keeping such a state of mind is still important. When you possess such a state of mind, you will be able to live a brighter and more joyous life.
护理质控检查标准 (2)
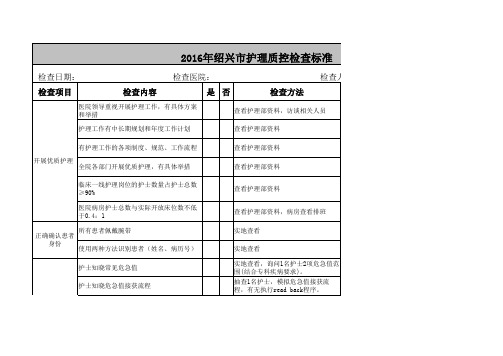
入院压疮风险评估及时并记录
防范与减少患 者压疮发生
实地查看对应病历患者 模拟一例患者跌倒的处理 实地查看、查看一份病历 实地查看 实地查看 查看一名患者转运记录 实地查看两名患者 实地查看两名患者 实地查看两名患者 实地查看两名患者 情景模拟 随机访谈一名责任护士 查看两份病历
高危压疮风险患者每日评估并记录,病情 防范与减少患 变化时随时评估并记录
有改进项目的原始数据
有改进成效的维持
护士知晓异常事件报告流程
护理不良事件 上报
异常事件主动、及时上报
重大不良事件有根因分析
抢救车上锁
抢救车管理
抢救车内物品按医院规定清单放置
锁扣编码每日核查有记录 使用后或至少每月一次双人核查、记录、 签名
查看两份病历 访谈两名患者 实地查看 实地查看资料 随机访谈一名护士 实地查看资料 实地查看 抽查一名护士演示上报流程 访谈护士 查看资料,访谈护士 实地查看 实地查看 查看登记本 查看登记本
调研:1、医院护理工作亮点;2、《新护士规范化培训》落实情况。
查标准
检查人员:
备注
需双人核对的高危药物:血管活性药物、高 浓度电解质、胰岛素、化疗药、麻醉和一类 精神病药物)
(一般患者每周评估一次,9-12分高危患者 每日评估一次,9分及以下极高危患者每班 评估,病情变化随时评估(根据各医院评估 工具以此类推)
护士知晓发生坠床/跌倒后处理流程
转运前有患者病情评估
转运所需仪器设备齐全,处于备用状态 危重患者转运
转运有医护人员陪同
转运记录填写完整、正确
护理级别与病情相符
护理措施
床单位整洁、无污迹
患者个人卫生清洁(口腔、头发、胡须、 会阴、指趾甲等)
新版14001标准(国标2)
加强了和ISO 9001的兼容
13
3、TC176对DIS稿的建议
ISO/TC 176认为ISO 14001的修订未做到与ISO 9001的兼容, 这表现在两者在下列方面的巨大差别: 1、管理体系要素方面:如管理评审、内部审核、不符合、预 防和纠正措施等。
2、术语方面:同一术语的定义不同,如持续改进、(环境) 管理体系、(环境)管理体系审核、相关方、组织、记录 (后记录采用ISO 9001定义)等。 3、实施途径方面:ISO 14001的体系要素强调制定程序以执 行要求,而ISO 9001强调执行要求以实现结果。
18
2、体系要素的变化
ISO14001-1996
4.4 实施与运行
4.4.1 组织结构和职责 4.4.2 培训、意识和能力 4.4.3 信息交流
ISO14001-2004
4.4 实施与运行
4.4.1 资源、作用、职责和权限 4.4.2 能力、培训和意识 4.4.3 信息交流
4.4.4 环境管理体系文件
27
管理评审 A
检查C 4.5.1 监测和测量 4.5.2 合规性评价 4.5.3 不符合,纠正措施和预 防措施 4.5.4 记录控制 4.5.5 内部审核
环境管理体系的运行模式
P6
― 策划:建立所需的目标和过程,以实现组织的环境方
针所期望的结果; ― 实施:对过程予以实施; ― 检查:根据环境方针、目标、指标以及法律法规和其 他要求,对过程进行监测和测量,并报告其结果; ― 改进:采取措施,以持续改进环境管理体系的表现。
10
●
2、修订目的和原则
2.1目的
教材首页
● 澄清现行标准的内容
● 加强与ISO 9001的兼容
《国家标准》GBZ 2
前言本标准的第3章为强制性的,其余为推荐性的。
《工业企业设计卫生标准》(TJ36—79)修订后分为两个标准:工业企业设计卫生标准和工作场所有害因素职业接触限值。
本标准是根据职业性有害物质的理化特性、国内外毒理学及现场劳动卫生学或职业流行病学调查资料,并参考美国、德国、前苏联、日本等国家的职业接触限值及其制定依据而修订和制定的,是作为工业企业设计及预防性和经常性监督、监测使用的卫生标准。
本标准与TJ36—79相比变化如下:——分为两个标准——修订了原111项有毒物质和9项粉尘的标准值——纳入后颁布的119项国家标准——增订119项标准本标准的附录A是标准的附录本标准由中华人民共和国卫生部提出并归口本标准由中华人民共和国卫生部批准本标准起草单位:中国疾病预防控制中心、复旦大学公共卫生学院、上海市疾病预防控制中心、北京市疾病预防控制中心、哈尔滨医科大学公共卫生学院、华中科技大学同济公共卫生学院。
本标准主要起草人:吴维皑、吕伯钦、梁友信、孟德山、谷京宇、刚葆琪、傅慰祖、杨磊、于永中、于冬梅、庞应发、程秀荣本标准由中华人民共和国卫生部负责解释。
原标准 GB3869—1983,GBT4200—1997,GB8773~8780—1988,GB10328~10439—1989,GB11516~11522—1989,GB11524~11532—1989,GB11719~11726—1989,GB16182~16250—1996,GB3869—1997,GB17052~17055—1997,GB18528~18563—2001与本标准不一致的,以本标准为准。
工作场所有害因素职业接触限值Occupational Exposure Limit for Hazardous Agents in the WorkplaceGBZ2-20021 范围本标准规定了工作场所有害因素的职业接触限值。
本标准适用于生产、使用或产生有害因素的各类用人单位。
ESD静电接地标准 (2)
ESD静电接地标准版本变更履历编制发行日期1.适用范围本标准场所适用于于公司内部静电防护工程的设计、使用、管理、维护和检测。
2.目的本标准制定了静电产生及静电放电控制的程序和最基本需求,以有效控制静电的产生和泄放,从而提高产品的成品率、质量和可靠性。
这些程序和需求适用于所有涉及静电敏感器件、组件或产品的生产、组装、测试、维修、包装和存储等所有环节。
3.职责2.1工程部(兼)2.1.1 负责工作区域内防静电设施的规划和安装2.1.2 ESD异常处理。
2.2质量部2.2.1 负责对防静电设施进行验收,定期的ESD专项测试(如接地检测等)。
2.2.2 负责制作防静电培训教材,员工防静电知识提高培训。
2.2.3 防静电器材等标识日常检验和维护。
2.3人事部2.3.1 新入员工防静电知识基本培训。
4.相关文件电子行业标准SJ/T 10694-1996 《电子产品制造防静电系统测试方法》国家军用标准GJB 3007-97 《防静电工作区技术要求》5.术语5.1接地:电气连接到能供给或接受大量电荷的物体(如大地、舰船戒运载工具外壳等)。
其分为软接地和硬接地。
5.1.1 硬接地:直接与大地电极导电性连接的一种接地方式、5.1.2 软接地:通过一足够限制流过人体的电流达到安全值的电阻连接到大地电极的一种接地方式(电阻值一般为1M欧姆)。
5.2 接地电极:埋于地下与大地保持良好的电气连接的金属体或金属体组。
它可以是杆状的、板状的或网状的,为接地系统提供接大地的基准点。
5.3导电材料:其表面电阻率小于1×105Ω/□或体积电阻率小于1×104Ω·cm。
为效果一般的防静电材料。
5.4绝缘材料:其表面电阻率大于或等于1×1012Ω/□以上;或体积电阻率大于或等于1×1111Ω·cm.以上。
5.5 防静电工作区:配备各种防静电设备和器材、能限制静电电位、能对静电进行有效泻放,具有确定的边界和专门标记,适用于从事静电防护操作的场所。
卷膜及包装袋检验标准(2)
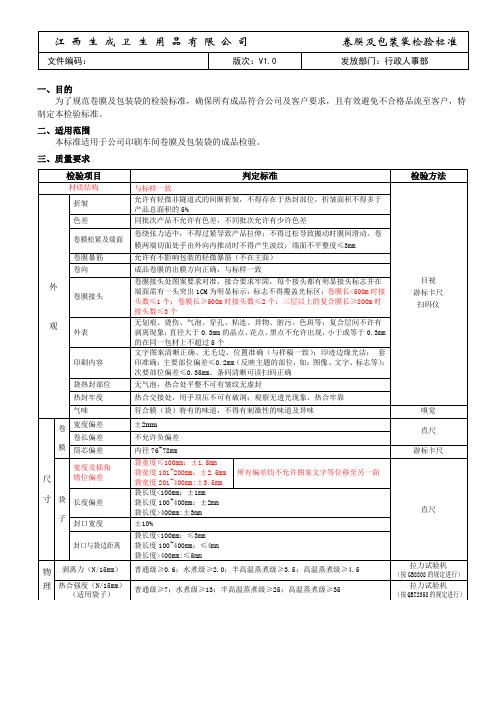
一、目的
为了规范卷膜及包装袋的检验标准,确保所有成品符合公司及客户要求,且有效避免不合格品流至客户,特制定本检验标准。
二、适用范围
本标准适用于公司印刷车间卷膜及包装袋的成品检验。
三、质量要求
四、抽样及不合格的判定
4.1外观、尺寸:GB2828 一般检验水准Ⅱ二次正常抽样 AQL:6.5
4.2物理力学性能:采取随机抽样方法,在每批中抽取足够试验用的试样;若有不合格项,在原批中重新加倍取样对不合格
项复验,如仍有不合格,则该批来料物理力学性能为不合格。
五、合格批的判定
外观、尺寸、物理力学性能全部合格则整批合格。
编制部门:品质部编制人/日期:蔡萍2017年11月1日审批人/日期:。
软件质量标准_2

软件质量标准
G16
目 录
1
软件质量标准 概述 2 ISO 9001和ISO900-3在软 件中的应用
3
能力成熟度模型 CMM&CMMI
4
IEEE 软件工程 标准
6
其他质量标准
7
问题
8
组员提供的配合
5.1 软件质量标准概述
人月神话的博客 /cmmi
2 可重复级
人月神话的博客 /cmmi
(3)软件项目跟踪和监控 目的是建立对实际进展适当的可视性,使管理者在软件项目性能显 著偏离软件计划时能采取有效的措施。 (4)软件子合同管理 目的是选择合格的软件子承包商,并有效地管理它们。它把用于基 本管理控制的需求管理、软件项目策划、软件项目跟踪和监督等关 键过程区域所关注的事情.与软件质量保证以及软件配置管理等过 程区域中必不可少的协调结合在一起.并且在合适时对子承包商实 施这项管理。 (5)软件质量保证 目的是给管理者提供对软件项目正采用的过程和正在构造的产品恰 当的可视性。软件质量保证是绝大多数软件工程过程和管理过程不 可缺少的组成部分。 (6)软件配置管理 目的是在项目的整个软件生存周期中建立和维护软件产品的完整性, 软件配置管理是绝大多数软件工程过程和管理过程不可缺少的部分。
处于CMM初始级项目
人月神话的博客 /cmmi
杰出的主管和优秀的队伍 CMM1 一般的主管和队伍
项目成功
项目成功难以预测
2 可重复级
人月神话的博客 /cmmi
已建立基本的项目管理过程去跟踪成本、进度和功能性。 必要的过程纪律已经就位,使具有类似应用的项目,能 重复以前的成功。 下面是对等级2上每个关键过程区域的描述。 (1)需求管理 目的是在顾客和软件项目之间建立对顾客需求的共同理 解顾客需求将由软件项目处理。与顾客的协议是策划和 管理软件项目的基础。对与顾客关系的控制依靠遵循有 效的更改控制过程。 (2)软件项目策划 目的是制定进行软件工程和管理软件项目的合理计划。 这些计划是管理软件项目的必要基础。没有切合实际的 计划不可能实旖有效的项目管理。
表面活性剂产品与测试标准(2)

非离子表面活性剂分类
乳化剂产品一览
产品名称 成分 B165 B22 BL38 BM-18 BM-12 EM-2 单硬脂酸甘油酯,聚氧乙烯(100)硬脂酸酯 聚氧乙烯(22)烷基甲基葡萄糖干倍半硬脂酸酯 丙烯酸共聚物 丙烯酸酯,乙烯基异癸酸酯共聚物 聚氧乙烯(8)二甲基硅氧烷 聚甘油硬脂酸酯,聚甘油油酸酯 乳化剂类型 非离子 非离子 非离子 非离子 非离子 非离子 功能 水包油乳化剂 水包油乳化剂 水包油乳化剂 高分子乳化,增 稠,悬浮剂 硅油包水乳化剂 油包水乳化剂
包油型乳液及膏霜的新型天然乳化剂-"Arlamol"2121,这种失水山梨醇硬脂
酸酯和蔗糖椰油酸酯的混合物的出现是天然及绿色原料应用的巨大进步,它
不含氧化乙烯,具有良好的生物降解性能,且性质非常温和。人体斑贴试验 结果表明,它不会导致皮肤及眼睛的刺激同时证明不具有潜在的致敏性。
"Arlamol"2121是与流行的市场的趋势相适应的一种天然、纯净、非动物性测
二、表活原料之乳化剂系列
--------非离子型
乳化剂概念
乳化剂是乳浊液的稳定剂,是一类乳化作用突出的表面活性剂。分子中同时具有亲水基和亲油 基,它聚集在油/水界面上,可以降低界面张力和减少形成乳状液所需要的能量,从而提高乳 状液的能量。 乳化剂的作用是: 当它分散在分散质的表面时,形成薄膜或双电层,可使分散相带有电荷, 这样就能阻止分散相的小液滴互相凝聚,使形成的乳浊液比较稳定。 乳化剂分类: 上述皆为非离子型表面活性剂
异壬酸异壬酯 c12-15醇苯甲酸酯
酯类
酯类 酯类
极性
极性 极性
HD
C8 GTCC
异构十六烷
椰油醇辛酸酯 三辛酸甘油酯
塑胶件检验标准(2)
序号 项目
文件编号
GPJ-P02-A1 5
不合格判
制订日期 2006/05/09 修订日期 2006/05/09 页次
检验和试验方法 不合格内容 定 把试件放入恒温恒湿箱中, 将温度调到
方法一、 用漆膜划格器在喷涂表面划出 样板与实验 100个1mm×1mm正方形小格,用规格为 前比较,沿着 机 械 2 性 能 方法二、用规格为 3M 剥离力为 10N 胶 纸粘贴在被测样品丝印或喷油上, 胶纸 与接触面需无汽泡,然后以 90 度角用 力快速拉脱胶纸,重复 10 次。 取一块厚度3mm-4mm的样件有漆膜磨耗 耐磨性 仪加250g砝码测试。 膜剥落 涂膜受外界 物粘结而脱 落 A 附着力 3M剥离力为10N的透明胶带平整的粘在 刀口其脱落 试件方阵表面上, 以极快的速度将胶纸 块应小于5% 垂直从试件表面揭起,重复5次。 A
文件编号
GPJ-P02-A1 6
制订日期 2006/05/09 修订日期 2006/05/09 页次
涂膜表面泛 方法一、用直径2mm 的玻璃吸管将95% 白,变白等缺 耐 化 学 3 腐 蚀 性 耐盐水性 耐酒精性 方法二、用 95%浓度的酒精和八层棉 涂膜表面泛 A 布, 加 500g /cm的力度, 擦被测样品的 白,变白等缺 喷油或丝印面 100 次, 喷油或丝印不应 陷 露出底色。 将试件放入含5%的氯化钠溶液中, 温度 试件起泡,皱 15℃-35℃,浸泡24h,取出用自来水冲 皮,变色等 洗净,待自然放干燥后检查。 安 用高压测试仪(限定电流为1mA,电压 全 4 要 耐压强度。 求 备注:以上测试项目可根据客户要求而定。 7.5对喷漆件中套色机壳的检验规定 7.5.1相近油色(如银套蓝钻)的套色机壳工艺槽内允许混色、轻微露底。 (不能漫边) 7.5.2色差较大(如银套黑)的套色机壳工艺槽内不允许有混色和露底。 7.5.3套色机壳工艺槽附近喷涂难以覆盖的位置允许有轻微露底。 7.5.4套色机壳无工艺槽的棱边允许有分布较均匀的混色。 7.5.5处于临界状态不良现象具体以客户签板为准。 管制性文件,严禁翻印 Control document,Can’t be copy 警 耐压强度 5000V) 涂层面距离为10mm 的两点测试 有火花或报 Z 10秒内出现 A 的酒精吸取一滴约0.5g滴在试件上。 陷 A
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9、化学涂层作业标准1.1用肉眼确认化学涂层涂辊表面状态是否有以下情况1.1.1涂辊表面是否研磨不均一1.1.2涂辊表面是否有麻坑、气泡1.1.3涂辊表面是否清扫干净,特别是涂辊两端的断面1.1.4涂辊表面是否有膨胀及划伤的痕迹1.1.5涂辊表面钢带边部摩擦的地方是否有辊痕的痕迹1.2确认气压和油压是否达到以下的标准1.2.1气压一般为0.5~0.6kg/cm21.2.2油压一般为95~100 kg/cm21.3确认化学涂层上部涂辊和大背辊的间隙,涂辊没有接触大背辊时应通过手轮调整涂辊前进,直到接触大背辊为止1.4确认铬溶液托盘的干净度并通过调整托盘上下的手轮,把托盘调整到生产状态的位置1.5确认铬溶液的浓度和回流箱的液位,浓度必须达到技术标准的规定1.6确认铬溶液供给马达的正常性和管道的流畅1.7把化学涂层辊辊径输入到top/bott application roll dia,具体操作如下:在操作盘上找出Top/bott application roll dia开关,并在它的正下方把开关打向top的位置,然后在top∞bott roll dia 的正下方输入涂辊的实际直径,然后按set按钮,这样top 涂辊的辊径输入完毕设定bott涂辊的辊径时,在top/bott application roll的下方开关打向bott,然后按设定top涂辊辊径的方法进行设定就可以了1.8设定好各涂辊的周速比,设定方法如下:1.8.1在操作盘上找出top speed set mode(上部涂辊速度设定方式),把开关设定在IND(实际速度,一旦设定某一速度,涂辊就按设定速度运行,即不随生产线速度变化而变化)方式。
把开关打向ratio(比例)设置周速比,生产线速度的变化时涂辊的速度也会跟着变化。
生产线启动时涂辊运转方式应在ratio 方式下1.8.2在操作盘上找出top application roll speed (上部涂辊速度)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比设定1.8.3在操作盘上找出top pick up roll speed (上部提料辊速度)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定1.8.4设定bott application roll speed和bott pick up roll的周速比按照上部涂辊设定的方法进行设定就可以1.8.5设定周速比时务必按照技术标准规定设定1.9在操作盘上找出top和bott pick up roll rotation(上部和下部提料辊旋转)和top和bott application roll rotation(上部和下部涂辊旋转)按钮,并把它设定在生产中运转的方向,具体如下:※生产模式中(high)必须设定各涂辊和提料辊的旋转方向,在清扫模式中(low),可以不用设定涂辊和提料辊的转向1.10设定好各辊周速比和涂辊、提料辊旋转方向后,在操作盘上找出top head(上部机头)和bottom head(下部机头)按钮,然后按下run(运行)开关,这时,涂辊和提料辊开始运转1.11为了防止夹手和开始调辊时涂料的飞溅,涂辊开始运行时应设定在low(清扫)状态,同时各辊在清扫状态时辊运转的速度为25mpm1.12确认逆流杯是否插上,同时启动溶液泵,开始向托盘供给铬溶液,溶液泵的转速不宜过快,过快时涂料易飞溅1.13当提料辊接触铬溶液后,通过手轮旋转慢慢将提料辊靠近涂辊1.14当提料辊接触涂辊的瞬间,必须确认好涂辊取料情况,具体情况如下:1.15当提料辊和涂辊的间隙调整好后,在操作盘上找出top和bottom head speed (上部机头速度),并把开关打向high(生产模式)。
1.17确认涂辊表面是否有铬溶液,同时用手指轻点涂辊确认涂膜厚度的厚薄,厚时增加涂辊和提料辊的压力,反之减少涂辊和提料辊的压力,但必须达到技术标准(20~40mg/m2)1.18在操作盘再次确认top head Q-open mode 和lift roll Q-open mode是否设定在man方式1.19生产线正常运转,连接口通过化学涂层机头后,在操作盘操作top head Q-open mode -CLOSE(合上)按钮和操作lift roll Q-open mode-down按钮,化学涂层机开始工作1.20化学涂层机合上开始工作后必须注意如下几点:◇大背辊两边钢带没有覆盖的地方铬溶液涂层是否相等,不相等时应调节涂辊跟大背辊间隙◇通过肉眼或食指确认涂膜厚度,厚时压紧涂辊面辊与大背辊的间隙;薄时调松涂辊面辊与大背辊的间隙1.21安全及环境要求事项◇涂层机的涂辊表面情况一定要用肉眼确认,除测定涂膜以外,其余严禁用手接触运转的涂辊。
测定涂膜厚度时,衣袖一定要紧贴系好,防止被辊子夹住,同时必须两人一组作业◇一旦发生涂辊夹住事件,应立即踩下涂层机的安全带,涂辊马上停止运转10、硅涂机作业标准1.1用肉眼确认硅涂辊表面状态是否有以下情况1.1.1涂辊表面是否研磨不均一1.1.2涂辊表面是否有麻坑、气泡1.1.3涂辊表面是否清扫干净,特别是涂辊两端的端面1.1.4涂辊表面是否有膨胀及划伤的痕迹1.1.5涂辊表面钢带边部摩擦的地方是否有辊痕的痕迹1.2确认气压和油压是否达到以下的标准1.2.1气压一般为0.5~0.6kg/cm21.2.2油压一般为95~100 kg/cm21.3确认托盘干净度并通过调整托盘上下的手轮,把托盘调整到生产状态的位置1.4确认搅拌桶内的硅溶液的比重、黏度是否与技术标准相同1.5确认硅溶液泵是否清扫干净,运转有无异常响声1.6把涂辊辊径输入到top/bott application roll dia,具体操作如下:在操作盘上找出Top/bott application roll dia开关,并在它的正下方把开关打向top的位置,然后在top∞bott roll dia 的正下方输入涂辊的实际直径,然后按set按钮,这样top 涂辊的辊径输入完毕设定bott涂辊的辊径时,在top/bott application roll的下方开关打向bott,然后按设定top涂辊辊径的方法进行设定就可以了1.7设定好各涂辊的周速比,设定方法如下:1.7.1在操作盘上找出top speed set mode(上部涂辊速度设定方式),把开关设定在IND(实际速度,一旦设定某一速度,涂辊就按设定速度运行,即不随生产线速度变化而变化)方式;当设定在ratio时,涂辊的速度会根据生产线的速度的变化而变化1.7.2在操作盘上找出top application roll rotation(上部涂辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定1.7.3在操作盘上找出top pick up roll rotation(上部提料辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比设定1.7.4在操作盘上找出top transfer roll rotation(上部传料辊旋转)开关,并在它的下方把按钮拨向SV(设定值),然后操作up(速度增加)和down(速度减少)进行涂辊周速比的设定※下部硅涂涂辊周速比的设定方式与上部硅涂辊相同1.7.5设定周速比时务必按照技术标准规定设定1.8在操作盘上找出top pick up roll rotation(上部提料辊旋转)、TOP Transfer roll Rotation和top application roll rotation(上部涂辊旋转)按钮,并把它设定在生产中运转的方向,具体如下:※生产模式中(high)必须设定各涂辊、传料辊和提料辊的旋转方向,在清扫模式中(low),可以不用设定涂辊和提料辊的转向1.9设定好各辊周速比和涂辊、传料辊提料辊旋转方向后,在操作盘上找出top head(上部机头)和bottom head(下部机头)按钮,然后按下run(运行)开关,这时,涂辊、传料辊和提料辊开始运转1.10为了防止夹手和开始调辊时涂料的飞溅,涂辊开始运行时应设定在low(清扫)状态,同时各辊在清扫状态时辊运转的速度为25mpm,各辊压力调整完成后才把开关打到high(生产模式)1.11确认逆流杯是否插上,同时启动涂料泵,开始向托盘供给硅溶液,硅溶液泵的转速不宜过快,过快时涂料易飞溅、产生泡沫1.12当提料辊接触硅溶液后,通过手轮旋转慢慢将提料辊靠近传料辊1.13当提料辊接触传料辊的瞬间,必须确认好涂辊取料情况,具体情况如下:1.14通过压力显示盘显示的压力来确定涂辊和提料辊的之间的压力,具体如下(涂辊正常工作中的压力):1.15当压力盘压力显示稳定后,在操作盘上找出top 、bott head speed(上/下部机头速度),并把开关打向high(生产模式)1.16确认辊面是否出现细纹,同时用手指轻点涂辊确认涂膜厚度的厚薄,厚时增加涂辊和传料辊的压力,反之减少涂辊和传料辊的压力,也可通过周速比进行调整1.17在操作盘再次确认top head Q-open mode 是否设定在man方式1.18生产线正常运转素材投入生产连接口(焊接口)通过硅涂涂层机头后,在操作盘操作top 、bott head Q-open mode -CLOSE(合上)按钮,涂层机开始工作1.19在操作盘找出lift top roll(上部提升辊)和lift bottom roll(下部提升辊),并把它们设定在man(手动)方式;当硅涂辊合上后在操作盘找出lift top roll和lift bottom roll,并把按钮打在close(合上),合上的目的是增加带钢的张力,减少制品的边部的漏涂1.20涂层机合上开始工作后必须注意如下几点:◇通过肉眼或食指确认涂膜厚度,当出现涂膜厚度厚、薄时,压紧或放松传送辊、提料辊和涂辊的压力;也可通过周速比进行调整1.21安全及环境要求事项◇涂层机的涂辊表面情况一定要用肉眼确认,除测定涂膜以外,其余严禁用手接触运转的涂辊。
测定涂膜厚度时,衣袖一定要紧贴系好,防止被辊子夹住,同时必须两人一组作业◇一旦发生涂辊夹住事件,应立即踩下涂层机的安全带,涂辊马上停止运转◇所使用硅溶液抹布不能和涂料、稀释剂使用的抹布混在一起,很容易发生火灾◇涂层室的地面及使用过的物品,当班应进行清洁和整理◇生产硅钢期间,严禁有涂料或稀释剂放在涂层室或配料室,两者混合会发生严重火灾事故。