oee表格
合集下载
设备综合效率oee计算表 (1)
11600 12900
5000
0 14800 18900 7500 17560 16500 17500
0.057 0.045
0.062
0 0.075 0.07 0.097 0.07 0.07 0.07
72.7% 92.1% 96.9% #DIV/0! 86.7% 95.9% 90.9% 96.0% 90.2% 95.7%
320
0 1280 1400 800 1280 1280 1280
0
0
0
0
0
20
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
910 630
320
0 1280 1380 800 1280 1280 1280
100.0% 100.0% 100.0% #DIV/0! 100.0% 98.6% 100.0% 100.0% 100.0% 100.0%
26
27
28
29
30
6月 31 综合
1320 1320 1320 1320 1320
0 30540
OEE表格

1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
1440 1440 1440
1440
100.0%
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
0
#DIV/0!
K
OEE设备综合效率 =E*J*G
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
1440 1440 1440
OEE统计表

F—设备故障/维修
G—工装故障/维修
E—检验
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
: : : : : : : : : : : : : : : : : : : 产出 合计
作业内容:A—正常生产 B—更换工装/模具 C—韧磨/更换刀具 D—待料/待单 H—设备更换调试 I—品质异常及处理 J—5S/休息 K—其它(在备注栏注明)
四川绵阳三力股份有限公司
设备综合效率(OEE)统计表
车间: 日期 班次 员工姓名 工段: 产品型号 名称 批次号 计划 数量 设备名称/型号: 工序名称 标准时间 (秒/件) 公司编号: 起止时间 生产 状态 良品 数量 不良 数量 备注
: : : : : : = 时间开动率×性能开动率×合格品率 =合格产品的理论加工总时间÷负荷时间 设备综合效率(OEE)
车间OEE报表

3月15日日期班次流水线人pcs不合格pcs计划停机时间分钟每班工作时间小时额定每分钟产能pcsmi实际运行时间分钟合格率时间效率设备故障停机率故障停会议培训3月10日3月11日3月12日3月13日3月14日3月15日rdx60ijkl设备故障停机率10且性能效率100判定可接受
0.47
OEE数据汇总表
9 3月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 3月10日 12 4000 43
12 30
13 5.64 738 98.9% 95% 96.1% 89.9% 0.0%
11 3月11日 11 3745 35
120 30
93.0% 3月6日
69.0% 3月7日
3月8日
88.1% 3月9日
89.9%
92.0%
89.3%
90.7%
77.9%
3月10日 3月11日 3月12日 3月13日 3月14日
90.8% 3月15日
120.0% 100.0% 80.0% 60.0% 40.0% 20.0% 0.0%ຫໍສະໝຸດ 时间效率%88.1%
89.9%
92.0%
89.3%
90.7%
性能效率%
OEE
90.8%
160.0% 140.0% 120.0% 100.0%
1起50始%日期:
87.0% 100%
50%
0% 3月1日
3月1日 —— 3月15日
89.2%
77.3%
86.1%
3月2日 3月3日 3月4日
89.4% 3月5日
起始日期:
3月1日 —— 3月15日
0.47
OEE数据汇总表
9 3月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 3月10日 12 4000 43
12 30
13 5.64 738 98.9% 95% 96.1% 89.9% 0.0%
11 3月11日 11 3745 35
120 30
93.0% 3月6日
69.0% 3月7日
3月8日
88.1% 3月9日
89.9%
92.0%
89.3%
90.7%
77.9%
3月10日 3月11日 3月12日 3月13日 3月14日
90.8% 3月15日
120.0% 100.0% 80.0% 60.0% 40.0% 20.0% 0.0%ຫໍສະໝຸດ 时间效率%88.1%
89.9%
92.0%
89.3%
90.7%
性能效率%
OEE
90.8%
160.0% 140.0% 120.0% 100.0%
1起50始%日期:
87.0% 100%
50%
0% 3月1日
3月1日 —— 3月15日
89.2%
77.3%
86.1%
3月2日 3月3日 3月4日
89.4% 3月5日
起始日期:
3月1日 —— 3月15日
设备综合效率OEE统计表

35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
中 班
16:00 17:00 18:00 19:00 20:00
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
10
15
20
25
30
35
40
45
50
55
60
10
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
中 班
16:00 17:00 18:00 19:00 20:00
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
10
15
20
25
30
35
40
45
50
55
60
10
oee分析表

工序 4(振机,烘干) 71.429% 107.692% 98.810% 76.007%
工序 5(CNC1) 71.429% 106.410% 96.386% 73.260%
工序 7(CNC2) 90 30 1 30
30 120
工序 8(机加工) 5 15 1 15
30 90
工序 7(CNC2) 85.714% 263.333% 94.937% 214.286%
1.333333333 1440 10080 8000
9947.368421 1142.857143 1421.052632
24.34%
工序 2(冲水口) 14 6
1.714285714 1440 8640 8000 7480
1333.333333 1246.666667
-6.50%
工序 3(磨边) 14 6 2
=C - D =A x E =F x G
零件名称 零件编号
工序 1(压铸) 2 10
600
60 540 1080
7 7560
工序 2(冲水口) 2 8
480
60 420 840
6 5040
ECL ECL日期
工序 3(磨边) 2 8
480
60 420 840
6 5040
工序 4(振机,烘干) 2 8
480
1000
900
850
840
830
790
750
0
L.
试产总的合格品数量 (一次直通,不含返工)
900
850
840
830
800
750
730
M.
试产总的不合格品数量
=K - L
oee统计表格

oee统计表格
OEE(Overall Equipment Effectiveness)是一个用于评估设备效率的指标,它可以帮助企业了解设备的性能和潜在的改进空间。
以下是一个简单的OEE统
●日期:评估的日期。
●设备名称:被评估的设备名称。
●运行时间:设备实际运行的时间。
●停机时间:设备因故障、维护等原因停止运行的时间。
●故障次数:设备在评估期间发生的故障次数。
●实际产量:设备在评估期间的实际产出数量。
●理论产量:设备在评估期间的理想产出数量(假设无故障、无停机)。
●OEE:设备的整体设备效率,计算公式为(实际产量/理论产量)*(运
行时间/总时间)*100%。
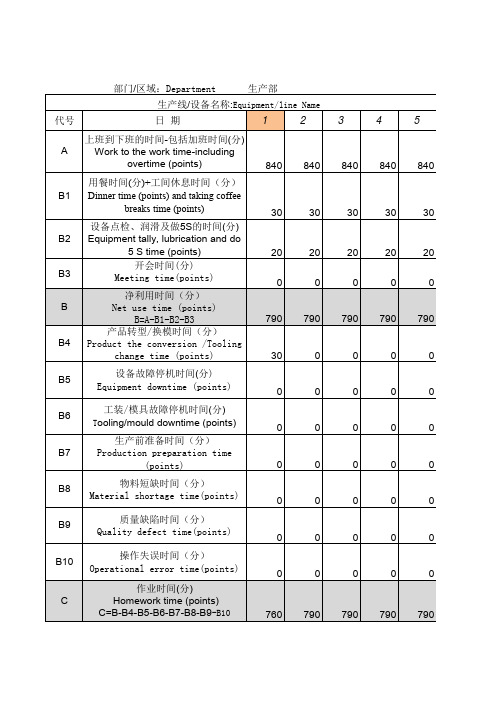
OEE计算标准表
此行为休息时间,不应 班的时间,没排班的应 休息时间只是上班期间 和吃饭时间。
此行请填写实际现场每 时间记录之和,同时请 将基础记录做好。
ห้องสมุดไป่ตู้
此处填写时,一线多产 和标准工时逐个计算总 计算加权节拍,总生产 良品。
此行为休息时间,不应包含没有排 班的时间,没排班的应算计划停止; 休息时间只是上班期间,中途休息 和吃饭时间。
此行请填写实际现场每天的开停机 时间记录之和,同时请生产部配合 将基础记录做好。
此处填写时,一线多产品的用产量 和标准工时逐个计算总工时,然后 计算加权节拍,总生产数要包含不
此行请填写实际现场每 时间记录之和,同时请 将基础记录做好。
ห้องสมุดไป่ตู้
此处填写时,一线多产 和标准工时逐个计算总 计算加权节拍,总生产 良品。
此行为休息时间,不应包含没有排 班的时间,没排班的应算计划停止; 休息时间只是上班期间,中途休息 和吃饭时间。
此行请填写实际现场每天的开停机 时间记录之和,同时请生产部配合 将基础记录做好。
此处填写时,一线多产品的用产量 和标准工时逐个计算总工时,然后 计算加权节拍,总生产数要包含不
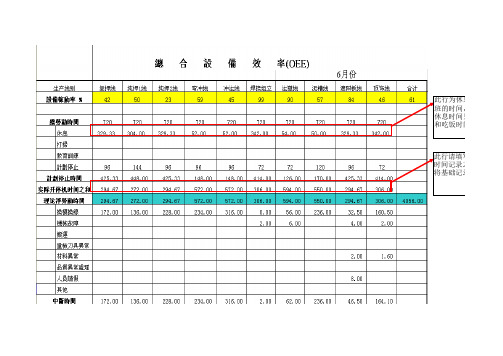
OEE和OPE指标计算统计表

月
统计月份:2017年5Fra bibliotek月9日 10日 11日 12日 13日 14日 15日 16日 17日 18日 19日 20日 21日 22日 23日 24日 25日 26日 27日 28日 29日 30日 31日
实际OEE=时间稼动率×性能稼动率×良品率 OEE指标要求
注明:1、 基准周期时间:设备(生产线)原设计产出单位产量所需的时间(C/T)。实际周期时间:目前设备(生产线)实际产出单位产量所需的时间;
OEE指标计算表:
线别:发泡1#线
编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 良品率 性能稼 动率 速度稼 动率A 异常停 机时间 时间稼 动率 各项指标计算/日期 计划点检保养时间(H) 休息时间(H) 计划停 计划停产时间(H) 机时间 员工培训时间(H) 会议时间(H) 设备计划检修时间(H) 计划停机合计时间M(H) 设备应开动时间N(H) 设备负荷时间K=N-M(H) 设备故障时间(H) 品质异常停机时间(H) 来料异常停机时间(H) 夹具异常停机(H) 换型、换线时间(H) 员工请假影响时间(H) 其他突发事故时间(H) 异常停机时间合计S(H) 时间稼动率=(K-S)/K×100% 设备异常降速运行影响时 间O(H) 短暂停影响时间P(H) 基准周期时间T1 实际周期时间T2=T1-O-P 速度稼动率A=T2/T1 生产产量W 单台实际周期时间(S) 实质稼 动率B 稼动时间=设备负荷时间 K-S(异常停机时间) B=W*单台周期/稼动时间 性能稼动率=A*B×100% 该线良品率(100%) 1日 2日 3日 4日 5日 6日 7日 8日
(完整版)OEE记录表格(设备综合效率)
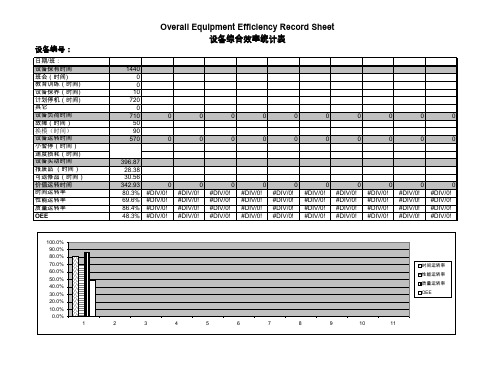
1440
0
0
10
720
0
710
0
0
0
0
0
0
0
0
0
0
50
90
0
0
0
0
0
396.87 28.38 30.56
342.93 80.3% 69.6% 86.4% 48.3%
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
4
符号:
P 设备保养 D 无生产计划
C 换模 T 模具或设备故障(需注明故障名称)
R 休息 W 待料
A 调试新模具 O 其它
维修和处理结果及验证 最终解决方案和验证
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
100.0%
90.0%
80.0%
70.0% 60.0% 50.0% 40.0% 30.0%
时间运转率 性能运转率 质量运转率 OEE
20.0%
10.0%
0.0%
设备综合效率OEE计算(附计算表格)

OEE(设备综合效率)
OEE计算(文末附计算表格)
1、OEE=时间开动率x性能开动率x合格率
2、时间开动率=实际操作时间/计划工作时间
计划工作时间=总可用时间-计划停机时间
(计划停机时间为员工休息、吃饭时间,计划保养时间)
实际操作时间=计划工作时间-计划外停机时间
(计划外停机时间为计划工作时间中设备故障、设备调整、设备紧急换型等非计划性时间)
3、性能开动率=实际产量/(实际操作时间/理想节拍时间)
4、合格率=良品数量/实际总产量
例如:某设备1天工作时间为24h,员工用餐、休息时间90min,班中计划保养停机60min,故障停机20min,生产中工艺调整30min,产品的理论加工周期为1.2min/件,一天加工产品1000件,有100件废品,求这台设备的设备综合效率OEE
备注:浅绿色为需要输入数据。
OEE计算公式表

数据导入
总投入时间 计划停机时间 故障 调机 换线 暖机 总产出量 总不良数 理论周期 实际周期 模具故障时间 设备故障次数 模具故障次数 调机次数 设备故障时间 故障次数 MTBF MTTR 4104 180 20 0 0 45 2365 0 1.430769231 1.735306554 30 2 1 3 50 6 643.1666667 8.333333333
0.876851317 纯稼动率 1.06348795 速度稼动率 0.824505173 良品率 1 OEE1 86.23% OEE 82.45%
0.824505173 总产出量 2365 理论周期 1.430769231 总产出量 2365 时间稼动率 0.98343527 OEE1 0.862326511
换线 0 暖机 45
稼动时间 385率 1 总投入时间 4104
负荷时间 3924 当机时间 65 稼动时间 3859 时间稼动率 0.98343527 性能稼动率 0.876851317 总投入时间 4104 故障 20 负荷时间 3924 稼动时间 3859 理论周期 1.430769231 速度稼动率
公式表
计划停机时间 180 调机 0 当机时间 65 负荷时间 3924 总产出量 2365 纯稼动率
1.06348795 实际周期 1.735306554 实际周期 1.735306554 总不良数 0 性能稼动率 0.876851317 负荷时间 3924
理论周期 1.430769231 实际周期 1.735306554
理论产量 325 总产出量 2365
理论时间 465 总投入时间 4104
式表
总投入时间 计划停机时间 故障 调机 换线 暖机 总产出量 总不良数 理论周期 实际周期 模具故障时间 设备故障次数 模具故障次数 调机次数 设备故障时间 故障次数 MTBF MTTR 4104 180 20 0 0 45 2365 0 1.430769231 1.735306554 30 2 1 3 50 6 643.1666667 8.333333333
0.876851317 纯稼动率 1.06348795 速度稼动率 0.824505173 良品率 1 OEE1 86.23% OEE 82.45%
0.824505173 总产出量 2365 理论周期 1.430769231 总产出量 2365 时间稼动率 0.98343527 OEE1 0.862326511
换线 0 暖机 45
稼动时间 385率 1 总投入时间 4104
负荷时间 3924 当机时间 65 稼动时间 3859 时间稼动率 0.98343527 性能稼动率 0.876851317 总投入时间 4104 故障 20 负荷时间 3924 稼动时间 3859 理论周期 1.430769231 速度稼动率
公式表
计划停机时间 180 调机 0 当机时间 65 负荷时间 3924 总产出量 2365 纯稼动率
1.06348795 实际周期 1.735306554 实际周期 1.735306554 总不良数 0 性能稼动率 0.876851317 负荷时间 3924
理论周期 1.430769231 实际周期 1.735306554
理论产量 325 总产出量 2365
理论时间 465 总投入时间 4104
式表
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
短时停止或空转时间
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
0 0 0 注:所有时间单位均以( 分钟 )计算;生产周期为( 分 / 个 );效率为( % ) 。
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
表
日 期: 年 月 19 20 21 22 23 24 25 26 27 28 29 30 31 全月总计 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ######
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
制表人:
设备名称: 1 2 3 4 5 6 7 8 9
日 期:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 2
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
设 备 效 率 计 算 表
设备编号: 日期 总工作时间 点检保养 计划 工间休息 停止 时间 计划维修 停产调整 负荷时间 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 调整 计划 外 故障维修 停止 停工 时间 其它 运行时间 0 生产总数 不良品数 基准生产周期 实际生产周期 时间运行效率 速度运行效率 有效运行效率 性能运行效率 良品率 综合效率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DI
0 0 0 注:所有时间单位均以( 分钟 )计算;生产周期为( 分 / 个 );效率为( % ) 。
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
表
日 期: 年 月 19 20 21 22 23 24 25 26 27 28 29 30 31 全月总计 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ######
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
0
0
0
0
0
0
0
0
0
0
0
0
0
制表人:
设备名称: 1 2 3 4 5 6 7 8 9
日 期:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 2
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.
#DIV/0!
#DIV/0!
#DI
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
!
#DIV/0!
设 备 效 率 计 算 表
设备编号: 日期 总工作时间 点检保养 计划 工间休息 停止 时间 计划维修 停产调整 负荷时间 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 调整 计划 外 故障维修 停止 停工 时间 其它 运行时间 0 生产总数 不良品数 基准生产周期 实际生产周期 时间运行效率 速度运行效率 有效运行效率 性能运行效率 良品率 综合效率