CSP冷轧基板罩式炉退火粘结研究
冷轧罩退产品缺陷分析及改进措施

冷轧罩退产品缺陷分析及改进措施摘要:冷轧罩退的粘结缺陷问题是较为常见的一种问题,冷轧罩式退火工艺可以避免受到品种规格的限制而表现出良好的应用特性,能够有效的减少粘结缺陷问题,文章就此展开分析。
关键字:冷轧;罩退;粘结1、前言冷轧罩式退火工艺在连续退火技术快速发展的过程中,依然由于其良好的应用范围和灵活的生产过程而得到了较为广泛的应用,不仅投资较少,同时能耗也相对较低,文章就此分析其生产的产品缺陷问题,以及具体的改善策略。
2、产品缺陷问题2、1刮擦冷轧钟形退火是传统的退火工艺,在后热处理技术的商业化时代,钟形退火工艺仍然存在。
它对带钢的规格和高质量品种不受各种限制。
生产非常灵活,应用的技术非常广泛。
该技术更加成熟,投资少,能耗低。
钟型退火是分批式堆叠退火,有单层堆叠和多层堆叠两种类型。
唐山钢铁集团有限责任公司的表面回流设计方法是单反应器全氢全气氛热处理。
在表面返回过程中最常见的明显缺陷是粘结。
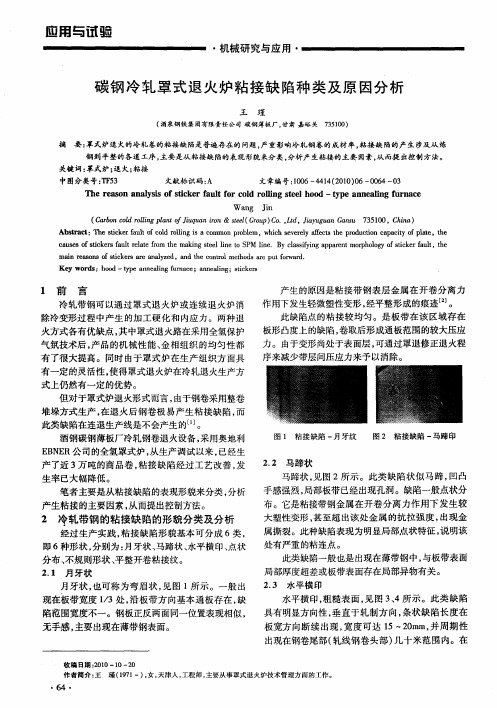
简而言之,粘结实际上是将退火的钢带彼此粘结在一起,压扁后,发现点弧变成点棒,沿轧机方向成排的弧形折痕。
自从唐钢冷轧厂在达到生产能力以来,这种粘结不仅会影响带钢外表面的质量,而且在测试不均匀闭合线圈时甚至会造成刮擦,并成为废卷,更严重的钢粘结现象可能导致带钢产品切割损失,这将严重影响生产过程的经济效益。
2、2异物压入在热轧过程中,当粗轧道次导致具有更大孔隙率和明显缺陷的连铸板坯变形时,板坯拐角零度以下的中间位置区域已超过板坯的局部塑性极限材料在侧压力作用下变形,并确实形成了拐角裂纹。
在第一个变形过程中无法在板坯过程中焊接这样的小裂纹,然后沿着板坯方向形成断续的叠层,并随着板坯中间的翻边过程而旋转到板坯的两侧。
最后,它主要分布在距离热轧板边缘20-30mm的区域。
同时,在热轧并压入带材表面后,材料表面仍残留有疤痕,或者板坯表面发火,清洁的长宽比确实是不够的,轧制的表面更严重地被刮伤,并且坯料再次被浇铸,这也会在带钢表面形成疤痕。
碳钢冷轧罩式退火炉粘接缺陷种类及原因分析
( abncl rln ln o i u ni n&s e( r p C .Id J yg a as 7 5 0 ,C i ) C ro o l gpatfJ q nG nu 3 10 h a e u z a n
火方 式各 有优 缺点 , 中罩 式退火 路在采用 全氢保 护 其 气氛 技术后 , 品 的机 械性 能 、 相组 织 的均匀 性都 产 金
产 生 的原 因是粘 接 带钢 表 层金 属 在 开卷 分 离 力 作用下 发生轻微 塑性变形 , 经平 整形 成 的痕 迹 J 。 此 缺 陷点 的粘 接 较均 匀 。是 板带 在 该 区域 存 在 板形 凸度上 的缺陷 , 卷取后形 成通 板范 围的较大 压应 力 。 由于变形 尚处 于表面层 , 可通 过罩退修 正退 火程 序 来减少 带层间压应 力来 予 以消 除 。
应用 与i 式验
・
机械研究与应用 ・
碳 钢 冷 轧 罩 式 退 火 炉 粘 接 缺 陷 种 类 及 原 因分 析
王 瑾
( 酒泉钢铁 集团有限责任公 司 碳钢薄板厂 , 甘肃 嘉峪关 75 0 ) 3 10
摘
要 : 式炉退 火的冷轧卷的粘接缺 陷是普遍存在的 问题 , 罩 严重影响冷轧钢卷的成材率 , 粘接 缺陷的产生 涉及从 炼 钢到平整的各道.序 , T 主要是从粘接缺 陷的表现形貌来分类, - 分析产生粘接 的主要 因素 , 而提 出控制方法。 从
K e o ds:h o —tpe a n ai g f r c yw r o d y n e ln una e;a ne lng;sik r n ai tc e s
1 前 言 冷轧 带钢可 以通 过 罩 式退 火 炉或 连 续退 火 炉消 除冷 变形过 程 中产 生 的加 工 硬 化 和 内应 力 。两 种退
冷轧板退火过程中的粘结问题及解决措施
1
粘结 陷的表现形式
唐 钢冷 轧带 钢 粘 结 多 发 生 在 带 钢 中 部 , 少 量
在边 部
粘结 钢 卷 在 平 整 生 产 时 , 由于 粘 结 部 位
突然 被撕 开 , 带钢 局部 应 力超 过屈 服极 限 ,从 而 导 致 形 成垂 直 于带 钢 长 度 方 向 的弧 形 粘 结 纹缺 陷 , 甚 至 出现 撕 裂的情 况 , 严重 影 响产 品质 量
势就 越 明显 , 处 于底 部就越 易粘 结 因此 , 在 生产 h 镇0. 7m m 薄 规格 钢 卷 时 , 罩退 机 组 采 用 人 工 组
规格 的卷取 张力 制度 见表 1
冷硬卷的卷取张力
0.40 ~ 0.50 3.5 0.50~ 1.15 3.0 ) 1.15 2.7
表2
SP C C 钢 不 同 规 格 带钢 的 退 火 工 艺 制 度
热点 / 冷点 / ∃ 十缓 冷 时间 / h
700/620 + 3 7 0 0 / 6 10 + 2 6 90 / 6 10 + 2
力 , 以减少粘 结 缺 陷 表 2 为 SP CC 钢种不同规 格 带钢 的退火 工 艺制度
缘粘结 , 不 仅不 利 于后 工 序开 卷 , 而且 会降低 产 品 成材率 根 据生 产 实际 , 经过 多次调 整 , 不 同产 品
表 1
产 品 厚 度 /m m 卷 取 张 力 /M P a 毛0. 40 4 .5
别 为 6 20 7 10 0 , 经 过 跟 踪 产 品 性 能 , 厚 1. om m C 规 格退 火卷 的伸 长率 为 4 % 一4 % (标准 3 % ), 6 7 厚 1. sm m 规 格 退 火 卷 的 伸 长 率 为 4 % 一 4 % 9 (标准 3 % ) , 远 远 高 于标 准要 求 8 经统计, 唐钢
退火工艺及冷轧压下率对CSP工艺低碳冷轧板微观组织及织构演变规律的影响

退火工艺及冷轧压下率对CSP工艺低碳冷轧板微观组织及织构演变规律的影响孙树杰;金自力【摘要】以包钢CSP工艺生产的5.0 mm热轧板在实验室分别压下到1.75,1.25和0.75 mm冷硬板为原料,在实验室模拟了包钢罩式退火工艺,观察了不同压下率试样的显微组织.实验表明,通过观察罩式退火过程中试样的组织的变化,确定了再结晶开始温度在540℃左右,再结晶终了温度为700℃左右.并用X射线检测了试样在热轧和成品两个阶段的织构.结果表明,随着冷轧压下率的增大,再结晶进行的速度增:大,成品试样的织构密度增大,织构类型以{111}<110>和{111}<112>织构为主,但两者织构密度相差不大.【期刊名称】《内蒙古科技大学学报》【年(卷),期】2011(030)001【总页数】4页(P30-33)【关键词】冷轧压下率;CSP;退火;金相组织;织构【作者】孙树杰;金自力【作者单位】内蒙古科技大学材料与冶金学院,内蒙古,包头,014010;内蒙古科技大学材料与冶金学院,内蒙古,包头,014010【正文语种】中文【中图分类】TG335.12近年来,工业发达国家在钢材结构上的一个明显变化,是在保持钢材板带比持续提高的前提下,高附加值的深加工冷轧板带产品及涂镀层板显著增加[1].织构、R 值、金相组织随冷轧压下率的变化呈现一致的变化趋势,说明内在的冷轧织构和退火织构决定了板材冲压性能的优劣[2].影响组织再结晶的因素很多,但退火工艺和冷轧压下率相对来说非常重要.本文采用包钢CSP 5.0 mm厚成本板为原料,现场冷轧为0.75,1.25和1.75 mm的冷硬板在实验室进行罩式退火工艺模拟,用蔡氏光学显微镜观察试样再结晶的变化,确定再结晶的始末温度,并用X射线检测热轧和成品两个状态的试样的织构.研究不同退火工艺和冷轧压下率下成品钢板织构演变规律,为开发新的具有高附加值的产品提供一定的理论依据.本实验所用材料是以包钢CSP热连轧厚度为5.0 mm的热轧板为冷轧基料,分别冷轧到1.75,1.25和0.75 mm的冷轧钢板,相对应的压下率分别为65%,75%和85%.原料的化学成分见表1.将冷轧样做成一定数量宽度为10 mm的小块,随后在SX13–BLL箱式保温电阻炉模拟现场罩式退火工艺,并在不同温度下取样,冷却方式为空冷.退火工艺曲线如图1所示.利用蔡氏光学显微镜观察退火试样的金相组织,明确再结晶的始末温度和组织的变化.利用Mo靶X射线衍射仪测其成品织构随压下率变化规律.图2(a)所示为热轧原样金相组织,可以看出,原样的晶粒类似等轴晶粒.图2(b),(c)和(d)是由热轧原样分别冷轧压下率为65%,75%和85%轧制后所得到,可见图中组织是纤维长条状组织,并且随着冷轧压下率的增大,冷轧晶粒越细长,冷轧纤维组织越明显.图3,4,5分别是冷轧压下率为65%,75%和85%轧制后退火过程中所得到的,从图3,4,5中可以看出,500℃退火时,试样组织仍保持纤维状组织,在540℃退火温度看到很少的再结晶晶核,说明在540℃以前处于回复阶段.随着不断升温,再结晶晶粒不断增多,到700℃时,基本完成了再结晶.试样在700℃时的晶粒大于600℃时的晶粒,表明随退火温度的升高,退火试样再结晶百分比增加的同时,晶粒长大得更为充分.再结晶晶粒已经完全后,随保温时间的延长,由长条晶粒逐渐转变为饼形晶粒.继续延长保温时间,试样的颗粒的饼形度逐渐减小.图6(a)是热轧原样φ2=45°截面ODF图,从该图6(a)可以看出,α取向线织构密度不是很大,主要有{100}<110>织构、{112}<110>织构和{111}<110>织构,且{111}<110>织构密度最大,达到了1.58.γ取向线织构较为集中,分布主要有{111}<110>织构、{111}<112>织构和{111}<011>织构,最大密度也达到了1.58.再结晶的回复和初期阶段对这种低碳钢板α取向线和γ取向线的影响很小[3].图6(b)是冷轧压下率为65%的成品试样φ2=45°截面ODF图,可以看出来该图织构类型较少,且α取向线和γ取向线织构密度都较低,α取向线上分布主要有{100}<110>织构和{112}<110>织构,且{100}<110>织构密度为1.64.γ取向线织构分布主要为{111}<112>织构,且{111}<112>织构最大密度为1.64.图6(c)是冷轧压下率为75%的成品试样φ2=45°截面ODF图,可以看出该试样织构类型较为混乱,但主要集中在α取向线和γ取向线上.α取向线织构分布主要有{112}<110>织构、{111}<110>织构和{110}<110>织构,最大密度为2.42.γ取向线织构分布主要有{111}<110>织构、{111}<112>织构和{111}<011>织构,最大密度为2.42.图6(d)是冷轧压下率为85%的成品试样φ2=45°截面ODF 图,该图中α取向线织构密度较高,主要织构类型为{100}<110>织构、{112}<110>织构和{111}<110>织构,最大密度达到了3.44.γ取向线分布主要有{111}<110>织构、{111}<112>织构和{111}<011>织构,最大密度达到了2.87.综上所述,随着冷轧压下率的增大,成品试样的织构密度增大,织构类型以{111}<110>和{111}<112>织构为主,但两者织构密度相差不大,即冷轧压下率为85%的成品试样织构类型最好,且其有利于钢板的深冲性能.(1)对包钢CSP低碳5.0 mm的热轧板在冷轧压下率分别为85%,75%和65%冷变形范围内冷轧,采用同一退火工艺退火,再结晶开始温度都在540℃左右,再结晶终了温度在700℃左右.(2)随着冷轧压下率的增大,织构密度增大,织构类型以{111}<110>和{111}<112>织构为主,但两者织构密度相差不大,压下率为85%的成品试样结构最好,利于钢板深冲性能的提高.【相关文献】[1]陈永和,陈守群.国外冷轧板带产品的发展[C].第二届薄钢板质量研讨会论文集[A].上海:中国金属学会,2002.16-26.[2]齐建群,董春雨,赵志毅,等.冷轧压下率对SPCC钢板组织和性能的影响[J].金属世界,2007,(4):30-33.[3]李一鸣,任慧平,金自力,等.CSP工艺不同冷轧压下率低碳钢板退火织构的演变[J].内蒙古科技大学学报,2009,28(1):72-75.。
CSP薄板冷轧退火组织和织构的研究

CSP薄板冷轧退火组织和织构的研究马胜梅;金自力;任慧平;孔学云;张晓燕【期刊名称】《内蒙古科技大学学报》【年(卷),期】2007(026)001【摘要】采用EBSD分析方法,对CSP试验钢冷轧板退火过程中组织转变和再结晶织构的演变进行分析,结果表明,在退火过程中,α取向线上的{112}<110>和{110}<110>织构的取向密度基本上没有变化,{100}<110>织构的取向密度是逐渐降低的,而{111}<110>织构有所增强,γ取向线上{111}<011>和{111}<112>织构都是呈先降低后升高的趋势,而且最终{111}<011>和{111}<112>两种织构的取向密度趋于相等,分别为5.28和5.24.【总页数】5页(P37-41)【作者】马胜梅;金自力;任慧平;孔学云;张晓燕【作者单位】内蒙古科技大学,材料与冶金学院,内蒙古,包头,014010;内蒙古科技大学,材料与冶金学院,内蒙古,包头,014010;内蒙古科技大学,材料与冶金学院,内蒙古,包头,014010;内蒙古科技大学,材料与冶金学院,内蒙古,包头,014010;包头钢铁(集团)公司薄板厂,内蒙古,包头,014010【正文语种】中文【中图分类】TG156.21【相关文献】1.退火工艺及冷轧压下率对CSP工艺低碳冷轧板微观组织及织构演变规律的影响[J], 孙树杰;金自力2.冷轧及退火工艺对包钢CSP薄板织构演变的影响 [J], 李涛;金自力3.基于CSP工艺下DC04冷轧板在退火过程中组织和织构演变的研究 [J], 吴志方;况嘉伦;石俊;何大亮;方智;雷浩;程伊婷;吴润4.退火工艺及压下率对超低碳CSP冷轧薄板织构的影响 [J], 刘海霞;王宝昆;金自力5.退火温度对基于CSP热轧板生产的DQ级冷轧板组织性能和织构的影响 [J], 飞尚才;蒋小霞;苟宁年;徐楠因版权原因,仅展示原文概要,查看原文内容请购买。
罩式退火带钢粘结缺陷的产生原因及控制措施

2009年6月Jun 2009METAL MATERIALS AND METALLURGY ENGINEERING收稿日期:2009-03-18作者简介:马颖泉(1966-),男,工程师,主要从事连铸生产技术工作。
罩式退火带钢粘结缺陷的产生原因及控制措施Created Causes and Controlling measures of the Bond Defect for Cold Rolled Stripin Bell -type Annealing FurnaceMA Ying -quan ,LIU Yin(Tangshan Iron and Steel Co.Ltd.,Tangshan063016,China )ABSTRACT :In view of the bond defect recently created in manufacture in bell -type annealing furnace at Tanggang ,studies and analyzes in detail the mechanism and the effect factors of the strip bonding in annealing ,moreover proposes the relevant controlling measures ,therefore prevents effectively coming into existence of the bond defect.KEY WORDS :strip ;bell -type annealing ;bond defect ;controlling measures摘要:结合唐钢近期生产中发生钢卷粘结的缺陷,对带钢退火时粘结产生的机理和影响钢卷粘结的因素作了详细分析,并提出了相应的控制措施,有效地控制了粘结缺陷的产生。
关键词:钢卷;罩式退火;粘结缺陷;控制措施中图分类号:TG 162.86文献标识码:A文章编号:1005-6084(2009)03-0039-03马颖泉,刘颖(唐山钢铁股份有限公司,河北唐山063016)罩式退火钢带粘结缺陷是指冷轧退火钢卷相邻层之间相互粘和在一起,造成钢卷开平时钢板表面变形、损伤、甚至撕裂的缺陷。
罩式退火工艺对CSP冷轧薄板组织的影响

罩式退火工艺对CSP冷轧薄板组织的影响马胜梅【摘要】本文根据光学显微镜、扫描电子显微镜(Quanta 400)及配套HKL Channel5型电子背散射分析系统对包钢SPCC 0.55mm冷轧样在再结晶退火过程中显微组织和微区取向转变的分析结果,设计了6种罩式退火工艺,并对六种工艺下退火钢板进行显微组织分析,测定了六种退火工艺下晶粒尺寸分布,发现10~25μm 晶粒长大的同时是伴随0~10μm晶粒的消失.实验结果表明,随着退火温度的升高,再结晶过程是大晶粒逐步吞并小晶粒的过程.【期刊名称】《内蒙古石油化工》【年(卷),期】2015(000)019【总页数】3页(P82-84)【关键词】再结晶退火;织构;冷轧薄板;深冲性能【作者】马胜梅【作者单位】包头职业技术学院,内蒙古包头 014010【正文语种】中文【中图分类】TG156.21冲压性能的好坏与晶粒结构有密切关系,与带钢板面平行的{111}晶面越多,深冲性能就越好[1]。
通常我们用材料的塑性应变比r值、加工硬化系数n值和屈强比来衡量板材深冲性能的好坏[2]。
热轧、冷轧低碳钢的组织特征是铁素体晶粒组织和一定数量的渗碳体,所以决定其性能好坏的组织首先是铁素体晶粒的大小、形状及均匀程度、晶体取向,其次是渗碳体的尺寸大小及分布的弥散程度[3]。
因此,退火后的钢板组织深受热轧和冷轧组织的影响。
退火后钢板的组织是饼形晶粒,饼形晶粒的特征对钢板的深冲性能的影响是否有规律可寻,本文将通过对退火后钢板晶粒的尺寸分布和饼形晶粒的特征与钢板的性能之间的关系进行研究。
本文根据CSP冷轧板罩式退火再结晶温度区间织构演变特点设计了六种不同的退火工艺,并对其进行力学性能测试,根据结果找出退火后组织特征与工艺和性能的关系。
这将对冷轧深冲钢板退火生产提供极高的理论和实验依据。
1 实验材料及方法1.1 实验材料试验材料为取自CSP生产的0.55mm冷轧料,试样成分及工艺参数如表1。
罩退冷轧钢带粘结缺陷分析及工艺优化

Ab s t r a c t : T a k e t h e c o l d—r o l l e d s t r i p o f 0 . 8 mm S P C C a s a n e x a mp l e , p r o c e s s t e mp e r a t u r e a n d i n t e r l a mi n a r s t r e s s d i s t r i b u t i o n
o f F u l l —h y d r o g e n Be l l —t y p e An n e a l i n g F u r n a c e
Li Pi ng
( S h a n d o n g I r o n& S t e e l G r o u p C o . , L t d .J i n a n C o mp a n y , J i n a n 2 5 0 1 0 1 S h a n d o n g , C h i n a )
要问题 , 月改判率最高达 1 . 4 %。
面的辐射换热 、 加热罩外表面散热 、 加热罩壁 的导 热。冷却罩内的传热主要是空气与内外罩的对流换 热、 内外罩表面的辐射换热 、 冷却罩外表面散热 、 冷 却 罩 内部 导热 。
罩 退冷 轧 钢 带粘 结缺 陷分 析及 工 艺优 化
李 平
2 5 0 1 0 1 )
( 山东钢铁股份有限公司济南分 公司 , 山东 济南
摘
要: 以厚度规格为 0 . 8 m m的 S P C C冷轧钢带为例 , 利用 A N S Y S 有限元分析软件分析了钢卷在全氢罩式炉
退 火过程 的温度 和层 间压应力分布情况 , 得 出在冷却 阶段卷心温度为 6 5 0℃左右和 4 5 0 o C左右 , 层 间压应力分别大 于 3 0 M P a
八钢冷轧带钢罩式炉退火粘结缺陷原因分析及防范措施

八钢冷轧带钢罩式炉退火粘结缺陷原因分析及防范措施【摘要】本文对冷轧带钢在罩式炉中退火产生粘结缺陷的机理进行了分析,指出钢带卷径向存在温度梯度,在冷却初始阶段冷缩变形不均匀是产生粘结的主要原因,同时分析了影响粘结倾向的各种因素,并提出应对措施。
【关键词】粘结;温度梯度;冷却初始阶段1.前言冷轧带钢经罩式炉再结晶光亮退火后可消除冷变形产生的加工硬化和内应力,使带钢具有符合标准的金相组织、良好的机械性能和光亮的表面。
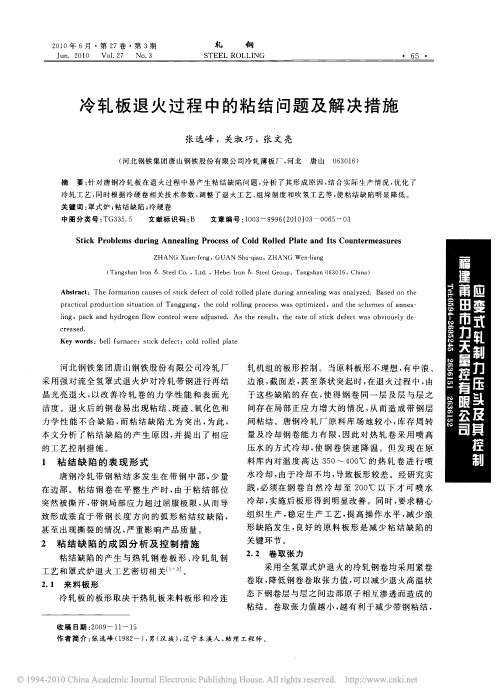
但带钢在退火过程中有时产生局部粘结,造成平整开卷时粘结处发生撕裂变形、凸起,经平整后形成弯月状、马蹄状或弧形的凹印。
因粘结处变形产生加工硬化、塑性降低,使带钢产生部分或整卷的废次品。
因此,如何减少粘结产生的废次品,提高成材率,降低成本是迫切需要解决的问题。
2.粘结缺陷的形成机理罩式炉中钢带卷受热主要来自内罩的热幅射和保护气体的热对流。
因钢带卷紧卷退火,保护气体经端面向层间传热明显不如内、外表面,故在钢带卷径向形成温度梯度。
因加热时钢带卷内、外层升温速度大于心部,故内、外层的热胀大于心部,使外层与心部间压应力减小,内层与心部间压应力增大。
尽管随着温度的升高,内层与心部的温度梯度增大,压应力也随之增大,但此时卷心处于回复或再结晶形核阶段,其屈服极限降低不大,层间压应力仍低于屈服极限,故不产生塑性变形。
同时氢气在600℃左右才能与氧化物有效反应,故此时钢带卷层间接触处仍存在氧化膜,可阻止粘结的产生。
随着再结晶的进行,钢带卷屈服极限迅速降低,但同时内层与心部的温度梯度逐渐减少,压应力也随之减小。
因此,在加热阶段钢带卷层间产生粘结的可能性很小。
在冷却阶段,因内外层温降速度大于心部,使外层与心部层间因冷缩不均匀产生较大压应力。
尤其在冷却初始阶段,温度梯度逐渐增大,压应力也随之增大。
当卷心温度降至一定温度时(根据大量退火曲线的统计结果,此温度在600℃左右),卷心与外层温度梯度最大,压应力也最大。
因钢带卷经再结晶后屈服极限大幅降低,故在卷心温度由峰值降至600℃过程中,钢带卷层间局部凸起处(主要由带钢浪形或同板差过大引起)在压应力作用下产生塑性变形,使层间紧密接触面积显著增大。
CSP冷轧薄板罩式退火过程粘结的分析和工艺改进

( tr n tl ryS h o,In rMo g l nv ri fS in ea d T c n lg ,B oo 1 0 0; 1 Maei a d Meal g c ol n e n oi U iest o ce c n eh oo l a u a y y atu0 4 1
poe s-fra ec oigt 6 ℃ ,arc l gt 8 ℃ te trc l g n n raigH2p r , rc s u c ol 5 0 n n o i o i o3 0 n h nwae o i ;a dicesn ui n y t
M a e ilI d x CS o d Ro ig S e t tra n e P C l l n h e ,Be y u n c ,A n ai g t k n l T p F r ae e n e n ,S i ig l c
经过 罩式炉退 火 的冷轧 钢 卷 在平 整 开 卷时 , 有
表 2 包钢 S C P C钢冷轧薄板粘结数据统计
Ta l S a it a a a f c l ol d s e t s c i g o be2 t tsi l d t o o d r l h t k n f c e i S CC t la o o t l P se tBa t u S e
时会出现局部粘结 , 粘结是冷轧带钢经过罩式炉退 火产生 的一种质量 缺 陷 , 目前在粘结 造成
平整开卷 时产生很 大 的开 卷 阻 力 , 使粘 结 处 发 生撕 裂变形 、 凸起 , 经平 整 后 形成 弯 月 状 、 蹄状 或 弧形 马 的 凹印, 带钢产 生部 分或 整 卷 的废 次 品 。为 了生 使 产 出高质 量的冷 轧带 钢 , 制粘 结 的产 生是 重 要手 控
CSP冷轧深冲薄板组织、性能的研究进展

材料综述
中国材料科技与设备 ( 双月刊)
C P冷 轧 深 冲 薄 板 组 织 、 能 的研 究 进 展 S 性
魏 远征 , 书黎 吴润 1 李 , , 2
( 汉 科 技 大学 材 料 与 冶 金学 院 , 1武 湖北 武 汉 40 8 301 2武 汉 钢 铁 ( 团 ) 司 , 北 武汉 4 0 8 ) 集 公 湖 30 3
③层 流冷 却方 式 : 冷采取 后 部分 散模 式 晶粒度 更 粗 大 , 层
进行退火 。实验室为模拟罩式退火的慢速退火 , 一般对试样 进行分级退火处理 , 得出了较好的效果_ 分级退火即在退 】 j:
火过程 中, 在再 结 晶 开 始 阶段 保 温 一段 时 间 后 升 温 至再 结 晶 完 成 温度 保 温 后 炉 冷 , 得 到 组 织 均 匀 且 深 冲性 能 较 好 的 能 “ 形” 饼 晶粒 。采 用 分 级 退 火 制 度 是 为 了 在 再 结 晶 开 始 阶 段 使 Al 尽 量 多 的 析 出 , N 以便 在 再 结 晶 长 大 阶 段 阻 碍 a晶 粒
一
生 产 上 采 用 罩 式 退 火 和 连 续 退 火 , 国 C P生 产 冷 轧 我 S 深 冲 板 时 多 为 罩式 退 火 。连 续 退 火 为 另一 条 生 产 线 , 火 速 退 度快 , 另 外 制 定 C P阶段 控 轧 控 冷 的工 艺 参 数 , C P热 需 S 对 S 轧 板 进 行 盐 浴 退 火 模 拟 生 产 连 续 退 火 , 结 晶组 织 呈 等 轴 状 再 晶粒 , 因为 盐 浴 退 火 时 直 接 快 速 进 入 高 温 , 体 各 处 都 有 足 基 够 高 的 能 量 形 核 完 成 再 结 晶 , 深 冲 性 能 不 高 , 般 不 采 其 一 用 l 罩 式 退 火 的 特 点 是 加 热 速 度 缓 慢 , 材 中第 二 相 MC _ 1 钉; 板 ( 多为 A N) 足 够 的 时 问 析 出 。 A1 在 退 火 中起 很 大 的 作 1 有 N 用 , 细小 的 AN粒子 在退 火起始 阶段 中沿轧制 方 向弥散 若 1 析 出 , 阻 碍 a晶粒 在 板 厚 方 面 的 生 长 , 成 品 板 成 “ 形 ” 则 使 饼 非 等 轴 晶 , 冲性 能 更好 。 深 采 用 罩 式 退 火 时 , 般 选 取 高 于 再 结 晶 温 度 ( 60 ) 一  ̄ 5℃
CSP冷轧基板罩式炉退火粘结研究

中 图分 类 号 : G 5 .6 T 162
Re e r h o l l d ColPr d c d b P’ n d n s a c fCo d Rol i e o u e y CS SBo g i g
L U W e I n
1 引 言
随着 C P技术 的发 展 , S 各大 钢 铁公 司 逐渐 采用
CP S 热轧卷生产冷轧产品。C P热轧卷与常规热轧 S
卷相比具有晶粒细 、 强度高的特点, 其晶粒度 比常规 热轧高 l 2 , 一 级 屈服强度 比常规热轧高 3 P 左 0M a 右, 因此 以 C P为基 板 的冷 轧板 如何 选 择合 适 的冷 S 轧、 退火 工艺 以降低 粘 结 缺 陷率 是 一个 需 要 展开 研
究 的课题 。
2 粘 结缺 陷 的形 成 机 理
粘结 是带 钢在 罩 式 炉退 火 时 , 铁原 子 在 两层 钢 板 之间发 生扩 散 , 由于罩式 退火 时间较 长 , 为粒 子扩 散 提供 了足够 的能量 , 钢板 表面 的晶粒 不断长 大 , 晶
图 1 粘 结 纹 形 态 图
t v i o dn od Ro e i P o u e y C P. §n c s ay t t d f be t c n lg . o a od b n i g C l i d Col r d c d b S i l t e e s r o s y a a a l e h oo y u n Ke o d :C P; od rl d; n i g b th a n ai g fm a e y W r s S c l ol b d n ; ac n e l u c e o n
冷轧带罩式炉退火后容易出现的问题原因及解决措施

冷轧带钢经罩式炉退火后容易出现的问题原因及解决措施退火后容易出现氧化,高温氧化及保护气体不纯氧化。
带钢过硬或软,带钢粘结可以降低出炉温度,Q料易氧化。
保温时间短升温速度快都会导致带钢硬。
轧机张力大会影响粘接,还有板型卷型等都有影响冷轧带钢在退火过程中发生哪些组织性能变化?退火:将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理[1]工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
1、金属工具使用时因受热而失去原有的硬度。
2、把金属材料或工件加热到一定温度并持续一定时间后,使缓慢冷却。
退火可以减低金属硬度和脆性,增加可塑性。
也叫焖火。
退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳平衡图为基础(图1)。
各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。
各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。
其退火温度为各该合金的相变温度区间以上或以内的某一温度。
加热和冷却都是缓慢的。
合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。
这种退火方法,相当普遍地应用于钢。
钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。
通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。
退火粘接分析

罩式退火粘接分析及治理1、前言退火是冷轧钢带不可缺少的一个重要生产工序,其主要目的:消除钢带冷轧变形产生的加工硬化和内应力,使带钢具有客户要求的金相组织、良好的机械性能和光亮的表面。
退火炉有罩式退火和连续退火两种形式,其中罩式退火以投资省、占地面积小、生产组织灵活、适合品种钢开发等优点在中小企业得到广泛的应用,但罩式退火的生产特点决定了在罩式退火过程中容易出现粘结缺陷,使得产品质量降级甚至判废。
莱芜市泰山冷轧板有限公司950产线以SPCC为主,产品规格主要集中在0.15-0.5mm*712-830mm,退火采用的是罩式退火,产品质量稳定。
但进入2011年后粘接缺陷在冷轧内部缺陷中一直处于首位,严重影响了产品质量的提升和企业的信誉和效益,因此有必要对造成粘接缺陷的因素进行系统分析并彻底根治。
2、粘接缺陷机理分析关于罩式炉中产品粘接的机理在国内外众多刊物上都有介绍和分析,究其根本原因是:在退火过程中钢卷内部存在温度梯度和压应力,高温作用下局部压应力过大超过屈服极限而产生塑性变形,处于热激活状态的铁原子发生跨金属界面迁移在界面处形成共生晶粒而产生粘接。
钢卷内部的压应力主要是由两部分组成:一部分是退火温度变化而带来的热应力,主要取决于退火工艺制度;另外一部分则是钢卷进入退火炉之前的原始内应力,主要取决于轧机或脱脂机组卷取张力的设定。
在加热阶段,钢卷内外层升温速率大于芯部,造成外层与芯部间压应力减小,内层与芯部间压应力增大,使得内层与芯部之间的钢带存在粘接趋势。
在冷却阶段,内外层降温速率大于芯部.造成外层与芯部间因冷缩不均匀产生较大压应力。
尤其在冷却初始骱段,温度梯度逐渐增大,压应力也随之增大。
当卷芯温度降至一定温度时,卷芯与外层温度梯度最大,压应力也最大,使得外层与芯部之间的钢带存在粘接趋势。
在高温作用下带卷的屈服强度大幅降低,带卷层与层之间在压应力作用下局部(厚度不均、凸起部位)会产生塑性变形,使层间接触面积显著增大,界面间铁原于扩散速度加快,当扩散层达到一定深度,即形成粘结。
冷轧钢卷退火过程粘结原因分析及预防

图 2 带卷退火曲线图
4 粘结的预防措施
通过对带卷退火曲线进行对照分析,可以发现粘结最 易发生在钢卷的冷却阶段。另外,轧制和平整工艺等因素 也对粘结产生重要影响。预防粘结可采取以下主要措施: (1)优化退火工艺。在退火工艺的冷却阶段,冷却速度越 快,钢卷内外温差△ 越大,形成的压应力也越大。在 420 ~ 620 ℃温度段容易形成粘结,因此在冷却阶段带钢温度 高于 420 ℃时,冷却速度不能过快。可以采用带加热罩冷 却到 420 ℃,然后换冷却罩进行风冷和水冷。(2)控制轧 制工艺。包括表面清洁度和粗糙度、卷取张力以及板形 等。由于粘结是在高温状态下钢卷层与层间原子相互渗透 的结果,因此表面清洁度在很大程度上影响了原子的这种 渗透能力,而带钢表面清洁度过高或过低都不利于粘结的 控制,可采取合理选配乳化液和设定适当的喷吹压力等措 施。带钢表面粗糙度适当大一些,有利于避免粘结,因此 适当提高轧机工作辊原始粗糙度有利于避免粘结。适当降 低轧钢卷取张力值,可以减少退火高温状态下钢卷层与层 之间边部原子相互渗透而造成的粘结。控制轧制参数和轧 后冷却,获得良好带钢板形,避免在退火过程中由于钢卷 同一层及层与层之间都存在不同的应力值造成钢卷粘结。 (3)控制平整工艺。包括开卷力和开卷角度、开卷速度和 平整延伸率等。钢卷打开时,粘结的层与层间存在相互的 作用力,较大的钢卷法向应力会造成粘结带钢表面拉伤, 出现严重的粘结缺陷,应控制适当的开卷角度,尽可能使 带钢沿钢卷切向打开,从而减少粘结 2 。保持较大的开卷 速度可使带钢强度迅速越过屈服区域,从而避免或减轻粘 结缺陷的产生。采用恒延伸率控制,尤其较大的延伸率, 有利于对粘结的挽救。
5结语 冷轧钢卷退火时即使采用全氢罩式退火替代常规罩
式退火仍然存在局部粘结现象,可通过优化退火工艺、控 制轧制工艺、控制平整工艺等措施减轻粘结现象,从而 改善表面质量和提高钢卷成材率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由于粘结本质上是铁原子扩散造成的, 因此钢 板化学成分、酸轧的卷取张力、表面残油、板形, 退火
图 1 粘结纹形 态图
时的升温速度、保温温度、保温时间、冷却速度都对 粘结有影响。 3. 1 化学成分
钢中合金元素会影响铁原子的扩散, 尤其是碳、 硫、硅等原子, 因此在一般低碳钢中由于碳、硫等元 素含量更低, 退火中比合金钢更易于发生粘结, 而电 工钢以及中碳结构钢如 Q345等很难发生粘结。 3. 2 酸轧卷取张力
第 32卷第 5期 2010年 10月
o.l 32 N o. 5 O c t. , 2010
文章编号: 1672 4461( 2010) 05 0010 02
CSP冷轧基板罩式炉退火粘结研究
刘文
( 涟源钢铁集团公司 冷轧板厂, 湖南 娄底 417009 )
2 粘结缺陷的形成机理
粘结是带钢在罩式炉退火时, 铁原子在两层钢 板之间发生扩散, 由于罩式退火时间较长, 为粒子扩 散提供了足够的能量, 钢板表面的晶粒不断长大, 晶 界发生重合而逐渐形成共生晶粒, 形成与原钢板相 同的金属实体即为钢卷粘结, 此过程与工业中应用 的高温焊接的原理是一致的。平整开卷时由于带钢 突然扯开, 带钢局部应力超过带钢的屈服极限, 从而 导致平行于带钢长度方向的弧形粘结纹 ( 见图 1) 。
由于带钢一般是存在边缘降即带钢中心比边缘 厚度要大 (见图 2), 因此中部带钢的接触要比边缘 更紧密, 因此为减轻此影响, 在带钢轧制时可以设置 为微边浪控制, 来减轻中部粘结的发生概率。同时 实际生产中, 板形控制不良、同板差过大、钢板起筋, 也会增大发生粘结的倾向。
图 2 带钢横 截面形状
3. 6 退火工艺 罩式炉退火过程中热量的传递主要通过辐射和
随着保温时间的延长, 氧化膜会被氢气还原, 同 时铁原子的活动更加活跃, 如果采用较高的保温温 度, 则晶界发生重合的面积越大, 发生粘结的可能也 越大。但保温时间、保温的设置受钢卷退火再结晶 过程的限制, 为保证钢卷性能, 温度、时间的调整范 围非常有限, 只能通过长期的工艺试验找到合适的 退火温度、时间, 既保证性能又少产生粘结。
在冷却阶段, 钢卷外表的温度比芯部低, 会产生 很大的压应力, 根据加热模型的计算及实际验证, 一 般在 600 ∀ 时, 芯部、钢卷外表的温度差达到最大, 而此时芯部的温度还比较高 ( 超过 600 ∀ ) , 因此, 为避免冷却段发生粘结, 对易于发生粘结的薄规格 钢卷, 在 600 ∀ 以上时用较慢的速度冷却, 实际中采 用加热罩冷却到 600 ∀ 左右 (冷却速度 25 ∀ / h) 。 3. 7 平整工艺
乳化液浓度及残油是影响罩式炉粘结的一大原 因, 因为残油多, 就相当于在 2层钢板之间涂了一层 隔离层, 因此乳化液浓度越大, 表面残油越多, 越难 于粘结, 涟钢冷轧厂生产带钢时, 根据厚度不同, 设 置不同的浓度: 出口带钢厚度高于 0. 6 mm 时, 乳化 液浓度 2. 0% ~ 3. 2% , 出口带钢厚 度低于 0. 6 mm 时, 乳化液浓度 3. 0% ~ 4. 5% 。 3. 4 表面粗糙度
平整采用较大的开卷速度对粘结缺陷有一定的 挽救作用, 因为较大的开卷速度可使带钢强度迅速 越过带钢的屈服平台区, 避免产生粘结纹; 而较大的 平整延伸率也对粘结缺陷有一定的挽救作用, 但对 性能影响较大, 使用较少。
4 结语
粘结是罩式炉退火的固有缺陷, 影响因素多, 要 完全消除是难以做到的。在涟钢冷轧, 通过优化各 工序生产工艺, 严格工艺制度执行, 虽然 2009年 DQ 以上级别钢卷及薄规格带钢比例较高, 但罩式炉粘 结降等 率 仍控 制 在 一 个 较 好 的 水 平 上, 仅 为 0. 21% , 处于国内先进水平。 参考文献:
1 引言
随着 CSP 技术的发展, 各大钢铁公司逐渐采用 CSP热轧卷生产冷轧产品。 CSP热轧卷与常规热轧 卷相比具有晶粒细、强度高的特点, 其晶粒度比常规 热轧高 1~ 2级, 屈服强度比常规热轧高 30 M Pa左 右, 因此以 CSP 为基板的冷轧板如何选择合适的冷 轧、退火工艺以降低粘结缺陷率是一个需要展开研 究的课题。
表面粗糙度越大, 则在电子显微镜下看到的晶 粒突出越多, 这样高温下钢板表面晶粒只有很小的 一部分发生晶界重合, 可有效减轻粘结缺陷。因此 涟钢冷轧厂去往罩式炉的钢卷末机架一律采用毛辊 轧制 (粗糙度 3. 5 ! 0. 2 m ), 规定换辊时的轧制公 里数为 230 ! 20, 比光辊低 30 km。 3. 5 板形
摘 要: 粘结是罩式退火的一种固有缺陷, 通过对冷轧厂罩式炉退火钢卷产生的粘结 缺陷进行分 析, 探 讨了粘结的
机理及其影响因素, 并针对 CSP 冷轧基板研究合适的工艺, 来避免粘结。
关键词: CSP; 冷轧; 粘结; 罩式炉
中图分类号: TG156. 26
文献标识码 : A
R esearch of Cold R olled Coil Produced by CSP s Bongding
[ 1] 王献宝, 耿 勇. 冷轧带 钢退火粘 结缺陷 的研究 [M ]. 鞍钢技术, 2001( 6): 40 41.
收稿日期: 2010 06 17 作者简介: 刘 文 ( 1982 ) , 男, 湘潭大学金属材料专业, 助理工程师。
罩式炉退火卷均采取紧卷卷取, 根据弹性力学 理论, 径向应力值与卷取张力值成正比: 卷取张力越
第 5期
刘 文: CSP冷轧基板罩 式炉退火粘结研究
11
大, 径向应力越大, 则钢卷层与层之间表面的原子间 隙减小, 则退火时铁原子需要更小的能量发生晶粒 融合进而产生粘结。因此理论上来讲卷取张力越小 对减少粘结越好, 但由于卷取张力过小, 会产生很多 其它问题, 如塔形、溢出边等, 因此实际生产中, 一般 根据带钢厚度不同, 采用不同的卷取张力, 薄卷的卷 取张力要远大于厚卷, 为此, 涟钢冷轧对薄带钢卷取 张力进行适当降低, 如 0. 5 mm 厚度单位卷取张力 由 5. 0 N /mm 2降低到 47 N /mm2, 且张力控制改为三 段控制 ( 头部张力系数为 1. 3, 中部为 0. 7 ~ 0. 8, 尾 部为 1. 0) 。 3. 3 乳化液浓度及残油
L IU W en
( L ianyuan Iron and steel C ronp C o. L td. , Loud i 417009, Ch ina)
Abstrac t: The bond ing is an inherent de fec t due to ba tch annea ling. By m eans o f ana lysis the bond ing defect fo rm ed in batch annea ling furnace o f co ld ro lling p lant, the m echan ism and the in fluence fa tors o f bond ing was found. For finding a w ay to avo id bonding Cold Ro lled Co il P roduced by CSP, its' necessary to study an a ffab le techno logy. K ey W ords: CSP; co ld rolled; bonding; batch annea ling fu rnace
保护气体的对流, 而冷轧钢卷是紧卷, 并且外径一般 在 1. 5 m 以上, 因此钢卷芯部的温度与外表的温度 总是存在一定的温差, 具体见图 3。
图 3 罩式退火时钢卷冷热点温度图
在升温过程中, 由于带钢表面的乳化液还在挥 发中, 炉内露点高, 带钢表面存在氧化膜, 阻止了铁 原子的扩散, 不利于粘结的形成, 因此加热段产生粘 结的可能性很小。