天然气替代丙烷在轴承零件渗碳热处理方面的应用研究
渗碳处理技术
法 体渗碳后冷却至
高合金钢)
温,在 650℃作中 退火,再加热至
同
上
800℃后水冷。
液体渗碳后淬火于
00~600℃之热浴
C
法 o次rc淬之火调法质硬Ca化se,。然0再0后~加再6热0次0至℃淬9之0火0热℃于浴,
最后再次加热至
0℃后水淬火之。
四、气体渗碳法:
气体渗碳,由于适合大量生产化,作业可以简化,质量管理容易算特点,目前最 普遍被采用。此法有变成气体(或称发生气体)及滴注式之两种。
渗碳处理技术
渗碳硬化乃表面硬化法之一种,属于化学表面硬化法。渗碳者先于钢之表面产生初生态之碳, 而后使之渗入钢之表面层,逐渐扩散入内部。初生态之碳乃由CO或CH4等气体分解而得。CO之来源或 由含有CO之气体得之,或由固体渗碳剂之反应而产生于渗碳容器内,或者由含有氰化物之盐浴得之。 初生态之碳由钢之表面扩散入内部时,钢之温度须增高至沃斯田铁化温层范围内,使初生态之碳埂 于扩散,盖沃斯田铁可溶解较多之〞C〞而肥粒铁则溶解力极小,故渗碳温度必须在Ac3要以上之温 度。以便渗碳作用得以进行。再配合各种热处理法,使得钢之去面生成高碳硬化心部低碳之低硬度 层。使处理供具有表面硬而耐磨,心部韧而耐冲击之性质。
一、渗碳处理之种类与特点:
(一)渗碳法之种类
渗碳法按使用之渗碳剂而可分为如下三大类:
(1) (2) (3)
固体渗碳法:以木炭为主剂的渗碳法。 液体渗碳法:以氰化钠(NaCN)为主剂之渗碳法。 气体渗碳法:以天然气、丙烷、丁烷等气体为主剂的渗碳法。
(二)渗碳法之比较
(1)固体渗碳法
长处: (a)设备费便宜,操作简单,不需高度技术。 (b)加热用热源,可用电气、瓦斯、燃料油。 (c)大小工件均适,尤其对大形或需原渗碳层者有利。 (d)适合多种少量生产。
净化后的天然气渗碳质量的提高及其经济效益

( 体积%)
N2
CH 4
干法脱硫是用固体吸附剂来 脱
天然 气 丙烷 气
2 . 09 2. 40
03 _ 03 -
0 0
4. 07 3. 3 4
04 . 04 .
其余 其余
06 . 常温 06 .
硫 。最常用的固体吸附剂有氧化铁
要在上述设备 中应用天然气全面代替丙烷 气 ,事先需要做的 工作有 :
此 种 脱 硫 剂需 要 在 湿 碱 环 境
1 . 按照国家及地方有关安全管理规定,完成输气管线设计及施工
()根据 公式 (),表2 1 2 吸热式气氛消耗丙烷气 :1 / . =3 m / 7 1 5 1. 0 26 5 h 表2 使用丙烷气的消耗情况表
用天然气制备 吸热式气氛的公
式为:
C 4 28 H+ .空气一C 22 .N 1 3 ( }+ 8 2() I18 式 中 N—— 催化 剂 ,反应温度 ≥ .
10 0 0℃
气富化 的渗碳 技术 。采用这种渗碳 技术生产 的齿轮 ,质量 稳定 ,在 当 时来看生产成本 也不高 。因此 ,株 齿公司在随后 引进 和 自制的所有渗
碳设备 ,也都采用 了以丙烷 气为原 料的气体渗碳 工艺 。相应地 ,株齿 公司兴建 了一个液化 丙烷 气站储罐 及相应的蒸发 气化 装置和输送
安全的液化 丙烷气的替代 物来降低 热处理生产成本 ,消除安全隐患 。
方案选择
2 0 年6 , “ 0 5 月 川气 东输 ”工 程实施到株洲 ,株齿公 司派专 人考 察 了 国 内几 个 主 要 的 齿轮 专 业 生 产厂家 ,经过 了较长时 间的市场调
30 多元/  ̄8o 多元/ 00 t 1oo 涨 t ,公司热
天然气深加工技术的研究与应用

天然气深加工技术的研究与应用第一章引言天然气是一种广泛应用的能源,其使用范围涉及到燃料、化工、电力等多个领域。
随着全球经济的快速发展,在天然气深加工领域中不断涌现出各种新技术和新产品。
因此,研究与应用天然气深加工技术具有重要意义。
本文旨在对天然气深加工技术的研究进展进行综述,分析其应用前景与发展方向,为深化天然气深加工技术研究提供借鉴。
第二章天然气深加工技术的研究进展天然气深加工技术是指对天然气进行一系列物理、化学、生物学等深加工技术,将其升华为更高附加值的产品。
近年来,天然气深加工技术一直是研究的热点之一,主要包括以下几个方面。
2.1 天然气液化技术天然气液化技术是以低温为核心的技术,将天然气压缩并冷却到液态状态,使其更便于储存和运输。
其关键技术包括低温压缩、制冷技术等。
目前,液化天然气已成为国内外能源市场上的一种主要产品。
2.2 天然气加注氢技术天然气可以通过甲烷重整反应(SRM)制氢,将其用于燃料电池汽车中作为燃料。
由于天然气加注氢可以实现可持续能源的利用,且排放的尾气几乎不含二氧化碳等污染物,因此一直以来备受关注。
2.3 天然气膜分离技术天然气膜分离技术是采用膜过滤作为分离工具,通过不同渗透性的膜使天然气分离出其中的某些成分。
该技术的应用领域多种多样,比如在天然气提纯、石油精制、气缸中气体组分的分离等领域有着广泛的应用。
2.4 天然气甲醇化技术天然气甲醇化技术是将天然气转化为甲醇的一种技术。
其具有制备过程短、反应效率高等优点,在化工领域得到广泛应用。
第三章天然气深加工技术的应用前景天然气深加工技术具有广泛的应用前景。
随着国内外政策的推动和市场的需求增加,天然气深加工技术的应用将会更加广泛。
以下是其主要应用领域。
3.1 化工领域天然气深加工技术具有良好的适用性和经济性,可以将天然气转化为甲醇、液态天然气等多种化工品,以适应化工领域对能源的需求。
3.2 电力领域天然气作为一种清洁能源,可以用于发电机组的燃料,通过深加工可以降低其成本和提高效率,为电力行业提供绿色能源。
天然气在渗碳及碳氮共渗中的开发应用
在 同 行 业 中 同 样 可 以 争 当 主 角 。基 于 此 , 这 些 年 入 ,努 力 推 进 行 业 的技 术 进 步 ,大力 拓 展 新 的 发 展 来 .不 少 民 营 热 处 理 企 业 不 断 朝 这 方 面 努 力 。他 们 空 间 ,积 极 寻 找 新 的 生 产 和 技 术 切 入 点 … … 。 总
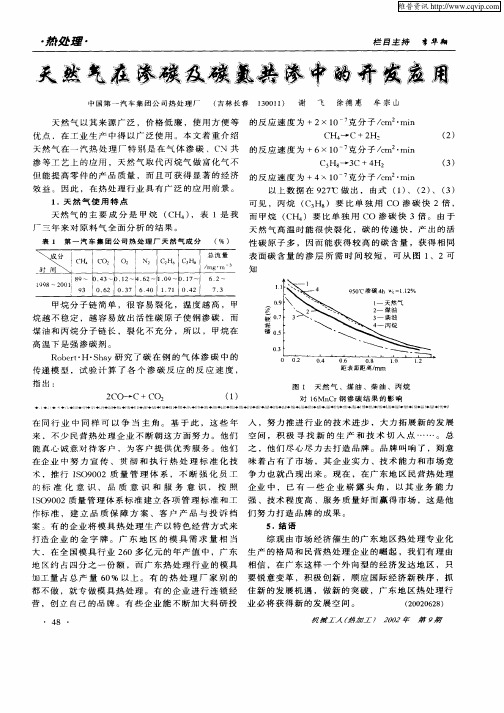
烷 越 不 稳 定 ,越 容 易 放 出 活 性 碳 原 子 使 钢 渗 碳 ,而 煤 油 和 丙 烷 分 子链 长 ,裂化 不 充 分 ,所 以 ,甲烷 在 高 温下是强渗碳剂 。 Ro et H・ h y研 究 了 碳 在 钢 的气 体 渗 碳 中 的 了 各 个 渗 碳 反 应 的 反 应 速 度 ,
维普资讯
・
热处 理 ・
栏目主持 李华翔
震 熊 器 渗藏
优 点 ,在 工 业 生 产 中 得 以广 泛 使 用 。本 文 着 重 介 绍
祷 渗
醑
( 2)
中国第一汽车集团公司热处理厂 ( 吉林长春 10 1 ) 谢 飞 徐 德 惠 牟 宗 山 30 1 天 然 气 以其 来 源 广 泛 ,价 格 低 廉 ,使 用 方 便 等 的反 应 速 度 为 +2×1 ~ 克 分 子 /m mi 0 c ・ n
8 ~ 9 b. 3~ D 1 6 ~ . 9~ D 1 ~ 4 . 2~ 4. 2 1 O . 7 6 2 . ~
1 8~ 2 99 00l 9 3 0. 2 O. 6. 0 6 37 4 1 71 0. . 42 7. 3
甲烷 分 子链 简 单 ,很 容 易 裂 化 ,温 度 越 高 , 甲
CH4 C +2 一 H2
天 然 气 在 一 汽 热 处 理 厂 特 别 是 在 气 体 渗 碳 、CN 共 的反 应 速 度 为 +6×1 ~ 克 分 子 /m mi 0 ’ c ・ n 渗 等 工 艺 上 的应 用 ,天 然 气 取 代 丙 烷 气 做 富 化 气 不
热处理中的气体渗碳技术

热处理中的气体渗碳技术热处理是一种通过对金属材料进行加热、保温、冷却等处理过程,来改变其组织、性能和应力状态的工艺。
而气体渗碳技术是热处理中常用的一种加工方法。
在这种技术中,气体会在一定的温度和压力下渗透到金属表面上,使其表面硬度得到提高,从而改善了金属材料的机械性能和耐热性能。
本文将介绍气体渗碳技术的基本原理、应用领域和优势等方面的知识。
一、气体渗碳技术的基本原理气体渗碳技术是一种通过在高温高压环境下将气体渗透到金属材料表面上,使其表面硬度提高的方法。
当气体渗透到金属表面时,其会与金属表面上的元素发生一定的化学反应,从而生成新的化合物。
这些化合物一般为金属碳化物,它们的硬度和抗磨性能都远高于原来的金属。
因此,气体渗碳技术不仅可以提高金属材料的硬度和耐磨性,还可以改善其机械性能和耐腐蚀性能。
二、气体渗碳技术的应用领域气体渗碳技术可以广泛应用于各种金属材料的表面处理和加工。
这包括钢铁、合金、不锈钢、模具钢、车削刀具等。
其中,汽车、航空航天、铁路、机械、电子、化工等行业都是气体渗碳技术的主要应用领域。
针对这些行业中的不同应用场景,气体渗碳技术也可以分为多种不同的处理方式。
例如,在机械行业中,气体渗碳技术可以用于加工车削刀具和齿轮等高精密零件的表面硬度提升;在汽车行业中,气体渗碳技术可以用于提高发动机零件的耐热性能和耐磨性能,从而延长其使用寿命;在航空航天行业中,气体渗碳技术可以用于提高航空发动机零件的耐热和抗疲劳性能,同时也可以提高失速发生时飞机的安全性能。
三、气体渗碳技术的优势气体渗碳技术相对于传统的热处理技术有以下几个优势:1. 高效性。
气体渗碳技术可以在较短的时间内实现金属表面的硬度提升,所需时间可以缩短到几个小时,而传统的加工方法需要数天或数周的时间。
2. 金属材料不变形。
在气体渗碳技术中,金属材料表面的温度可以控制在较低的范围内,从而可以减少金属材料的变形风险,保证了其精度和质量。
3. 低成本。
20Cr2Ni4A齿轮钢天然气渗碳工艺研究

540试验研究Vol.70 No.5 2021 20Cr2Ni4A齿轮钢天然气渗碳工艺研究刘国强1’2,王小海1’2,张鹏1’2,李军1’2,王卓1’2,班永华1’2,蔡红1,于庆峰1(1.内蒙古第一机械集团股份有限公司,内蒙古包头014030; 2.特种车辆及其传动系统智能制造国家重点实验室,内蒙古包头014030)摘要:为了解决常规渗碳过程中存在效率低、污染重、成本高的问题,采用净化后天然气作为富化介质对20C r2N i4A齿轮钢进行渗碳处理。
通过扫描电镜、能谱分析仪、显微硬度仪、碳硫分析仪、残余应力检测仪等手段对常规渗碳与天然气渗碳后的显微组织、渗层成分、硬度梯度、碳浓度梯度、残余应力分布梯度进行检测,并对两种渗碳工艺的生产效率进行对比,同时也对天然气渗碳后的常、低温冲击断口形貌进行了分析。
结果表明:与常规渗碳相比,当渗碳层深为(丨.6±0.2)mm时,天然气渗碳可提升效率15%以上;可获得较为平缓的硬度梯度、碳浓度梯度分布和较高的渗层残余压应力。
低温冲击断口形貌具有韧窝少而浅、准解理形貌和二次裂纹多等特征,同时局部区域出现沿晶断裂。
天然气渗碳工艺可应用于高承载、长寿命重载齿轮的表面强化。
关键词:20C r2N i4A齿轮钢;天然气渗碳;显微组织;硬度梯度;残余应力梯度;冲击断口作者简介:刘国强(1980-),男,局级工程师,硕士,主要 从事金属材料表面强化与传动结构件抗疲劳制造研究工作。
电话:************,E-mail:nmyjlgql101@中图分类号:TGI56.8文献标识码:A文章编号:1001*4977(2021) 05-0540-07基金项目:包头市青年创新人才项目 (ZZ2019JT024 );内蒙古 自治区科技重大专项。
收稿日期:2021-02-0丨收到初稿,2021-02-21收到修订稿。
重载齿轮是大功率传动系统核心零部件,服役过程中有传递功率大、承载能力 高、耐冲击性能好等特点,被广泛应用于矿山、冶金、远洋运输、航空航天、重载 车辆等领域[W1。
表面工程技术(渗碳)
表面工程技术—渗碳表面硬化处理法表面渗碳处理:将含碳~的钢放到碳势高的环境介质中,通过让活性高的碳原子扩散到钢的内部,形成一定厚度的碳含量较高的渗碳层,再经过淬火\回火,使工件的表面层得到碳含量高的M,而心部因碳含量保持原始浓度而得到碳含量低的M,M的硬度主要与其碳含量有关,故经渗碳处理和后续热处理可使工件获得外硬内韧的性能.渗碳处理的作用是:提高表面层的耐磨性(碳含量高的M),同时保持心部有高的耐冲击能力,即强韧性.表面渗碳一般情况下用于低碳钢的处理,处理后零件表面的硬度高耐磨性好。
但这只是先前的工艺性能,现在国外,特别是德国,美国等重工业强国,现已发展到可以将高碳钢,合金钢等¥材料进行表面渗碳和真空热处理,处理后,材料内部的组织性能基本不变,外部的硬度和耐磨性也得到了极大的提高。
如Cr12表面渗碳处理后表面硬度可达HRC68-70度,此硬度大大高于Cr12正常的热处理温度!!!目前该技术在国外得到了极力的推广!在国内昆山等某些制造业发达的地区,也处于曼延的势头,相信不久的将来,国内对钢材表面的处理技术将会有一个极大的提高。
渗碳硬化乃表面硬化法之一种,属于化学表面硬化法。
渗碳者先于钢之表面产生初生态之碳,而后使之渗入钢之表面层,逐渐扩散入内部。
初生态之碳乃由CO或CH4等气体分解而得。
CO之来源或由含有CO之气体得之,或由固体渗碳剂之反应而产生于渗碳容器内,或者由含有氰化物之盐浴得之。
初生态之碳由钢之表面扩散入内部时,钢之温度须增高至沃斯田铁化温层范围内,使初生态之碳埂于扩散,盖沃斯田铁可溶解较多之〞C〞而肥粒铁则溶解力极小,故渗碳温度必须在Ac3要以上之温度。
以便渗碳作用得以进行。
再配合各种热处理法,使得钢之去面生成高碳硬化心部低碳之低硬度层。
使处理供具有表面硬而耐磨,心部韧而耐冲击之性质。
—一、渗碳处理之种类与特点:(一)渗碳法之种类渗碳法按使用之渗碳剂而可分为如下三大类:(1)固体渗碳法:以木炭为主剂的渗碳法。
国内外渗碳和渗氮热处理工艺的新进展(二)
国内外渗碳和渗氮热处理工艺的新进展(二)朱祖昌;许雯;王洪【期刊名称】《热处理技术与装备》【年(卷),期】2013(034)005【总页数】8页(P1-8)【作者】朱祖昌;许雯;王洪【作者单位】上海工程技术大学,上海201620;上海市机械制造工艺研究所有限公司,上海201620;上海金属材料改性工程技术研究中心,上海200070;上海市机械制造工艺研究所有限公司,上海201620;上海金属材料改性工程技术研究中心,上海200070【正文语种】中文【中图分类】TG156.8真空渗碳也称低压渗碳,是一种非平衡的强渗-扩散型(non-equilibrium boost-diffusion-type)渗碳过程。
其一般过程描述为在具有一定分压的碳氢气氛的粗真空的奥氏体化条件下进行渗碳和在粗真空条件下进行扩散,在达到技术条件要求后于油中或高压气淬条件下冷却的一个过程。
真空渗碳淬火设备为:单室或双室真空渗碳高压气淬炉、双室真空渗碳油淬炉、多室真空渗碳炉与真空高压气淬室或真空油淬室以及回火设备等组成的生产线。
真空渗碳淬火工艺及代号按GB/T 12603规定分:真空渗碳(531-02)真空渗碳气体淬火(531-02G)和真空渗碳油淬火(531-02O)。
真空渗碳用富化气为:乙炔气体(C2H2)或丙烷气体(C3H8),纯度不低于96%;工艺过程中压强调解用气体为:高纯氮气(N2),纯度不低于99.995%。
相应管路中压强应稳定在0.2 MPa左右。
真空渗碳淬火工艺中,真空渗碳工艺参数见表7。
真空渗碳淬火工艺操作过程见表8。
我国真空渗碳的质量控制标准按JB/T 10175和JB/T 11078规定执行。
一般真空渗碳淬火件在回火处理后进行,检验要求见表9。
真空渗碳是应用强渗碳气氛使工件表面处于奥氏体化的渗碳温度的饱和碳浓度Cc 和设定的表面碳浓度Cs(一般为0.8%C)之间连续不断调整,并达到设计渗碳层深度的一种工艺方法。
渗碳时天然气替代丙烷,是不是可以?

渗碳时天然⽓替代丙烷,是不是可以?作者:尤蕾蕾单位:洛阳LYC轴承有限公司、航空精密轴承国家重点实验室渗碳⼯序是渗碳钢制轴承⽣产的⼀个特殊⼯序,它的加⼯周期长短、原料⽓的消耗的多少影响着轴承⽣产的成本⾼低。
长期以来,我公司渗碳钢制轴承零件均采⽤丙烷⽓作为富化⽓进⾏渗碳,具有较⾼的⽣产制造成本。
采⽤天然⽓在可控⽓氛热处理⾏业替代原有的丙烷⽓或丙烷⼗丁烷混合⽓进⾏渗碳,既节约企业原料⽓消耗成本⼜缓解当今⽇益严重的能源问题。
国内使⽤天然⽓作为渗碳剂进⾏渗碳处理的研究始于20世纪80年代,经过30多年的发展,相关⽓氛控制及⼯艺技术已基本成熟。
但⽬前常见应⽤领域主要为齿轮类产品的渗碳处理,虽然也有企业开始尝试使⽤天然⽓作为轴承类产品渗碳剂,但⽬前该类技术还未在⾏业内推⼴普及。
我公司丙烷站建于80年代,站内设有两个丙烷43m3贮罐和⼀个10m3残液罐,压缩机房⼀座,⽓化装置两台,减压装置两套,室外埋地⼲管约2000m(DN125),丙烷减压室8座,⽤⽓总量为11.5~24.5t/⽉,近⼏年运⾏过程中管⽹经常由于锈蚀出现泄漏,造成公司安全隐患。
同时,随着公司发展和⽣产需求以及周边⼟地的商业化开发,急需解决热处理⽤⽓的替代问题。
天然⽓替代丙烷⽓制备可控⽓氛1.两种原料⽓的⽓体的化学反应式对⽐利⽤天然⽓来进⾏渗碳热处理,其⼯艺原理与使⽤丙烷⽓相似。
⽤天然⽓制备吸热式⽓氛的主反应⽅程式为CH4+2.38空⽓→CO+2H2+1.88N2 (1)式中,NiO2为催化剂,CH4作富化⽓,反应温度≥1000℃。
由上式看出,采⽤天然⽓渗碳天然⽓与空⽓的⽐例为1:2.38,⽽实际情况⼀般为1:2.5,甚⾄更⾼,因为天然⽓不仅只含甲烷,还有丙烷等含碳较⾼的化合物以及有害杂质,RX⽓氛制备参考如表1所⽰。
另外,天然⽓渗碳机理CH4→Cad+H2 Cad活性碳。
⽤丙烷⽓制备吸热式⽓氛的主反应⽅程式为C3H8+7.14空⽓→3CO+4H2+5.64N2 (2)式中,NiO2为催化剂,C3H8作富化⽓,反应温度≥1000℃。
热处理气体渗碳工艺技术与应用浅谈
热处理气体渗碳工艺技术与应用浅谈作者:刘振辉来源:《商情》2020年第02期【摘要】气体渗碳是在具有增碳气氛的气态活性介质中进行的渗碳工艺,也是现在应用最广泛、最成熟的渗碳方法。
围绕热处理气体渗碳的主要目的与作用,以及热处理气体渗碳中的碳化气体,重点论述了热处理气体渗碳工艺及流程及其注意事项,以为热处理气体渗碳工艺技术与应用提供参考。
【关键词】渗碳工艺 ;熱处理气体渗碳 ;浅谈渗碳工艺在中国可以上溯到2000年以前。
最早是用固体渗碳介质渗碳。
液体和气体渗碳是在20世纪出现并得到广泛应用的。
美国在20年代开始采用转筒炉进行气体渗碳。
在生产中渗碳的方法较多,根据介质的不同状态可分为固体渗碳、液体渗碳及气体渗碳三种,应用最多的为气体渗碳,它是在具有增碳气氛的气态活性介质中进行的渗碳工艺,也是现在应用最广泛、最成熟的渗碳方法。
气体渗碳是工件高温下在气体的活性介质中进行渗碳的过程,它的最大优点是整个过程不但炉温可调,这在固体、膏体和液体渗碳时也能做到,而且渗碳过程中介质的渗碳能力易于调控,这也是其他渗碳方法所不能做到的。
所以,渗层碳浓度和组织可以调控,渗碳工件质量更有保证,是当前生产中应用最普遍的工艺。
一、热处理气体渗碳的主要目的与作用热处理气体渗碳的一般是针对钢来说,钢的渗碳就是钢件在渗碳介质中加热保温,使碳原子渗入钢件表面,使其表面的碳浓度发生改变,从而获得具有一定表面含碳量和一定浓度梯度的热处理工艺。
其主要目的是使机器零件获得较高的表面硬度、耐磨性及高的接触疲劳强度和弯曲疲劳强度。
渗碳工件的材料一般为低碳钢或低碳合金钢(含碳量小於0.25%)。
渗碳后﹐钢件表面的化学成分可接近高碳钢。
工件渗碳后还要经过淬火,以得到高的表面硬度,高的耐磨性和疲劳强度,并保持心部有低碳钢淬火后的强韧性,使工件能承受冲击载荷。
渗碳工艺广泛用于机械零件,如齿轮,轴,凸轮轴等。
工件渗碳淬火后的表层显微组织主要为高硬度的马氏体加上残馀奥氏体和少量碳化物,心部组织为韧性好的低碳马氏体或含有非马氏体的组织,但应避免出现铁素体。
我国轴承用材料及热处理技术近期发展动态_雷建中

《轴承》2011. №. 9
于公称尺寸 > 150 mm 的套圈,在淬火后普遍采用 压模淬火整形保证小的畸变量。在我国,压模淬 火技术 主 要 用 于 渗 碳 轴 承 零 件 的 淬 火 畸 变 量 控制。
( 2) 畸变量大。轴承零件淬、回火处理后畸 变量较大是轴承行业长期以来一直存在的问题。 其产生的原因众多且复杂,例如原材料中带状碳 化物严重程度、退火组织优劣、冷加工成形应力大 小、热处理工艺及零件摆放方式( 国外著名轴承 公司网带式淬火炉只允许摆放一层,而且每个零 件之间要有间隙,以保证零件周围温度场的均匀 性。而我国绝大部分企业为了提高劳动生产率, 降低生产成本,均采用多层摆放的方式) 、冷却介 质的合理选择及冷却性能的有效保证、入淬火介 质方式等。
近几年来,我国轴承零件锻造的加热方式发 生了根本性变化,基本实现了感应加热的全覆盖。 由于感应加热速度快,心表存在较大的温度差,导 致热轧材中的网状碳化物( 尤其是靠近材料中心 部位附近区域) 将不同程度地遗留在锻件上。
通过对控制热轧材中网状碳化物组织级别的 工艺研究,将促进我国轴承钢生产企业在控轧控 冷技术方面的进步,不仅解决了网状碳化物的问 题,同时可以起到细化碳化物颗粒尺寸和细化奥 氏体晶粒度的“双细化”作用。
另外,目 前 我 国 轴 承 行 业 所 使 用 的 滚 动 体 ( 特别是钢球) 用材料已绝大部分采用热轧盘圆 作为母材,经退火、冷拔制成所需尺寸要求的冷拔
·59·
材。如果不控制热轧盘圆材料中的网状碳化物的 组织级别,在随后的退火过程中也无法加以改善,
不仅造成大量的废品,还降低钢球的压碎载荷和
热处理丙烷的作用

热处理丙烷的作用
热处理是一种通过加热和冷却的过程,对材料进行结构改变和性能调整的方法。
对于丙烷而言,热处理可以起到以下几个重要作用。
1.提高丙烷的燃烧性能:热处理可以使丙烷分子结构中的碳-碳键变得更加稳定,减少不完全燃烧的可能性,提高丙烷的燃烧效率和热值。
这使得热处理后的丙烷更适合用作燃料,提高了其利用价值。
2.改善丙烷的热传导性能:在热处理过程中,丙烷分子结构中的无序结构和缺陷结构得到修复和优化,使得热传导路径得以畅通,热传导性能得到改善。
这使得热处理后的丙烷在传热领域中具有更好的应用潜力,可以用于制备高效的导热材料。
3.提高丙烷的耐腐蚀性能:在热处理过程中,丙烷分子结构中的晶界和内部缺陷得到修复,晶粒尺寸得以调整和优化。
这些结构调整可以提高材料的均匀性和稳定性,从而提高丙烷的耐腐蚀性能。
这使得热处理后的丙烷更适合用于腐蚀性环境中,延长了材料的使用寿命。
4.改善丙烷的机械性能:热处理可以改变丙烷的晶体结构,增大晶粒尺寸,使其晶界出现平滑的假象,提高材料的塑性和韧性。
这使得热处理后的丙烷在制造工业中更容易加工和成型,降低了制作成本,并且能够承受更大的外部荷载,提高了丙烷的机械性能。
总而言之,热处理可以通过调整丙烷的分子结构和晶体结构,提高丙烷的燃烧性能、热传导性能、耐腐蚀性能和机械性能。
这使得热处理后的丙烷成为一种更加多功能的材料,具有更广泛的应用领域和更大的利用价值。
采用天然气的气体渗碳

采用天然气的气体渗碳
李志义;田荣华;葛友海;胡培中;熊军;敖思渝
【期刊名称】《热处理技术与装备》
【年(卷),期】2004(025)001
【摘要】本文介绍了国内城市用天然气成分、成渝地区有机硫无机硫状况、各种天然气脱硫剂简介、硫分析方法及取样、天然气直生式、吸热式及放热式气氛的应用.最终落实天然气渗碳的另一机理及其优化措施,使其气源耗量下降15%左右,设备寿命大大提高,热处理质量可与世界先进国家媲美.
【总页数】5页(P41-45)
【作者】李志义;田荣华;葛友海;胡培中;熊军;敖思渝
【作者单位】重庆海森机电设备开发公司,重庆,400039;重庆青山机械制造公司,重庆,402761;重庆重型汽车制造公司车轿分厂,重庆,402300;重庆机床厂,重
庆,400054;四川丹齿实业公司,丹棱,612260;重庆新生机电设备总厂,重庆,400061【正文语种】中文
【中图分类】TG15
【相关文献】
1.直供天然气和空气混合气体渗碳 [J], KueHN,F;高子腾
2.采用F2型PC机供滴注式箱式气体渗碳炉程控的模拟调试 [J], 吴明义;吴国忠
3.直供天然气和空气混合气体渗碳 [J], LUHN,F;高子腾
4.RJJ—60井式气体渗碳炉炉壁采用全硅酸铝砖的节电试验报告 [J], 北京市技术
交流站热处理队、北京市机械局情报所、北京叉车一分厂联合试验小组
5.天然气等气体在井式炉的渗碳 [J], 邓乾奎
因版权原因,仅展示原文概要,查看原文内容请购买。
用净化后的天然气代替甲醇-丙酮齿轮渗碳的质量及经济效益

长恨歌白居易全诗赏析长恨歌白居易全诗赏析《长恨歌》由白居易创作,全诗形象地叙述了唐玄宗与杨贵妃的爱情悲剧。
以下是小编为大家整理的长恨歌白居易全诗赏析,希望能够帮助到大家。
朝代:唐代作者:白居易原文:汉皇重色思倾国,御宇多年求不得。
杨家有女初长成,养在深闺人未识。
天生丽质难自弃,一朝选在君王侧。
回眸一笑百媚生,六宫粉黛无颜色。
春寒赐浴华清池,温泉水滑洗凝脂。
侍儿扶起娇无力,始是新承恩泽时。
云鬓花颜金步摇,芙蓉帐暖度春宵。
春宵苦短日高起,从此君王不早朝。
承欢侍宴无闲暇,春从春游夜专夜。
后宫佳丽三千人,三千宠爱在一身。
金屋妆成娇侍夜,玉楼宴罢醉和春。
姊妹弟兄皆列土,可怜光彩生门户。
遂令天下父母心,不重生男重生女。
骊宫高处入青云,仙乐风飘处处闻。
缓歌慢舞凝丝竹,尽日君王看不足。
渔阳鼙鼓动地来,惊破霓裳羽衣曲。
九重城阙烟尘生,千乘万骑西南行。
翠华摇摇行复止,西出都门百余里。
六军不发无奈何,宛转蛾眉马前死。
花钿委地无人收,翠翘金雀玉搔头。
君王掩面救不得,回看血泪相和流。
黄埃散漫风萧索,云栈萦纡峨嵋山下少人行,旌旗无光日色薄。
蜀江水碧蜀山青,圣主朝朝暮暮情。
行宫见月伤心色,夜雨闻铃肠断声。
天旋地转回龙驭,到此踌躇不能去。
马嵬坡下泥土中,不见玉颜空死处。
君臣相顾尽沾衣,东望都门信马归。
归来池苑皆依旧,太液芙蓉未央柳。
芙蓉如面柳如眉,对此如何不泪垂。
春风桃李花开日,秋雨梧桐叶落时。
西宫南内多秋草,落叶满阶红不扫。
(花开日一作:花开夜;南内一作:南苑)梨园弟子白发新,椒房阿监青娥老。
夕殿萤飞思悄然,孤灯挑尽未成眠。
迟迟钟鼓初长夜,耿耿星河欲曙天。
鸳鸯瓦冷霜华重,翡翠衾寒谁与共。
悠悠生死别经年,魂魄不曾来入梦。
临邛道士鸿都客,能以精诚致魂魄。
为感君王辗转思,遂教方士殷勤觅。
排空驭气奔如电,升天入地求之遍。
上穷碧落下黄泉,两处茫茫皆不见。
忽闻海上有仙山,山在虚无缥渺间。
楼阁玲珑五云起,其中绰约多仙子。
中有一人字太真,雪肤花貌参差是。
重载齿轮类零件的渗碳和热处理
重载齿轮类零件的渗碳和热处理
崔鸿璞
【期刊名称】《太重技术导报》
【年(卷),期】1991(000)003
【总页数】4页(P43-46)
【作者】崔鸿璞
【作者单位】无
【正文语种】中文
【中图分类】TG162.73
【相关文献】
1.低速重载齿轮渗碳淬火热处理工艺研究 [J], 王红阁;杨师斌
2.D系列零件热处理渗碳产品缺陷分析与补救措施 [J], 张力芹;刘光亮;苗永顺
3.《重载齿轮渗碳热处理技术要求》行业标准获发布 [J], ;
4.天然气替代丙烷在轴承零件渗碳热处理方面的应用研究 [J], 尤蕾蕾
5.上海热处理厂有限公司重载齿轮渗碳淬火喜获高新技术成果转化认定 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2019年 第5期 热加工
Q
淬火介质与气氛
uench Medium & Atmospnere
20
天然气替代丙烷在轴承零件渗碳热处理方面的应用研究
■ 尤蕾蕾
摘要:采用天然气替代丙烷进行渗碳热处理,通过分析两种渗碳剂的原理,以及节能减排对比,发现使用天然气进行渗碳热处理,设备改造及工艺调整工作量小,且可显著降低生产成本,具有极大的推广应用价值。
关键词:天然气;渗碳热处理;节能减排;丙烷
渗碳工序是渗碳钢制轴承生产的一个特殊工序,它的加工周期长短、原料气的消耗的多少影响着轴承生产的成本高低。
长期以来,我公司渗碳钢制轴承零件均采用丙烷气作为富化气进行渗碳,具有较高的生产制造成本。
采用天然气在可控气氛热处理行业替代原有的丙烷气或丙烷十丁烷混合气进行渗碳,既节约企业原料气消耗成本又缓解当今日益严重的能源问题。
国内使用天然气作为渗碳剂进行渗碳处理的研究始于20世纪80年代,经过30多年的发展,相关气氛控制及工艺技术已基本成熟。
但目前常见应用领域主要为齿轮类产品的渗碳处理,虽然也有企业开始尝试使用天然气作为轴承类产品渗碳剂,但目前该类技术还未在行业内推广普及。
我公司丙烷站建于80年代,站内设有两个丙烷43m 3贮罐和一个10m 3残液罐,压缩机房一座,气化装置两台,减压装置
两套,室外埋地干管约2000m (D N125),丙烷减压室8座,用气总量为11.5~24.5t/月,近几年运行过程中管网经常由于锈蚀出现泄漏,造成公司安全隐患。
同时,随着公司发展和生产需求以及周边土地的商业化开发,急需解决热处理用气的替代问题。
一、利用天然气替代丙烷气制备可控气氛研究
1. 两种原料气的气体的化学反应式对比
利用天然气来进行渗碳热处理,其工艺原理与使用丙烷气相似。
用天然气制备吸热式气氛的主反应方程式为
C H 4+2.38空气→C O+2H 2 +1.88N 2 (1)式中,NiO 2为催化剂,CH 4
作富化气,反应温度≥1000℃。
由上式看出,采用天然气渗碳天然气与空气的比例为1:2.38,而实际情况一般为1:2.5,甚至更高,因为天然气不仅只含甲烷,还有丙烷等含碳较高的化合物以及有害杂质,R X 气氛制备参考如表1所示。
另外,天然气渗碳机理CH 4→C ad +H 2 C ad 活性碳。
用丙烷气制备吸热式气氛的主反应方程式为
C 3H 8+7.14空气→3CO+4H 2 +5.64N 2 (2)式中,NiO 2为催化剂,C 3H 8
作富化气,反应温度≥1000℃。
为了使渗碳炉内达到较高的碳势, 通在炉内添加原料气(丙烷或甲烷等气态烷烃)作为富化气。
当吸热式可控气氛中添加丙烷作富化时, 由于丙烷会立即在热处理炉工作温度下(800~950℃)进行反应:
C 3H 8→2[C]+CH 4+2H 2 (3)吸热式气氛中的C O 2、H 2O 、CO 和H 2发生水煤气反应:
CO+ H 2O=CO 2+ H 2 (4)。