QQ-S-571 REV F
锡材合金熔点对照表-Kester
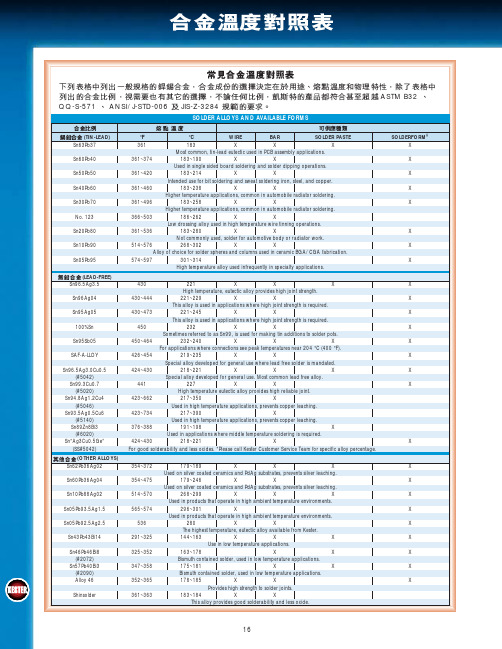
16ASTM B32QQ-S-571ANSI/J-STD-006JIS-Z-3284SOLDER ALLOYS AND AVAILABLE FORMS(TIN-LEAD)°F °C WIRE BAR SOLDER PASTE SOLDERFORM ®Sn63Pb37361183X X X XMost common, tin-lead eutectic used in PCB assembly applications.Sn60Pb40361~374183~190X X XUsed in single sided board soldering and solder dipping operations.Sn50Pb50361~420183~214X X XIntended use for bit soldering and sweat soldering iron, steel, and copper.Sn40Pb60361~460183~238X X XHigher temperature applications, common in automobile radiator soldering.Sn30Pb70361~496183~258X X XHigher temperature applications, common in automobile radiator soldering.No. 123366~503186~262X XLow drossing alloy used in high temperature wire tinning operations.Sn20Pb80361~536183~280X X XNot commonly used, solder for automotive body or radiator work.Sn10Pb90514~576268~302X X XAlloy of choice for solder spheres and columns used in ceramic BGA/CGA fabrication.Sn05Pb95574~597301~314XHigh temperature alloy used infrequently in specialty applications.(LEAD-FREE)Sn96.5Ag3.5430221X X X XHigh temperature, eutectic alloy provides high joint strength.Sn96Ag04430~444221~229X X XThis alloy is used in applications where high joint strength is required.Sn95Ag05430~473221~245X X XThis alloy is used in applications where high joint strength is required.100%Sn 450232X X XSometimes referred to as Sn99, is used for making tin additions to solder pots.Sn95Sb05450~464232~240X X X XFor applications where connections see peak temperatures near 204 °C (400 °F).SAF-A-LLOY 426~454219~235X X XSpecial alloy developed for general use where lead free solder is mandated.Sn96.5Ag3.0Cu0.5424~430218~221X X X X(#5042)Special alloy developed for general use. Most common lead free alloy.Sn99.3Cu0.7 441227X X X (#5020)High temperature eutectic alloy provides high reliable joint.Sn94.8Ag1.2Cu4423~662217~350X(#5046)Used in high temperature applications, prevents copper leaching.Sn93.5Ag0.5Cu6423~734217~390X(#5140)Used in high temperature applications, prevents copper leaching.Sn89Zn8Bi3376~388191~198X(#6020)Used in applications where middle temperature soldering is required.Sn*Ag3Cu0.5Ge*424~430218~221X X (SS#5042)For good solderability and less oxides. *Please call Kester Customer Service Team for specific alloy percentage.(OTHER ALLOYS)Sn62Pb36Ag02354~372179~189X X X XUsed on silver coated ceramics and PdAg substrates, prevents silver leaching.Sn60Pb36Ag04354~475179~246X X XUsed on silver coated ceramics and PdAg substrates, prevents silver leaching.Sn10Pb88Ag02514~570268~299X X X XUsed in products that operate in high ambient temperature environments.Sn05Pb93.5Ag1.5565~574296~301X XUsed in products that operate in high ambient temperature environments.Sn05Pb92.5Ag2.5536280X X XThe highest temperature, eutectic alloy available from Kester.Sn43Pb43Bi14 291~325144~163X X X XUse in low temperature applications.Sn46Pb46Bi8325~352163~178X X X (#2072)Bismuth contained solder, used in low temperature applications.Sn57Pb40Bi3 347~358175~181X X X (#2090)Bismuth contained solder, used in low temperature applications.Alloy 46352~365178~185X X XProvides high strength to solder joints.Shinsolder 361~363183~184X XThis alloy provides good solderability and less oxide.。
QQ代理设置

首先,点QQ面板的“菜单”—“设置”—“系统设置”就可以直接进入“系统设置”界面,进入代理设置,选中“使用SOCKET5防火墙”。
在“防火墙地址”、“端口号”、“校验用户名”、“校验用户名密码”处输入你寻找的免费代理地址。
能在QQ中使用的代理为SOCKS4和SOCKS5型的,端口号为:1080。
好了,把IP地址和端口号填入(校验用户名和密码一般不用填),点击“测试”按钮,如果你填入的代理地址有效,则会弹出“代理服务器工作正常”提示框,否则就会弹出“无法连接到代理服务器”的提示。
上述步骤做完之后,最后点击“确定”完成。
代理服务器的地址很多网站有提供,自己用工具也可以找到很多。
要特别注意的一点是:按照上述方法找到确实可用的代理服务器后,要先退出QQ,再启动QQ重新登录,这样才会改变QQ的IP,否则QQ的IP不会改变的。
代理服务器有时候会失效,需要换一个新的服务器。
此方法只能隐藏QQ的IP,即别人通过一般的QQ工具查不到你的真实IP地址(但是高手还是有办法查出你的真实IP的)。
IP:Port Type Speed Country/Area193.198.185.3 :8080 HTTP 484,1859,1859 克罗地亚195.116.53.12 :3124 HTTP 437,1141,1141 Poland196.1.70.201 :80 HTTP 453,1984,1984 苏丹196.29.161.81 :80 HTTP 468,1718,1718 苏丹196.29.161.82 :80 HTTP 500,1766,1766 苏丹196.29.161.84 :80 HTTP 516,1563,1563 苏丹196.29.161.84 :8080 HTTP 516,1500,1500 苏丹196.29.161.85 :80 HTTP 500,1407,1407 苏丹196.29.161.85 :8080 HTTP 500,1360,1360 苏丹200.70.25.242 :8080 HTTP 484,1593,1593 哥伦比亚波哥大200.123.164.101 :80 HTTP 390,1828,1828 阿根廷布宜诺斯艾利斯200.150.182.92 :8080 HTTP 406,1734,1734 Sao Paulo, Brazil200.252.42.216 :80 HTTP 422,1141,1141 Sao Paulo, Brazil200.252.42.217 :80 HTTP 422,1140,1140 Sao Paulo, Brazil201.76.211.246 :8080 HTTP 438,1688,1688 Vivax Corp., Brazil202.59.163.129 :8080 HTTP 875,1734,1734 Indonesia202.106.70.1 :80 HTTP 266,1844,1844 北京市联通ADSL 202.128.75.226 :80 HTTP 406,1250,1250 Guam202.128.75.233 :80 HTTP 406,1015,1015 Guam202.149.76.5 :80 HTTP 672,1641,1641 Indonesia202.149.76.9 :80 HTTP 641,1797,1797 Indonesia202.149.76.10 :80 HTTP 672,1469,1469 Indonesia202.152.22.202 :8080 HTTP 375,1640,1672 Indonesia202.153.232.162 :8080 HTTP 594,1891,1891 印度尼西亚雅加达202.156.8.9 :80 HTTP 328,1562,1562 新加坡星和宽带202.156.8.13 :80 HTTP 328,1593,1593 新加坡星和宽带202.156.10.9 :80 HTTP 329,1375,1391 新加坡星和宽带202.156.10.14 :80 HTTP 344,1407,1407 新加坡星和宽带202.156.11.12 :80 HTTP 344,1250,1250 新加坡星和宽带202.156.13.10 :80 HTTP 484,1546,1562 新加坡星和宽带202.156.13.10 :8080 HTTP 469,1531,1531 新加坡星和宽带202.156.15.10 :80 HTTP 469,1516,1516 新加坡星和宽带202.159.216.7 :80 HTTP 406,1422,1422 India203.189.143.7 :8080 HTTP 172,1657,1672 柬埔寨206.192.251.234 :8080 HTTP 250,1375,1375 US/CA207.158.22.124 :80 HTTP 266,1110,1110 US/CA210.187.51.43 :80 HTTP 188,1047,1047 Malaysia210.212.214.184 :8080 HTTP 547,1281,1281 India211.138.124.199 :80 HTTP 203,1859,1859 浙江省移动(全省通用) 211.138.124.200 :80 HTTP 172,1297,1297 浙江省移动(全省通用) 212.138.108.79 :80 HTTP 469,1953,1953 Saudi Arabia212.181.133.227 :8080 HTTP 594,1953,1969 Sweden218.186.15.10 :80 HTTP 469,1235,1250 Singapore218.248.240.190 :8080 HTTP 500,1813,1813 印度 BSNL网络218.249.45.217 :80 HTTP 63,1297,1297 北京市电信通221.1.96.22 :443 HTTP 282,1204,1219 山东省潍坊市昌乐县联通221.3.154.9 :80 HTTP 203,1140,1140 云南省楚雄州联通221.7.145.42 :8080 HTTP 250,1656,1656 广西桂林市联通221.130.7.227 :80 HTTP 265,1969,1969 江苏省南京市移动221.130.17.61 :80 HTTP 188,1657,1657 江苏省南京市移动221.130.17.125 :80 HTTP 204,1141,1141 江苏省南京市移动221.130.17.126 :80 HTTP 203,1047,1047 江苏省南京市移动221.179.35.73 :80 HTTP 78,1937,1937 重庆市移动222.43.1.178 :8090 HTTP 329,1610,1610 山东省泰安市铁通222.58.225.130 :80 HTTP 391,1797,1797 湖南省衡阳市铁通222.58.225.131 :80 HTTP 360,1750,1750 湖南省衡阳市铁通222.58.225.132 :80 HTTP 344,1703,1719 湖南省衡阳市铁通222.58.225.142 :80 HTTP 344,1719,1719 湖南省衡阳市铁通222.58.227.131 :80 HTTP 328,1687,1703 湖南省衡阳市铁通222.58.227.132 :80 HTTP 344,1672,1672 湖南省衡阳市铁通222.88.40.6 :8080 HTTP 109,1562,1562 河南省郑州市电信ADSL 222.124.19.34 :8080 HTTP 390,1468,1468 Indonesia222.124.129.42 :80 HTTP 453,1484,1484 Indonesia222.124.129.42 :8080 HTTP 469,1500,1516 Indonesia222.124.129.46 :8080 HTTP 485,1578,1578 Indonesia222.165.130.82 :80 HTTP 250,1218,1218 斯里兰卡电信公司222.169.11.234 :8080 HTTP 78,1766,1766 吉林省延吉市电信222.221.32.177 :9000 HTTP 47,1750,1844 云南省昆明市电信71.225.200.93 :8085 HTTP 1031,1953,1953 美国新泽西州urel112.64.180.114 :1080 SOCKS4 218,1562,2265 上海市联通187.111.1.194 :8080 HTTP 391,1984,2000 Latin America190.254.20.42 :8080 HTTP 563,1469,2047 Colombia195.205.171.48 :1080 SOCKS4 515,1500,2281 Poland200.141.202.162 :8080 HTTP 484,1703,2125 Sao Paulo, Brazil217.75.82.9 :1080 SOCKS4 594,1516,2313 Europe222.58.227.134 :80 HTTP 344,1984,2062 湖南省衡阳市铁通41.134.81.234 :80 HTTP 718,2609,2640 United States41.208.14.4 :80 HTTP 687,2484,2484 South Africa41.226.27.229 :80 HTTP 672,2312,2594 Tunisia58.119.6.163 :80 HTTP 62,2250,2250 北京市教育信息网58.150.182.76 :8080 HTTP 156,2937,2937 Korea58.242.248.15 :80 HTTP 407,2032,2032 安徽省合肥市联通59.25.182.92 :80 HTTP 172,2938,2954 Korea telecom60.28.212.184 :80 HTTP 79,2829,2829 天津市联通ADSL61.145.121.124 :89 HTTP 63,2922,2922 广东省广州市电信IDC机房(校场西)62.129.245.186 :8080 HTTP 687,2047,2047 Poland65.188.204.150 :8085 HTTP 859,2359,2359 Road Runner LLC, Herndon, VA, US 72.218.152.178 :8085 HTTP 469,2531,2531 Cox Corp., Atalanta, Georgia, US 78.38.12.172 :80 HTTP 453,2156,2172 IANA美洲及南部非洲IP分布78.38.128.202 :8080 HTTP 485,2344,2360 IANA美洲及南部非洲IP分布80.37.214.17 :8085 HTTP 422,2094,2094 Spain80.81.159.20 :8080 HTTP 750,2922,2922 Lebanon81.18.116.66 :8080 HTTP 297,2375,2375 Russia82.102.0.66 :8080 HTTP 406,2516,2516 Portugal82.207.89.185 :8080 HTTP 406,2781,2781 Ukraine88.98.28.60 :8080 HTTP 859,2375,2375 Britain88.250.61.26 :8080 HTTP 547,2829,2860 Turkey91.121.86.58 :8080 HTTP 297,2391,2406 France95.66.8.1 :80 HTTP 546,2921,2921 United States95.66.9.1 :80 HTTP 547,2828,2828 United States成为QQ会员很简单,但要一个月付出10个Q币的代价,或者直接用手机通过QQ加油站为会员付费。
锡膏知识
软钎焊是利用热使焊料熔化,使两种或多种不熔化的母材实现机械和电器联接的方法,它是一种最古老的焊接方法,远在铁器时代,人类就已经采用这种钎焊方法了。
1.1.1锡
锡是一种延展性很好的银白色金属,在常温下的物理化学性质都相当稳定。
(1)物理性质
锡乃软质低熔点金属,有两种晶格结构,即a锡和b锡,a锡称为灰锡,b锡又称为白色锡,其变相温度为13.2℃,在13.2℃以上乃b锡,当温度低于-50℃时,金属锡便变为粉末状的灰锡。在俄国的沙皇时代,其军大衣的钮扣曾用锡铸造,可是,在一个严寒的冬天,发现这些钮扣不翼而飞,在相应的地方只留下一滩滩灰色的粉末。其实就是这种变化所造成的。此外,纯锡还会生长出一种锡须的须状物,若发生在电子组装板上,就可能导至电子电路的短路,因此,纯锡不能用于电子组装。
铅-锡焊料中有害杂质含量一览表
杂质金属
允许含量
杂质金属
允许含量
银(Ag)
<0.05
铝(Al)
<0.005
砷(As)
<0.03
金(Au)
<0.05
铋(Bi)
<0.10
镉(Cd)
<0.002
铜(Cu)
<0.08
铁(Fe)
<0.02
铟(In)<0.源自0镍(Ni)<0.01
锑(Sb)
<0.50
锌(Zn)
<0.003
1、锡条
锡条,就形态上又分为两类
a.铅-锡合金电镀阳极棒--用于电镀
b.普通焊锡条--用于各种焊接
按制造工艺分类
a.铸造成型--结构疏松、夹渣较多、表面粗糙
b.锻压成型--结构紧密,表面光洁
QQ代理ip地址

QQ浙江代理Ip
ID 地址 端口 类型 地区 验证时间 响应 WHOIS
1 61.153.149.205 8080 HTTP 浙江省宁波市 电信 07-21 13:56 1.001 whois
2 124.160.110.243 3128 HTTP 浙江省温州市 (苍南县)联通 07-21 13:48 1.576 whois
19 museums.karelia.ru 80 HTTP 欧洲 07-21 13:22 1.001 whois
20 80 HTTP 美国联合航空通信网络(西南部通用) 07-21 13:22 1.001 whois
21 221.176.168.178 80 HTTP 河南省南阳市 移动 07-21 13:22 1.001 whois
2 218.207.217.227 80 HTTP 福建省 移动 07-21 13:50 1.001 whois
3 218.207.217.228 80 HTTP 福建省 移动 07-21 13:50 1.862 whois
4 218.207.217.229 80 HTTP 福建省 移动 07-21 13:50 0.066 whois
31 212.142.138.130 80 HTTP 西班牙 07-21 13:22 1.002 whois
32 222.47.26.12 8888 HTTP 福建省福州市 铁通ADSL 07-21 13:21 1.002 whois
33 218.25.15.19 8080 HTTP 辽宁省沈阳市大东区 联通ADSL 07-21 13:24 1.012 whois
3 121.12.131.122 8088 HTTP 广东省东莞市 电信 07-21 13:54 1.001 whois
QQ版本号

1909=<QQ2009 正式版 SP4 测试版>
1843=<QQ2009 正式版 SP2 传文件夹测试版>
1837=<QQ2009正式版 SP3>
1831=<QQ2009 正式版 SP3 测试版>
1807=<QQ International Beta2>
07DD=<TM2008 Preview2>
07DB=<TM2008 Preview>
07D7=<QQ蜂鸟 Alpha1 Demo>
073F=<QQ2008II Beta1>
073D=<QQ2008II Beta1 会员体验版>
073B=<QQ2008II Beta1 Trial>
0759=<QQ2008II Beta1 SP1>
0C42=<TM3.0 Beta3>
0C3E=<TM3.0 Build 1209>
0A21=<QQ2009 正式版 SP5 大视频测试版>
0AF9=<QQ2009 正式版 SP6>
0AF3=<QQ2009 正式版 SP6 测试版>
0A1B<QQ2009 正式版SP5>
0A15=<QQ2010 Beta 测试版>
0A03=<QQ2009 正式版 SP2 性能优化测试版>
07ED=<QQ2009 Preview>
07EC=<TM2008 Preview4>
关于焊锡膏的一些基本知识
关于焊锡膏的一些基本知识1.锡膏的成份:主要是由焊锡粉与助焊剂等化学元素的混合物。
•焊锡粉:通常是由氮气喷雾(N2 ATOMIZATION) 或旋转碟方法制造后经丝网筛选而成。
•助焊剂:通常是由松香;树脂;活性剂;抗氧化剂等化学元素构成。
R ----- 非活性松香RMA--- 轻活性松香RA ----- 活性松香LR ----- 免洗WS ----- 中性,适合电子工业。
(水溶性)OA ----- 酸性,焊接工艺。
(水溶性)•好的焊锡膏具备的几点条件:1.优良的湿润性及可焊性。
2.极少的杂质,可提高扩散能力,减少因杂质引起的如焊桥:锡尖等缺陷。
3.焊点光亮。
4.驱除金属杂质及氧化物。
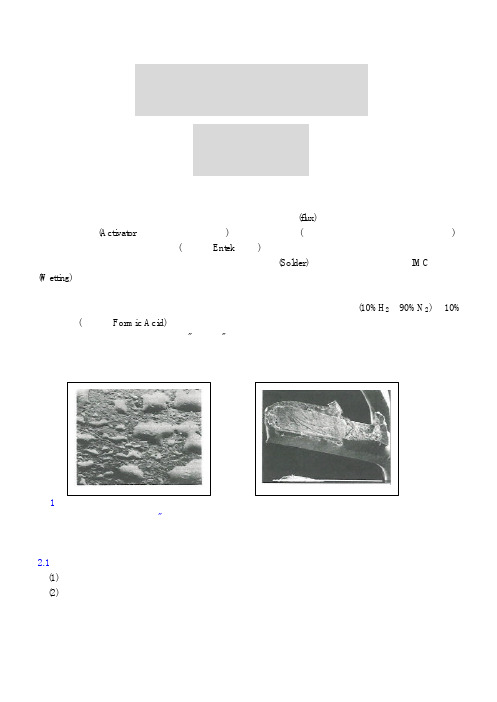
(在此处可加入焊锡浆的图片以及良好焊点图片)2.锡膏的储存及运输:•一般需要在0度---10度(4--5度最好) 状态下储存,可防止出现结晶,氧化;FLUX挥发;粘性剂硬化等问题。
(注意:我们现在CDMA所使用的焊锡膏的储存应保持在-20度---0度之间) (在此处可加入标签图片并指出参数所在处)•通常在0度以下储存的焊锡膏(我们现在CDMA所使用的焊锡膏以及其它特殊的焊锡膏) 会使FLUX出现结晶,从而影响使用效果。
•不同焊锡膏的使用寿命会根据不同生产厂家的产品有所差异,通常会在三个月到一年左右不等。
•在存放过程中需定时检查冰箱温度和湿度,以及焊锡膏的有效期。
•在焊锡膏的运输过程中同样也需要保持合适的低温,并要定时检查其个项参数指标。
3.焊锡膏的使用:(根据产品型号不同有所差异)•一般要求从冰箱里取出后需回温3小时以上才可以开始使用,使用时假设发现印刷不良;塌陷;焊锡膏过希等问题,需进行充份搅拌后在使用。
(我们现在所规定的焊锡膏回温时间为8小时) (在此处可加入标签图片并指出参数所在处)•一般要求焊锡膏在开封后三天内用完(如果量不大, 可将焊锡膏用完后尽快密封好并放回冰箱)再次使用时可加入部分新鲜锡膏加以搅拌, 并尽快用完。
助焊剂的组成与功用解说
¤W-zyK[à°÷¨¤@ cA]i¨±oZ üP¨§UkVXáA¤]à°÷±oH OùaBAA¤-Po¨IC_hgLxsáAZüw]-¤OY¨In § ¨ìe C¤@p-nQA[H¤AN¤O¨òe¤F C
(Stenc il) L¨êkAü ¤§y¤]ê±pC I K["y"(§y)¨ú¨Mó§Uk¤§A¤Q-DQ-A¤ U§C N¤¨t¨AiK[y¤]h ¨pG ¤M (Gum)(¨p:j ¨ Guar GumB Xanthan Gum )AP (Cellulose)¤§-l (pG Sodium Carboxymethyl Cellulose ,Ethoxylated Cellulose )A H¤¨Lh-lA ¤]iQBH¤g ¤A A ¤ mèC ¤üIhià±NQ§--óL÷¤§UkA]±N ¤¤W C t¤@ií¨y±±¨NOWax)C¨wq[\dòD±`sA¤Zèb¤§ ( ¤¤O§e{¤@iìTéAb°¤¤¤S±N§e{G¤AA§° ""C-Y±NV¤JYà°÷ ¤°t¤¤A¨¨¤§K[Y ¤@@פ¨AA§NáA§Y§e{~C ¨e °°_¨oáOPA-n`NO "n¤×"(Softening Temp)-n°AH ¤èK§Uk b xs¤¤A§Y¨×±p¤¤jA¤]¤-PX{¤C H°t§Uk¤§¨ü A¨ I ¤AóL¨êP L¨êkC ¨¨i¤° G B°BoBX¨A°O¤@ × PB¤X-là-¨VXC ohOB¤A§Uk¤¤¤]|LU oC -¤¤uKL÷§Uk¤¤ X¨hOt¤@¤§CX¨-ì¤]¤PA A I¤×¤PA¨xà°ò¤]U§C-ìhO±×i°ò-lBEJ ¤§à-BE¤¤A¤GJAᤧqpG HO(CH2 CH2 O) N H Y¨"E¤¤A¤GJ°°òi󤤤 A " -n`NO¨¤¤l§÷AG §l ¤§èA¨èpóP¤¤lqC ¤Zí¤¤lq W[A¤B§l¤]±N°¤§¤A IBH×o|H¤¤lq¤jW[C (2)WYH ---íüIHפ°÷±WYAh¤°_¤üI¨-n§x±ohC]--¨¤hAGüI°~¤¤i WY¤]--C±`¨NO¤@§è o(Modified Caster Oil)-lA¨¤Psy °¤]U¤F¤P°~WC oO¤@¤T¤à-o A~§e{¤@ ¤°o(Non-Drying Oil)A bo¤w¤[úvC¨¤¤l¤¤ 90%O o(Ricinoleic Acid)AoO¤@ 18 - ¤XAb9 ¨ì l0 ¤§ùAb12 ¤WOH °òC oiiB¤i¤±oH§ èA]¨¤w¨¤A wwA¤L§l¤A G í¨PüI§UkVXA -nS§O`N¨ì[¤J÷Bפ¤j¤pAí¨§¤¤~|§e{ ±§C
关于助焊剂清洗剂

一、关于无铅助焊剂1、低固免洗助焊剂是W/W级美国进口松香,经由特殊的活化制程,复合而成免洗低固量、弱活性、无卤素电子助焊剂,焊接后的板子透明而乾净,且有快干不粘手的特性,符合美国军方规定MIL-14256及美国联邦QQ-S-571E标準。
对於MIL-14256及QQ-S-571E两项标準,虽然没有限制其使用的活性剂量,但对某些特殊制品以及有关国家之规定:PCB板不含有导电离子和腐蚀性离子,符合最新环保要求,同时焊前和焊后能保持长期稳定的品质,低固免洗助焊剂均符合这一要求。
产品特性* 抗高温性* 高绝缘阻抗值* 焊前和焊后高温作业时基板及零件不产生任何腐蚀性* 板子上的残留物硬而透明,且不吸水* 免清洗* 可以通过严格的铜镜及表面阻抗测试应用范围与操作对于电子零件ASSEMBLY这种高品质稳定的焊接作业而言,本剂在电子通讯产品、电脑自动化产品、电脑主机、电脑周边设备及其它要求品质可靠度很高的产品、均适用本剂。
喷雾式:喷雾时须注意嘴的调整务必让助焊剂均匀分佈在PCB板上。
发泡式:调整风刀风口应按发泡槽的方向,风口的适当角度为15℃(以垂直角度计)。
预热温度在90-130℃之间。
锡炉上的锡波要平整,PCB板不变型,可以得到更佳的表面焊接效果。
转动带速度,可介入每分鐘1.2-1.5米之间。
过锡后的PCB板零件面与焊接面必须乾燥,不可有液体状的残留。
手动手浸焊,过锡的速度3-5秒,焊接面与零件面不可有液体。
助焊剂发泡作业或手浸作业,本剂比重必须控制在标準比重范围(0.790-0.805)之间。
当PCB板氧化严重时,请予以焊前适当处理,以确保焊接品质。
本产品符合中国国家GB-9491-88标準、QQ-S-571E标準。
2、松香型免洗助焊剂采用欧洲进口,经高纯活化剂配合多种焊锡化学材料反应而成,具有快干、焊点光亮、结构饱满、无刺鼻、无腐蚀,具有润湿性好、阻抗性佳等优点。
本剂针对有些抽风设备不良和环境高湿气作业而设计的,在标准比重内作业sone-800B 免洗助焊剂可达到免清洗效果,并可符合各类电气性能要求,特别对于高灵敏度要求焊接作业,如手侵两次PCB而言,它焊接后的PCB虽然经两次手浸焊接,仍可达到焊接面与电子零件面无残留的境界,且有极高的绝缘阻抗。
锡丝参数及助焊剂类型
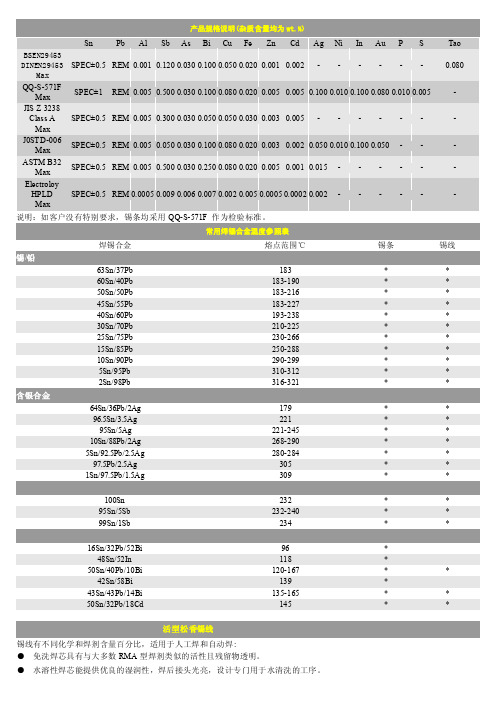
锡线有不同化学和焊剂含量百分比,适用于人工焊和自动焊:●免洗焊芯具有与大多数RMA型焊剂类似的活性且残留物透明。
●水溶性焊芯能提供优良的湿润性,焊后接头光亮,设计专门用于水清洗的工序。
●RMA和RA焊芯都符IPC J-STD-006和JIS Z 3283AA级/A级标准。
这些焊剂均能溶解于溶剂中,具有烟雾少、不易飞溅的特点●焊剂含量:含量范围从1.2%到3.5%。
对于大多数应用场合,建议焊剂含量为1.8至2.0%。
●包装:供应的锡线直径为0.2mm 到3.0mm 或更大,每卷有0.5英磅到1英磅,视需要而定。
●此外:还供应各种其它合金,其成份、直径、线巻尺寸均可根据客户和原装设备合同生产厂家的要求订制。
-------------------------------------------------------------------------------------------●供应的标准合金有:一般锡线(General wire):Sn63/Pb37,Sn60/Pb40,Sn50/Pb50含银锡线(Solder wire with Ag):Sn10/Pb88/Ag2,Sn62/Pb36/Ag2,Sn2.5/Pb97/Ag0.5,Sn96.5/Ag3/Cu0.5高温锡线(High TEMP. WIRE):Sn10/Pb90,Sn10/Pb85/Sb5,Sn95/Sb5,Sn40/Pb58.8/Cu1.2低温锡线(Low TEMP. wire):Sn50/Pb40/Bi10,Sn43/Pb43/Bi14免清洗助焊剂( NC )由树脂、溶剂和少部分催化剂组成。
NC助焊剂活性较低, 适用于易于焊接的工件表面。
NC助焊剂残留物透明、硬化、无腐蚀性、无导电性, 可以留于工件上。
如果确实需要, 残留助焊剂可用适当溶剂清除。
低活性助焊剂Rosin Mildly Activated(RMA)由树脂、溶剂和少部分催化剂组成。
焊锡材料(SOLDER)解析
KS D 6704
JIS Z 3282
QQ-S- 571E
块状 棒状 杆状 线状 自由状 粉末状
化学成份(wt%)
等 主成份
不纯物(Max)
极 Sn Pb Sb Cu Bi Zn Fe Al As Cd Au Ag In Ni P S
S极 60 40 0.1 0.03 0.03 0.002 0.02 0.002 0.03 0.002
组成wt% 合金比重 FLUX=9%
Sn Pb Ag Bi
粉末㮼FLUX
63 37
8.4 54.6 45.4
10 90
10.7 48.6 51.4
62 39 2
8.4 54.6 45.4
46 46 8
9 52.9 47.1
43 39 14 9.1 52.6 47.4
97
4
7.4 57.7 42.3
90 8 2
Ⅲ-6/13
LGITHZ/合理化推进TEAM恒星队
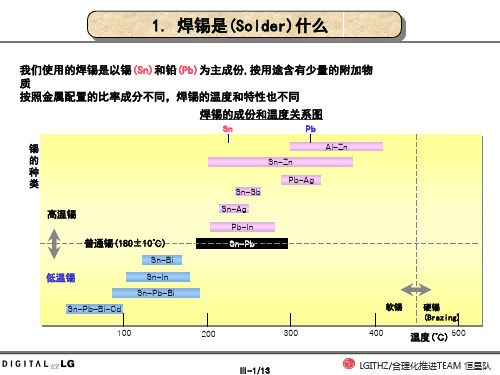
4. 锡的性质
锡具有表面张力,若不能恢复则会增加不良 表面张力可以使用 Flux恢复
•锡具有从温度低的地方移动到温度高的地方的性质.
Cool
用烙铁焊锡时锡往烙铁方向移动
Hot
就可以证明这一点.
•锡具有从面窄的地方移动到面宽的地方的性质
面
面
小的部品和大的部品一起焊锡时,若相碰的话 大的部品将拉动小的部品,就可以证明这一点
120
Ⅲ-9/13
LGITHZ/合理化推进TEAM恒星队
参考2. 焊锡粉末的种类
焊锡粉末主要使用JIS S-4, IPC TYPE-4两种类型。 印刷越是细微其粉末越小.想象以前的沙钟就容易理解了。
JIS Z 3284 粉末SIZE(定形 ???????1.2 以内), 单位um
诺基亚智能手机使用指南说明书
C
Capacities Chart .................... 344, 346 Carbon Monoxide Hazard .............. 52 Carrying Cargo .............................. 202 Cassette Player
Charging System Indicator .... 58, 328 Checklist, Before Driving............. 206 Child Safety ...................................... 20 Child Seats........................................ 25
Before Driving ............................... 191 Belts, Seat ..................................... 8, 41 Beverage Holder............................ 101 Body Repair .................................... 310
Maintenance............................... 279 Usage .................................. 111, 117 Air Outlets (Vents)................ 110, 115 Air Pressure, Tires ........................ 282 Alcohol in Gasoline........................ 350 Aluminum Wheels, Cleaning........ 305 Antifreeze ....................................... 253 Anti-lock Brakes (ABS) Indicator................................ 59, 219 Operation .................................... 218 Anti-theft, Audio System............... 179 Anti-theft Steering Column Lock .. 76
锡线和焊接知识
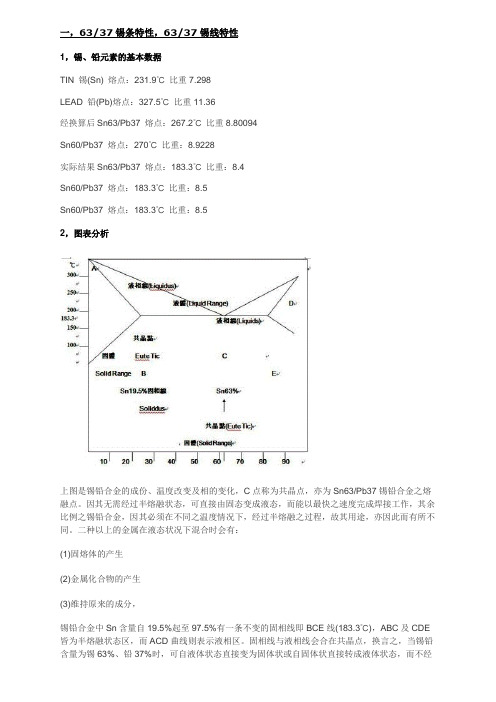
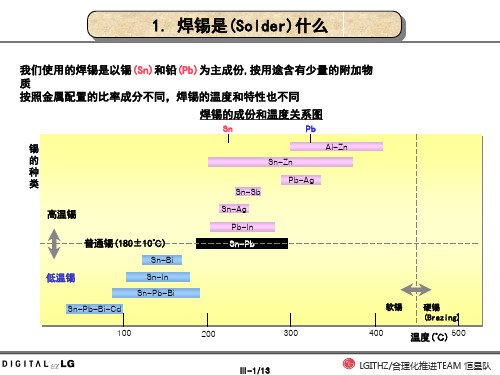
一,63/37锡条特性,63/37锡线特性1,锡、铅元素的基本数据TIN 锡(Sn) 熔点:231.9℃比重7.298LEAD 铅(Pb)熔点:327.5℃比重11.36经换算后Sn63/Pb37 熔点:267.2℃比重8.80094Sn60/Pb37 熔点:270℃比重:8.9228实际结果Sn63/Pb37 熔点:183.3℃比重:8.4Sn60/Pb37 熔点:183.3℃比重:8.5Sn60/Pb37 熔点:183.3℃比重:8.52,图表分析上图是锡铅合金的成份、温度改变及相的变化,C点称为共晶点,亦为Sn63/Pb37锡铅合金之熔融点。
因其无需经过半熔融状态,可直接由固态变成液态,而能以最快之速度完成焊接工作,其余比例之锡铅合金,因其必须在不同之温度情况下,经过半熔融之过程,故其用途,亦因此而有所不同。
二种以上的金属在液态状况下混合时会有:(1)固熔体的产生(2)金属化合物的产生(3)维持原来的成分,锡铅合金中Sn含量自19.5%起至97.5%有一条不变的固相线即BCE线(183.3℃),ABC及CDE 皆为半熔融状态区,而ACD曲线则表示液相区。
固相线与液相线会合在共晶点,换言之,当锡铅含量为锡63%、铅37%时,可自液体状态直接变为固体状或自固体状直接转成液体状态,而不经半熔融状。
其他成份之锡铅合金,则均在183.3℃至ACD液相线中间行程半熔融态。
液相线熔点(183.3℃),并非适当的焊锡温度,通常适用的温度约高于液相线温度55℃-80℃。
3,共晶点焊锡特性(亦即为什么要用63/37或60/40,而不用70/30或50/50)电子工业希望于最低的温度之下完成焊锡工作,那就得利用熔点最低的焊锡合金。
63/37或60/40之共晶点焊锡可符合此项要求,其原因有以下三点:∙因其不经过半熔融状态而迅速的固化或液化,因此可以最快速完成焊锡工作。
∙能在较低温度下开始焊接作业,乃锡铅合金中焊接性能最佳的一种。
Ⅲ-焊锡材料(SOLDER)解析
锡在污染的环境下是不能作业的.(第一次清净第二次清净)
搅拌前
搅拌后
取用方法: 1. 必须遵守先入先出: 确认容器的密封状态及有效期限 2. 必须采用冰箱保管(1~10℃):防止Flux的化学反映 3. 从冰箱取出后在常温下保存1~2小时后使用:
水分吸收现象.禁止在温暖的地方(Reflow)保管 (Flux发生化学反应)
4. 必须搅拌后使用:
Flux粉末均匀混合,自动搅拌 5~10分钟,手工搅拌100~150次(1~2分钟)
其他合计0.35以下또
形象分类 韩国 块状 棒状 杆状 线状
自由状 I B R W F P
表示方法
美(MIL) 备注
I B R W F P Ingot Bar Ribon wire Free Form Paste
日本
I B R W F P
S
63
A - W - 1.6 - 50
对象:宽度(㎜) 棒状: 宽度(㎜) 杆状: 厚度(㎜) 线状: 线径(㎜) 粉末状:粒度(um) 形象分类
Solder
Flux
绝缘抵抗 增加耐湿试验 扩散率 肉眼
500以上 1*10E11以上 1*10E11以上 试验片的各部分不可有明显的腐蚀 75 以上 80以上
1*10E9以上 1*10E9以上 80以上
表示方法
Resin Solder Sn含量±1wt%
RS 63 - 1.6 - A
Flux等级 外径 0.3~0.4±0.03 0.5~0.7±0.05 0.8~3.0±0.10源自粉末状Sn 含有量
等级
Ⅲ-2/13
LGITHZ/合理化推进TEAM
3. 焊锡的种类(1)
树脂类 焊锡丝
助焊剂的选用
J-STD-004标准与助焊剂的选用罗道军信息产业部电子第五研究所 (510610)摘要简要介绍了美国联合工业标准J-STD-004对助焊剂的分类方法与有关技术要求,并就该标准与传统各类助焊剂标准的异同进行了分析比较。
同时,根据作者多年从事电子产品失效分析与助焊剂产品检测的经验,提出了各种不同产品或工艺线对助焊剂产品的选用方法和基本原则。
关键词助焊剂标准选用Abstract The classified methods and requirements of American nationaljoint industry standard J-STD-004 were introduced in this article simply, and acomparison between J-STD-004 and other flux standard has been taken too.Meanwhile, basic means and principles of Choosing and using fluxes havebeen presented on the basis of author’s experience in many years from testingfluxes and failure analysis of electronic products in the end.Key words flux standard choice and use1、前言助焊剂是电子工业中最重要的辅助材料之一,它在电子装配工艺中影响电子产品质量与可靠性。
随着现代信息电子工业的迅猛发展,助焊剂的用量越来越大,对其质量的要求也越来越高。
因此,如何更好地选用适合的助焊剂,做到既满足产品质量与可靠性的要求又不造成浪费就显得十分重要。
由美国军方、IPC、EIA以及各国著名的助焊剂生产商共同制定的、适应性很强的联合工业标准-----J-STD-004(Requirements for Soldering Fluxes)标准就是目前国际上最盛行的助焊剂标准,但国内许多相关生产厂商对此并不十分了解,也不了解依据该标准获得的检测数据或参数的意义,从而造成了选择使用焊剂的误差。
锡膏的标准与测试方式
坍塌测试
印刷网板的厚度为8 mils (0.2mm),上有四行平行的3.0 X 0.7mm狭缝。狭缝间距以0.1mm的增量从0.4mm增至1.2mm
锡膏特性
▪ 锡球
▪ 锡球测试是测试锡膏回流后,在未润湿的底 板上出现的小锡球
▪ 测试方法依照IPC-TM-650 的 2.4.43 ▪ 回流后将样板放在10X或20X的显微镜下观察 ▪ 无成簇或大锡球
▪ 在助焊剂残留与铜的界面间存在絡合物、残渣或 间断的残渣
▪ 在助焊剂残留中存在不连续的白色或有色点
助焊剂特性
▪ 表面绝缘阻抗
▪ 用来测试印上助焊剂之后的线路板在高温、 高湿条件下的电绝缘性
▪ 测试依照IPC-TM-650 的2.6.3.3 ▪ >100 megaohms ▪ 测试完成24小时内将测试板放在10X 到30X
或黄色
助焊剂特性
▪ 氟点测试
▪ 通过往锆茜紫的颜色变化来判断助焊剂剂中 是否含有氟化物
▪ 测试方法依照IPC-TM-650 的 2.3.35.1 ▪ 如果颜色从紫色变成黄色,表明助焊剂测试
液中含有F-(氟离子)
助焊剂特性
▪ 铜板腐蚀测试
▪ 是测试助焊剂残留在极端条件下的腐蚀性 ▪ 测试依照IPC-TM-650 的2.6.15 ▪ 描述如下:
的显微镜下观察枝长和腐蚀状况
助焊剂特性
▪ 型锡膏的水溶性电阻
▪ 查明助焊剂系统的电导率, 反映出助焊剂的种 类.
▪ 测试方法依照QQ-S-571E的4.7.3.2 ▪ 型锡膏的水溶性电阻> 100 000 ohm-cm 助焊
剂类型 R 和 RMA ▪ 型锡膏的水溶性电阻> 45 000 ohm-cm助焊剂
TTC1 产品数据表说明书
TTC1Product Data SheetProduct TIP TINNER/CLEANERMay 2003TTC1Multicore TTC1 is a speedy and effective product for cleaning and re-tinning de-wetted soldering irons that cannot be re-tinned by sponges, pads or rosin-cored solder wire. Rapidly re-tins badly oxidised soldering irons Activators thermally decompose Minimal residues Alloy meets international purity standardsMulticore TTC1 is a small block of electronics grade Sn63 solder powder and flux compacted into the shape of a thick disc. It is packaged in a metal container complete with lid and self-adhesive pad on the underside so that it can be readily affixed to any convenient surface.APPLICATION NOTESMulticore TTC1 should be used when soldering iron bits become oxidised and cannot be re-tinned using cored solder wire or solder and flux employed in the normal assembly process.The soldering iron should be at normal working temperature and loose debris should be wiped from the surface. It should then be wiped gently across the surface of the TTC1 to produce local melting. There is no need to use a scrubbing action or undue pressure. If the iron is too cool (<220°C), residue inactivation cannot be assured. If it is too high (>450°C) re-tinning may be impaired. After re-tinning, the soldering iron bit should be wiped as normal on a damp sponge. It will then be ready for re-use.Multicore TTC1 should not be used as a fluxing system for the regular assembly process.Multicore TTC1 is a mixture including electronic grade solder powder and a unique fluxing system. The flux shows very high activity to clean heavily oxidised metal surfaces such as copper and iron plated soldering iron bits. It is formulated to decomposecompletely into inert components when exposed briefly to soldering temperatures. Consequently, the residues left after a normal bit re-tinning cycle are compatible with modern No Clean soldering processes.CORROSION TESTSMulticore Tip Tinner/Cleaner passes the corrosion tests to DTD 599A, BS 5625, QQ-S-571E and Japanese JIS Z 3197 - 1986 copper mirror corrosion tests.The tests were carried out in the following manner:UK Ministry of Defence DTD 599ANon-corrosive flux for soft soldering specificationAppendix II corrosion testTwo pieces of copper foil, one 2” x 2” the other 2” x 2½” werepolished with fine abrasive carborundum paper and degreased. The 2” x 2” copper square was dished and the other given a ¼” bend each side to make a 2” square “U-shaped coupon, 0.06g ofMulticore Tip Tinner/Cleaner was placed in the dished coupon and the “U”-shaped coupon was placed over the top and clamped together.The assembly was placed in a fume cupboard and shielded from draught. A small Bunsen flame was placed beneath the assembly for the minimum time to completely melt the solder alloy in the Multicore Tip Tinner/Cleaner. Immediately the test pieces had cooled they were separated and placed in a humidity cabinet 95% RH at 22°C for 24 hours. After this time, both panels wereexamined by X100 microscope for signs of corrosion. There was no evidence of corrosion on the lower or upper coupons.British Standard 5625 for soft soldering fluxes5.2 Corrosion Test on flux residuesThe corrosion test on Multicore Tip Tinner/Cleaner was carried out according to the specified method. 0.08g of Multicore TipTinner/Cleaner was taken for each copper test panel. The test panels were heated at 235°C for the minimum time to completely melt the solder alloy then given a dwell time of 5 seconds. After cooling the panels were conditioned at 40°C, 91-95% RH for 3 days. The panels were inspected under x10 microscope for signs of corrosion. There was no evidence of corrosion.American Federal Specification QQ-S-571E /Japanese JIS Z 3197: 1986 specification4.7.9 Effect on copper mirror /6.6.2 Corrosion test by copper mirror Preparation of Multicore Tip Tinner/Cleaner residue as 35% solution in demineralised water.10g of Multicore Tip Tinner/Cleaner was weighed into a 50ml borosilicate glass beaker. The beaker containing the Multicore Tip Tinner/Cleaner was immersed up to a depth of 1” in molten solder held at a temperature of 400°C for five minutes, with stirring using a glass rod, until all fuming had stopped. The remaining residues and molten solder alloy were allowed to cool and then extracted with water. The solids content of the residue solution was adjusted by evaporation at 105°C in an air circulating oven.This solution was used in the manner outlined in the specification against 35% solution of WW rosin and constitutes a satisfactory pass.TIN TINNER/CLEANER, May 2003 Multicore TTC1 blocks have a net weight of 15g (0.5oz) and are supplied in cartons of 10.WARNING: The following information is for guidance only and users must refer to the Material Safety Data Sheet relevant to Multicore TTC1 before use.Fume Hazards and Precautions: Avoid inhaling the flux fumes produced during use. These are irritating to the respiratory system. Protection and Hygiene: Lead is harmful if absorbed into the body through ingestion. Eating, drinking and smoking should not be permitted in the work area. Hands should be washed with soap and warm water after handling TTC1, especially before eating. Keep out of reach of children.NoteThe data contained herein are furnished for information only and are believed to be reliable. We cannot assume responsibility for the results obtained by others over whose methods we have no control. It is the user's responsibility to determine suitability for the user's purpose of any production methods mentioned herein and to adopt such precautions as may be advisable for the protection of property and of persons against any hazards that may be involved in the handling and use thereof. In light of the foregoing, Loctite Corporation specifically disclaims all warranties expressed or implied, including warranties of merchantability or fitness for a particular purpose, arising from sale or use of Loctite Corporation’s products. Loctite Corporation specifically disclaims any liability for consequential or incidental damages of any kind, including lost profits. The discussion herein of various processes or compositions is not to be interpreted as representation that they are free from domination of patents owned by others or as a license under any Loctite Corporation patents that may cover such processes or compositions. We recommend that each prospective user test his proposed application before repetitive use, using this data as a guide. This product may be covered by one or more United States or foreign patents or patent applications.Loctite ElectronicsHenkel Loctite UK Ltd, Watchmead, Welwyn Garden City, Hertfordshire, AL7 1JB, England UK.: 01707 358800Loctite is a Trademark of Henkel Loctite Corp. U.S.A TTC1。
锡膏的分类方法及选择标准
锡膏的分类方式及选择标准一般情况下,首先选择焊锡膏大类,再根据合金组成、颗粒度、粘度等指标来选择。
(一)、分类方式:A、普通松香清洗型[分RA(ROSIN ACTIVATED )及RMA(ROSIN MILDLY ACTIVATED)]:此种类型锡膏在焊接过程中表现出较好“上锡速度”并能保证良好的“焊接效果”;在焊接工作完成后,PCB表面松香残留相对较多,可用适当清洗剂清洗,清洗后板面光洁无残留,保证了清洗后的板面具有良好的绝缘阻抗,并能通过各种电气性能的技术检测;B、免清洗型焊锡膏[NC(NO CLEAN)]:此种锡膏焊接完成后,PCB板面较为光洁、残留少,可通过各种电气性能技术检测,不需要再次清洗,在保证焊接品质的同时缩短了生产流程,加快了生产进度;C、水溶性锡膏[WMA(WATER SOLUBLE PASTES)]:早期生产的锡膏因技术上的原因,PCB 板面残留普遍过多,电气性能不够理想,严重影响了产品品质;当时多用CFC清洗剂来清洗,因CFC对环保不利,许多国家已禁用;为了适应市场的需求,应运产生了水溶性焊锡膏,此种锡膏焊接工作完成后它的残留物可用水清洗干净,既降低了客户的生产成本,又符合环保的要求。
(二)、选择标准:1、合金组份:一般情况下,选择Sn63/Pb37焊料合金组份即可满足焊接要求;对于有银(Ag)或钯(Pd)镀层器件的焊接,一般选择合金组份为Sn62/Pb36/Ag2的焊锡膏;对于有不耐热冲击器件的pcb焊接选择含Bi的焊粉。
2、锡膏的粘度(VISCOSITY):在SMT的工作流程中,因为从印刷(或点注)完锡膏并贴上元件,到送入回流焊加热制程,中间有一个移动、放置或搬运PCB的过程;在这个过程中为了保证已印刷好(或点好)的焊膏不变形、已贴在PCB焊膏上的元件不移位,所以要求锡膏在PCB进入回流焊加热之前,应有良好的粘性及保持时间。
A、对于锡膏的粘性程度指标(即粘度)常用“Pa·S”为单位来表示;其中200-600Pa·S的锡膏比较适合用于针式点注制式或自动化程度较高的生产工艺设备;印刷工艺要求锡膏的粘度相对较高,所以用于印刷工艺的锡膏其粘度一般在600-1200 Pa·S左右,适用于手工或机械印刷;B、高粘度的锡膏具有焊点成桩型效果好等特点,较适于细间距印刷;而低粘度的锡膏在印刷时具有较快下落、工具免洗刷、省时等特点;C、锡膏粘度的另一特点是:其粘度会随着对锡膏的搅拌而改变,在搅拌时其粘度会有所降低;当停止搅拌时略微静置后,其粘度会回复原状;这一点对于如何选择不同粘度的锡膏有着极为重要的作用。
在SMT行业应该学哪些东西

在SMT行业应该学哪些东西我在跟很多同行聊天时,发现某些朋友有这么一个误解,很多人都认为SMT这个行业,就是搞贴片机,认为只有搞贴片机才算是做SMT,其实SMT(表面组装技术)包括很多方面:表面组装元件,表面组装电路板及图形设计,表面组装专用辅料--锡膏,贴片胶,表面贴装设备,表面组装料焊接技术(包括波峰焊,回流焊等),表面测试技术,清洗技术以及质量管理,表面组装大生产管理等多方面的内容。
以上内容可以归纳为三个方面:1,设备,也就是指SMT硬件方面。
我在跟很多论坛的朋友聊天交流时,很多朋友认为只有搞设备,更细的一点就是只有搞贴片机才是搞SMT,这是错误的理解,这只是一个方面。
2,工艺,及SMT工艺技术,也就是指软件方面。
3,电子元件及封装技术,它是SMT的基础,也是SMT发展的动力,它推动了SMT专用设备和工艺技术的不断发展。
比如元件封装到0201,设备以及工艺也得相应跟上。
表面组装技术是一组技术密集,知道密集的技术群,涉及到元件封装,PCB技术,印刷技术,自动控制技术,焊接技术,物理,化工,新型材料等多种专业和学科。
比如贴片机涉及到计算机,图像识别系统,传感器,伺服系统等,专业涉及机,电,光等学科。
大家以后就不要以为只有搞贴片机才算是搞SMT,多搞搞工艺,材料方面都一样重要,生产管理方面的东西也可涉及,以后的路才会越走越宽SMT就是表面组装技术(Surface Mounted Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
SMT有何特点:组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
可靠性高、抗振能力强。
焊点缺陷率低。
高频特性好。
减少了电磁和射频干扰。
易于实现自动化,提高生产效率。
降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
为什么要用SMT:电子产品追求小型化,以前使用的穿孔插件元件已无法缩小电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用电子科技革命势在必行,追逐国际潮流 SMT工艺流程------双面组装工艺A:来料检测èPCB的A面丝印焊膏(点贴片胶)è贴片è烘干(固化)èA面回流焊接è清洗è翻板èPCB的B面丝印焊膏(点贴片胶)è贴片è烘干è回流焊接(最好仅对B面è清洗è检测è返修)此工艺适用于在PCB两面均贴装有PLCC等较大的SMD时采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
by a letter
or combination
Flux
types
I I
I
Solid metal (no flux) Rosin flux Mildly activated rosin flux Activated rosin or resin flux Organic, water soluble flux (WSF-O) ; does not contain pol yglycol (s) A31 other organic water soluble fluxes; -Y cOntain p01y91yc01 (s) Low residue fluxes; this type has a low solids content and is intended to minimize the residue which remains after soldering operations Non-zosin or non-resin flux ~j
cored
Condition symbol D --------P --------Percentage symbol <1 -------1 --------2 --------3 --------4 --------6~/-------
I
Nominal 0.6 1.1 2.2 3.3 4.5 6.0
I
I
QQ-s-571F May 18, 1994 SUPERSEDING QQ-S-571E May 5, 1972 FEDERAL SPECIFICATION SOLDER, ELECTRONIC (96 TO 485”C) specification was This approved by the Commissioner, Federal Supply Service, General Services Administration, for the use of all Federal agencies. 1. SCOPE AND CLASSIFICATION
AUSC N/A DISTRIBUTION unlimited.
STATEMENT
A.
Approved
for
public
release;
FSC distribution
3439 is
QQ-S-571F
Solid Sn63Pb37 z Composition (1.2.1.1)
solder
(no flux)
I AC I
I
&/ Type etc.
Ac includes and
acids,
Qrganic to Type
chloride,
inoxganic B-32.
chloride,
is equivalent
“IS” per ASTM
lo
I I I I I t I I I b I I 1
only to flux 1.2.1.4 Core condition and flux percentage lapplicable and flux percentage are solders except as noted) . The core condition identified by a single letter and number, in accordance with table III. TAOLE III. Core condition and flux percentage Condition Dry powder Pl;siic Flux percentage t4i nimum 0.4 0.8 >1.5 >2.6 >3.9 >5.0
1 .2.2 Class designation. Solder alloys covered by this shall be identified by the fallowing application classes:
specification
1.2. 2.1 Class 1 - General app lications. Class 1 soldering applications are equipments where continued performance is critical, where downtime cannot be tolerated, and/or where the equipment is a life support item. Military electronic hardware falls into this class. 1 .2.2.2 Class 2 - High purity app lications Class 2 soldering
1 .2.1.1
Cmnpositio”.
with
TABLE symbol B I P R s w
I
Form I Fo KM LI f3a r Ingot Paste Ribbon Special Wire
---------------------”----------------------------------------------------------------------------------------------------------
___l__!_ Fo rrn (1.2.1.2)
Flux type (1.2.1.3)
Flux-cored Sn63Pb37 _!_l Composition (1.2.1.1) Form (1.2.1..21
solder
L Flux type (1.2.1.3) Core condition and flux percentage (1.2.1.4) -
I
The type designation shall be in one of the 1.2.1 TyP e designation. following forms, and as specified (see 6. 6) . The Sn63Pb37 alloy is shown for example only. The exact alloy to be specified shall be selected in accordance with 3.2.
I
I
I
I
I
I
I
This specification covers fluxed and non-fluxed solders in 1.1 2sQk?s(preforms) for use the form of bars, ingots, ribbon, wire, paste, and special General and High Purity in two classes of electronic product applications, (see 1.2.2). 1.2 Classification
3
QQ-S-571 F
TABLE Size
IV.
Powder I
mesh
size
and
flux percentage~i mesh size
symbol
Powder
A------f3 ------c-----Percentage symbol 1 2 3 4 5 6 7 - ----------------------------------------------
I
100 200 325 Flux percentage Maximum Minimum 1.0 <s >5 <10 >10 .515 >15 <z o >20 <2 s >25 S30 over 30 based on agreement between the
Al Other mesh sizes may be used buyer and the seller.
?i
I
~~ See 6.7 to 6.7.2 inclusive, ~f i“cl”des pellets, preforms,
as applicable. etc. (see 6.61 .
I
2
I I 1 aa-s.571F
1.2. 1.3 of letters,
The flux type is indicated Flux type. in accordance with table II. TABLE symbol s R P+lA PJ+ WSF-O WS F- 1 LR II. Flux types
2.
APPLICABLE
DOCUMENTS of the issue in effect on date of invitation form a part of this specification to the
2.1 The following documents, for bids or request for proposal, extent specified herein. Federal Specifications: -
Maximum 0.8 $1.5 s2.6 S3.9 S5.O S7.O
1.2 .1.5 Powder mesh size and flux percentage (applicable only to solder The powder mesh size and flux percentage is identified by a single w. letter and a number, in accordance with table IV.