PLC在纸机碱回收蒸发工段的应用
PLC在碱回收蒸发工段的应用
中图分类 号 : T 2 3 P 7
文 献标 识码 : A
O 引 言
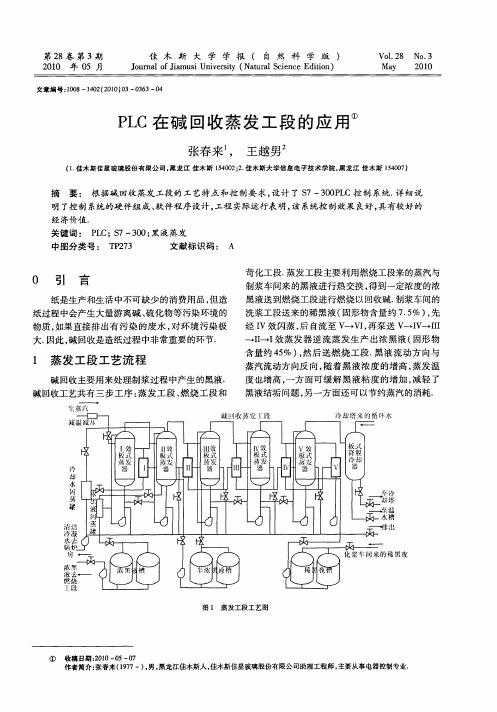
纸 是生产 和生 活 中不可 缺 少 的消 费用 品 , 造 但 纸 过程 中会产 生大量 游 离碱 、 化 物等 污染 环境 的 硫 物质 , 如果 直接 排 出有 污 染 的 废水 , 环 境 污 染极 对 大. 因此 , 回收是造 纸 过程 中非 常 重要 的 环节 . 碱
汽 的压 力进 行控 制.
及蒸发设备各效 的总有效差压是影 响浓黑液浓度 的主要因素. 稳定有效差压首先要稳定进入第 1 效 新鲜蒸 汽的压力 和末效 的二 次蒸 汽 的真 空度 , 即稳
渊度
撑
叁
交 换帆 国辱国 变 换 帆
琳 囤 员 站 作
一
囤
P l P 3 sI U 1 C
摘
要 : 根 据碱 回收 蒸发 工段 的 工 艺特 点 和控 制 要 求 , 计 了 S 设 7—3 0 L 0 P C控 制 系统 . 细说 详
明 了控 制 系统 的硬 件 组 成 、 件 程序 设 计 , 软 工程 实际运行 表 明 , 系统控 制效 果 良好 , 有较好 的 该 具
经 济价值 . 关键词 : P C; 7—3 0 黑液 蒸发 L s o;
3 撑ET20 OM
51 2 33 3
姗 l33 32 3 2 3 l 2l I3
燃 段 逡化 t 段
艨 发 工段站
图 2 控制系统结构图
3 控 制 系统 的硬 件设 计
可编 程序 控 制器 是专 为 工 业环 境 设计 的电子 系统 . 构上对 工业生 产环 境进 行 了温 度 、 度 、 结 湿 粉 尘 、 动等 方 面 的考虑 ; 硬 件 上采 用 隔离 、 波 、 震 在 滤
PLC在纸浆与造纸行业中的应用案例
PLC在纸浆与造纸行业中的应用案例纸浆与造纸行业是一个重要的工业领域,它在日常生活中扮演着至关重要的角色。
然而,传统的纸浆与造纸生产过程中存在一些问题,例如低效率、能源浪费以及环境影响等。
为了解决这些问题,越来越多的企业开始引入可编程逻辑控制器(PLC)技术。
PLC技术作为一种先进的自动化控制系统,为纸浆与造纸生产过程带来了许多优势。
下面将介绍两个PLC在纸浆与造纸行业中的应用案例,以展示其在提高效率、减少能源消耗和改善环境可持续性方面的重要作用。
案例一:纸浆搅拌控制系统纸浆搅拌是纸浆制备过程中的关键环节,传统的搅拌控制方式通常由人工操作,存在工艺不稳定、效率低下等问题。
为了解决这些问题,某纸浆厂引入了PLC控制系统,实现了纸浆搅拌的自动化控制。
在该案例中,PLC系统通过传感器和控制阀对纸浆中的浓度、温度和流量进行实时监测和调节。
根据设定的参数,PLC系统能够自动调整搅拌速度和加入化学品的量,以确保纸浆的均匀性和质量稳定性。
此外,PLC系统还能够及时报警并采取措施,以应对搅拌异常或故障情况,提高生产效率和设备利用率。
该纸浆搅拌控制系统的应用显著提高了纸浆制备过程的稳定性和效率,减少了人为操作的不确定性,降低了浆料准备过程中的能源消耗和废品产生量。
案例二:造纸机控制系统造纸机是纸浆转化为成品纸张的关键设备,传统的造纸机控制方式通常依赖于人工监控和调节,存在操作繁琐、响应速度慢等问题。
为了提高造纸机的自动化水平,某造纸厂使用了PLC控制系统。
在该案例中,PLC系统通过传感器和执行机构对造纸机的各项参数进行实时监测和调节,如纸浆的湿度、速度和张力等。
根据用户设置的要求,PLC系统能够自动调整造纸机的运行状态,以确保纸张的质量和生产效率。
此外,该系统还具备远程监控和诊断功能,使操作人员能够随时了解设备状况并进行故障排查和维护,提高了设备的可靠性和可用性。
使用PLC控制系统后,该造纸厂的生产线稳定性和生产效率得到了显著提升。
PLC控制系统在碱回收蒸发工段的应用

Ke r s: T 3 0 L b a k l u d e a o a in;ห้องสมุดไป่ตู้ a u n e h iu ; B 8 y wo d S - 0 P C; lc i i v p r t q o s f me s r g tc n q e F 5 t i
麦 草浆黑 液碱 回收 系统 ,从纸 浆洗 涤工 段过来 的黑
液浓 度 约 为 1 %左 右 ,经 过蒸 发 工 段 ,可浓 缩 到 0 4 %左右 , 5 然后再 在 圆盘 蒸发 器 中利用 烟 气 的热量 , 进 一 步浓缩到 5 %后 即可入炉 燃烧 。蒸 发工 段控 制 0 效果 的好 坏对 后 续燃 烧 工 段起 着举 足轻 重 的作 用 。 对黑 液蒸发 工段 实施 自动控 制 ,一方 面可 以使 出效
摘 要 : 对碱 回收 蒸发 工段 的工 艺特 点 和控 制 要 求 . 计 了S — 0 P Cq 制 系统 。 黑 液浓 针 设 7 30 L l 2 ' 对
度 采取 软 测 量 方 法 , 出 了黑 液 浓度 一压 力 串级 控 制 策 略 ; 温 度 控 制 对 象采 用 了具 有 自 提 对 整 定功 能 的温 度 控 制 功  ̄ @F 5 , g B 8 并从 硬 件 配置 和 软 件 设 计 等 方 面对 系统进 行详 细论 述 。 关键 词 : 7 3 0 L ; S — 0 P C 黑液 蒸 发 ; 测 量 技 术 ;B 8 软 F 5
中 图分 类 号 : P 9 T 31 文献 标 志 码 : B
Ap lc to f PLC Co r l S s e n p iai n o nt o y t m i Al l Re l i ka i c a m Ev po a i n Se to a r to c i n
PLC在纸浆制造中的自动化控制应用

PLC在纸浆制造中的自动化控制应用随着电气自动化技术的不断发展,可编程逻辑控制器(PLC)在各个工业领域中的应用也越来越广泛。
纸浆制造作为一个重要的工业过程,也可以借助PLC来实现自动化控制,提高生产效率和质量。
本文将探讨PLC在纸浆制造中的应用,并分析其优势和挑战。
一、PLC在纸浆制造过程中的自动化控制1.1 原料处理纸浆制造的第一步是原料处理,包括木材切割和煮解等工序。
传统的原料处理过程通常依赖于人工操作,效率低下且存在安全风险。
借助PLC来实现自动化控制可以提高整个过程的效率和安全性。
将传感器与PLC相连,实时监测原料的温度、湿度等参数,并根据设定的控制策略自动调节加热和搅拌等操作,确保原料处理的稳定性和一致性。
1.2 制浆过程制浆是纸浆制造的核心过程之一,包括机械制浆和化学制浆两种方法。
在传统的制浆过程中,需要人工参与搅拌、计量和控制各种参数。
通过引入PLC,可以实现制浆过程的自动化控制,降低人为操作的误差和劳动强度。
PLC可以准确地控制搅拌速度、液位、流量等参数,根据设定的控制逻辑进行自动调节,提高制浆的质量和稳定性。
1.3 筛选和洗涤制浆后需要对纸浆进行筛选和洗涤,以去除杂质和溶解物,提高纸浆的质量。
传统的筛选和洗涤过程通常依赖于人工操作,效率较低且难以保证一致性。
借助PLC的自动化控制,可以实现筛选和洗涤过程的自动化操作,提高处理效率和质量控制。
PLC可以监测筛选机和洗涤机的工作状态,根据设定的控制策略自动调节操作参数,确保纸浆的清洁度和稳定性。
1.4 脱墨和漂白脱墨和漂白是纸浆制造过程中的关键环节,可以使纸浆更加白净和纯净。
传统的脱墨和漂白过程通常需要复杂的操作和严格的控制。
PLC 的应用可以使这些过程更加自动化和精确化。
通过监测脱墨和漂白的反应温度、pH值等参数,PLC可以自动调节添加剂的用量和反应条件,实现脱墨和漂白过程的自动控制,提高产品的品质。
1.5 造纸机的自动控制造纸机是纸浆制造的核心设备之一,传统的造纸机操作通常需要熟练的操作员和大量的人工干预。
PLC在纸浆和造纸工业中的应用案例
PLC在纸浆和造纸工业中的应用案例近年来,自动化技术在各行各业都得到了广泛应用,纸浆和造纸工业也不例外。
PLC(可编程逻辑控制器)作为一种重要的自动化控制设备,已经在纸浆和造纸工业中发挥了重要的作用。
本文将介绍PLC在纸浆和造纸工业中的两个应用案例,以展示其在该行业中的价值和作用。
一、纸浆生产中的PLC应用案例纸浆生产是造纸过程的重要环节,通过PLC的应用,可以实现纸浆生产线的自动化控制和监测。
以某纸浆厂为例,他们采用了PLC系统来控制整个纸浆生产过程。
PLC通过对温度、压力、流量等参数的监测和控制,实现了纸浆的稳定生产和质量控制。
在纸浆生产中,PLC通过传感器采集到的温度和湿度等数据,可以实时监测纸浆的状态,并根据设定的参数进行控制。
例如,当温度过高时,PLC会自动调节加热设备,以降低温度;当湿度过低时,PLC 会控制加湿设备,以增加湿度。
通过PLC的自动调节和控制,纸浆可以保持在最适宜的温湿度条件下,提高生产效率和产品质量。
二、造纸工艺中的PLC应用案例除了纸浆生产,PLC在造纸工艺中也发挥着重要的作用。
以某造纸厂的纸张卷绕工艺为例,他们采用了PLC系统来实现纸张卷绕的自动化控制。
在传统的工艺中,纸张卷绕是通过人工操作完成的,工作效率低且存在一定的安全隐患。
而通过PLC的应用,可以实现纸张卷绕的自动化和智能化。
PLC通过传感器采集到的纸张长度和直径等数据,可以实时监测纸张的状态,并根据设定的卷绕参数进行控制。
例如,在纸张长度达到设定值时,PLC会自动切割纸张;在纸张直径达到设定值时,PLC会自动停止卷绕并将纸张固定。
通过PLC的自动控制,纸张卷绕过程中的误差可以大大减少,提高了卷绕质量和生产效率。
总结:以上是PLC在纸浆和造纸工业中的两个应用案例。
通过PLC的应用,纸浆生产线和造纸工艺得到了自动化控制和智能化升级,不仅提高了生产效率和产品质量,还减少了人力成本和安全隐患。
随着自动化技术的不断发展和创新,相信PLC在纸浆和造纸工业中将会有更广泛的应用,为行业发展带来更大的机遇和挑战。
PLC控制系统在碱回收苛化工段的应用

PLC在碱回收苛化工段的应用2006.05摘要:介绍了一套自行设计的PLC控制系统,用于控制碱回收车间苛化工段的白液生产,该系统投运后降低工人的劳动程度,提高苛化白液的产量及质量。
关键词:PLC,苛化,碱回收1前言广西某纸业公司于2000年进行了7万吨桉木浆扩技改工程。
由于原苛化流程设备陈旧落后,生产的白液质量、产量,达不到技术要求,也满足不了7万吨计划。
为给蒸煮提供优质、足量的白液,改善环保状况,保证其他工段系统的清洁和提高漂白浆的质量,为蒸煮工序提供优质原料,公司对苛化进行了技术改造。
苛化控制系统的PLC改造是本次技改的关键。
公司使用了国际上先进的压力苛化的设备技术。
它与原工艺流程最大区别是使用了两台ECO(压力过滤器),从而使白液澄清度提高到﹤20PPM;使用白泥预挂系统,使白泥得到充分洗涤,一者给蒸煮工序提供优质原料,二者改善和提高了公司环保水平。
2工艺简介绿液中的碳酸钠与消化石灰反应,生产成氢氧化钠和碳酸钙的反应,反应式为:Ca(OH)2+NaCO3=2NaOH+CaCO3,苛化工段因而此而命名。
苛化反应的速度是随氢氧化纳浓度的增加而不断减慢。
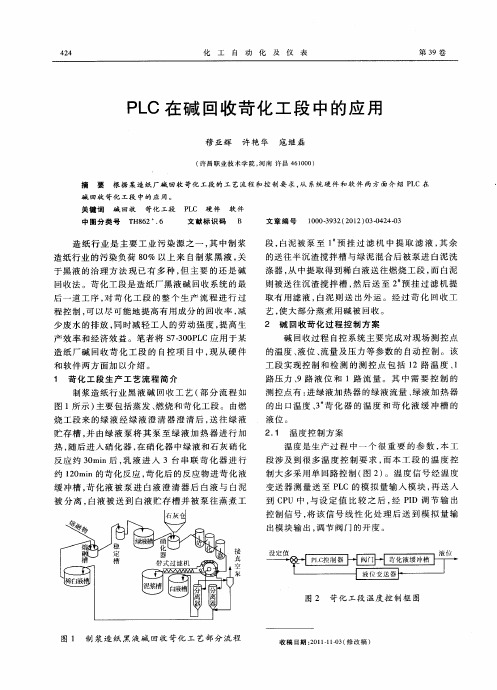
新苛化系统的流程如图1所示:由燃烧来的绿液经澄清与绿泥分离后,再经加热器使其温度控制在85—95℃之间,然后进入消化器进行消化反应,其前后温差是控制苛化度和单位绿液用灰量的一种有效方法。
本系统使用温差来调节变频器,控制圆盘给料器的转速。
绿液图1流程图消化反应后的乳液自然溢流到苛化器,经3个小时以上的停留时间后变为苛化乳液送往1#压力过滤器(ECO)得到合格的浓白液,过滤的白泥被送往2#压力过滤(ECO),从而得到稀白液,从此出来的白泥经白泥预挂机处理后,以75%的干度送往轻质碳酸钙厂。
3自控系统的配置在本系统中,主要的被控对象是消化反应的温差及两台ECO过滤的控制。
只有这两个环节控制成功,方能生产出优质的白液及副产品。
同时,为节省投资,我们选用PLC与上位机联合控制方案,其结构图如图2:PLC我们选用了AB公司的SLC系列产品,CPU选为SLC5/04,控制组态软件选用AB公司Rsview32,两者通过DH+网通实现数据的交换,在上位机操作实现了对工艺过程的优化控制。
西门子自动控制系统在碱回收蒸发工段的应用
N 5 o.
陕 西 科 技 大 学学 报
J OURNAL OF S AANXIU NI H VERS TY CI I OF S ENCE & TE CHNOLOGY
0 c . 007 t2ቤተ መጻሕፍቲ ባይዱ
・
Vo1 2 .5
1 25 ・
本项 目采 用 七体 五效蒸 发器 的配置 , 中 I效分 A、 C三体 , 台蒸 发器 都 由加 热室 、 其 B、 每 循环 泵和 分 离 器 3部分 组成 , 此之外 还 有一 些辅 助 的蒸 发设备 , 板式 冷凝 器 、 除 如 温水 槽 、 液槽 、 黑 闪蒸 罐 、 液位 罐等 。在 黑液 蒸发 过程 中包 含 以下 3个基 本 的工艺 流 程 , 即蒸 汽 流 程 、 黑液 流 程 和冷 凝 水 流 程 。本 蒸 发 站 中 , 网 外 来新 鲜蒸 汽分 别进 入 I效 A、 、 B C三体 , I效蒸 发 器产 生 的二次 蒸 汽再 进入 Ⅱ效 , Ⅱ效 蒸发 器提 供热 源 , 为 以此 类推 直至 末效 , 末效 二次 蒸 汽经 冷凝后 成 冷凝 水 排 出 , 不凝 气体 则 由真 空泵 排 出 。制 浆 车 间来 的稀黑 液经 稀黑 液槽 静置 贮存 步分 离皂化 物 后泵 入第 Ⅳ效蒸 发 器 预 热 , 初 然后 自流 到 第 V效 蒸 发 器 , 从第 V效 开始 转为逆 流 流程 , V效 到 Ⅳ效 、 从 Ⅲ效 , 以此类 推 直 到 I效 , 蒸 汽 流程 反 向 而行 , 样 随着 黑 液浓 度 的 与 这 提高 , 蒸发 温度 也提 高 , 可减 缓黑 液粘 度 的增 加 。蒸 汽 流 与黑液 流反 向而行 的供 液方 式不 仅 可节 约蒸 汽消 耗 , 一定 程度 上也 可缓 解黑 液结 垢 问题 。 I效排 出 的冷凝 水 为清 冷凝 水 , 闪蒸罐 闪蒸 后送 其 他工 段使 在 经 用 。其 他各 效排 出的冷凝 水都 为 污冷凝 水 , 污水处 理 工段 进行 处 理 。 送
基于西门子S7-400碱回收燃烧工段PLC控制系统

碱 回收 炉 作 为黑 液燃 烧 工 段 的 中心设 备 , 运 其 行情 况 的好 坏 决定 了整个 工 段 的 生 产效 率 . 因此 使 其在 最优 的状 态下运 行尤 为必要 .
1 燃 烧 工 段 工 艺 流 程
燃 烧 工 段 工 艺 流 程 主 要 分 为 3部 分 , 图 1所 如 示 ( 烧 工 段 WiC 燃 n C监 控 界 面 ) . 1 1 黑 液 和 绿 液 的 输 送 系 统 .
中 圈分 类 号 : S 3 T7 6 文 献 标 识 码 : B
制浆 造纸业 的碱 回收 工艺 过 程 包 括黑 液 蒸 发 、 黑 液燃烧 及绿 液苛 化 和 石灰 回收 等 工 段 , 中黑 液 其
燃 烧 系统 是 整 个 碱 回 收 过 程 中 最 复 杂 也 是 最 关 键 的 工段 . 烧 工段 的最 主要设 备 为碱 回收锅 炉 , 燃 目前 国
维普资讯
第 2 9卷 第 2期 20 0 8年 4月
华
北
水
利
水 电
学
院
学
报 Biblioteka V0 . 9 No 2 12 . Ap .2 8 r 00
J u n lo r h n n t u e o t rC n ev n y a d Hy r ee ti P w r o r a fNo t C i a I s t t fWa e o s r a c n d o l cr o e h i c
文 奄 编 号 :0 2~ 6 4 2 0 ) 2— 0 9— 3 10 5 3 (0 8 0 04 0
基 于 西 门子 S 7—4 0碱 回 收 燃 烧 工 段 P C 控 制 系统 0 L
熊 军 华 ,孙 标
基于Profibus和PLC的碱回收燃烧工段控制系统

作者简介 : 王越 男(9 8 。 , 17 一) 女 黑龙江佳木斯人 , 佳木斯大学信息 电子技 术学院讲师 , 在读研究 生. 研究领域 t 电力电子与电力
传 动 和 电力 系 统 自动 化 .
第 2期
刘景 林 , : 于改进 的 B 等 基 P神 经 网络 对连 续 B细胞 表位 的预测
第2 8卷 第 2期
21 年 O 月 00 3
佳 木 斯 大 学 学 报 ( 自 然 科 学 版 )
J u n l f imu i ie st Nau a ce c iin r a a s v riy( t r l in eEdto ) o o J Un S
Vo. 8 No 2 I2 .
同时 , 还能增加 经 济效 益. 回收工 艺 共 有三 步 工 碱
序 : 发工段 、 烧工段 和苛化 工段 . 蒸 燃 燃烧 工段就是
氢等可燃 有机 气体 , 进入 炉 内的二 、 次风 混合 与 三
燃烧, 产生 大量 的 热. 有一 部 分 有机 物发 生碳 化 还
① 收 稿 日期 :0 0 0 — 1 21- 1 8 基 金 项 目 : 龙 江 省教 育厅 科 学 技 术 研 究 项 目( 1 3 3 8 . 黑 1 5 1 8 )
燃烧 工段 的工艺 流程 如 图 1所示 . 蒸发 工段来 的黑 液送人 圆盘 蒸发 器 , 与碱 炉产 生 的烟气 直接换 热, 黑液浓 缩. 缩黑 液先 进人 人 炉黑 液槽 , 浓 然后 泵 送碱 炉 的黑液 喷枪 , 喷入 炉 膛 . 为保 证 黑 液 有 良好
过程 自动 化控 制 系统设 计 , 它能 通过一 根公共 总线 将变送 器 ( 传感 器 ) 与执 行器 连接 到一起 , 这样使 用 两根线 就 可 完成 供 电和数 据 通信 , 而实 现 了 从 I C 1 5 —2对通 信规 程 的规定 . E 6 18 具体 应 用场合 如
基于西门子S7-300 PLC的片碱生产控制系统

基于西门子S7-300 PLC的片碱生产控制系统[关键词]系统组态开发应用摘要:新疆石河子开发区天业化工有限责任公司(简称天业化工)于2003筹建20万t/a聚氯乙烯工程,其一期10万t/a聚氯乙烯项目已于2004年11顺利投产运行,与之配套的5万t/a片碱装置是引进瑞士博特公司的双向逆流制碱生产工艺及设备技术,在生产自动化控制上我公司采用西门子s7-300系统,依据工艺条件成功开发了编程组态系统,投产至今,自动控制系统平稳稳定。
该装置为公司平衡生产、增长利润发挥着巨大作用。
一、工艺流程概述:膜式法生产片碱可分为两个阶段:(1)碱液从32%浓度浓缩至61%,这个阶段可在降膜蒸发器中进行。
加热源采用中压蒸汽及二次蒸汽并在真空下进行蒸发;NaOH 经由P-1泵进入EV-1, 浓度有32%升至50%,再经P-2泵进入EV-2,浓度从50%升至61%。
(2)61%碱液再通过降膜浓缩器,以熔融盐为热载体,在常压下将碱液浓缩成熔融碱(浓度为98%),再经片碱机制成片状固碱。
二、硬件配置及网络构成:1)S7-300开发编程软件一套;2)WINCC组态软件一套;3)CP5611网卡2块;4)电源: 6ES7307-1EA00-0AA0 2块;5)CPU315-2DP 2块;6)IM153冗余组 2套;7)通讯模块:CP342-5 4块;8)AI模件:6ES7331-7NF00-0AB0 6块;9)AO模件:6ES7332-5HD00-0AB0 4块;10)DI模件:6ES7321-1BL00-0AA0 3块;11)DO模件:6ES7321-1BH01-0AA0 2块;; 12)DIN深型导轨 3条;DELL计算机:PVI2.4G 256RAM 40G 19LCD 2台;激光打印机:HP1300 1台;三、系统特点:1.工程师站和操作员站的特点1) 充分贯彻西门子公司全集成自动化的思想,系统具有统一的通讯、统一的组态工具、统一的数据库,消除了传统的DCS与PLC之间的鸿沟;2) 监控软件WinCC (视窗控制中心)为基于 Windows XP/2000操作系统的开放型全图形化人机操作界面,具有组态灵活,操作简单的特点;3) Win CC拥有完备的工业图形库,如阀门、反应罐、模拟传统显示仪表、管道等, 方便了工程师设计监控系统的过程画面;4) 人机界面具有良好的开放性,支持以太网、Profibus、RS232、RS422/485等通讯方式,支持TCP/IP、网络DDE、ODBC、OPC、SQL、Internet等标准通讯协议;5) 操作员界面为全汉化界面,有利于工程项目的开发、编程和调试;6) Win CC提供独特的组态向导,详细的在线帮助,有利于在较短的时间内快速掌握;2.系统通信功能特点1) MPI通信协议运行于Windows xp环境,用于上位机与控制器间的编程组态通讯;2) PROFIBUS-DP通信协议运行于Windows XP环境,用于控制器与ET-200 扩展I/O间的实时通讯,速度可达10M,距离可达9.6公里(电缆)或 90公里 (光缆)。
PLC特性及共在碱回收系统中的应用设计
h rwaea dsf ae eino elw r o ue fh s m. ad r n t r s fh e mp tr e yt ow d g t o c ot s e
Ke o. :7 4 0 a a cvr; ad ae ei ;o w r ds yw I 商S — 0 :l lr oeyhrw r ds n s tae ei d k ie g f g n
1 S— 0 7 4 0系歹 L U C简介 P
快速 、 固和极具通信 能力 的 中大 型 s—0 坚 740系列
这次推理相应的解释过程。为了让用户能更直观地了 式转变 , 从而全面提升火灾扑救工作的管理水平 , 并在 解推理详细过程 , 本系统给出两种方式的解释 , 即文字 实 践和应 用 中起 到一定 的专 家指导 和决策 支持作 用 ,
ZHANG n l, CUIj- e Ya - l i r n, XU h — u DU Z ir , Xu ( o ee fnom t nadEet nc eh o g f i s U i ri ,a s H inj n 5 07 C ia C l g fr ai n l r i T c nl yo J mui n esyj mui e oga g14 0 ,hn ) l oI o co o a v t i l i Ab ta tB sdo ed s no eak lrc v l ytm f imu i a e l, h p l aino L s ic se . h sr c ae nt ei fh lai eo e sse o a s P p rMi tea pi t f C i dsu sd T e t h g t T j l c o P
man c aatr t f 7 4 0 L n erai t n o esse aeit d c d wi ra m o a c t h dt e i h rcei i o - 0 P C a dt e z i f h ytm r nr u e , t geti p a n eamc e ot sc S h l ao t o h h
PLC在造纸行业中的应用

PLC在造纸行业中的应用在现代工业生产中,自动化技术的应用越来越广泛,其中一个关键的技术就是可编程逻辑控制器(PLC)。
PLC在许多行业中发挥着重要作用,而在造纸行业中,它的应用更是不可或缺的。
本文将重点介绍PLC在造纸行业中的应用,从原料处理到最终成品的制造过程,探讨PLC在提高生产效率、降低成本和改善产品质量等方面的优势。
1. 原料处理造纸行业的原料多种多样,需要经过一系列的处理才能得到符合生产需求的纸浆。
PLC可以利用其灵活的编程能力,对原料处理过程进行精确控制。
例如,在纸浆搅拌过程中,PLC可以根据浆料的粘度或温度进行自动调节,并及时反馈给操作员。
通过PLC的精确控制,不仅可以提高生产效率,还可以降低能源消耗和提高产品质量。
2. 生产线控制在纸浆成型和干燥的过程中,制造方要保证纸张的质量和生产线的稳定运行。
PLC可以通过监测各个节点的参数,实时控制生产线的运行状态。
例如,在纸张成型过程中,PLC可以根据纸张的厚度和湿度调整辊筒的速度和温度,确保纸张的平整度和强度。
同时,PLC可以实现故障检测和报警功能,及时发现并处理潜在问题,保障生产线的连续运行。
3. 能耗管理造纸行业是一个能源消耗较大的行业,PLC可以通过对能耗的监测和控制,帮助企业降低能源消耗和成本。
通过PLC系统,可以实现对整个生产过程的能耗监测,及时发现能源浪费的问题。
例如,通过对各个设备的开启和关闭进行自动控制,节约能源的同时还能降低人工成本。
4. 质量控制纸张的质量是造纸行业最关注的问题之一。
PLC可以帮助企业实现对纸张质量的精确控制。
通过对纸张厚度、湿度和强度等参数的实时监测,并与设定的标准进行比较,PLC可以自动调整各个节点的参数,以确保纸张的质量稳定在预定范围内。
这不仅可以提高产品质量,还可以减少废品率和返工率,降低生产成本。
综上所述,PLC在造纸行业中的应用具有极大的潜力和优势。
它可以实现对整个生产过程的精确控制和监测,提高生产效率,降低能源消耗,改善产品质量,从而提升企业竞争力。
PLC在碱回收苛化工段中的应用
a .容 积式 流 量计 。计 量精 度高 、 安装 管道 条 件对 计量 精度 没有 影 响 , 且 可 用 于 高 粘 度液 体 并 的测 量 , 但是 其 结 果 复 杂 、 积 大 , 体 且用 于 液化 烃 等低 润 滑性液 体 磨损较 快 、 维护 工 作量大 。 b 涡街 流 量计 。结 构简 单 、 . 易损 件 少 , 精 且 度较 高 、 压损 小 。但是 其需 较长 直 管段 、 安装 要 求
段 涉及 到很 多温 度 控 制 要 求 , 本 工 段 的 温 度 控 而 制 大多采 用单 回路 控制 ( 2 。温 度 信 号经 温 度 图 )
变送 器 测 量送 至 P C的模 拟量 输 入模 块 , 送 入 L 再
到 C U中, P 与设 定 值 比较 之 后 , PD调 节 输 出 经 I 控 制信 号 , 该 信 号 线性 化 处 理 后 送 到 模 拟 量 输 将
图 3 苛化 液缓 冲槽 液位控 制 框 图
程 序 和量 程转 换子 程序 。由于结 构 化编 程 的方 法 具 有 程序 结构 层 次 清 晰 、 分 程 序 通 用 化 和 标 准 部 化 、 化程 序调 试 的优 点 , 简 因此笔 者 采用 结构 化 编
程 方式 编制 控 制程 序 , 主程 序编 写在 组织 块 中 , 它 依 次 调 用 各 功 能 模 块 , 过 在 O 1 调 用 这 些 功 通 B中
碱 回收过程 自控 系统 主要 完成 对 现场 测 控点
造纸 厂碱 回收 苛化 工 段 的 自控 项 目中 , 现从 硬 件
和软 件两 方 面加 以介绍 。
1 苛 化 工 段 生 产 工 艺 流 程 简 介
的温度 、 位 、 液 流量 及压力 等参 数 的 自动控 制 。该
PCC在碱回收蒸发工段中的应用
mo ioe n h g e e sn nd sra P ntrd i ih lv l u ig i u t l C. Th h rwa e tu tr a d ot r d sg r ito u e i d ti. T e e ut f p a t a i e ad r sr cu e n s f wa e ein a e nr d c d n eal h rs l rci l o c
种基 于 P C的碱 回收控 制系统 。该 系统 的各控 制站对 数据进 行处 理 , C 并使 用工 控机对 系统 进行上 位监 控 。详 细介绍 了 系统 的硬件 结 构 和软件设 计 。实 际运 行结果 证 明 , 该方 案的控 制效果 良好 , 能有效 地 稳定 黑 液浓 度 , 减少 蒸 汽 消耗 , 碱 回收 监 控 的高效 化 提供 了 为
0 引 内 外 造 纸 工 业 中 普 遍 采 用 的 碱 制浆 方 法 。碱 回收 技 术 不 仅 能 有 效 回 收 黑 液 中 的 碱 ,
凝水 流 程 。黑 液 流 程 为 逆 流 方 式 , 制 浆 车 间 来 的 稀 从
黑液经稀黑液槽静置 贮存 , 步分离 皂化物后 泵人第 初 Ⅳ效蒸 发器预热 , 然后 自流到第 V效蒸发 器 , 从第 V效
使黑液达到 国家排放标准 , 减少 污染 , 而且可利用黑液 燃烧 的热量产生蒸汽 , 之 回用 于造纸行 业 中的其 他 使 生产工序 。该方法具有很好的环保 和经济效益 。碱 回 收蒸发工段运用集散控制系统模型提高系统运行可靠 性, 降低能耗和工人劳动强度 , 而达 到提高经济效益 从 的 目的。可 编 程 计 算 机 控 制 器 P C( r rm al C po a m b g e
良好 的基础 。
基于GE iFix软件和西门子PLC的碱回收蒸发控制系统
基于GE iFix软件和西门子PLC的碱回收蒸发控制系统
李从江
【期刊名称】《轻工机械》
【年(卷),期】2008(026)001
【摘要】通过VBA编程的方法,分析GE iFix数据库的结构和存储方式,结合后台调度,成功的开发了快速的日报表;并引入VBA数组概念,以数组名作起始地址,扩展下标进而扩展了GE iFix的I/O(输入/输出)点数;通过截取字符串,巧妙地解决了GE iFix数据库标签名不能很好的支持中文的问题.针对稳定的浓黑液浓度控制,分析了黑液浓度的主要影响因素--效压力和蒸气流量,采用了串级以及前馈控制,在实践中综合使用了GE iFix和SIMATIC PLC,获得了比较好的效果.
【总页数】4页(P63-66)
【作者】李从江
【作者单位】轻工业杭州机电设计研究院,浙江,杭州,310004
【正文语种】中文
【中图分类】TP273;TS733
【相关文献】
1.基于西门子S7-400碱回收燃烧工段PLC控制系统 [J], 熊军华;孙标
2.基于PLC的碱回收蒸发工段控制系统的设计 [J], 王树东;高敬更;靳雷;关河山;冯亚玲
3.基于PLC的碱回收蒸发工段控制系统的设计及应用 [J], 李艳;李明辉
4.西门子300PLC在碱回收蒸发站中的应用 [J], 丁波;李茜;王孟效
5.西门子自动控制系统在碱回收蒸发工段的应用 [J], 张玉宝;汤伟;吕定云
因版权原因,仅展示原文概要,查看原文内容请购买。
蒸发器控制与PLC
• SIEMENS 6RA70为全数字紧凑型整流器,可为变速直流驱动提 供电枢和励磁供电,具有精确的驱动控制功能和强大的通讯能力 (能支持PROFIBUS,USS等协议)。通过配备OMRON编码器可以 对轧机小车实施精确控制。
• OP3操作面板实现人一机对话,完成对各种参数的设定以及相 关参数的显示。 • 编码器和智能压力控制器将现场信号送入PLC相应模块,PLC根 据各信号执行各种指令,通过其终端模块发出的信号,使现场的 执行机构产生相应的动作
• 某特种钢铁公司钢管厂新增1台ф133 Accu-roll轧机。考虑到 钢管生产工艺特点及轧机的控制要求,系统采用西门子公司S7300 PLC。 • 控制系统具有自动、半自动、手动3种工作方式,轧机主要包 括以下几部分: • (1)主机架调整系统。主要包括左右侧压进调整控制、上下导 盘垂直调整控制、上下导盘轴向调整控制。
• 在调整的过程中,操作人员根据提供的轧制表,将 导盘侧压系数通过OP3上的键盘输入到PLC中, 由PLC进行自动调整,通过对生产出的成品管进 行外径和壁厚的测量,及时通过OP3 的面板对各
侧压系数进行修正,直至满足工艺要求。
• 本系统自投运以来,性能稳定可靠,能够非常好 地控制钢管的外径、壁厚,满足了生产工艺要求。
•根据钢管生产的特点,机架的调整决定了钢管的质量。对机 架调整参数进行精确的控制至关重要,因此对左右侧压进调 整系统、上下导盘调整系统、小车、芯棒系统分别采用欧姆 龙公司生产的编码器对其位置进行准确的定位。编码器输出 的位置信号经PLC的高速计数模块FM送入控制系统,检测值 在OP3面板上显示。
•为方便人一机对话,系统采用了SIMATIC HMI OP3操作面 板实现对参数的设定、监视。操作员可以很方便地对轧机进 行调整。OP3画面设计了自动和手动两种方式进行切换,以 方便操作员进行操作
S7-400PLC在造纸碱回收生产线中的应用

S7-400PLC在造纸碱回收生产线中的应用
喻洪波
【期刊名称】《自动化与仪器仪表》
【年(卷),期】2013(0)3
【摘要】主要介绍了西门子S7-400 PLC与WINCC上位软件在造纸碱回收生产线中的应用,简要描述了自动控制系统的硬件配置、网络配置、控制要求和软件组态等。
【总页数】2页(P126-127)
【关键词】S7-400;PLC;WINCC;碱回收
【作者】喻洪波
【作者单位】重庆川仪自动化股份有限公司
【正文语种】中文
【中图分类】TP273
【相关文献】
1.中国造纸学会碱回收专业委员会、碱法草浆专业委员会与华东七省市造纸学会联合召开技术交流会 [J],
2.中国造纸学会碱回收、碱法草浆专业委员会华东七省市造纸学会十八届学术年会在福州召开 [J], 王鸿文
3.我国造纸工业近期木材制浆、碱回收生产线进展情况 [J], 林文耀
4.我国造纸工业近期木材制浆、碱回收生产线进展情况 [J], 林文耀
5.麦草浆造纸厂蒸煮黑液碱回收治污工程工艺设计与应用——山东寿光100t/d碱回收工程设计初步体会 [J], 陈学梓[1];梁斌[2]
因版权原因,仅展示原文概要,查看原文内容请购买。
盐碱分离的PLC自动控制设计

盐碱分离的PLC 自动控制设计一、绪论 1、 背景资料在碱的生产中,碱液的蒸发、浓缩过程中,往往伴有盐的结晶,因此需要采取措施对盐碱进行分离。
目前大部分厂家均采用以离心机为主题的分离系统。
其分离机的电气控制系统由定时钟、中间继电器和变压器等部件构成, 不但体积大,价高, 而且安装、维修麻烦。
而可编程控制器( PLC)以其可靠性高、能经受恶劣环境的考验、使用极其方便,迅速成为工业自动控制的首选产品。
为此, 对原电气控制线路进行了PLC 的改造,使其控制线路大大简化, 可靠。
2、 PLC 控制系统与继电接触器系统工作原理的区别继电接触器指以电磁开关为主体的低压电器元件,用导线依一定的规律将它们连接起来得到的继电器控制系统,接线表达了各元器件之间的关系。
要想改变逻辑关系就要改变接线关系,显然是比较麻烦的。
而可编程控制器是计算机。
在它的接口上接有各种元器件,而各种元器件之间的逻辑关系是通过程序来表达的,改变这种关系只要重新编排原来的程序就行了,比较方便。
从工业应用来看,可编程控制器的前身是继电接触器系统,在逻辑控制场合,可编程控制器的梯形图和继电器线路非常相似但是这二者之间在运行时序问题上,有着根本的不同。
对于继电器的所有触点的动作时和它的线圈通电或断电同时发生的。
但在PLC 中,由于指令的分时扫描执行,同一个器件的线圈和它的各个触点的动作并不同时发生。
这就是所谓的继电接触器系统的并行工作方式和PLC 的串行工作方式的差别。
图所示的梯形图程序叫做“定时点灭电路”。
程序中使用了一个时间继电器T5,及一个输出继电器Y005,X005接收电路启动开关信号。
电路的功能是:Y005接通0.5S ,断开0.5S ,反复交替进行,形成周期为1S 的震荡器。
这个电路是以PLC 为基础才得以实现其功能,若将图中的器件换为继电接触器,电路是不可能工作的。
例如,当时间继电器T5定时点灭电路的线圈得电计时且时间到而动作时,接在线圈前边的T5常闭触点就将断开线圈电路,使线圈失去得电条件,无法交替周而复始动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要介绍了一种新的蒸发工段DCS控制方法,采用S7PLC CPU 414-2DP,连接ET200系列的分布式I/O系统及标准伺服系统所组成的DP控制网络,对碱回收蒸发工段实施集散控制的优化控制方案。
关键词碱回收蒸发集散控制The Application of PLC to evaporation workshop onalkali Recovery(ZHAO Kai-kun WANG Jing Li Ming-hui)(1.Shaan Xi Science And Technology University,China)Abstract:This paper introduces a new control method. It applies S7 PLC CPU412-2DP and connects DP controlled network that is formed by distributed input & output (I/O) system belongs to ET200 series and standard auto server system .Using the method, The evaporation workshop about recycling allali can be integratedly and dispersedly controlled.Key Words:recycling alkali , evaporation ,integrated and dispersed control.0引言黑液蒸发把洗选工段产生的副产品------稀黑液高度浓缩后送燃烧工段处理,碱回收设备的工况十分恶劣,尤其是腐蚀性和黑液结垢问题很为棘手,平稳整个工艺过程的运行,使设备工作在合理,最优的工艺参数范围内是减慢结垢速度、延长设备使用寿命的有效方法。
由于后续工段燃烧的要求,蒸发站的出浓液浓度不能低于某个极限,但出浓液浓度偏高也会带来许多问题,如蒸汽消耗大、结垢速度加快,管道阻力大,易堵,恶化燃烧工段许多设备如圆盘蒸发器的工况等。
我国制浆造纸碱回收设备中,对黑液蒸发浓度实施自动控制的比例很小,而不熟练的手工操作易出现出浓液深度偏低或偏高的情况,使设备工作在不合理的工况。
本文简要介绍作者在河南白云纸业五效蒸发站实施计算机集散控制的控制方案。
1控制方案黑液蒸发的主要设备是蒸发器。
蒸发器串联组成蒸发站。
本设计中所控制的蒸发站是由五台板式降膜蒸发器串联组成。
除此之外,还有一些辅助的蒸发设备,如降膜板式冷凝器,温水槽,稀黑液槽, 闪蒸罐,液位罐等。
在黑液蒸发过程中包含以下三个基本的工艺流程,即蒸汽流程,黑液流程,冷凝水流程。
本蒸发站中,外网来低压蒸汽(0.4Mpa 151℃),首先进入I效蒸发器,I效蒸发器产生的二次蒸汽经闪蒸罐闪急蒸发后,再引入II效,为II效蒸发器提供热源,以此类推直至末效。
末效二次蒸汽经冷凝后成冷凝水排出,不凝气体则由真空泵排空。
而黑液则采用逆流供液方式,即制浆车间来稀黑液,首先进入稀黑液槽,经稀黑液泵进入末效蒸发器,然后再到IV 效,III效,以此类推,直至I效。
与蒸发流程反向而行。
这样随着黑液浓度的提高,蒸发温度也提高,而黑液粘度增加缓慢。
蒸汽流与黑液流反向而行的供液方式,不仅可节省蒸汽消耗,部分程度上也可缓解黑液结垢问题。
在本蒸发工段的主要控制目标是稳定浓黑液的深度和降低蒸汽消耗,影响浓黑液波美度的因素主要是进效稀黑液的浓度和流量及蒸发设备各效的总有效差压。
稳定有效差压首先要稳定进第I效的新鲜蒸汽的压力和末效二次蒸汽的真空度,即稳定总压差。
然后尽量减少和稳定蒸发过程中的压差损失,因此,必须要控制下列参数:进效稀黑液的浓度和流量;(1)出效浓黑液的浓度;(2)进效新鲜蒸汽的压力和流量;(3)末效的二次蒸汽的真空度;(4)出效黑液的液位;(5)出效冷却水液位;所以,我们选取压力、流量、温度、液位为主要的控制对象,共设置了8路压力、6路流量、21路温度、16路液位总计51个测控点。
为防止流送过程中,因电机启停不当而造成的不良后果,我们又对所使用的22台电机实行连锁控制。
1.1系统硬件设计1.1.1本自动控制系统采用西门子先进的S7-400可编程控制器。
它是西门子公司开发的适合当代计算机技术发展的新一代可编程控制系统。
它具有更高的控制能力、运算速度、网络功能和更优的性能价格比。
通过PROFIBUS-DP现场总线可与ET200M I/0站相连。
ET200M 可置于MCC低压柜旁边,从而可方便将电机和泵类的控制纳入DCS中去。
1.1.2系统网络采用工业以太网。
其优点:抗干扰能力强,不需特殊的接地要求,不对其它电子设备产生影响。
中央处理单元型号为CPU 414-2DP。
系统的输入输出模板的型号和数量由现场电气和仪表信号的类型和数量决定。
具体如下:图1 硬件控制系统示意图DI模板主要用于显示电机启停和过载指示;DO模板用于控制电机启停;AI模板主要用于对电动机电流、功率以及各测控点如温度、压力、流量、液位进行采样显示。
DO模板在实际应用中为提高抗干扰能力和控制容量要通过中间继电器隔离,由中间继电器触点去控制电气设备(如接触器etc)。
模拟量输入模板在使用前要通过跳线组态成本方案所需要的输入方式。
各模板的型号、数量确定后,再选择放置模板的框架的型号和数量以及电源的型号和数量。
最终选用长为530mm的导轨。
据模板的数量选取择4个机架,考虑到成本问题而选取用了3个S7-300机架,1个S7-400机架,一个为主框架(含3个机架、一个S7-400机架、2个S7-300机架)放在蒸发主控制拒中,另一个远程控制I/O框架(含一个S7-300机架)放在ET200蒸发控制柜中。
2控制措施纸机碱回收控制中浓黑液在线测量一直是一个难题,而浓度控制是碱回收蒸发工段的最终控制目标,其控制效果的好坏对后续燃烧工段起着举足轻重的作用,虽然浓黑液的浓度无法直接测量,但在本项目中可利用黑液的沸点在一定的压力下随其浓度的增大而升高的特性进行间接测量。
即D=F(P,T)其中D:浓度P:压力T:温度。
为了使系统更稳定,对浓黑液的浓度和进效蒸汽实施串级控制方案。
事实证明在对驻马店遂平白云纸业的工程中不但效果稳定而且节能。
如图:图2 浓黑夜浓度控制方案3软件设计本系统采用西门子公司的S7-300系列产品。
在设计当中,根据设备测控点的情况和厂方用户的要求,系统以S7314-2DP控制器为核心,通过PROFIBUS-DP总线与2个ET200M远程站相连(如图2 所示),用于采集现场仪表数据信息和控制算法的实现。
在现场实际应用中,数字量输入输出,、模拟量输入输出都留有部分备用,已备系统将来扩充的需要。
西门子公司的ET200系列是采用PROFIBUS-DP协议的分布式I/O,应用时,S7PLC 作为DP主站,通过带有集成DP接口的CPU315-2DP接到PROFIBUS 总线,而ET200作为DP从站接到PROFIBUS。
整个控制系统采用两个控制柜(主柜和副柜)。
S7主站、#1 ET200M从站放在主柜,采集系统的模拟信号;#2 ET200M从站放在副柜,用来采集工段的电动机执行机构阀位反馈信号及输出执行机构的驱动信号。
系统采用主站加从站的结构,可使系统造价降低,并且扩展灵活。
据本工段的工艺特点和工艺要求,我们编制了采样子程序,该程序主要用于对所设测控点的温度压力流量进行信号采样;受外界影响,在不同时刻所采样的信号精确度不够高,为此我们又编制了滤波子程序,以及PID控制程序和量程转换子程序、电机启停子程序、设备间连锁子程序等。
4人机界面操作系统(HMI)这部分主要由操作站、工程师站和打印机(外部设备)组成,实现人机接口。
它的主要功能是集中各分散过程控制装置送过来的信息,通过监视和操作,把操作和命令下送到各分散控制装置。
工业控制PC以Wincc作为人机界面,并分别设置了操作员站和工程师站。
操作员站(OPU)用于画面显示、报警、泵和电机的手/自动启停以及现场各被控参数的采集、显示和控制,而工程师站(ENG)用于工程师对生产现场的监视、打印报表以及对工艺参数和控制器参数的修改等。
操作员站和工程师站的画面组态软件选用SIEMEN公司的WINCC完成用户二次软件开发。
PC的主要功能是显示工艺流程、电机及阀门等的运行状态及控制、故障报警、故障发生的部位及其处理方法;显示温度、液位等模拟量,并能通过打印机打印。
WINCC是西门子公司专门为过程控制和现场监控开发的监控系统软件,本系统分别制作了蒸发工段一、蒸发工段二个工艺画面,画面中的各参数的设定都是随着PLC的改变而改变的。
工作人员可以通过这些画面监控各个电动机的运行和池中液位的高低,而且可随时根据系统运行状况而直接控制电动机的运行。
ab图3 蒸发工段工艺图5 仿真结果图4~图6是蒸发器液位、板式冷凝器冷凝水的温度、蒸汽压力的仿真结果。
图4 蒸发器稀黑液液位图5 板式冷凝器冷凝水的温度图6 进效蒸汽的压力从图4~图6可看出:3个被控参数在阶跃输入信号作用下的响应曲线的衰减比都近似于4:1,系统响应速度快,调节时间短,能很快达到稳定,系统超调量小,且控制精度都比较高,其动态性能、稳定性能都能满足厂方的要求,如精度为0.05,远小于厂方提出的0.02,蒸发器开机10秒左右,液位、温度基本稳定于设定值。
6 应用体会本S7-300具有以下显著特点:(1)循环周期短、处理速度高;(2)程序结构简单、可用于复杂功能;(3)产品设计紧凑、可用于空间有限的场合;(4)模块化结构、适合紧密安装;(3)无需电源备份,免维修;(4)可在恶劣气候条件下露天使用。
而且添加的分布式I/O与PLC站中的本地I/O具有同一的编址,因此在用户程序中可以像访问本地I/O一样方便的访问分布式I/O,这样编程时就完全不必考虑一个I/O地址在物理上是通过何种方式连接的。
本系统抗干扰能力强,控制精度高,传输数据及时可靠。
高效、节能,已于2002年6月投入现场使用,经过近半年来的现场运行,系统至今仍稳定可靠。