产能统计表
合集下载
日产能统计表

车车间 涂装车间 总装车间 5月11日 车间名称 篷车车间 货车车间 涂装车间 总装车间 5月19日 车间名称 篷车车间 货车车间 涂装车间 总装车间 5月27日 车间名称 篷车车间 货车车间 涂装车间 总装车间 人数 目标 值 实际 值 人数 5月28日 目标 值 实际 值 人数 5月29日 目标 值 实际 值 人数 5月30日 目标 值 实际 值 人数 5月31日 目标 值 实际 值 人数 目标 值 实际 值 人数 5月20日 目标 值 实际 值 人数 5月21日 目标 值 实际 值 人数 5月22日 目标 值 实际 值 人数 5月23日 目标 值 实际 值 人数 5月24日 目标 值 实际 值 人数 5月25日 目标 值 实际 值 人数 5月26日 目标 值 实际 值 人数 目标 值 实际 值 人数 5月12日 目标 值 实际 值 人数 5月13日 目标 值 实际 值 人数 5月14日 目标 值 实际 值 人数 5月15日 目标 值 实际 值 人数 5月16日 目标 值 实际 值 人数 5月17日 目标 值 实际 值 人数 5月18日 目标 值 实际 值 人数 目标 值 实际 值 人数 5月4日 目标 值 实际 值 人数 5月5日 目标 值 实际 值 人数 5月6日 目标 值 实际 值 人数 5月7日 目标 值 实际 值 人数 5月8日 目标 值 实际 值 人数 5月9日 目标 值 实际 值 人数 5月10日 目标 值 实际 值
时段产能统计表
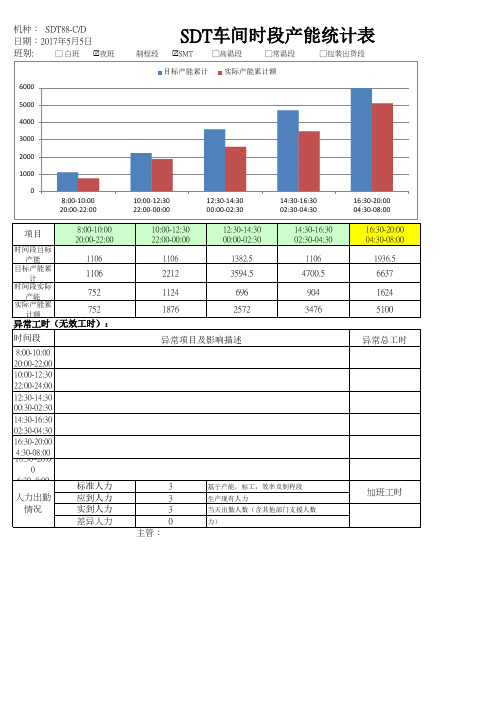
12:30-14:30 00:00-02:30
1382.5 3594.5
696 2572
14:30-16:30 02:30-04:30
14:30-16:30 02:30-04:30
1106 4700.5
904 3476
16:30-20:00 04:30-08:00
16:30-20:00 04பைடு நூலகம்30-08:00
1936.5 6637
1624 5100
异常项目及影响描述
异常总工时
3 3 3 0 主管:
基于产能,标工,效率及制程段
生产现有人力
若当有天差出异勤(人请数注(明含S其D他T自部有门需支人援力人及数可支援人 力)
加班工时
机种: SDT88-C/D
日期:2017年5月5日
班别:
□ 白班 R夜班
6000
5000
4000
3000
2000
1000
0 8:00-10:00 20:00-22:00
项目
8:00-10:00 20:00-22:00
时间段目标 产能
1106
目标产能累 计
1106
时间段实际 产能
752
实际产能累 计额
752
异常工时(无效工时):
时间段
8:00-10:00 20:00-22:00 10:00-12:30 22:00-24:00 12:30-14:30 00:30-02:30 14:30-16:30 02:30-04:30 16:30-20:00 4:30-08:00 18:30~20:0
0 6:30~8:00
人力出勤 情况
标准人力 应到人力 实到人力 差异人力
1382.5 3594.5
696 2572
14:30-16:30 02:30-04:30
14:30-16:30 02:30-04:30
1106 4700.5
904 3476
16:30-20:00 04:30-08:00
16:30-20:00 04பைடு நூலகம்30-08:00
1936.5 6637
1624 5100
异常项目及影响描述
异常总工时
3 3 3 0 主管:
基于产能,标工,效率及制程段
生产现有人力
若当有天差出异勤(人请数注(明含S其D他T自部有门需支人援力人及数可支援人 力)
加班工时
机种: SDT88-C/D
日期:2017年5月5日
班别:
□ 白班 R夜班
6000
5000
4000
3000
2000
1000
0 8:00-10:00 20:00-22:00
项目
8:00-10:00 20:00-22:00
时间段目标 产能
1106
目标产能累 计
1106
时间段实际 产能
752
实际产能累 计额
752
异常工时(无效工时):
时间段
8:00-10:00 20:00-22:00 10:00-12:30 22:00-24:00 12:30-14:30 00:30-02:30 14:30-16:30 02:30-04:30 16:30-20:00 4:30-08:00 18:30~20:0
0 6:30~8:00
人力出勤 情况
标准人力 应到人力 实到人力 差异人力
(精品)生产节拍与产能统计表
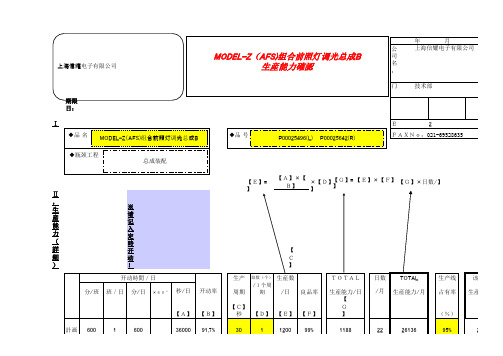
1188
22
26136
95%
24829
※
Ⅲ
贵
,
公
能
司
力 确 认
对 生 产 能
(T FT
力 不
M必
足
要
的
数
生
*
产
貴
对
公
应
司
内
能
容
力
(
)
什
, 今 后
麽 时 间 、
的
如
对
何
应
对
计
应
划
※
)
【H】该当部品
N-6内示
差异
差为
・
生産能力 /月
的高峰時 瓶
(+/-) 负
・
- 订单数 颈 =
・
24829
月 20000
上海信耀电子有限公司
MODEL-Z(AFS)组合前照灯调光总成B 生産能力確認
提出 期限 日:
Ⅰ , ◆品 名
MODEL-Z(AFS)组合前照灯调光总成B
◆品 号
P00025496(L) P00025642(R)
年
月
公
上海信耀电子有限公司
司
名
:
部
门
技术部
T
0
E
2
FAXNo:021-69528635
◆瓶颈工程
总成装配
Ⅱ
,
生Hale Waihona Puke 産 能※ 请 记 入力
定
(
時
詳
开
細
动
)
!
开动時間/日
分/班 班/日 分/日 ×60″ 秒/日 开动率
計画 600
公司工厂产能统计分析表

产品10 规格17 工序17 设备17
39
17
663
34
22542
4516
18026
79.97%
差异原因
设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修 设备故障维修
4512
9138
66.95%
产品7 规格14 工序14 设备14
36
14
504
31
15624
4513
11111
71.11%
产品8 规格15 工序15 设备15
37
15
555
32
17760
4514
13246
74.58%
产品9 规格16 工序16 设备16
38
16
608
33
20064
4515
15549
77.50%
4800
4501
299
6.23%
产品1 规格3 工序3 设备3
25
8
200
25
5000
4502
498
9.96%
产品1 规格4 工序4 设备4
26
8
208
25
5200
4503
697
13.40%
产品1 规格5 工序5 设备5
27
8
216
25
5400
4504
896
16.59%
产品1 规格6 工序6 设备6
28
8
224
产能分析表

名称规格型号
数量准Leabharlann 确度12
3
4
5
6
7
8
分析结果
通过分析人、机、料、法、环等各类因素,产能满足要求。
拟采取措施
进一步实施现场工艺路径的改善,确保产能最佳。
总体评定
现场符合产品生产的要求。
记录/日期: 评价/日期: 审批/日期:
*******有限公司编号:
产能分析表
序
号
产品名称/型号
生产能力(件)
作业
人员
实际过程能力
cpk
实际仓库场地
主要生产场地面积
M2
实际辅助生产场地面积
M2
现有生产设备工装
实际现有量具/
试验设备
备
注
每班
每月
季度
全年
面积
M2
货架储位
最大储存能力
(件/箱)
名称规格型号
数量台/套
性能精度
计划外停机时间(小时/月)
数量准Leabharlann 确度12
3
4
5
6
7
8
分析结果
通过分析人、机、料、法、环等各类因素,产能满足要求。
拟采取措施
进一步实施现场工艺路径的改善,确保产能最佳。
总体评定
现场符合产品生产的要求。
记录/日期: 评价/日期: 审批/日期:
*******有限公司编号:
产能分析表
序
号
产品名称/型号
生产能力(件)
作业
人员
实际过程能力
cpk
实际仓库场地
主要生产场地面积
M2
实际辅助生产场地面积
M2
现有生产设备工装
实际现有量具/
试验设备
备
注
每班
每月
季度
全年
面积
M2
货架储位
最大储存能力
(件/箱)
名称规格型号
数量台/套
性能精度
计划外停机时间(小时/月)
人时产能及劳动效率的统计表及计算公式
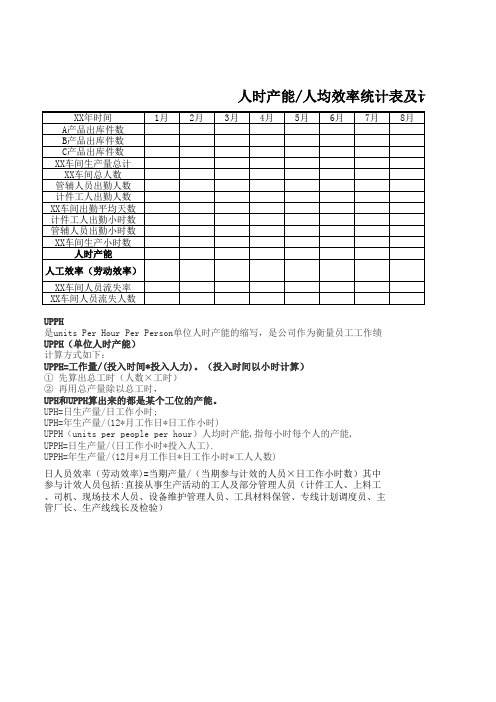
日人员效率(劳动效率)=当期产量/(当期参与计效的人员×日工作小时数)其中 参与计效人员包括:直接从事生产活动的工人及部分管理人员(计件工人、上料工 、司机、现场技术人员、设备维护管理人员、工具材料保管、专线计划调度员、主 管厂长、生产线线长及检验)
2014年 2015年 生产计划科统
计 车间统计 差额数量
8月份 3143
3312
2337 975
计表及计算公式
9月 10月 11月 12月 总计 平均 目标
9月份 10月份 11月份 12月份 总计 4284 2973 3076 4543 35935
3053 2236 1692 2152 31787
3889 2434 1903 2554 30255 -836 -198 -211 -402 1532
UPPH 是units Per Hour Per Person单位人时产能的缩写,是公司作为衡量员工工作绩 UPPH(单位人时产能) 计算方式如下: UPPH=工作量/(投入时间*投入人力)。(投入时间以小时计算) ① 先算出总工时(人数×工时) ② 再用总产量除以总工时, UPH和UPPH算出来的都是某个工位的产能。 UPH=日生产量/日工作小时; UPH=年生产量/(12*月工作日*日工作小时) UPPH(units per people per hour)人均时产能,指每小时每个人的产能, UPPH=日生产量/(日工作小时*投入人工). UPPH=年生产量/(12月*月工作日*日工作小时*工人人数)
人时产能/人均效率统计表及计算公式
XX年时间
1月 2月 3月 4月 5月 6月 7月 8月
A产品出库件数
B产品出库件数
C产品出数
计件工人出勤人数
XX车间出勤平均天数
2014年 2015年 生产计划科统
计 车间统计 差额数量
8月份 3143
3312
2337 975
计表及计算公式
9月 10月 11月 12月 总计 平均 目标
9月份 10月份 11月份 12月份 总计 4284 2973 3076 4543 35935
3053 2236 1692 2152 31787
3889 2434 1903 2554 30255 -836 -198 -211 -402 1532
UPPH 是units Per Hour Per Person单位人时产能的缩写,是公司作为衡量员工工作绩 UPPH(单位人时产能) 计算方式如下: UPPH=工作量/(投入时间*投入人力)。(投入时间以小时计算) ① 先算出总工时(人数×工时) ② 再用总产量除以总工时, UPH和UPPH算出来的都是某个工位的产能。 UPH=日生产量/日工作小时; UPH=年生产量/(12*月工作日*日工作小时) UPPH(units per people per hour)人均时产能,指每小时每个人的产能, UPPH=日生产量/(日工作小时*投入人工). UPPH=年生产量/(12月*月工作日*日工作小时*工人人数)
人时产能/人均效率统计表及计算公式
XX年时间
1月 2月 3月 4月 5月 6月 7月 8月
A产品出库件数
B产品出库件数
C产品出数
计件工人出勤人数
XX车间出勤平均天数
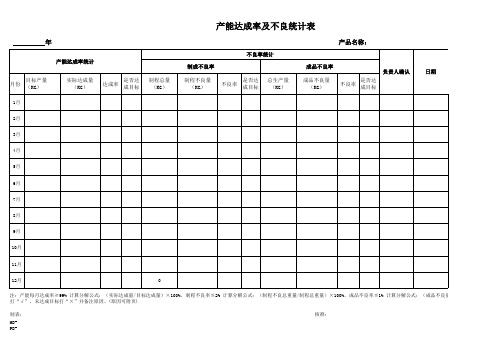
产能达成率及不良统计表
9月
10月
11月
12月
0
注:产能每月达成率≧99% 计算分解公式:(实际达成量/目标达成量)×100%,制程不良率≦2% 计算分解公式:(制程不良总重量/制程总重量)×100%,成品不良率≦1% 计算分解公式:(成品不良量/总生产量)×100%,达成 打“√”,未达成目标打“×”并备注原因。(原因可附页)
产能达成率及不良统计表
年
产品名称:
产能达成率统计
月份
目标产量 (KG)
实际达成量 (KG)
达成率
是否达 成目标
制程总量 (KG)
制成不良率
不良率统计
制程不良量 (KG)
不良率
是否达 成目标
总生产量 (KG)
成品不良率
成品不良量 (KG)
不良率
是否达 成目标
负责人确认
日期
1月
2月
3月
4月
5月
6月ቤተ መጻሕፍቲ ባይዱ
7月
8月
制表:
HDPD-
核准:
备注 不良量/总生产量)×100%,达成目标
车间产能统计表模板
车间产能统计表模板
生产线上的阵阵机器轰鸣,工人们忙碌的身影,浑然一体,这就是一个典型的工厂景象。
那你有没有想过,如何才能衡量这忙碌的效果呢?答案就在生产线产能日报分析图表中。
生产线产能日报分析图表,简单说,就是记录每天每条生产线生产了多少产品,然后通过图表形式展示出来。
可能你会简单认为,这不过是一张表和一些数据,但其中蕴含的价值却远超过你的想象。
首先,生产线产能日报分析图表能让我们看到哪些生产线生产力达标,哪些没达标,这就好像细菌在显微镜下无处遁形。
如果有哪条线生产力不足,我们就可以像侦探一样去寻找原因:设备是不是出故障了?工人操作有误?找出原因后,我们就能对症下药,提升生产力。
其次,这个图表还能让我们发现优化的空间。
无论是停机时间、原材料损耗还是人力不足,各种问题在图表上都能体现。
有了这些信息,我们就能调整工作流程,提高产品质量和生产力。
老话说得好,“细节决定成败”。
要实现目标,必须细化,量化,这样我们才能更好地去追踪和评估。
虽然我们有很多技术含量高的数据工具可用,但日常的产能日报分析图表也不能轻视!它直观易懂,便于工人查看,也符合实际操作。
分析图表只是工具而已,利用好了,它能发挥出惊人的力量,因为,制胜的关键不在你手中的工具,而在你的思维和行动。
案例:
下面是一个生产线产能日报分析图表模板(底部可下载):
我们只需要在下半部分填入我们当天的生产基础数据,汇总数据就能就自动汇总出来,并且最上面的生产线产量分析图和总生产合格量的图表就能自动显示出来,非常方便,当然你可也可以在此基础上根据自家工厂实际进行扩充完善更多的功能出来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
供应商名称: 订单号:
货号
产能统计表
日期:
名称
日合同产能
生产结果
状态
客户日生产 最低需求量
产能
小时数
空闲工序 瓶颈工序 生产时间 批准
临时认可-可售
合计
供应商监控
客户监控
控制计划评审 生产能力分析表 在生产前是否对分供方满足产能和质量要求的能力进行了书面确认?
所生产的产品是否符合顾客质量要求?
通过
Yes No
有条件通过,供应商ቤተ መጻሕፍቲ ባይዱ够在合同规定的工作时间内能够满足客户的产量需求,但是不能满足合同产能需求,同时供 应商提供了满足合同产能的计划(
失败—供应商没有通过控制计划评审,未能表明满足合同生产能力,或没有提供分供方生产能力的书面证明
供应商签名 QC签名
电话 电话
日期 日期
货号
产能统计表
日期:
名称
日合同产能
生产结果
状态
客户日生产 最低需求量
产能
小时数
空闲工序 瓶颈工序 生产时间 批准
临时认可-可售
合计
供应商监控
客户监控
控制计划评审 生产能力分析表 在生产前是否对分供方满足产能和质量要求的能力进行了书面确认?
所生产的产品是否符合顾客质量要求?
通过
Yes No
有条件通过,供应商ቤተ መጻሕፍቲ ባይዱ够在合同规定的工作时间内能够满足客户的产量需求,但是不能满足合同产能需求,同时供 应商提供了满足合同产能的计划(
失败—供应商没有通过控制计划评审,未能表明满足合同生产能力,或没有提供分供方生产能力的书面证明
供应商签名 QC签名
电话 电话
日期 日期