19-天然矿泉QC工程图(模板)
合集下载
QC工程图样板格式
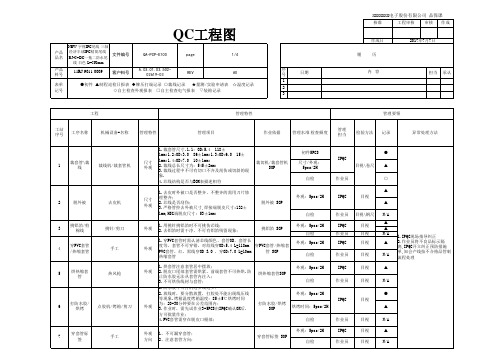
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
QC工程图

机长
啤机
人工
成型
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工或退相关部门处理、标识隔离
下栏组长
打废纸
人工
将构成产品以外的余料去掉
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工标识隔离
生产流程
管理方式
异常处理
生产步骤
设备名称
作业内容
资料及表单
责任者
管制项目
规格值
抽样
检测
责任者
方法
责任者
成品检验
人工
卡牌全检,固定人选,分款进行清完一款再上另一款,避免混料。
稿袋资料、成品检验报告
QC
颜色、规格、内容、位置、外观、包装
稿袋资料、成品检验标准
抽检、全检
GB2828—87一般二级对照表
目测卷尺
生产日报表
机长
尺寸、位置、规格、刀花、底面刀、切斜、污脏、数量、爆角、切到字等等。
稿袋资料
随机检查
直尺目测
机长
重调参数、压力;换刀;标识隔离。
机长
印刷
印刷机
根据工程单备纸、较版;根据标准色调校首检合格后开始印刷,印刷后进行印张全检。
稿袋资料、
生产日报表制程检验报告、印刷部全检报告。
机长全检员
颜色、内容、外观、位置;首件检验、制程抽检;数量,按客户要求记录好《印刷颜色管理表》
晒版工
晒
版
晒版机、冲版机
啤机
人工
成型
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工或退相关部门处理、标识隔离
下栏组长
打废纸
人工
将构成产品以外的余料去掉
稿袋资料、生产日报表
作业员
啤穿、数量、打烂、擦花、型号有无混乱
勿打皱、打烂、混乱
随时检查
目测
目测
挑出不良品返工标识隔离
生产流程
管理方式
异常处理
生产步骤
设备名称
作业内容
资料及表单
责任者
管制项目
规格值
抽样
检测
责任者
方法
责任者
成品检验
人工
卡牌全检,固定人选,分款进行清完一款再上另一款,避免混料。
稿袋资料、成品检验报告
QC
颜色、规格、内容、位置、外观、包装
稿袋资料、成品检验标准
抽检、全检
GB2828—87一般二级对照表
目测卷尺
生产日报表
机长
尺寸、位置、规格、刀花、底面刀、切斜、污脏、数量、爆角、切到字等等。
稿袋资料
随机检查
直尺目测
机长
重调参数、压力;换刀;标识隔离。
机长
印刷
印刷机
根据工程单备纸、较版;根据标准色调校首检合格后开始印刷,印刷后进行印张全检。
稿袋资料、
生产日报表制程检验报告、印刷部全检报告。
机长全检员
颜色、内容、外观、位置;首件检验、制程抽检;数量,按客户要求记录好《印刷颜色管理表》
晒版工
晒
版
晒版机、冲版机
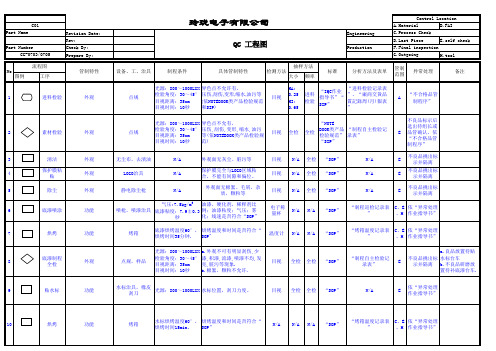
简易版QC工程图范例
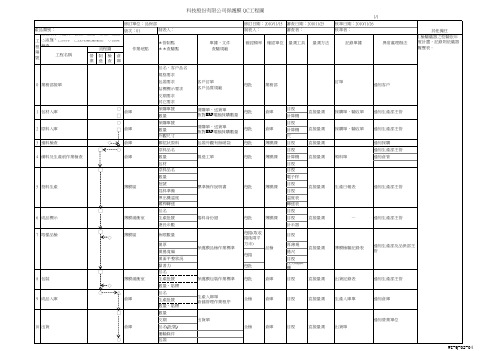
科技股份有限公司保護膜 QC工程圖
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
QC工程图
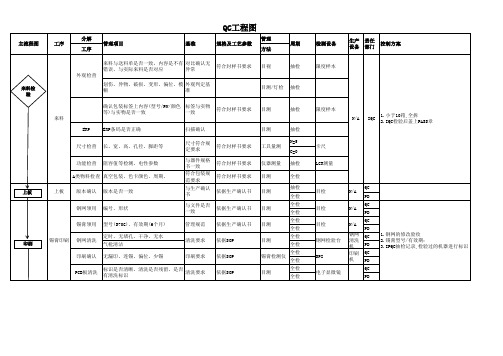
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图-通用
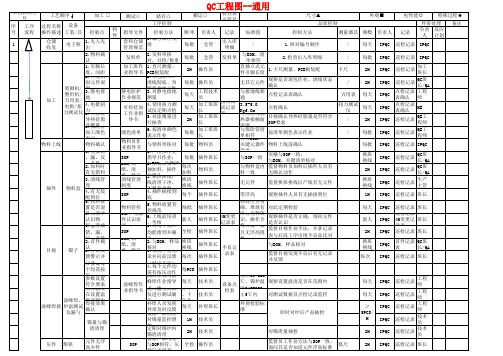
与BOM、清 2.检查出入库明细 单相符 直插立式元 2H 操作员 1.卡尺测量、PCB板装配 件引脚长度 观察是否混包作业,清线状态 每批 操作员 无其它元件 确认 工程技术 与接地线相 每天 点检记录表确认 员 通 加工班班 扭力测 3.5-5.0 每天 点检确认 试记录 Kgf.Cm 长 可控硅与散 目视确认导热硅脂量是否符合 加工班班 表 2H 热器接触面 SOP要求 长 涂满 加工班班 与保险管清 每批 按清单颜色表示作业 长 单相符 符合BOM、 每批 物料员 物料上线前确认 关键元器件 清单 实操与SOP一致; 每批 插件班长 与SOP一致 与BOM、关键清单核对 每次 与物料盒内 监督物料员加料后插件人员有 物料员 加料 料一致 无确认动作 换班 插件班长 无元件 监督换班换线后产线有无元件 换线 每个 每批 新人 全检 换班 换线 每次 插件班长 插件班长 零浮高 观察插件人员有无插接到位 对此定期检验 观察插件是否正确,询问元件 是否认识 监督目视作业手法,并拿记录 表与后段工序出现不良品比对 与BOM、样品核对 监督目视发现不良后有无记录 并反馈
SOP SOP SOP SOP SOP SOP SOP SOP SOP 日期码编 码规则 SOP SOP SOP SOP
与样板一致 监督目视作业手法,并拿记录 插件班长 不良记 且无浮高现 表与后段工序出现不良品比 录表 象 对,观察电解电容需有标记, 监督目视发现不良后有无记录 插件班长 并反馈 不良记 班长 抽检,作业手法监督 录表 外观检验标 准 班长 询问、不良警惕验证 班长 班长 班长 点检表 55±15度、 ≥1min 漆:溶剂 =9:1 ≥1mm 插件面元件 防止浸漆 烘烤温度点检、线体速度监控 漆调配比例监控 漆的厚度测试 摆放方式确认; 未干前禁止下道工序使用 点检确认,点检记录表稽查 抽检,作业手法监督 出口机测试 电压一览表 出口机测试电压一览表核对 询问、不良警惕验证 符合编码规 则且易扫描 一块板子上 3码均为一 个IC号 与样品一致 超出板面 3.5-5.0mm 解读编码,及对其进行扫描辨 认 观察操作方法是否按SOP进行作 业 抽检,作业手法监督
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
QC工程图

管 检查量 作业员 :全量 IPQC:抽检 作业员 :全量 IPQC:抽检 作业员 :全量 作业员:全 量IPQC:每 板抽检 全量 抽检 業務/資材/ 品保
理 测定方式 测定设备 目视/卡尺/色 差仪/spec 物性测试 目視
方 记录 加料记录 表/首件检 查记录表
法 异常处 理方法 调机/修 模 返工 备 注
10
注塑加工
注塑机/周边 辅助设备 離子風機
11
貼膜
OK
12
全 检
OK
外觀 包装数量 /包装方 式 数量/料 号/日期 结构/数 量/包装 数量/外 箱标示/
制造课
目视/样品
日生产报 表 标签/
返工 返工 特采 补料 退回 批退/特 采 批退/特 采/補料
13
包 装
无异常
ห้องสมุดไป่ตู้
制造课 仓管员 物料员
目视
14 15
联络单 补料 退料单
5 6 7 9
领料 掛模 烘料
开机
设备及模 温度/周边辅助 具运行 OK 设备设置符合 标准
调机员
调试
工 序 号
管 工序名称 治具/设备 品质特性 (结果) OK
理 管理项目 要因 外观/机构/ 色泽 外觀
站 管理标准 成型条件表 /SOP/SIP SOP/SIP SIP/SOP 样品 SOP/SIP 权责单位 作业员/调机 员/IPQC 製造
福建日新塑料制品有限公司
QC工 程 圖 品質工程管理表 QC 工程圖(PMP) 工 序 号 1 机 种 18.5”Benq 料 号 A34G1689-AHBB 管 工序名称 设备 品质特性 (结果) 无误 理 管理项目 要因 数量 材质、色泽及 性能 无异常 供应商出货检 验报表 无异常 无误 运输工 具 天車/模 具 烘料机 注塑机\ 周边设 备 无误 OK 烘料 OK 堆放 堆放/数量 数量/运输 模仁/水路/模 溫 温度 80℃/时 间 制订部门 技术课 站 管理 标准 仓库作业 指导书 客户物质 成分表及 进料检验 标准书 仓库作业 指导书 备料标准 书 仓库作业 指导书 掛模 SOP 烘料标准 书 开机 SOP/ 成型条件 记录表 权责单位 仓管 检查量 每批全 量 每批抽 样按 AQL 每批抽 样按 AQL 版 本 A版 文件编号 PQ20100129 制 定 日 期 2010-01-29 管 理 测定方式 测定设备 目视 色板/色差仪/ 耐磨测试仪/硬 度计 目视 方 记录 送货单、采购 订单 送检单 来料异 常报告 单(批退 /特采) 法 异常处 理方法 备注 核 准 审 核
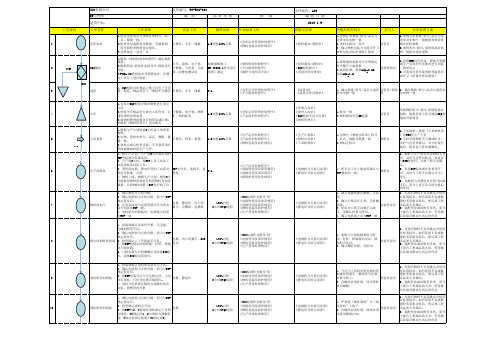
QC工程图范本
A,B面距离35cm看不清者允收
目视
全检 全检 “SOP”
“制程自主检验记 录表”
E
不良品标示后 选出待组长或 品管确认、依 “不合格品管 制程序”
a.良品转品保检 验。 b.不良品如颗 粒,毛屑区分放 置待研磨抛光台 车.
e.光泽,膜厚,色差比对样
品.
a.外观不可有明显刮伤,少
漆,积漆,流漆,喷漆不均,发
制程条件
具体管制特性
抽样方法 检测方法
大小 频率
标准
分析方法及表单
管制 范围
异常处理
备注
点规
光源:800~1000LUX 异色点不允许有, 检验角度:30~45° 压伤,刮伤,变形,缩水,油污等
目视距离:35cm (依NOTEBOOK类产品检验规范 目视时间:10秒 和SIP)
目视
MA: 0.25 MI: 0.65
“NOTE
检验角度:30~45° 4.膜厚:68~78µm
6.百格钢
目视距离:35cm 5.酒精试验后不可有反白,退 刀3M600#
N/A
每次 /1pcs
BOOK类产品 检验规范”
“首件检验记录表”
B
依“异常处理 作业指导书”
目视时间:10秒 色现象.
胶带
“SIP”
6.百格测试附着力后,被测面 7.三菱铅
亮,脏污等.
26
FQC检检
外观
点规,样品
光源:800~1000LUX 检验角度:30~45° 目视距离:35cm 目视时间:10秒
b.颗粒不允有. c.凹陷,异色点参照客户签 样. d.有感刮伤不允许,无感刮伤 A,B面距离36cm看不清者允收
目视
MA: 0.25 MI: 0.65
目视
全检 全检 “SOP”
“制程自主检验记 录表”
E
不良品标示后 选出待组长或 品管确认、依 “不合格品管 制程序”
a.良品转品保检 验。 b.不良品如颗 粒,毛屑区分放 置待研磨抛光台 车.
e.光泽,膜厚,色差比对样
品.
a.外观不可有明显刮伤,少
漆,积漆,流漆,喷漆不均,发
制程条件
具体管制特性
抽样方法 检测方法
大小 频率
标准
分析方法及表单
管制 范围
异常处理
备注
点规
光源:800~1000LUX 异色点不允许有, 检验角度:30~45° 压伤,刮伤,变形,缩水,油污等
目视距离:35cm (依NOTEBOOK类产品检验规范 目视时间:10秒 和SIP)
目视
MA: 0.25 MI: 0.65
“NOTE
检验角度:30~45° 4.膜厚:68~78µm
6.百格钢
目视距离:35cm 5.酒精试验后不可有反白,退 刀3M600#
N/A
每次 /1pcs
BOOK类产品 检验规范”
“首件检验记录表”
B
依“异常处理 作业指导书”
目视时间:10秒 色现象.
胶带
“SIP”
6.百格测试附着力后,被测面 7.三菱铅
亮,脏污等.
26
FQC检检
外观
点规,样品
光源:800~1000LUX 检验角度:30~45° 目视距离:35cm 目视时间:10秒
b.颗粒不允有. c.凹陷,异色点参照客户签 样. d.有感刮伤不允许,无感刮伤 A,B面距离36cm看不清者允收
目视
MA: 0.25 MI: 0.65
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
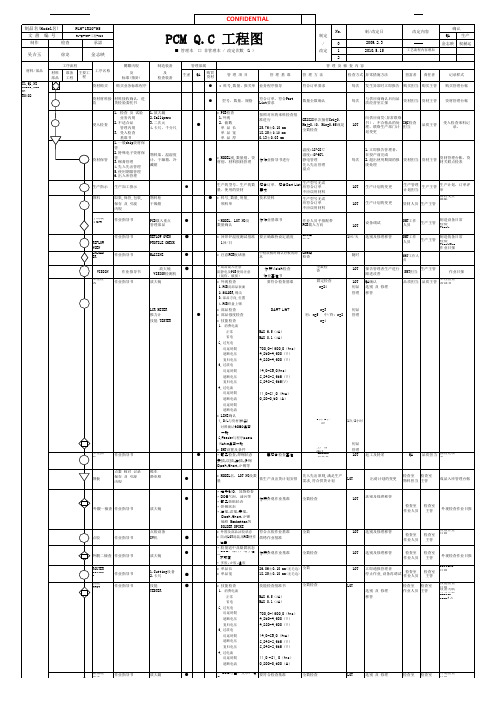
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
QC工程图范本(1)

文件编号 制定日期 检验方式 异常处理
扣上盖
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头 ↓ 1:装灯头时必须将 边线卡入卡槽内。 《OP自检报表》 2:拧灯头后灯头与 《作业指导书》 《巡检记录报告》 塑件之间配合紧密, 无明显缝隙。 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
编制
产品名称 页次 流程图 打钉 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第4页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
打钉
1:打钉不可出现高 低不一; 2:不可有打重钉、 《OP自检报表》 漏打钉现象; 《作业指导书》 《巡检记录报告》 3:固钉扭力 E27 B22≥3.5N/M E14 E17≥1.5N/M
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
包装 ↓ 1:包装方式 2:外观 《OP自检报表》 《作业指导书》 《巡检记录报告》 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头
扣图钉(焊灯头) ↓ 扣图钉 (焊灯头)
1:扣图钉后要求图 钉与灯头配合紧密, 无明显缝隙。 《OP自检报表》 《作业指导书》 2:焊锡灯头要求锡 《巡检记录报告》 面平滑、饱满焊锡高 度1.2-1.5mm
作业员 PQC 组长
QC工程图样本

B 20 涂油穿线 涂油穿线机 B B B 21 切露长 剥皮 切线机 剥皮机 A B B B B B 23 穿件打花 打花机 B B B B B 1T压铸 压铸机 1T压铸模 ZA10024ZA B B B A 25 26 27 28 29 露长检查 成品检查 接头罩防尘罩戴 到位 包装入库 发货审核 手工 打包机 B 游标卡尺 A
油脂确认 涂油方法 涂油量 穿线方向 切线长度 切线状态 剥皮长度 剥皮状态 部品确认 穿入方向 花形外径 花形高度 偏心度t 打花状态 部品确认 接头外径 接头长度 外观 拉脱强度 露长A+B
2号锂基润滑脂 B 0.29g±0.1g 从一体成型端穿入 129±0.5 无夹伤、散丝 5±0.5 无飞皮,夹伤 CC30024RA 见产品图 φ3.5~Φ4 1.8~2.8 ≤0.5 无夹伤、散丝 ZZnAlD4-1A Ф60-0.2 12±0.2 无毛刺、气孔 >1000N 142±1.5
操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者 操作者
标识 目测 目测 游标卡尺 目测 游标卡尺 目测 标识 目测 通止规 通止规 通止规 目测 标识 游标卡尺 游标卡尺 目测 拉力机 游标卡尺
首检 全数 全数 全数 3件/首末 全数 3件/首末 全数 首检 全数 3件/首末 3件/首末 3件/首末 全数 首检 3件/首末 3件/首末 全数 3件/首末 全数
产品名称
产品代号 操作者 检验 生产线 品质检查 制造条件管理 组长 段长 部长 X-R 管理图 A 作业 记录 B
工程品质管理表( 工程品质管理表(Ⅱ)
工 序 工序名称 设备夹具 管 理 区 分 品质特性 记录 确认 形式 提出 频率
2019年QC工程图范本

目视
PQC
生产日报表PQC巡检记录表
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
①产品检验与不合格管理程序②抽样计划③可靠性测试指引④BOM文件⑤工程规格图纸⑥部品检验基准书
①材质
符合BOM文件之要求
IQC抽检
依《AQL抽样计划》抽样
卡尺/千分尺卷尺/投影仪拉力测试仪
IQC
IQC进料检验报表
②尺寸
符合工程规格图纸之要求
③结构
符合BOM文件或与工程样板一致
④外观
符合部品检验基准书外观之要求
生产日报表PQC巡检记录表PQC批量抽检记录表货品移交单
②字唛/图标
符合BOM文件之要求
√
③颜色
与工程样板一致
√
√
1次/2H
目视
PQC作业员
④外观
符合检验指引外观之要求
√
√
目视
PQC作业员
⑤附着力测试
符合附着力测试指引
√
3M胶纸
PQC
15
滴眼睛
①滴眼睛作业指导书②IPQC检验指引③BOM文件④抽样计划
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
③颜色
与工程样板一致
√
√
目视
PQC作业员
④附着力测试
符合附着力测试指引
√
3M胶纸
PQC
14
移印
①移印作业指导书②IPQC检验指引③抽样计划④工程样板⑤BOM文件
移印机丝印菲菻丝印模具
①首件
符合样板或工程规格资料
√
PQC
生产日报表PQC巡检记录表
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
①产品检验与不合格管理程序②抽样计划③可靠性测试指引④BOM文件⑤工程规格图纸⑥部品检验基准书
①材质
符合BOM文件之要求
IQC抽检
依《AQL抽样计划》抽样
卡尺/千分尺卷尺/投影仪拉力测试仪
IQC
IQC进料检验报表
②尺寸
符合工程规格图纸之要求
③结构
符合BOM文件或与工程样板一致
④外观
符合部品检验基准书外观之要求
生产日报表PQC巡检记录表PQC批量抽检记录表货品移交单
②字唛/图标
符合BOM文件之要求
√
③颜色
与工程样板一致
√
√
1次/2H
目视
PQC作业员
④外观
符合检验指引外观之要求
√
√
目视
PQC作业员
⑤附着力测试
符合附着力测试指引
√
3M胶纸
PQC
15
滴眼睛
①滴眼睛作业指导书②IPQC检验指引③BOM文件④抽样计划
②外观
符合检验指引外观之要求
√
√
1次/2H
目视
PQC作业员
③颜色
与工程样板一致
√
√
目视
PQC作业员
④附着力测试
符合附着力测试指引
√
3M胶纸
PQC
14
移印
①移印作业指导书②IPQC检验指引③抽样计划④工程样板⑤BOM文件
移印机丝印菲菻丝印模具
①首件
符合样板或工程规格资料
√
QC工程图

按生产工艺要求,
推移图、柏拉
图、特性要因
班组转接记录表、加 如有品质异常,需即时通知工艺或品管
图、层别法、 工中心零件转入/转出记录、
给予协助解决
甘特图
9
IPQC
外观/尺寸/实装检验 和验证
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(机加工)、标识和可追溯性
正与预防措施
入(物
3
料)库
4
生产准备
领料
6
锡膏
印刷
物料的搬运、分类 库房温度、湿度控制
账、物、卡管理 库存期、库存量控制
产品防护控制程序、物料入库/ 出库/退库/报废处理操作程序
、仓库管理办法
磅秤、电子秤、 卷尺
仓储
数量、重量、 规格
抽检
依据仓库管理办法对库存物 一卷或一个包装 料进行管理,如FIFO、温/湿
目视
生产
外观质量自检
100%
推移图、柏拉 按作业指导书/生产工艺要求 图、特性要因
及制程检验规范自检 图、层别法、 甘特图
外观目检日报表
如有品质异常,需即时通知工艺或品管 给予协助解决
产品外观检查
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、制程检验规 范(电装)、标识和可追溯性控
图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联
图、层别法 、不合格品评审和处置单
络单
套件装配
设施和工作环境控制程序、生 产和服务提供控制程序、产品 防护控制程序、文明安全生产
规定、各类设备操作规程
电批 剪钳 等
电生产
装配质量、尺 寸、数量
QC工程图模板
10
滑轨组件的组装
100%自检 2小时IPQC巡检
《XXX标准作业指导书》 《电批使用及保养规范》 《物料包装及防护规范》 《生产异常处理规范》
《电批扭力点检记录表》 《静电环点检记录表》
1、严禁将“线性滑块”从“线 性滑轨”上取下 组装作业员 2、各螺丝必须拧紧,滑块在滑 轨滑动顺畅自如;
XXX有限公司 QC工程图 适用产品: 工艺流程 工序名称 工作要领
6
生产前准备
1、按生产计划,生产前2小时将机型的 SOP等标准文件准备好; 2、生产前2小时,按SOP上各工站治工 具需求准备好治工具; 3、需使用电批、静电环等的工站需对 SOP文件夹、备料车、备 N/A 其进行较准、点检 料架 4、物料上线,根据生产计划,提前2小 时按机型物料需求进行检查物料类别及 数量,并将物料放置于SOP对应的工位 1、确认静电环点检合格; 2、确认电批扭力点检合格,扭力与SOP 规定值对应; 电批、静电环、内六角 3、注意章油座与反射型感应开关的安 扳手、尖嘴钳、电烙铁 装方向需如SOP一致; 4、电机组件的组装时,电机线方向需 与SOP一致
XXX有限公司 QC工程图 适用产品: 工艺流程 工序名称 工作要领
1.核对送货是否与采购订单料号、品 名、数量一致; 2.检查外包装箱是否破损,有破损则 需开箱检查物料是否损坏; 3.急料加盖“急需”章
文件编号:WC-ENG-028 编 制 品 质 审 核 批 准
文件版次:A00 编 制 日 期 2013/1/9
11
锁章模块的组装
1、确认电批扭力点检合格,扭力与SOP 规定值对应; 2、检查确认上工序组装无不良; 电批、内六角扳手 3、按SOP组装保护外壳、保护上盖、保 护模块滑块、章柄夹套、章柄 、光轴 、保护下盖、 机械锁。
QC工程图(品质保证体系图)

100﹪原材料,名称,数量确认 叉车 材料100%原材料; 干燥条件:120℃/4~6H 金型温度,成型条件 成型机:25T
目视
资材课 成形课
仓库 生产车间 生产车间 生产车间
物料申请单
1-2
1Hale Waihona Puke 3 2目视 温度计成形课 成形课
成型条件表 成型条件表, 成型日报表, 点检记录表
首件检验指导书 产品检查指导书
5 6
捆包 搬运
胶箱等包材 叉车 1.外观、包装确认检查 2.叉车
成形课 成形课
7
入库
8
☆
出货检查
1.外观检查: 1.品检 课 AQL0.1 目视 2.包装:捆包 2.资材 课 仕样书 1.外观: 1.寸法/结构/外观:同《产品检 AQL0.1 测量用工具 OQC 查标准书》内容; 2.寸法/核对 /目视 2.包装确认:参照捆包仕样书 样办: N>1啤/LOT 出荷捆包,现品票, 数量,包装方式 目视 全数 资材课
货仓
产品检查标准书 捆包仕样书 成形入库抽查表
部品出货检查基准书
生产车间 测定室
产品检查标准书 捆包仕样书 出货检查成绩表 出货明细表, 出货检查成绩表, 材料证明书, 成型条件表
9 备 注
▽
出荷
货仓
◇表示入库 ▽表示出库
□表示运输 ○表示加工过程
☆表示检查过程
TOUSOU/WI-品管-28/AO
N=1啤
IPQC
生产车间 测定室
标准样品 限度样品 部品成形首检表
4
☆ ○ □ ☆ ◇
过程检查
1.外观: N>3啤/2H 外观/寸法 目视/ 2.寸法/核对样 (同《产品检查标准书》内容) 测量用工具 办: N>1啤/4H
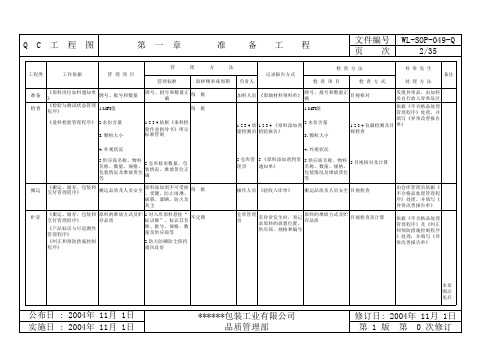
QC工程图第一版
Q
C
工
程
图
第
一
章
管 理 方
准
法
备
工
程
文件编号 页 次
检 查 方 法
WL-SOP-049-Q 2/35
异 常 发 生 备注 处 理 方 法 发现异常品,由加料 员自行放入异常品区
工程类
工作依据
管 理 项 目 管理标准 取样频率或周期 批 批 负责人
记录报告方式 检 查 项 目 检 查 方 式
准备 检查
1.2.原料种类、比例 选择正确 3.原料输送系统正常 运转
1.2.目视核对
3.原料输送系统工作 3.原料输送系统正常 3.生产中随时 《配料岗位加料工艺单》 状态 运转 《制膜生产线操作规程 4.其它依据《加料岗 4.依据《制膜生产线 》 位巡检项目明细表》 操作规程》所示标准 4.每小时一次 所示项目 管制 混合检查 《制膜生产线操作规程 原料添加剂送料状况 正常送料管路无堵塞 每小时一次 》 《工艺指令单》
《原料岗位加料通知单》 牌号、批号和数量 《检验与测试状态管理 1.MFI值 程序》 《进料检验管理程序》 2.水份含量 3.颗粒大小 4.外观状况
牌号、批号和数量正 每 确 每 1.2.3.4.依据《来料检 验作业指导书》所示 标准管制
加料人员 《原辅材料领料单》
牌号、批号和数量正 目视核对 确 1.MFI值 2.水份含量 3.颗粒大小 4.外观状况
目视检查
依据《过程控制管理 程序》相应条款处 理,填写《修复单》 通告机修人员修复, 并记录于《班长(总 控)交接班记录》及 《前岗岗位巡检项目 明细表》 本章 图示 见后
公布日 : 2004年 11月 1日 实施日 : 2004年 11月 1日 Q C 工 程 图 第 六 章
C
工
程
图
第
一
章
管 理 方
准
法
备
工
程
文件编号 页 次
检 查 方 法
WL-SOP-049-Q 2/35
异 常 发 生 备注 处 理 方 法 发现异常品,由加料 员自行放入异常品区
工程类
工作依据
管 理 项 目 管理标准 取样频率或周期 批 批 负责人
记录报告方式 检 查 项 目 检 查 方 式
准备 检查
1.2.原料种类、比例 选择正确 3.原料输送系统正常 运转
1.2.目视核对
3.原料输送系统工作 3.原料输送系统正常 3.生产中随时 《配料岗位加料工艺单》 状态 运转 《制膜生产线操作规程 4.其它依据《加料岗 4.依据《制膜生产线 》 位巡检项目明细表》 操作规程》所示标准 4.每小时一次 所示项目 管制 混合检查 《制膜生产线操作规程 原料添加剂送料状况 正常送料管路无堵塞 每小时一次 》 《工艺指令单》
《原料岗位加料通知单》 牌号、批号和数量 《检验与测试状态管理 1.MFI值 程序》 《进料检验管理程序》 2.水份含量 3.颗粒大小 4.外观状况
牌号、批号和数量正 每 确 每 1.2.3.4.依据《来料检 验作业指导书》所示 标准管制
加料人员 《原辅材料领料单》
牌号、批号和数量正 目视核对 确 1.MFI值 2.水份含量 3.颗粒大小 4.外观状况
目视检查
依据《过程控制管理 程序》相应条款处 理,填写《修复单》 通告机修人员修复, 并记录于《班长(总 控)交接班记录》及 《前岗岗位巡检项目 明细表》 本章 图示 见后
公布日 : 2004年 11月 1日 实施日 : 2004年 11月 1日 Q C 工 程 图 第 六 章
2019年QC工程图参考范例
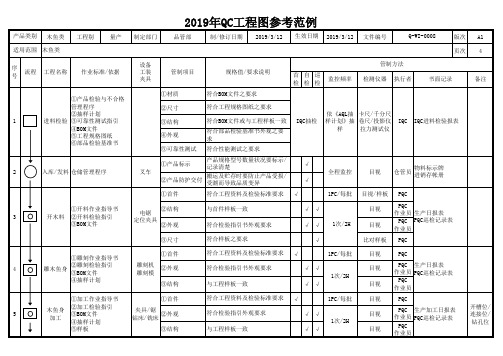
2019年QC工程图参考范例
产品类别 木鱼类 工程别 量产 制定部门 品管部 制/修订日期 2019/3/12 生效日期 2019/3/12 文件编号 Q-WI-0008 版次 页次 设备 工装 夹具 管制方法 管制项目 规格值/要求说明 首 自 巡 检 检 检 监控频率 检测仪器 执行者 书面记录 备注 A1 4 适用范围 木鱼类 序 号5来自木鱼身 加工6
浸/喷 胶水 一次
①胶水浸/喷作业指导 书 ②IPQC检验指引 ③样板 ④抽样计划 ⑤BOM文件
①首件 喷枪 毛刷 ②外观 ③结构 ①首件 砂纸 砂带 介刀 ②外观 ③结构 ①首件 喷油枪 钳子 ②外观 ③颜色 ④附着力测试 ①首件
符合检验标准之要求 符合检验指引外观要求 与样板一致 符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 符合BOM文件之要求 与首件样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 与样板一致 符合工程资料及检验标准要求
2
入库/发料 仓储管理程序
叉车
产品规格型号数量状况要标示/ 记录清楚 搬运及贮存时要防止产品受损/ ②产品防护交付 受潮而导致品质变异 ①首件 符合工程资料及检验标准要求 与首件样板一致 符合检验指引书外观要求 符合样板之要求 符合工程资料及检验标准要求 符合检验指引书外观要求 与工程样板一致 符合工程资料及检验标准要求 符合检验指引外观要求
10
喷PP水
①喷涂作业指导书 ②IPQC检验指引 ③附着力测试指引 ④抽样计划 ⑤BOM文件
产品类别 木鱼类 工程别 量产 制定部门 品管部 制/修订日期 2019/3/12 生效日期 2019/3/12 文件编号 Q-WI-0008 版次 页次 设备 工装 夹具 管制方法 管制项目 规格值/要求说明 首 自 巡 检 检 检 监控频率 检测仪器 执行者 书面记录 备注 A1 4 适用范围 木鱼类 序 号5来自木鱼身 加工6
浸/喷 胶水 一次
①胶水浸/喷作业指导 书 ②IPQC检验指引 ③样板 ④抽样计划 ⑤BOM文件
①首件 喷枪 毛刷 ②外观 ③结构 ①首件 砂纸 砂带 介刀 ②外观 ③结构 ①首件 喷油枪 钳子 ②外观 ③颜色 ④附着力测试 ①首件
符合检验标准之要求 符合检验指引外观要求 与样板一致 符合工程资料及检验标准要求 符合检验指引外观之要求 与工程样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 符合BOM文件之要求 与首件样板一致 符合检验标准之要求 符合检验指引外观之要求 符合BOM文件之要求 符合附着力测试指引之要求 符合检验标准之要求 符合检验指引外观之要求 与样板一致 与样板一致 符合工程资料及检验标准要求
2
入库/发料 仓储管理程序
叉车
产品规格型号数量状况要标示/ 记录清楚 搬运及贮存时要防止产品受损/ ②产品防护交付 受潮而导致品质变异 ①首件 符合工程资料及检验标准要求 与首件样板一致 符合检验指引书外观要求 符合样板之要求 符合工程资料及检验标准要求 符合检验指引书外观要求 与工程样板一致 符合工程资料及检验标准要求 符合检验指引外观要求
10
喷PP水
①喷涂作业指导书 ②IPQC检验指引 ③附着力测试指引 ④抽样计划 ⑤BOM文件
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
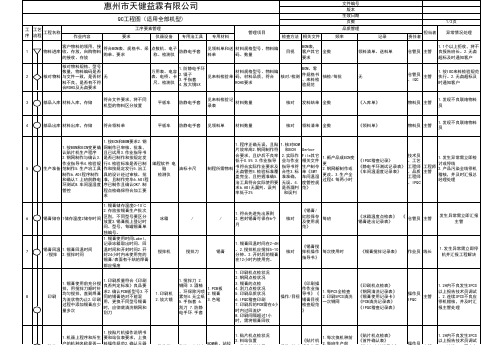
名称 制 流程记号 流程 设备及器具 机能 操作标准 造
天然矿泉QC工程图 工 程 管制基準 记录表单 操作人员 检测人员 制造人员 品管人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点 原水取样口 原水取样口
取样频率 1次/12h 1次/12h
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率
等级划分
取样数量 检测仪器/ (参考) 工具
异常处理 不良品比例超过规定管制, 依管制品处理流程处理 日期错误、打印不清晰产品 管制,依管制品处理流程处 理 缺瓶、低液位产品检出返 工,批量不良管制,依管制 品处理流程处理 不可接受变形产品检出,批 量不良或变形不良率超过 0.5%产品管制,依管制品处 理流程处理 产品管制,依管制品处理流 程处理
——
压力表
进行手动反洗至压力正常
超滤
超滤系统
过滤有机物、 胶体及其悬浮 水站作业手册 物、细小杂 质,降低SDI.
SDI
<4 制造水站作业表单 制造人员
制造人员
超滤出口
1次/罐/2周
Ⅰ
5L
SDI仪
停止供水,查找原因,调整 至合格后恢复供水 依要求设定 产水量下降≥10%或 压差上升≥15%时加药反洗
1、根据不良现象反馈前工序 目视 调整设备; 或自动打 2、不良品返工或管制,依管 检 制品处理流程处理 1、不良品现场返工; 2、调整机器至符合标准; ≥连续5箱 量尺 3、物料不符合标准,退库并 反馈IQC /
缩膜 (缩膜装产 品适用)
缩膜机
产品包装
缩膜岗位作业 规范
缩膜外观
1、两端整齐、均衡,底 边宽度≥3cm、边膜宽度 制造缩膜岗位作业 记录表单 ≥2/3个瓶身; 2、包裹紧密,无折皱/ 开裂,底部无穿孔; 3、彩膜图案与瓶标上边 缘重合,可接受偏移量 制程品管记录表单 ±10mm 制造缩膜岗位作业 记录表单
pH (25℃) 电导率 浊度 色度 TDS 硬度 铜绿假单胞菌 粪链球菌 产气荚膜羧菌 菌落总数 大肠菌群 霉菌/酵母菌数
品管水处理检测记 录表单
Ⅰ 品管人员 原水取样口 1次/12h Ⅰ Ⅰ Ⅰ Ⅰ 1次/月 Ⅰ Ⅰ 微检人员 微检人员 原水取样口 Ⅰ 1次/周 Ⅰ Ⅰ 500ml 500ml
原水
充填
充填机
灌装产品
充填岗位作业 规范
产品内容物
清澈、透明、无异物
电导率
100-200μs/cm
≥1瓶
1、停止生产,查明原因并调 电导率仪 整,指标检测正常后恢复生 产; 2、混比液排弃处理; 3、已制成成品管制,依管制 pH计 品处理流程处理。
瓶盖放置区
检查:1次/箱 记录:1次/h
Ⅲ
每箱
目视
依据不合格品退库流程处理
喷淋 (有此装备工厂适用)
正常开启 标不起皱
制程品管记录表单 制造缩膜岗位作业 记录表单 制程品管记录表单 4个侧页的封合开箱拉力 制程品管记录表单 ≥60N; 制造装箱岗位作业 记录表单 喷码内容 外箱喷码 (装箱产品 适用) 年 月 日+厂名线别代码 制程品管记录表单 大字喷码机 外箱喷码 装箱岗位作业 规范 喷码效果 1、字体端正、清晰、无 制造装箱岗位作业 漏; 记录表单 2、单喷头 (8±2)mm*(13±2)mm; 双喷头 制程品管记录表单 (9±2)mm*(20±2)mm; 制造缩膜/装箱岗 见附件*《各规格充填容 位作业记录表单 量及单箱毛重标准一览 表》 制程品管记录表单 制造缩膜/装箱岗 位作业记录表单 制程品管记录表单 制造人员 制造人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率 1次/12h
等级划分 Ⅱ Ⅱ Ⅱ Ⅱ Ⅰ Ⅰ Ⅰ Ⅰ Ⅰ
取样数量 检测仪器/ (参考) 工具 ≥10瓶 ≥10瓶 60瓶 60瓶 ≥10瓶 ≥10瓶 目视 数显测高 仪
异常处理 1、容量不足不良品品现场报 废; 2、停机调整至合格
≥10瓶 制造人员 品管人员 制造人员 品管人员 贴标机出口 首检 1次/4h Ⅰ Ⅰ ≥10瓶 Ⅰ 目视 1、停止生产,调整合格后生 产 2、已生产的不合格产品返工
左右:2-3mm 上下:1-3mm
名称 制 流程记号 流程 设备及器具 机能 操作标准 造
天然矿泉QC工程图 工 程 管制基準 记录表单 制造贴标岗位作业 表单 制程品管记录表单 制造人员 制造人员 品管人员 操作人员 检测人员 制造人员 品管人员
喷码后
1次/h Ⅱ Ⅱ
50瓶
目视
1、停止调整喷码机参数/格 式; 2、异常时段产品返工或管 制,依管制品处理流程处理
打检
灯检台 或自动打检机
检出不良品
灯检岗位作业 规范
灯检后产品外观
制造人员
制造人员
灯检后
1次/h
Ⅲ
牛眼规格
牛眼上/下/左/右边距≥ 4cm
制造人员 制造人员 品管人员 缩膜机
1次/h Ⅰ 1次/6h
封盖外观状况
1、高歪盖:0 2、连桥断裂:0
制造人员 制造人员 品管人员 制造人员 正压房出口 1次/6h
Ⅰ Ⅰ Ⅰ
外观效果 贴标 贴标机 贴标 贴标岗位作业 规范 贴标错位
制造贴标岗位作业 平整、无皱褶、翘标、 表单 瓶标贴于非刻字面,单 面气泡或白斑数量≤5 个,直径≤5mm 制程品管记录表单 制造贴标岗位作业 表单 制程品管记录表单
制造人员 制造人员 品管人员 缩膜机出口
1次/h Ⅱ 首检 1次/12h ≥连续5箱 目视
1、不良品现场返工; 2、调整机器至符合标准; 3、若判定为物料不良,则依 据不合格品退库流程处理
制造人员 制造人员 缩膜机出口 品管人员
1次/2h Ⅲ 首检 1次/12h 1次/2h 装箱机出口 1次/4h 1次/12h 接班首检 首检/CIP 1次/h 1次/h 接班首检 首检/CIP 1次/h 1次/h 1次/12h 克重机 Ⅲ 1次/12h 1次/2h 克重机 Ⅲ 1次/6h 2箱次 测试用样 1、重新设定克重机参数 箱 2、产品管制重过克重机 / 目视 重新设定克重机参数 Ⅰ ≥连续5箱 目视 1、检查喷胶枪头以及喷胶位 置; 2、调整封箱机参数; 3、异常时段产品管制评估 ≥连续5箱 目视 1、不良品现场返工; 2、开启或维修至正常 天然矿泉调配制造指 导YPYF-SKFZ-01
UV灯
1次/班
Ⅱ
——
目视
——
更换时
Ⅱ
——
目视
开启或维修,不良时段产品 管制,依管制品处理流程处 理 天然矿泉调配制造指 导YPYF-SKFZ-01
盖UV杀菌
盖滑道UV灯
盖杀菌
5个 下盖滑道 1次/周 Ⅰ 5个 1次/班 1次/6h 正压房出口 1次/2周 换吹模首检 1次/班 Ⅰ Ⅰ Ⅰ 每天抽验 5-10只 顶压仪 1、调整封盖静扭矩至合格后 生产; 2、产品管制,依管制品处理 流程处理 调整吹瓶机参数,异常空瓶 废弃 微检工具 异常查找原因并改善
制造作业记录表单 臭氧联动报 充填岗位作业 报警联动装置 防止过度杀菌 警 规范 臭氧浓度 异常报警联动有效性 制程品管记录表单 制造人员
制造人员 / 品管人员
1次/周
Ⅰ
/
ห้องสมุดไป่ตู้目视检测 异常查找原因恢复功能
1次/周
Ⅰ
/
目视检测
终端过滤 3μ终端过滤器
截留微小杂 水站作业手册 质,保证水质
压差
<0.08MPa
制造水站作业表单
制造人员
制造人员
终端过滤器
1次/12h
Ⅲ
——
目视
重新更换滤芯
名称 制 流程记号 流程 设备及器具 机能 操作标准 造
天然矿泉QC工程图 工 程 管制基準 记录表单 制造充填岗位作业 表单 制程品管记录表单 350ml:355±5g 550ml:555±5g 1.5L:1510±10g 制造充填岗位作业 表单 制程品管记录表单 制造充填岗位作业 表单 制程品管记录表单 制造充填岗位作业 表单 制程品管记录表单 pH(25℃) 外箱状况 倒盖 人工倒盖 加盖 充填岗位作业 规范 品项确认 内袋状况 工作状况 6.5-8.0 无破损、污染 与生产品项相符 无破损,袋口扎紧 正常开启 制造充填岗位作业 表单 制造人员 UV灯波长(nm) 200-270 充填岗位作业 规范 总菌≤10cfu/5个盖 瓶盖微生物 霉菌≤10cfu/5个盖 制造充填岗位作业 表单 制程品管记录表单 成品顶压 封盖 封盖机 封盖 充填岗位作业 规范 封盖角度 依规格书 注塑>200° 压塑>190° 制程品管记录表单 / 制造人员 制造人员 品管人员 品管人员 微检记录表单 品管人员 品管人员 制造充填岗位作业 表单 制造人员 制造充填岗位作业 表单 制造人员 制造人员 制程品管记录表单 制造人员 操作人员 检测人员 制造人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率
等级划分 Ⅱ Ⅱ
取样数量 检测仪器/ (参考) 工具
异常处理
标准文件
打印信息 瓶身打印 打印机 打印生产信息 贴标岗位作业 规范 打印效果
年 月 日 时:分线别代码
1、字迹清晰、高度一致 制造贴标岗位作业 表单 、无整体弯曲; 2、(2±0.5)mm*(4± 制程品管记录表单 0.5)mm; 无可视觉判断的不良品 制造灯检岗位作业 检出 记录表单 制造缩膜岗位作业 记录表单 制程品管记录表单
天然矿泉QC工程图 工 程 管制基準 记录表单 操作人员 检测人员 制造人员 品管人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点 原水取样口 原水取样口
取样频率 1次/12h 1次/12h
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率
等级划分
取样数量 检测仪器/ (参考) 工具
异常处理 不良品比例超过规定管制, 依管制品处理流程处理 日期错误、打印不清晰产品 管制,依管制品处理流程处 理 缺瓶、低液位产品检出返 工,批量不良管制,依管制 品处理流程处理 不可接受变形产品检出,批 量不良或变形不良率超过 0.5%产品管制,依管制品处 理流程处理 产品管制,依管制品处理流 程处理
——
压力表
进行手动反洗至压力正常
超滤
超滤系统
过滤有机物、 胶体及其悬浮 水站作业手册 物、细小杂 质,降低SDI.
SDI
<4 制造水站作业表单 制造人员
制造人员
超滤出口
1次/罐/2周
Ⅰ
5L
SDI仪
停止供水,查找原因,调整 至合格后恢复供水 依要求设定 产水量下降≥10%或 压差上升≥15%时加药反洗
1、根据不良现象反馈前工序 目视 调整设备; 或自动打 2、不良品返工或管制,依管 检 制品处理流程处理 1、不良品现场返工; 2、调整机器至符合标准; ≥连续5箱 量尺 3、物料不符合标准,退库并 反馈IQC /
缩膜 (缩膜装产 品适用)
缩膜机
产品包装
缩膜岗位作业 规范
缩膜外观
1、两端整齐、均衡,底 边宽度≥3cm、边膜宽度 制造缩膜岗位作业 记录表单 ≥2/3个瓶身; 2、包裹紧密,无折皱/ 开裂,底部无穿孔; 3、彩膜图案与瓶标上边 缘重合,可接受偏移量 制程品管记录表单 ±10mm 制造缩膜岗位作业 记录表单
pH (25℃) 电导率 浊度 色度 TDS 硬度 铜绿假单胞菌 粪链球菌 产气荚膜羧菌 菌落总数 大肠菌群 霉菌/酵母菌数
品管水处理检测记 录表单
Ⅰ 品管人员 原水取样口 1次/12h Ⅰ Ⅰ Ⅰ Ⅰ 1次/月 Ⅰ Ⅰ 微检人员 微检人员 原水取样口 Ⅰ 1次/周 Ⅰ Ⅰ 500ml 500ml
原水
充填
充填机
灌装产品
充填岗位作业 规范
产品内容物
清澈、透明、无异物
电导率
100-200μs/cm
≥1瓶
1、停止生产,查明原因并调 电导率仪 整,指标检测正常后恢复生 产; 2、混比液排弃处理; 3、已制成成品管制,依管制 pH计 品处理流程处理。
瓶盖放置区
检查:1次/箱 记录:1次/h
Ⅲ
每箱
目视
依据不合格品退库流程处理
喷淋 (有此装备工厂适用)
正常开启 标不起皱
制程品管记录表单 制造缩膜岗位作业 记录表单 制程品管记录表单 4个侧页的封合开箱拉力 制程品管记录表单 ≥60N; 制造装箱岗位作业 记录表单 喷码内容 外箱喷码 (装箱产品 适用) 年 月 日+厂名线别代码 制程品管记录表单 大字喷码机 外箱喷码 装箱岗位作业 规范 喷码效果 1、字体端正、清晰、无 制造装箱岗位作业 漏; 记录表单 2、单喷头 (8±2)mm*(13±2)mm; 双喷头 制程品管记录表单 (9±2)mm*(20±2)mm; 制造缩膜/装箱岗 见附件*《各规格充填容 位作业记录表单 量及单箱毛重标准一览 表》 制程品管记录表单 制造缩膜/装箱岗 位作业记录表单 制程品管记录表单 制造人员 制造人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率 1次/12h
等级划分 Ⅱ Ⅱ Ⅱ Ⅱ Ⅰ Ⅰ Ⅰ Ⅰ Ⅰ
取样数量 检测仪器/ (参考) 工具 ≥10瓶 ≥10瓶 60瓶 60瓶 ≥10瓶 ≥10瓶 目视 数显测高 仪
异常处理 1、容量不足不良品品现场报 废; 2、停机调整至合格
≥10瓶 制造人员 品管人员 制造人员 品管人员 贴标机出口 首检 1次/4h Ⅰ Ⅰ ≥10瓶 Ⅰ 目视 1、停止生产,调整合格后生 产 2、已生产的不合格产品返工
左右:2-3mm 上下:1-3mm
名称 制 流程记号 流程 设备及器具 机能 操作标准 造
天然矿泉QC工程图 工 程 管制基準 记录表单 制造贴标岗位作业 表单 制程品管记录表单 制造人员 制造人员 品管人员 操作人员 检测人员 制造人员 品管人员
喷码后
1次/h Ⅱ Ⅱ
50瓶
目视
1、停止调整喷码机参数/格 式; 2、异常时段产品返工或管 制,依管制品处理流程处理
打检
灯检台 或自动打检机
检出不良品
灯检岗位作业 规范
灯检后产品外观
制造人员
制造人员
灯检后
1次/h
Ⅲ
牛眼规格
牛眼上/下/左/右边距≥ 4cm
制造人员 制造人员 品管人员 缩膜机
1次/h Ⅰ 1次/6h
封盖外观状况
1、高歪盖:0 2、连桥断裂:0
制造人员 制造人员 品管人员 制造人员 正压房出口 1次/6h
Ⅰ Ⅰ Ⅰ
外观效果 贴标 贴标机 贴标 贴标岗位作业 规范 贴标错位
制造贴标岗位作业 平整、无皱褶、翘标、 表单 瓶标贴于非刻字面,单 面气泡或白斑数量≤5 个,直径≤5mm 制程品管记录表单 制造贴标岗位作业 表单 制程品管记录表单
制造人员 制造人员 品管人员 缩膜机出口
1次/h Ⅱ 首检 1次/12h ≥连续5箱 目视
1、不良品现场返工; 2、调整机器至符合标准; 3、若判定为物料不良,则依 据不合格品退库流程处理
制造人员 制造人员 缩膜机出口 品管人员
1次/2h Ⅲ 首检 1次/12h 1次/2h 装箱机出口 1次/4h 1次/12h 接班首检 首检/CIP 1次/h 1次/h 接班首检 首检/CIP 1次/h 1次/h 1次/12h 克重机 Ⅲ 1次/12h 1次/2h 克重机 Ⅲ 1次/6h 2箱次 测试用样 1、重新设定克重机参数 箱 2、产品管制重过克重机 / 目视 重新设定克重机参数 Ⅰ ≥连续5箱 目视 1、检查喷胶枪头以及喷胶位 置; 2、调整封箱机参数; 3、异常时段产品管制评估 ≥连续5箱 目视 1、不良品现场返工; 2、开启或维修至正常 天然矿泉调配制造指 导YPYF-SKFZ-01
UV灯
1次/班
Ⅱ
——
目视
——
更换时
Ⅱ
——
目视
开启或维修,不良时段产品 管制,依管制品处理流程处 理 天然矿泉调配制造指 导YPYF-SKFZ-01
盖UV杀菌
盖滑道UV灯
盖杀菌
5个 下盖滑道 1次/周 Ⅰ 5个 1次/班 1次/6h 正压房出口 1次/2周 换吹模首检 1次/班 Ⅰ Ⅰ Ⅰ 每天抽验 5-10只 顶压仪 1、调整封盖静扭矩至合格后 生产; 2、产品管制,依管制品处理 流程处理 调整吹瓶机参数,异常空瓶 废弃 微检工具 异常查找原因并改善
制造作业记录表单 臭氧联动报 充填岗位作业 报警联动装置 防止过度杀菌 警 规范 臭氧浓度 异常报警联动有效性 制程品管记录表单 制造人员
制造人员 / 品管人员
1次/周
Ⅰ
/
ห้องสมุดไป่ตู้目视检测 异常查找原因恢复功能
1次/周
Ⅰ
/
目视检测
终端过滤 3μ终端过滤器
截留微小杂 水站作业手册 质,保证水质
压差
<0.08MPa
制造水站作业表单
制造人员
制造人员
终端过滤器
1次/12h
Ⅲ
——
目视
重新更换滤芯
名称 制 流程记号 流程 设备及器具 机能 操作标准 造
天然矿泉QC工程图 工 程 管制基準 记录表单 制造充填岗位作业 表单 制程品管记录表单 350ml:355±5g 550ml:555±5g 1.5L:1510±10g 制造充填岗位作业 表单 制程品管记录表单 制造充填岗位作业 表单 制程品管记录表单 制造充填岗位作业 表单 制程品管记录表单 pH(25℃) 外箱状况 倒盖 人工倒盖 加盖 充填岗位作业 规范 品项确认 内袋状况 工作状况 6.5-8.0 无破损、污染 与生产品项相符 无破损,袋口扎紧 正常开启 制造充填岗位作业 表单 制造人员 UV灯波长(nm) 200-270 充填岗位作业 规范 总菌≤10cfu/5个盖 瓶盖微生物 霉菌≤10cfu/5个盖 制造充填岗位作业 表单 制程品管记录表单 成品顶压 封盖 封盖机 封盖 充填岗位作业 规范 封盖角度 依规格书 注塑>200° 压塑>190° 制程品管记录表单 / 制造人员 制造人员 品管人员 品管人员 微检记录表单 品管人员 品管人员 制造充填岗位作业 表单 制造人员 制造充填岗位作业 表单 制造人员 制造人员 制程品管记录表单 制造人员 操作人员 检测人员 制造人员
文件编号 版次
W-SC-5040-0049-19 3 管制方法
页
码
共4页 2013-12-30
制定日期
管制项目
取样地点
取样频率
等级划分 Ⅱ Ⅱ
取样数量 检测仪器/ (参考) 工具
异常处理
标准文件
打印信息 瓶身打印 打印机 打印生产信息 贴标岗位作业 规范 打印效果
年 月 日 时:分线别代码
1、字迹清晰、高度一致 制造贴标岗位作业 表单 、无整体弯曲; 2、(2±0.5)mm*(4± 制程品管记录表单 0.5)mm; 无可视觉判断的不良品 制造灯检岗位作业 检出 记录表单 制造缩膜岗位作业 记录表单 制程品管记录表单