瓦楞纸箱QC工程图
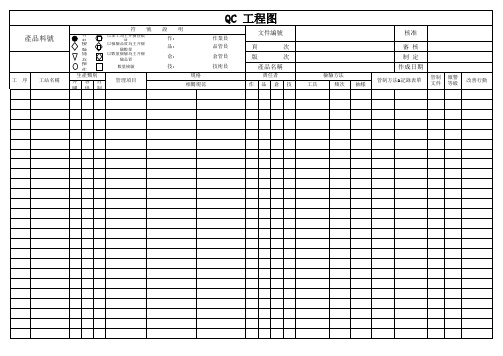
QC 工程图(模版)
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图 质量标准 文件格式

使用设备
贴
合 平
A车 B车 制糊间 贴合机
板
压 线 修 边
压 线 修边机
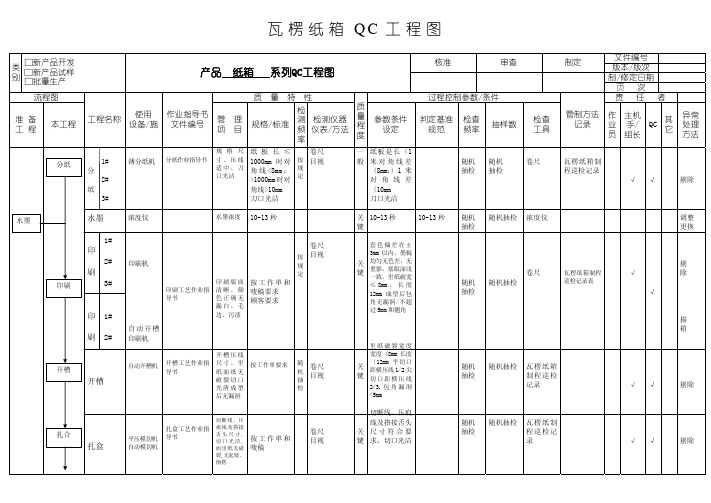
品 质 基 准 管理项目 管理基准 材质 依COR排程指定材质要求 6-11.5kg/cm2 A 楞楞高:4.5~5.0mm 空 气 2 楞型 B 楞楞高:2.5~3.0mm 6-8kg/cm 压 力 AB楞楞高:7.0~8.0mm 20± 10秒 纸色 每笔订单面纸纸色一致 粘 A.B车 度 贴合 面、底纸无起泡 25± 10秒 贴合 浆 A楞、B楞无贴合不良 胶化温度 59± 2℃ 糊 倍水率 3.0-3.6 三层弯曲度:≤12mm/m 糊温 35± 8℃ 平整度 五层弯曲度:≤18mm/m 段辘间隙 依不同材质而定 依作业单要求进行 类型 压线轮 压 深浅 依作业单要求进行,不可破裂 度 及压线不可过浅 1.0mm A、B 折片误差:± 楞 高度误差:± 2.0mm 依不同楞别进 线 尺寸 折片误差:± 1.5mm 行设定 AB楞 高度误差:± 2.0mm 修边刀 不可毛边 未压线一材对边不齐≤-10mm 修边 未压线多材对边不齐≤-6mm 有压线禁止修边不齐 多材修边修裁宽尺寸误差≤3mm
检查频率 测定方法
记 录
首件检查 依制程检 验管制程 序抽样计 划执行 目 视 卷 尺
平板制 程检验 记录表 平板检 验记录 表
首件 检查
卷 尺
平板制 程检验 记录样计 划执行
目 视
反 折
瓦楞包装 QC工程图
□ 管制文件 □ 非管制文件 工 程 制造工程流程 名 平 板 组
作
业
标
准
管
书
理 办 法
名称:QC工程表 设 备 管理项目 蒸汽压力
文件编号 版 次 页 数
印刷公司QC工程图范本

理丝 ↓Βιβλιοθήκη 理丝作业员1:理丝后灯丝不可
《OP自检报表》
《作业指导书》
PQC
有交叉现象
《巡检记录报告》
组长
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
绕丝 ↓
试亮 ↓
绕丝 试亮
1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
核准
审核
编制
工艺流程 生产领料→核对物料→材 料上线
工程名称
管制重点
领料
1:标识 2:包装
作业标准
产品名称 页次 记录方法
依照《BOM》表 领料记录表单
文件编号
共五页-第2页
制定日期
责任人员
检验频率
检验方式
组长 仓管
每批
自检
异常处理
巡检 PQC:2H/20Pcs
监管
OP全检
自检
巡检
PQC:2H/20Pcs 监管
自检 OP全检
巡检 PQC:2H/20Pcs
监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
作业员 PQC 组长
自检 OP全检
巡检 PQC:2H/20Pcs 监管
异常处理
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
整灯老化
纸箱QC工程图

N/A
V
V V V
V 設備每日點檢表 V V
4:面板儀表訊號(不 得顯示紅燈)
目視
材料投入
1.確認使用材料 (符合ROHS規格要求﹐廠牌/規格 /等級/顏色)
1.依SOP
1.依SOP 1.核對原料批號
SOP-MLD0285
依SOP
目視
V
V 加料控制表
通知IQC
3
2.登記原料批號 1.始作業點檢 調機作業 2.安全裝置點檢 3.成型條件確認 品質確認 1.外觀﹑尺寸確認 2.結構.強度.韌性確認﹔ 1.依SOP 2.依SOP 3.依SOP 依SIP 1.依SOP 2.依SOP 3.依成型生產條件 依SIP 初件確認﹔ SIP-MLD0257 吸塑機 模具 SOP-MLD0285 依SOP 依SOP 標准成型條件表 依SIP 1.依SIP N/A 目視 目視 N/A V V V V V V V 依SOP 依SOP 機台﹑原料﹑成型條件表 周邊設備的點檢﹔ 品質檢查 1.外觀﹑尺寸確認 2.結構.韌性確認﹔ 3.強度確認﹔ 依SIP 依SIP 1.外觀﹔ 2.尺寸量測﹔ 卡尺 V 1.依SOP 1.依SOP 裁剪機 刀模 1.操作員是否依安全規范作業﹔ 2.模具是否完好; 3.初件是否保存完好﹔ □=檢查 工 程 = 操作&檢驗 =延遲 =傳送 品 保 ▽ =儲存 制 定 制定日期 SOP-MLD0285 N/A V V V V V V V V V V SIP-MLD0257 依SIP 依SIP 目視 V V V V SOP-MLD0285 依SOP V V V V V V V
設備每日點檢表 設備課 標准成型條件表 制工 成型制程巡回 檢查記錄表 設備每日點檢表 制程稽核報告 1.初件檢驗表 PDCS單 2.自主檢查表 3:制程巡回檢 通知生管人員 設備課 設備每日點檢表 現場主管 生產主管 制程稽核報告 PDCS單
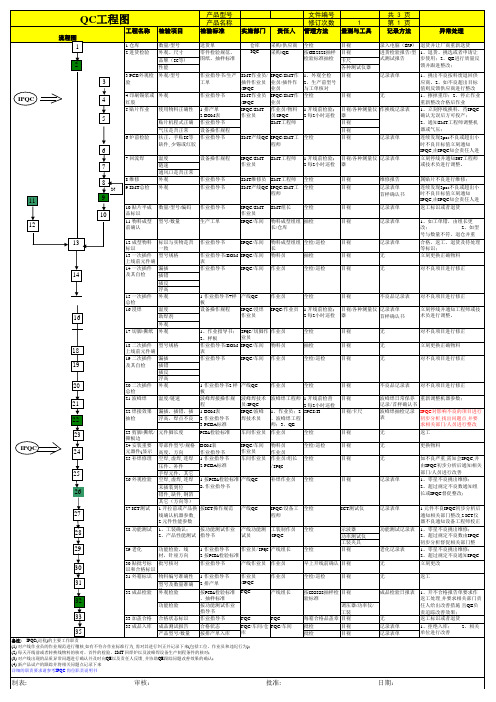
QC工程流程图(TCL资料)

3、生产过程中短线产品必须做到每一品种抽查一次以上,长线产品每60分钟必须抽查测试纸板的尺寸规格,粘合强度、水份、耐破强度、边压强度、戳穿强度、厚度以测试生产过程的符合性;
纸板
油墨
印刷版
成型纸板
自动四色印刷开Leabharlann 机1、生产工序操作规程;2、QLZY-02检验作业指导书;
成型纸板
扁丝
成品纸箱
装钉机
1、生产工序操作规程;
2、QLZY-02检验作业指导书;
3、客户提供的标准;
1、首件确认装钉数及成箱尺寸、方正度;
2、每30分钟抽查生产过程中的头尾钉位置,钉距的均匀性及排列效果、打包的效果符合性;
3、成品入库前对成箱的抗压强度、耐破、戳穿强度、水份、边压、厚度进行测试、合格后方可入库;
QC工程图
附件1文件编号:QLQC-01
材料输入
材料输出
作业设备
过程流程图
指导文件
检验频次及说明
原纸
胶水
三、五层瓦楞纸板
自动五层纸板生产线
原纸
瓦楞纸板
印刷成型
装钉
包装入库
1、生产工序操作规程;
2、QLZY-03纸板理化性能检测作业指导书;
3、QLZY-02检验作业指导书;
1、所有进入生产的原纸材料已按要求检测合格;
3、QLZY-03纸板理化性能检测作业指导书;
1、印刷版(感光树脂版)在生产前已核对;
2、印刷油墨的色序编号及效果印刷前先确认符合性;
3、印刷首件必须核对图文的准确性、位置符合、印刷色相的符合性、成型尺寸及扣手、孔洞的符合、抗压强度的符合性、印刷机长、质检签字认可;
4、正常生产过程中每30分钟抽检过程产品,并测试纸箱抗压强度的变化、图文的变异、成型的效果变异,如超出许可变异范围要求生产调整;
QC工程图

文件编号页次制订日期制订审核QC-WI-03 1 / 12014/10/24 程丽项次作业流程工程名称检验者检验频率检验工具表单记录不合格处理备注原物料进料检验机长/QC 打样时全程确认首检1PC 自检2PCS/30分钟机长/QC 打样时全程确认目测首检1PC 目测自检2PCS/30分钟目测专职检验员2PCS/30分钟首检1PC自检2PCS/30分钟专职检验员2PCS/30分钟首检1PC 自检2PCS/30分钟专职检验员2PCS/30分钟首检1PC 自检2PCS/30分钟样品/放大镜/目测工序检验报告手撕/目测选用/返工/报废选用/返工/报废样板/卷尺/目测工序检验报告工序检验报告6纸张物理性能检测报告卷尺/目测目测/手感/卷尺/千分尺//电子称/目测退货/特采/挑选裁切报表(产量本)选用/报废颜色,尺寸,文字,图案跟样品核对是否正确。
色泽鲜艳、套印准确允许误差±2mm,图案清晰,表面整洁、无重影;不起泡、不露底、不粘结。
QC 工程图1、纸张外观无掉皮,打皱,脏污,裂纹,色差,气泡;尺寸、材质、厚度、数量确认无误,水分、定量、紧度,吸水性测试。
尺寸、材质是否符合要求,刀口光洁、无明显毛刺管制项目(重点)2PCS/30分钟2版本版次检验抽样计划A-1专职检验员选用/返工/报废选用/返工/报废自检工序检验报告文件级别三阶吊牌/包装彩盒1印刷 对裱/裱合分纸/裁切3目测87材料/模切版是否与工艺单/样品要求相符,尺寸以客人要求为准;表面无脏污、刮伤、擦花;无爆线、爆色、高低线、喇叭口;刀位无毛过、披锋、爆角、无啤叮太大而影响外观;有色位的压边是否对色边;扣底或插口是否严密;对照样品核对孔位是否一致;1.无烫印不上和烫不牢、不实、滥金、多金,掉粉现象;2. 烫印清晰,不并糊、无发毛、缺笔断画、光泽度低等图文失真;烫金不能透到背面;3. 烫印位置准确,无套烫位置偏差小于1mm,大面积套烫允许误差≦0.5mm, 小字号套烫允许误差≦0.2mm,且不影响整体外观。
004QC工程图

执行者
书面记录
十八
通断性能测试
工序质量检验标准
巡检规范
产品检验与不合格管理程序
产品老化作业指导书
测试台
绝缘垫
性能
符合性能测试之要求
√
√
巡检2H自检Leabharlann 每件首件2件内目测
稳压仪
车间主任
巡检员
操作工
检验记录表
首件封样表
设备保养表
生产日报表
外观
符合部品检验基准书外观之要求
√
标识
符合电气标识要求
√
√
十九
文件编号
版次
A1
序号
流程
工程名称
作业标准/依据
设备
工装
夹具
管制项目
规格值/要求说明
管制方法
首检
自检
巡检
监控频率
检测仪器
执行者
书面记录
五
精车抛光
抛光作业规程
精车作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
精车
抛光机
手提磨
锉刀
工艺标准
按注塑工艺规范执行
√
巡检2H
自检/每件
√
溶液配方
按配方工艺标准执行
√
糙度
按糙度检验标准执行
√
√
七
喷涂
喷涂作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
喷涂线
喷漆枪
材质
符合BOM文件或与工程样板一致
√
巡检2H
自检/每件
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
QC工程图

16
装配
装接插件、谐振杆、 抽头焊接、清洁、自 检互检(各谐振杆间 距、谐振杆对地高度 、谐振杆对窗口尺寸 、飞杆对地高度之量 测)
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
塞规/尺(自 制量检具) 卡尺、扭力 扳手、力矩 计、自制装 配工装/夹具 、斜口钳、 镊子、
8
CNC 加工
程序设定 定位 CNC铣加工 点孔
设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程 产品的监视和测量控 制程序、不合格品控 制程序、纠正和预防 措施控制程序、制程 检验规范(机加工)、 标识和可追溯性控制 程序 设施和工作环境控制 程序、生产和服务提 供控制程序、产品防 护控制程序、文明安 全生产规定、各类设 备操作规程
4
生产准备
备料、领料、发料 机械生产准备 电装生产准备
产品防护控制程序、 物料入库/出库操作程 磅秤、电子 序、仓库管理办法 秤、卷尺 、工装夹具管理办法 、生产场所布局方案
仓储 机械 电装 研发 工艺
人员安排 设备检查 图纸、工艺 工装夹具 工作场所 环境
/
/
按MPS、生产 计划通知单来 进行备料、领 料、发料
品管
表面质量、形 位尺寸
首检:1Pcs/次; 巡 首检 检:5Pcs/2Hs, 巡检 附带5S检查; 定位检 定位检:50% 以上
首件检验单、机 依据机加工图 如有不符,通知机 加工零部件巡回 纸、生产工艺 推移图、柏 械部校机或修模; 检验记录、返工 要求及制程检 拉图、特性 如严重不合格或已 返修单、品质异 验规范(机加 要因图、层 通知未改善者,则 常联络单、不合 开具品质异常联络 工)进行检验和 别法 格品评审和处置 单或组织MRB会议 验证 单 按机加工图纸 及生产工艺要 求,进行程式设 定并对原材料 进行定位/校平/ 拉丝/喷砂
QC工程图

QC工程图工图制作人审核批准DST-QA-00006-00判定方法管制要求和BOM单,套料单相符ROHS物料标识正确,作好相关的ESD防护和BOM单,套料单相符符合产品相关要求和BOM单,套料单相符贴有IQCPASS标识才可使用和BOM单,套料单相符和BOM单,套料单相符机型、钢网、版本储存温度:0℃-10℃,使用前解冻4H程序正确,贴片无偏移、欠品、反面等每次换料,上料由IPQC进行确认,核对每日对设备及接地,线体静电点检,并记录正常的无铅制程温度,实际温度不超过240度设定温度不超过260度,链速60-70cm/min按要求对炉温曲线进行测试挂于指定地方每日对设备及接地,线体静电点检,并记录元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表所有人员佩戴静电手环作业目视QC检验报表100%目视目视冰箱站位表/BOM单锡膏厚度测试每换钢网/次4H/次5PCS/次2H/次1次/日4H/次2H/次4H/次1次/日目视1次/批评价/测量技术万用表/LCR电桥目视半导体测试仪AQL抽样标准检验频率生产设备LCR测试仪半导体测试仪万用表卡尺等来料检来料检验验领料人工电子称BOM单套料单IQCPASS标识等工作单号数量、单位、规格钢网与版本核对3当需SMT时印刷锡膏/机器贴装作业指导书人工SMT工艺流程图锡膏印刷机/红胶锡膏/红胶储存及钢网使用方法换料记录锡膏使用规定锡膏/红胶印刷贴片程式/位置换料确认设备点检/保养炉温设定参数每印5PCS擦拭一次钢网,不可擦板、连锡、溢胶等无尘棉布4当需SMT时过回流炉回流炉炉温测试仪作业指导书回流炉温度温度曲线设备点检/保养元件5当需SMT时QC全检放大镜牙签静电手环作业指导书PCBA检验规范上锡状况QC检查报表静电防护QC产品防护6当需SMT时工程图目视橡皮筋静电测试仪100%板间须用气泡袋阻隔,尤其注意晶振的防护产品标识清晰、正确、张贴规范包装时不可太松太紧,限定每扎数量包装人员佩戴静电手环作业元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表QA人员佩戴静电手环作业完全符合我司外发AI要求元件不可破损、欠品、错件AI位置正确,元件规格与BOM、AI表相符包装时不可太松太紧,限定每扎数量防挤压,防静电等与BOM单相符与BOM单相符,客户要求相符按作业指导书作业,不可错件等标识清晰,正确所有人员佩戴静电手环作业元件用错、不可破损、无欠品、错件按相应的作业要求、工艺进行及时、准确填写报表佩戴静电手环作业同一不良点出现3次,立即反馈生产拉长。
瓦楞纸板QC工程图

文件编号 版本/版次 制/修定日期 页 次 责 任 者 作 主机 业 手/ 员 组长
√
检查 工具
卷尺 目视
管制方法 记录
入库记录单
Q 其 C 它
√
异常 处理 方法
堆码 纸板 堆码 检验
检 验
栈板、推 车
外观、数 按 生 产 工 艺 全 卷尺、目视 量 通知单 检
IPQC 检 验 准 粘合、水 则 份 、 外 观、规格
目 视 、 卷 领料单 尺 目视 压力表 速度表 涂四杯 瓦楞机作业 检核表
瓦楞 加工
瓦楞机作业指 粘合 导书 跑边 粘度
全 快 速 水 份 测 关 蒸汽压力 过 定仪 键 8-10Kgf/cm2 程 抽 80m/min 检 ≧15S 3 涂四杯 次 关 ≧30S 键
粘度测试 1.5H/次
√
√
调整
制浆
抽 卷尺 关 检 快速水份检 键 测仪、 目视 按生产工艺 通知单 卷尺、点数 关 键
随机 抽检
卷尺 目视
纸板生产线 巡检记录
√ 剔除返 工
纸板入库
液压车
仓储流程
数量、 防护
与 工 作 单 按工作单 相符
全过程 抽检
全过程 抽检
卷尺、 目视、 点数
√
返工
入库
出货或转序 液压车 运输车 出 货/ 转 序 产品运输与防 数量 护控制程序 防护 排程 抽检 一 般 按送货单 流运单 抽检 抽检 卷尺 出仓单 √ 退货 调整
√
√
调整 退料 剔整
贴面机
8-11kgf/cm2
全 程 抽 检 目视 卷尺 过 卷尺 程 游标尺 抽 检
一 蒸汽压力 般 8-10 kgf/cm2
QC工程图-03
1、外观全检. 2、生产前型号 与工单核对 全检 1.开线前检验; 2.每2小时巡检.
目视
无
目视/各种测量仪 作换线记录表 器 目视 目视 目视 记录表单
全检
6
7.回流焊 设备操作规程
7 8
NG
8.维修 9.SMT总检
1.开线前检验; 2.每2小时巡检. 全检 全检
目视/各种测量仪 记录表单 器 目视 目视 维修报告 记录表单 首样确认书
作业指导书 作业指导书
SMT产线QC IPQC/SMT工 程师 IPQC/SMT作业员 SMT组长 IPQC/车间
11
9 10
10.贴片半成品 数量/型号/编码 标识 11.物料成型前 型号/数量 确认 12.成型物料标 识 13.一次插件上 线前元件确认 14.一次插件及 其自检 作业指导书 生产工单 全检 目视 目视 物料成型组组 抽检 长/仓库 物料成型组组 全检/巡检 长 物料员 抽检 作业员 全检/巡检
作业员
全检
目视 目视 目视/卡尺
不良品记录表 波峰焊日常保养 记录/首样确认书 波峰焊抽检记录 表 无 无 无
波峰焊工程师 1.开线前检查 2.每2小时巡检 1、作业员;2 5PCS/H 、波峰焊工程 师;3、QE 作业员 全检 全检/巡检 全检
目视 目视 目视
IPQC/车间作 物料员 业员 作业员 车间作业员 作业员/组长 /IPQC 补焊作业员
全检
目视
记录表单
IPQC/设备工 程师 工装制作员 /IPQC
全检
ICT测试仪
记录表单
全检
29 30 31
29.老化
功能检验,线材, 1.作业指导书 作业员/IPQC 产线组长 针座方向 2.按PCBA检验标准 作业指导书 产线作业员 作业员
纸箱QC工程图_PDF
文件编号 版本/版次 制/修定日期 页次 责任者
管制方法 记录
作 业 员
主机 手/ 组长
QC
其 它
异常 处理 方法
入库
纸箱入库 液压车
仓储管理办法
数量、 防护
按指令单
卷尺、点数 关 与工作单相符 按工作单 键
全过程 全过程 抽检 抽检
卷尺、目 视、点数
√
出货 出货
运输科
产 品 运 输 与 防 数量与运 按送货通知单
按工作单 和唛稿
目视
质
量 程 度
参数条件 设定
一 般
588N/m.楞
核准
审查
过程控制参数/条件
判定基准 检查 规范 频率
抽样数
检查 工具
粘合剂除涂 布均匀,无 溢 出 , 大 型 随机 箱≤7mm 中 抽检 型箱≤6mmI 小型箱≤ 4mm
随机 抽检
卷尺
制定
文件编号 版本/版次 制/修定日期 页次 责任者
寸 、 压 线 1000mm 时对 按 目视
适 中 、 刀 角 线 <8mm ; 规
口光洁
>1000mm 时对 定
角线>10mm
刀口光洁
质
量 程 度
参数条件 设定
一 纸板是长〈1 般 米对角线差
〈8mm;〉1 米 对角线差 〈10mm 刀口光洁
过程控制参数/条件
判定基准 检查 规范 频率
抽样数
随机 随机 抽检 抽检
钉线质量, 无叠钉,翘 钉 , 偏 差 ≦ 随机 5mm,单钉距 抽检 ≦ 5mm, 双 钉 ≦ 75mm, 首 尾钉距压痕 线 13±7mm, 大型箱≦ 7mm, 中 型 箱 ≦ 6mm, ≦ 小 型箱≦4mm
QC工程图

领料单、 领料单、补料单
7
烧结
设施和工作环境控制程序、 设施和工作环境控制程序、生产和服务提供 烧结工艺的制定 烧结密度检测及收缩比 中频感应式烧结 中频车 控制程序、产品防护控制程序、 控制程序、产品防护控制程序、文明安全生 及实时温度的监 例 炉,光学测温计 间 产规定、 控 产规定、各类设备操作规程 轧机、铣床、 轧机、铣床、磨 加工工艺制定、 设施和工作环境控制程序、 加工工艺制定、外形尺 设施和工作环境控制程序、生产和服务提供 线切割机、 床、线切割机、 寸量测、线切割、 控制程序、产品防护控制程序、 寸量测、线切割、轧制 控制程序、产品防护控制程序、文明安全生 千分尺、 千分尺、游标卡 产规定、 /铣/磨削 产规定、各类设备操作规程 尺、 产品的监视和测量控制程序、 产品的监视和测量控制程序、不合格品控制 千分尺、 千分尺、游标卡 程序、纠正和预防措施控制程序、 程序、纠正和预防措施控制程序、制程检验 尺、 规范标识和可追溯性控制程序
成品入库单、库存日 如有品质异常,需即时通知工艺 如有品质异常, 成品入库单、 报表、 报表、 或品管给予协助解决
13
发货
产品防护控制程序、物料入库/出库/退库/ 产品防护控制程序、物料入库/出库/退库/ 搬运、 仓库管理办法、 搬运、产品类别及数量 报废处理操作程序 仓库管理办法、生产 管制 和服务提供控制程序产品防护控制程序 文明安全生产规定
转运车 手拖车
仓储/ 品名、规格/ 仓储/市 品名、规格/型号 、数量 场
全检
100%
装箱清单、 装箱清单、发货报表 、库存日报表、发货 库存日报表、 如有品质异常, 如有品质异常,需即时通知品管 通知单、 通知单、成品出库单 给予协助解决 携物(携货) 、携物(携货)出门 条
纸箱工艺流程图&QC工程表

员 、
品 保 人
划执行
制糊间作业 员
操作标准书
压线轮
深浅 依作业单要求进行,不可破裂
压 线 压线 修 修边机 边
修边刀
压 度 及压线不可过浅(范围是30~40)
机
三层
折片误差:±1.0mm 高度误差:±2.0mm
依不同楞别 进行设定
线
尺寸
五层
折片误差:±1.5mm 高度误差:±2.0mm
七层
折片误差:±2.0mm 高度误差:±3.0mm
剥离、龟裂和 宽
其他缺陷
钉距均匀度 钉针平行
糊辘
清洁,无杂
度
物
贴合处缝
贴
半自动
压纸辘辅送杆调 依贴合后纸箱
整
厚度调整
隙
合 贴合机
积纸槽宽度
依纸板宽度
贴合搭接舌 宽
调整 粘合强度
±3mm以内 ≥24mm 钉距均匀
参差距离≤5mm 6±3mm
贴合上下缝隙剪刀差±3mm
≥24mm 粘合面剥离时面纸不分离
首件 检查
□ 受控文件
作业标准 书
文件编号 版次
DWS/ZY 7.5-02-21 1.1
□ 非受控文件
名称:QC工程表
页数
1/6
制造工 程流程
工 程 名 使用设备
贴 A车 B 车C车 制糊间
合 贴合机
设备 管理项目 蒸汽压力
空气 压力
浆 糊
粘 度
A.B.C 车 贴合
胶化温度
倍水率
糊温
段辘间隙
管理6基- 准 11.5kg/cm2
三层弯曲度:≤12mm/m
平整度
五层弯曲度:≤18mm/m
QC工程图(品质保证体系图)

100﹪原材料,名称,数量确认 叉车 材料100%原材料; 干燥条件:120℃/4~6H 金型温度,成型条件 成型机:25T
目视
资材课 成形课
仓库 生产车间 生产车间 生产车间
物料申请单
1-2
1Hale Waihona Puke 3 2目视 温度计成形课 成形课
成型条件表 成型条件表, 成型日报表, 点检记录表
首件检验指导书 产品检查指导书
5 6
捆包 搬运
胶箱等包材 叉车 1.外观、包装确认检查 2.叉车
成形课 成形课
7
入库
8
☆
出货检查
1.外观检查: 1.品检 课 AQL0.1 目视 2.包装:捆包 2.资材 课 仕样书 1.外观: 1.寸法/结构/外观:同《产品检 AQL0.1 测量用工具 OQC 查标准书》内容; 2.寸法/核对 /目视 2.包装确认:参照捆包仕样书 样办: N>1啤/LOT 出荷捆包,现品票, 数量,包装方式 目视 全数 资材课
货仓
产品检查标准书 捆包仕样书 成形入库抽查表
部品出货检查基准书
生产车间 测定室
产品检查标准书 捆包仕样书 出货检查成绩表 出货明细表, 出货检查成绩表, 材料证明书, 成型条件表
9 备 注
▽
出荷
货仓
◇表示入库 ▽表示出库
□表示运输 ○表示加工过程
☆表示检查过程
TOUSOU/WI-品管-28/AO
N=1啤
IPQC
生产车间 测定室
标准样品 限度样品 部品成形首检表
4
☆ ○ □ ☆ ◇
过程检查
1.外观: N>3啤/2H 外观/寸法 目视/ 2.寸法/核对样 (同《产品检查标准书》内容) 测量用工具 办: N>1啤/4H
纸箱生产QC工程图
温湿度监 控记录表
企业标准
库
包装箱含 水率监测 记录表
温湿度计 水份测试仪 试验室仪器 纸板/纸箱 仪器设备操作指 制程 检验 人员
QA 实验 员
合格品通 知单
成
轧制
纸箱撑开成型,摇盖折 180° ,往复折 6 次。面层和里层均不 摇盖耐折 得有裂缝。 品 箱型 成型 尺寸 打包 相对湿度 纸板含水率 物性 内销箱 出关箱 依制造作业单要求 方正,无菱形,摇盖离隙或重叠≤3mm +5 , 0mm +0 , -5mm 捆包数量、方式依生产工单要求 印刷车间相对湿度控制在45%以上 纸板下线时含水率大于6% 依企业标准或客户要求 按订单
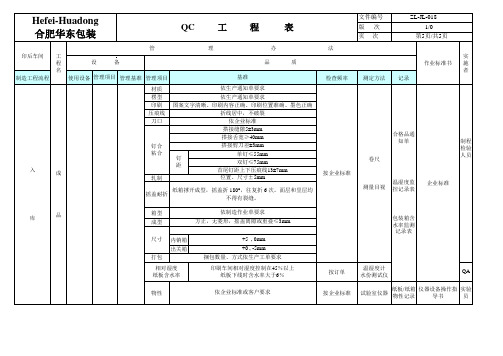
Hefei-Huadong 合肥华东包装
印后车间 工 程 名 设
Q
管 备
文件编号
ZL-JL-018 1/0 第5页/共5页
QC
理
工
程
办 品 基准
表
法 质 检查频率
版 页
次 次
作业标准书 测定方法 记录
制造工程流程
使用设备 管理项目 管理基准 管理项目 材质 楞型 印刷 压痕线 刀口
钉合 粘合 入
依生产通知单要求 依生产通知单要求 图案文字清晰、印刷内容正确、印刷位置准确、墨色正确 折线居中,不破裂 依企业标准 搭接缝隙5± 3mm 搭接舌宽≥40mm 搭接剪刀差± 3mm 钉 距 单钉≤55mm 双钉≤75mm 首尾钉距上下压痕线13± 7mm 位置、尺寸±5mm 卷尺 按企业标准 测量目视
新版纸箱QC工程图

目视
全检
操作工
《纸板检验报告》﹑《纸板测试报告》﹑《设备运行状态卡》
CQ-WI-028
坑机领班
QC组长
抽检
测试员﹑PQC
3
制版
排版机
制版机
卷尺﹑厚度
不作特别
要求
尺寸﹑内容﹑字体﹑位置﹑硬度﹑厚度
生产单﹑唛头单﹑样办﹑图纸
目视
全检
操作工
《制版记录表》﹑《设备运行状态卡》
CQ-WI-026
CQ-WI-049
目视
全检
啤机组长
《啤机日报表》
CQ-WI-031
啤机组长
纸箱主管
5
水墨调试
供货商生产
旋转粘度计﹑PH值探针﹑展色仪
不作特别
要求
粘度﹑颜色﹑PH值
样办
目视
全检
IQC
《水墨检验报告》
CQ-WI-035
QC组长
6
印刷
手动印刷机
自动印刷机
卷尺﹑计算机纹测试仪
不作特别
要求
颜色﹑内容﹑尺寸﹑位置﹑切割效果﹑成型效果
钉机组长
QC组长
抽检
OQC
制表﹕审核﹕核准﹕
23±2℃
50±5%RH
外观﹕定量﹑耐破强度﹑水份﹑横向环压﹔
粘度﹕颜色﹑PH值
按
物
料
清
单
目视
抽检
IQC
测试员
《原纸检验报告》﹑《水墨验收报告》
CQ-WI-034
CQ-WI-035
品质主管
2
纸板
双面机
卷尺﹑电热干燥箱﹑边压强度取样器﹑瓦楞纸板厚度计﹑纸张耐破仪
23±2℃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
类别
□新产品开发
□新产品试样
□批量生产
产品纸箱系列QC工程图
核准
审查
制定
文件编号
版本/版次
制/修定日期
页 次
流程图
工程名称
使用
设备/施
作业指导书
文件编号
质量特性
质
量
程
度
过程控制参数/条件
管制方法
记录
责 任 者
准 备
工 程
本工程
管 理
项 目
规格/标准
检测频率
检测仪器
仪表/方法
参数条件
卷尺、点数
抽检
关键
一般
与工作单相符
按送货单
按工作单
全过程
抽检
全过程
抽检
抽检
卷尺、目视、点数
卷尺、
目视
出仓单
送货单
√
√
返工
设定
判定基准
规范
检查
频率
抽样数
检查
工具
作
业
员
主机手/
组长
QC
其它
异常处理方法
1#
分
2#
纸
3#
水墨
1#
印
2#
刷
3#
印 1#
刷 2#
开槽
扎盒
薄分纸机
浓度仪
印刷机
自动开槽印刷机
自动开槽机
平压模切机
自动模切机
分纸作业指导书
印刷工艺作业指导书
开槽工艺作业指导书
扎盒工艺作业指导书
规格尺寸、压线适中、刀口光洁
水墨浓度
随机
抽检
随机
抽检
随机抽检
卷尺
卷尺
瓦楞纸箱制程巡检记录
瓦楞纸箱制程巡检记录表
瓦楞纸箱制程巡检记录表
√
√
√
√
√
√
剔
除
剔
除
剔
除
剔
除
瓦楞纸箱QC工程图
类别
□新产品开发
□新产品试样
□批量生产
产品纸箱系列QC工程图
核准
审查
制定
文件编号
版本/版次
制/修定日期
页 次
流程图
工程名称
使用
设备/施
作业指导书
文件编号
质量特性
按规定
随机抽检
卷尺
目视
卷尺
目视
卷尺
目视
卷尺
目视
一般
关键
关键
关键
关键
纸板是长〈1米对角线差〈8mm;〉1米对角线差〈10mm
刀口光洁
10-13秒
套色偏差在±3mm以内,墨辊均匀无色差,无重影,塞版深浅一致,里纸破宽≤8mm,长度 12mm成型后包角无漏洞/不超过5mm和翘角
里纸破裂宽度宽度〈8mm长度〈12mm平切口距横压线1/2尖切口距横压线2/3,包角漏洞<5mm
外观
按工作单
和唛稿
按工作单
和唛稿
依客户要求
目视
卷尺
目视
一般
一般
588N/m.楞
粘合剂除涂布均匀,无溢出,大型箱≤7mm中型箱≤6mmI小型箱≤4mm
钉线质量,无叠钉,翘钉,偏差≦5mm,单钉距≦5mm,双钉≦75mm,首尾钉距压痕线13±7mm,大型箱≦7mm,中型箱≦6mm,≦小型箱≦4mm
随机
抽检
印刷版面清晰、颜色正确无漏白、毛边、污渍
开槽压线尺寸、里纸面纸无破裂切口光渣成型后无漏洞
切断线、压痕线及搭接舌头尺寸,切口光洁,面里纸无破裂,无起皱、倒楞
纸板长≤1000mm时对角线<8mm;>1000mm时对角线>10mm
刀口光洁
10-13秒
按工作单和唛稿要求
顾客要求
按工作单要求
按工作单和唛稿
按
规定
工具
作
业
员
主机手/
组长
QC
其它
异常处理方法
粘箱
钉箱
检验
包装
自动粘箱机
钉箱机
粘盒工艺作业指导书
钉箱工艺作业指书
瓦楞纸箱制程巡检记录表
包装作业指导书
粘合剂涂布均匀,无溢出,剥离时面纸不分离,纸箱两片接头对齐,剪刀差大型箱≤7mm,中型箱≤6mm,小型箱≤4mm
钉线质量、位置,钉距均匀尺寸无叠钉、翘钉
SN-T/026293
切断线、压痕线及搭接舌头尺寸符合要求,切口光洁
10-13秒
随机
抽检
随机
抽检
随机
抽检
随机
抽检
随机
抽检
随机
抽检
随机抽检
随机抽检
随机抽检
随机抽检
卷尺
浓度仪
卷尺
瓦楞纸箱制程巡检记录
瓦楞纸制程巡检记录
瓦楞纸箱制程巡检记录
瓦楞纸箱制程巡检记录表
√
√
√
√
√
√
√
√
剔除
调整
更换
剔
除
描
箱
剔除
剔除
瓦楞纸箱QC工程图
类别
□新产品开发
□新产品试样
□批量生产
产品纸箱系列QC工程图
核准
审查
制定
文件编号
版本/版次
制/修定日期
页 次
流程图
工程名称
使用
设备/施
作业指导书
文件编号
质量特性
质
量
程
度
过程控制参数/条件
管制方法
记录
责 任 者
准 备工 程本工程来自管 理项 目规格/标准
检测频率
检测仪器
仪表/方法
参数条件
设定
判定基准
规范
检查
频率
抽样数
检查
质
量
程
度
过程控制参数/条件
管制方法
记录
责 任 者
准 备
工 程
本工程
管 理
项 目
规格/标准
检测频率
检测仪器
仪表/方法
参数条件
设定
判定基准
规范
检查
频率
抽样数
检查
工具
作
业
员
主机手/
组长
QC
其它
异常处理方法
纸箱入库
出货
液压车
运输科
仓储管理办法
产品运输与防护控制程序
数量、
防护
数量与运输防护
按指令单
按送货通知单