精冲新工装用料规格表
新设备工装,及量具明细表

块
2
2.铸件周转箱
1280X900X570mm
20只
机械加工
检验量具
见质量保证部
量具明细表
请技术、规划、质保按上述的工装、设备、量具的要求制定设计及制作的进度计划, 并按“新设备、工装、和试验装备检查清单”的要求进行检查。
请工厂领导考虑以上计划是否恰当,并给予支持。
组长:
年月日
新设备、工装,及量具明细表
产品名称
材料
TL011
产品图号
单重
6Kg
表面处理
无
加工要求
无
根据横向协调小组讨论确定为生产该产品需增加以下新设备、工装及量具:
使用类别
设备/工装/量
具名称
规格及组成
数量
预计费用
(万元)
铸造工艺
1.DISAB造型
线用模板
模板尺寸535X650mm
模板和模型用铸铁,浇注
系统用铝合金
冲压材料规格表

300 2*3 300 1*1
14.13% 37.77%
85.87% 62.23%
180 1*1 36.40%
63.60%
冲压废料 50.57%
装配废 料
31.87%
备注
49.56%
31.88%
50.69%
28.60%
52.58%
28.62%
28.14%
32.86% (六二) 黄铜
30.80%
33.01% (六二) 黄铜
MAT-MC210-007
磷铜C5210-EH 0.15*15.5
HV: 0.15 15.5 0.8 0.0089
9
WL006
MINI USB 10PIN 前插后 贴外壳
MAT-MC680-003
黄铜C2680-H 0.3*26
HV: 0.3 26 13 0.008575
10
WL006
MINI USB 10PIN 四脚全 贴外壳
60.86% 60.65% 68.99% 70.90% 83.82% 96.65%
பைடு நூலகம்4 WL011 15 WL012
SIM CARD 1.5HCONNECTOR
SM 1.5外壳
MAT-MC210-009 MAT-MS304-003
16
17
HA068
MINI USB 10PIN 前插后 贴/四脚全贴
MAT-MC210-003
磷铜C5210-EH 0.15*13
HV: 0.15 13 0.8 0.0089
3
WL002
MINI USB 10PIN 沉板 1.0上排端子)
MAT-MC210-002
磷铜C5210-EH 0.15*14.5
工装常用标准件手册
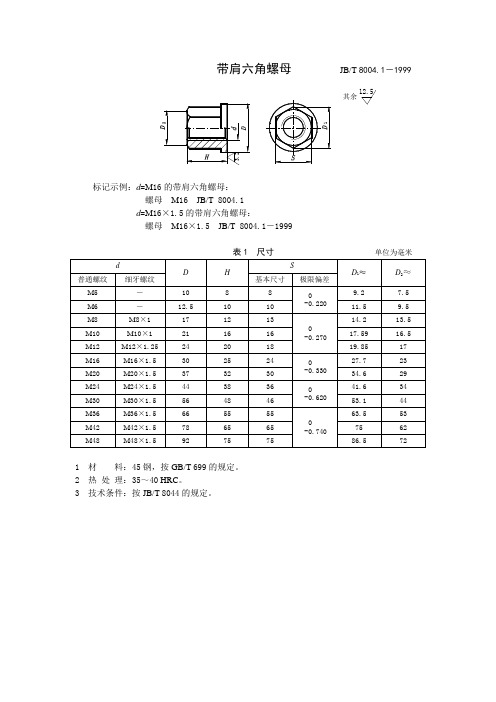
带肩六角螺母 JB/T 8004.1-1999标记示例:d =M 16的带肩六角螺母: 螺母 M 16 JB/T 8004.1 d =M 16×1.5的带肩六角螺母:螺母 M 16×1.5 JB/T 8004.1-1999单位为毫米1 材 料:45钢,按GB/T 699的规定。
2 热 处 理:35~40 HRC 。
3 技术条件:按JB/T 8044的规定。
其余12.5标记示例:d=M12的连接螺母螺母M12 JB/T 8004.3-19992 热处理:35~40HRC。
3 其他技术条件:按JB/T 8044的规定。
调节—1999标记示例:d=M16的调节螺母螺母M16 JB/T 8004.4-19992 热处理:35~40HRC。
3 其他技术条件:按JB/T 8044的规定。
标记示例:d =M5的A 型带孔滚花螺母螺母 AM5 JB/T 8004.5-1999单位为毫米 1 材 料:45钢,按GB699的规定。
2 热 处 理:A 型35~40HRC 。
3 其他技术条件:按JB/T 8044的规定。
A 型B 型内六角螺母JB/T 8004.7—1999螺母AM12 JB/T 8004.7-1999单位为毫米2 热处理:35~40HRC。
3 其他技术条件:按JB/T 8044的规定。
手柄 螺 母 JB/T 8004.8-1999标记示例:d =M 10、H =45 mm 的A 型手柄螺母:手柄螺母 AM 16×45 JB/T 8004.8-1999回转手柄螺母 JB/T 8004.9-1999标记示例:d =M 手柄螺母 M 10 JB/T 8004.9-1999A型B型压入式螺纹衬套 JB/T 8005.1-1999标记示例:d =M 16、H =32 mm 的压入式螺纹衬套: 衬套 M 16×32 JB/T 8005.1-1999d =Tr 16×4左、H =32 mm 的压入式螺纹衬套:衬套 Tr 16×4左×32 JB/T 8005.1-1999单位为毫米1 材 料:45钢,按GB/T 699的规定。
工装常用标准件手册HB1-4

快卸止动销HB1-704-83*长度L由设计确定,方法按L=L1+L2+B(B为夹层厚度),尾数取0、2、4、6、8。
技术条件HB1-708-83。
110扩口式直通管接头HB4-4-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表1111表1 单位为毫米112扩口式A型直通管接头HB4-5-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
113表2单位为毫米114表2(续)单位为毫米115116扩口式B 型弯管接头 HB 4-10-2002表1 单位为毫米117表1(续)材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
118119扩口式C 型弯管接头 HB4-11-2002表1 单位为毫米120表1(续)单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2表2121122扩口式直角管接头 HB4-13-2002材料、热处理、表面处理及公称尺寸为10mm 时的标记示例见表1。
表1表2 单位为毫米123124扩口式B 型直角管接头HB 4-14-2002材料、热处理、表面处理及么称尺寸为10mm 时的标记示例见表1。
表1表2 单位为毫米125表2 (续)单位为毫米126127扩口式A 型直角管接头 HB 4-15-2002图1 第1尺寸系列结构图128注:未注尺寸按图1。
图2 第2尺寸系列结构单位为毫米129单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
表2130131扩口式三通管接头 HB4-17-2002材料、热处理、表面处理及公称尺寸为10mm 时的标记示例见表1。
表2 单位为毫米132133扩口式D 型三通管接头 HB4-18-2002D N >D N1时,接头的构型可从下述两种方案中任选材料、热处理、表面处理及公称尺寸为D N (d 0)=6mm 和D N1(d 01)=10mm 时的标记示例见表1表2 第1尺寸系列参数表单位为毫米单位为毫米134135136137138扩口式E 型三通管接头 HB 4-19-2002表1 单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
工装零件汇总
BASE板
角座
车型
型号
数量 L=80 L=150 L=200 L=250
997CK侧围
2700*1600*25 2
997中后地板总成夹 具
1950*1600*20
1
997后地板总成夹具 1600*1200*20 1
95
25
14
11
997S侧围
2700*1600*25 2
10 10
26
997侧围
2900*1600*25 2
名称
45#调 质处 理棒 料
规格 φ 20 φ 30 φ 40
长度(mm) 数量(根)
600-800
10
600-800
10
600-800
2
14
1512
2188
613
∮8弹垫与平垫 ∮10弹垫与平垫 ∮12弹垫与平垫
2626
2995
2995
工装用件汇总明细
压臂
压臂铰轴
定位销
其他类 型销
滑轨
拼焊支架
方管 100*100*
35
0.6
HSR 55LA 2 UU
17
3
22
4
+1900L-Ⅱ
30
2
(4根)
35
0.6
HSR 25AM 2 UU
30
+1200L-Ⅱ
(28根)
包边机底模
预压刀块
尺寸
数量
尺寸
数量
终压刀块
价格(万 元)
尺寸
数量
16 6.9 4.5 18.6 18.6 17.98 6.4 10.54 7.2
7.8
常用加工精度对照表
粗车-半精车-磨削
IT7-9
1.25-0.32
4
粗刨(或粗铣)-精刨(或精铣)
IT7-9
10.0-2.5
一般不淬硬平面(端铣的表面粗糙度较好)
5
粗刨(或粗铣)-精刨(或精铣)-括研
IT5-6
1.25-0.160
精度要求较高的不淬硬平面
批量较大时宜采用宽刃精刨方案
6
粗刨(或粗铣)-精刨(或精铣)-宽刃精刨
2-5
13
粗镗(扩)-半精镗-磨孔
IT7-8
1.25-0.32
主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属
14
粗镗(扩)-半精镗-粗磨-精磨
IT6-7
0.32-0.160
15
粗镗-半精镗-精镗-金刚镗
IT6-7
0.63-0.080
主要用于精度要求较高的有色金属加工
16
钻-(扩)-粗铰-精铰-珩磨
大批大量生产(精度视)
9
粗镗(或扩孔)
IT11-13
20-10.0
除淬火钢外各种材料,毛坯有铸出孔或锻出孔
10
粗镗(粗扩)-半精镗(精扩)
IT8-9
5.0-2.5
11
粗镗(扩)-半精镗(精扩)-精镗(铰)
IT7-8
2.5-1.25
12
粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗
IT6-7
1.25-0.63
主要用于要求较高的有色金属的加工
9.
粗车-半精车-粗磨-精磨-超精磨或镜面磨
IT5以上
0.040-0.010
极高精度的外圆加工
10.
粗车-半精车-粗磨-精磨-研磨
IT5以上
工器具配备标准

11
照度仪
MS6612
12
漏电检测钳形表
13
手持式电子风速仪
量程范围:0.3-45M/S,分辨率:0.1M/S
14
钢卷尺
5米
15
钳形表
FLUKE319
16
兆欧表
ZC25B-3
17
水平尺
铝合金 精度0.5mm/m 长度800mm
18
吹风机
600W
19
吸尘器
1600W 35L
20
断丝取出器组套
6件套,带丝卡,粗牙,3-20MM
绝缘阻燃胶带,1件普通型测电笔145MM,1件铝合金手电筒
固态强光防爆头灯,防护等级IP65、额定电压额定≤3.7V、容量 4Ah、放电时间﹥10H、重量≤0.2kg
8
数字万用表
FLUKE 15B
9
拖线盘
220V带漏电开关,带插头,15米
10
拖线盘
220V带漏电开关,带插头,30M
11
绝缘手套
35KV
12
双面警示灯
连续工作时间≥12h
13
高压消防水龙带
直径80,长25M
21
铁皮剪刀
14寸 ,350mm
22
电络铁
50W
23
自吸泵
驱动方式:电动,泵轴位置:卧式,叶轮吸入方式:单吸式,扬 程35m,功率:0.37kw,额定电压220V/50HZ
24
手动葫芦
1t,5 米
材质:铝合金,阶数:3阶,总高:1.2m,长宽尺寸:
25
人字梯
600mm*1003mm,顶层尺寸:600*403,档距:300mm,载重:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
产品工装清单

工程别
下料 冲孔+折边1+折边2 冲孔+折(边L)1+折边2
(R)
工装编号
供应商 模具部
闭模高 模具尺寸(带存放
度
块尺寸)
适用机台
模具重量 (kg)
570*280*300 570*280*300
125T 125T 125T
0.030
EN AW 1070A T=1.2mm
170*135*1.2
单冲钢板 模
10100001241 10100001251
(新件号)
零件图片
XXXXXXXXXX有限公司 RR31项目工装清单
材料信息
模具信息
零件重量(kg)
牌号/料厚
0.009
EN AW 1070A T=1.2mm
尺寸(长*宽*高) 70*70*1.2
材料利用 率
类型
工序
单冲钢板 模
OP10 OP20 OP30
序 号
零件名称
宝马件号
零件信息 XXX零件号
RR31中柱外盖板 1 支架L/R PUN
(新件名)
20230000031 20230000041 (原图纸件号)
20230000321 20230000331
(新件号)
RR31侧围A柱饰 2 条本体L/R P100000691 (原图纸件号)
OP10 OP20 OP30 OP40 OP50 OP60
下料 折边1+折边2(L) 折边1+折边2(R)
冲孔(L/R) 铆接螺母 整形全检
模具部
650*370*350 650*370*350 335*370*300
125T 125T 125T 125T 专用设备
检具信息 图片
Excel表格通用模板:工装预算单及材料明细表

项目材料 主项耗量
主项基价 辅项基价 合 价
1.00
1720.00 75.00
1795.00
1.50 1.50
70.00 0.00
5.70 30.00
113.55 45.00
130.00 10.00
0.00
1300.00
136.50 200.00 19.00 29770.00
50.80 38.00 7.50 8.25 28.16 43.00 8.00 81.00 81.00 85.05 140.00 140.00 147.00
建筑装饰工程预算
序号
施工项目名称
施工说明 (主材名称、品牌、等级、规格)
单位
一、门卫
1
复合地板地坪砂浆夯实至平(30-40MM 内)
水泥砂浆(1:2)找平,水泥砂浆(1:1)粉光
㎡
2 强化复合地板
品牌详见主材单,型号待定,数量及价格按实结 算(厂家包安装)
㎡
3 地板配套踢脚线
厂家包安装
M
4 矿棉板吊顶
适用于地砖干铺工艺
及人工各增加3元/㎡)
㎡
品牌详见主材单,型号待定,数量及价格按实结
2 地面铺设地砖(单边长大于600MM) 算、海螺水泥、填缝剂、建筑胶水(斜铺或拼花, ㎡
每㎡人工增加10元)
3 地板配套踢脚线
厂家包安装
M
4 石膏板平面吊顶 5 吊顶开内嵌灯槽
凯森轻钢龙骨,拉法基纸面石膏板(吊杆、卡子 、螺丝)
M
9 大理石窗台板磨边、切角
M
10 安装防盗门
套
二、接待室
1
复合地板地坪砂浆夯实至平(30-40MM 内)
水泥砂浆(1:2)找平,水泥砂浆(1:1)粉光
各类工作服厂服工衣面料成份及性能特点

98.8%涤纶纤维、1.2%导电纤维、 组织结构:2/1斜纹组织
本产品是采用德国进口导电纤维、具有极优的导电性能、耐水洗能力。适合做电子工业、食品、医药工业、化妆品、生物工程等
甲巴甸
65%涤纶,35%粘纤结构:2/1单面斜纹组织
具有色泽鲜艳、光泽自然柔和、毛感好、垂性好、不起毛球、抗皱性好。适合商场企业、团体、学校酒店制服
阿巴甸
100%涤纶长丝
涤纶强捻,高密度、纹细、抗皱、透气、不起球、不扒丝、不变形、悬垂性好等优点,穿着柔软、滑爽、舒适。适合做多种行业,高档春夏制服
大小米兰呢
100%涤纶长丝
利用异丹尼异收缩素材,呈现崇高、立体的干爽感,及表面浮白效果,穿着舒适,挺括。适合于做多种行业中、高档制服
全工艺涤卡
一般为涤纶纤维80%,棉20%
超丝呢
55%改性涤纶长丝、45%差别化涤纶长丝
具有毛料般的外观风格、比毛料更易洗涤、存放、抗皱、垂而挺括、色泽度好。适合男女职业装、套装、西服、时装
雪米呢
100%涤纶长丝、 组织结构:1/1平纹组织
织纹紧密、均匀、布面平整光洁、花纹立体感强、具有抗皱、不起毛球、不变形、垂而挺等优点。适合多种职业制服和中高档时装
凡立丁
65%涤纶短纤35%粘纤
又名平纹呢,是精纺呢绒中质地较轻薄的品种之一。其平纹组织有素色、条格及隐条格之分。呢面经直纬平,色泽鲜艳匀净,光泽自然柔和,手感滑、挺、爽,活络富有弹性,具有抗皱性,纱线条干均匀,透气性能好,悬垂性好,穿着舒适,适于制作各类夏季套装等
贡丝绵、驼丝绵
65%涤纶短纤35%粘纤
全毛哔叽
100%毛
色光柔和,手感丰厚,身骨弹性好,坚牢耐穿
花呢
100%涤纶
装修工程材料用表清单
编号
一 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 二 1 2 3
物料名称
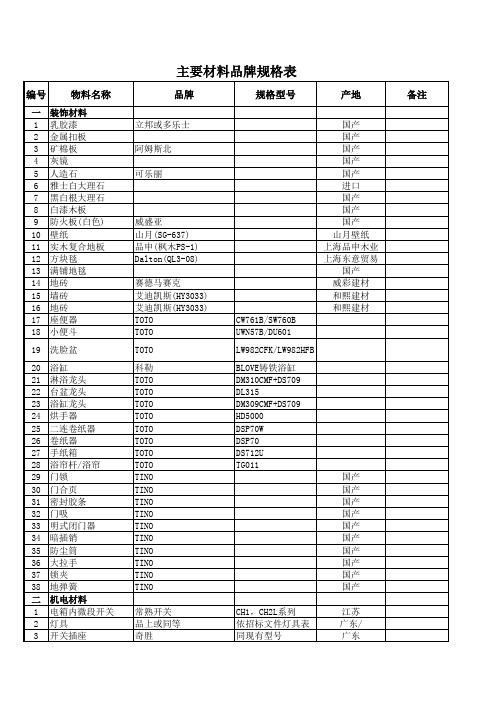
装饰材料 乳胶漆 金属扣板 矿棉板 灰镜 人造石 雅士白大理石 黑白根大理石 白漆木板 防火板(白色) 壁纸 实木复合地板 方块毯 满铺地毯 地砖 墙砖 地砖 座便器 小便斗 洗脸盆 浴缸 淋浴龙头 台盆龙头 浴缸龙头 烘手器 二连卷纸器 卷纸器 手纸箱 浴帘杆/浴帘 门锁 门合页 密封胶条 门吸 明式闭门器 暗插销 防尘筒 大拉手 锁夹 地弹簧 机电材料 电箱内微段开关 灯具 开关插座
品牌
立邦或多乐士 阿姆斯北 可乐丽
规格型号
产地
国产 国产 国产 国产 国产 进口 国产 国产 国产 山月壁纸 上海品申木业 上海东意贸易 国产 威彩建材 和熙建材 和熙建材
备注
威盛亚 山月(SG-637) 品申(枫木PS-1) Dalton(QL3-08) 赛德马赛克 艾迪凯斯(HY3033) 艾迪凯斯(HY3033) TOTO TOTO TOTO 科勒 TOTO TOTO TOTO TOTO TOTO TOTO TOTO TOTO TINO TINO TINO TINO TINO TINO TINO TINO TINO TINO 常熟开关 品上或同等 奇胜
规格型号
ZB-BV,ZBN-BV JDG20,25 同现有型号
FLK-A-L-AF-DVR-IIA/O+8-8(A2-1)-D FLK8860N 24口 46寸,SM-D6460 24口 六类及四芯多模光纤 HID-6005
产地
冲模等高套筒规格和参数表
冲模等高套筒规格和参数表
【原创版】
目录
1.冲模等高套筒的概念与作用
2.冲模等高套筒的规格
3.冲模等高套筒的参数
4.冲模等高套筒的应用领域
正文
冲模等高套筒是一种用于冲压加工的模具组件,其主要作用是在冲压过程中对材料进行定型和切断。
它具有结构简单、使用方便、效率高等优点,因此在冲压行业中得到了广泛的应用。
冲模等高套筒的规格主要根据其外径、内径、长度等尺寸来划分。
常见的规格有φ20mm、φ25mm、φ30mm 等,长度则根据实际需要进行定制。
冲模等高套筒的参数主要包括套筒的精度、硬度、抗拉强度等。
其中,精度通常要求在±0.01mm 以内,硬度一般在 HRC55 以上,抗拉强度要求在 800MPa 以上。
冲模等高套筒广泛应用于各类冲压加工领域,如汽车制造、电子产品制造、家电制造等。
第1页共1页。
工装材料分类与选用标准(试行稿)
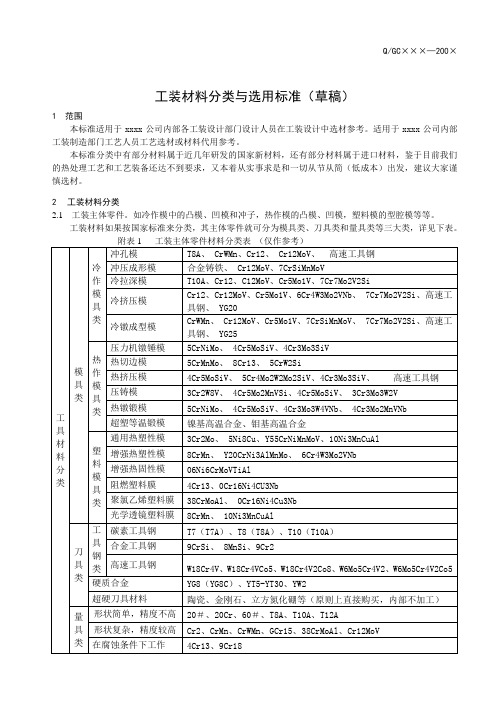
Q/GC×××—200×工装材料分类与选用标准(草稿)1 范围本标准适用于xxxx公司内部各工装设计部门设计人员在工装设计中选材参考。
适用于xxxx公司内部工装制造部门工艺人员工艺选材或材料代用参考。
本标准分类中有部分材料属于近几年研发的国家新材料,还有部分材料属于进口材料,鉴于目前我们的热处理工艺和工艺装备还达不到要求,又本着从实事求是和一切从节从简(低成本)出发,建议大家谨慎选材。
2工装材料分类2.1 工装主体零件。
如冷作模中的凸模、凹模和冲子,热作模的凸模、凹模,塑料模的型腔模等等。
工装材料如果按国家标准来分类,其主体零件就可分为模具类、刀具类和量具类等三大类,详见下表。
Q/GC×××—200×工装结构零件和主体零件统一标准。
结合我们公司的实际情况,本着易管理,易采购,易加工;既经济又实惠的精益生产原则,经过商议,确定暂行如下工装结构零件和主体零件统一标准。
附表2工装结构零件和主体零件材料分类表(统一标准)(试行)3 材料选用原则3.1 模具材料选用总体原则模具制造材料要在相应的模具材料大类的几十种用材中选择出一、两种较理想的材料,困难较大。
业内一般提出“满足模具要求,发挥材料潜力,经济技术合理”的原则。
具体来说应该从以下三个方面加以考虑:1、模具工作寿命因素的考虑。
在保证模具制品质量的前提下,模具工作寿命往往是选择模具材料考虑的主要因素。
由于材料费用仅占模具总成本的10~15%左右,因而选择机械性能好,亦即失效抗力性能高的材料来制作模具,往往比其它材料制成的模具的工作寿命有很大的提高。
一些新材料虽然其价格比传统材料要贵50%甚至更高,然而其寿命与模具总成本之比仍有相当显著的提高。
2、模具制品经济性因素的考虑。
即要考虑模具的整体经济性。
此时,模具材料选择优化的目标不再是长寿命而是生产单件制品的生产总成本,包括单件制品的模具成本,生产物耗、能耗、工时、工资诸方面因素的总合,例如:一些塑料模具钢加少量S、Ca后其易切削性大大提高,但其强韧性稍降低,寿命也会稍下降,但由于切削、抛光等加工的费用占模具总费用的大部分,故在保证制品质量情况下,而选用易切削钢。
(整理)工装常用标准件手册HB1-4
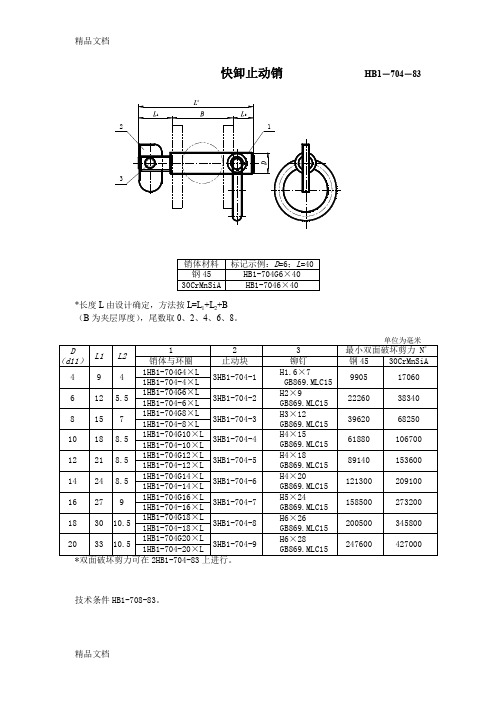
快卸止动销HB1-704-83*长度L由设计确定,方法按L=L1+L2+B(B为夹层厚度),尾数取0、2、4、6、8。
技术条件HB1-708-83。
扩口式直通管接头HB4-4-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表1表1 单位为毫米扩口式A型直通管接头HB4-5-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表1表2单位为毫米表2(续)单位为毫米扩口式B型弯管接头HB 4-10-2002表1 单位为毫米表1(续)材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
扩口式C型弯管接头HB4-11-2002表1 单位为毫米表1(续)单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2表2扩口式直角管接头HB4-13-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表1表2 单位为毫米扩口式B 型直角管接头HB 4-14-2002材料、热处理、表面处理及么称尺寸为10mm 时的标记示例见表1。
表1表2 单位为毫米表2 (续)单位为毫米扩口式A型直角管接头HB 4-15-2002图1 第1尺寸系列结构图图2 第2尺寸系列结构单位为毫米单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
表2扩口式三通管接头HB4-17-2002材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表1。
表2 单位为毫米扩口式D型三通管接头HB4-18-2002D N>D N1时,接头的构型可从下述两种方案中任选材料、热处理、表面处理及公称尺寸为D N(d0)=6mm和D N1(d01)=10mm时的标记示例见表1表2 第1尺寸系列参数表单位为毫米单位为毫米扩口式E型三通管接头HB 4-19-2002表1 单位为毫米材料、热处理、表面处理及公称尺寸为10mm时的标记示例见表2。
扩口式B型三通管接头HB4-20-2002表1 单位为毫米表1(续)单位为毫米本标准推荐选用第2尺寸系列。
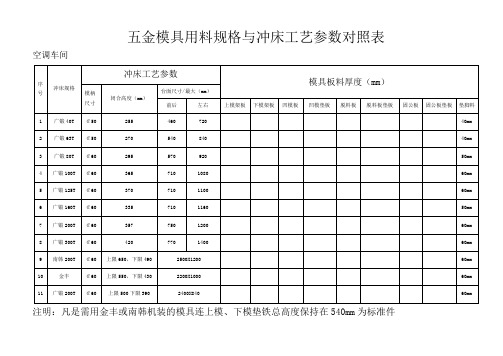
五金模具用料规格与冲床工艺参数对照表
冲床规格
冲床工艺参数
模具板料厚度(mm)
模柄
尺寸
闭合高度(mm)
台面尺寸/最大(mm)
前后
左右
上模架板
下模架板
凹模板
凹模垫板
脱料板
脱料板垫板
固公板
固公板垫板
垫脚料
1
广锻25T
¢40
180/末加台板70
350
570
2
梧州25T
¢40
180/末加台板70
370
560
3
广锻40T
¢50
250
460
700
10
梧州100T
¢60
300
700
1500/1100
11
扬州125T
¢60
300
740
1600
12
广锻160T
¢60
330(最高)/末加台板厚140
750
2000/1200
13
200T油压机
¢60
400(最少)要求600
900/550
1100/770
需用吊板时模具闭合高度290。
和100T统一通用300高度(上下垫板可适当加高以达600的封闭高度,两边同时加)
五金模具用料规格与冲床工艺参数对照表
空调车间
序号
冲床规格
冲床工艺参数
模具板料厚度(mm)
模柄
尺寸
闭合高度(mm)
台面尺寸/最大(mm)
前后
左右
上模架板
下模架板
凹模板
凹模垫板
脱料板
脱料板垫板
固公板
固公板垫板
垫脚料
1
广锻40T
Feintool-精冲断面标准ppt课件
FEINTOOL-RUBERT N11 01 90规定的精冲断面规格
h1
100%
100%
90%
75%
50%
h2
90%
75%
b:最大鱼鳞状断裂宽度b=l*s,即鱼鳞状断裂的宽度小于相关区域总宽度的10% t:断裂宽度 e:毛刺高度 c:塌角宽度 d:塌角深度 E:撕裂类型
來源:VDI 3345
h1/h2
1
精冲断面标准
和新精沖
编辑课件
精冲断面标准
2
编辑课件
精冲零件的标准主要有三个: 1. Feintool-Rubert N11 01 90 2. VDI 2906 3. VDI 3345
推荐阅读VDI 2906和VDI 3345中文版。
精冲断面图示
3
编辑课件
二剪宽度
S:料厚 h1:最小光截面宽度/材料厚度,单位:% h2:断裂点到塌角面的宽度/材料厚度,单位:%
來源:VDI 3345
7
编辑课件
4
编辑课件
FEINTOOL-RUBERT N11 01 90规定的精冲断面规格
h1
100%
100%
90%
75%
பைடு நூலகம்
50%
h2
90%
75%
來源:Feintool-Rubert N11 01 90
E撕裂类型
5
编辑课件
來源:Feintool-Rubert N11 01 90
精冲面示例
6
编辑课件
Ra:断面表面粗糙度 h1:最小光截面宽度/材料厚度,单位:% h2:断裂点到塌角面的宽度/材料厚度,单位:% E:撕裂类型
精冲标准参考[1]
![精冲标准参考[1]](https://img.taocdn.com/s3/m/39256beb240c844769eaee7c.png)
1.精冲零件的工艺性精冲零件的工艺性,主要指保证零件的技术和使用要求,并在一定的批生产条件下,在制造上应最简单、最经济。
而影响它的主要因素有:(1)零件结构的工艺性;(2)零件尺寸公差和形位公差;(3)材料性能和厚度;(4)冲裁面质量;(5)模具设计、制造质量及寿命;(6)精冲机的选择等。
精冲零件结构的工艺性,是指构成零件几何形状的结构单元,它包括:最小圆角半径、孔径、壁厚、环宽、槽宽、冲齿模数等的确定尤为重要。
图1所示,可供选择精冲零件结构参数的极限值。
它们都小于普冲零件。
这是由精冲原理决定的。
然而,合理的零件结构参数,有利于提高产品质量,降低生产成本。
2.精冲零件的难度等级根据零件几何形状及其结构单元,在图1各图中划分为S1、S2和S3三级。
S1—简单的,适于精冲材料抗剪强度Ks=700N/mm2S2—中等的,适于精冲材料抗剪强度Ks=530N/mm2S3—复杂的,适于精冲材料抗剪强度Ks=430N/mm2在S3以下的范围,不适宜精冲,或者要采用特别措施。
使用S3的范围时,其条件是冲裁元件要用高速钢制造,且精冲材料抗拉强度δb ≤600 N/mm2(抗剪强度Ks≤430N/mm2)。
例:图1中开关凸轮,材料为Cr15(球化),Ks=420N/mm2,确定其难度等级。
·孔径 d=4.1mm S1·搭边 b=3.5mm S3·齿模数 m=2.25mm S2·圆角半径 Ra=0.75mm S1/S2此零件最大难度是搭边b,故总难度为S3,可以精冲。
3.精冲零件的技术要求3.1 尺寸公差精冲零件的尺寸公差,取决于:零件形状、模具制造质量、材料厚度及性能、润滑剂和压力机调整等因素。
可由表1中选取。
3.2 平面度公差精冲零件的平面度是指零件平面的挠度(见图2),其值为:f=h-s由于精冲材料是在压紧状态下进行的,故精冲件具有较好的平面度。
而这种平面度随零件尺寸、形状、材料厚度及机械性能等不同而有所差别。
M 工装清单 表格

序号工具号标准号工具名称
数量
(套)
过程
编号
过程名称寿命品牌/厂家备注
0-150 0.02游标卡尺1测量长度111.2-112.2对比样件1外观
数显温控仪1清洗液温度45-70℃量程0-10%精度0.1%折光仪1清洗液浓度 1.8-2.5% 0-150 0.02游标卡尺1长度109.2-109.7
对比样件1倒角1-0.5×45°±1
°
0-25 0.01千分尺1外圆直径Φ16.68-16.65至Φ16.18-
16.15
TR200粗糙度仪1表面粗糙度Ra6.3 60×60V型铁1
0.01百分表1
平板1
塞尺1
4XC金相显微镜1芯部组织、脱碳层全部回火索氏体、单边直径≤
0.03
HV-5小负荷维氏硬度计1芯部硬度350HV-380HV
HR-150A洛氏硬度计1表面不应有软块和氧
化皮
UV-A紫外辐照计1≤0.05≤0.1
工装类别□刀具 □量检具 □夹具 □其他零件号
AF 10
AF 20
AF 30
AF 35
AF 50
AF 40全长径向跳动直线度
项目名称零件名称
Gould-bass±10Gs
磁强计1
100ml 沉淀管1A型2#
灵敏度试片
1
版次:
编制:审核:
批准:
AF 60
探伤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量
检测能力是否满足 公司是否有材料 采购部 (两小时 没有,是否可以买到 或两天) 材料最快采购周期
有 没有 可以
价格
元/吨
不可以
材料最少采购量
成本中心
生产成本核算
客户要求立即报价的,建议由成本中心一个部门进行 模糊报价。
成本中心
生产成本核算
客户要求立即报价的,建议由成本中心一个部门进行 模糊报价。
检测方法是否理解(如 不理解,请详述)
可以 不可以 可以 冲压件 钣金件 特级 P2纸箱 可以 A级 P3纸箱 机加工件 注塑件 其他
数量
新开发 木箱 沟通后可以 其他
8பைடு நூலகம்
大木箱 不可以
材料料厚 材料标准 预计生产节拍 产品重量 包装费用 表面处理费用 其他费用说明
不可以
生产方式
主要生产费用 辅助生产费用
图纸报价表(邮件传递)
产品类型 销售部 产品型号 (一天) 客户级别 包装方法 能否生产 技术中心 (生产过 的老产品 提供前五 项;全新 产品提供 全部数 据) (注:每 个客户10 张图纸以 内两天) 材料大小 材料材质(可能提 供两个) 工序数量 电费 预计模具费用 表面处理方式 其他费用 机床吨位是否达到 使用机床明细 生产中心 人员是否满足 (一天) 相近产品型号 主要生产工序数 辅助生产工序数
填表人 0 7 7 7 7 1 5 刘 7 振 6 奖 3 5 序号 问题区域 问题描述
沟通事项
传 送 到 到 生 企 产 管、 部 、质 量 销、 售 采 部 。购 。 抄 送 传 到 售 成 部 本 和 部 企 ; 管 抄 部 。送 到 销
销部 传 管售; 到 部部抄 。和送成 本 企到 部传 管;到 部抄到 。送销 企售
部传 管;到 部抄到 。送销 企售
沟通事项
建议沟通 评审人