procast2004压铸实例完整word版-1
铸件缺陷形成的PROCAST数值模拟
实验四 铸件缺陷形成的PROCAST 数值模拟一、实验目的1)利用ProCAST 软件,对照模拟同一铸件的不同铸造方案,了解铸件在铸造过程中可能出现的缺陷;2)分析缩松缩孔、裂纹等缺陷可能出现的原因,并尝试更改铸造工艺,以减少缺陷,改善铸件质量。
二、实验原理ProCAST 可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发,并且具有可重复性。
而在实际模拟过程中,常见的铸造缺陷有缩松缩孔、裂纹和气孔等。
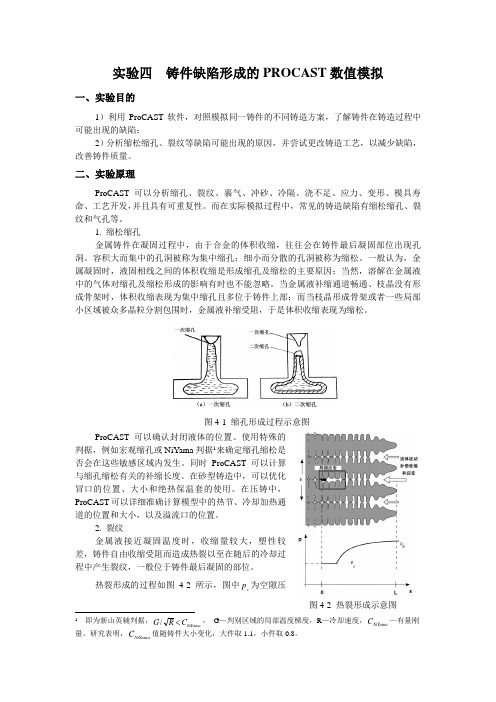
1. 缩松缩孔金属铸件在凝固过程中,由于合金的体积收缩,往往会在铸件最后凝固部位出现孔洞。
容积大而集中的孔洞被称为集中缩孔;细小而分散的孔洞被称为缩松。
一般认为,金属凝固时,液固相线之间的体积收缩是形成缩孔及缩松的主要原因;当然,溶解在金属液中的气体对缩孔及缩松形成的影响有时也不能忽略。
当金属液补缩通道畅通、枝晶没有形成骨架时,体积收缩表现为集中缩孔且多位于铸件上部;而当枝晶形成骨架或者一些局部小区域被众多晶粒分割包围时,金属液补缩受阻,于是体积收缩表现为缩松。
图4-1 缩孔形成过程示意图ProCAST 可以确认封闭液体的位置。
使用特殊的判据,例如宏观缩孔或NiYama 判据1来确定缩孔缩松是否会在这些敏感区域内发生。
同时ProCAST 可以计算与缩孔缩松有关的补缩长度。
在砂型铸造中,可以优化冒口的位置、大小和绝热保温套的使用。
在压铸中,ProCAST 可以详细准确计算模型中的热节、冷却加热通道的位置和大小,以及溢流口的位置。
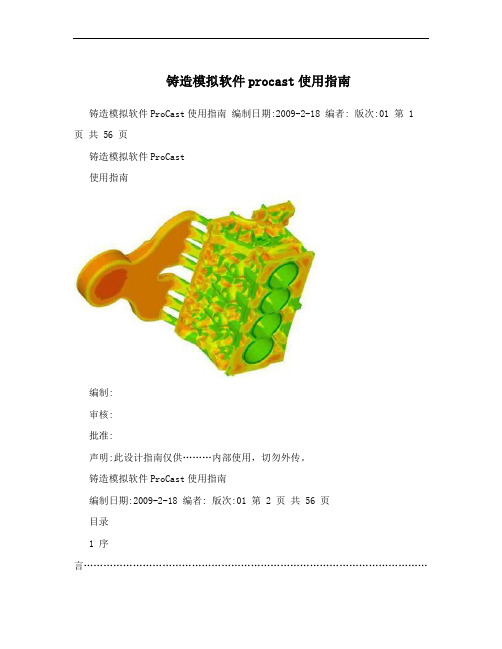
2. 裂纹金属液接近凝固温度时,收缩量较大,塑性较差,铸件自由收缩受阻而造成热裂以至在随后的冷却过程中产生裂纹,一般位于铸件最后凝固的部位。
热裂形成的过程如图4-2所示,图中c p 为空隙压1即为新山英辅判据,NiYam a C R G /, G —判别区域的局部温度梯度,R —冷却速度,NiYama C —有量刚量。
研究表明,NiYama C 值随铸件大小变化,大件取1.1,小件取0.8。
铸造模拟软件procast使用指南
铸造模拟软件procast使用指南铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 1 页共 56 页铸造模拟软件ProCast使用指南编制:审核:批准:声明:此设计指南仅供………内部使用,切勿外传。
铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 2 页共 56 页目录1 序言……………………………………………………………………………………………....................3 2 ProCa st软件主界面. (3)2.1 ProCast适用范围 (4)2.2 ProCast模拟分析能力 (4)2.3 ProCast分析模块....................................................................................................5 3 ProCast和常用软件的接口. (9)3.1 ProE网格划分 (9)3.2 GeoMesh前处理 (12)4 网格处理模块MeshCast 的 (16)4.1 Open (17)4.2 Repair (17)4.3 在修补环境中生成表面网格模型 (19)4.4 在Meshing environment 中编辑表面网格 (19)4.5 Generate Tet Mesh (21)5 前处理模块PreCast (23)5.1 Geometry (23)5.2 Materials (23)5.3 Interface (24)5.4 Boundary Conditions (24)5.5 Process (26)5.6 Initial Conditions (27)5.7 Run Parameters.................................................................................................28 6 求解模块DataCast和ProCast...........................................................................................35 7 后处理模块ViewCast. (37)7.1 Field Selections (38)7.2 Display types (38)7.3 Display Parameters (38)7.4 Curves (39)7.5 Geometry Manipulation (39)7.6 图片解说常用功能 (40)铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 3 页共 56 页1. 序言铸件充型凝固过程数值模拟是建立在经典方法、可视化等计算机手段基础上对铸件充型凝固过程进行模拟仿真和质量预测的技术,目前在国内外已经广泛采用并且收到很好的效果。
Procast熔模铸造模拟分析案例.
Procast熔模铸造模拟分析案例一、熔模铸造案例模型说明熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。
失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。
泥模晾干后,再焙烧成陶模。
一经焙烧,蜡模全部熔化流失,只剩陶模。
一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
本教程将一步一步的指导各位完成Procast中关于熔模铸造的设置。
图1 模型说明本案例中用到的几何体由以下几个部分组成,如图1所示,分为模壳、铸件和扣箱。
二、熔模铸造案例模型前处理设置说明1.在PreCAST中导入网格模型图2 网格导入说明如图2所示,在网格导入界面,选择网格所在的文件夹,然后在case中输入需要导入的计算模型名称,软件会自动根据路径和文件名称导入相应的几何网格信息。
读入后程序会自动显示模型、网格、节点信息。
(材料数,总的节点和单元数以及单位和轮廓尺寸),见图3所示。
注意,在辐射计算时存在一个扣箱。
图3 几何网格导入信息显示2.检查几何体网格导入后,PreCAST能够自动标示材料序号,总的结点和单元数。
也可以显示出单位和轮廓尺寸。
这些信息及各部件的体积都可以通过File menu->Check geometry 选项得到。
图4几何检查选项3.设置工件材料属性点选图5红色显示区域,再次点选相应材料牌号,点击assign最终设定,为铸件和模壳分别指定为铬镍铁合金718及一种壳材料。
图5材料定义4.创建并设置各部件之间界面换热面该步骤主要是对模型各个材料交接面设定界面换算系数,以确保材料各部分的准确换热。
图6换热界面及系数定义5.设置工艺边界条件该界面是定义铸造工艺边界条件,以实现不同的铸造工艺种类。
在熔模铸造中,需要通过该界面设置注入孔处的温度和浇注速度边界条件以及整个外扣箱的温度和辐射参数边界条件,具体见图7所示。
图7 边界条件定义6.设置重力该步骤是根据实际工艺重力方向来定义,见图8所示。
ProCAST软件在铸造凝固模拟中的应用
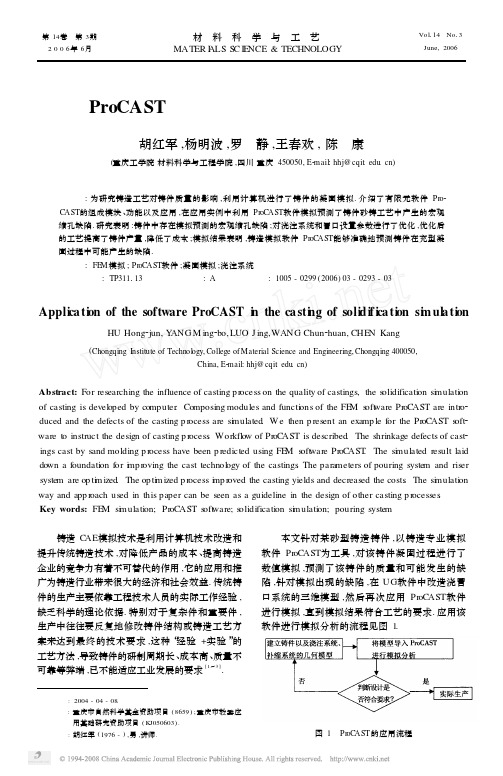
图 5 初始模型的宏观孔隙预测
图 6 修改后的 3D 模型
4 结 论
用有限元软件 ProCAST预测铸件中存在的 宏观缩孔 ,直观地显示出充型凝固的温度场分布 、 温度梯度 、金属液流动行为 、热节部位 、缩松缩孔 等. 针对模拟的结果 ,修改铸件工艺设计的 3D 模 型 ,修改了原始的浇冒口设计. 实验表明应用修改 后的铸造工艺进行铸造 ,提高了铸件的质量 ,提高 了工艺出品率 ,降低了成本.
在砂铸中 ,有时冲砂是不可避免的. 如果冲砂 发生在铸件的关键部位 ,将影响铸件的质量. Pro2 CA ST可以通过对速度场和压力场的分析确认冲 砂的产生. 通过虚拟粒子跟踪则能很容易确认最 终夹砂的区域. 215 冷隔及浇不足
在浇注成型过程中 ,一些不当的工艺参数如型 腔过冷 、浇速过慢 、金属液温度过低等会导致一些缺 陷的产生. 通过传热和流动的耦合计算 ,设计者可以 准确计算充型过程中的液体温度下降. 在充型过程 中凝固了的金属将会改变充型的流动形式. ProCAST 可预测这些铸造充型过程中发生的现象 ,并可以随 后快速地检验相应的改进设计方案. 216 压铸模寿命
摘 要 : 为研究铸造工艺对铸件质量的影响 ,利用计算机进行了铸件的凝固模拟. 介绍了有限元软件 Pro2 CAST的组成模块 、功能以及应用 ,在应用实例中利用 ProCAST软件模拟预测了铸件砂铸工艺中产生的宏观 缩孔缺陷. 研究表明 :铸件中存在模拟预测的宏观缩孔缺陷 ;对浇注系统和冒口设置参数进行了优化 ,优化后 的工艺提高了铸件产量 ,降低了成本 ;模拟结果表明 ,铸造模拟软件 ProCAST能够准确地预测铸件在充型凝 固过程中可能产生的缺陷. 关键词 : FEM 模拟 ; ProCAST软件 ;凝固模拟 ;浇注系统 中图分类号 : TP311113 文献标识码 : A 文章编号 : 1005 - 0299 (2006) 03 - 0293 - 03
ProCAST压铸教程

一、启动Precast.二、导入网格文件。
如果要进行3D分析,需要导入一个有限元网格文件。
网格文件可以由PA TRAN,IDEAS,ANVIL,ANSYS, ARIES等格式输出。
本教程使用的网格文件由MeshCAST自动生成。
典型的MeshCAST文件的文件名类型prefix.mesh。
操作步骤:GEOMETRY>MESHCAST>APPLY如果使用MeshCAST生成的文件,模型的单位包含在文件里。
如果是由其它的软件生成的文件,必需要进行单位设置。
操作步骤:GEOMETYR>UNITS如果文件导入成功,会出现一个文件检查结果。
(如图)会帮助确认导入文件中正确的节点、元素、实体的数量。
为了方便看几何体,可以使用快捷键。
操作步骤:MATERIAL>SHIFT+X>CTRL+SHIFT+Y>HIDDEN。
三、确定对称面通过选择位于对称面上的3个点来确定一个对称面。
使用网格工具或者造型工具可以找到这些点。
通过定位每个平面上的节点来确定这些点并且标明节点的平面坐标。
对称面必需满足两个条件:l没有热流传过对称面l没有液流经过对称面对称边界条件也会自动生成。
参见本教程后面的边界条件的设置。
操作步骤:GEOMETRY>SYMMETRY>MIRROR1>输入对称面的坐标,X=0>APPLY>SYMMETRY>EXECUTE设置对称面后,屏幕上只显示出一半铸件。
我们只要模拟一半铸件,而不会降低精度,并且还会减少模拟的时间。
图1对称面上的定位点的输入四、导入网格文件的检查导入的文件中是否有坏点对模拟结果有很大的影响。
一定要对导入的文件进行检查。
1、操作步骤:GEOMETRY>CHECK GEOM>NEG-JAC本步骤用来寻找负雅可比元素。
这些元素把内部的面翻到外面或者是平面。
如果网格文件中含有这些元素,模拟中止很大程度上是由于收敛的问题。
ProCAST铸造模拟分析解决方案
l
i A p p l i c a 。。n
。f
c A 。/ A M / A E 。 c h n 。1。g y e c c
成的
置
N
。
。
P
r o
C A S T 可 以 确 认 封 闭 液 体 的位
,
冲砂
在 铸造 中
,
使 用 特殊 的判 据
例如 宏观 缩孔或
有时 冲 砂是 不 可 避 免的
。
。
如 果 冲 砂发 生 在 铸 造 零 件 的 关 键 部 位
模拟 分 析 能 力
、
可模拟基本铸造过程
准
,
一
缩孔
、
裂纹 冲砂 浇不 足
确 计 算 变形 和 残 余 应 力
,
适用 范围
、
裹气
;
、
模拟 多种 特殊 铸 造 工 艺 挤压 铸造
r o
、
如半 固态触变
砂型铸造
消失 模 铸 造
;
冷隔 应力
、
离 心 铸造 以及 连铸等
高压
、
低 压 铸造
、
、
变形
P
C A S T 是 为评 价 和 优 化 铸 造 产 品
、
例如 浇注 系
,
器 中显 示 这 样 对 比 较 复 杂 的 铸造 过 程 能
冷隔
、
裹气和 热 节 的位置 以及 残
,
通 气孔 和 溢 流孔 的位置
。
冒 口 的位
以准 确地
够 通 过 网 际 网 络 进 行讨 论 和 研 究
。
余 应 力与 变形
准 确地 预 测 缩孔
。
、
缩松
基才ProCAST的汽车发动机镁合金罩盖压铸过程模拟
摘 要 : 用 了 P o a t 限元 模拟 软件 , 拟 了不 同 工 艺参数 条 件 下 , 车发 动机 镁 合金 罩盖 在 压 采 rC s 有 模 汽
铸 工 艺下的 充型过 程 和凝 固过 程 , 有效 地预 测 了液 态金 属 在 充型 过程 及 凝 固过 程 中产 生的 缩孔 和 缩松 等
品率 , 最终 改善 发动 机罩 盖 的铸件 质量 和 生产 工 艺参数 的制 定提供 了依 据 。
关 键词 : 合金 , 镁 数值 模拟 , 压铸 , - X 艺参数
中图分 类号 : G 1 6 2 T 4 . 文 献标 志码 : A
ZH U iny g, U a hui II hu X a on LI Y o , U Zi i
2. h f M e ha c lSce e a d En ne rn Sc oolo c nia inc n gi e i g,Cha c n 13 02 ng hu 0 2,Chi na;
3 S h o fM a e i l ce c n g n e i g,Ch n c u 3 0 2,Ch n ) . c o l t ra S in e a d En i e rn o ag h n1 0 2 i a Ab t a t Th i — c s i g f l g a d s l i c to r c s e t i e e tp o e sp r me e so u o b l n i e M g sr c : ed e a t i i n o i f a i n p o e s s wih d f r n r c s a a t r fa t mo i e g n n ln d i f e al y c v r we e smu a e .Th o sb e a p a a c o a i n ft e s rn a e c v t n i p r e h i k g u i g f l g l o e r i ltd o e p s i l p e r n e l c t so h h ik g a i a d d s e s d s rn a e d rn i i o y ln a d s l i c t n p o e s s we ee f c i ey p e i t d Ac o d n o t e smu a i n r s ls h e t rp r me e swe e o t n o i f a i r c s e r fe tv l r d ce . d i o c r i g t h i l t e u t ,t eb te a a t r r p i o — m ie n h a t g p o e s swe e c n r l d z d a d t e c s i r c s e r o to l .Th p i i d p u i g t mp r t r s6 0 ℃ a d t eo tmie u d t m— n e e o t z o rn e e a u e i 8 m e n h p i z d mo l e p r t r s2 0 ℃ . An t r v d s ab sst e u e p o u t n c c ea d c s ,i r v h a eo i ih d p o u t n h e au ei 0 d i p o i e a i o r d c r d c i y l n o t mp o et e r t ff s e r d c sa d t e o n q a i ft ef u d y g o s n o fr h i a r c s a a t r . u l y o h o n r o d ,a d c n ims t e f lp o e s p r me e s t n Ke r s M a n s u a l y y wo d : g e i m l ,Nu rc l i l t n o me ia smu a i ,Di c s ig,P o e sp r me e s o e at n r c s a a tr
基于PROCAST铝合金压铸模浇注系统设计及充型凝固数值模拟
式中 , D 为散度 ; u、 v 、 w 为速度矢量在坐标系中 x、 y、 z 方向上的分量 ; P 为压力 ; 为运动粘度 ; g 为重 力加速度 ; 为拉普拉斯算子; 为金属流体密度。 ( 3) 能量守恒方程 T T T T + u + v + w = t x y z 2 2 2 T T T Q + 2+ 2 + CP x y z2 CP 式中 , T 为温度; 为流体导热率; C P 为流体定压 比热容; Q 为内热源。 ( 4) 体积函数方程 F+ u F + v F + w F = 0 t x y z ( u i) + = 0 t xi 式中 , F 为流体体积分数 ; u 为速度。 ( 5) 边界传热方程 - K T n = hf ( t ) g( T ) [ T - T a ] 式中 , h 为对流交换系数; T a 为边界温度 ; g( T ) 为 温度函数。 2. 2 计算方程的离散 数值求解上述方程前要对偏微分方程组在空间和 时间上进行离散 , 原则为: 为了满足连续性方程, 压力必须进行迭代修正 , 由此引起的速度改变值需要 加到上一步计算的速度场上 , 反复迭代直至满足精度 要求 ; 对动量方程进行显式差分 , 以初始条件或者 上一时刻的数值作为基础 , 试算出下一时刻的猜测速
压铸充型凝固过程的数值模拟可以帮助人们在压铸工艺设计阶段对铸件可能出现的各种缺陷及其大小部位和发生的时间予以有效的预测从而优化铸造工艺设计以确保铸件的质量缩短试制周期和降低生产成本1浇注系统设计本文选择的压铸件为一套筒类信号接收件由于零件的形状特点实际压铸成型时容易出现气孔缩孔缩松冷隔浇不足等缺陷
V ol. 31 N o. 4 A pr . 2010
基于ProCAST的铸钢大齿轮的热节分析
基于ProCAST的铸钢大齿轮的热节分析朱昌盛1,王智平1,朱昌锋2(1.兰州理工大学,甘肃兰州,730050;2.兰州铁道学院,甘肃兰州730060)摘要:采用ProCAST软件对铸钢大齿轮铸件的工艺方案的热节进行分析,结果表明:通过工艺控制,热节推移到轮缘冒口和轮毂冒口中,有效的避免铸件中缩孔、缩松的产生。
关键词:ProCAST;热节;分析中图分类号:TP34 文献标识码:A 文章编号:100028365(2004)022*******Analysis of H ot Spot on Large Scale G ear Steel C asting B ased on ProCASTZHU Chang2sheng1,WAN G Zhi2ping1,ZHU Chang2feng2(1.Electric Engineering and Information College,G ansu University of Technology,Lanzhou730050,China;nzhou Railway Col2 lege,Lanzhou730060,China)Abstract:Adopting ProCAST software to analyze the hot spot of large scale gear steel casting,it is showed that the hot spot is moved to the flange riser and the hub riser,meanwhile,the shrinkage and the porosity are avoided effec2 tively in casting.K ey w ords:ProCAST;Hot spot;Analysis ProCAST软件是美国U ES(Universal Energy System)公司开发的铸造过程仿真分析软件,针对铸造过程进行流动—传热—应力耦合分析,采用基于有限元(FEM)的数值计算方法,适用于模拟复杂铸件成形过程中的各种物理现象。
ProCAST之铸造仿真模拟软件
1.单击Boundary
Conditions/Assign Surface,弹出边界条 件定义窗口
2.单击Add,在弹出窗 口中选择要定的边 界条件
3.利用选择工具选 择边界条件的区域, 并单击Store
4.选择边界条件, 并单击Assign
重力
1. 单击Process/Gravity,弹 出重力定义窗口
ProCAST铸造仿真模 拟软件培训
材料定义
1.单击Materials/Assign, 弹出材料定义窗口
4.左键单击选择 是否为空腔
4.单击Read, 可查看该材料 的热物理性质
(如左图)
2.用左键选择上面 红色体的材料,并 单击Assign
3.右键单击,在弹出 窗口中选择该材料所 属类型
十一、材料定义
精铸模拟操作过程举例
2.用左键单击X、 Y、Z来选择重力 大小和方向
3.单击Apply
十二、运行参数设置(注:以后内容在演示过程中分别 进行讨论,不再单独列出)
1.单击Run Parameters,定 义运行参数
1.定义铸 造类型
1.定义热 力参数
1.定义求解 基本参数
1.定义流 动参数
十三、MeshCAST-模壳建立
ProCAST可以根据化学成分计算热焓曲线、固相线曲线、密度和热导率, 可计算的合金元素如下:
采用Scheil或Lever方法进行计算, Scheil和Lever对应着两个不同的微观偏 析模型,如果是Lever,应用杠杆定律,即溶质可以在熔体中完全混合。 如果是Scheil,指的是溶质在固相中完全没有扩散。Back Diffusion模型 假定溶质在固相中可以部分扩散,是介于上述两种模型之间的模型。需 要指定平均冷却速率以确定固相中的扩散量。
(完整版)PROCAST铸造学习
PROCAST铸造学习Procast 铸造模拟的基本流程为:造型——划分表面网格——MeshCAST 划分体网格——PreCAST 设置边界条件和运行参数——DataCAST——ProCAST 解算——PostCAST,ViewCAST 处理、分析模拟结果。
下面进行较为详细的说明。
一.Ideas 造型与划分表面网格1.造型(simulation + master modeler): 建模顺序为铸件,浇注系统,砂箱。
*注意直浇口面,明冒口面,和砂箱上表面必须在一个平面上。
对于一般的砂芯,可看作砂箱的一部分。
2.Partition(先选铸件,再选砂箱。
)3.划分模型的表面网格(simulation+ meshing)4.输出面网格模型: file, export, ideas simulation universal file, 键入文件名(文件为*.unv),OK。
二.Meshcast(划分体网格)1.在Dos窗口键入meshcast2.File/open,文件类型选I-deas surface mesh(*.unv)3.Check mesh, Check intersection,检查表面网格质量,提示信息显示在左下角的Message Window 中,如表面网格通过,则进入下一步,否则修改4.Tet mesher, full layer(对砂型采用no layer), gen tet mesh5.Display Ops 下(点击bad element, Negative Jac)检查是否有坏单元和负雅各比单元。
如果有坏单元,则Smoothing 优化单元(smooth 优化建议不要超过两次),save。
有些坏单元无法消除,需对表面网格进行修改。
6.Exit(生成*.mesh 文件)三.Precast (设定材料的热物性参数,边界条件,运行参数等)1.在文件所在的目录下键入precast *(*为文件名前缀)2.Geometry, units(mm), meshcast *.mesh,Apply。
铸造全过程仿真软件ProCAST
软件世界 铸造已有五千年悠久历史中国古代在铸造方面的技术成就已是人类文明的重要组成部分随着计算机和CAD/CAE技术的迅猛发展60年代开始凝固和冷却中的流场通过仿真可以对铸件质量进行预报通过对工艺参数的分析研究从而确保铸件质量ProCAST软件是美国UES公司开发的铸造过程仿真分析软件在国际铸造界享有很高的声誉ProCAST模块ProCAST是针对铸造过程进行流动-传热-应力耦合作出分析的系统有限元网格划分MeshCAST流动分析Fluid flow热辐射分析Rediation电磁感应分析Electromagnetics这些模块既可以一起使用1. 有限元网格划分模块可以有两种方法生成有限元网格PATRANGFEMANSYS等软件中直接读取有限元模型PARASOLID2. 基本模块前处理边界条件等后处理可以对各种仿真结果进行显示温度速度热辐射通量补缩长度冷却速度NIYAMA准则数缩孔显微组织塑性变形和接触压力任意温度的等时线等Navier-Stokes流动方程2气体模型压铸和金属型主宰的排气塞 滤模型以及金属在过滤网中的压头损失和能量损失跟踪夹杂物的运动轨迹及最终位置5以Carreau-Yasuda幂律模型来模拟塑料粉末等的充型过程6用以模拟高压压力铸造条件下的高速流动7分析泡沫材料的性质和燃烧时产生的气体背压和铸型的透气性对消失模铸造充型过程的影响规律8用以模拟离心铸造和倾斜浇注时金属的充型过程在模拟金属充型方面ProCAST提供了强大的功能包括铸件型芯和冷铁等塑性变形应力分析模块包括的求解模型有6种塑性铸件铸件疲劳预测最终铸件形状预测熔模精铸等过程的热辐射传热问题 软件世界 灰体净辐射法自动计算视角因子并提供了能够考虑单晶铸造移动边界问题的功能工件在热处理炉中的加热以及焊接等方面的问题从而模拟出铸件各部位的显微组织包括等轴晶模型将这几种模型相结合Fe-C合金专用模型共晶/共析灰口/白口铸铁7. 电磁感应分析模块电磁感应分析模块主要用来分析铸造过程中涉及的感应加热和电磁搅拌等问题流动8. 反向求解模块利用实际的测温数据来确定数值模拟的边界条件和材料的热物理性能在实际应用技术中首先对铸件或铸型的一些关键部位进行测温将测温结果作为输入量使技术的温度/时间曲线和实测曲线吻合二FEM与有限差分法相比特别适用于模拟复杂铸件成型过程中的各种物理现象 好的几何描述能力而FDM只能以阶梯形简化描述曲面2如需局部网格细化把细化影响到整修模型 以弹性弹粘塑性模型进行应力和热的耦合分析时只能采用有限元法因而不能进行应力分析4由于有限元法能够精确描述曲面边界而有限差分法在描述铸件曲面边界时 在精确处理辐射传热问题时要求准确地描述外表面及相应方位FDM无法处理复杂的辐射问题传热能够模拟铸造过程中绝大多数问题和许多物理现象ProCAST提供了能够考虑气体高压能够模拟出气化模铸造压力铸造并能对注塑压制粉末等的充型过程进行模拟ProCAST能够对热传导尤其是引入最新"灰体净辐射法"模型在应力分析方面使其具有分析铸件应力在电磁分析方面以上的分析可以获得铸造过程的各种现象铸件最终质量的模拟和预测而不以铸造方法进行模块划分还能够模拟出热处理和焊接等方面的问题使用户可以灵活地应用软件解决多种工艺问题通过提供交互菜单ProCAST具有全面的在线帮助ProCAST通过提供和通用机械CAD系统的接口ProCAST还可以将模拟结果直接输出到CAD系统接口这使得ProCAST极易与具有设计实现数据共享5. ProCAST可以在基于UNIX操作系统的工作站上运行。
procast高压压铸1
1
内容提要
• 根据CAD数据建立CAE分析模型; • 设置CAE模型模拟条件; • 模拟计算; • 结果分析。
2
PAM ProCAST 模拟流程
CAE计算 读入CAD数据 数据检查、修理 简单CAD更改 划分CAE网格 结果分析 CAE模型组装 设置铸造材料 设置热交换条件 设置工艺参数 设置计算参数 设置结果输出
计算状态监控
3
(1) 几何离散与网格划分 几何离散与网格划分
4
读入IGES数据 读入IGES数据
5
读入CAD数据 读入CAD数据
PRO-E: STEP STL IGES UG: PARA_SOLID STEP STL IGES 其他系统:请查询
6
CAE 网格划分
精确地表征几何形状
7
网格质量检查
充填过程(缺陷)
速度矢量图,出现旋涡,有包气的可能性。
21
填充过程(缺陷)
速度矢量图,出现旋涡,有包气的可能性。
22
凝固过程
1.2s 3.4s
7.5s
10s
23
凝固过程
13s 15.6s
17s
20s
24
凝固过程动态显示
点击播放
25
凝固时间
零件凝固时间分布凸,整体凝固时间大概需要16~20秒
26
缩孔预测(Shrinkage) 缩孔预测(Shrinkage)
Shrinkage分布图,指出出现缩孔可能性的区域。
27
缩孔预测(Shrinkage) 缩孔预测(Shrinkage)
Shrinkage分布图,指出出现缩孔可能性的区域。
ProCAST压铸教程

ϔǃ Precast.Ѡǃ 㔥Ḑ ӊDŽ㽕䖯㸠3D ˈ䳔㽕 ϔϾ 䰤 㔥Ḑ ӊDŽ㔥Ḑ ӊ ҹ⬅PA TRAN,IDEAS,ANVIL,ANSYS, ARIESㄝḐ 䕧 DŽ Փ⫼ⱘ㔥Ḑ ӊ⬅MeshCAST㞾 ⫳ DŽ ⱘMeshCAST ӊⱘ ӊ ㉏ prefix.mesh DŽℹ偸˖GEOMETRY>MESHCAST>APPLYՓ⫼MeshCAST⫳ ⱘ ӊˈ ⱘ ԡ ӊ䞠DŽ ⬅ ⱘ䕃ӊ⫳ ⱘ ӊˈ 䳔㽕䖯㸠 ԡ䆒㕂DŽℹ偸˖GEOMETYR>UNITSӊ ˈӮ ⦄ϔϾ ӊẔ 㒧 DŽ˄ ˅Ӯ ⹂䅸ӊЁℷ⹂ⱘ㡖⚍ǃ ㋴ǃ ԧⱘ 䞣DŽЎњ ⳟ ԩԧˈ ҹՓ⫼ 䬂DŽℹ偸˖MATERIAL>SHIFT+X>CTRL+SHIFT+Y>HIDDENDŽϝǃ⹂ ⿄䴶䗮䖛䗝 ԡѢ ⿄䴶Ϟⱘ3Ͼ⚍ ⹂ ϔϾ ⿄䴶DŽՓ⫼㔥Ḑ 㗙䗴 ҹ 䖭ѯ⚍DŽ䗮䖛 ԡ↣Ͼ 䴶Ϟⱘ㡖⚍ ⹂ 䖭ѯ⚍ Ϩ 㡖⚍ⱘ 䴶 DŽ⿄䴶 䳔⒵䎇ϸϾ ӊ˖≵ ⛁⌕Ӵ䖛 ⿄䴶≵ ⎆⌕㒣䖛 ⿄䴶⿄䖍⬠ ӊгӮ㞾 ⫳ DŽ 㾕 䴶ⱘ䖍⬠ ӊⱘ䆒㕂DŽℹ偸˖GEOMETRY>SYMMETRY>MIRROR1>䕧⿄䴶ⱘ ˈX=0>APPLY>SYMMETRY>EXECUTE䆒㕂 ⿄䴶 ˈ Ϟ ⼎ ϔ 䫌ӊDŽ Ӏ 㽕 ϔ 䫌ӊˈ㗠ϡӮ䰡Ԣ㊒ ˈ Ϩ䖬Ӯ ⱘ 䯈DŽ1 ⿄䴶Ϟⱘ ԡ⚍ⱘ䕧ǃ 㔥Ḑ ӊⱘẔⱘ ӊЁ ⚍ 㒧 ⱘ DŽϔ 㽕 ⱘ ӊ䖯㸠Ẕ DŽ1ǃ ℹ偸˖GEOMETRY>CHECK GEOM>NEG-JACℹ偸⫼ 䋳䲙 ↨ ㋴DŽ䖭ѯ ㋴ 䚼ⱘ䴶㗏 䴶 㗙 䴶DŽ 㔥Ḑ ӊЁ 䖭ѯ ㋴ˈ Ёℶ Ϟ ⬅Ѣ ⱘ䯂乬DŽ2ǃ ℹ偸˖GEOMETRY>CHECK GEOM>VOLUMESℹ偸⫼ Ẕ ϡ 䚼 ⱘԧ⿃DŽԧ⿃Ẕ偠Փ Ӏ⹂ ԡ ℷ⹂ҹ ⫼ 㜨ⱘϔѯ DŽѨǃ PreCASTⱘ䆒㕂PreCAST䆒㕂䖛Ёˈ Ӏ ҹ ӏ ϔ⚍ DŽ䖭ḋ ҹ䰆ℶҹ ⱘ ⬉ǃ䫭䇃䆒㕂 㗙 ӊ 㟈 ⱘ϶ DŽℹ偸˖GEOMETRY>SA VEՓ⫼ 㛑 ˈ Ӯ 䳔㽕ⱘ 䛑 ӊ[prefix]d.datЁDŽ Ё ԩ ǃՓ⫼ⱘ ǃ 㡎 ㄝㄝDŽ 㒧 䗔 PreCAST ˈӮ⫼[prefix]p.dat ⫳ 2Ͼ ӊDŽ䖭Ͼ ӊҙҙ 䖤㸠 DŽǃ Н⦄ Ӏ ЁՓ⫼ⱘ 䖯㸠 НDŽ 䯂ⱘ՟ Ёˈ䫌ӊՓ⫼AL356ˈ Փ⫼H13䩶DŽ䆒㕂㸼Ёˈ 3 DŽID⫼ ㋴㕸 Փ⫼ⱘ DŽMA TERIAL NAME⫼ Н Ⳍ IDⱘ ㋴Փ⫼ ⱘ ⿄DŽTYPE⫼ ⹂ ԩԧⱘ 㛑ˈ䖭 ҹՓPreCAST 䖯㸠䅵ㅫ 㗙 䆒DŽℹ偸˖MATERIALS>ASSIGN>䗝 #1ˈ ЁⱘAL356 㹿䗝Ё>ASSIGN> TPYEЁ䕧 CASTING>䗝 #2ˈ ЁⱘH13 㹿䗝Ё>ASSIGN>䗝 #3>ASSIGNϗǃ 㾺䴶 ӊ⛁ ϡ П䯈Ӵ䗦ˈ 㛑ϡӮ䗮䖛 ㅵⱘ 㾺DŽ ℸˈ 䳔 㾺䴶䆒㕂 䗖ⱘӴ⛁㋏ DŽ䖭䞠 ӀЁ䆒㕂 ⱘӴ⛁㋏ DŽℹ偸˖INTERFACE>DATABASEℷ Դⳟ ⱘ 䖍ⱘ㸼ḐˈԴ ҹ Ё Н ⱘ DŽ䖭䞠ˈԴ ҹ⛁㋏ ϔϾ 䯈 㗙⏽ ⱘ 䞣DŽ 䯈ˈ ⛁ 䞣 ϡ DŽ ⛁㋏ 䯈ⱘ ˈ 䱣 䯈㗠 DŽ䱣 ⏽ ⱘ ˈ ⛁㋏ гӮ ˈ ⏽ ⱘ DŽ⫳ѻ ⦃Ёˈ ⱘ 㸼䴶 䗄 ϔ⾡⡍⅞ⱘ ⊩⫼Ѣ 䗄 㸼䴶 ⱘӴ⛁⡍⚍DŽ 䯈ⱘ 㸼䴶Ӵ⛁㋏ ϔϾ 䞣DŽ ⏽ 㸼Ḑ 䕧 ҹՓ Ў⏽ ⱘ DŽ ˈぎ⇨㋏ ぎ⇨⏽ ⛁䞣Ӵ ぎ⇨ ⱘ⇨⏽DŽ ⫳ѻ ⫳ ˈ ㋏ ⏽ 䗄њ⛁䞣ⱘӴ ⱘ⏽ DŽℹ偸˖ADD>DIE COMBO>䕧 0.1Ў 䞣> ԡ䕀 Ў cal/cm2/C/sec >䕧 0.002Ўぎ⇨㋏ >䕧 80Ўぎ⇨⏽ >⏽ ԡ䫕 Ў F ˄ ⇣⏽ ˅>䕧 0.005Ў ㋏ >䕧 70Ў ⏽ >䕧 cover_ejector Ў䆚 >STORE 㛑Ўϔ㟈ⱘ ѿⱘ㔥Ḑ㡖⚍DŽ ˈ ⱘ 㸼䴶 䳔 Ѣ⫳ѻ ⦃ 䯈ⱘձ䌪Ѣ 䯈ⱘ⡍ DŽ 䲚 њ 㸼䴶 䖍⬠ ӊ⡍⚍ЎϔϾㅔ ⱘ DŽ ℸˈҙ ⱘ䖍⬠ ӊ ≵ 㹿㽚Ⲫⱘ䚼 ˈ ⛁䞣Ң䭊 ⠽ⱘ 䴶Ӵ ҹ 㒓DŽϟϔϾ 㸼䴶 䫌ӊ ϞП䯈ⱘ㸼䴶DŽϢ П䯈ⱘӴ⛁Ⳍ↨䕗ˈӴ⛁⥛ 催DŽℹ偸˖ADD>DIE COMBO>䕧 0.8Ў 䞣> ԡ䕀 Ў cal/cm2/C/sec >䕧 0.002Ўぎ⇨㋏ >䕧 80Ўぎ⇨⏽ >⏽ ԡ䫕 Ў F ˄ ⇣⏽ ˅>䕧 0.005Ў ㋏ >䕧 70Ў ⏽ >䕧 casting_cover Ў䆚 >STOREՓ⫼ ˈӮ ϔϾՓ⫼㗙ⱘ 㸼DŽ ⱘPreCASTЁˈ ϔϾҎ ҹ䖯 ⱘ DŽ䖭ϾҎ ҹ䰆ℶ Ҏ DŽՓ⫼㗙 ҹḍ 䳔㽕 㞾 ⱘ DŽϔϾ 㸼䴶⫼ 䗄䫌ӊ П䯈ⱘ 㸼䴶DŽ䫌ӊ ϞⳈ 䫌ӊ㹿乊 Ўℶˈ㽕⹂ 䫌ӊ䰘 ϞⳈ 乊 ЎℶDŽ⡍ 䯈 㸼䴶Ӵ⛁㋏ 䯁 Ўぎ⇨/ DŽ✊㗠ˈ䫌ӊ ϔⳈ䰘 Ϟˈ 䫌ӊ㹿乊 䖯㸠 DŽ䖭Ͼ 䯈 PreCASTⱘRun Parameters>Cycles䚼 Ё䆒㕂DŽℹ偸˖ADD>DIE COMBO>䕧 0.8Ў > ԡ䫕 Ў cal/cm2/C/sec >䕧 0.002Ўぎ⇨㋏ >䕧 80Ўぎ⇨⏽ >⏽ ԡ䫕 Ў F ˄ ⇣⏽ ˅>䕧 0.005Ў ㋏ >䕧 70Ў ⏽ >䫕 ATTACHED UNTIL EJECTION >䕧 casting_ejector Ў䆚 >STORE 㸼䴶Ў∌Й ⱘ 㸼䴶ˈ ㋏ ⏽ ϡ DŽǃ 䰤 Ё 㸼䴶Ёⱘ㔥Ḑ 䛑Ⳍ ˈ ⱘ 䛑 㸼䴶Ϟѿ㡖⚍DŽℹ偸˖INTERFACE>CREATE> ⱘ3䫕 Yes No >APPLYѢϡϔ㟈ⱘ㔥Ḑ˖ CREATE 䬂ҹ㑶㡆催҂ Ϩ ⊩䖯 ˈ ЎPreCAST ϡ㛑 䖭⾡㉏ ⱘ㔥ḐЁ Н DŽ䏇䖛义ˈ ϟ义Ё䆒㕂 㸼䴶DŽ㒣䖛Ӭ ⱘⳌ ⱘ㔥Ḑ˖䖯㸠Ӭ ˈ 㒣⹂ DŽ 䛑 䆄Ў NO ˈ䗝 EXECUTE ˈ㒻㓁ϟϔ义DŽбǃ䆒㕂 㸼䴶 ӊ⦄ ϔϾ 㸼䴶㋏ 㒣 Ϩ њϔϾ 㸼䴶ˈ Ӏ䳔㽕㒭 Ёⱘ 㸼䴶䆒㕂DŽ乍Ⳃⱘ 䛑 ϔ䆒㕂ˈ ⡍⚍ǃӴ⛁㋏ 㗙Ӵ⛁䗳 ˈ✊ Ӏ䆒㕂ⱘ 䰤 ⱘϔѯ䚼ԡDŽ2 Ёⱘ C ϔ㟈ⱘ 㸼䴶ˈ N 㸼ϡϔ㟈ⱘ 㸼䴶DŽℹ偸˖INTERFACE>ASSIGN> Ё䗝1⾡ ⱘID>催҂䗝 Ёⱘ casting_cover >ASSIGN> Ё䗝2⾡ ⱘID>催҂䗝 Ёⱘ casting_ejector >ASSIGN> Ё䗝3⾡ ⱘID>催҂䗝 Ёⱘ casting_ejector >ASSIGN⏽ ⛁㋏ ⱘ ˈ ⱘ乎 䴲䞡㽕ⱘDŽ ՟Ё 䳔⹂ ⾡ ѢӴ⛁ⱘ䅵ㅫDŽ Ёⱘ1⾡ Ў䅵ㅫⱘ ⸔DŽ䗝 Ёⱘ2⾡ ҹ 乎 DŽϡϔ㟈ⱘ㔥Ḑ˖䆒㕂 ˈ 䳔 㸼䴶 DŽ ADD ˈ䕧 ⫼ぎḐ䬂 ⱘ ˄ 12˅ˈ APPLY DŽЎԴ㽕 ⱘ 㸼䴶 㾺ⱘ 䛑䖭М DŽǃ 䖍⬠ ӊ⡍䖍⬠ ӊ 㡎 ӊ ⌛⊼⏽ ǃ 䗳 ǃ⛁Ӵ乍ⳂDŽ 䖭Ͼ⛁ Ё Ӏ Нњ3Ͼ ˖ ⱘ⛁ ⌕㒓DŽℹ偸˖BOUNDARY>DATABASE1ǃ Н 䚼ⱘ⛁Ӵ DŽЎњ ˈ䗮 ҙ ⱘ䭊 ӊϡ DŽ Ͼ㋏㒳 ㅔ ˈ✊㗠 ⱘ Ӯ ⱘ 䯈㗠Ϩϡ㛑 կ 催ⱘ㊒ DŽℹ偸˖ADD>HEAT>䕧 0.002> ԡ䕀 Ўcal/cm2/C/sec>䕧 75>⏽ ԡ ЎF˄ ⇣ ˅>䕧 air_convection >STORE⛁Ӵ ϸ⾡ ˈ 㸼䴶䯈Ӵ䗦 䖍⬠Ӵ䗦DŽЏ㽕ⱘϡ Ѣ 㒣 ˄ 㗙䫌ӊ˅ⱘ乍ⳂП䯈 ⫳ⱘ⛁Ӵ ҹՓ⫼ 㸼䴶 ӊ DŽ ⱘ乍ⳂϢ䴲 乍ⳂП䯈ⱘ⛁Ӵ 䳔Փ⫼䖍⬠ ӊ DŽ2ǃ Н ∈䘧ⱘ⛁Ӵ DŽ 䆒 ∈䘧ϔ㟈 DŽг ҹՓ⫼⛁⌕䞣⫮㟇 ∈䘧㔥Ḑ 䖯㸠 㗙⊍ⱘ⌕ԧ⌕ DŽℹ偸˖ADD>HEAT>䕧 0.01> ԡ䕀 Ўcal/cm2/C/sec>䕧 75>⏽ ԡ ЎF˄ ⇣ ˅>䕧 cooling_line >STORE∈䘧㒣 ˈ ҹՓ⫼ TIME ˄ 䯈˅⡍ DŽ䖭Ͼ⡍ 䆌Փ⫼Ϣ 䯈Ⳍ ⱘ⛁Ӵ ㋏ ⱘ䇗 DŽϔǃ䆒㕂䖍⬠ ӊ䖍⬠ Ё䆒㕂 䖍⬠ ӊ ˈ㽕 Ё䆒㕂䖭ѯ Нⱘԡ㕂DŽ佪 Ẕ ⿄䖍⬠ ӊˈ⿄䴶䆒 ⿄䖍⬠ ӊӮ㞾 ⫳ ˈ✊㒻㓁ҹ 䚼 Нⱘ ӊDŽ䗝 њ ⿄䴶ⱘ䖍⬠ ӊ ˈ䴶 ϸϾ ⿄䴶ⱘ㋴ 䆹㹿㑶㡆催҂䗝ЁDŽℹ偸˖BOUNDARY>ASSIGN SURFACE>催҂ ⼎ ⿄䴶䖍⬠ ӊDŽ㞾 ⫳ ⱘ ⿄䴶ⱘ䖍⬠ ӊ䫭䇃ˈՓ⫼ SELECT 㗙 DESELECT 㗙䳔ⱘ ㋴DŽН 䚼ⱘ⛁䖍⬠ ӊDŽ⫼ SURFACE 䬂 ҹ 䴶⿃䗝 DŽ䗝 ϔϾ ԧ SURFACE ˈ䕧 㾦 DŽ ԧ䚏䖥ⱘ ヺ ⱘ䴶 䚼䗝 DŽ䖭ḋˈ 䗝 ϔϾ䴶ˈՓ⫼ϔϾ ⱘ DŽ 㽕䗝 㸼䴶 ⢊ ⱘ ԩԧˈ 䳔㽕ϔϾ ⱘ DŽ ҹ⫼ 䬂ϔϟ䗝 Ͼ ԧDŽℹ偸˖ADD>HEAT>催҂䗝 air_convection ⛁ >ASSIGN>SELECT>䗝 䚼ⱘϔϾ ㋴>SURFACE>䕧 5>APPLY>䞡 5~9ℹ⫼ 䆒㕂 㸼䴶>STOREˈ䆒㕂 ∈䘧ⱘ⛁䖍⬠ ӊDŽ ∈䘧 ⡍ Ӵ䖛ⱘԧ⿃ϡ 䗝 DŽЎњ Ѣ䗝 ˈ ҹ⛁䖍⬠ ӊ ˈ ㋴ҙҙ⬅ϔϾ⛁ ӊ䆒㕂DŽ ℸ ⶹ䘧 Ͼ ㋴≵ 䗝ЁDŽ ϟ ∈䘧 ≵ 䗝ЁDŽ REMAINDER 䬂⫼ 䗝 䖭ѯ䴶DŽϡ㽕䗝 ԭ DŽℹ偸˖ADD>HEAT>催҂䗝 cooling_line >ASSIGN>DEMAINDER>DESELECT> 䰸 Ϟⱘ ㋴>SURFACE>䕧 85>APPLY> ⫼ 䰸ԭ 㸼䴶>STORE䆒㕂 ˈ ԭ ≵ ⛁Ӵ DŽ 䰙Ϟˈ䖭Ͼ㸼䴶Ϣ 䖲 DŽ 䖭Ͼԡ㕂䆒㕂ϔϾ⛁䖍⬠ ӊ⫼ 䖭ϸϾ䚼 П䯈ⱘ⛁Ӵ DŽЎњㅔ ˈ ՟≵ 㗗㰥DŽProCAST 䫌 11义11义⹂䅸 ԧℷ⹂ⱘ䆒㕂њ䖍⬠ ӊˈ BC-SET Ё䗝 ↣ϔϾ䖍⬠ ӊDŽ䗝 њ䖍⬠ ӊ ˈ䆒㕂䖭Ͼ ӊⱘ ԧӮ催҂ ⼎DŽℹ偸˖⚍ Symmetry BC>⚍ 1Ͼ HEAT BC>⚍ 2Ͼ HEAT BCCreate PDF with GO2PDF for free, if you wish to remove this line, click here to buy Virtual PDF Printer。
压力铸造 procast
压铸模拟一般分两步模拟,首先进行温度场模拟,以获取稳定的压模温度,然后利用此压模温度进行流场模拟。
一温度场模拟1 定义并分配材料,铸件状态改为F2 在设置界面系数与边界条件之前,看一下压铸的循环操作工艺,一般如下:时间工艺描述0开始充填0打开冷却通道20关闭冷却通道20喷嘴23射流45关闭压模并开始新的循环因为此步模拟的目的是得到稳定的压模温度,因此假定瞬时填充。
在一循环中存在的界面或边界条件:冷却通道和加热通道之间Heat边界条件(时间的函数)压模之间的热交换界面系数(时间的函数)压模与喷嘴之间界面系数(时间的函数)压模与环境之间Heat边界条件(常数)射流与压模之间Heat边界条件(时间的函数)3 界面条件设定Interface Condition在压模与压模,压模与铸件之间设定界面及热交换系数。
DA TABASE:压模与压模界面系数(根据上面的工艺)Time Function Value(cal/cm**2/C/sec)(s)00.03200.03450压模与铸件界面系数:Time Function Value(cal/cm**2/C/sec)(s)10.08210.08450Assign分配界面系数到指定界面。
4 边界条件设定首先定义边界条件:在只进行温度场模拟时,边界条件可能有:heat, Symmetry,在流场模拟中,加上了Velocity, Temperature条件。
此时的heat边界条件有:铸模的外表面(FILM COEFF=8e-3 cal/cm**2/C/sec, AMBIENT TEMP=25)铸模的内表面(从0~20,压模关闭,在界面边界条件中设及。
20~23,压模表面被喷射,23~45,内表面暴露于空气。
因此FILM COEFF设为:0 0, 20 0, 20.001 0.005, 23 0.005, 23.001 0.0148, 45 0.0148 cal/cm**2/C/sec。
数值计算Procast在铸造过程中的应用
高Nb-TiAl合金重力与离心铸造在低压涡轮叶片上数值模拟及实验验证概述:用Procast软件来模拟低压下涡轮叶片Nb-TiAl合金的重心与离心铸造。
现今的叶片组成是由真空感应熔炼炉在Ar气保护下生产。
实验验证表明模拟的结果与实验结果有很好的一致性。
对比结果告诉我们离心铸件的表面比重力铸造更完整。
在重力铸造过程中,熔融的金属最后填入最薄的尾边,导致滞流的缺陷。
进一步说,在重力铸造下,収缩孔和裂纹缺陷会更多而且还更分散。
相比下,离心铸件的内部与外部质量比重力铸件要好很多。
重力铸造的叶片从边缘到中心的微观结构没有明显的变化。
而离心铸造的叶片的微观结构比重力铸造更为出色,然而大量的树状γ出现在离心铸造中,这是由于离心铸造件表面的快速冷却速率过快导致。
1.介绍为了获得高的强度,出色的高温性能和好的抗氧化性能,TiAl基的金属合金是潜在的高温结构材料在航空航天和汽车应用,例如低压涡轮叶片、涡轮增压器以及排气阀。
高含量的Nb添加提高了服役温度、强度以及抗氧化性能。
然而,高含量Nb 与TiAl合金在室温下延展性很差,导致低的接卸性能,这限制了工业生产。
熔模铸造可以生产优秀的铸件带着一点点机械性能,所以是生产TiAl合金的优先方法。
然而,铸造的Ti-Al合金有危害特性像大的凝固收缩,高的化学活性和低的延展性,导致滞流,孔隙度和裂纹缺陷。
为了得到高质量的铸件,选择合适的铸造流程和技术参数。
考虑到效率和成本,传统的试错法不再适合现今的工业发展,不仅由于高额的成本还有较长实验的时间。
数值模拟技术相比比常规实验和错误的方法,在铸造缺陷例如收缩和裂纹上表现出较好的优越性。
本次工作,用数值模拟方法来研究高Nb-TiAl合金的叶片铸件的熔模铸造,包括重力和离心工艺过程。
真实的实验被用来验证模拟结果和分析铸件中出现的缺陷。
对比与学习这两种过程的微观结构。
2.实验方法2.1铸造模拟的数学模型流动的金属液被假定为不可被压缩的牛顿流体,在浇筑和凝固中的控制方程给定如下:Navier-stokes方程:连续方程:热传递方程:ρ是密度;u、v、w是速度向量;t是时间;μ是液态金属动态粘度;g x、g y、g z是分别在x、y、z重力加速度向量;P是压力;Cp是液态金属的比热;λ是导热系数;L是潜伏热;fs是在凝固阶段的固相比。
procast 压铸实例完整版知识讲解
P r o C A S T2004压铸实例完整版体别声明:1。
由于整个过程设计,流场、温度场、压力场模拟,内容很多,所以,陈述中只提要而不是详述,所以,对刚接触procast者不适合,希望对procast操作流程以及参数设置有一定基础后再来参考本模拟采用的方法1。
由于是压铸模拟,所以首先要找到模具的平衡温度,然后再进行流场,温度场以及应力场的模拟。
2。
关于,流场、温度场的耦合有两种方法。
一种是直接耦合,由于直接耦合虽然结果更准确,但是,CPU运算消耗的时间非常多;第二钟是场的叠加,该方法速度快,结果误差不大。
所以本模拟采用第二种耦合方法。
3。
模拟的模型中包括,铸件模型,上模以及下模。
该模型只为说明模拟过程不涉及直浇道、横浇道以及内浇道设计是否合理,这些属于压铸工艺。
与过程无关。
模拟中使用的参数材料:1。
上下模材料都为,steel_H13-STRESS2。
铸件为,AL-7%Si-3%Mg-A365 铝合金应力:1。
上下模同为,PLastic steel_H13-STRESS2。
铸件为,Plastic A365-STRESS界面换热系数:1。
上下模之间为15002。
铸件与上下模之间为12003。
与空气之间为84。
与敷料之间为80温度:1。
上下模为25C室温2。
铸件浇注温度700C3。
敷料温度25C室温边界参数:1。
模具与空气之间换热系数为102。
入口压力10bar3。
入口速度25m/s4。
上下模位移为 X=0,Y=0,Z=0重力参数:9.8初始条件:1。
模具温度25C2。
铸件温度700 C运行参数:1。
执行时间步设置2。
热分析设置3。
压铸循环次数设置4。
流体分析设置5。
应力分析设置6。
紊流分析设置1。
从CAD软件中建好模型,然后导入 Mesh cast中进行网格划分。
3。
入口速度25m/s太快了吧?从图上看你是指的压射速度。
怎么看上去就浇铸吧,老兄最好把参数图型附上,以便更正。
2。
检查网格,并且去除多余边界和面。
壳型压铸件浇注系统的ProCAST分析
本 文研 究 的 是铝 合 金 壳 体 ,结 构 如 图 1 所示 。
由于使用的需要 ,对 壳体的致密性、精度和渗漏等
性 能有 较 高要 求 ,所 以采 用 高压 压铸 成 型 。
据 库 ,进 行动态 仿真模拟 ,对产 品 的充 型过程 、 流 动过程及 凝 结过程等 进行合 理的 比较 和分析 , 找 出设计 中不合 理 的地 方 ,加 以修正 。通过这种 技 术 ,并 且在很 大程度上 ,降低 了模具产 品的次 品率 ,提升 了模具 的设计质量f z 】 。
Ll Ke
( E n g i n e e n n g T e c h n o l o g y i n s t i t u t e C I T I C D i c a s t a l C o . , L t d . , Qi n h u a n g d a o 0 6 6 0 0 3 , H e b e i C h i n a )
Ab s t r a c t :Us i n g a P r o CA S T mo l d l f o w a n a l y s i s s o f t wa r e . t e mp e r a t u r e i f e l d i n t h e h i g h p r e s s u r e d i e
模 具 的C AE 技 术 是 一 项涉 及 多学 科 、多 工 程 的复杂 技术,是利用 软件数据 库和科 学 的计 算
Procast 压铸模拟流程

1模具造型将文件另存为Stp或igs格式2网格划分2.1文件打开,几何模型的检查,生成铸件等工作2.1.1文件打开打开Visusl-Cast 13.5切换到Visual-Mesh(点击左上角Applications按钮切换)点击Open File打开保存好的模具三维图文件打开如图所示,可点击Views里面的相关按钮切换显示状态2.1.2检查三维模型点击check进行检查,显示未发现任何问题2.1.3合并相交面检查并合并实体间的相交面点击check进行检查,相交面的边线将以高亮状态显示,如果相交面的变现判断准确,可直接点击Assemble all将这些面合并再次检查,最后会出现“There are no overlaps between the active faces of volumes.”的提示,表明所有相交的面已经全部装配起来了2.1.4检查实体间相交的部分,并将相交的部分进行分配点击check进行检查,相交部分将以高亮显示,点击Intersect All完成相交部分的运算再次点击check,最后显示“There are no intersections between the active faces of volumes.”在左边Explorer下面的Volumes上鼠标右键并选择Compute Volumes按钮,将计算出新的实体注意看Volumes下面多了一个部件将新生成的部件进一步划分(将一些面隐藏,并在所需部位添加新面以计算出实体,此处使用的面修补工具为Geometry Utilities菜单栏下的工具)选择所需要填补的边线,使用鼠标中键确定可生成新面点击Apply即可自动生成新实体(蓝色部分)2.2划分面网格点击Surface Mesh进行面网格划分点击“+”号创建不同的边界组选择不同的组,然后选择Modify按钮选择所需要分在这一组的面为不同的组设置相应的面网格尺寸(Element Size)点击Mesh All Surfaces自动进行网格划分检查并修复面网格此处面网格无问题(Surface Mesh is OK),若面网格存在问题可使用Auto Correct按钮和相关网格修复按钮进行修复2.3划分体网格用鼠标左键框选所需要划分的实体,按鼠标中键确定即可进行体网格划分点击Apply并关闭窗口检查体网格点击check,显示Volume Mesh is OK关闭窗口,保存文件3 相关参数的设置点击Applications切换到Visual-Cast模块3.1设置重力加速度方向在弹出的重力方向设置窗口中设置重力加速度方向3.2将部件分组并设置部件材料,充满度以及初始温度在Explorer窗口中右键单击Volumes并选择Edit按钮更改部件名(选中部件按下F2即可更改),将部件分组(按住Ctrl键同时选中多个部件,右键单击并选择Group按钮即可分组)设置部件的Type、Material、Fill%和Initial Temperature,设置完毕点击Apply并点击Close关闭窗口3.3设置界面处的连续状态以及换热系数右键单击Interface HTC并选择Edit按钮设置如图添加新的界面并设置最后结果如图,设置完成点击Apply并关闭窗口3.4设置热交换在Explorer窗口中右键单击Heat Exchange并单击New按钮出现如图窗口单击Region按钮,然后选择需要设置的部件点击OK确认,然后按鼠标中键确认,然后在Process Condition栏中选择Air Cooling,点击Apply并关闭窗口3.5设置压射活塞的运动参数曲线在Explorer窗口中右键单击Translate v(t)并单击New按钮出现如下窗口点击Volume按钮然后选择Piston点击OK并按鼠标中键确定,在Process Conditon栏中下拉选择HPDC Piston,也可自己根据需要设置活塞的运动参数(第二张图)点击Apply并关闭窗口3.6设置模拟参数单击顶部菜单栏中的Cast->Simulation Parameters设置Pre-defined Parameters类型为HPDC Filling设置General栏参数如图设置Flow->Advanced1如图设置Thermal栏如图,然后选中GATENODE一格,单击下方的Select GATENODE按钮,然后在图形中选择对应的节点点击Select Node,点击Apply,最后关闭窗口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
体别声明:
1。
由于整个过程设计,流场、温度场、压力场模拟,内容很多,所以,陈述中只提要而不是详述,所以,对刚接触procast者不适合,希望对procast操作流程以及参数设置有一定基础后再来参考
本模拟采用的方法
1。
由于是压铸模拟,所以首先要找到模具的平衡温度,然后再进行流场,温度场以及应力场的模拟。
2。
关于,流场、温度场的耦合有两种方法。
一种是直接耦合,由于直接耦合虽然结果更准确,但是,CPU 运算消耗的时间非常多;第二钟是场的叠加,该方法速度快,结果误差不大。
所以本模拟采用第二种耦合方法。
3。
模拟的模型中包括,铸件模型,上模以及下模。
该模型只为说明模拟过程不涉及直浇道、横浇道以及内浇道设计是否合理,这些属于压铸工艺。
与过程无关。
模拟中使用的参数
材料:
1。
上下模材料都为,steel_H13-STRESS
2。
铸件为,AL-7%Si-3%Mg-A365 铝合金
应力:
1。
上下模同为,PLastic steel_H13-STRESS
2。
铸件为,Plastic A365-STRESS
界面换热系数:
1。
上下模之间为1500
2。
铸件与上下模之间为1200
3。
与空气之间为8
4。
与敷料之间为80
温度:
1。
上下模为25C室温
2。
铸件浇注温度700C
3。
敷料温度25C室温
边界参数:
1。
模具与空气之间换热系数为10
2。
入口压力10bar
3。
入口速度25m/s
4。
上下模位移为X=0,Y=0,Z=0
重力参数:9.8
初始条件:
1。
模具温度25C
2。
铸件温度700 C
运行参数:
1。
执行时间步设置
2。
热分析设置
3。
压铸循环次数设置
4。
流体分析设置
5。
应力分析设置
6。
紊流分析设置
1。
从CAD软件中建好模型,然后导入Mesh cast中进行网格划分。
3。
入口速度25m/s
太快了吧?从图上看你是指的压射速度。
怎么看上去就浇铸吧,老兄最好把参数图型附上,以便更正。
2。
检查网格,并且去除多余边界和面。
直到通过网格检查(注意区分是否是共享边界,此边界不可去除)。
3。
划分面网格,注意:划大模具网格,尽量缩小铸件网格大小。
这样即可以节约时间,又同时提高了精度。
4。
划分体网格,成功后,可以看出有三种材料。
6。
导入precast进行各种参数设置。
导入时,可以看出虽然铸件的网格很密集,但是单元不是很多。
7。
导入后,必须进行各种检测,如:负雅克比等
8。
设置材料、及塑性参数等。
设置界面换热系数。
10.设置各种边界条件。
(换热、位移)或(速度、压力)根据自己的需要设置。
11.重力参数(根据需要是否设置模具、铸件运动速度等)本模拟没有运用。
12.运行参数设置,(热、应力)(热、流体、紊流)(热、压铸循环)
13。
通过热模拟,先找到模具的平衡温度。
(295.79C,此时误差不超过10C)
14.。
可以看出模具的内外温度由25C室温上升到295.79C已近平衡,如下:
15。
凝固分数随时间的变化。
16,凝固分数梯度图。
17。
凝固时间梯度
18.铸件里散网分布梯度
19。
冷却速率。
20. 铸件里温度梯度
21。
等温速度。
22。
由于缩孔、缩松分析对于铸钢、铸铁比较准确。
对于铝合金的分析需要借助铸造工艺的理论知识(凝固理论、充型理论)来判断。
所以在此没有使用procast里几个方法。
上面是热分析模块,下面是流场分析模块的结果。
23。
充型压力随时间的变化曲线
24。
充型速度随时间的变化曲线
25。
铸液在充型时的流动压力显示
26。
铸液充型时紊流能量显示
27。
快充满时的气体余量
下面是应力模块结果显示:28. 铸件上的有效应力梯度
29。
铸件上的最大剪切应力梯度
29。
铸件上平均主应力梯度
30。
铸件上的接触应力梯度
30。
铸件上的有效应变梯度
31。
铸件网格变化大小(白色为变形前的铸件,红色为变形后的铸件)
32。
铸件上的热节位置显示
33。
铸件冷却收缩距离
34。
压铸模具疲劳点显示
35。
铸件上容易产生热裂的地方。
总结:
1。
对于一个铸件的分析应该包括三个方面,即,充型、凝固、以及铸件模具产生的内应力模拟。
2。
一个准确率比较高的模拟应该建立在准确的物性参数上。
3。
对结果的分析要有扎实的理论和实践基础,procast不会告诉我们那里有气孔、冷隔、裂纹、浇不足等,这些判断需要我们利用它提供的各个场量去分析判断,而且模拟的目的是给实践提供指导,节约新产品试制成本。
而不是能否得到显示。
所以力求准确。
4。
procast 铸造模拟分析里面设置参数很多,但是针对不同的铸造方法,参数的设置又有许多不同的设置要求。
比如:显示铸件气孔、缩孔、缩松的位置和大小,就有至少三四种方法,而且各个方法的精度又不相同。
这些需要设置不同的地方才能得到结果。
金属型铸造时参数的设置与压铸有很大的不同,还有离心铸造,融模铸造等参数设置都有取舍之处,(需要对参数仔细分析)。
5。
划网格的时候需要经验,划的多了就知道那些需要去除、相反,同样的错误提示,却需要保留。
6。
各个场的耦合,由需要来取舍,可以三个场耦合,又可以两个场耦合或者一个一个叠加耦合。
以上是本人不是很全面的压铸总结,希望对需要学习压铸的你,能有所帮助,总结不是很全面,如果想起再添加吧。