安装玻璃用油灰、接缝用油灰、树脂胶泥、嵌…(HS 321410)2017 墨西
小五金手册
目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16第1页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化第2页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化第3页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化第4页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化第 5 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等.机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.第6页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm菲菱科思标准化第7页共57 页1.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm1.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化第 8 页 共 57 页菲菱科思标准化单位mm1.1.4英制粗牙螺纹P =25.4÷n H =0.866025P d=(d ) ×25.4 D =d H 1=0.541266Pd 2=(d -0.649519/n) ×25.4 D 2=d 2 d 1=(d -1.082532/n) ×25.4 D 1=d 1单位mm第 9 页 共 57 页菲菱科思标准化1.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):第10页共57 页1.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)]×100(%)1.3.1米制细牙螺纹(单位mm)菲菱科思标准化第11页共57 页菲菱科思标准化第12页共57 页菲菱科思标准化1.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第13页共57 页一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa;硬度不小于95HV(90HB或52HRB);屈服强度不小于190MPa;延伸率不小于25%.部分螺钉拉力如下表:1.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)菲菱科思标准化第14页共57 页注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):菲菱科思标准化第15页共57 页1.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度不小于45HRC [或450 HV]芯部硬度26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L为导引长度,a为收尾长度).C、D值如下表.(单位inch)菲菱科思标准化第16页共57 页.对螺纹长度大于1/6inch,L应为2~3个螺距;对螺纹长度小于1/6inch,L应为1~2个螺距..对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位lbf.inch):菲菱科思标准化第17页共57 页菲菱科思标准化第18页共57 页对不同的金属材料应选用不同的旋合比,建议选用范围如下:1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):菲菱科思标准化第19页共57 页1.7.2 塑料螺钉1.7.2.1 螺纹形状菲菱科思标准化第 20 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第21页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第22页共57 页资料AB.常用板材硬度GI料:牌号C1 55~67 HRB;C2 50~65 HRB;C3 40~53 HRBEG料:45~58 HRBCRS料:45~56 HRBC.电镀层C.1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm,镀镍层不小于0.010mm.C.2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm,对镀镍层应不小于菲菱科思标准化第23页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第24页共57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:2.2尺寸及公差2.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.第25页共57 页单位mm菲菱科思标准化第26页共57 页单位inch菲菱科思标准化第27页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm,英制单位为inch).第28页共57 页菲菱科思标准化第 29 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第31页共57 页菲菱科思标准化2.2.5一般未注公差:米制尺寸为整数的公差为±0.30mm;尺寸之小数点后面一位的公差为±0.2mm;小数点有二位的公差为±0.13mm.英制尺寸小数点后面二位的公差为±0.01inch;小数点有三位的公差为±0.005inch.2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第32页共57 页菲菱科思标准化第33页共57 页菲菱科思标准化第34页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5菲菱科思标准化第35页共57 页3.螺柱定义:压铆于冲件预冲孔内,带有螺纹,用于固定或连接其它零件的一类紧固件.3.1制造螺柱材料3.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.3.1.2化学成份3.1.3 机械性能菲菱科思标准化第36页共57 页3.1.4 螺柱材料的选取根据冲压板材硬度的不同选取不同材质的螺柱.如下表:*注:SO—StandOff A—Aluminum S—Stainless Steel B—Blind N—Non-Heat Treated3.2尺寸3.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱菲菱科思标准化第 37 页 共 57 页菲菱科思标准化3.2.1.1一般尺寸 单位 mm注: 3.5M3是在原有M3基础上将壁厚加厚、螺纹尺寸保持不变. 单位 inch第38页共57 页3.2.1.2螺纹规格和螺柱长度单位mm菲菱科思标准化第 39 页 共 57 页菲菱科思标准化单位 inch3.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱3.2.2.1一般尺寸第40页共57 页菲菱科思标准化单位mm单位inch3.2.2.2螺纹规格和螺柱长度第41页共57 页菲菱科思标准化单位mm单位inch第42页共57 页菲菱科思标准化3.3 公差一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.3.4 压铆要求螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L.压合后螺柱铆合部位应深入板材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第43页共57 页注: 如果螺柱安装在板厚小于1.5mm之片材上, 则推力、扭力、拉出力规格数据为原规格之80%, 安装力规格保持不变. 3.5 螺柱验证方法菲菱科思标准化第44页共57 页4.支柱定义:压铆于冲件预冲孔内, 用于安装其它零件时起导向或定位之柱体零件.4.1型号为“SO.SON. SOA.SOS”的通孔支柱4.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.4.1.24.1.3 机械性能菲菱科思标准化第 45 页 共 57 页菲菱科思标准化4.1.4 支柱材料的选取根据冲压板材硬度的不同选取不同材质的支柱.如下表:*注: SO —StandOff A —Aluminum S —Stainless Steel N —Non-Heat Treated4.1.5一般尺寸第46页共57 页菲菱科思标准化单位mm单位inch4.1.6支柱规格和支柱长度第47页共57 页菲菱科思标准化单位mm单位inch4.1.7公差第48页共57 页一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.4.2 其它异型支柱4.2.1 制造材料4.2.2尺寸常用异型支柱尺寸分列如图(单位mm):菲菱科思标准化第 49 页 共 57 页菲菱科思标准化支柱1 支柱2支柱 3 支柱4。
玻璃胶税收分类编码

玻璃胶税收分类编码简介玻璃胶是一种常见的胶黏剂,广泛应用于建筑、家具、电子等行业。
针对玻璃胶的生产、销售和使用,税务部门制定了相应的税收分类编码,以便对其进行准确的征税和监管。
本文将对玻璃胶的税收分类编码进行全面、详细、完整和深入地探讨。
税收分类编码的意义税收分类编码是一种标准化的编码系统,用于对不同商品和服务进行分类和管理。
通过给每种商品和服务分配唯一的编码,税务部门可以准确、高效地进行税收征管工作。
税收分类编码不仅对纳税人和税务部门具有重要意义,也对国家的经济发展和税收秩序的维护起着重要作用。
玻璃胶的税收分类编码根据国家税务总局的规定,玻璃胶的税收分类编码为3010。
这个编码是由几位数字组成的,每一位数字代表着不同的含义和属性。
以下是对这个编码进行详细解读:3010的含义•第一位数字3代表着化学原料和化学制品类;•第二位数字0代表着胶黏剂类;•第三位数字1代表着玻璃胶。
玻璃胶的属性玻璃胶是一种粘接材料,具有以下主要属性: 1. 透明度高:玻璃胶具有良好的透明度,广泛应用于需要保持材料表面光洁度和透明性的场合。
2. 耐候性强:玻璃胶经过特殊处理,具有较好的耐候性和抗老化性能,可长期在室外环境下使用。
3. 粘结力强:玻璃胶具有出色的粘结力,能够牢固地粘合不同材料,如玻璃、金属、塑料等。
4. 耐高温性:玻璃胶能够在高温环境下保持较好的性能稳定性,不易变质或失效。
玻璃胶的应用范围玻璃胶广泛应用于建筑、家具、电子、汽车等行业,主要用于以下方面: 1. 玻璃制品的粘接:玻璃胶可以用于粘接玻璃窗、玻璃幕墙等玻璃制品,以增强其结构稳定性和密封性能。
2. 木制家具的装配:玻璃胶可以用于木制家具的装配,如椅子、桌子等,以增加其强度和牢固性。
3. 电子产品的固定:玻璃胶可用于固定电子产品的元器件和连接线,以防止松动或振动。
4. 汽车配件的安装:玻璃胶可以用于汽车配件的安装,如汽车玻璃、车身外饰件等,以提高其粘结强度和密封性。
空调封口泥税收编码

空调封口泥税收编码
空调封口泥是一种用于关闭建筑物管线口时使用的粘性物料,它可以有效地阻
止漏气、阻挡灰尘、抑制空气中沙子等硅特征气体。
它是专业用于护壁面、装饰面板、管道和油漆的管口封口的。
空调封口泥的原料主要有乳胶、沥青油,二氧化硅,橡胶,树脂,水和添加剂。
空调封口泥的税收编码是2106909090,该编码属于中华人民共和国税收分类
编码(CPC)下的建筑材料、装饰材料和管道附件的编码。
该税收编码的税率为6%,从中可以看出空调封口泥的征税情况。
空调封口泥是一种多功能的管口封口材料,可以有效地保护建筑物的安全性。
它可以帮助建筑物防止潮湿,吸附浮尘,阻挡空气中的沙子,抑制硅特性气体,并保护建筑物的安全性。
空调封口泥的征税税率为6%,建议用户详细了解税收编码,以免引起不必要的税收纠纷。
汇总而言,空调封口泥是一种多功能的管口封口材料,可以有效地保护建筑物的安全性。
其税收编码为2106909090,属于建筑材料、装饰材料和管道附件的编码,
征税税率为6%。
为避免引发税收纠纷,建议用户详细了解空调封口泥的税收编码。
玻璃胶泥施工方法

玻璃胶泥施工方法玻璃胶泥是一种常用于建筑和装修领域的胶粘剂,其主要成分是有机硅聚合物。
玻璃胶泥具有良好的粘接性、密封性和耐水、耐热、耐寒等特点,被广泛应用于建筑幕墙、汽车制造、玻璃制品、五金粘接等工业领域。
玻璃胶泥的施工方法与一般的胶粘剂相似,但由于其特殊的材料性质,需要注意以下几点:1. 准备工作在施工前,需要做好准备工作。
首先要确定玻璃胶泥的使用范围和施工部位,然后对施工部位进行清洁,确保表面无尘、无杂质、无油污等。
此外,需要准备好相应的工具,如胶枪、钢刮、无纺布等。
2. 玻璃胶泥的选择选择合适的玻璃胶泥非常重要。
在不同的施工场合和应用需求下,需要选择不同类型的玻璃胶泥,如耐高温、耐低温、耐紫外线、耐化学品等不同性能的产品。
此外,还要注意检查其质量和生产日期,确保是新鲜有效的产品。
3. 施工技巧玻璃胶泥的施工需要掌握一些技巧,以确保施工质量和效果。
首先是胶枪的使用。
胶枪应放置在一个角度,让胶泥流入胶枪,并将嘴尽可能垂直于施工表面,这有助于涂抹的匀称。
其次是玻璃胶泥的刮涂。
使用钢刮将胶液均匀地涂刷在施工表面上,要求刮涂得尽可能平均。
如果涂层太厚、太稀,会对粘结和密封效果产生影响。
最后是涂刷后的处理,在涂刷完成后,应及时清理外表的多余胶泥,以保证施工结果的一致性和美观性。
4. 注意事项施工中需要注意以下几点。
首先,避免使用过期和质量差的玻璃胶泥;其次,施工前需要进行材料测试,以检测玻璃胶泥是否适合该材料;再次,施工前后需要确保工具和施工表面都干燥,以免影响粘结和密封效果。
总而言之,玻璃胶泥是一种常用的建筑装修材料,其施工方法非常简单。
只要按照正确的方法和技巧施工,就能够获得优良的效果,并达到维护建筑工程的目的。
六、玻璃布、白布面刷油工程

总价值 机械费
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
单位 10m 10m 10m 10m 10m 10m
2 2 2 2 2 2
工程量
人工费
43.46 38.16 43.46 38.16 43.46 38.16 45.58 38.69 43.46 38.16 45.58 38.69 48.23 41.87 48.23 41.87 48.23 41.87
材料费
27.78 21.96 30.25 23.19 17.49 13.74 57.20 41.68 20.26 19.35 20.41 16.53 30.37 23.09 30.87 23.50 17.81 13.87
人工费
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
10m2 10m2 10m2 10m2 10m
2
45.58 38.69 48.23 41.87 48.23 41.87
60.49 45.20 21.88 19.79 23.48 19.01
0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00 0.00 0.00
总计
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6
环保认证代码
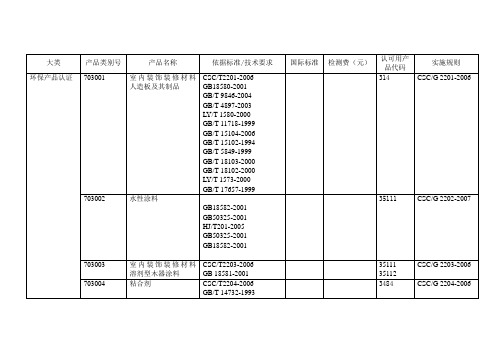
大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则环保产品认证703001 室内装饰装修材料人造板及其制品CSC/T2201-2006GB18580-2001GB/T 9846-2004GB/T 4897-2003LY/T 1580-2000GB/T 11718-1999GB/T 15104-2006GB/T 15102-1994GB/T 5849-1999GB/T 18103-2000GB/T 18102-2000LY/T 1573-2000GB/T 17657-1999314CSC/G 2201-2006703002 水性涂料GB18582-2001GB50325-2001HJ/T201-2005GB50325-2001GB18582-200135111CSC/G 2202-2007703003 室内装饰装修材料溶剂型木器涂料CSC/T2203-2006GB 18581-20013511135112CSC/G 2203-2006703004 粘合剂CSC/T2204-2006GB/T 14732-19933484CSC/G 2204-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则GB18587-2001703005 室内装饰装修材料木家具CSC/T2205-2006GB 18584-2001381CSC/G 2205-2006703006 室内装饰装修材料壁纸CSC/T2206-2006GB18585-200132194CSC/G 2206-2006703007 室内装饰装修材料干压陶瓷砖GB/T4100.1-5:1999CSC/T2210-2006GB/T 4100.1—5GB/T(4100.1-4100.5)-1999GB 6566—200137351CSC/G 2210-2006703008 包装用降解聚乙烯薄膜CSC/T2211-2006QB/T 2461-1999GB 6673-2001GB 6672-2001GB/T 13022-1991GB/T 4456GB13022-1991GB4456GB/T 9639-1988GB/T 4456-1996GB/T 1040-1992GB/T 12025GB/T 12025-198936351CSC/G 2211-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则GB/T 9639-1988GB/T 16422.2-1999GB/T 13022-1991GB/T 1040-1992QB/T 2461-99GB/T 19276.1-2003GB/T 19276.2-2003GB/T 19277-2003GB/T 19275-2003QB/T 2461-99GB5009.60-2003GB9687-1988GB5009.60-2003GB9687-1988703009 一次性可降解餐饮具CSC/T2213-2006GB 18006.136941 CSC/G 2213-2006 703010 资源综合利用型建筑CSC/T2214-2006 316 CSC/G 2214-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则装饰材料GB 6566-2001 376392703011建筑用塑料管材CSC/T2215-2006GB/T 14943-199436321 CSC/G 2215-2006 703012洗涤剂类产品CSC/T2224-2006 35322 CSC/G 2224-2006 703013橱柜CSC/T 2234-2006 3812 CSC/G 2234-2006 703014消耗臭氧层物质(ODS)替代产品CSC/G 2242-2006 354 CSC/G 2242-2006703015室内装饰装修材料聚氯乙烯卷材地板CSC/T 2207-2004GB 1858636911 CSC/G 2207-2004703016室内装饰装修材料地毯、地毯衬垫及地毯胶粘剂CSC/T 2208-2004 2723484CSC/G 2208-2004703017室内装饰装修材料混凝土外加剂GB18588-2001GB/T 8076354 CSC/G 2209-2004703018聚乙烯吹塑农用地面覆盖薄膜CSC/T2212-2006GB/T13735-1992GB6673-2001GB/T13735-1992GB13022-1991GB/T16422.2-200336351 CSC/G 2212-2006703019燃气锅炉CSC/T 2217-2004 4232 CSC/G 2217-2004 703020石膏板CSC/T 2218-2004 37531 CSC/G 2218-2004 703021再生纸制品CSC/T 2222-2004 3215 CSC/G 2222-2004大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则3219703022塑料门窗CSC/T 2226-2004GB/T8814-1998、JG/T3017—94JG/T3018—9436951 CSC/G 2226-2004703023消毒剂CSC/T 2227-2004 36322 CSC/G 2227-2004 703024再生塑料制品CSC/T 2230-2004 3927 CSC/G 2230-2004 703025肥皂产品CSC/T 2232-2004GB/T13171-1997GB/T15818-1995GB9985-20003532 CSC/G 2232-2004703026软体家具:沙发、床垫CSC/T 2233-2004 381 CSC/G 2233-2004 703027无烟盘式蚊香CSC/T 2244-2004 34626 CSC/G 2244-2004 703028卫生杀虫剂CSC/T 2245-2004 34626 CSC/G 2245-2004703029建筑装修材料天然石材环保产品GB 6566-2001151CSC/G 2247-2006环保机械类703031格栅除污机CSC/T2119-2006 44941 CSC/G 2119-2006 703032刮泥机CJ/T 3014-1993CJ/T 3042-1995CJ/T 3043-1995CJ/T 82-199944941 CSC/G 2109-2004703033吸泥机JB/T 8696-1998 44941 CSC/G 2102-2004703034供水排水用铸铁闸门CJ/T 3006-1992 44435 CSC/G2131-2004大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则703035旋转式滗水器CJ/T 176-2002 44941 CSC/G 2106-2004 703036行车式提板刮渣刮砂机JB/T 7257-94 44941 CSC/G 2126-2004703037旋流式沉砂除砂系统B/T 2932-1999 44941 CSC/G 2132-2006 703038气浮水处理设备CSC/T2132-2006 44941 CSC/G 2133-2004 703039曝气机CSC/T2112-2006 44941 CSC/G 2112-2006 703040带式浓缩脱水一体机CSC/T2111-2006 44941 CSC/G 2111-2006 703041固体废物填埋场专用聚乙烯土工膜CSC/T2101-2006 44943 CSC/G 2101-2006703042水处理用溶药搅拌设备CSC/T2104-2006 44941 CSC/G 2104-2006 703043供排水用螺旋提升泵CJ/T 3007 4322 CSC/G 2105-2004 703044湿式烟气脱硫除尘净化塔CSC/T2107-2006 43914 CSC/G 2107-2006703045卧式螺旋卸料沉降离心机CSC/T2108-2006 43931 CSC/G 2108-2006 703046离心式污水泵JB/T6534-92 4322 CSC/G 2110-2004 703047垃圾滚筒筛CSC/T2113-2006 44943 CSC/G 2113-2006 703048离心式潜污泵JB/T8857-2000 4322 CSC/G 2114-2004 703049纯水机CJ/T 168-2002GB5749-198544941 CSC/G 2115-2004 703050生活垃圾焚烧炉GB/T 18750-2002 44943 CSC/G 2116-2004大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则703051医疗废物焚烧炉CSC/T2117-2006 44943 CSC/G 2117-2006 703052反渗透水处理设备GB/T 19249-2003 44941 CSC/G 2118-2004 703053冷热饮水机CSC/T2120-2006 44816 CSC/G 2120-2006703054有机聚合物类水处理剂CSC/T2121-2006GB/T13940-9235152 CSC/G 2121-2006703055聚合铁类水处理剂CSC/T2122-2006GB 14591-9335152 CSC/G 2122-2006703056聚合铝类水处理剂CSC/T2123-2004GB 15892-200335152 CSC/G 2123-2006 703057超滤水处理设备CJ/T 170-2002 44941 CSC/G 2124-2004 703058潜水搅拌机CSC/T2125-2005 44435 CSC/G 2125-2004 703059电除尘器JB/T 5910-1997JB/T 5910-200543914 CSC/G 2127-2004703060袋式除尘器JB/T8534-1997JB/T8533-1997JB/J8532-1997GB12138-8943914 CSC/G 2128-2004703061厢式压滤机和板框压滤机JB/T4333—1997JB/T8104—199943931 CSC/G 2129-2004703062潜水轴、混流泵CSC/T2130-2006GB/T12785-20024322 CSC/G 2130-2006703063源水(地表水)净化设备CSC/T2134-2006 44941 CSC/G 2134-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则703064活性炭净水器环保产品JB/T10193-2000GB 575044941CSC/G 2135-2004703065饮食业油烟净化设备环保产品CSC/T2136-200644942CSC/G 2136-2006703066生物接触氧化法污水净化器环保产品JB/T 6932-9344941CSC/G 2137-2004703067离子交换设备环保产品CSC/T2138-2006JB/T2932-1999GB/T18300-200143914CSC/G 2138-2006703068玻璃钢集水槽环保产品CSC/T2139-20063712CSC/G 2139-2006703069工况法汽车排放测试系统环保产品CSC/T2143-20064911CSC/G 2140-2006703070隔声设备CSC/T2140-2006 44944 CSC/G 2141-2006703071吸声设备CSC/T2141-2006GBJ88-8544944CSC/G 2141-2006703072消声设备CSC/T2142-2006GB4760-199544944CSC/G 2142-2006703073曝气器CJ/T3015.4-1996 ;CJ/T3015.3-199544941 CSC/G 2103-2004安全环保产品认证703074食品包装/容器类产品纸和生物降解材料制品CSC/T 2401.7-20043281CSC/G2401.7-2004 703075食品包装/容器类产CSC/T 2401.2-2004 3651 CSC/G大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则品复合材料制品2401.2-2004703076食品包装/容器类产品金属制品CSC/T 2401.6-20044221CSC/G2401.6-2004703077食品包装/容器类产品塑料制品CSC/T 2401.1-20043641CSC/G2401.1-2004703078食品包装/容器类产品不饱和聚酯玻璃钢制品CSC/T 2401.5-20043641CSC/G2401.5-2004703079食品包装/容器类产品陶瓷制品CSC/T2401.3-20043723CSC/G2401.3-2004703080食品包装/容器类产品橡胶制品CSC/T 2401.4-20043621CSC/G2401.4-2004703081玩具类产品GB 6675-2003 3851 CSC/G 2402-2004703082牙刷清除菌斑效果CSC/T 2403.1-2005 38993 CSC/G2403.1-2005 环保服务认证703083空调系统清洗服务“节能环保服务认证”GB19210-200343912CSC/G 2301-2004环保产品703084家用电冰箱GB 12021.2—2003GB/T8059.1-1995GB/T8059.2-1995GB/T8059.3-1995GB/T8059.4-199344811 CSC/G1101-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则703085房间空气调节器GB12021.3-2004GB/T7725-200443912 CSC/G1102-2006703086家用燃气快速热水器和燃气采暖热水炉CSC/T2225-2007 4482644822CSC/G1123-2007703087传真机SJ/T 11363-2006GB/T 17974-2000HJ/T 302-200647222 CSC/G1202-2006703088打印机和打印/传真一体机SJ/T 11363-2006GB/T 17540-1998GB/T 17974-2000HJ/T 302-200645262 CSC/G 1201-2006703089数字式多功能办公设备SJ/T 11363-2006GB/T 10992.1-1999HJ/T 302-20064514145262CSC/G1207-2006703090复印机SJ/T 11363-2006GB/T 10992.1-1999HJ/T 302-200645141 CSC/G1203-2006703091显示器SJ/T 11363-2006GB/T9313SJ/T1129245262 CSC/G1205-2006大类产品类别号产品名称依据标准/技术要求国际标准检测费(元)认可用产品代码实施规则703092家用电动洗衣机GB12021.4-2004GB/T4288-200344812 CSC/G1103-2006。
某高档大酒店大门全套设计大样图

单耗标准全
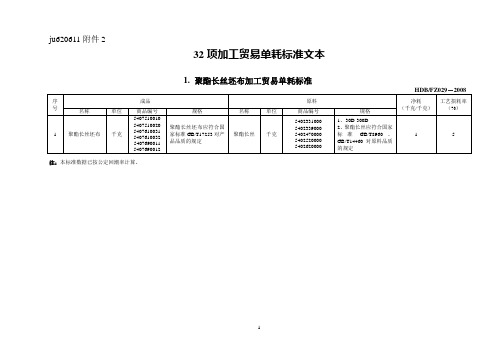
ju620611附件232项加工贸易单耗标准文本1.聚酯长丝坯布加工贸易单耗标准注:本标准数据已按公定回潮率计算。
2.聚酯弹力丝加工贸易单耗标准HDB/FZ030-2008注:本标准数据已按公定回潮率计算。
3.聚酯短纤加工贸易单耗标准HDB/FZ031-2008注:本标准数据已按公定回潮率计算。
4.苎麻混纺漂白、染色纱线加工贸易单耗标准HDB/FZ032-2008注:1.本标准的苎麻混纺纱线原料应符合纺织行业标准FZ/T32005、FZ/T32005、FZ/T32007的规定;2.本标准的苎麻混纺漂白、染色纱线成品应符合国家标准GB18401的规定;3.本标准数据已按照公定回潮率计算。
5.毛巾布制浴衣加工贸易单耗标准HDB/FZ033-2008注:1.本标准的毛巾布原料应符合纺织行业标准FZ/T62006的规定;2.本标准的毛巾布制浴衣成品应符合纺织行业标准FZ/T62006的规定;3.本标准数据已按公定回潮率计算。
6.机制床单加工贸易单耗标准HDB/FZ034-2008注:1.本标准的机织物原料应符合国家标准GB/T411、GB/T5326、GB/T20039和纺织行业标准FZ/T14007、FZ/T13007、FZ/T34001、FZ/34002、FZ/T33004、FZ/T33009、FZ/T43001、FZ/43006、FZ/43009、FZ/T43010、FZ/T43011的规定;2.本标准的机制床单成品应符合纺织行业标准FZ/T62007的规定;3.本标准数据已按公定回潮率计算;4.净耗:是指每条机制床单的开片长度的米数;5.开片长度:机织物平摊在台上时,单条机制床单长度加上机制床单两端卷边和折边的长度。
卷边是指卷进毛头的布边。
折边是指为装饰产品将布折叠的部分。
7.女式长裤加工贸易单耗标准注:非常规款式女式长裤单耗标准及特殊情况的处理1. 如在常规款式的基础上加袋、加兜盖等结构上的差异,按以下公式核定单耗:单耗标准(非常规款式)= 单耗标准(常规款式)+ 增加部分用料面积÷标准幅宽×(1+10%)2. 六分裤、七分裤、八分裤、九分裤等非常规长度女式长裤,按以下公式核定单耗(标准幅宽):单耗标准(非常规款式)= 单耗标准(常规款式)-(平均裤长-非常规款式裤长)÷23. 平均裤长超过规格以外的非常规款式女式长裤,按以下公式核定单耗(标准幅宽):单耗标准(非常规款式)= 单耗标准(常规款式)+ 超出平均裤长部分的用料长度4. 配码和批量对单耗标准的影响:一个合同中,大码的数量超过50%或批量小于50打的,在相应的单耗标准基础上增加6%。
玻璃涂料施工方法

玻璃涂料施工方法
1. 准备工作
在施工之前,先准备好以下材料和设备:
- 玻璃涂料
- 涂刷工具(刷子或辊筒)
- 温水和清洁剂
- 橡胶手套和口罩
- 干净的布或纸巾
- 橡胶刮刀或塑料刮刀
- 施工用纸带或薄膜
2. 清洁玻璃表面
使用温水和清洁剂清洁玻璃表面,确保表面没有油脂、灰尘或其它污垢。
可以使用布或纸巾擦拭,保持玻璃干燥。
3. 预处理
如果玻璃表面有旧涂层或破损的涂料,需要进行预处理。
使用橡胶刮刀或塑料刮刀将旧涂层或破损的涂料彻底刮除,确保表面平整。
4. 涂刷玻璃涂料
使用适量的玻璃涂料,可以选择刷子或辊筒进行涂刷。
在涂刷之前,先将玻璃涂料充分搅拌均匀。
从玻璃的一侧开始涂刷,以垂直或水平的方向涂刷均匀。
注意避免涂刷过厚,以免影响涂层的质量。
5. 干燥
等待涂层完全干燥。
根据涂料的不同,干燥时间可能会有所不同。
为了获得最佳的效果,建议按照涂料包装上的干燥时间指示进行等待。
6. 后续处理
涂层完全干燥后,可以进行后续处理。
根据需要,可以使用纸带或薄膜保护涂层,防止误触或损坏。
同时,也可以进行清洁和保养工作,定期擦拭玻璃表面,保持涂层的良好状态。
以上是玻璃涂料的施工方法。
在施工过程中,务必保证安全,遵循涂料厂商的使用说明。
如果有任何疑问或需要进一步的指导,建议咨询专业人士。
玻璃专用油漆使用说明书
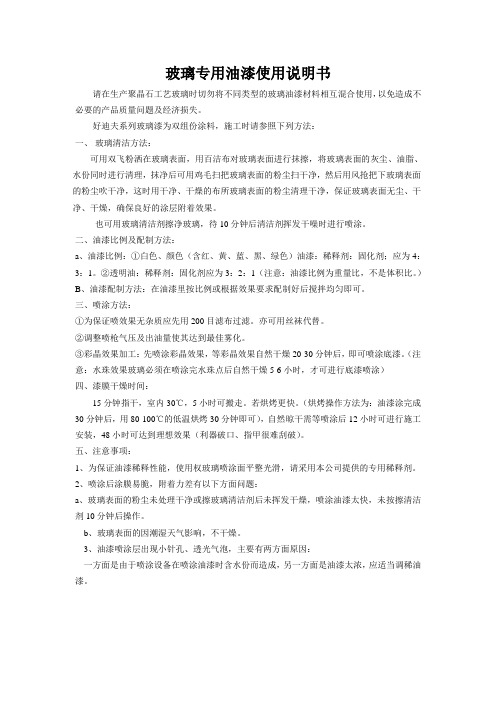
玻璃专用油漆使用说明书请在生产聚晶石工艺玻璃时切勿将不同类型的玻璃油漆材料相互混合使用,以免造成不必要的产品质量问题及经济损失。
好迪夫系列玻璃漆为双组份涂料,施工时请参照下列方法:一、玻璃清洁方法:可用双飞粉洒在玻璃表面,用百洁布对玻璃表面进行抹擦,将玻璃表面的灰尘、油脂、水份同时进行清理,抹净后可用鸡毛扫把玻璃表面的粉尘扫干净,然后用风抢把下玻璃表面的粉尘吹干净,这时用干净、干燥的布所玻璃表面的粉尘清理干净,保证玻璃表面无尘、干净、干燥,确保良好的涂层附着效果。
也可用玻璃清洁剂擦净玻璃,待10分钟后清洁剂挥发干噪时进行喷涂。
二、油漆比例及配制方法:a、油漆比例:①白色、颜色(含红、黄、蓝、黑、绿色)油漆:稀释剂:固化剂;应为4:3:1。
②透明油:稀释剂:固化剂应为3:2:1(注意:油漆比例为重量比,不是体积比。
)B、油漆配制方法:在油漆里按比例或根据效果要求配制好后搅拌均匀即可。
三、喷涂方法:①为保证喷效果无杂质应先用200目滤布过滤。
亦可用丝袜代替。
②调整喷枪气压及出油量使其达到最佳雾化。
③彩晶效果加工:先喷涂彩晶效果,等彩晶效果自然干燥20-30分钟后,即可喷涂底漆。
(注意:水珠效果玻璃必须在喷涂完水珠点后自然干燥5-6小时,才可进行底漆喷涂)四、漆膜干燥时间:15分钟指干,室内30℃,5小时可搬走。
若烘烤更快。
(烘烤操作方法为:油漆涂完成30分钟后,用80-100℃的低温烘烤30分钟即可),自然晾干需等喷涂后12小时可进行施工安装,48小时可达到理想效果(利器破口、指甲很难刮破)。
五、注意事项:1、为保证油漆稀释性能,使用权玻璃喷涂面平整光滑,请采用本公司提供的专用稀释剂。
2、喷涂后涂膜易脆,附着力差有以下方面问题:a、玻璃表面的粉尘未处理干净或擦玻璃清洁剂后未挥发干燥,喷涂油漆太快,未按擦清洁剂10分钟后操作。
b、玻璃表面的因潮湿天气影响,不干燥。
3、油漆喷涂层出现小针孔、透光气泡,主要有两方面原因:一方面是由于喷涂设备在喷涂油漆时含水份而造成,另一方面是油漆太浓,应适当调稀油漆。
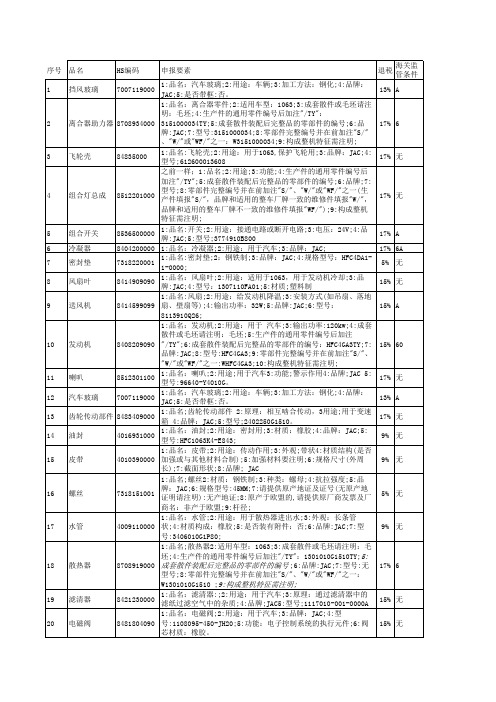
汽车海关编码和申报要素归类
43 44
开关 后视镜
85310
之前一样;电压≤1000伏的其他开关 17% A 之前一样;1:品名;2:用途(车辆后视用等);3:加工方法(未经光 17% 无 学加工); 之前一样;1:品名;2:用途;3:功能;4:生产件的通用零件编号后 加注"/TY";5:成套散件装配后完整品的零部件的编号;6:品牌;7: 型号;8:零部件完整编号并在前加注"S/"、"W/"或"WF/"之一(生 17% 无 产件填报"S/",品牌和适用的整车厂牌一致的维修件填报"W/", 品牌和适用的整车厂牌不一致的维修件填报"WF/");9:构成整机 特征需注明;
千克
千克
个
个 千克 千克 千克 台
台
个 千克 个 千克 千克
千克
千克
个
个 套
套 个
个
台 个 台 千克 个 台 台 个
千克
套 千克 个
千克
台 千克 千克
千克
千克
千克
个 个
个
千克 只
17% A 17% 6A 5% 无 15% 无 15% A
10
发动机
8408209090
15% 60
11 12 13 14 15
喇叭 汽车玻璃
8512301100 7007119000
17% 无 13% A 17% 无 9% 无 9% 无
齿轮传动部件 8483409000 油封 皮带 4016931000 4010390000
46 47
车身零件 灯泡
87082990
之前一样;1:品名;2:品牌;3:适用车型;4:型号; 17% 6 申报要素 1:品名:灯泡;2:用途:用于车;3:类型:白炽灯;4:功 8539229000 率:24W;5:额定电压:220V;6:品牌:无;7:型号:无;8:灯泡。 17% 无
玻璃窗户喷乳胶漆施工方案

玻璃窗户喷乳胶漆施工方案1. 方案背景根据客户要求,我们需要为玻璃窗户进行喷乳胶漆的施工。
本方案旨在确保施工过程顺利、安全,并达到客户的需求和要求。
2. 施工准备在施工前,我们需要做好以下准备工作:- 检查玻璃窗户的质量和完整性,确保其适合喷乳胶漆。
- 清洁玻璃窗户表面,去除任何污垢和油脂。
- 准备乳胶漆和相应的喷漆设备,确保其质量和操作正常。
- 确保施工现场的通风良好,以避免喷漆过程中的异味和有害物质积累。
3. 施工步骤本施工方案建议按以下步骤进行:步骤一:遮盖保护在施工前,使用塑料布或其他合适的材料仔细遮盖和保护窗户周围的其他表面,以防止乳胶漆污染其他部分。
步骤二:涂胶处理使用适合的胶水或胶带,在玻璃窗户的边缘周围涂抹一层胶水,以防止乳胶漆外溢到窗户框架或其他区域。
步骤三:喷漆操作使用喷漆设备,均匀地喷涂乳胶漆在玻璃表面上。
注意保持喷涂的均匀性和一致性,避免出现滴落、涂料过厚或漏涂的情况。
步骤四:干燥和修整在漆面完全干燥后,进行必要的修整和打磨工作,以确保漆面的质量和光滑度。
步骤五:清洁与验收清洁施工现场,去除遮盖材料和其他污染物。
客户和施工队需进行最终验收,确保施工目标达到客户要求。
4. 安全注意事项在施工过程中,需要注意以下安全事项:- 戴防护手套、口罩和护目镜,以防止喷漆对皮肤和呼吸系统造成损伤。
- 在通风不良的环境下,尽量减少喷漆过程中的停留时间,以减少有害物质的吸入。
- 注意漆面的干燥时间,避免人员或物体接触到湿润的漆面。
5. 结束语本方案提供了玻璃窗户喷乳胶漆的施工方案,以保证施工过程顺利、安全,并达到客户的需求和要求。
在施工过程中,务必遵守安全操作规程,确保人员和环境的安全。
硅酮耐候胶税收分类编码
硅酮耐候胶税收分类编码
摘要:
1.硅酮耐候胶的概述
2.硅酮耐候胶的税收分类编码
3.硅酮耐候胶的适用范围和行业
4.硅酮耐候胶的优点和特性
5.硅酮耐候胶在建筑行业的应用
正文:
硅酮耐候胶是一种高性能的硅酮弹性体,具有优异的耐候性、耐高低温性、电气绝缘性以及化学稳定性。
广泛应用于建筑、电子、汽车、航空航天等行业,为各种设备提供高性能的密封、粘接和防护。
在我国,硅酮耐候胶的税收分类编码为30131910。
这一编码是根据我国的税收政策体系,对硅酮耐候胶进行归类和管理的。
了解硅酮耐候胶的税收分类编码,有助于企业正确地进行财务核算和税收申报。
硅酮耐候胶在建筑行业的应用尤为广泛。
建筑物中的玻璃、金属、石材等材料之间的接缝,需要使用硅酮耐候胶进行密封,以保证建筑物的气密性、水密性和保温性能。
此外,硅酮耐候胶还广泛应用于建筑外墙的保温系统、门窗系统、阳光房等领域,为建筑提供持久的保护。
硅酮耐候胶具有以下优点和特性:
1.耐候性:能抵抗紫外线、臭氧、雨水、冰雪等自然因素的侵蚀,保证密封效果持久。
2.耐高低温性:能在-60℃至200℃的温度范围内保持良好的弹性,适用于各种气候条件。
3.电气绝缘性:具有优异的电气绝缘性能,适用于电气设备的高压环境。
4.化学稳定性:能抵抗大多数化学物质的侵蚀,具有良好的耐腐蚀性。
总之,硅酮耐候胶作为一种高性能的密封材料,在建筑、电子、汽车、航空航天等行业具有广泛的应用。
了解硅酮耐候胶的税收分类编码,有助于企业正确地进行财务核算和税收申报。
堵固剂开票大类

堵固剂开票大类堵固剂是一种常用的建筑材料,其功能主要是填补或修复建筑结构中的缝隙或裂缝,以增强结构的稳定性和耐久性。
根据用途和材料性质的不同,堵固剂可以分为多个大类。
本文将介绍常见的堵固剂大类,包括聚合物堵漏剂、水泥基堵漏剂、环氧树脂堵漏剂、压浆料和耐高温堵固剂等。
聚合物堵漏剂是一种常用的堵固剂大类,其主要成分是一种聚合物化合物。
由于聚合物具有粘结力强、粘度低、硬化时间短等特点,聚合物堵漏剂在建筑修补中得以广泛应用。
聚合物堵漏剂可用于填补建筑结构内的缝隙、裂缝以及水泥、石膏板、砖墙等材料的开裂部位。
在施工过程中,聚合物堵漏剂可以迅速渗透到缝隙中,通过固化反应填补缝隙,并形成坚固的“胶囊”结构,提高结构的密封性和耐久性。
水泥基堵漏剂是另一种常见的堵固剂大类,它由水泥、骨料和一些特殊添加剂组成。
水泥基堵漏剂的施工方式类似于普通混凝土,可以通过手工涂抹、喷涂或注入等方法施工。
水泥基堵漏剂具有粘结力强、硬度高、抗渗性好等特点,广泛应用于建筑物的地下室、隧道、水池等需要防水和堵漏的场所。
水泥基堵漏剂施工后,可以形成一层坚固的水泥保护层,有效阻止水分渗透,保护建筑物的结构安全。
环氧树脂堵漏剂是一种具有优异性能的堵固剂大类,其主要成分是环氧树脂和固化剂。
环氧树脂具有优异的粘结力、渗透性和耐腐蚀性,广泛应用于建筑结构的修复和加固。
环氧树脂堵漏剂可以迅速渗透到裂缝中,通过固化反应填充裂缝,并形成坚固的胶结结构。
与其他堵固剂相比,环氧树脂堵漏剂具有耐酸碱、耐温、耐候性好的特点,适用于各种特殊环境和复杂结构的修复和加固。
除了上述常用的堵固剂大类,还有压浆料和耐高温堵固剂等特殊类型的堵固剂。
压浆料是一种由水泥、骨料和外加剂按一定比例配制而成的浆料,主要用于构建混凝土结构的填充、修补和封堵。
耐高温堵固剂是一种专门用于耐高温环境的堵固剂,其主要成分为高温胶粘剂和高温填充材料。
耐高温堵固剂在高温炉窑、煤气炉和钢铁冶炼等行业得到广泛应用,可以有效防止高温环境下的渗漏和结构损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13
MANUFACTURAS Y COMPLEMENTOS DE ALUMINIO, SA DE C.V.
14
CONSERVAS LA COSTE&A SA DE CV
15
DOW CORNING DE MEXICO SA CV
16
SOUDAL DE MEXICO SA DE CV
17
BASF MEXICANA SA DE CV
click to get more information
瀚闻资讯 Dalian Infobank Co., Ltd.
11
SHINSUNG AUTOMOTRIZ MEXICANA, S. DE R.L. DE C.V.
12
ROBERLO MEXICO SAP.I. DE C.V.
49
DAKSMA, SA DE C.V.
50
ELEMATEC MEXICO
数据来源:全球最大贸易统计数据库—GTA
登录 查询更多贸易大数据
click to get more information
23
GRACE CONTAINER SA DE CV
24
ULTRASIL MEXICANA SA DE CV
25
MEIVSA, SA DE C.V.
26
ADHESIVOS Y SELLADORES OCITEC DE MEXICO, SA DE C.V.
27
AKSI HERRAMIENTAS SA DE CV
Rankings
全球最大的贸易统计数据库 – GTA2017 年终统计结果显示:2017 年 1-12 月 安装玻璃用油灰、接缝用油灰、 树脂胶泥、嵌缝胶及其他类似胶粘剂;漆工用填料:(商品编码 321410)墨西哥进口商共计 311 个
GTA (Global Trade Analysis System), the world's largest trade intelligence database shows that there are 311 MEXICO Importers of PUTTY. RESIN CEMENTS AND MASTICS OTHER. PUTTIES USED IN PAINTING. (HS CODE 321410) in 2017
按采购金额排序 Ranked by import amount
排名 Rank
1
公司名称/Company Name PDTOS PENNSYLVANIA SA DE CV
2
HILTI MEENKEL CAPITAL SA DE CV
4
ISOFLEX SA DE C.V.
5
FPU INDUSTRIAL SA DE CV
33
HWASEUNG AUTOMOTIVE MEXICO, S. DE R.L. DE C.V.
34
LOGISTICA INTERNACIONAL AVGO, SA DE C.V
35
MITSUBISHI ELECTRIC AUTOMOTIVE DE MEXICO SA DE CV
36
PRODUCTOS QUIMICOS Y PINTURAS SA DE CV
6
TRUPER HERRAMIENTAS SA DE CV
7
SIKA MEXICANA SA CV
8
VOLKSWAGEN DE MEXICO SA CV
9
3M MEXICO SA CV
10
FISCHER SISTEMAS DE FIJACION SA DE CV
登录 查询更多贸易大数据
登录 查询更多贸易大数据
click to get more information
瀚闻资讯 Dalian Infobank Co., Ltd.
42
CEYS MEXICANA SA DE CV
43
EUCOMEX SA DE CV
安装玻璃用油灰、接缝用油灰、树脂胶泥、嵌缝胶及其他类似胶粘剂;漆工 用填料:(HS 321410)墨西哥(311 个)进口商排名(按进口额排名)
PUTTY. RESIN CEMENTS AND MASTICS OTHER. PUTTIES USED IN PAINTING. (HS 321410)2017 MEXICO Importer
37
KIEKERT DE MEXICO S A DE C V
38
JACKSON CORPORATION MEXICO SA DE CV
39
DOW INTERNACIONAL MEXICANA SA DE CV
40
TOYOTA TSUSHO MEXICO SA DE CV
41
AEROSOLES Y LIQUIDOS, SA DE C.V.
18
HERRAMIENTAS HECORT SA DE CV
19
BOSTIK MEXICANA SA CV
20
INGENIEROS CIVILES ASOCIADOS SA DE CV
21
AUDI MEXICO SA DE C.V.
22
INDUSTRIA METALICA DEL ENVASE SA DE CV
44
BOMBARDIER TRANSPORTATION MEXICO SA DE CV
45
HERBERTS MEXICO SA DE CV
46
ENVASES UNIVERSALES DE MEXICO SA DE CV
47
MULTI ACCESORIOS SA DE CV
48
COMERCIAL DE HERRAMIENTAS SA DE CV
28
VSL CORPORATION MEXICO SA DE CV
29
INDUSTRIAS PRESTO SA DE CV
30
CONSORCIO TUNEL GUADALAJARA SAPI DE CV
31
VITRO AUTOMOTRIZ SA DE CV
32
VALEO SISTEMAS ELECTRICOS SA DE CV
瀚闻资讯 Dalian Infobank Co., Ltd.
墨西哥 2017 年度真实 买家/进口商/收货人/采购商 排名 MEXICO Active and Exact Importers
更多买家信息、采购信息、进出口交易记录、进出口贸易数据、真实交易记录、请与瀚闻资讯联系 Please visit our website to get more import and export trade information