mech_eng_cm
cfd论坛网址
流体论坛 /bbs/工程流体网()傲雪论坛 /bbs/国际CFD论坛 /百思论坛 /振动论坛 /forum/三维网技术论坛 /仿真科技论坛 /forum/index.php康迈克计算力学论坛 中国机械CAD论坛 /thread-htm-fid-142-page-7.html补充:有关流体力学各类网址流体力学, 网址流体力学, 网址/dept5/stress.htm包括国家计算流体力学重点实验室(由李椿萱院士和张函信院士主持)和流体力学开放实验室2. 美国布朗大学流体机械研究中心了解流体机械的诸多方面3.美国ssesco公司CFD技术服务中心/files/cfd_main.html美国一个著名的计算流体服务机构,解决CFD计算和工程问题的专家4.英国Cranfield大学CFD研究中心/sme/cfd/主要介绍CFD的在各个领域的应用。
5.欧洲流体湍流及燃烧研究协会(European Research Community On Flow, TurbulenceAnd Combustion )http://lmfwww.epfl.ch/lmf/ERCOFTAC/领导管理欧洲的流体,湍流及燃烧方面的科研教育和工业的联合组织。
6.美国国家航空和宇宙航行局/NASA的各项动态和进展,信息很多。
7. 加拿大计算流体力学学会(The CFD Society of Canada )http://www.cfdsc.ca/english/index.html介绍计算流体力学的进展和应用8. CFD免费软件下载中心(CFD codes list - free software)http://www.cfdsc.ca/english/index.htmlCFD免费软件下载(ftp)9. 美国普林斯顿大学空气动力学实验室(the Princeton Gas Dynamics Lab ) /~gasdyn/index.html进行流体力学的前沿研究10. 澳大利亚Monash 大学湍流研究所(The Turbulence Research Laboratory at Monash University ).au/~julio/TRL/进行湍流的理论和实验研究及应用11. 美国Syracuse 大学超音速中心(Syracuse University center for hypersonics) /~hysonics/介绍超音速材料,实验测量及超音速的CFD计算12. 美国流体动力学研究中心(The Fluid Dynamics Research Center (FDRC) )/流体力学研究中心13. 美国Cornell 大学流体力学研究实验中心(Charles Williamson教授领导) (The Fluid Dynamics Research laboratories of Professor Charles Williamson atCornell University)/主要研究涡,湍流和分离流动及其应用14. 荷兰Eindhoven科技大学流体力学实验室(fluid dynamics laborary of Eindhoven University of Technology)http://www.fluid.tue.nl/流体力学和热传导的科研和教育机构,主要研究涡,湍流及空气动力学15. 美国FLOMETRICS公司(FLOMETRICS)/研究流体力学,热力学,自动控制和测量设备的工业公司研究领域包括CFD,实验,理论及流体机械设备16.瑞士机械及机械处理工程能源系统试验室 (ETH Zentrum, Mechanical and Process Engineering, Energy Systems Laboratory )http://www.les.iet.ethz.ch/内容:研究建筑物内的空气流动,燃烧,能源和环境问题。
现代机械工程专业英语

Lesson 1 Engineering Drawings1.assembly drawing 转配图2.balloon 零件序号3.detail drawing 零件图4.view 视图5.full-section view 全剖视图6.Broken-sectional view 局部视图7.Convention 惯例,规范8.Cutting-plane 剖切图9.Sketch drawing 草图10.Interchangeable 可互换的11.Craftsman 工匠,工人12.Tolerance 公差13.Procurement 采购,获得14.Exploded drawing 分解示图15.Pattern maker 模型工,翻铸工16.Machinist 机械师,机工Lesson 2 mechanics1.mechanics 力学2.Acceleration 加速度3.Deformation 变形4.Stress 应力5.Sub discipline 分支学科6.Static 静力学7.Dynamics 动力学8.Mechanics of material材料力学9.Fluid mechanics 流体力学10.Kinematics 运动学11.Continuum mechanics连续介质力学12.static equilibrium 静力平衡13.Newton’s first law14.Susceptibility 敏感性15.Newton’s second law of motion16.Yield strength 屈服强度17.ultimate strength 极限强度18.Failure by bucking 屈曲破坏19.Stiffness 刚度20.Young’s modulus 杨氏模量21.Macroscopic 宏量22.Microscopic 微量putational fluid dynamics (CFD)计算流体力学24.trajectory 轨道25.Astrophysics 天体物理学26.Celestial 天空的27.Robotics 机器人学28.Biomechanics 生物力学29.Rigid body 刚体Lesson 3 Engineering Materials1.polymer 聚合物2.Ceramics 陶瓷3.Stiff 硬的,刚性的4.Fracture 断裂,折断5.Transparent 透明的,显然的6.Lustrous 有光泽的7.Delocalized 不受位置限制的8.Ferrous 铁的,含铁的9.Nonferrous 不含铁的,非铁的10.Tailored 定制的,特制的11.Hardness 硬度12.Tensile strength 抗拉强度13.Toughness 韧性14.Quenching 淬火15.Tempering 回火16.Stainless 不锈的17.Shield 防护,屏蔽,遮挡Lesson4 Mechanical Design1.mechanism 机构,机械2.Thermal 热量,热的3.Switch 开关4.Cam 凸轮5.Valve 阀门6.Beam 梁7.Phenomena 现象8.Screw 螺钉,螺杆9.Fasteners 紧固件10.Spring 弹簧11.Gear 齿轮12.Durability 耐用性13.Femur 股骨14.Quadriceps 四头肌15.Optimization method 最优化方法16.Stiffness 硬度17.Stock 原料,备品18.Noninterference 互不干扰Lesson5 machinery component1.pulley 滑轮,带轮2.Torque 扭矩,转(力)距3.Sheave 滑轮车,槽轮4.Disassembly 拆卸分解5.Stock 棒料,库存6.Woodruff key 半圆键,月牙键7.Axle 轮轴,车轴8.Spline 花键,用花键连接9.Bushing 轴瓦,轴衬10.Involute spline 渐开线花键11.Spindle 主轴,轴12.Groove 沟,槽;刻沟,刻槽13.Residual stress 残余应力14.Coupling 联轴器15.Distortion 变形,绕曲16.Misalignment 未对准(线),非对中17.Referred to as 把。
中英文版本人员定岗表

1 2 3
Management 管理层
4 5
Fanancial 财务部
6
12 13 14 15 16
17 18 19
★★★★ ★★★ ★★★
20 21 22 23 24 Logistic 物流 Purchase 采购部
25 26 27 28 29 30 31 32
Logistic 物流
Quality 质量
现有人员定岗表
Item Dept. Posiztion GM 总经理 Deputy director 副总经理 Fanancial manager 财务经理 Account 会计 Casher 出纳 HR manager 人事经理 Admin&HR 行政人事部 7 8 9 10 11 Sales technical support 销售技术支持部 Sales 销售部 Senior Admin 高级行政秘书 Driver 司机 Sales manager 销售部经理 Sales engineer 销售工程师 Sales secretary 销售秘书 销售技术支持部经理 ★★★★ Technical director 技术总工 HVAC leader 暖通主管 Senior HVAC 高级暖通工程师 HVAC 暖通工程师 Design 设计部 Cleanroom leader Cleanroom主管 Cleanroom Eng. 工程师 Cleanroom Eng. 工程师 Cleanroom Eng. 工程师 Electricity Eng. 电气工程师 Purchase manger 采购经理 Purchaser 采购工程师 Logistic manager 物流经理 ★★★★☆ ★★★★ ★★★☆ ★★★ 9 1 1 1 1 1 1 1 1 ★★★ ★★★ ★★★★ ★★★ ★★★★ 5 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Importance 岗位重要等级 ★★★★★ ★★★★★ ★★★★ 3 ★★★ ★★☆ 1 1 ★★★★ 3 ★★★ ★★☆ ★★★★ ★★★☆ ★★★☆ 1 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 总数 Setting number 1 2 1 1 1 1 1 1 Fact number 1 Lack number
02 Mechanical Engineering

Figure 2.3 Exploded view of the A380. (Figure courtesy of Airbus Industrie.)
Mechanical engineering ]
24
I
Germany and the assembly undertaken in France. To give an idea of the complexity of the task involved, psychologists can be involved in determining the layout of cockpit design in order to advise on human-machine interactions. Mechanical engineers can choose to limit their activity to items they perceive to be inherently mechanical, such as gearboxes, clutches and internal combustion engines. If this is the case then some form of deception has invariably occurred, as it is next to impossible to isolate a mechanism or component entirely and thereby decouple it from its relationship to other factors and influences. Devices of a mechanical nature can be considered to be those involving relative motion, stressed components and prime movers amongst many others.This limitation, however, is too constraining for today's products where added value is a key consideration as exemplified by the variety in white goods, such as vacuum cleaners and dishwashers available in any electrical hardware store. Instead the mechanical engineer needs to be a master of his own discipline and also have skills and awareness of many related disciplines. This need is reflected in the demands of accrediting bodies for first degrees such as the Institution of Mechanical Engineers.A typical requirement is for an interdisciplinary education followed up by continuing professional development where the engineer covers the fundamentals of his primary profession in depth and breadth accompanied by courses that widen the perspective, such as studies in materials, electronics, software, management, etc. The foundations of mechanical engineering can be considered to be the sciences of thermodynamics and mechanics. Thermodynamics is the study of energy transformation and mechanics is concerned with the motion and equilibrium of bodies. Design is the integrating activity that marries thermodynamics and mechanics together to enable the production of useful products.The skill set required by the mechanical engineer is not however wholly fulfilled by thermodynamics and mechanics. In addition, skills in languages and communication, mathematics, physics, chemistry
CM Storm Mech 用户手册说明书

MANUALTABLE OF CONTENTSINTRODUCTION (2)PACKAGE CONTENTS (3)TECHNICAL REQUIREMENTS (3)PRODUCT SUPPORT (3)SPECIFICATIONS (4)INSTALLATION GUIDE (5)DEVICE LAYOUT (6)SOFTWARE GUIDE (7)LEGAL INFORMATION (17)INTRODUCTIONThe CM Storm Mech is the first mechanical keyboard from the new Aluminum series performance peripherals by Cooler Master. This mechanical keyboard has been built with the combined strength of durability, utility, capability, and style. This manual is here to help make you comfortable with both your mechanical keyboard, its available software and to ensure you are getting the most out of what the keyboard has to offer. Cooler Master has a strong history with aluminum. Thanks to case lines like the Cosmos or ATCS, we are very comfortable with aluminum and we know how to form it into high quality designs and high quality products. That same attitude is being brought into the CM Storm line with the Aluminum serie s of peripherals. We’re combining both form and function to make something fantastic.We want to make sure you have the best hardware available to you. The Mech comes with three options of the popular Cherry MX mechanical switches: Blue, Brown, and Red. These switches are rated for millions of key presses and offer the mechanical functionality suited to your needs. With a tough and gorgeous aluminum shell, 64-key rollover, a USB 3.0 and audio/microphone hub, the Mech offers powerful and convenient features.The CM Storm Mech software is robust. Almost every single key on the Mech is customizable to be everything from standard keyboard functions to opening programs to fully programmed macros. You can save up to five button and macro profiles to be active on the keyboard, easily switching with a button combination or in the software so you can have your custom setups for whichever game or spreadsheet you’re working on. If this guide does not answer a question about this device or you have any questions about any other Cooler Master product, do not hesitate to find help atPACKAGE CONTENTS∙CM Storm Aluminum Mech Keyboard∙CM Storm Mech Software∙USB 3.0 Cable∙User manualTECHNICAL REQUIREMENTS∙PC with USB port, USB 2.0 compatible, USB 3.0 required for USB 3.0 speeds ∙Windows 8 / 7 / Vista / XP∙600MB of free disk space∙Internet connection for software and firmware updatesPRODUCT SUPPORT∙ 2 years limited manufacturer warranty∙General and technical support at SPECIFICATIONS∙Part Number: SGK-7000-MBCL1, SGK-7000-MBCM1, SGK-7000-MBCR1 ∙Key Switch: Cherry MX Blue, Brown, Red∙N Key Rollover: 64∙Macro Keys: 15 per profile∙Profiles: 5∙Polling Rate: 1000 Hz / 1ms∙Backlight: White LEDs, All Keys, 5 brightness settings, 3 modes∙Key caps: ABS Plastic, removable∙Output hub: 2x USB 3.0 port, mini-USB port for charging∙Audio: 3.5mm port for audio out and 3.5mm port for microphone∙On-board Memory: 128 KB∙Windows Key Lock: Yes∙Media keys: Yes, Function F keys∙USB Cable: Removable USB 3.0∙Dimensions (mm): 553 L x 267 W x 43 H∙Dimension (in): 21.7 L x 10.5 W x 1.7 H∙Weight: 1686g / 3.71 lbsINSTALLATION GUIDE1. Plug in the CM Storm Mech keyboard into your computer2. Obtain the software at or http://www.coolermaster-3. Run the installer and follow its instructions4. Launch the Mech software and allow it to configure for the first time5. Refer to the Software Guide below for support on use6. Enjoy!DEVICE LAYOUT1. F1-F4 Function controls for LEDs2. F5-F11 Function controls for media and volume3. F12 Function control for Windows Key Lock4. 32bit ARM Processor for profile and macro use5. Sturdy handle for easy transport6. Built-in extra macro keys7. Embedded steel plate with aluminum cover8. LED indicators for Num, Caps, and Scroll locks9. USB 3.0 port in from computer10. Mini-USB port for charging11. Two USB 3.0 ports as added USB 3.0 hub12. 3.5mm Microphone / Audio In port13. 3.5mm Speakers / Headphones / Audio Out portSOFTWARE GUIDEStorm CFG TabThe Storm CFG tab is the default tab when you first open the Mech software. On this page, you can change the functions of nearly every button your keyboard. The top area will show a button that you have clicked/highlighted and what functions you can put on them.The bottom area is where you can choose the button you want to change the function of, which will show up in the top area. Once a button is selected, the upper right will show all of the available functions.You can choose what that button does by clicking the red buttons in the upper right.∙Default Key – The default function of that key as listed on the key itself∙Single Key – Change one key to another∙Macro – Run a programmed macro from the Macro Studio tab∙Advanced – Change to advanced functions like Volume control∙No Function – Turns off all functions of that key∙Launch Program – Key used to run a piece of software on your PCThe colored boxes next to the red buttons allow you to change the highlight color to see what buttons on the keyboard layout have been changed.Once selected, any changes will show up on the right in the All Key List.You can close the software with the X at the top and it will auto-save the new function you selected to the currently selected Profile on the bottom. You can also use this tab to select your currently active profile or use the button default combination of the right FN +1 through 5 on the number bar for the corresponding profile when not viewing the software.Profiles TabThe profiles tab is where you can swap the arrangement of the profiles on your keyboard and transfer profiles between the keyboard and your computer. The top half is the profiles on the keyboard, the bottom half is profiles that are stored on your PC.You can change the names of the profiles by double clicking on the names, bringing up a text box for them to rename. Under the Application column, you can put in a program that, when combined with Auto Switch, will trigger the keyboard to automatically switch to that profile when that program runs on your computer.The buttons on the bottom will also highlight after selecting profiles in the above windows:∙New – Creates a new profile∙Delete – Deletes the selected profile∙Copy – Makes a copy of the selected profile∙Apply – Press this after making changes before minimizing or changing tabs to apply any changes made on this pageMacro Studio TabThe Macro Studio tab is where you manage, create, edit, and erase macro programs for your Mech. There are a few ways to build macros. The easiest method is to click New at the top left, enter the name, and then the Record button on the bottom bar between the Stop square and Play arrow.When you click the record button, you will get a popup menu with a few options: ∙1:1 Mode – This will record the timing between your button presses and releases when you are recording∙Speed Mode – You insert a time delay in the number field (measured in milliseconds) that will happen between every button press and release ∙God mode – No time delays between actionsOnce your time selection is chosen and you select OK, the recording begins. You can put in up to 25 separate button presses in up to 30 seconds per macro. The example below shows some of a macro that will output “hello” when triggered.The next method for making a macro is by once again clicking New in the top left, naming the macro, and then going to the Action dropdown on the upper right. Once clicked, it provides options including key presses and combinations such as Print, Copy, and Paste.Once a command has been selected, you can adjust the Start and End times for the action, then press the Insert button. Once inserted, the key press or combination will show up in the grid below. A virtual keyboard will also pop up for editing purposes, explained below.Regardless of how the macro was created, they can be edited in the same ways. Once you click Save on the upper left and a macro is selected in the dropdown menu, you have major editing options:∙New – Creates a new macro∙Copy – Makes a copy of the selected macro∙Delete – Completely removes the selected macroWhen you have a macro selected, you can click on a button within the grid. This will highlight that action in green and highlight the entire action row. You will also see a virtual keyboard and mouse show up as previously mentioned. You can change the highlighted button action with this virtual keyboard and mouse screen, such as changing the highlighted P to a V to change the macro command above from Print to Paste.The options in the upper right have corner also allow you to change the highlight action. You can change the action to another button combination or set it back to a key press. You can also Copy and Delete the specific action from here as well.Once you have finished building a new macro or editing one, be sure to click the Save button underneath the Select Macro dropdown for the Macro to save.Once saved, the macro will show up on the Storm CFG tab when a button is being selected to run macro. The macro can be run a single time, 2 to 10 times, toggled on a loop, or continue to loop while the macro button is held down according to the buttons on the upper right when assigning the macro. Click OK to assign that macro.LEGAL INFORMATIONCooler Master WarrantyWarranty all (non-networking) products purchased from COOLER MASTER as free from defects in material and workmanship for normal use by the original purchaser for warranty period.The Cooler Master Warranty would like to assure all of the users of Cooler Master Products to be free from any defects as a result of faulty manufacturing or faulty components under the following terms and conditions:COOLER MASTER is not responsible for damage to or loss of any programs, data, or removable storage media. You are responsible for backing up any programs or data on removable storage media.Except for the warranties set forth herein, COOLER MASTER disclaims all other warranties, expressed or implied or statutory, including but not limited to the implied warranties of merchantability or fitness for a particular purpose.Any implied warranties that may be imposed by applicable law are limited to the terms of this limited warranty. In no event shall COOLER MASTER be liable for any incidental, special or consequential damages, including but not limited to loss of business, profits, data or use, whether in an action in contract or tort or based on a warranty, arising out of or in connection with the use or performance of the product, even if COOLER MASTER has been advised of the possibility of such damages.You agree that repair, replacement, as applicable, under the warranty services described herein is your sole and exclusive remedy with respect to any breach of the COOLER MASTER limited warranty set forth herein. if, despite the foregoing limitations, for any reason COOLER MASTER becomes liable to you for damages incurred by you in connection with this agreement, then, the liability of COOLER MASTER will be limited to the amount equal to the latest distributors price.Some states or provinces/jurisdictions do not allow the exclusion or limitation of incidental or consequential damages for consumer products, and some states or provinces/jurisdictions do not allow limitations on how long an implied warranty lasts.In such states or provinces/jurisdictions, the exclusions or limitations of this limited warranty may not apply to you.This limited warranty gives you specific legal rights.You may also have other rights that vary from state to state/jurisdiction to jurisdiction. You are advised to consult applicable state and provincial/local laws.1. Warranty LengthAll products from Cooler Master at least carry 1 year warranty from the date of purchase, with the exception of power supply units which carry a 2-5 year warranty. If no proof of purchase (receipt or invoice of purchase) can be presented upon request, Cooler Master cannot be held responsible for warranty service.2. Who is Protected?The original customer purchasing the Cooler Master Product is covered under the Cooler Master Warranty Program.3. What is and is NOT CoveredIt is important to note that our warranty is not an unconditional guarantee for the duration of the Program. Any replaced parts become the property of Cooler Master. The Program does not apply to the software component of a product or a product which has been damaged due to accident, misuse, abuse, improper installation, usage not in accordance with product specifications and instructions, natural or personal disaster, or unauthorized alterations, repairs or modifications.The Program does not cover any events such as below:∙Any damages unrelated to manufacturing defects.∙Any unsuitable environment or use of the product in Cooler Master Opinion.∙Any product which has been modified without official permission from Cooler Master, or on which the serial number or warranty sticker has been defaced,modified, or removed.Damage, deterioration or malfunction resulting from:∙Accident, abuse, misuse, neglect, fire, water, lightning, or other acts of god, commercial or industrial use, unauthorized product modification or failure tofollow instructions included with the product.∙Third party products using Cooler Master Components will not be covered by warranty. See your vendor or the manufacturer for information about servicing.∙Repair or attempted repair by anyone not authorized by Cooler Master, Inc.∙Any shipment damages (claims MUST be made with the carrier).∙Unauthorized repairs to a Cooler Master product (power supplies) will void the warranty offered by the Program. Cooler Master reserves the right to refuse toservice any product which has been altered, modified or repaired by non-CoolerMaster Service personnel.∙Cooler Master does not warrant that this product will meet your requirements. It is your responsibility to determine the suitability of this product for your purpose.∙Removal or installation charges.∙You are responsible for the cost of shipping the product to Cooler Master. Cooler Master pays the cost of returning a product to you.∙Cooler Master reserves the right to replace the product with a service product at their sole discretion at any time.4. Local Law and Your WarrantyThis warranty gives you specific legal rights. You may also have other rights granted under local law. These rights may vary.5. Limitations of Implied WarrantiesThere are no other oral or written warranties, expressed or implied, including but not limited to those of merchantability or fitness for a particular purpose. The duration of implied warranties is limited to the warranty length specified in Paragraph one.6. To Obtain Technical SupportIf you need help installing or troubleshooting a product please submit a technical support request form here.7. ShippingBased on company policy, customers are responsible for shipping costs to ship back the defective item for RMA repair/replace. Once the item is repaired/replaced, Cooler Master will ship the item back to the customer. Shipping methods will be at Cooler Master's discretion.Cooler Master will not be able to ship repaired/replaced items in the same method as the customer's because not only would this not be efficient, but it may delay the return of the repaired/replaced item. Therefore, Cooler Master reserves the rights to ship according to what it deems the most efficient standard method of shipping.8. Exclusion of Damages (Disclaimer)Cooler Master's sole obligation and liability under this Program is limited to the repair or replacement of a defective product at our discretion. Cooler Master shall not, in any event, be liable to the purchaser or any third party for any incidental or consequential damage, (including, but not limited to, damages resulting from interruption of service and loss of business), or liability in tort relating to this product or resulting from its use or possession.。
图纸上英文缩写
图纸上英文缩写图纸上英文缩写缩写全称翻译ACCESS Accessory 附件ADJ Adjustable,Adjust 调整ADPT Adapter 使适应ADV Advance 提前AL Aluminum 铝ALLOW Allowance 允许ALT Alternate 改变ALY Alloy 合金AMT Amout 数量ANL Anneal 锻炼ANSL Amer Natl Stds InstituteAPPROX Approximate 大约ASME Amer Society of Mech Engrs ASSEM Assemble 装配ASSY Assembly 装配AUTH Authorized 授权的AUTO Automatic 自动的AUX Auxiliary 辅助的AVG Average 平均AWG American Wire GaugeBC Bolt Circle 螺栓圆周BET Between 之间BEV Bevel 斜角BHN Brinell Hardness Number 布氏硬度值BLK Blank ,Block 空白B/NM Bill of Material 材料费BOT Bottom 底部BP or B/P Blueprint 蓝图BRG Bearing 轴承BRK Break 破裂BRKT Bracket 支架BRO Broach 钻孔BRS Brass 黄铜BRZ Bronze 青铜B&S Brown&Shape 棕色&形状BSC Basic 基本的BUSH Bushing 套管BWG Birmingham Wire GaugeC TO C Center—to—Center 中心到中心CAD Computer—Aided Drafting 电脑辅助设计CAM Computer-Aided MfgCAP Capacity 容量CAP SCR Cap Screw 螺帽CARB Carburize 使渗碳CBORE Counterbore 扩孔CCW Counter Clockwise 逆时针CDRILL CounerdrillCDS Cold-Drawn Steel缩写全称翻译EFF Effective 有效的ENCL Enclose,Enclosure 附上ENG Engine 引擎ENGR Engineer 工程师ENGRG Engineering 工程学EQLSP Equally Spaced 等距EQUIV Equivalent 相等EST Estimate 估计EX Extra 额外EXH Exhaust 消耗EXP Experimental 实验性的EXT Exension,External 范围,外部FAB Fabricate 伪造FAO Finish All OverFDRY Foundry 铸造FIG Figure 数据FIL Fillet,fillister 带子FIM Full Indicator MovementFIN FinishFLX Fixture 结构FLX Floor。
火电厂英语

DCV DFV DFV
380902728.xls
DCTR
DOST DOUP DOXT
DLRБайду номын сангаас
EHA EHC
ELG ELM ELT ELT (EQP) RM ELTL ELVN ELVR E-MAG EMG EMG BRG O PMP EMG DRN CTLR EMG DS GEN EMG EXT EMG HKU EMG O EMG ST VV EMG TP EMG TP VV EMG TP VV EMG XTRN ST VV ENG ENGL ENGN ENGZ ENL ENT ENTH ENVM EPT EPX EQIL EQL EQL TK EQP EQUV ERCT ERCT OPNG ERCT WL ERR ERR DET ERR INT ERR LIM ESC EST EST PCP ETC ETH FLT ETRD ETRN EVC EVL EVLR EVP EX EXAM EXT EXT EXTR STM F F ALM F CTL F CTL VV F DET F IND F MON F SW F XMTR FAN FCD CLG FCD DR
380902728.xls
DSTK
PDF PDX TD
DSOP
DLC
DRN CLL DRN CLR DRN CTL VV DRN FLS VS DRN FLS VS DRN VV DRP DRR DRV DRV ED DRV U DRVR DRW DRW NO DRY CLG TR DS DS EG DS O DS O STR TK DS O ULD PMP DS O XF PMP DSC DSC VV DSCR DSG DSGN DSH DSK THMM DSL DSP DSRTM DSS DSSL DST DSTL DSTR DSTT DSV DT LGR DT PCS DTB DTC DTD LN RCDR DTMN DTY DUP DUR DUST DV DVT DVTR DW DW CMR E E ACTD E ANX E CTLR E HDRL ACTR E HDRL CTL E MOT E OPRD ECO ED EFF EG EGG EJN EJR EL ELAS
FEM-SUPPORTED SIMULATION OF CHIP FORMATION AND FLOW IN GEAR HOBBING OF SPUR AND HELICAL GEARS

Proceedings of the 3rd International Conference on Manufacturing Engineering (ICMEN), 1-3 October 2008, Chalkidiki, GreeceEdited by Prof. K.-D. Bouzakis , Director of the Laboratory for Machine Tools and Manufacturing Engineering (ΕΕΔΜ),Aristoteles University of Thessaloniki and of the Fraunhofer Project Center Coatings in Manufacturing (PCCM),a joint initiative by Fraunhofer-Gesellschaft and Centre for Research and Technology Hellas, Published by:ΕΕΔΜ and PCCM3 FEM-SUPPORTED SIMULATION OF CHIP FORMATION AND FLOW IN GEAR HOBBING OF SPUR AND HELICAL GEARSK.-D. Bouzakis, O. Friderikos, I. TsiafisAristoteles University of Thessaloniki, GreeceABSTRACTAn integrated procedure for simulating the complicated chip formation and flow ingear hobbing is presented. The mathematical description of this manufacturingmethod is based on the calculation of penetrations between cutting teeth and geargap, a solid modeling process and finally an implementation into a FEM code. Addi-tionally, hobbing of spur gears and the four possible variations for manufacturinghelical gears are investigated. A comparison of the calculated chips with the cutones was conducted and revealed a sufficient similarity. Finally, visualization ofphenomena such as of the chip collision with gear flanks during the chip flow in indi-vidual generating positions is provided. KEYWORDS: Gear hobbing, FEM-simulation, chip formation1. INTRODUCTION Gear hobbing is an efficient method for manufacturing high quality gears, with complicated process kinematics, chip formation and tool wear mechanisms. FEM-supported calculations of the chip removal mechanisms are pivotal in optimizing the hobbing process. A FEM based analysis provides insights into the material deformation under the complicated interaction among a multitude of phenomena, i.e. rate-dependent plasticity, heat generation and flow, tool-chip boundary conditions, material fracture etc. Prediction of stress, strain, strain-rate, tempera-ture gradients and additional parameters during chip formation is of primary concern, since they affect the tool loads and wear, the expected gear accuracy, etc.Simulations of machining processes based on FEM-modeling in conjunction with the rapid ad-vancement of computing engineering have led to an entirely challenging field of scientific re-search. Gear hobbing process involves complicated kinematics due to the generating-rolling principle, complex tool geometry, different chip flow mechanisms in the individual generating positions, extremely localized phenomena in the cutting region and large unconstrained plastic deformation under high strain rates and temperatures. The finite elements method, because of its ability to take into account the complex tool/workpiece interactions, boundary conditions and the thermo-mechanical material response has been recognized as a valuable tool for the analy-sis of machining operations.In gear hobbing, the rotation of the gear blank is matched by kinematic linkage to the rotation of a worm-shaped tool (hob) as illustrated in Figure 1. Through the additional superimposition of an axial feed motion relative to the gear blank, the tool cuts material from the entire teeth gap’s width. Considering the direction of the axial feed, up-cut and climb hobbing kinematics can be applied.2. THE DEVELOPED COMPUTATIONAL PROCEDUREThe developed integrated computational procedure for simulating the gear hobbing process includes a coupled thermo-mechanical FEM analysis and consists of three calculation stages (see Figure 2):4 3rdICMEN – 2008Figure 1: Gear hobbing kinematics.1. The gear hobbing simulation implemented in MATLAB high-level matrix array language /1/,2. the 3D “solid modeling” of the hob and the workpiece for developing geometry for finite ele-ment analysis, and3. a finite element thermo-mechanical model of the tool-gear penetrations using the DEFORM-3D software /2/.In the present paper, the hobbing of spur gears and the four possible variations to cut helical gears have been simulated, to visualize the chip formation mechanism on individual tool teeth, in successive generating positions. The determined chip geometries were compared with the corresponding ones of removed chips under the same hobbing conditions.2.1. Gear hobbing simulation algorithmsIn gear hobbing, each gap between successive teeth is shaped by penetrations of the tool teeth lined up on one or more starts on the hob cylindrical body, into the workpiece material in the subsequent Generating Positions (GPs). Considering the generating process kinematics, in the case of a hob with one start, each hob tooth penetrates into the next gear gap, in the samePlenary5Figure 2: Procedures for the FEM-supported simulation of gear hobbing.6 3rd ICMEN – 2008generating position and removes a chip with the same geometry as in the previous gear gap. By the axial feed of the cutter, the tooth gaps are formed over the entire width of the wheel.The gear hobbing simulation software FRS/MAT was developed in the matrix-oriented pro-gramming language MATLAB /1,3/. This computer supported analysis is based on the geomet-rical simulation of the cutting teeth penetrations into a gear gap, which is performed considering the hob geometry, the machining data and the kinematics of the actual process /4-6/. The gear hobbing kinematics analysis is accomplished by establishing coordinate systems to describe individual parts within the process kinematic chain, as exhibited in Figure 3a and 3b. Transformation matrices describe the relative position of the coordinate systems. Accordingly, the kinematic linkage representation of the gear blank and the tool is determined through se-quential transformations (matrix multiplications) /4,5/. Six coordinates systems are assigned for the gear hobbing kinematics:System 1 is fixed in the gear gap. The origin is located at the pitch circle with the z 1 axis lying along the helix angle of the gear blank. The x 1and y 1 axes are normal to the z 1 axis.Figure 3: (a) Solid modelling of tool and work gear and (b) assembly into the gear hobbingkinematic chain.Plenary 7System 2, rotating coordinate system fixed in gear blank. The origin is located at the center of the gear blank with the z 2 axis lying along the gear blank symmetry axis.System 3, stationary machine’s reference system.System 4, the origin is lying along y 3 axis: The distance between the hob spindle axis and the gear blank axis is assigned.System 5, the origin is located along z 4 direction. The x 5-axis is lying along the hob axis inclina-tion angle (pivoting angle).System 6, the origin of the system is translated along the x 5 axis in order to simulate any tooth of the worm shape tool. The y 6 axis coincides with the symmetry axis of the hob tooth profile.Taking into account the rotation of the hob and the superimposition of the feed motion (axially, radially, etc.), the trace of the cutter is discretized into a number of static instances, namely into distinguished revolving positions, depending on the required computational accuracy. The trace of the cutting edge generates an enveloping surface of the tooth motion. The enveloping sur-face of the cutting edge is considered as the union of the points that belongs to the trace of the cutting edge of the cutting tooth, when it penetrates into a gear gap. The geometry of the gear gap is described by contours on perpendicular section planes to the gear axis. During the rela-tive movement of the hob, the intersection between the tooth’s enveloping surface and the gear reference cutting planes constitute the chip in an individual GP. Thereafter, a calculating proce-dure is utilized to compute the chip cross sections on the development of the cutting edge, and in this way to determine the distribution of the undeformed chip thickness. A linear interpolation is applied between the reference cutting planes to provide a continuous chip. In sequence, the gear gap geometry is updated for the next tooth penetration by subtracting the intersection area from the gear reference cutting planes. A characteristic result is displayed in Figure 4, calculated by the developed FRS/MAT software /3,7/. The undeformed chip thickness is presented over thedevelopment of the cutting edge, on successive section levels in a single generating position by means of a colour scale. A similar graphical presentation of the undeformed chip geometry in the individual GPs is provided by the SPARTA-software /8,9/.Figure 4: Characteristic undeformed chip geometry presentation in a single generating positionduring gear hobbing calculated by FRS/MAT.8 3rd ICMEN – 20082.2. Solid modelingSolid modeling is used to develop the 3D geometry applied in the FEM simulation. In the solid modeling procedure two objects for the hob tool were created: a cylinder and a single tooth of the cutter rack (Figure 3a). Utilizing the parametric and associative nature of the solid modeler program (Solidworks) /10/, the single cutting tooth simulates any teeth of the worm shape tool through the translation and rotation of appropriate coordinate systems. The hob tooth profile corresponds to the DIN 3972 standards /11/ or to any other desired geometry. At a final stage, the solid models of the hob tooth and the cylinder are assembled together as presented in Fig-ure 3b. The prescribed coordinate systems were also used in the solid modeling procedure to provide the exact joining of the solid models at any stage of the manufacturing process.The solid models of the instantaneous gear gap and the hob were created within the environ-ment of the applied solid modeling CAD program and then were stored using the STL neutral file format.The gear blank consists of a single gear gap and a gear cylinder with radius equal to the exter-nal radius of the gear. A point cloud in the 3D space describes the geometry of the gear gap on reference section levels perpendicular to the gear axis, as demonstrated in Figure 5, provided with the gear hobbing simulation software FRS/MAT. Following that, the data are inserted into a CAD system for processing and generating a triangular mesh.Figure 5: Discretization of an instantaneous gear gap geometry and triangular mesh genera-tion.A large number of triangular elements (facets) are necessary to approximate the complex gear gap surface geometry. In the example displayed in Figure 5, approximately 20.000 facets were used. Considering the difficulties to insert shape information from the CAD into the FEM system, as STL triangulations cannot be used directly for FEM purposes, a new mesh has to be created /12/. Generation of the FE mesh from the original geometry is implemented using a mesh gen-eration system. The accuracy of the final object geometry that used in the FEM engine is based on the size of the tetrahedral elements. As the mesh density, i.e. the number of the tetrahedral elements, increases the new geometry closely approximates the geometry of the STL file.2.3. FEM- based modeling of gear hobbingThe applied model using the DEFORM-3D software is based on an implicit Lagrangian incre-mental formulation, i.e. the finite element mesh is generated in the workpiece and follows its deformation. An unstructured tetrahedral finite element mesh is generated in the workpiece using the Automatic Mesh Generation system (AMG). On the one hand, Lagrangian methods are well suited to simulate transient and discontinuous machining processes; on the other hand, a number of disadvantages are associated with Lagrangian methods. They are computationally expensive, as relative small time steps are required in transient solutions. Moreover, in applying Lagrangian formulations to problems of large plastic deformations, such as machining, the mesh can be distorted severely.One way to overcome the large plastic deformation is to simulate machining by remeshing the workpiece to offset mesh distortions due to deformation caused by the tool feed. This occurs when a negative Jacobean is encountered (severely distorted elements) or on assignment of certain triggers (remeshing criteria). DEFORM 3D uses the AMG to automatically provide an optimised remeshing process. However, computational errors that occur due to interpolation of the nodal state variables between meshes are a drawback of the remeshing process.Another important tool incorporated in the used FEM code is the mesh adaption, capable of predicting non-steady chip formation. Weighting factors that specify the relative mesh density to regions of high curvature or of steep strain, strain rate and temperature gradients can be as-signed individually. Areas can also be specified geometrically to generate a fine or coarse mesh using mesh density windows. Thus, the adaptive meshing system generates the minimum size elements in chip zone and substantially larger elements away from the chip and cutting zone.An improved understanding of the implications of minimum length scales encountered in ma-chining is needed for the convergence and efficiency of numerical computations. I n order to adequately address this in the solution, a high degree of mesh refinement is required /13/. The features that require a fine mesh in machining are the mechanical and thermal boundary layers that develop in the contact region and within localized shear bands.The workpiece was modeled as rigid-viscoplastic, (the flow stress is a function of strain, strain rate and temperature), homogenous, with isotropic yield function (von Mises) and isotropic strain hardening rule.The cutting tool was modeled as rigid. Based on this assumption there is no need to assign its mechanical properties and thus, only thermal properties were defined. Moreover, compared with the large plastic deformation of the gear material, the tool elastic deflection can be neglected without loss of accuracy. An unstructured tetrahedral mesh is also used on the cutting tooth for thermal calculations. No remeshing is necessary on the tooth.Plenary 910 3rd ICMEN – 20083. MATERIAL FLOW STRESS LAWS AND BOUNDARY CONDITIONS USED IN THEFEM-CALCULATIONSOne of the critical issues of a FEM simulation is the reliability and accuracy of the flow stress model to represent the material behaviour in metal cutting, since extremely localized phenom-ena are encountered in the cutting process, characterized by large non-linear unconstrained plastic flow and high deformation rates.In the constitutive model proposed by S. Lei /14/, material flow stress data of C22 (AISI 1020) were obtained through orthogonal machining experiments. Despite the limitations and restric-tions of the plane strain model, it is utilized to describe the non-steady, multi-dimensional stress states, as the occurring ones, when simulating gear hobbing. The flow stress is determined by the product of strain, strain rate and temperature effects that are individually determined, as described by the equation:)(000H m n T F ⎟⎟⎠⎞⎜⎜⎝⎛⎟⎟⎠⎞⎜⎜⎝⎛=εεσσ (1)In (1) there exist no couplings among strain, strain rate and temperature and also no effect on the strain history. The reference value of the stress is σο, while the strain and strain rate are normalized with the values εο and o ε respectively; n and m are material parameters indicatingstrain hardening and strain rate hardening coefficients respectively; T H is the homologous tem-perature, i.e. the ratio of the material temperature T , to material melting point temperature T m , which is assumed to be 1848 K for the applied AISI 1020 steel. F (T H ) considers the effect of temperature on the stress and is defined in two regions:21)(C T C T F H H +=,0.472H T ≤ and (2)()()652433)()(C T C T C T C T F H H H H +++=,0.4720.635H T ≤≤ (3)Equation (3) takes into account the influence of the blue brittleness effect on the flow stress, which is inherent in low carbon steels and is considered to be a result of dynamic strain ageing. The coefficients of the flow stress equation are listed in Table 1. The applicable bounds of this constitutive equation are:• strain range: 0 up to 2 • strain rate range: up to 50.000 s -1• temperature range: 25 up to 650 o C. If the process conditions are in an area outside of the flow stress region, i.e. for strains larger than 2, constant values of the flow stress have been assumed in order to prevent extrapola-tions.Table 1: Flow stress equation coefficients. σο [MPa] εο 0ε n m C 1780 0.85 16.000 0.34 0.08 -1.52C 2 C 3C 4 C 5 C 6 1.49 135.2 -268.7 169.6 -33.5Furthermore, the work material properties were first used in the orthogonal machining theory described by Oxley and Hastings /15,16/ implemented into the FEΜ code. According to OxleyPlenary 11/17/, results of high-speed compression tests of plain carbon steels (0.16-0.55%) obtained by Oyane /18/, is possible to extrapolate into the machining range by using the velocity-modified temperature concept suggested by MacGregor and Fisher /19/. A linear log stress/log strain relation represents the flow stress properties of the work material:()()mod 1mod n T T σσε= ,(4)where σ and ε are the uniaxial flow stress and strain; the strength coefficient σ1 and the strain hardening exponent n are functions of the velocity-modified temperature T mod . The velocity-modified temperature describes the material properties as a relation between the temperature and strain rate. This can be expressed as:⎟⎠⎞⎜⎝⎛⎟⎠⎞⎜⎝⎛−=o v T T εε log 1mod (K) , (5)where T is the temperature, εis the strain rate and v and o ε are constants. Equation (5) dem-onstrates the expected qualitative result that an increase in strain-rate is equivalent to a de-crease in temperature. However, at temperatures less that the recrystallization temperature, equation (5) can only be regarded as approximate /20/. Oxley’s equation for AI SI 1020 steel was included in tabular format in the material database of DEFORM-3D. The related applicable limits are:• strain range: up to 5 • strain rate range: up to 20.000 s -1• temperature range: 20 up to 1.300 o C .The tool/chip boundary conditions are quite complex, influenced by a number of factors such as cutting speed, feed rate, etc. /21/. While several models were presented to determine the friction boundary conditions, an accurate description is still unavailable and the correlation with experi-mental data is poor. Researchers present conflicting viewpoints concerning the nature of the tool-chip frictional conditions to the point where definitive conclusions cannot be drawn /22/. In the present paper, a shear friction law was assumed by considering only high normal stresses on the sticking region, defined by the relationship:τf = m k chip , (6) where m (0<m <1) is the friction factor and k chip is the material shear yield stress:k chip =3/σ, (7)with σ being the effective yield stress under pure uniaxial tension. The constant shear friction factor m was varied in the range of 0.60-0.95 to investigate the sensitivity on the simulated chip flow and chip geometry. Additional work has been carried out to explore the friction boundary conditions and to provide a reliable model for the gear hobbing process /3/.4. CHIP FORMATION IN GEAR HOBBING OF SPUR GEARS DETERMINED BY FEM-BASED CALCULATIONS AND SELECTION OF APPROPRIATE MATERIAL FLOW STRESS LAWThe undeformed chip cross-sections, on the development of the cutting edge, in successive tool revolving positions are presented in five characteristic GPs in Figure 6. I n this manufacturing case, the material removal from a tooth gap takes place in 26 individual GPs. This case was considered as a test one to demonstrate the possibilities of the developed FEM hobbing simula-12 3rd ICMEN – 2008 tion and to select the most appropriate material flow stress law. The data of GP -9 are input into the developed FEM procedure to enable the visualization of the complicated chip formation mechanism and to provide information of the occurring stresses, temperatures, strains, strain rates, etc. The performed FEM-calculations are associated to up-cut gear hobbing, while cutting experiments were conducted in conjunction, for the model validation. The associated chip flow is visualized in four successive tool rotational positions (steps), as shown in Figure 7. At section (I) the chip is generated when the leading and the trailing flank starts to penetrate into the gear material, at low chip thicknesses. Following that, a three-flank chip is formed, since the tooth head starts to cut, as shown in section (II). The material removal between sections (II) and (III) is dominated by intense chip flow obstruction due to the reciprocal collision of chip distinct seg-ments. The complicated chip flow obstruction at this region exhibits a remarkable influence onthe tool wear progress, specifically at the transient cutting edge regions from the cutting tooth head to the flanks, as reported in extended investigations /6,23,24/. Finally, the chip removal is completed and the tool exits from the workpiece gap (see section (IV)).Figure 6: Chip formation in characteristic generating positions during up-cut gear hobbing,calculated by FRS/MAT.Figure 7: Chip formation in an individual generating position during gear hobbing.Two opposite views of the real chip, the upper side view and a rake side view corresponding to the simulated GP –9, are provided in Figure 8. Moreover, the same views of the FEM-calculated chip according to Lei’s and Oxley’s flow stress laws are also illustrated in this figure. As it can been seen in the table inserted at the bottom of the figure, the mean undeformed chip thickness of the tooth head region is approximately h≈0.25 mm calculated by FRS/MAT, with a mean undeformed length of l≈16 mm. Considering the real chip dimensions, the mean chip thickness in the tooth head region amounts to h ch≈0.6 mm with a mean length of l ch≈6.7 mm. On the one hand, an overestimation of the chip plastic deformation in the FEM-based calculations is evi-dent, considering the real and the simulated chip, when using the Lei’s flow stress law. On the other hand, using as input data the material flow stress after Oxley, the plastic deformation of the real chip is underestimated but the calculated chip geometry is closer to the real one, as the corresponding chip dimensions in Figure 8. Therefore, the Oxley material flow stress law /17/was applied in the performed FEM-calculations presented in the following sections.Figure 8: Real chip geometry and FEM-calculated ones considering various material flow stress laws.5. CHIP FORMATION DETERMINED BY FEM BASED CALCULATIONS IN GEARHOBBING OF HELICAL GEARSFor manufacturing helical gears by hobbing, there are two variations depending on the helix angle directions of the cutting tool and the gear blank cylinder. Equi-directional hobbing is set when the helix angle directions of the hob (γ) and the gear blank (β2) are the same, while in the opposite case, counter-directional hobbing is applied. Hence, a different pivoting angle (n= β2 ± γ) results in these machining cases. In this way, four possible cutting variations i.e. the up-cut equi-directional and counter-directional, as well as the climb equi-directional and counter-directional gear hobbing occur, as illustrated in Figure 9.FEM simulations of the four possible cutting variations for the cutting of helical gears were per-formed to investigate the chip formation mechanism in characteristic GPs, where ‘’three flank’’ chips are removed. The chip formation affects the stresses and temperatures that limit the tool life of the cutting tooth and the surface integrity of the work gear flank. A number of phenomena can be predicted using the finite element analysis, i.e. chip flow obstruction during chip genera-tion and potential chip collision with the gear flanks, as well. The later can result into pinching and crushing of the generated chip between the cutting edge of the hob and the tooth flank of the work gear /25/. For the above-mentioned reasons, the most critical GPs concerning chip formation and flow were selected for FEM simulation. In order to validate the FEM model com-parative experiments were carried out in gear hobbing. The obtained results are presented inthe following sections.Figure 9: The four possible cutting variations in hobbing of helical gears.5.1. Up-cut counter-directional kinematicsIn this manufacturing case a total number of 36 GPs are required to generate the involute gear tooth profile. The development of the cutting edge is divided into three regions corresponding to the tooth head (H-H), the Leading and the Trailing Flank (LF, TF) respectively. Simulation data provided by the developed software FRS/MAT for GP -16, which is considered one of the most critical positions concerning the tool wear development /6,23,24/, were input into the FEM sys-tem to investigate the complicated chip formation mechanism and to get information about the occurring stresses, temperatures, strains, strain rates, etc.In Figure 10 the chip formation proceeds in the order (I), (II), (III) and (IV) according to the proc-ess kinematics. The corresponding revolving positions are superimposed on the undeformed chip geometry as shown at the bottom part of the figure. As the cutting tooth engages the work gear, the LF and then the TF penetrate into the gear material. Next, the tooth head starts to cut and a ‘three-flank’ chip is formed. As cutting proceeds further, the chip segments on the LF and TF are moving towards the chip segment generated on the cutting head and finally collide (be-yond section (II)). Finally the material removal is completed and the tool exits from the gear gap (see section (IV)).5.2. Climb counter-directional kinematicsI n the investigated climb counter-directional kinematics gear hobbing test case, 31 GPs are required to create the gear gap geometry. The data of GP 7 provided by the FRS/MAT software were input into the developed FEM system to simulate the chip formation mechanism. The chipformation in four characteristic stages of the simulation, (I), (II), (III), (IV) is shown in Figure 11.Figure 10: Chip formation in a generating position during up-cut counter-directional gear hob-bing.The same revolving positions are superimposed on the undeformed chip geometry as shown at the bottom part of the figure. In contrast to up-cut kinematics, the tooth head is penetrating first into the work gear and an entirely different plastic deformation of the work gear material results due to the opposite axial feed direction. The cutting proceeds in the following sequence: first, the tooth head penetrate into the gear gap where the maximum undeformed chip thickness of h max≈0.42 mm occurs. As the hob tooth moves towards section (II), the LF first and then the TF starts to cut. The chip is moving towards the tooth root of the hob and curls during the last stages of the chip formation (see section (IV)).Next, the penetration of the tooth head into the work gear is completed and at the final revolving positions the material is removed only by the LF and the TF. Beyond section (IV) the TF acts alone until the end of cutting. An interesting result of the FEM simulation is the chip collision with the machined work gear flank at the final stages of chip formation. Using the developed FEM-model important process data such as the temperature, stress and strain fields developed in theFigure 11: Chip formation in GP 7 during climb counter-directional gear hobbing at various rota-tional steps.chip can be continuously monitored during the chip formation and flow, as exhibited in Figure 12.Although the chip formation and flow are well described by the developed FEM-supported pro-cedure, the results accuracy concerning temperature, stresses and strains are affected by the descretization grade of the gear and hob solid geometry /26/. Thus, more efficient and less time-consuming FEM-algorithms have to be developed.5.3. Comparison between real and FEM-calculated chip geometriesVarious investigations have been conducted to check the validity of the developed FEM-based method, to compare among others the real chip geometries with the FEM-determined ones, considering known material constitutive laws as described in a previous section. Characteristic comparisons can be seen in Figure 13. These chips were removed in gear hobbing with differ-ent cutting kinematics (climb, or up-cut hobbing) and tool helix directions related to the work。
Development of CAD system and profile measuring device
and vibration of the workpiece are considered. A CAD/CAM system has also been developed for the shape design of disk cams using the relative velocity method [3−4] and the NC code generation using the bi-arc curve interpolation [5−6]. Even though many studies have been undertaken to suggest various cam grinding techniques, cam grinding mostly relies on experience. As the shape of the cam profile is not a complete circle, the cutting force of the workpiece continually changes due to the grinding wheel. It is expensive and requires a professional worker to initially set up the coordinate measuring machine (CMM) used to measure the cam. It also usually takes more than 1 h to measure a cam [7]. The objectives of this study are to propose a calculation algorithm to obtain an optimal grinding speed and to develop a profile measuring device. Three types of disk cams were successfully manufactured using the developed system with the proposed algorithm and a profile measuring device was developed to measure the precision of the cam profile.
proe的mechanica模块安装

proe的mechanica安装方法电脑重装后,proe也跟着重装,在安装mechnaica时,遇上了问题,不能在整合模式下运行。
因为很长时间没有装过,记不太清楚了,于是上网找了找资料,可惜很少这方面的资料,ivproe里有个比较详细的,但是是比较早的版本。
找不到资源,只好自己摸索了,试了几次后,终于搞定。
因为我想可能会有许多网友不能正确安装mechanica,也为了自己下次再重装的时候可以参照,因此我就把这次的安装经验记录下来,呵呵重新安装实验室操作系统,然后装PROEs tep 1:正确安装proestep 2:正确安装mechanica(到此你的mechanica应该可以在单独模式下运行了,不过我想大家用的比较多的还是整合模式,呵呵,说实话在单独模式下我看都看不明白)(回到SHooTERS文件夹,复制ptc.pro mechanica.wildfire.3.0.m090-patch.exe到Pro/ENGINEE Mechanica安装目录下\i486_nt\bin和i486_nt\obj和i486_nt\ptc ,双击运行,点patch,待运行完至此完成安装!!!安装破解好了以后没有时间的限制!)step 3:配置与其它产品的互用性(如果你想在整合模式下使用mechanica,你就得配置这一步,可以参考ptc的安装Help),具体步骤见下:A:找到proe的安装目录下的bin目录,运行ptcsetup.bat(也就是大家常说的超级安装)B:在"可选配置步骤"选项卡里,将"配置与其它产品的互用性"这一项勾选C:接着在"产品互用性配置"选项卡里,将mechanica的安装位置定位在你的mechanica的安装目录(例如:C:\Program Files\mechWildfire 3.0),然后一路next下去,重装配置一次以后就OK了.后来我又发现另一种方法也可以直接对启动命令采用手工编辑的方法:使用编辑器(如记事本)打开启动命令文件proe1.psf(位于ProeWildfire 3.0\bin目录下),将“ENV=MECH_LP=”右侧的“_MECH_DIR_”替换为mechanica的安装路径(可以参照我的配置ENV=MECH_LP=C:\Program Files\mechWildfire 3.0)。
fe_mechanical_engineering
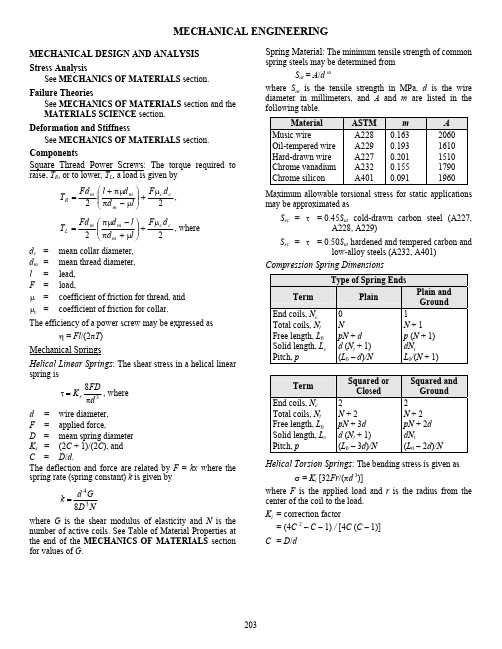
MECHANICAL ENGINEERINGMECHANICAL DESIGN AND ANALYSIS Stress AnalysisSee MECHANICS OF MATERIALS section. Failure TheoriesSee MECHANICS OF MATERIALS section and the MATERIALS SCIENCE section. Deformation and Stiffness See MECHANICS OF MATERIALS section. ComponentsSquare Thread Power Screws : The torque required to raise, T R , or to lower, T L , a load is given by,22c c m m m Rd F l d d l Fd T µ+⎟⎟⎠⎞⎜⎜⎝⎛µ−ππµ+=22c c m m mL d F l d l d Fd T µ+⎟⎟⎠⎞⎜⎜⎝⎛µ+π−πµ=, where d c mean collar diameter,d m = meanthread diameter, l =lead, F = load,µ = coefficient of friction for thread, and µc = coefficient of friction for collar.The efficiency of a power screw may be expressed asη = Fl /(2πT )Mechanical SpringsHelical Linear Springs : The shear stress in a helical linear spring is38d FD K s π=τ, whered = wire diameter, F = applied force, D =mean spring diameter K s = (2C + 1)/(2C ), and C =D /d .The deflection and force are related by F = kx where the spring rate (spring constant) k is given byND G d k 348=where G is the shear modulus of elasticity and N is thenumber of active coils. See Table of Material Properties at the end of the MECHANICS OF MATERIALS section for values of G .Spring Material : The minimum tensile strength of commonspring steels may be determined from S ut = A /d mwhere S ut is the tensile strength in MPa, d is the wire diameter in millimeters, and A and m are listed in the following table.Material ASTM mA Music wireOil-tempered wire Hard-drawn wire Chrome vanadium Chrome siliconA228 A229 A227 A232 A4010.163 0.193 0.201 0.155 0.091 2060 1610 1510 1790 1960Maximum allowable torsional stress for static applications may be approximated asS sy = τ 0.45S ut cold-drawn carbon steel (A227,A228, A229) S sy = τ 0.50S ut hardened and tempered carbon andlow-alloy steels (A232, A401)Compression Spring Dimensions Type of Spring EndsTermPlainPlain andGroundEnd coils, N e Total coils, N t Free length, L 0 Solid length, L s Pitch, p0 NpN + d d (N t + 1) (L 0 – d )/N 1 N + 1 p (N + 1) dN tL 0/(N + 1)TermSquared or ClosedSquared and GroundEnd coils, N e Total coils, N t Free length, L 0 Solid length, L s Pitch, p 2 N + 2 pN + 3d d (N t + 1) (L 0 – 3d )/N 2 N + 2 pN + 2d dN t(L 0 – 2d )/NHelical Torsion Springs : The bending stress is given asσ = K i [32Fr /(πd 3)]where F is the applied load and r is the radius from the center of the coil to the load. K i = correction factor= (4C 2 – C – 1) / [4C (C – 1)] C = D /dThe deflection θ and moment Fr are related byFr = k θwhere the spring rate k is given byDNE d k 644=where k has units of N·m /rad and θ is in radians.Spring Material : The strength of the spring wire may be found as shown in the section on linear springs. The allowable stress σ is then given byS y = σ = 0.78S ut cold-drawn carbon steel (A227,A228, A229) S y = σ = 0.87S ut hardened and tempered carbonand low-alloy steel (A232, A401)Ball/Roller Bearing SelectionThe minimum required basic load rating (load for which 90% of the bearings from a given population will survive 1 million revolutions) is given byaPL C 1=, whereC = minimum required basic load rating, P =design radial load,L = design life (in millions of revolutions), and a = 3 for ball bearings, 10/3 for roller bearings. When a ball bearing is subjected to both radial and axial loads, an equivalent radial load must be used in the equation above. The equivalent radial load isP eq = XVF r + YF a , whereP eq = equivalent radial load, F r = applied constant radial load, and F a = applied constant axial (thrust) load. For radial contact, deep-groove ball bearings: V = 1 if inner ring rotating, 1.2 if outer ring rotating, If F a /(VF r ) > e,and5130where 8400and 56023602470,C F .e C F .Y ,.X .o a .o a ⎟⎟⎠⎞⎜⎜⎝⎛=⎟⎟⎠⎞⎜⎜⎝⎛==−C o = basic static load rating, from bearing catalog. IfF a /(VF r ) ≤ e , X = 1 and Y = 0.Intermediate- and Long-Length Columns The slenderness ratio of a column is S r = l/k , where l is the length of the column and k is the radius of gyration. The radius of gyration of a column cross-section is,A I k = where I is the area moment of inertia and A is the cross-sectional area of the column. A column is considered to be intermediate if its slenderness ratio is less than or equal to (S r )D , where()and ,2yD r S ES π= E = Young's modulus of respective member, and S y = yield strength of the column material.For intermediate columns , the critical load is⎥⎥⎦⎤⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛π−=221ry y cr S S E S A P , where P cr = critical buckling load,A = cross-sectional area of the column, S y = yield strength of the column material, E = Young's modulus of respective member, and S r = slenderness ratio.For long columns , the critical load is22r cr S EAP π=where the variables are as defined above.For both intermediate and long columns, the effective column length depends on the end conditions. The AISC recommended values for the effective lengths of columns are, for: rounded-rounded or pinned-pinned ends, l eff = l ; fixed-free, l eff = 2.1l ; fixed-pinned, l eff = 0.80l ; fixed-fixed, l eff = 0.65l . The effective column length should be used when calculating the slenderness ratio.Power Transmission Shafts and AxlesStatic Loading : The maximum shear stress and the von Mises stress may be calculated in terms of the loads from()()[],88221223T Fd M dmax ++π=τ()[]212234884T Fd M d ++π=σ′, whereM the bending moment, F =the axial load, T =the torque, and d = the diameter.Fatigue Loading : Using the maximum-shear-stress theory combined with the Soderberg line for fatigue, the diameter and safety factor are related by 2122332⎥⎥⎦⎤⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛++⎟⎟⎠⎞⎜⎜⎝⎛+=πe a fs y m e a f y m S T K S T S M K S M n d where d = diameter, n =safety factor,M a =alternating moment, M m meanmoment, T a =alternating torque, T m =mean torque, S e = fatigue limit, S y =yield strength, K f = fatigue strength reduction factor, and K fs = fatigue strength reduction factor for shear.JoiningThreaded Fasteners : The load carried by a bolt in a threaded connection is given byF b = CP + F i F m < 0 while the load carried by the members is F m = (1 – C ) P – F iF m < 0, where C =joint coefficient, = k b /(k b + k m )F b = total bolt load, F i=bolt preload, F m = totalmaterial load, P = externally applied load,k b = the effective stiffness of the bolt or fastener in thegrip, andk m = the effective stiffness of the members in the grip. Bolt stiffness may be calculated fromdt t d t d b l A l A E A A k +=, whereA d = major-diameter area, A t =tensile-stressarea, E = modulus of elasticity,l d = length of unthreaded shank, andl t = length of threaded shank contained within the grip. If all members within the grip are of the same material, member stiffness may be obtained fromk m = dEAeb (d/l ), whered =bolt diameter,E = modulus of elasticity of members, and l = grip length.Coefficients A and b are given in the table below for various joint member materials.Material A bSteel 0.78715 0.62873 Aluminum 0.79670 0.63816 Copper 0.79568 0.63553 Gray cast iron 0.77871 0.61616The approximate tightening torque required for a given preload F i and for a steel bolt in a steel member is given by T = 0.2 F i d .Threaded Fasteners – Design Factors : The bolt load factor is n b = (S p A t – F i )/CPThe factor of safety guarding against joint separation isn s = F i / [P (1 – C )]Threaded Fasteners – Fatigue Loading : If the externally applied load varies between zero and P , the alternating stress isσa = CP /(2A t )and the mean stress isσm = σa + F i /A tBolted and Riveted Joints Loaded in Shear:Failure by pure shear , (a)τ = F /A, whereF =shear load, andA = cross-sectional area of bolt or rivet.Failure by rupture , (b)σ = F /A, whereF = load andA = net cross-sectional area of thinnest member.MECHANICAL ENGINEERING (continued)Failure by crushing of rivet or member , (c)σ = F /A, whereF =load andA = projected area of a single rivet.Fastener groups in shear , (d)The location of the centroid of a fastener group with respect to any convenient coordinate frame is:∑∑=∑∑=====ni ini ii ni ini ii A y A y ,A x A x 1111, wheren = total number of fasteners,i = the index number of a particular fastener, A i = cross-sectional area of the i th fastener,x i =x -coordinate of the center of the i th fastener, and y i = y -coordinate of the center of the i th fastener. The total shear force on a fastener is the vector sum of the force due to direct shear P and the force due to the moment M acting on the group at its centroid.The magnitude of the direct shear force due to P isThis force acts in the same direction as P . The magnitude of the shear force due to M isThis force acts perpendicular to a line drawn from the group centroid to the center of a particular fastener. Its sense is such that its moment is in the same direction (CW or CCW) as M .Press/Shrink FitsThe interface pressure induced by a press/shrink fit is222222220.5o i o i o io i p r r r r r r v v E E r r r r δ=⎛⎞⎛⎞+++++⎜⎟⎜⎟−−⎝⎠⎝⎠where the subscripts i and o stand for the inner and outermember, respectively, andp = inside pressure on the outer member and outsidepressure on the inner member,δ the diametral interference, r= nominal interference radius, r i = inside radius of inner member, r o = outside radius of outer member,E = Young's modulus of respective member, and v= Poisson's ratio of respective member.See the MECHANICS OF MATERIALS section on thick-wall cylinders for the stresses at the interface. The maximum torque that can be transmitted by a press fit joint is approximatelyT = 2πr 2µpl ,where r and p are defined above, T = torque capacity of the joint,µ = coefficient of friction at the interface, andl= length of hub engagement.KINEMATICS, DYNAMICS, AND VIBRATIONS Kinematics of Mechanisms Four-bar LinkageThe four-bar linkage shown above consists of a reference (usually grounded) link (1), a crank (input) link (2), a coupler link (3), and an output link (4). Links 2 and 4 rotate about the fixed pivots O 2 and O 4, respectively. Link 3 is joined to link 2 at the moving pivot A and to link 4 at the moving pivot B . The lengths of links 2, 3, 4, and 1 are a , b , c , and d , respectively. Taking link 1 (ground) as the reference (X-axis), the angles that links 2, 3, and 4 make with the axis are θ2, θ3, and θ4, respectively. It is possible to assemble a four-bar in two different configurations for a given position of the input link (2). These are known as the “open” and “crossed” positions or circuits..nP F i =1.r Mr F n i ii i∑==122MECHANICAL ENGINEERING (continued)Position Analysis. Given a , b , c , and d , and θ21,242arctan 2⎛−±θ=⎜⎜⎟⎝⎠B Awhere A = cos θ2 – K 1 – K 2 cos θ2 + K 3 B =2sin θ2C = K 1 – (K 2 + 1) cos θ2 + K 3 , andac d c b a K c d K a dK 2 , ,2222321++−=== In the equation for θ4, using the minus sign in front of theradical yields the open solution. Using the plus sign yields the crossed solution.1,232arctan 2⎛−±θ=⎜⎜⎟⎝⎠E Dwhere D =cos θ2 – K 1 + K 4 cos θ2 + K 5E = –2sin θ2F =K 1 + (K 4 – 1) cos θ2 + K 5 , andab b a d c K bd K 2 ,222254−−−== In the equation for θ3, using the minus sign in front of theradical yields the open solution. Using the plus sign yields the crossed solution.Velocity Analysis. Given a , b , c , and d , θ2, θ3, θ4, and ω2()()422334sin sin θ−θωω=θ−θa b ()()232443sin sin θ−θωω=θ−θa c 2222sin , cos =−ωθ=ωθAx Ay V a V a 3333sin , cos =−ωθ=ωθBAx BAy V b V b4444sin , cos =−ωθ=ωθBx By V c V cSee also Instantaneous Centers of Rotation in the DYNAMICS section.Acceleration analysis. Given a , b , c , and d , θ2, θ3, θ4, and ω2, ω3, ω4, and α234, , where −−α=α=−−CD AF CE BFAE BD AE BD43sin , sin =θ=θA c B b22222223344sin cos cos cos =αθ+ωθ+ωθ−ωθC a a b c43cos , cos =θ=θD c E b22222223344cos sin sin sin =αθ−ωθ−ωθ+ωθF a a b cGearingInvolute Gear Tooth NomenclatureCircular pitch p c = πd/NBase pitch p b = p c cos φ Module m = d/NCenter distance C = (d 1 + d 2)/2whereN = number of teeth on pinion or gear d = pitch circle diameter φ =pressure angleGear Trains : Velocity ratio , m v , is the ratio of the output velocity to the input velocity. Thus, m v = ωout / ωin . For a two-gear train, m v = –N in /N out where N in is the number of teeth on the input gear and N out is the number of teeth on the output gear. The negative sign indicates that the output gear rotates in the opposite sense with respect to the input gear. In a compound gear train , at least one shaft carries more than one gear (rotating at the same speed). The velocity ratio for a compound train is:gearsdriven on teeth of number of product gearsdriver on teeth of number of product ±=v mA simple planetary gearset has a sun gear, an arm that rotates about the sun gear axis, one or more gears (planets) that rotate about a point on the arm, and a ring (internal) gear that is concentric with the sun gear. The planet gear(s) mesh with the sun gear on one side and with the ring gear on the other. A planetary gearset has two independent inputs and one output (or two outputs and one input, as in a differential gearset).Often, one of the inputs is zero, which is achieved by grounding either the sun or the ring gear. The velocities in a planetary set are related byv armL arm f m ±=ω−ωω−ω, whereωf= speed of the first gear in the train,ωL = speed of the last gear in the train, and ωarm = speed of the arm.Neither the first nor the last gear can be one that has planetary motion. In determining m v , it is helpful to invert the mechanism by grounding the arm and releasing any gears that are grounded.Dynamics of MechanismsGearingLoading on Straight Spur Gears : The load, W , onstraight spur gears is transmitted along a plane that, in edge view, is called the line of action . This line makes an angle with a tangent line to the pitch circle that is called the pressure angle φ. Thus, the contact force has two components: one in the tangential direction, W t , and one in the radial direction, W r . These components are related to the pressure angle byW r = W t tan(φ).MECHANICAL ENGINEERING (continued)Only the tangential component W t transmits torque from one gear to another. Neglecting friction, the transmitted force may be found if either the transmitted torque or power is known:,22mNTd T W t ==ω=ω=mN Hd H W t 22, where W t = transmitted force (newton), T = torque on the gear (newton-mm), d = pitch diameter of the gear (mm),N = number of teeth on the gear,m = gear module (mm) (same for both gears in mesh), H=power (kW), and ω = speed of gear (rad /sec).Stresses in Spur Gears : Spur gears can fail in eitherbending (as a cantilever beam, near the root) or by surface fatigue due to contact stresses near the pitch circle. AGMA Standard 2001 gives equations for bending stress and surface stress. They are:,bending and σ=ta mb s B I vW K K K K K FmJ Ksurface stress σ=c C , whereσb= bending stress,σc surface stress, W t = transmitted load, F = face width, m =module, J= bending strength geometry factor, K a = application factor, K B = rim thickness factor, K 1 = idler factor,K m = load distribution factor, K s = size factor, K v = dynamic factor, C p = elasticcoefficient, I =surface geometry factor,d = pitch diameter of gear being analyzed, and C f surfacefinish factor. C a , C m , C s , and C v are the same as K a , K m , K s , and K v , respectively.Rigid Body DynamicsSee DYNAMICS section.Natural Frequency and ResonanceSee DYNAMICS section. Balancing of Rotating and Reciprocating EquipmentStatic (Single-plane) Balanceiyni i byb ix ni i bx b Rm R m Rm R m ∑∑==−=−=11,⎟⎟⎠⎞⎜⎜⎝⎛=bx b by b b R m R m arctan θ()()22by b bx b b b R m R m R m +=where m b = balance massR b = radial distance to CG of balance mass m i = i th point massR i = radial distance to CG of the ith point massθb = angle of rotation of balance mass CG with respect to a reference axisx ,y = subscripts that designate orthogonalcomponentsDynamic (Two-plane) BalanceTwo balance masses are added (or subtracted), one each on planes A and B . iiy ni i BByB iix ni i BBxB l R m l R ml R m l R m ∑∑==−=−=111 ,1Bx B ixni i Ax A R m Rm R m −−=∑=1 By B iyni i Ay A R m Rm R m −−=∑=1wherem A = balance mass in the A plane m B = balance mass in the B planeR A = radial distance to CG of balance mass R B = radial distance to CG of balance massand θA , θB , R A , and R B are found using the relationships given in Static Balance above.MECHANICAL ENGINEERING (continued)Balancing EquipmentThe figure below shows a schematic representation of atire/wheel balancing machine.Ignoring the weight of the tire and its reactions at 1 and 2, 22120x x A Ax B Bx F F m R m R ++ω+ω= 22120y y A Ay B By F F m R m R ++ω+ω= 211220x x B Bx B F l F l m R l ++ω= 211220y y B By B F l F l m R l ++ω=11222x x B Bx B F l F l m R l +=ω11222y y B By B F l F l m R l +=ω122x xA Ax b Bx F F m R m R +=−−ω122y yA Ay b By F F m R m R +=−−ωMATERIALS AND PROCESSING Mechanical and Thermal Properties See MATERIALS SCIENCE section. Thermal ProcessingSee MATERIALS SCIENCE section. TestingSee MECHANICS OF MATERIALS section.MEASUREMENTS, INSTRUMENTATION, AND CONTROLMathematical FundamentalsSee DIFFERENTIAL EQUATIONS and LAPLACE TRANSFORMS in the MATHEMATICS section, and the Response segment of the CONTROL SYSTEMS section.System DescriptionsSee LAPLACE TRANSFORMS in the MATHEMATICS section and the Response segment of the CONTROL SYSTEMS section.Sensors and Signal ConditioningSee the Measurements segment of the MEASUREMENT and CONTROLS section and the Analog Filter Circuits segment of the ELECTRICAL and COMPUTER ENGINEERING section.Data Collection and ProcessingSee the Sampling segment of the MEASUREMENT and CONTROLS section.Dynamic ResponseSee the Response segment of the CONTROL SYSTEMS section.THERMODYNAMICS AND ENERGY CONVERSION PROCESSES Ideal and Real GasesSee THERMODYNAMICS section. Reversibility/IrreversibilitySee THERMODYNAMICS section. Thermodynamic EquilibriumSee THERMODYNAMICS section.PsychrometricsSee additional material in THERMODYNAMICS section.HVAC—Pure Heating and Cooling()Ckg kJ 0211212⋅=.C pm pm a aMECHANICAL ENGINEERING (continued)ωTωTCooling and Dehumidification()()[]()2121321outω−ω=ω−ω−−=a w f a m m h h h m QHeating and Humidification()()()ina 21w a 42w 42or Q m h h mm m ′=−=ω−ω=ω−ωAdiabatic Humidification (evaporative cooling)()()wbf a w T h h m m h h h at 31212312=ω−ω=ω−ω+= Adiabatic Mixing322113322113a a a a a a mm m m h ω+ω=ω= distance 3213a a __mm= × distance __12 measured onpsychrometric chartMECHANICAL ENGINEERING (continued)Performance of Components Fans, Pumps, and CompressorsScaling Laws15325312222212222213231323⎟⎟⎠⎞⎜⎜⎝⎛ρ=⎟⎟⎠⎞⎜⎜⎝⎛ρ⎟⎟⎠⎞⎜⎜⎝⎛ρ=⎟⎟⎠⎞⎜⎜⎝⎛ρ⎟⎠⎞⎜⎝⎛=⎟⎠⎞⎜⎝⎛⎟⎟⎠⎞⎜⎜⎝⎛ρ=⎟⎟⎠⎞⎜⎜⎝⎛ρ⎟⎠⎞⎜⎝⎛=⎟⎠⎞⎜⎝⎛DN W D N WD N P D N P D N H D N H ND m ND m ND Q ND Q whereQ = volumetric flow rate, m= mass flow rate, H = head, P = pressure rise, W= power, ρ = fluid density, N = rotational speed, and D = impeller diameter.Subscripts 1 and 2 refer to different but similar machines or to different operating conditions of the same machine.Fan CharacteristicsTypical Backward Curved FansfPQ Wη∆= , where W= fan power, ∆P = pressure rise, and ηf =fan efficiency.Pump CharacteristicsNet Positive Suction Head (NPSH )gP g V g P NPSH vi i ρ−+ρ=22, whereP i = inlet pressure to pump, V i = velocity at inlet to pump, and P v = vapor pressure of fluid being pumped.ηρ=gHQ W, where W = pump power,η = pump efficiency, and H = head increase.MECHANICAL ENGINEERING (continued)Cycles and ProcessesInternal Combustion EnginesOtto Cycle (see THERMODYNAMICS section) Diesel Cycle12r c = V 3/V 2()⎥⎥⎦⎤⎢⎢⎣⎡−−−=η−11111c k c k r k r rk = c P /c vBrake PowerFRN TN W b π=π=22 , where = brake power (W), T =torque (N·m),N = rotation speed (rev/s),F = force at end of brake arm (N), and R = length of brake arm (m).Indicated Powerfb i W W W +=, where i W = indicated power (W), and fW = friction power (W). Brake Thermal Efficiency()HV mW f bb =η, whereηb = brake thermal efficiency, f m= fuel consumption rate (kg/s), and HV=heating value of fuel (J/kg).Indicated Thermal Efficiency()HV mW f ii =η Mechanical Efficiency i b ib m WW ηη==ηDisplacement Volume42SB V d π=, m 3 for each cylinderTotal volume = V t = V d + V c , m 3V c = clearance volume (m 3).Compression Ratior c = V t /V cbWMECHANICAL ENGINEERING (continued)Mean Effective Pressure (mep)Nn V n W mep c d s=, wheren s = number of crank revolutions per power stroke, n c = number of cylinders, and V d = displacement volume per cylinder.mep can be based on brake power (bmep ), indicated power (imep ), or friction power (fmep ).Volumetric EfficiencyNn V mc d a a v ρ=η 2 (four-stroke cycles only)wherea m= mass flow rate of air into engine (kg/s), and ρa = density of air (kg /m 3).Specific Fuel Consumption (SFC)J kg 1,HV Wm sfc f η== Use ηb and b W for bsfc and ηi and iW for isfc . Gas TurbinesBrayton Cycle (Steady-Flow Cycle)w 12 = h 1 – h 2 = c P (T 1 – T 2)w 34 = h 3 – h 4 = c P (T 3 – T 4) w net = w 12 + w 34 q 23h 3 – h 2 = c P (T 3 – T 2) q 41 h 1 – h 4 = c P (T 1 – T 4) q net q 23 + q 41 ηw net /q 23Steam Power Plants Feedwater HeatersMECHANICAL ENGINEERING (continued)MIDNIGHT6 AMNOON6 PMMIDNIGHTTIME OF DAYD E M A N D P O W E R , k WJunctionPumpSee also THERMODYNAMICS section.Combustion and Combustion Products See THERMODYNAMICS section Energy StorageEnergy storage comes in several forms, including chemical, electrical, mechanical, and thermal. Thermal storage can be either hot or cool storage. There are numerous applications in the HVAC industry where cool storage is utilized. The cool storage applications include both ice and chilled water storage. A typical chilled water storage system can be utilized to defer high electric demand rates, while taking advantage of cheaper off-peak power. A typical facility load profile is shown below.The thermal storage tank is sized to defer most or all of the chilled water requirements during the electric utility’s peak demand period, thus reducing electrical demand charges. The figure above shows a utility demand window of 8 hours (noon to 8 pm), but the actual on-peak period will vary from utility to utility. The Monthly Demand Reduction (MDR ), in dollars per month, is=∆on-peak MDR P R , whereReduced on-peak power, kW on-peak P ∆= On-peak demand rate, $/kW/month R =The MDR is also the difference between the demand charge without energy storage and that when energy storage is in operation.A typical utility rate structure might be four months of peak demand rates (June – September) and eight months of off-peak demand rates (October – May). The customer’s utility obligation will be the sum of the demand charge and the kWh energy charge.FLUID MECHANICS AND FLUID MACHINERY Fluid StaticsSee FLUID MECHANICS section. Incompressible FlowSee FLUID MECHANICS section.Fluid Machines (Incompressible)See FLUID MECHANICS section and Performance of Components above.Compressible Flow Mach NumberThe local speed of sound in an ideal gas is given by:kRT c = , wheresound of speed local ≡cvp C C k =≡heats specific of ratioconstant gas ≡Re temperatur absolute ≡TThis shows that the acoustic velocity in an ideal gasdepends only on its temperature. The Mach number (Ma) is the ratio of the fluid velocity to the speed of sound.cV ≡Ma velocity fluid mean ≡VMECHANICAL ENGINEERING (continued)Ma > 1Ma < 112NORMAL SHOCKINLET in Isentropic Flow RelationshipsIn an ideal gas for an isentropic process, the following relationships exist between static properties at any two points in the flow.()kk k T T P P ⎟⎟⎠⎞⎜⎜⎝⎛=⎟⎟⎠⎞⎜⎜⎝⎛=−1211212ρρ The stagnation temperature, T 0, at a point in the flow is related to the static temperature as follows:pC V T T ⋅+=220 The relationship between the static and stagnation properties (T 0, P 0, and ρ0) at any point in the flow can be expressed as a function of the Mach number as follows:2011Ma 2T k T −=+⋅()()12100Ma 211−−⎟⎠⎞⎜⎝⎛⋅−+=⎟⎠⎞⎜⎝⎛=k k k kk T T P P()()1121100Ma 211ρρ−−⎟⎠⎞⎜⎝⎛⋅−+=⎟⎠⎞⎜⎝⎛=k k k T TCompressible flows are often accelerated or decelerated through a nozzle or diffuser. For subsonic flows, the velocity decreases as the flow cross-sectional area increases and vice versa. For supersonic flows, the velocity increases as the flow cross-sectional area increases and decreases as the flow cross-sectional area decreases. The point at which the Mach number is sonic is called the throat and its area is represented by the variable, A *. The following area ratio holds for any Mach number.()()()()1212*121Ma 1211Ma 1−+⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡+−+=k k k k A Awhere A ≡ area [length 2]A * ≡ area at the sonic point (Ma = 1.0)Normal Shock RelationshipsA normal shock wave is a physical mechanism that slows a flow from supersonic to subsonic. It occurs over an infinitesimal distance. The flow upstream of a normal shock wave is always supersonic and the flow downstream is always subsonic as depicted in the figure.The following equations relate downstream flow conditionsto upstream flow conditions for a normal shock wave.()()1Ma 22Ma 1Ma 21212−−+−=k k k()[]()()212212112Ma 11Ma 2Ma 12+−−−+=k k k k T T()[]1Ma 2112112−−+=k k k P P()()2Ma 1Ma 1ρρ21212112+−+==k k V V0201T T =Fluid Machines (Compressible) CompressorsCompressors consume power in order to add energy to the fluid being worked on. This energy addition shows up as an increase in fluid pressure (head).For an adiabatic compressor with ∆PE = 0 and negligible ∆KE :()iecomph h m W −−= For an ideal gas with constant specific heats: ()iepcompT T C mW −−= Per unit mass:()i e p comp T T C w −−=。
航空缩略语一览表
航空缩略语一览表航空缩略语一览表机上标志英文缩写缩写全称中文AAFT After 后面APPR Approach 进场AIL Aileron 副翼A. ICE Anti-icing 防冰ASAP As soon as possible 越快越好APU Auxiliary power unit 辅助电源装置ASI Air speed indicator 空速表A-SKID Anti-skid 防滑ALT Altimeter 高度表ACCUM Accumulator 蓄压器AIR COND Air condition 空气调节系统ADC Air data computer 大气数据计算机ALT Altitude 高度ACM Air combat maneuvering 空点机动性A/A Air to air 空对空A/B AB. After burner 加力ac. Alternating current 交流ACL Automatic carrier landing 自动舰载着陆ACQ Acquisition 获取ACS Automatic channel select 自动频率选择A/D Analog-to-digital 模数ADF Automatic direction finder 自动定向机自动飞行控制AFCS Automatic flight controlsystemA/G Air-to-ground 空对地AM Amplitude modulation 调幅AOA Angle of attack 攻角AOB Angle of bank 侧滑角AVTR Airborne videotape recorder 机载视频磁带记录仪机载武器控制系统AWCS Airborne weapon controlsystemASSY Assembly 组件AMP Amplifier 放大器A/C Aircraft 飞机ADV Advisory自动飞行控制系统AFCS Automatic flight controlsystemAGL Above ground level 离地面高度AIM Air intercept missile 空中拦截导弹A/P Autopilot 自动驾驶ATC Automatic throttle control 自动油门控制ATS Air turbine starter 空气涡轮起动器AUG Augment 增加AUTO Automatic 自动ACT Active 激活AFM Airplane flight manual 飞机飞行手册AH Alert height 预警高度ALT HOLD Altitude hold 保持高度APU Auxiliary power unit 辅助电源ATC Air traffic control 空中交通管制ABN Abnormal 非正常ANT Antenna 天线ALTN Alternate 转换A/P Auto pilot 自驾ARPT Airport 机场A/S Airspeed 空速AWY Airway 航空公司A>B A greater than B A大于BAPT Apartment 舱AVE Avenue 大街ATC Air traffic control 空管BBRT Bright 亮度BAT Battery 电池BRK Brake 刹车BARO Barometric 气压BIT Built-in test 嵌入式试验BLS Basic landing display 基本着陆显示BOX Backup oxygen system 备用氧气系统BALT Barometric altimeter 气压高度表BCN Beacon 信标机BLD Bleed 排气BNK Bank 坡度BRG Bearing 轴承B/CRS Back course 逆航向BNR Binary 二进制BRG Bearing 轴承BTL Bottle 瓶BLK Block 街区BLDG Building 楼BTW by the way 顺便说CCTL Control 操纵CAB Cabin 座舱CKPT Cockpit 座舱CLR Clear 清除COMP Compartment 舱CP Center of pressure 压力中心C.G Center of gravity 重心CONT Contactor 接触器CNTR Control 操纵C/Bs Circuit breaker 断路器COM Control unit 控制器CAUT Caution 警告CAPT Captain 上尉CL Climb 爬升CT Continuous 连续COMM Communicator 通讯器COMMS Communications 通讯CFD Chaff flare dispensing 箔条干扰投放弹CW Clockwise 顺时针CCW Counterclockwise 逆时针CAT Catapult 飞机弹射器CAW Caution, advisory, warning 警告CC. cubic centimeter 立方厘米CP Central processor 中央处理器CRT Cathode ray tube 阴极射线管℃Degree Celsius 摄氏度CC Control converter 控制转换器CD Countdown 计数C/F Chaff/flare 箔条干扰器CH or CHAN Channel 波道CHKLST Checklist 检查清单CK Check 检查CMPTR Computer 计算机COMM Communication radio 通讯电台CPL Couple 偶合CPLD Coupled 偶合的CPU Central processor unit 中央处理器CRS Course 航向座舱视频记录系统CVRS Cockpit video recordingsystemC Captain; Celsius; center 摄氏度CAA Civil aviation authority 民航局CRZ Cruise 巡航CAPT Capture 捕获CHG Change 改变CO Company 公司CONT Continuous 继续CPCU Cabin pressure controller unit 座舱压力控制器CRG Cargo 货物CTR Center 中心CTL PNL Control panel 控制面板CVR Cockpit voice recorder 座舱声音记录仪CTU Counter Terrorist Unit 美国反恐局CTR Center 中心CL Close- 关闭CORP Corporation 公司CVRS Cockpit video recording座舱视频记录系统systemDDN Down 向下DEPT Department 部门DECEL Deceleration 减速DU Display unit 显示器DEC Decrease 减少D/A Digital-to-analog 数模dB Decibel 分贝dc. Direct current 直流DD Digital display 数显DEST. Destination 目的地DF Direction finder 定向DG Directional gyro 定向陀螺dc Direct current 直流DDI Digital display indicator 数字显示指示器DISCH Discharge 放电DME Distance measuring测距器equipmentD/D Direct descent 直接下降DIR Direct 方向DES Descent 下降DEST Destination 目的地DIR TO Direct to 直飞至DISC Disconnect 断开DIST Distance 距离DSPL Display 显示视DIST District 区DR Drive 驱动EEGT Exhaust gas temperature 排气温度表ELEV Elevator 升降舵ELEC Electric 电气EMER Emergency 应急EXT LT External light 外部灯EXT Extension 放下EXCH Exchanger 交换器ECM Electronic countermeasure 电子对抗ECB Electronic control box 电子控制盒EAS Equivalent airspeed 平衡速度ECS Environmental control system 环控系统ETA Estimated time of arrival 估计抵达时间ECON Economy 经济EPR Engine pressure ratio 发动机压力比EXT Extend 伸出E East 东方ECB Electronic control box 电子控制盒ECM Engine condition monitoring 发动机状态监视器ECS Environmental control system 环境控制系统ELV Elevation 升降EMER GEN Emergency generator 应急发电机ESS Essential 本质EST Estimated 估计EXT PWR External power 外动力EXTN Extension 扩展EST Estate 估计FFLT Flight 飞行FT Foot 英尺FWD Forward 向前Freq. Frequency 频率FQI Fuel quantity indicator 燃油油量表F Fast 快FCF Functional check flight 功能检查试飞FF Fuel flow 燃油流量F/F Fighter to fighter 战斗机对战斗机FI Fault isolation 故障隔离FL Flight level 飞行水平FOD Foreign object damage 外来物打伤FOV Field of view 视场fpm Feet per minute 英尺每分FTJU Fuel tank jettison unit 燃油箱抛放装置℉Degrees Fahrenheit 华氏FCC Flight control computer 飞行控制计算机FCS Flight control system 飞行控制系统F-QTY Fuel quantity 燃油量ft Foot, feet 英尺FUS Fuselage 机身FPM Feet per minute 英尺每分F/C Flight screw 空勤FLT CTL Flight control 飞行控制FOB Fuel on board 机上燃油F-PLN Flight plan 飞行计划FRT Front 前面FWR Flight warning system 飞行警告系统联邦航空管理局FAA federal aviationadministrationFMS Flight management system 飞行管理系统FL Floor 层GGRND Ground 地面GND Ground 地面GEN Generator 发电机G Ground 地面g. Gravity 重力GCA Ground-controlled approach 地面控制进场发电机控制器GCU Generator control unit, gun controlunitGHz Gigahertz 兆赫GT Ground track 地面追踪GPS Global positioning system 全球定位系统GW Gross weight 毛重GS Ground speed 地面速度GMT Greenwich mean time 格林尼治标准时间GPCU Ground power control unitGRVTY Gravity 重力GW Gross weight 毛重GOVT Government 政府HHYD Hydraulic 液压HP High pressure 高压HDG Heading 航向HUD Head up display 平显HSD Horizontal situation display 水平位置显示器HI High 高度HMD Helmet mounted displayHSI Horizontal situation indicator 水平状态指示器HDG SEL Heading select 航向选择H Hour, hot 小时HC Harness connector 索具接头HCU Hydraulic control unit 液压控制器HDL Handle 手柄HI High 高度HLD Hold 把持HPV High pressure valve 高压阀HZ Hertz 赫兹HT Height 高度IIDG Integrated drive generator 综合驱动发电机ILS Instrument landing system 仪表着陆系统INC Increase 增加IGN Ignition 点火IFF Identification friend or foe 敌我识别器IAS Indicated airspeed 指示空速国际民航组织ICAO International Civil A viationOrganizationICS Intercommunications 内部通讯IDG Integrated-drive generator 综合传动发电机IFRInstrument flight rules 仪表飞行规则IFT In-flight training 飞行训练IGV Inlet guide vane 进气导流叶片IMN Indicated Mach number 指示马赫数INS Inertial navigation system 惯性导航系统IP Initial point 初始点IR Infrared 红外IRCM Infrared countermeasure 红外电子对抗舱内通讯系统ICS Inter-cockpit communicationsystemID Identification 识别INOP Inoperative 不工作INST Instrument 仪表INV Invalid 无效IP Instructor pilot 飞行教员I/P Identification of position 位置识别ISOL Isolate 隔离Ib(s) Pound(s) 英磅IGS Instrument guidance system 仪表导航系统IM Inner marker 内部标志IMM Immediate 立即INCREM Increment 增量INR Inner 内部INTCP Intercept 拦截I/O Inputs/outputs 输入、输出IP Intermediate pressure 中间压力ISA International standard atmosphere 国际标准大气INV Inverter 变流机IMC instrument meteorologicalconditionsIFS Instrument flight rulesICU intensive care unit 重症监护病房INST Institution/institute 机构INT’L International 国际JJETT Jettison 抛放KKTS Knots 节点KGS Knots ground speedKG Kilogram 千克LLDG Landing 着陆LO Low 低L/G Landing gear 起落架LT Light 灯LP Low pressure 低压L Left 左LOC Local 当地LOC Localizer 定位器LCD Liquid crystal display 液态晶体显示器LE Leading edge 前缘L ENG Left engine 左发LCS Liquid cooling system 液态冷却系统LEF Leading edge flaps 前缘襟翼LI Left inboard 左侧内弦LM Left midboardLO Left outboardLNAV Lateral navigation 侧向导航LRC Long range cruise 远距巡航L Left 左侧LAT Latitude 纬度LAV Lavatory 洗手间LH Left hand 左手LIM Limitation 限定LK Lock 锁定LL Latitude/longitude 纬度/经度LONG Longitude 纵向LVL Level 水平LW Landing weight 着陆重量LORAN Long range navigation 远距导航LCS Liquid cooling system 液冷系统Lbs Pounds 磅lMMED Medium 中间MON Monitoring unit 监控器MLG Main landing gear 主起落架MACH Mach number 马赫数M. Mach 马赫MAD Magnetic azimuth 磁方位MAN. Manual 手动MAX. Maximum 最大MFD Multifunction display 多功能显示器MIL Military 军事MSL Mean sea level 平均海平面MTM Magnetic tape memory 磁带记录MAD Magnetic azimuth detector 磁方位检测器MAX Maximum afterburner thrust 最大加力推力MFS Multifunction switch 多功能开关MIL Military thrustMPCD Multipurpose color display 多功能彩色显示器MTRS or m Meters 米MOD Modify 改装MSL Mean sea level 平均海平面M Magenta, mach, MeterMAG Magnetic 磁力MAG VAR Magnetic variation 磁偏MAINT Maintenance 维护MAX END Maximum endurance 最长持续时间MB MillibarMECH Mechanic 机工MEL Minimum equipment listMIN Minimum; minuteMKR MarkerMLS Microwave landing system 微波着陆系统MLW Maximum landing weightMSG MessageMRI magnetic resonance核磁共振inspectionMIN Ministry 部NNAV Navigation 导航ND Navigation display 导航显示器NORM Normal 正常NAC Nacelle 吊舱NGV Navigation guide vane 导流片nm Nautical miles 海里NOZ Nozzle 喷口NPS Navigation power supply 导航电源NR Number 数字NWS Nose wheel steering 前轮转舵N1 Fan rpm 风扇转速N2 Compressor rpm 压缩器转速N ACC Normal accelerometer 正常加速器NU Nose up 机头向上ND Navigation displayNDB Nondirectional beaconNAS National airspace systemNAT’L NationalNO NumberNW Nosewheel 前轮OOAT Outside air temperature 外界气温OBC On-board check 机上检查OSP Overspeed 超速OXY Oxygen 氧气OAT Outside air temperatureOFF/R Off resetOFST Offset 偏移O/P Output 输出OPP Opposite 相反OPT Optimum 乐观OURT Outer 外部OVHD Overhead 过头OVSPD Overspeed 超速原始设备制造商OEM Original equipmentmanufacturerORGN OrganizationPPR Pressure 压力PWR Power 电源PNL Panel 面板PSI Per square inch 每英寸PCD Precision course direction 精密航向指示PD Pulse Doppler 脉冲多普勒pph Pounds per hour 镑每小时PPI Plane position indicator 平面位置指示器PRI Primary 初级PTP Point to point 点对点psi Pounds per square inch 磅每平方英寸PB,pb Pushbutton 按钮PERF Performance 性能POS Position 位置PR Pressure 压力PROC Procedure 工艺PROF ProfilePROG Progress 进程PROTEC Protection 防护PT Point 点PTR Printer 打印机PTU Power transfer unitPRM Precision runway monitoringQQT Quantity 数量Q. Dynamic pressure 动压QDC Quick disconnect connector 快卸接头QTY Quantity 数量QFU Runway heading 跑道航向QT Quart (US) 石英RRUD Rudder 方向舵rpm Revolution per minute 转每分RDR Radar 雷达RECON. ReconnaissanceRF Radio frequency 射频RFI Radio frequency indicator 射频指示器ROM Read-only memory 只读存储器RWR Radar warning receiver 雷达告警接收器R Right 右RALT Radar altimeter 雷达高度表RAM Radar absorbing material 雷达吸波材料RCDR Recorder 记录仪RCVY Recovery 改出RDR Radar 雷达REJ RejectRNG Range 范围RO Right outboardREST Reset 复位R/T Receiver/transmit 接收/发射RA Radio altitude 无线电高度RA Radio altitude 无线电高度RCDR Recorder 记录仪RCL RecallRCVR Receiver 接收机REL Release 放开REV Reverse 反向REV Reversion 修订版RH Right hand 右手RNG RangeRPTG Repeating 重复的RQRD Required 所需的RTE Route 路线RD RoadRM RoomSSTBY Standby 备用STAT Start up 启动SPD Speed 速度SHUT Shut off 关闭S Slow 慢SW Switch 开关Sq m Square meter 平方米SAM Surface-to-air missile 舰对空导弹SC. Sensor controller 传感器控制器STAB Stability 稳定性STT Single-target track 单目标追踪SDC Signal data computer 信号数据计算机SEQ Sequence 顺序SPD BRK Speedbrake 减速板SPN Spin 螺旋SPECS Specification 规范STAB StabilatorSTD HDG Stored heading SUPT Support 支撑S/W Software 软件STAT Static 静态SIM Simulation 模拟SLT SlatSPD LIM Speed limit 限速STS Status 状态。
先进制造工程训练_湖南大学中国大学mooc课后章节答案期末考试题库2023年

先进制造工程训练_湖南大学中国大学mooc课后章节答案期末考试题库2023年1.利用计算机辅助设计与制造技术,进行产品的设计和制造,可以提高产品质量,缩短产品研制周期。
它又称为( ) 。
答案:CAD/CAM2.用于指令动作方式的准备功能的指令代码是()。
答案:G 代码3.在数控铣床上加工封闭轮廓时,一般沿着()进刀。
答案:切向4.编排数控机床加工工序时,为了提高加工精度,采用( )。
答案:一次装夹多工序集中5.加工箱体类零件平面时,应选择的数控机床是()答案:数控铣床6.在“机床锁定”(FEED HOLD)方式下,进行自动运行,()功能被锁定。
答案:进给7.以下提法中( )是错误的。
答案:G03 是顺时针圆弧插补8.下列不属于特种加工方法的是()答案:数控车削加工9.激光内雕时,要按照()顺序雕刻图案。
答案:先下后上10.下面哪一项不属于工业机器人基本组成部分()。
答案:导航系统11.用来表征机器人重复到达某一目标位置的差异程度的参数是()。
答案:重复定位精度12.FMS的加工能力由其()决定。
答案:加工系统13.3D打印技术在医疗领域应用的四个层次特点中不包括以下哪个()答案:无有生物相容性,且非降解的材料14.下哪种3D打印技术在金属增材制造中使用最多( )答案:SLS15.SLS技术最重要的是使用领域是()答案:金属材料成型16.外延的逆向工程是获得产品的()。
答案:设计要素17.采用3D激光扫描仪扫描实物原型时,获得的该实物原型图像称为()答案:点云18.逆向工程可用于找出系统之间的()。
答案:协作协议19.机器人本体是工业机器人机械主体,是完成各种作业的()。
答案:执行机构20.机器人的定义中,突出强调的是()。
像人一样思维21.()决定着加工零件质量的稳定性和一致性。
答案:重复定位精度22.FMS 的管理控制系统必需具备的部分中不包括()。
答案:工件装卸工作站23.未来 RFID 的发展趋势是()。
工程图英语[资料]
![工程图英语[资料]](https://img.taocdn.com/s3/m/ce8f9398d5d8d15abe23482fb4daa58da0111cf4.png)
LL WELDS CONTINUOUS UNLESS OTHERWISE STTED. 未注焊缝均为连续焊LL WELDS 3mm ILLET UNLESS OTHERWISE STTED 未注焊角高3mm.LL UNSPECIIED RDI - R3 未注圆角R3REMOVE LL BURRS ND SHRP EDGES 棱角倒钝CHNNEL 槽钢RS 708 角钢70X70X8M30X1.5 pitch M30X1.5的锥螺纹Tckweld 点焊OD 1/4" outside dimension 1/4"的缩写外径直1/4"75 CRS 尺寸为75 材质为冷轧钢板410 OPENING RE 410 开口参考尺寸40 RE 尺寸为40,参考值2.5" BSP 2.5” 圆锥管螺纹2.5" BSPT HEXGON 2.5” 六角圆锥管螺纹(即对丝)30x2.5 LT BR 30X2.5 扁钢TYP 2 POSNS 2处11 TOTL COILS PROX.9 WORKING COILS PROX.RIGHT HND WOUND ONLY,END COILS SQURE TO TOUCH.总圈数约11圈;工作圈数约9圈;右旋;弹簧的端部磨平以便于接触.(此为弹簧技术说明) EMLE: 内扣(母扣)MLE: 外扣(公扣)偏心轴eccentric sht销轴PIN开口销COTTER PIN螺杆screw紧定螺钉SET SCREW圆螺母ROUND NUT内六角螺钉SOCKET HED CP SCREW六角螺钉HEX HD SETSCREW六角螺栓HEX HD BOLT挡圈closing ring弹性挡圈circlip轴承隔套distnce sleeve o xletree轴承xletree深沟球轴承DEEP GROOVE BLL BERING无扣长non-buckle longth弹簧SPRING吊环螺钉LITING EYE BOLT开槽盘头螺钉SLOTTED PN HED SCREW圆锥滚子轴承TPERED ROLLER BERING推力球轴承THRUST BLL BERING平键LT KEY弹簧垫圈SINGLE COIL SPRING WSHER平垫圈LT WSHER螺母ULL NYLOCK NUT圆螺母ROUND NUT缩写全称翻译CCESS ccessory 附件DJ djustble,djust 调整DPT dpter 使适应DV dvnce 提前L luminum铝LLOW llownce 允许LT lternte 改变LY lloy 合金MT m out 数量NL nnel 锻炼NSL m er Ntl Stds InstitutePPROX pproximte 大约SME m er Society o Mech EngrsSSEM ssemble 装配SSY ssem bly 装配UTH uthorized 授权的UTO utom tic 自动的UX uxiliry 辅助的VG verge 平均WG m ericn Wire GugeBC Bolt Circle 螺栓圆周BET Between 之间BEV Bevel 斜角BHN Brinell Hrdness Number 布氏硬度值BLK Blnk ,Block 空白B/NM Bill o Mteril 材料费BOT Bottom底部BP or B/P Blueprint 蓝图BRG Bering 轴承BRK Brek 破裂BRKT Brcket 支架BRO Broch 钻孔BRS Brss 黄铜BRZ Bronze 青铜B&S Brown&Shpe 棕色&形状BSC Bsic 基本的BUSH Bushing 套管BWG Birminghm Wire GugeC TO C Center-to-Center 中心到中心CD Com puter-ided Drting 电脑辅助设计CM Com puter-ided MgCP Cpcity 容量CP SCR Cp Screw 螺帽CRB Crburize 使渗碳CBORE Counterbore 扩孔CCW Counter Clockwise 逆时针CDRILL CounerdrillCDS Cold-Drwn Steel缩写全称翻译E Eective 有效的ENCL Enclose,Enclosure 附上ENG Engine 引擎ENGR Engineer 工程师ENGRG Engineering 工程学EQLSP Eqully Spced 等距EQUIV Equivlent 相等EST Estim te 估计EX Extr 额外EXH Exhust 消耗EXP Experimentl 实验性的EXT Exension,Externl 范围,外部B bricte 伪造O inish ll OverDRY oundry 铸造IG igure 数据IL illet,illister 带子IM ull Indictor Movem entIN inishLX ixture 结构LX loor.luid,lush 基地,液体,冲洗LEX lexible 易弯曲的LG lnge 边缘ORG orging 锻炼R rme,ront 边框IG itting 装置URN urnish 提供WD orwrd 向前G Gge,Guge 测量GLV Glvnized 电镀GR Grde 等级GRD Grind 磨碎GRV Groove 凹槽GSKT Gsket 垫圈H&G Hrden nd Grind 加硬和磨碎HD Hed 主要的HDL Hndle 处理HDLS Hedless 无领导的HDN Hrden 使硬化HDW Hrdwre 硬件HEX Hexgon 六边形HGR Hnger 衣架HGT Height 高度HOR Horizontl 水平的HRS Hot-Rolled SteelHSG Housing 外罩HT TR Het Trel缩写全称翻译NTS Not to ScleO Over ll 所有OBS ObsotetcOC On CenterOD Outside Dimeter 外直径OPP Opposite 对立OPTL Optionl 可选择的OR Outside Rdius 外半径ORIG Originl 初始的PT. Ptent 专利PTT Pttern 形式PC Piece,Pitch Circle 件,节距圆PCH Punch 打孔PD Pitch DimeterPER Perorte 打孔PERM Perm nent 永久的PERP Perpendiculr 垂直的PD Preerred 首选的PKG Pckge,Pcking 包装PL Prting Line,Plces,PltePNEU Pncum ticPNL Pnel 面板POL Polish 磨光POS Position,Postive 位置PR Pir 对立PRI Primry 基本的PROC Process 程序PROD Product,Production 产品,产量PSI Pounds per Squre InchPT Prt,Point 零件,点QTR Qurter 四份之一QTY Quntity 数量QUL Qulity 质量R Rdius 半径R Rockwell Hrden,-ScleRB Rockwell Hrden,B-ScleRC Rockwell Hrden,C-ScleRECD Received 巳收到的RECT Rectngle 长方形RE Reerence 相关的REIN Reinorce 增强REL Relese,Relie 释放,缓解REM Remove 移除REQD Requird 有需要REE Retiner,ReturnREV Reverse,Revision,RevolutionRS Regrdless o eture SizeRGH Rough 粗糙的RH Right Hnd 右手RIV Rivet 起皱RM Rem扩展RND Round 周围RPM Revolutions per MinuteRPW Resistnce Projection WeldSE Society o utom otive EngrsSCH Schedule 进度表CS Cold-inished SteelCH Cse HrdenCHM Chm er 斜面CHN Chnnel 渠道CHG Chnge 改变CHK Check 核查CI Cst Iron 铸铁CIR Circle, Circulr 圆周CIRC Circumerence 圆周CL Centerline 中心线CLP Clmp 夹子CNC Com puter Numericl Control 电脑数值控制COMB Combintion 联合COML Commercil 商业的CONC Concentric 同中心的CONN Connect,Connector 连接器COV Cover 盖子CPLG Coupling 联结CQ Commercil Qulity 商业等级钢CRS Cold Stds ssocitionCRT Cthode Ry Tube 阴级射线管CS Cst Steel 铸铁CS Cndin Stds ssocitionCSK Countersink 埋头孔CSTG Csting 铸件CTR Center 中心CU Cubic 立方米CW Clockwise 顺时针CYL Cylinder,Cylindricl 柱面DBL Double 双倍DEC Deciml 小数DEG Degree 摄氏度DET Detil 详情DEV Develop 发展DT Drt 草稿DI Dimeter 直径DIM Dimension 尺寸DIST Distnce 距离DN Down 向下DP Deep,Dimetrl Pitch 深度,径节DR Drill,Drill Rod 钻孔DSGN Design 设计DVTL Dovetil 吻合DWG Drwing 图纸DWL Dowel 木钉DWN Drwn 拔出E Ech 每个ECC Eccentric 古怪缩写全称翻译HVY Hevy 重量HY D Hydrulic 水压ID Inside Dimeter 内部直径IDENT Identiiction 鉴定ILLUS Illustrtion 说明IN Inch 英寸INCL Include,Including 包括INCR Increse 增加INO Inorm t ion 信息INSP Inspect 检查INSTL Instll 安装INST Instruct,Instrument 指示,工具INT Interior,Internl,Intersect 内部的,内在的,交叉IR Inside Rdius 内部半径ISO Internl Stds Orgniztion 国际标准化组织JCT Junction 连结JNT Journl 杂志JT Joint 连接K Key 关键KNRL Knurl 硬节KST KeysetKWY Keywy 键沟LB Pound 英镑LBL Lbel 标签LG Length,Long 长度LH Let Hnd 左手LMC Lest Mteril ConditionLOC Locte 位于LT Light 光LTR Letter 信LUB Lubricte 润滑MCH Mchine 机器MINT Mintennce 维护MTL Mteril 材料MX Mximu m最大MECH Mechnicl,Mechnism机械MED Medium媒介MG Mnucturing 制造业MI Mlleble Iron 可锻造的铁MIN Minimum, Minute 最小,秒MISC Miscellneous 混杂的MM Millimeter 毫米MMC Mx Mteril ConditionMS Mchine SteelMTG Mouting 装备MULT Multiple 倍数MWG Music Wire GgugN Not pplicble 不可应用的NTL Ntionl 国内的NC Numericl Control 数字电脑控制NEG Negtive 忽略的NO. Number 号码NOM Nominl 名义上的NPSM Ntl Pipe Stright MechNPT Ntl Pipe Tpered缩写全称翻译SCR Screw 螺丝SEC Second 秒SECT Section 部分SEP Seprte 独立SEQ Sequence 顺序SER Seril,Series 系列SERR Serrte 锯齿状S SpotceST Sht 轴SGL Single 单个SH Sheet 纸SI Intl System o UnitsSL Slide 使滑动SLV Sleeve 袖子SOC Socket 插座SP Spce,Spced,Spre 空间SPL Specil 特别SPEC Speciiction 规格SPG Spring 跳SPHER Sphericl 球体SPRKT Sprocket 链轮齿SQ Squre 平方SST Stinless Steel 纯铁STD Stndrd 标准STK Stock 存货STL Steel 铁STR Stright,Strip 直的SUB Substitute 替代物SUP Supply,Support 供应SUR Surce 表面SYM Symmetricl 对称的SYS System系统T Teeth,Tooth 牙齿TECH Technicl 技术TEMP Tem plte,Temporry 模板,暂时的THD Thred 线THK Thick 厚的TOL Tolernce 公差TOT Totl 总计TP Tper per ootTPI Tper per In,Threds per InchTPR Tper 锥形TS Tool SteelTYP Typicl 典型UNC Uniied Ntl CorseUNE Uniied Ntl Extr ineUN Uniied Ntl ineUNIV Universl 普遍VR Vrible 变量VERT Verticl 垂直的VOL Volume 音量VS Versus 与..相对W Wide,Width 宽度WSH Wsher 洗衣机WD Woodru 车叶草WI Wrought Iron 熟铁WT Weight 重量1.brsive tooth wer 齿面研磨磨损2. bsolute tngentil velocity 绝对切向速度3. ccelerom eter 加速表4. ddendum齿顶高5. ddendum ngle 齿顶角6. ddendum circle 齿顶圆7. ddendum surce 上齿面8. dhesive wer 粘着磨损9. djustbility 可调性10. djustbility coeicients 可调系数11. djusting wedge 圆盘端铣刀的可调型楔块12. llowble stress 允许应力13. lternte blde cutter 双面刀盘14. ngulr bcklsh 角侧隙15. ngulr bevel gers 斜交锥齿轮16. ngulr displcem ent 角移位17. ngulr pitch 齿端距18. ngulr testing m chine 可调角度试验机19. pproch ction 啮入20. rbor 心轴21. rbor distnce 心轴距22. rc o pproch 啮入弧23. rc o recess 啮出弧24. ttrction 收紧25. verge cutter dim eter 平均刀尖直径26. xil displcem ent 轴向位移27. xil ctor 轴向系数28. xil locting surce 轴向定位面29. xil pitch 轴向齿距30. xil plne 轴向平面31. xil rkengle 轴向前角32. xil thrust 轴向推力33. xle testing m chine 传动桥试验机Piping work: 铺管工程Stem trce: 加热蒸汽管道Cutting: 切割socket weld 承插焊接illet weld 角焊,填角焊brnch connection 分支接续briction tolernce .制造容差locl het tretm ent 局部热处理threded pipe 螺纹管sel welding 密封焊接lnge joint 凸缘接头undercut 底切eeder 馈电线conduit outlet 电线引出口sel itting 密封接头, 密封配件Screw thred lubricnt 螺纹润滑剂Sel 绝缘层weld reinorcem ent 焊缝补强lock wsher 锁紧[止动, 防松]垫圈electricl pnel 配电板,配电盘nipple 螺纹接头zinc plted 镀锌的ring joint 环接, 围缘接合bolt 螺栓control 控制器Ntionl Electricl Code 全国电气规程mster schedule 主要图表, 综合图表, 设计任务书, 主要作业表torque wrench 转矩扳手job site 施工现场lnge connection 凸缘联接Hrd ht 安全帽Goggles 护目镜Stockpile 贮存pcking list 装箱单crte 柳条箱purchsed m teril list 原材料进货单bck-eed 反馈wire coil 线盘线卷NPT thred 美国标准锥管螺纹cble glnd 电缆衬垫terminl block 线弧, 接头排接线盒, 接线板, 线夹power drill 机械钻connector 接线器insulted sleeve 绝缘套管wire connector 接线器wire terminl 电线接头control wiring 控制线路motor led 电动机引出线power wiring 电力布线tender docum ent 提供证件oriice plte 挡板nut 螺母lnge gsket 法兰垫片dimensionl inspection 尺寸检验burn through 烧蚀piping system管道系统reinorcem ent o weld 加强焊缝ctie number o coils(turns):有效圈数计算弹簧刚度时的圈数xil pitch:轴向节距截锥涡卷弹簧轴向的节距ngulr reltionship o ends:收口的角关系拉簧的钩环的相对位置Bking:Heting o electroplted springs to reliee hydrogen embrittlement. Buckle:弹簧箍固紧簧板的金属箍Closed ends:闭收口closed nd ground ends:磨平闭收口Close-wound:密身Chrcteristic:弹簧特性工作负荷与变形量之间的关系Dimeter o wire cord:索径多股螺旋弹簧钢索直径Delection:变形量(挠度)弹簧沿负荷方向产生的相对位移Delection t ultimte lod:极限负荷下的变形量弹簧在极限负荷下沿作用方向产生的相对位移ree height(length):自由长度(高度)弹簧无负荷时的长度(高度)ree ngle:自由角度扭转弹簧无扭矩作用时两臂的夹角tigue test:疲劳试验Height(length) t ultimte lod:极限高度(长度)弹簧承受极限负荷时的长度(高度)Hot-setting:加温立定处理在高于弹簧工作温度条件下的立定处理Helix:螺旋形状、螺旋线。
哈尔滨工业大学机械原理课程设计分度冲压机说明书

机械原理课程设计题目分度冲压机(方案2)专业学号学生指导教师答辩日期哈尔滨工业大学毕业设计(论文)评语姓名:学号:专业:毕业设计(论文)题目:工作起止日期:______ 年____ 月____ 日起______ 年____ 月____ 日止指导教师对毕业设计(论文)进行情况,完成质量及评分意见:______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ _____________________________ ____________指导教师签字:指导教师职称:评阅人评阅意见:______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ _____________________________________________________ _______ ______________________________________________________________________ _______________________________________________________________ ______________________________________________________________ __________________________________ __ 评阅教师签字:_________ ______ 评阅教师职称:_________ _____答辩委员会评语:______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________ __________根据毕业设计(论文)的材料和学生的答辩情况,答辩委员会作出如下评定:学生毕业设计(论文)答辩成绩评定为:对毕业设计(论文)的特殊评语:______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ ____________________________ ________答辩委员会主任(签字):职称:______ __________答辩委员会副主任(签字):答辩委员会委员(签字):___________ ___________ ___________ __________ __________ ___________ ___________ ___________ __________ __________ ___________ ___________ ___________ __________ __________年月日哈尔滨工业大学毕业设计(论文)任务书一、分度冲压机使用功能描述原动机转速为1430rpm,冲头在位置A每分钟冲压次数15,25,35分3档可以调节,冲头行程200mm;盘形工作台上均布8个工位,工作台逆时针间歇转动,每转过一个工位,冲头冲压一次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPECIFICATIONS15.591.787mm inchFEATURES• Micro-ISO type terminals • Small size:20 mm(L)×15 mm(W)×22 mm(H).787 inch(L)×.591 inch(L)×.866 inch(H)• Wide line-upPC board and Plug-in type, Resistor and diode inside type.24V DC type is also available.• Compact and high-capacity 35A load switchingN.O.: 35A 14V DC, N.C.: 20A 14V DC (Sealed type)Min. 5 × 104N.O.: 35A 14V DC, N.C.: 20A 14V DC (Flux-resistant type)Min. 105 *12V DC type• Uses international standard ISO terminal arrangement.The ISO international standard terminal arrangement is used.TYPICAL APPLICATIONS• Fan motor • Heater • Head lump• Air Compressor • EPS • ABS• Blower fan • Defogger, etc.ContactCoil#1This value can change due to the switching frequency, environmental conditions, and desired reliability level, therefore it is recommended to check this with the actual load.CharacteristicsRemarks*1At nominal switching capacity, operating frequency: 2s ON, 2s OFF *2Measurement at same location as “Initial breakdown voltage” section.*3Detection current: 10mA*4Excluding contact bounce time.*5Half-wave pulse of sine wave: 11 ms; detection time: 10 µs *6Half-wave pulse of sine wave: 6 ms7T ype12 V coil voltage 24 V coil voltageArrangement 1 Form A, 1 Form C Contact materialAg alloy (Cadmium free)Initial contact resistance (Initial)(By voltage drop 6 V DC 1 A)T yp. 2 m ΩContact voltage dropMax. N.O.: 0.5 V (at 35 A 14 V DC) Max. N.C.: 0.3 V (at 20 A 14 V DC)Max. N.O.: 0.3 V (at 15 A 28 V DC) Max. N.C.: 0.2 V (at 8 A 28 V DC)Rating (resistive load)Nominal switching capacityN.O.: 35 A 14 V DC N.C.: 20 A 14 V DC N.O.: 15 A 28 V DC N.C.: 8 A 28 V DC Max. carrying currentN.O.: 20 A (14 V DC, at 85°C 185°F ) N.C.: 10 A (14 V DC, at 85°C 185°F )N.O.: 15 A (28 V DC, at 85°C 185°F ) N.C.: 8 A (28 V DC, at 85°C 185°F )Min. switching capacity #1 1 A 12 V DC1 A 24 V DCExpected lifeMechanical (at 120 cpm)Min. 106Electrical (at rated load)Flux-resistant type: Min. 105*1 Sealed type: Min. 5 × 104Nominal operating power1.5 W 1.7 W (with resistor inside type)1.8 W2.0 W (with resistor inside type)T ype 24V coil type 12V coil type Max. operating speed(at nominal switching capacity)15 cpmInitial insulation resistance*2Min. 20 M Ω (at 500 V DC)Initial breakdown voltage*3Between opencontacts 500 Vrms for 1 min.Between contactsand coil500 Vrms for 1 min.Operate time*4(at nominal voltage) (at 20°C 85°F )Max. 10 ms (initial)Release time*4 (at nominal voltage) (at 20°C 85°F )Max. 10 ms Max. 15 ms (with diode) (initial)Shock resistanceFunctional*5Min. 200 m/s 2 {20G}Destructive*6Min. 1,000m/s 2 {100G}Vibrationresistance Functional 10 Hz to 500 Hz,Min. 44.1 m/s 2 {4.5 G}Destructive*710 Hz to 2,000 Hz,Min. 44.1 m/s 2 {4.5 G}Conditions for operation, trans-port and storage*8 (Not freezing andcondensing at low temperature)Ambient temp.–40°C to + 85°C–40°F to + 185°FHumidity5% R.H. to 85% R.H.Mass Approx. 20g .71ozORDERING INFORMATIONTYPESDIMENSIONS mm inch 1. Micro-ISO Plug-in type (1 Form C)General tolerance±0.1 ±.004:±0.2 ±.008±0.3 ±.012* Intervals between terminals is measured at A surface level.Schematic (Bottom view)CM2. Micro-ISO Plug-in type (1 Form A)General tolerance ±0.1 ±.004:±0.2 ±.008±0.3 ±.012* Intervals between terminals is measured at A surface level.Schematic (Bottom view)mm inchDiscontinued as of August 31, 2010CM REFERENCE DATA1-(1). Coil temperature rise (12V type) Sample: CM1F-12V, 3 pcs.Measured portion: Inside the coilContact carrying current: 20A, 35A Ambient temperature: 85°C 185°F 1-(2). Coil temperature rise (24V type)Sample: CM1F-24V, 4 pcs.Measured portion: Inside the coilContact carrying current: 0A, 15AAmbient temperature: 85°C 185°F2. Max. switching capability (Resistive load,initial)3. Ambient temperature and operatingtemperature range (12V type)4. Ambient temperature characteristics(Cold/initial)5. Distribution of pick-up and drop-out voltageSample: CM1F-12V, 100pcs.6. Distribution of operate timeSample: CM1F-12V, 30pcs.* Max. 10ms standard (excluding contact bounce)7. Distribution of release timeSample: CM1F-12V, 30pcs.* Max. 10ms standard (excluding contact bounce)Without diodeDiscontinued as of August 31, 2010CMCautions regarding the protection elementFor Cautions for Use, see Relay Technical Information.8-(1). Electrical life test (Motor free)Sample: CM1aF-R-12V , 6pcs.Load: 16 A 13.5 V DCCooling fan motor actual load (free condition)Switching frequency: (ON:OFF = 2s:6s)Ambient temperature: Room temperatureCircuitChange of pick-up and drop-out voltageChange of contact resistanceLoad current waveform8-(2). Electrical life test (Halogen lamp load)Sample: CM1aF-R-12V , 6pcs.Load: 20A 13.5V DCSwitching frequency: (ON:OFF = 1s:14s)Ambient temperature: Room temperatureChange of pick-up and drop-out voltageChange of contact resistance1. Part numbers without protection elements1) 12 V modelsWhen connecting a coil surge protection circuit to these relays, we recommend a Zener diode with a Zener voltage of 24 V or higher, or a resistor (680Ω to 1,000Ω).When a diode is connected to the coil in parallel, the release time will slow down and working life may shorten. Before use, please check the circuit and verify that the diode is not connected in parallel to the coil drive circuit.2) 24 V modelsWhen connecting a coil surge protectioncircuit to these relays, we recommend a Zener diode with a Zener voltage of 48 V or higher, or a resistor (2,800Ω to 4,700Ω).When a diode is connected to the coil in parallel, the release time will slow down and working life may shorten. Before use, please check the circuit and verify that the diode is not connected in parallel to the coil drive circuit.2. Part numbers with diodesThese relays use a diode in the coil surge protection element. Therefore, therelease time is slower and the working life might be shorter compared to partnumbers without protection elements and part numbers with resistors.Be sure to use only after evaluating under actual load conditions.3. Part numbers with resistorsThis part number employs a resistor in the coil surge protection circuit; therefore, an external surge protection element is not required. In particular, when a diode is connected in parallel with a coil, the revert time becomes slower which could adversely affect working life. Please check the circuit and make sure that a diode is not connected in parallel with the coil drive circuit.Discontinued as of August 31, 2010。