样板MI模板(双面)
小米风商务PPT模板

输入标题内容
输入你的文字信息输入你的输入你的文字信息输入你的输入 你的文字输入你的文字信息输入你的输入你的文字信息输入 你的文字信息输入你的输入你的文字信息输入你的文字信息 输入你的文字信息。
输入你的文字信息
输入你的文字信息
输入你的文字信息
输入你的文字信息
输入你的文字信息输入你的输入你的 文字信息输入你的输入你的文字输入 你的文字信息输入你的输入你的文字 信息输入你的文字信息
点击输入标题内容
输入你的输入你的文字信息输入你的文字信 息输入你的文字信息
文字信息
文字信息
文字信息
点击输入标题
输入你的文字信息输入 你的输入你的文字信息 输入你的文字信息
点击输入标题
输入你的文字信息输入 你的输入你的文字信息 输入你的文字信息
点击输入标题
输入你的文字信息输入 你的输入你的文字信息 输入你的文字信息
文字信息
04 输入标题内容
点击输入标题内容
输入你的文字信息输入你的输入你的文字信息输入你的输入你的文字输入你的 文字信息输入你的输入你的文字信息输入你的文字信息输入你的输入你的文字 信息输入你的文字信息输入你的文字信息
输入标题内容
输入你的文字信息输入你的输入你的文字信息输入你的输入你的文字输入你的文字信息输入你的输入你的文字信 息输入你的文字信息输入你的输入你的文字信息输入你的文字信息输入你的文字信息。
点击输入标题
点击输入标题
点击输入标题
点击输入标题
01 输入标题内容
点击输入标题内容
输入你的文字信息输入你的输入你的文字信息输 入你的输入你的文字输入你的文字信息输入你的 输入你的文字信息输入你的文字信息输入你的输 入你的文字信息输入你的文字信息输入你的文字 信息
样板施工技术交底
样板墙墙根(局部)设置卫生间和屋面防水样板,前方设置钢筋绑扎样板、模板加固样板、管道井和电井样板。(见下图)
样板墙立面图
2。2样板墙做法
2。2.1砌体样板墙
2.2.1.1砌体构造要求
⑴。加气块砌筑流程:基层清理→放线定位→设置拉墙筋→制备砂浆→立皮数杆砌块排列→底砌→铺砂浆→挂线砌筑→校正→砂
浆镶砖→竖缝灌砂浆→勒缝→7天后砌顶斜砖
⑵.墙体除特殊注明者外,均为200厚加气混凝土砌块墙,两种不同材料的墙体交接处,应根据饰面材质在做饰面前加钉φ1@20宽300钢丝网或贴玻璃纤维网格布再进行抹灰,加强带与各基体的搭接宽度不应小于150mm,以防止墙面开裂。
c、挤塑板或(聚苯己烯泡沫板)抹完粘结胶浆后,应立即将板平贴在基层墙体上滑动就位.
d、粘贴时应轻柔、均匀挤压,为了保证板面的平整度,应随时用一根长度不小于2米的靠尺进行压平操作.
e、挤塑板或(聚苯己烯泡沫板)应由上而下水平方向横向铺贴,第一排板与第二排板应错缝1/2板长。
f、板粘牢后,随时用专用的搓抹子将板边的水平处搓平,当板缝间隙大于1.6㎜时,应用挤塑板或(聚苯己烯泡沫板)填实后磨平。
⑹.当圈梁为门洞切断时,应在洞顶设置一道不小于被切断的圈梁断面和配筋的钢筋混凝土附加圈梁,其配筋尚应满足过梁的要求,其搭接长度应不小于1000mm.当两圈梁高差小于500mm时,圈梁也可沿洞口垂直拐弯与过梁连成框架.
⑺。门窗过梁:墙砌体上门窗洞口应设置钢筋混凝土过梁,当洞口上方有承重梁通过时,且该梁底标高与门窗洞顶距离过近,放不下过梁时,可直接在梁下挂板。施工时应做好支撑系统设计.
品质HSF手册
名目1.0 质量手册结构﹑定义及术语2.0公司简介3.0方针和治理承诺4.0质量/有害物质治理体系 (ISO 9001:2008﹑ISO/TS 16949:2009﹑QC080000:2020条文 4.0)4.1总要求4.2文件操纵5.0治理职责 (ISO 9001:2008﹑ISO/TS 16949:2009﹑QC080000:2020条文 5.0)5.1治理承诺5.2以客户为中心及关注焦点5.3品质/HSF方针5.4策划5.4.1质量/HSF目标5.4.2质量/有害物质治理体系策划5.5职责﹑权限和沟通5.5.1职责与权限5.5.2治理者代表5.5.3内部沟通5.6治理评审5.6.1总则5.6.2评审输入5.6.3评审输出6.0资源治理 (ISO 9001:2008﹑ISO/TS 16949:2009﹑QC080000:2020条文 6.0)6.1资源提供6.2人力资源6.2.1总则6.2.2能力﹑培训和意识6.3基础设施6.3.1工厂﹑设施及设备策划6.3.2应急打算6.4工作环境6.4.1 为达成产品要求符合性的人员安全6.4.2 生产现场的清洁7.0 产品实现 (ISO 9001:2008﹑ISO/TS 16949:2009﹑QC080000:2020条文 7.0)7.1 HSF过程和产品实现的策划7.1.1产品实现的策划-补充7.1.2接收准则7.1.3保密7.1.4更换的操纵7.2与客户有关的过程7.2.1与产品有关的要求的确认7.2.2与产品有关的要求的评审7.2.3客户沟通7.3设计和开发7.3.1设计和开发策划7.3.2设计和开发输入(7.3.2.1产品设计输入不适用)7.3.3设计和开发输出(7.3.3.1产品设计输出-补充不适用)7.3.4设计和开发评审7.3.5设计和开发验证7.3.6设计和开发确认7.3.7设计和开发更换的操纵7.4采购7.4.1采购过程7.4.2采购信息7.4.3采购产品的验证7.5生产和服务提供7.5.1生产和服务提供的操纵7.5.2生产和服务提供过程的确认7.5.3标识和可追溯性7.5.4客户财产7.5.5产品的防护7.6监视与测量设备的操纵7.6.1测量系统分析7.6.2校准/验证记录7.6.3实验室要求8.0测量﹑分析与改善 (ISO 9001:2008﹑ISO/TS 16949:2009﹑QC080000:2020 条文 8.0)8.1总则8.1.1统计工具的确定8.1.2差不多统计概念的知识8.2监视和测量8.2.1 客户中意8.2.2 内部审核8.2.3 过程的监视和测量8.2.4 产品的监视和测量8.3 不合格产品的操纵8.3.1不合格品操纵-补充8.3.2 返工产品的操纵8.3.3客户通知8.3.4客户弃权8.4 数据分析8.4.1数据的分析和使用8.5 改进8.5.1连续改善8.5.2纠正措施8.5.3预防措施附录A 程序索引附录B 标准要求与公司功能部门的关系1.0 手册结构﹑定义及术语本手册描述了XX电路版/XX电子科技(深圳)运行ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020之质量/有害物质治理体系,此体系按照公司质量方针及HSF方针来运作,本手册作为公司所采取的质量和有害物质相关活动之要紧参考文件,也将用于质量/有害物质治理体系运作成效之监察以及公司治理之培训文件.质量/有害物质治理体系的范畴是“电路板(单面板﹑双面板﹑多层板﹑铝基板等)的生产”.本公司是依照客户指定之产品规格要求进行生产及其相关活动的OEM制造商,针对ISO9001:2008﹑ISO/TS16949:2009 及QC080000:2020标准条文中第7.3设计与开发条款,本公司为了实现客户指定之产品规格要求,只对产品的过程进行设计和开发,而其产品设计和开发不适用于本公司;故ISO/TS16949:2009标准条文中第7.3.2.1产品设计输入和第7.3.3.1产品设计输出-补充条款不适用于本公司予以删除.本手册分若干章节,并满足ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020关于质量/有害物质治理体系上生产与安装之细则要求,其中ISO9001:2008及QC080000:2020用正体字表示﹐斜体部分为ISO/TS16949:2009新增条款内容.下面各章节为公司公布的有关质量/有害物质治理体系之要点,必要时可参考对应章节之文件.1.1分发1.1.1此质量手册发行前(包括修改)需经董事总经理或执行董事作最终批核.1.1.2本手册之副本分为受控副本和非受控副本:-受控副本(书面)用绿色纸张印刷并加盖“受控文件副本”印章,发放于手册首页上规定之部门.当本手册有任何更新时,受控副本亦会随之更新.(若为ERP文件系统发放时﹐则须加盖”受控文件副本”印章并转换成PDF文件上传到ERP系统发放(白色纸张).)-非受控副本(书面或电子文件)用白色纸张印刷并加盖“参考文件”印章,发放给客户或外部作推广及展现等用途.当本手册更新时,非受控副本可不能得到任何更新.但需确保非受控副本在发放时应为最新版本.1.1.3ISO负责手册受控副本文件的发放﹑回收登记.1.2更换操纵1.2.1遇到以下情形时ISO需对手册进行修改,并将修改内容﹑版本及生效日期记录到<修改履历表>中(文件中详细修改内容以”手指印”标识):-生产工艺重大变更﹑工艺合并或分开治理时;-本公司质量/有害物质治理体系发生较大变化时(体系提升);-执行董事﹑董事总经理或治理代表认为有必要更换时.1.2.2手册持有部门负责妥善储存本手册,亦需负责传达手册内的信息及保证公司运作程序随时与手册内容相配合.1.3手册之审查1.3.1ISO负责组织相关人员对本手册进行审查,确保本手册能够和ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020体系标准最新版本相符合.1.4 名词说明1.4.1IEC= International Electrotechnique Commission表示国际电工委员会;1.4.2IECQ= IEC Quality Assessment System for Electronic Components表示国际电工委员会关于电子部件的质量评判体系;1.4.3HSPM= Electrical and Electronic Components and Products Hazarddous SubstanceProcess Management System Requirments表示电子电器组件和产品有害物质治理体系要求;1.4.4IECQ HSPM QC080000表示由国际电工委员会颁布的有关电子电器组件和产品有害物质过程治理体系;1.4.5HS= Hazardous Substance 表示有害物质;1.4.6HSF= Hazardous Substance Free表示无有害物质;1.4.7RoHS= Restriction of Hazardous Substances电子电器(气)设备中限制使用某些有害物质指令;1.4.8WEEE= Waste Electrical and Electronic Equipment废弃电子电器(气)设备指令;1.4.9REACH= Registration Evaluation Authorization and Restriction of Chemicals指化学品注册、评估、许可和限制法规;1.4.10SVHC= Substances of Very High Concern高度关注物质;1.4.11EICC= Electronic Industry Code of Conduct电子行业行为准则(本公司环保方面要紧针关于冲突矿产(金属)进行调查);2.0公司简介将公司经营的项目及从建立到目前的进展、沿革、公司地址、联络、、纲址等内容进行简单的介绍、说明3.0方针和治理承诺品质方针质量第一﹑顾客第一﹑群策群力﹑共创价值!以优良质量的产品及服务献给客户,满足客户要求及其它相关要求﹐包括质量﹑价格﹑交货期﹑服务等;全体职员皆尽职责,精益求精,在市场经济宏观调配下,以达到供方﹑公司﹑客户三方互利互赢的目的及目标的总体方向.质量方针是本公司产品质量及服务质素的承诺,并经董事会认可.公司利用适当之宣传方式(如海报﹑宣传单等)将此方针推广到每一位职员,公司全体职员必须明白得质量方针的内容和意义,并按公司质量体系执行各项运作.质量/有害物质治理体系详述于质量手册内,所有部门之负责人负责制订其部门之工作流程(程序和指引),并保证贯彻执行.HSF方针采购环保物料﹑操纵制程污染﹑连续改善HSPM体系﹑满足法规及顾客要求﹗为确保承诺有效实现,我们依照ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020的要求制订并执行一套质量/有害物质治理体系及相应的文件﹑质量/HSF目标等.各部门需定期检讨和评估本部门质量/HSF目标,并改善,以达到质量方针及HSF方针的连续改善.与此同时,本公司要求每位职员对下列各项作出个人承诺:-按方针﹑按标准﹑按程序﹑达要求-一次做对,次次做对-不断检讨﹑不断改善,确保工作质素稳步提高-贯彻'7S'精神〔整理﹑整顿﹑清扫﹑清洁﹑修养﹑节约﹑安全〕本公司质量方针﹑HSF方针﹑质量目标及HSF目标会在治理评审会议中检讨;质量方针及HSF方针的执行是按照本质量手册中说明的质量体系进行.本质量方针及HSF方针原则能保持及连续改善本公司的产品质量及环保绩效,执行董事已获董事局授权全面操纵本公司的质量体系,并委任董事总经理为公司质量治理代表和QC080000治理代表,负责治理质量/有害物质体系之日常运作.公司最高领导签2005年1月1日4.0 质量/有害物质治理体系4.1总要求质量/有害物质治理体系是由包含质量治理原则和方针的手册及相关的其它关键文件组成,它提供一个完整的操纵和改善机制.本手册之设计反映了ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020之差不多结构.本公司将质量/有害物质治理体系文件化,以保证产品符合指定要求.质量/有害物质治理体系文件架构见下图, 治理代表及ISO办公室负责保持及操纵此体系和相关的文件数据.-品质手册质量手册是公司的纲领性文件,是公司内部和外部提供关于质量/有害物质治理体系一致信息的文件.-程序文件程序文件规定了XX各项质量活动或过程的途径,是作为执行﹑验证和评审质量/有害物质活动的依据,是构成质量和有害物质策划和治理活动的基础文件,是从手册中引伸出来的支持性文件.-各类作业指示性文件作业指示性文件是从有关的运作程序中引申出来的作为直截了当支持作业的基础文件,它确定了详细的作业活动方法和要求(流程图).各部门负责人需将此作业指示性文件传达至作业人员.产品生产过程中,外来的各种工程规范性文件经处理后(例:工程图纸﹑规格书等)都属于本公司质量/有害物质治理体系中的指示性文件.-记录记录(报告)是质量/有害物质治理体系文件最基础的组成部分,是质量/有害物质体系活动的真实记载,是证明质量/有害物质治理体系已有效运作的证据,须按规定予以妥善储存.除以下要求,ISO9001:2008﹑ISO/TS16949:2009﹑QC080000:2020的所有要求均与公司的活动有关:➢ISO9001:2008版本﹑ISO/TS16949:2009版本及QC080000:2020之7.3设计与幵发本公司是依照客户指定之产品规格要求进行生产及其相关活动的OEM制造商,针对ISO9001:2008﹑ISO/TS16949:2009 及QC080000:2020标准条文中第7.3设计与开发条款,本公司为了实现客户指定之产品规格要求,只对产品的过程进行设计和开发,而其产品设计和开发不适用于本公司;故ISO/TS16949:2009标准条文中第7.3.2.1产品设计输入和第7.3.3.1产品设计输出-补充条款不适用于本公司予以删除..4.2文件操纵-本公司质量/有害物质治理体系文件要紧包括质量手册﹑运作程序文件﹑作业指示性文件(包括工作指示﹑工位作业指导书﹑设备保养指示﹑工程规范性文件等)﹑记录/报告﹑产品质量和有害物质/法规和国家/行业标准等.其中工程规范性文件包括客供文件和产品技术文件,而产品技术文件由客供文件转化而来.➢客户文件包括:产品规格书/工艺说明书/工程图/样板/符方/更换说明书/投诉说明/标准确认及问题点回复等所有来源客户的文件.➢产品技术文件包括:<幵模数据>/ <工艺技朮档案(MI)>/ <工程更换通知书(ECN)>/<原材料/辅料技术数据>/样板等文件.-文件受控:➢为使文件是充分与适宜的﹐文件在发放前应由授权人员批准.➢文件的有效版本应发放到相关部门.➢持有之受控文件副本部门应确保所有人员均可取阅.➢确保文件保持清晰﹑易于识别,不得用“受控文件副本”再复印副本及在受控文件中乱写乱画.➢文件更新后,需再进行审批.➢防止作废文件非预期的使用,所有作废文件需及时回收﹑销毁,如因专门目的需保留作废文件时,必须经治理代表批准,并对此作废文件加以适当的标识.➢确保工程规范性文件得到及时评审﹑发放﹑实施及更换﹐且评审时刻不得超过2个工作日.➢每项更换在生产中实施的日期的记录须进行妥善储存.-产品质量和有害物质法规/国家标准由治理层与外界机构保持联络为最新版本,由于专门少使用,故需要时向本公司ISO办公室借阅(抽样标准除外).今后有必要储存标准﹑法规之副本时,将编写适当的程序.详细操纵文件方法,请参阅:COP4.2(1)<文件操纵>程序文件.4.3记录操纵记录之处理原则如下:➢所有记录文字和内容清晰,储备方便且能在规定期限内提供查阅,以证明产品质量﹑产品有害物质及治理体系的有效运作.➢各部门应建立<记录清单>,每月依照需要进行更新并交副本于ISO.➢记录储存期限除须满足法规和客户要求外,所有记录至少储存3个月.➢记录按规定的储存期限进行保管,超过储存期限之记录应及时作报废/销毁处理,需要再保留之作废记录,需经治理代表批准同意后方可再储存.详细记录操纵方法,请参阅:COP4.2(2)<质量记录操纵>程序文件.5.0治理职责5.1治理承诺最高治理者对质量/有害物质治理体系连续改善其有效性之治理承诺提供证据,将由以下取得: ➢向公司传达满足客户和法律法规要求的重要性.➢衷心地声明质量方针﹑HSF方针和连续引导职员.➢以质量方针﹑HSF方针为基础建立质量目标﹑HSF目标.➢定期进行治理评审.产品质量﹑HSF是每一次检讨会议的讨论事项.➢定期审查生产能力﹑人力资源和HSF产品之生产过程改进,包括实时满足客户需求之成效﹑连续改善及实施和保持质量/有害物质治理体系.➢确保有害物质清单在公司内得到沟通和了解.➢确定HSF要求.➢定期评审产品实现过程和支持过程﹐以确保其过程的有效性和效率.5.2以客户为中心及关注焦点为确保XX之服务满足客户和相关法规之要求,相关治理人员应评审每一张订单(包括对客户HSF要求的评审).每一张订单评审应有相应的记录产生,并予以储存.5.3品质方针/HSF方针➢质量方针/HSF方针表达连续改善质量/有害物质治理体系有效性的承诺.➢质量方针/HSF方针需在治理评审中对其适宜性﹑充分性及有效性进行评审,有需要时需作出修改.➢质量方针/HSF方针将以海报和宣传画等方式发放至各相应部门/工段.➢质量方针/HSF方针由质量目标文件作为支持.5.4策划5.4.1质量/HSF目标公司已确定一系列与产品质量﹑有害物质有关之目标,其目标是可测量的,并与质量方针﹑HSF方针保持一致.各部门/工段负责人应将质量/HSF目标传达至各职员,使各职员为实现目标做出奉献.质量/HSF目标应在每年治理评审会议中对其进行评审,并依照评审结果制定目标.附质量/有害物质体系过程流程图:质量/有害物质体系过程流程图附达成HSF运作的架构图:达成HSF运作的架构图5.4.2质量/有害物质治理体系策划本手册为XX质量/有害物质治理体系提供完整的规划,必须与包含过程描述和治理程序的过程手册一起使用.使用<质量打算(制程监控)>以完成专门要求之批量生产及专门产品项目.<质量打算(制程监控)>包括资源的确定和分配.质量/有害物质治理体系的连续改善须定期﹑有打算的稽核与审查,以及鼓舞提出改善项目以达成.✧详细质量/有害物质治理体系策划活动/质量打算(制程监控)请参阅:COP5.4(1)<质量治理体系策划>程序文件COP7.5(1)质量打算(制程监控)程序文件5.5职责﹑权限和沟通5.5.1职责与权限各部门/工段其上下级关系描述于组织结构图中,具体内容详见全厂各部门/工段之组织结构图.每位治理人员职责与权限描述具体详见各部门/工段之<职位描述>.每位治理人员都有不断寻求改善和监控所负责过程之绩效的职责.每位治理人员均应有一指定代理人,当治理人员未上班时,其工作临时由其直属上司负责接任或由其直属上司以书面授权其它人代行.5.5.2治理者代表董事总经理被执行董事任命为质量治理代表及QC080000治理代表,其要紧职责如下:➢确保质量/有害物质治理体系所需的过程得到建立﹑实施和保持;➢向最高治理者报告质量/有害物质治理体系的业绩和任何改进的需求﹔➢确保在整个公司内提高满足顾客要求的意识,及确保HSF相关的要求和职责在公司内得到沟通和了解﹔➢确保供货商明白HSF相关的要求和职责.5.5.3内部沟通由各部门/工段负责人负责向所有职员(包括临时和现场供货商)传达质量/有害物质治理体系之作用,可通过会议﹑培训﹑﹑网络及通告栏等方式进行沟通(参考相关工作指示).5.6治理评审最高治理层以治理评审会议的形式进行质量/有害物质治理体系评审,每年召开一次,必要时治理代表可增加评审频次,以保证体系连续的适宜性﹑充分性和有效性,评审结果应记录并存盘.治理评审输入应至少包括以下项目(不局限于此):➢方针、目标达成情形(含全废物质的削减打算进度)➢内部与外部质量审核结果进行总结➢内/外部反馈(包括客户中意度调查﹑客户投诉﹑退货﹑有害物质及其它方面的反馈等)➢过程的业绩和产品的符合性(包括质量目标/有害物质目标/不良成本/绩效趋势)➢纠正措施和预防措施的状况➢连续改善状况➢前次治理评审的跟踪措施➢可能阻碍质量治理体系的改变➢可能阻碍HS治理改变的法规及客户要求➢识别有害物质的使用➢人力及过程所需的资源➢培训需求➢供货商的表现➢治理策划项目的进度➢体系所有要求➢过程设计和开发专门时期的测量与结果➢实际的和潜在的现场失效分析➢有害物质内部与外部运行情形监测总结➢改善的建议➢其它事项治理评审输出应包括下列有关数据:➢质量/有害物质治理体系有效性及其过程有效性的改善➢与顾客要求有关的产品的改善(质量/有害物质方面)➢资源需求✧详细治理评审活动请参阅:COP5.6(1)<治理评审会议>程序文件6.0资源治理6.1资源提供本公司董事总经理负责公司总资源打算.各部门/工段负责人负责确保足够之资源以供过程产生所需之输出.任何资源不足而导致阻碍客户期望之情形应在治理评审会议报告提出并采取对应之措施.6.2人力资源6.2.1总则人员的能力应依照工作所需,进行适当的教育﹑培训﹑技能和体会.6.2.2能力﹑培训和意识➢所有人员均应同意入职培训,包括质量方针﹑HSF方针及质量目标﹑HSF目标等.➢各部门年度培训打算由所属部门负责制定,并由行政办公室负责统筹及储存.➢对所有培训及相关行动的有效性进行评估.上述活动的细则,请参阅:COP6.2(1)<培训>程序文件6.3基础设施治理层应经常审查并爱护保养可用之设施,以确保其满足客户需要和要求.各部门负责人应确认任何设施存在之问题并报告适当人员采取措施.任何增加设备所需费用要有批准.设施可包括但不限于下列各项:➢建筑物﹑工作场所和相关的设施➢过程用设备(包括硬件和软件)➢支持性服务(如运输﹑通讯或信息系统)6.3.1工厂、设施及设备策划公司采纳多方论证的方法来制定工厂﹑设施及设备的打算﹐且须制定评判现有操作和过程有效性的方法.6.3.2应急打算公司须制定应急打算﹐以便在紧急情形下满足顾客要求(如供应中断﹑劳动力短缺﹑关键设备故障和使用现场退货等).上述活动细则,请参阅:COP6.3(1)<设备操纵>程序文件6.4工作环境应确定和治理为达到产品符合要求所需的工作环境.6.4.1应落实产品的安全性,以使对职员的潜在风险降至最低,专门是在制造过程中的相关活动.6.4.2生产现场应保持现场处于与产品和制造过程需求相和谐的有序﹑清洁和整理的状态.本公司工作环境以“7S”治理为基础.(参考相关工作指示)7.0产品实现7.1产品实现的策划公司策划和开发产品实现的所需过程,产品实现策划应与质量/有害物质治理体系其它过程的要求一致.在策划时,公司将确定以下方面的适当内容:➢产品质量的质量目标及HSF目标和要求.➢针对产品确定过程﹑文件和资源的需求.➢产品所要求的验证﹑确认﹑监视﹑测量﹑检验和试验活动,以及产品接收准则,若适当的话,应包含信息服务供货商.➢将潜在阻碍产品HSF特性的过程文件化程序或作业指示性文件.➢为实现过程及其产品满足要求提供证据所需的记录(产品质量/有害物质).➢策划的输出形式应适合于公司的运作方式.7.1.1 产品实现的策划应包括客户要求和对其技术规范的参考及引用.7.1.2 接收准则有要求时﹐必须由顾客批准,关于计数型数据的抽样,其接收水平应是零缺陷.7.1.3 公司应确保客户采购的产品和开发的打算及有关信息的保密.7.1.4对阻碍产品实现的更换(包括HS方面的变更)﹐有进行操纵和反应的过程﹐并确保与顾客要求相一致﹐且更换在执行前必须被确认.任何禁用物质的使用必须在文件中识别,必须制定该产品的操纵和最终的替代/排除打算.策划的细则,请参阅:COP7.1(1)<产品实现策划>程序文件7.2与客户有关的过程7.2.1与产品有关的要求的确认公司将会对客户要求进行识别,除客户明示的产品要求(产品质量﹑数量﹑交货方式﹑交货期﹑价格﹑有害物质要求)外,其它要求可包括:➢产品特定及具体用途的要求.➢产品相关的法律/法规要求.➢公司应证实符合客户对专门特性的指定﹑文件化和操纵的要求.➢公司附加的任何要求等.7.2.2与产品有关的要求的评审公司应评审与产品有关的要求.评审应在公司向客户作出提供产品的承诺(如:提交标书﹑同意合同或订单圾同意合同或订单的更换)之前进行,并确保:➢产品要求已规定清晰.➢与往常表述不一致的订单/合同的要求已得到解决.➢公司能满足指定要求.➢符合相关法律/法规.➢评审结果及产生的行动的记录均予以保持.➢公司应对合同评审过程中提议产品的制造可行性进行调查﹑确认并形成文件,包括风险分析.审查的具体细则,请参阅:COP7.2(1)<客户要求操纵>程序文件7.2.3客户沟通公司就应对以下有关方面确定并实施与客户沟通的有效安排,沟通方式和渠道依照法律规定或客户要求,沟通内容包括:➢产品信息(质量及HF方面).➢询问﹑合同或订单的处理,包括对其阻碍产品特性的更换/修改.➢客户反馈,包括客户埋怨.➢公司应有能力按客户规定的语言和形式来沟通必要的信息,包括数据.上述活动细则,请参阅:COP7.2(2)<客户沟通>程序文件7.3设计与开发XX是一家OEM制造商,以客户的产品规格或样板进行生产,针对ISO9001:2008﹑ISO/TS16949:2009 及QC080000:2020标准条文中第7.3设计与开发条款,本公司为了实现客户指定之产品规格要求,只对产品的制造过程进行设计和开发,而其产品设计和开发不适用于本公司,产品制造过程的设计和开发要紧着重于错误预防,并不是探测;故ISO/TS16949:2009标准条文中第7.3.2.1产品设计输入和第7.3.3.1产品设计输出-补充条款不适用于本公司予以删除.7.3.1设计和开发策划公司必须对制造过程的设计和开发进行策划和操纵,在进行设计和开发策划时,必须确定: ➢设计和开发时期➢适于每个设计和开发时期的评审﹑验证和确认活动(包括HSF特性方面的确认)➢设计和开发的职责和权限公司必须对参与设计和开发的不同小组之间的接口实施治理﹐以确保有效的沟通﹐并明确职责分工.随设计和开发的进展﹐在适当时﹐策划的输出必须予以更新.公司采纳多方论证的方法﹐进行产品实现的预备工作﹐包括:-专门特性的开发﹑最终确定和监测-FMEA的开始和评审﹐包括采取降低潜在风险的措施-操纵打算的开发和评审7.3.2设计和开发输入公司必须确定与产品要求有关的输入,并保持记录,这些输入必须包括:➢功能和性能要求➢适用的法律法规要求(包含有害物质管制相关法规及顾客要求)➢适用时﹐往常类似设计提供的信息➢设计和开发所必需的其它要求必须对这些输入的充分性与适宜性进行评审,并要求必须完整﹑清晰,且不能自相矛盾.✧公司须对过程设计输入要求进行识别﹐形成文件并进行评审﹐包括:-客户提供的图纸规范﹑数据等产品规格-生产率﹑过程能力及成本的目标-顾客要求-以往的开发体会✧公司必须识别专门特性-在操纵打算中包含所有专门特性-遵守客户所规定的定义和符号-识别过程操纵文件,包括图纸﹑FMEA﹑操纵打算及作业指导书﹐其必须标明客户的专门特性符号﹐或公司的等效符号或记号,以包括对专门特性有阻碍的过程步骤.7.3.3设计和开发输出设计和开发输出的方式应适合于对比设计和开发的输入进行验证﹐并必须在放行前得到批准.设计和开发输出必须:➢满足设计和开发输入的要求➢为采购﹑生产和服务提供的适当信息➢包含或引用产品接收准则➢规定对产品的安全和正常使用所必需的产品特性✧制造过程设计输出必须以能依照制造过程输入的要求﹐进行验证和确认的方式来表示﹐制造过程设计输出必须包括:-规范及图纸-制造过程流程图/场地平面布置图-制造过程FMEA-操纵打算-作业指导书-过程批准接收准则-有关质量﹑可靠性﹑可爱护性及可测量性数据-适当情形下防错活动的结果。
常用模板及支撑安装标准图集
30房屋建筑工程常用模板及支撑安装推荐图集地下宅、基坑模板说明 坑中坑我胎膜示总图 承台及地梁砖胎膜砌筑示意图- 集水井及电梯井模板支撑示意图 地下室外增挂模安製人样 侖低差模板定位预埋钢筋示意图三、斜屋面模板安装斜S 而模板支撑示意图••… 斜屋面模扳节点大样示意图做支in 拆胶介板模板施工工艺说明 柱模板构造示意图 叭力模板构适示危图 柱《模板节点示意图 梁模板断面构适示意图梁模板安装效果图 板模板龙骨安装示意图 模板安裂斷mi 构逍示意ra-X 地下京、基坑模板卫生间与楼面高低希位置挂模示意图 楼肚反梁支模示意图 ...................17 19二.散支放拆胶介板模板 10 11 12 13 14 15 16曾通模板支撑施工工艺说明••… 泮通抓件成钢管模板支煤平面图 普通扣件式钢管模板支撑立面图 ft 通抓件式钢借棋板支^1^剖面图 碗扣式钢管模板支撑示意图••…五-高大模板扣件式钢管支據大模板支搏施1:工艺说明 高大模板支撑半価图 ..........23 25 26 27 2829 20卩q.普通模板扣件式钢管支撑与碗口式钢管支1?31高大模板支撑立面图 閒大模板支撑剖面图鬲大模板架休与矗架柱、梁板连接大样图 髙大蟆板支》立杆底部大样图六.楼梯模板安装32 33 楼梯模fe 与楼模板外帮木.反三角示意W 楼梯模板支撑示sra楼梯施I:缝后插板做法示意图3536 37七-后浇帯模板安装31后浇帯模板支撑示意图38图名 地下宅、基坑模板说鬧 图页地下室模板工艺说明购胎膜:坑中坑砖胎膜砌諛需衍KS 梁及鋤体达到80%以上強度后比内采用井字水平支撑后方可进行邻•次回填,回填材料立选 用粗砂或音含水a 符合斥实耍求的粘性上・不可便用淤泥和淤泥质上用作填料。
在承台或地梁宾胎膜砌筑过程中•砖垛应选用整無 砌筑•斷商ft 为方形或矩形.砖柱水半灰缝的砂浆饱满度不得小于80%。
傥板支撐:地下京集水井及电梯井的模板支搏应该引起足够审:视•沙袋应足虽堆載,确保模板箱休不在混凝I:的作用下匕浮.箱体模板"j 真胎)RZ 间采用与底板同强度等级的水泥砂浆块以满足成空后的尺寸耍求•底板外《边缘模板采用钢管架支搏时•须 待底板混《上仃了 •定强度后方可柝徐•地卞空外iftttH?需耍注意限位钢筋应打底板血筋进行可靠焊接.保证外境尺寸不W 止水螺 栓的锁紧而发生尺寸缩小情况岀现。
2019年多彩扁平商务通用模板26p

在这输入小主题
点击此处填写文本 点击此处添加文本
在这在此输入内容
在这填写文本点击添加文本点击添加 文本点击添加文本点击添加文本点击 添加文本点击添加文本点击添加文本 点击添加文本点击添加文本点击添加
2015
此处添加标题
点击此处添加段落文本 点击此处添加段落文本
此处添加标题
点击此处添加段落文本 点击此处添加段落文本
2 在这输入小主题
点击此处填写文本 点击此处添加文本
4 在这输入小主题
点击此处填写文本 点击此处添加文本
在这输入小主题
点击此处填写文本 点击此处添加文本
1
在这输入小主题
点击此处填写文本 点击此处添加文本
2019
多彩扁平商务通用模板
目录 CONTENTS
01 填写内容 03 填写内容
02 填写内容 04 填写内容
1
输入您的主题
单击此处填写文本 单击此处添加文本
1 输入您的主题
输入您的主题
在这填写文本内容点击添加文本内容点击添加文 本内容点击添加文本内容点击添加文本内容
输入您的主题
在这填写文本内容点击添加文本内容点击添加文 本内容点击添加文本内容点击添加文本内容
1
2
3
4
点击此处添加文本 点击此处添加文本
点击此处添加文本 点击此处添加文本
01
02
03
04
动态定制级别创意版式商务年终总结PPT模板
05
沉稳实用主义商务PPT教学课件模板
06
100套清新商务实用图表合集包(前50名6折)
企业定制级创意撕纸效果年终总结策划书
07
08
水墨中国风唯美总结汇报PPT教学课件模板前100名2折
建筑工程模板施工(图文并茂)
顶撑 对拉螺栓
“木夹具”加固示意图(梁高小于600时)
锁口木方
“木夹具”加固示意图 (梁高小于600时)
夹具
底枋
梁断面大于500时采
加固
用木制夹具加固。
梁模加固
高低梁节点
正确做法 错误做法
所有临边梁模加固必须使用对拉螺杆
梁柱混凝土密实、接头方正、棱角整齐、无爆 模、缩颈现象
梁板拆模后效果
三、拼装节点处理
梁底模交接处必须拼密缝,且接缝平 整度不得大于1mm
板模接缝处应垫木方
梁上口锁口木方离角部间距不得大于200 防止拆模后板底角部混凝土表面不平整。
所有压角、转角、套割处必须拼密缝,且不得出现小阳角。 尽量做到大模压边、原边压角。 梁板模板完成后应立即在柱墙插筋上抄测标高,对模板空间 尺寸进行复核(标高、开间)
阴角加固铁钉,间距 不大于300mm 错误!
柱阳角模板拼装 所有转角处必须用铁钉固定
阳角拼装铁钉,间距 300~400mm
墙板拼缝
接缝平整
钉拼缝木条 确保接缝平整
拆模后效果
阴角背枋
穿螺杆
转角钉缝加 固
铁钉间距300
柱墙阴角模板拼装
4、加固
(1)中柱模板加固示意图
层高超过3m,必须按方案要求加固。
梁侧模包梁底模
4、梁下口加固方
梁下口加固方与侧 模下口用铁钉固定
5、梁上口锁口方
梁上口锁口方与梁侧模钉牢,木
方上口与侧模上口平齐
6、板模安装
板模原边压角、靠边,与梁 侧模上口钉牢。铁钉间距 〈300mm
7、加固
采用木质夹具进行加固,间距 〈600mm
8、柱墙模板拼装
柱墙模板从梁侧模以下开始拼装,所有拼 缝均应钉拼缝木条,确保接缝平整
002-MI制作作业指导书
文件更改履历版本更改说明制定人生效日期A 新制订廖庆锋2009-09-01编制:日期:审核:日期:批准:日期:非红色印章的为不受控文件1.0目的1.1使工程设计人员掌握MI的设计要领。
1.2确保工程资料准确无误,满足客户和生产的要求。
2.0适用范围适用于本公司MI的编写和审核,以及其它部门参考。
3.0定义和职责3.1 定义:3.1.1 MI定义:MI为Manufacturing Instruction的缩写,即为生产制作指示。
工程设计人员根据客户的要求,并结合本公司的生产制作能力设计出满足客户和生产要求的生产制作指示。
3.1.2 MI的组成:完整的MI由生产制作指示、孔径资料表、开料图、排版图、孔径图、菲林图、外形图(含开模图)、工程更改通知及批量卡等组成,所有填写内容必须做到有据可查。
3.2 职责:3.2.1 MI设计人员负责对市场部提供的《合同投产单》及客户资料的转化、审查。
3.2.2 MI设计人员负责提供市场部需要的成本分析资料,以及对生产制作指示的编写,对开料图、排版图、孔径图、菲林图、外形图、工程更改通知的制作,以及钻孔和菲林资料处理设计指引。
4.0参考文件和资料:4.1《CAM制作作业指导书》4.2《生产通知单》4.3《工程问题澄清单》4.4《工程变更通知》5.0工业安全:N/A6.0质量要求及判定标准:N/A7.0机器操作:N/A8.0工艺操作及操作要求:N/A9.0操作要求:9.1 MI的设计:9.1.1 MI设计者根据市场部的《生产通知单》填写客户编码、客户品名、生产编号、生产类别,并签上制作者姓名和制作日期。
9.1.2按客户要求、《生产通知单》填写出货单位和数量,层数和工艺特性。
工艺特性指板为松香板、喷锡板、OSP板、电金板、喷锡+金手指板、沉金板、沉锡板等。
9.1.3完成板厚及公差按客户要求填写,若客户无明确要求按公司标准填写。
0.4-1.0为±0.10,1.2-1.6为±0.13,1.8-3.2为±0.20,3.2以上为±0.30。
LCM成品检验标准
2-10(MA)
无封口胶/胶异色
无封口胶/胶发白/脱落
NG(免封口工艺LCD除外)
目视
2-11(MI)
LCD框胶不良
LCD框胶有粗细、杂质气泡、断开、歪斜等不良现象。
1、偏移不进入可视区允收。
2、1/2平均宽度<宽度<4/3平均宽度允收。
3、框胶气泡<1/2框胶宽度允收。
4、色泽相同允收。
目视
必要时在显微镜
www55topcom好好学习社区318mabl发光不均匀个或若干个灯芯不亮导致显示画面发光不均匀黑影ng319mibl个或若干个灯芯发光与其他不一致ng320mibl白点电测时可见白点参照点状缺陷标准判定321micell内亮点电测时可见亮点322micell内暗点电测时可见暗点323micell内密集亮点电测时黑色画面可见其它画面不可02mm允许324matp不良触摸屏点不动飘ng其它41ma尺寸不符每批次抽检5pcs组装成成品后尺寸与工程图纸不符ng用游标卡尺测42ma结构方面实物结构与图纸外型样品不符ng目视43ma包装材料包装材料与要求不ng44ma产品型号错型号填写错误或填写不完整ng45ma无错盘traytray之间有无错盘ng46ma数量包装数量与要求不ng多数少数实物数量与送检单上数量不符ng47ma包装方向错产品包装摆放方向与要求不符ng48mi纸箱不良纸箱是否破损变ng49ma标签贴符不良1内外包装箱上无标签2标签上内容填写不完整型号日期等ng德信诚培训网更多免费资料下载请进
目视,必要时对照工程图纸检验
2、两部份破损(左、右)之和大于1/5WNG(W表示元器件的整个长度)且不影响功能
2-34(MI)
FPC划/刮伤
表面刮伤
不伤及线路,无破裂,不影响功能OK
EDI-0001-H(MI作业指导书)

版次H文件名称MI导书页次全21頁之第2 頁文件编号 EDI-0001制定日期2001-3-1 修改日期2008-6-30 1.0目的:为编写样板、试产板及生产板的生产指示提供操作指引。
2.0范围:适用本厂生产指示的编写。
3.0责任:MI组负责将业务部提供的客户资料进行预检、咨询、整理,根据客户资料和本厂生产能力编写生产指示。
4.0定义:4.1 MI ——生产指示4.2 ECN——工程变更通知单4.3 MOR——生产制作通知单4.4 SOR——样板制作通知单4.5样板——是指客户以联络单和MAIL的形式通知本厂制作的少量的PCB产品;由工程部投料,样板组制作,所有资料无须QAE确认,含收费样品和不收费样品两种。
4.6试产——客户下订单订购的小批量PCB产品,一般不超过10张大料属小批量;由工程部直接投料,样板组负责生产,MI、流程卡及钻孔首板须经QAE检查确认。
4.7量产——是指由客户下单订购的批量性PCB产品,含样板转生产、新资料直落生产、返单修改(ECN)及无修改的返单等;除无修改的返单外,其余类型均需业务下MOR,工程部编写生产指示(MI)后再生产。
5.0参考文件:菲林检查指导书(QAI-0008)啤模检查指导书(QAI-0021)Template检查指导书(QAI-0019)生产能力指导书(EDI-0007)线路板注释指导书(EDI-0014) CAM制作指导书(EDI-0034)钻锣带制作指导书(EDI-0033)6.0内容:6.1生产资料运作流程图(制作流程视实际需要可适当增减)(见下页)版次H文件名称MI导书页次全 21頁之第4 頁文件编号 EDI-0001制定日期2001-3-1 修改日期2008-6-30 6.2工程文员负责签收业务提供的订单资料。
6.3 MI负责人负责安排资料制作及资料的审核。
6.4资料审核6.4.1客户提供的资料种类PCB原文件、Gerber文件、实板、菲林等均可接受。
检验规范通用要求(1)【范本模板】

一、关于检验通用规范的规定1、目的:1.1确保供应商供应的产品质量符合我公司以及国家标准规定的要求。
1。
2我公司生产的产品满足客户要求并符合国家、国际及地区的法律法规;2、范围:2.1公司所有产品的采购、生产、转运、储存、包装、发货的通用要求。
2.2本公司的所有检验人员以及与产品质量有关的其他人员;3、通用检验规范3.1公司所有产品(原材料,半成品,成品)原则上均需执行抽样检验,合格品才能入库或出货3。
2检验员以满足客户需求为宗旨,对每一批来料入库或出货执行下述项目之检验:3.2.1包装、标签、数量、型号等项目的核对3。
2.2产品规格(外观、结构、装配、电气性能、安全规定)做选择性或必要性之检验.(1)若客户有特殊要求,则按客户要求检验(2)若产品出货到有ROHS要求国家或地区,其来料产品或出货产品要求能满足ROHS要求3.3抽样计划3。
3.1一般特性采用,均以GB2828—2003单次正常随机抽样一般检验水平Ⅱ;特殊特性采用,均以GB2828—2003单次正常随机抽样特殊S—2水准;AQL值:CR(致命缺陷): 0 MA(重要缺陷): 0。
4 MI(次要缺陷): 1.0定义:CR(致命缺陷): 指产品存在可能对生产者或使用者造成人身意外伤害或可能造成客户抱怨之财产损失、违反法律法规及环境规定。
(安全/绿色环保等)MA(重要缺陷):产品某一特性为满足规定要求(结构或功能)或严重外观缺陷。
MI(次要缺陷):产品存在一些不影响功能与使用性的缺陷(一般指外观小瑕疵)。
3.3.2检验项目大致可区分为:a。
外观检验b.尺寸、结构性检验c。
电气特性检验d.化学特性检验e.物理特性检验3。
3。
3检验方法大致可区分为:a。
外观检验:一般用目视、手感、限度样本。
b。
尺寸检验:如游标卡尺、量表。
c。
结构性检验:如拉力计、扭力计。
d。
特性检验:使用检测仪器或设备(如万用表、电容表、试剂、试验机等)。
3.3.4检验分类:产品(原材料,半成品,成品)因供料厂商的品质信赖度,公司生产熟练度及物料的数量、单价、体积等区分为全检、抽检、免检。
双面印制电路板生产流程简介.ppt

测试针
测试机
双面印制电路板的生产流程
表面处理 目的:在焊接面涂上一层透明耐热的有机可焊性保护膜(OSP),隔绝空气, 防止焊盘氧化,为客户提供良好的焊接表面。
OSP膜
OSP涂覆机
双面印制电路板的生产流程 终检 目的:检验成品外观,确保产品外观、线路质量符合客户要求
检验工作台
双面印制电路板的生产流程
孔铜
沉铜线
双面印制电路板的生产流程
电镀厚铜 目的:利用电化学原理,加厚孔内及孔壁的铜层约20-40 微米,保证PCB
层间互联的可靠性及不被后工序破坏造成孔破
铜层加厚 铜层加厚
电镀厚铜线
双面印制电路板的生产流程
磨板 目的:铜面的清洁与粗糙化(二氧化硅刷轮),增强油墨附着力
处理后铜面呈粗糙状
表面处理机
烘烤机
双面印制电路板的生产流程
曝光
目的:底片透光区油墨经紫外线照射,发生反应,生成的物质不会被显影液 洗掉;底片不透光区(焊盘)未经紫外线照射,不反应,显影时会被 显影液洗去
底片图案 不透光
透光区
UV光线 菲林底片
防焊油墨
曝光机
双面印制电路板的生产流程
显影 目的:未发生反应区域(焊盘)的油墨,用显影液(Na2CO3)冲洗掉,露出
单板
V-cut线
V-cut机
双面印制电路板的生产流程
成型切割 目的:通过成型机切割成客户所需要的外形尺寸
双面印制电路板的生产流程 洗板 目的:洗去V-cut、成型工序在板面上留下的粉尘,清洁板面
洗板机
双面印制电路板的生产流程
测试 目的:一定电压下进行通断路测试,保证产品电气连通性能符合设计和使用
电镀厚铜 二次镀铜 AOI/目检
客户量尺表(标准样本)
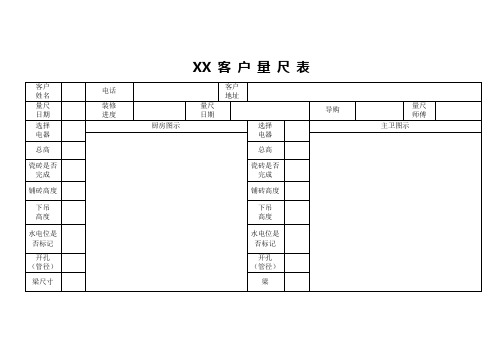
客户
姓名
电话
客户
地址
量尺
日期
装修
进度
量尺
日期
导购
量尺
师傅
选择
电器
厨房图示
选择
电器
主卫图示
总高
总高
瓷砖是否完成
瓷砖是否完成
铺砖高度
铺砖高度
下吊
高度
下吊
高度
水电位是否标记
水电位是否标记
开孔
(管径)
开孔
(管径)
梁尺寸
梁
梁位置
窗台
Hale Waihona Puke 尺寸窗台尺寸厨柜安装高度/颜色
电器安装高度
预留
电线
预留
电线
是否拍照
是否拍照
备注
备注
选择
电器
公卫图示
选择
电器
图示
总高
总高
瓷砖是否完成
瓷砖是否完成
铺砖高度
铺砖高度
下吊
高度
下吊
高度
水电位是否标记
水电位是否标记
开孔
(管径)
开孔
(管径)
梁
梁
窗台
尺寸
窗台
尺寸
电器安装高度
电器安装高度
预留
电线
预留
电线
是否拍照
是否拍照
备注
备注
样板标识牌)

序号项目内容1 工程名称招商.西岸项目一期一标段工程62、63#楼2 工程地址烟台经济技术开发区西部黄庄村3 建设单位招商局地产(烟台)有限公司4 设计单位山东普来恩工程设计有限公司5 监理单位山东新世纪工程项目管理咨询有限公司6 施工单位中国新兴建设开发总公司7 建筑功能办公8 工程规模总建筑面积9307.62×2㎡9 层数地下一层,地上九层10 建筑高度30.3m(从室外地面到屋面面层)11 耐火等级地上Ⅱ级、地下Ⅰ级12 防水等级地下室Ⅱ级,一道钢筋混凝土结构自防水,设计抗渗等级P8,(4+3厚)SBS聚酯胎Ⅱ型柔性防水卷材屋面Ⅰ级,两道3厚SBS聚酯胎国标Ⅱ型柔性防水卷材13砌体工程-5.300m以下采用M7.5水泥砂浆砌筑MU20蒸压灰砂砖-5.300m以上采用Mb5混合砂浆砌筑A5.0加气混凝土砌块序号项目内容1 建筑面积(m2)总建筑面积9307.62×2㎡2 结构形式基础结构形式桩基承台和筏板基础上部结构体系框架剪力墙结构3 土质、水位持力层细砂地基承载力160KPa地下水位抗浮设防水位2.65m地下水质场区无地下水,场区土对混凝土结构具强腐蚀性;在干湿交替条件下对钢筋混凝土土结构中的钢筋为强腐蚀性。
在长期浸水条件下对钢筋混凝土结构中的钢筋为弱腐蚀性。
地基土对钢筋混凝凝土结构中的钢筋为中等腐蚀性。
4 地震烈度设防烈度7度抗震等级剪力墙二级、框架三级5 结构安全等级二级6 结构设计年限50年7 建筑层数地下1层,地上9层10 建筑平面横轴编号a-1~a-7、b-1~b-7、c-1~c-5 横轴距离(mm)6300纵轴编号a-A~a-H、b-A~b-E、c-A~c-G 纵轴距离(mm)630011 结构断面尺寸(mm)基础垫层150基础防水板300框架柱600×700、600×600、500×500、400×400、500×800、400×900、400×600、500×400、650×600、400×600、500×550、650×600框架梁200×500、200×400、200×600、300×650、300×1000、350×1200、200×700、200×1200序号项目内容1 工程名称招商.西岸项目一期一标段别墅工程2 工程地址烟台经济技术开发区西部黄庄村3 建设单位招商局地产(烟台)有限公司4 设计单位山东普来恩工程设计有限公司5 监理单位山东新世纪工程项目管理咨询有限公司6 施工单位中国新兴建设开发总公司7 建筑功能住宅8 工程规模总建筑面积105743㎡9 层数、面积楼号层数面积(㎡)别墅A 3 381.78别墅B 3 765.04别墅C 3 731.27 别墅D 3 411.26 别墅E 3 507.6910 结构形式主体结构:剪力墙结构基础结构:筏板式基础11 耐火等级Ⅱ级12 防水等级屋面Ⅰ级,SBS聚酯胎国标Ⅱ型柔性防水卷材13 砌体工程±0.000m以下与土体接触处采用M7.5水泥砂浆砌筑MU20蒸压灰砂砖ⅠⅡ±0.000m以上采用Mb5混合砂浆砌筑A5.0加气混凝土砌块序号项目内容1 建筑面积(m2)建筑面积A户型:381.78 B户型:765.04C户型:731.27 D户型:411.262 结构形式基础结构形式筏板基础上部结构体系剪力墙结构3 土质、水位持力层细砂地基承载力160KPa地下水位抗浮设防水位2.65m地下水质场区无地下水,场区土对混凝土结构具强腐蚀性;在干湿交替条件下对钢筋混凝土土结构中的钢筋为强腐蚀性。
来料检验标准【范本模板】

来料检验标准
一、目的
建立来料检验规范,提供来料检验作业依据,确保原材料、零配件来料质量。
二、适用范围
本规范适用于公司来料检验作业(供货商提供物料如供货商另有规定则检验标准偏向于其规定检验);
三、定义
3.1致命缺陷(CR):可能导致危及生命或造成非安全状态的缺陷;
3.2严重缺陷(MA):可能导致功能失误或降低原有使用功能的缺陷;
3。
3轻微缺陷(MI):对产品使用性能没有影响或只有轻微影响的缺陷;
四、抽样方案及AQL值:
4.1抽样方案:1、产品全检与产品抽检;
2、抽检产品未出现质量异常状况的采取一次抽样方案,选择合适的抽样方法,
若满足AQL值则可入库,若不满足,则视为不合格产品;
3、抽检产品出现过质量异常状况的采取二次抽样方案,选择合格的抽样方法,
若满足AQL值则可入库,若不满足,则视为不合格产品;
4、采取二次抽样方案的产品经过3个月验证均连续合格后,方可更换采用一
次抽样方案.
4。
2AQL值:CR=0、MA=1。
0、MI=4。
0
五、检验条件
检验一般在晴天自然光或灯光光照强度适中的情况下进行,被检样本与检验员距离适中,一项外观检验时间为3—5s.
六、检验程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
页码:1/2
PCS
X M 2开料利用率:%A工作板开料尺寸:
X X
完成板厚:
±0
B工作板开料尺寸:
X
SET A板开料数量: Panel A板面积:M 2SET
B板开料数量:
Panel B板面积:
M
2
板料规格/厂商:MM OZ
■烘板
时间:4小时温度;度
钻带编号:.DRL 最小钻咀:mm
■板厚与最小孔径的纵横比:
电镀电流:ASF
电镀夹边:最小线宽:mm 黑油
菲林型号:0%
0%mm;底铜:OZ
mm; 二钻文件名:
.2nd
油墨类型:
颜色:绿■菲林编号;油墨类型:
颜色:菲林编号;
■铣板:铣带编号:.ROU ±mm 角度:45±刀
刀□治具治具编号:mm
公差:
mm ■加干燥剂,出口单包装
成品数量:PCS 报废数量:
PCS
CAM制作:15分钟
45分钟菲林属性:
镍 厚:
1500
连片
■GT0 ■GB00图形转移电镀时间:0
过孔塞油
蚀 检
A板GTL电流
0.00
骆继华骆继华
横向刀数■真空包装 剩余厚度:0.00工程审核:12字 符6
1514外 形13沉金9
二 钻退 锡810工 序
■新单
4
3沉 铜
开 料全板电镀MI编写:骆继华
19
成 品 仓
0备注核准:
01阻 焊
1711
5
7图形电镀蚀 刻U"
金 厚:
≥1
U"
18包 装V-CUT ㎡
#DIV/0!
FQC 成品板厚0.0出货面积
出货
±016测 试■飞针测试0
公差:±0.10mm
0.05 5 度
纵向刀数
■正片■丝印烤油
菲林属性:■正片■曝光
白
周期:
■周年
■GTS ■GBS 0公差:±20%H/H 最小线距:0
公差:±20%最小线宽:0■表铜厚度:≥35um(1OZ)
电锡/铅
■孔铜厚度:20um
电镀时间:A板GBL电流
A板GTL受镀面积
菲林属性:■正片A板GBL受镀面积■曝光
0.00
单位:ASF
备注:
0 湿膜干膜0
2钻 孔000■短边
H/H 150FR4
#DIV/0!收板人送板人QC
(时间)
(时间)
制 程 参 数
数量报废数量
B板一出:
0.00000
00
PCS/SET A板一出:订单面积:单只尺寸:0
出货形式:
成品尺寸:00下单日期:订单数量:0交货日期: 投料数量:
■ 生产板本厂编号:0
客户型号:0客户代码:0工艺特性:
FALSE
#DIV/0!#VALUE!00加力果电子有限公司。