sfc-shopfloorcontrol车间信息系统
SFC系统介绍
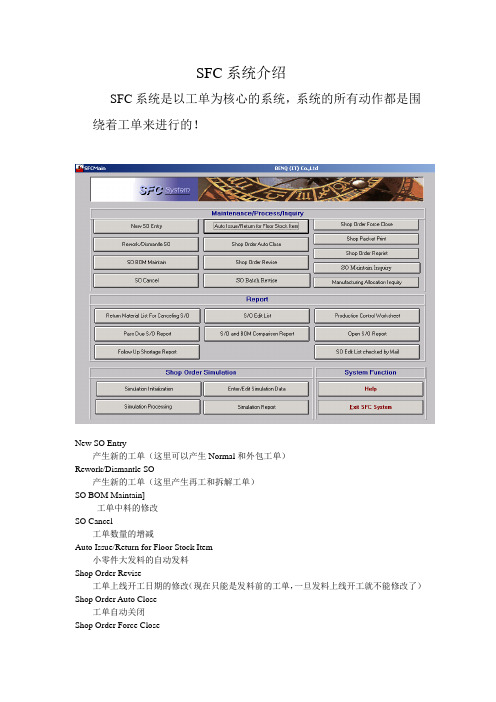
SFC系统介绍SFC系统是以工单为核心的系统,系统的所有动作都是围绕着工单来进行的!New SO Entry产生新的工单(这里可以产生Normal和外包工单)Rework/Dismantle SO产生新的工单(这里产生再工和拆解工单)SO BOM Maintain]工单中料的修改SO Cancel工单数量的增减Auto Issue/Return for Floor Stock Item小零件大发料的自动发料Shop Order Revise工单上线开工日期的修改(现在只能是发料前的工单,一旦发料上线开工就不能修改了)Shop Order Auto Close工单自动关闭Shop Order Force Close工单强制关闭Shop Packet Print打印备料单,工单状态有0----〉8Shop Order reprint备料单的重打印SO Batch Revise多张工单的上线开工日期一起修改SO Maintain Inquiry对工单中料的修改的查询(什么人、何时进行的修改)Manufacturing Allocation Inquiry料信息及工单信息的查询Return Material List For Canceling S/O产生工单增减信息的报表,这会把需要退料或者增加料的信息打印出来!Pass Due S/O Report过期未完成工单的报表Follow Up Shortage Report缺料报表S/O Edit List工单中料的check信息,需要buyer进行check,以此做出相应料变更与否!S/O and BOM Comparison Report工单与此工单对应BOM的比较信息,看是否有料修改的情况!Production Control Worksheet生产线工单排成信心报表Open S/O Report当前还是Open的工单的信息Simulation InitializationEnter/Edit Simulation DataSimulation Processing 工单的simulation pilot run,根据这些信息再做工单量Simulation Report 产,这几步从上到下一次完成。
SHOP FLOOR系统操作流程介绍

生产信息系统
输入要查询的工单号码
查询上料状况 1(输入工单号码) 2(PCB投入/打件)3(生产线别)
工单管理系统
➢ 工单管理**工单BOM表
过账时须打开的项目:PCB投入/打件 程序清单 参数设定/用后还原 员工信息/新进员工所做工站开户 料号维护
工单管理
选择工单 管理
选料站表
1 3
2:STL流水号记录表里复制8位
3:点击添 加到上面
文字:9位
1:STL文字选8位,
2:STL流水号 记录表里
3:添加到上面,完 成后
1:文字选2位
流水号:5位
4:保存
数据库语句
• 使用此命令查询大小板的条码记 录状况及删除一些不必要的条码 序号…
载入
输入密码
点击打开
双击
选择
点击执行 显示要查询的数据
载入
左击
右击属性选择
点击后 选固定
点击后输入 工单号码
双击后输入条码序 号
为1
点击输入工 单号码
完成
F6列印/K入列印 数量
生产过账程序
包含工站/工站号码
• PCB投入/0601
PCB打件
• ZJ第一次/0616
ZJ第二次
• AOI第一次/0613
AOI第二次
• PCB目检第一次示输入所 需要的密码
PCB投入代码
输入需过账的工单号码
输入PCB板的条码
标签展码
展大/小板流水号
选择标签 展码
1.输入工单 号
2.展大板条码选TSN
3.输入大 板数量
4.展大板起始 编码为‘1’
完成
加百裕选CSN新盛利选STL
我们一般只动1、3两项。一是置令工单 二是周期。规则如图。
SFC培训

华宝SFC流程
• 目标流程
• 来料入库扫描并生成条码—生产上料扫描—测试扫描—物 料绑定—老化扫描—包装上线扫描—称重扫描—送检扫 描—出库扫描
• 目前华宝SFC系统可以实现以上功能,但是 考虑到经济和效率问题目前SFC导入的流程
• 来料入库扫描并生成条码—生产上料扫描(固定几个主要 客户,其他不扫描,具体见SFC管控清单)—测试扫描—物 料绑定—称重扫描 • 包装不导入的主要原因是,包装无关键物料且包装对移动 电源的性能不会有明显影响
S F C 简 介
SFC
•
• •
• • •
的全称: Shop-Floor Control system 定义:是起源于欧美的一套现场电子监控系统,也叫车间作业管理系 统 作用:它在每一环节实施电子数据监控,收集现场生产数据,以期将 来对各种生产指标状况 实施监控,以及对有问题的产品进行追溯 SFC 适用的产品 SFC适用于可以实现全程条码贴板的物料、生命周期大于半年的产品、 价值较高的复杂物品 建立 SFC系统所需资源 人员:IT开发团队、维护团队、业务团队 物资:扫描仪(scanner)若干,服务器若干,布线终端若干,SFC系 统一套
SFC在华宝的作用
• 1、可以根据每个流水号记录每个产品测试 参数并保存在电脑上以便后续追踪 • 2、每次出货的产品都可以追踪到关键物料 批次、时间、供应商 • 3、可以管控产品工序漏,因为前一工序不 扫入条码,后一工序无法识别这个条码, 这样就知道此产品在上一工序漏检
基于SFC的生产物流优化

基于SFC的生产物流优化摘要:随着市场经济的快速发展,市场竞争日趋加剧。
如何更好地加快我国生产企业的发展步伐,增强企业的竞争实力,是生产企业所面临的严峻任务。
因此生产物流系统中所蕴藏的巨大潜力越来越引起人们的注意,在提高加工制造设备本身能力与效益的同时,挖掘物流的潜力,降低生产成本,优化企业组织机构和运作管理方式,追求生产系统整体效益的提高,己经成为现代化生产的重要内容。
本文建立在生产物流平衡原理的基础之上,应用车间作业控制的基本方法以及工业工程基本理论对某生产物流活动进行测定,应用仿真技术解决该公司生产物流效率低下,严重制约生产力的问题,提出改进方案,对于优化该企业的生产物流活动起到了非常重要的作用。
关键词:生产物流;车间作业控制;仿真optimizing the Logistics of StreamIine Based on SFC Abstract:With the improvement of the market economy, market competition become more and more aggravated, we should realize that the key to improve the comprehensive competitive capacity is to how to quicken the step of manufacture enterprise. so people have been paying more and more attention to the huge potentialities reserved in the logistics system. While the capacity and benefit of processing and productive equipments are being improved, it has become the important mater of production modernization to dig the potentialities of the logistics system, reduce the cost of production, optimize the organization and administration of the enterprise, and enhance the enterprise's total efficiency.Based on the balance theory of Production Logistics , This paper used not only the basic tools of the Shop floor control but also the basic methods of the Industrial Engineering to determine the Production Logistics of a enterprise . It did a great job in resolving problems of insufficient productivity in the interprise.And put forward an improved design at last.It is especially important for the improvement of the interprise.Key words: Production Logistics;Shop floor control;Simulation1 绪论1.1 选题背景及意义随着市场经济的快速发展,市场竞争日趋加剧。
ERP 专业术语
ERP 专业术语(英文缩写)ERP---企业资源计划(Enterprise Resource Planning). [] 20 世纪90 年代MRP-II 发展到了一个新的阶段:ERP (EnterpriseResourcePlanning—企业资源计划)企业的所有资源简要地说包括三大流:物流、资金流、信息流,ERP 也就是对这三种资源进行全面集成管理的管理信息系统。
概括地说,ERP 是建立在信息技术基础上,利用现代企业的先进管理思想,全面地集成了企业所有资源信息,为企业提供决策、计划、控制与经营业绩评估的全方位和系统化的管理平台。
MRPⅡ---制造资源计划(Manufacturing Resource Planning). []1977 年9 月,由美国著名生产管理专家奥列弗·怀特(Oliver W·Wight )提出了一个新概念——制造资源计划(Manufacturing Resources Planning),称为MRP-II 。
MRP-II 是对制造业企业资源进行有效计划的一整套方法。
它是一个围绕企业的基本经营目标,以生产计划为主线,对企业制造的各种资源进行统一的计划和控制,使企业的物流、信息流、资金流流动畅通的动态反馈系统。
MRP---物料需求计划(Material Requirements Planning). [?]20 世纪60 年代,IBM 公司的约瑟夫·奥利佛博士提出了把对物料的需求分为独立需求与相关需求的概念:产品结构中物料的需求量是相关的。
2在需要的时候2提供需要的数量MPS---主生产计划(Master Production schedules). [??]主生产计划(Master Production Schedule ,简称MPS )是确定每一具体的最终产品在每一具体时间段内生产数量的计划。
这里的最终产品是指对于企业来说最终完成、要出厂的完成品,它要具体到产品的品种、型号。
sfc资料

測試站在測試后先掃描檢具條碼再掃描主部件條碼再掃描END結束碼.如 測試結果此機台有缺陷要先選擇相應的缺陷項目.再掃描END結束碼.
注意事項: 1.採集時先掃描主部件條碼.再掃描子部件條碼. 2.工令号只需在第一站第一次输入工令号. 3.組裝站除批追溯材料外(批追溯的材料要掃描END(如馬達)) 個體追溯材料取消掃描END結束碼.測試站因需要選擇缺陷故要掃結束碼。 . 4.如上站沒有掃描條碼下站掃描時系統會提示上“工序尚未完成” 6.主部件條碼不能掃描兩次.當掃描重復系統會提示沒有包含在工序中.
缺陷數據防呆: 檔測試站在機 台有缺陷時而 沒有選擇缺陷 時. 在維修站掃描 條碼時系統會 提示 “此機台不需 返修”.
当测试结果此机台有缺陷需返修时如果不选择缺陷.在维修站扫描时 系统 会提示“此机台不需返修”
10
7.工序如果選擇錯誤在掃描子部件條碼是系統提示未包含在工序中. 8.當第一站第一次沒有輸入工令掃描會提示沒有建立工令.
4
1.裝配數據採集:
選擇相 應的基 礎信息 第一站 第一次 需輸入 工令號
系統提示是哪站漏掃描數據
注意事項:1.主部件條碼不能掃描兩次.當掃描重復系統會提示沒有包含在工序中. 2.工序如果選擇錯誤在掃描子部件條碼是系統提示未包含在工序中. 5 3.當第一站第一次沒有輸入工令掃描會提示沒有建立工令.
2.缺陷數據採集:
點擊此處 選擇相應 的缺陷
點擊此處 選擇缺陷
當測試結果發現此機台有缺陷需要維修時首先掃描此機台的母體條碼雙擊缺陷信 息欄空白処選擇相應的缺陷項目.
6
3.維修數據採集
掃描主部件條碼系統帶出相應的缺陷.帶出此半品所組裝的材料. 雙擊不良原因欖空白処選擇相應的不良原因.雙擊維修方法空白処選擇相 應的維修方法.如更換材料時.先把光標移動到所要更換的材料點擊后.把光 標再移動到掃條碼処掃描所更換的材料條碼.新條碼會自動移動到新條碼 欖.然後再選擇維修結果(返修.合格.不良)在掃描END結束碼.
三个维度构建智能制造
生产现场集中控制管理系统SFC (Shop Floor Control)、制造执行系统MES(ManufacturingExecution System)和制造资源计划管理系统ERP(Enterprise Resource Planning),分别处于工厂生产底层(控制层)、制造过程(执行层)和制造资源(计划层)。
通过采用这三套系统,企业能够充分利用信息技术、物联网技术和设备监控技术,加强生产信息管理和服务,清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预,同时还能即时正确地采集生产线数据,合理编排生产计划与生产进度,打造“三维”智能工厂。
“三维”智能工厂是集绿色、智能等新兴技术于一体,构建一个高效节能、绿色环保、环境舒适的生产制造管理控制系统,其核心是将生产系统及过程用网络化分布式生产设施来实现。
同时,企业管理包括生产物流管理、人机互动管理,以及信息技术在产品生产过□文/沈皓玮三个维度构建智能制造horizon视野结合中国工业现状,未来五年,中国很多制造型企业将搭建三层架构模式(SFC-MES-ERP)的智能工厂,从“三个维度”对企业资源计划、制造过程执行和生产底层进行严密监控,实时跟踪生产计划、产品的状态,可视化、透明化地展现生产现场状况,推进企业改善生产流程、提高生产效率,实现智能化、网络化、柔性化、精益化,以及绿色生产。
三个维度构建智能制造程中的应用,形成新产品研发生产制造管理一体化。
三维智能工厂的“触角”—SFC生产底层(控制层)是工业互联网的感知层,是三维智能工厂的“触角”。
在生产过程中,所有制造企业都需要在一个整合的IT 系统,或者从多个IT系统中,合并包含电子数据表的管理业务流程信息。
在这些系统当中,许多典型的领域需要被特别予以关注,如设备、工具、质量、工艺、人员等。
在许多制造企业中,生产现场只具备很有限的IT系统,并且这些系统通常以机械控制与自动化为导向,或者根本就没有IT系统,从而必须配备额外的管理人员,花费额外的时间,为了不必要的沟通、联络、接洽、电话咨询,产生了很多文件,耽误了时间,增加了额外的成本。
电子厂Shop floor系统 Group名称
成品倉預報廢
R_PT
PT站的修護站
SC_RE
修复站報廢
FT
收集ADSL Final Test的資訊
CQA
CQA檢驗站
R_FT
Final Test站的修護站
IPQC
IPQC檢驗站
R_ATE
ATE站的修复站
STOCKIN
產品入庫站
PACK_TRAY
將良品裝入Tray盤中並刷產品Serial Number(机种:T62M159&J20M007)
LOADING
棧板上貨櫃站(確認出貨單與棧板資訊是否吻合)
T_INPUT
ADSL線插件投入站
SHIPPING
出貨站
T_ICT
收集W/S后至組裝前的資訊.
电子厂SFIS系统Group名稱
Group名稱
名詞解釋
Group名稱
名詞解釋
INSP
收集SMT的ICT和外觀檢驗的資訊
RC
收集Read code測試資訊
R_INSP
INSP站的修复站
R_RC
RC的修護站
SMT_TU
SMT轉出站(PCBA投入站)
PACK_BOX
將產品放入包裝盒中
SMT_IN
SMT外包轉入站
PACK_CTN
將包裝盒或Tray盤放入Carton中
SMT_OUT
SMT外包轉出站
PACK_PALT
堆疊棧板
ATE
1.收集Hi-Pot、Open Short、Function Test的不良資訊
FQA
收集FQA檢驗資訊
2.將良品裝入Tray盤中並刷產品Serial Number
制造业英文简写中文对照

制造业英文简写中文对照5S:5S管理ABC:作业制成本制度(Activity-Based Costing)ABB:实施作业制预算制度(Activity-Based Budgeting) ABM:作业制成本管理(Activity-Base Management)APS先进规画与排程系统(Advanced Planning and Scheduling)ASP:应用程序服务供货商(Application Service Provider)ATP:可承诺量(Available To Promise)BOM:物料清单(Bill Of Material)BPR:企业流程再造(Business Process Reengineering)BSC:平衡记分卡(Balanced ScoreCard)BTF:计划生产(Build To Forecast)BTO:订单生产(Build To Order)CPM:要径法(Critical Path Method)CRM:客户关系管理(Customer Relationship Management)CRP:产能需求规划(Capacity Requirements Planning)CTO:客制化生产(Configuration To Order)DBR:限制驱导式排程法(Drum-Buffer-Rope)DRP:运销资源计划(Distribution Resource Planning)DSS:决策支持系统(Decision Support System) EC:设计变更/工程变更(Engineer Change)EC:电子商务(Electronic Commerce) EDI:电子资料交换(Electronic Data Interchange)EIS:主管决策系统(Excutive Information System)EOQ:基本经济订购量(Economic Order Quantity)ERP:企业资源规划(Enterprise Resource Planning)FMS:弹性制造系统(Flexible Manufacture System)FQC:成品品质管制(Finish or Final Quality Control)IPQC:制程品质管制(In-Process Quality Control)IQC:进料品质管制(Incoming Quality Control)JIT:实时管理(Just In Time)KM:知识管理(Knowledge Management) L4L:逐批订购法(Lot-for-Lot)LTC:最小总成本法(Least Total Cost)LUC:最小单位成本(Least Unit Cost)MES:制造执行系统(Manufacturing Execution System)MPS:主生产排程(Master Production Schedule)MRP:物料需求规划(Material Requirement Planning)MRPⅡ:制造资源计划(Manufacturing Resource Planning)OEM:委托代工(Original Equipment Manufacture)ODM:委托设计与制造(Original Design & Manufacture)OLAP:线上分析处理(On-Line Analytical Processing) OLTP:线上交易处理(On-Line Transaction Processing)OPT:最佳生产技术(Optimized Production Technology)OQC:出货品质管制(Out-going Quality Control)PDCA:PDCA管理循环(Plan-Do-Check-Action)PDM:产品数据管理系统(Product Data Management)PERT:计画评核术(Program Evaluation and Review Technique) POH:预估在手量(Project on Hand)QCC:品管圈(Quality Control Circle)RCCP:粗略产能规划(Rough Cut Capacity Planning)ROP:再订购点(Re-Order Point)SCM:供应链管理(Supply Chain Management) SFC:现场控制(Shop Floor Control)SIS:策略信息系统(Strategic Information System)SPC:统计制程管制(Statistic Process Control)TOC:限制理论(Theory of Constraints)TQC:全面品质管制(Total Quality Control) TQM:全面品质管理(Total Quality Management)WIP:在制品(Work In Process)>>> 5S:5S管理5S是由日本企业研究出来的一种环境塑造方案,其目的在藉由整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)及身美(SHITSUKE)五种行为来创造清洁、明朗、活泼化之环境,以提高效率、品质及顾客满意度。
shop floor control
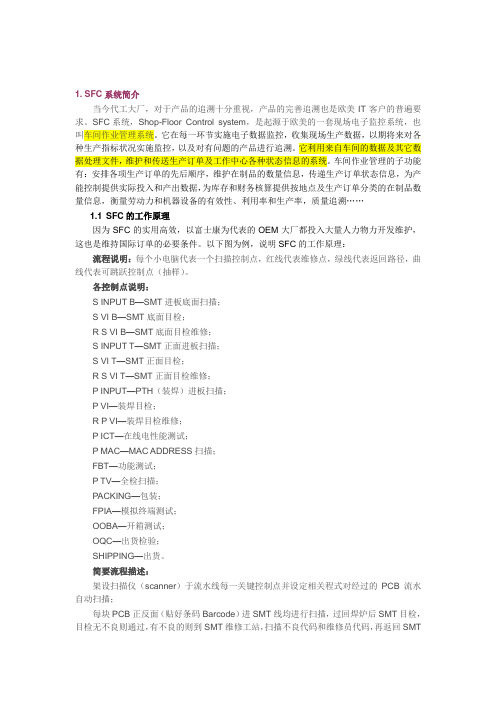
1. SFC系统简介当今代工大厂,对于产品的追溯十分重视,产品的完善追溯也是欧美IT客户的普遍要求。
SFC系统,Shop-Floor Control system,是起源于欧美的一套现场电子监控系统,也叫车间作业管理系统。
它在每一环节实施电子数据监控,收集现场生产数据,以期将来对各种生产指标状况实施监控,以及对有问题的产品进行追溯。
它利用来自车间的数据及其它数据处理文件,维护和传送生产订单及工作中心各种状态信息的系统。
车间作业管理的子功能有:安排各项生产订单的先后顺序,维护在制品的数量信息,传递生产订单状态信息,为产能控制提供实际投入和产出数据,为库存和财务核算提供按地点及生产订单分类的在制品数量信息,衡量劳动力和机器设备的有效性、利用率和生产率,质量追溯……1.1SFC的工作原理因为SFC的实用高效,以富士康为代表的OEM大厂都投入大量人力物力开发维护,这也是维持国际订单的必要条件。
以下图为例,说明SFC的工作原理:流程说明:每个小电脑代表一个扫描控制点,红线代表维修点,绿线代表返回路径,曲线代表可跳跃控制点(抽样)。
各控制点说明:S INPUT B—SMT进板底面扫描;S VI B—SMT底面目检;R S VI B—SMT底面目检维修;S INPUT T—SMT正面进板扫描;S VI T—SMT正面目检;R S VI T—SMT正面目检维修;P INPUT—PTH(装焊)进板扫描;P VI—装焊目检;R P VI—装焊目检维修;P ICT—在线电性能测试;P MAC—MAC ADDRESS扫描;FBT—功能测试;P TV—全检扫描;PACKING—包装;FPIA—模拟终端测试;OOBA—开箱测试;OQC—出货检验;SHIPPING—出货。
简要流程描述:架设扫描仪(scanner)于流水线每一关键控制点并设定相关程式对经过的PCB流水自动扫描;每块PCB正反面(贴好条码Barcode)进SMT线均进行扫描,过回焊炉后SMT目检,目检无不良则通过,有不良的则到SMT维修工站,扫描不良代码和维修员代码,再返回SMT目检正常流水;接着进入装焊,流程与SMT类同,过锡炉后流入ICT、MAC address扫描、功能测试和装焊全检,有不良经维修后返回装焊目检工位流水。
shopfloor editor操作手册

ShopFloor Editor是一款功能强大的生产管理软件,用于监控和控制生产过程。
以下是ShopFloor Editor的基本操作手册:
一、启动软件
打开ShopFloor Editor软件,进入操作界面。
二、配置连接
在操作界面中,选择“配置”选项,输入设备连接参数,如IP地址、端口号等,确保与实际设备连接正确。
三、监控生产状态
在主界面中,可以查看设备的运行状态、生产数据等信息。
通过实时数据和图表,了解生产进度和设备性能。
四、调整生产参数
根据生产需求,可以调整设备参数,如温度、压力、速度等,以满足生产工艺要求。
确保参数设置合理且安全。
五、生成生产报告
选择“报告”选项,可以生成生产报告,包括设备运行记录、产量统计、质量检测等信息。
通过报告分析,优化生产过程和提高效率。
六、报警与故障处理
当设备出现异常或故障时,ShopFloor Editor会发出报警提示。
根据报警信息,及时排查问题并进行处理,确保生产顺利进行。
七、退出软件
完成操作后,选择“退出”选项退出ShopFloor Editor软件。
确保保存所有更改和重要数据。
生产现场管理系统(SFC)--有图
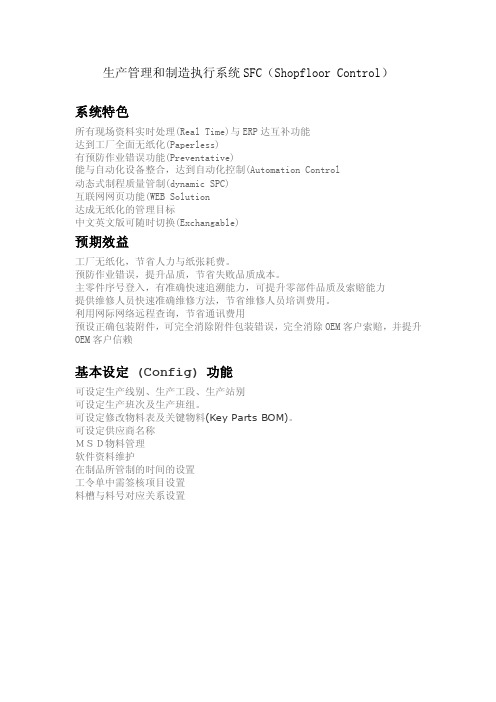
生产管理和制造执行系统SFC(Shopfloor Control)系统特色所有现场资料实时处理(Real Time)与ERP达互补功能达到工厂全面无纸化(Paperless)有预防作业错误功能(Preventative)能与自动化设备整合,达到自动化控制(Automation Control动态式制程质量管制(dynamic SPC)互联网网页功能(WEB Solution达成无纸化的管理目标中文英文版可随时切换(Exchangable)预期效益工厂无纸化,节省人力与纸张耗费。
预防作业错误,提升品质,节省失败品质成本。
主零件序号登入,有准确快速追溯能力,可提升零部件品质及索赔能力提供维修人员快速准确维修方法,节省维修人员培训费用。
利用网际网络远程查询,节省通讯费用预设正确包装附件,可完全消除附件包装错误,完全消除OEM客户索赔,并提升OEM客户信赖基本设定(Config)功能可设定生产线别、生产工段、生产站别可设定生产班次及生产班组。
可设定修改物料表及关键物料(Key Parts BOM)。
可设定供应商名称MSD物料管理软件资料维护在制品所管制的时间的设置工令单中需签核项目设置料槽与料号对应关系设置工艺管理可弹性设定工艺流程(Routing Control)设置要签核的物料、软件、设备维修方法管理品质管理可设定修改不良现象表(Error Code)。
可設定修改不良原因表(Reason Code)。
工序与不良现象对应设置要追溯的软件、物料、项目、设备设备管理设备用途分类设置仪器、仪表、治具、夹具管理料枪管理贴片机管理贴片机BYPASS记录登记生产管理(PM) 功能接受人工或ERP所传来之订单或工作指令,作订单分析依订单或工作指令产生生产计划及发料单查询各生产线工作指令(WORK ORDER)的生产状况及在制品(WIP) 查询各生产线机型(Model)的生产状况及在制品(WIP当日各生产线测试站的测试结果及不良状况依各种状况查询投入及产出延迟及完成的工作指令依工作指令、日期设定作图表示产能分析查询生产线上机台的流程卡(Travel Card)现场实时查询 (WIP) 功能对生产过程中的产品进行实时查询,迅速及时地了解生产线的生产情况,实时监控产品质量和生产效率连接至相应的数据库,显示相关时段的相应工单的基本信息、栈板信息、机台分布状况、流程及维修状况、详细部件信息等。
LCD专有名词解释

企业常用缩写5S : 5S管理ABC :作业制成本制度(Activity-Based Costing)ABB :实施作业制预算制度(Activity-Based Budgeting)ABM : 作业制成本管理(Activity-Base Management)APS : 先进规画与排程系统(Advanced Planning and Scheduling)ASP : 应用程序服务供货商(Application Service Provider)ATP : 可承诺量(Available To Promise)AVL : 认可的供货商清单(Approved Vendor List)BOM : 物料清单(Bill Of Material)BPR : 企业流程再造(Business Process Reengineering)BSC : 平衡记分卡(Balanced ScoreCard)BTF : 计划生产(Build To Forecast)BTO : 订单生产(Build To Order)CPM :要径法(Critical Path Method)CPM :每一百万个使用者会有几次抱怨(Complaint per Million)CRM : 客户关系管理(Customer Relationship Management)CRP : 产能需求规划(Capacity Requirements Planning)CTO : 客制化生产(Configuration To Order)DBR :限制驱导式排程法(Drum-Buffer-Rope)DMT : 成熟度验证(Design Maturing Testing)DVT : 设计验证(Design Verification Testing)DRP : 运销资源计划(Distribution Resource Planning)DSS : 决策支持系统(Decision Support System)EC : 设计变更/工程变更(Engineer Change)EC : 电子商务(Electronic Commerce)ECRN : 原件规格更改通知(Engineer Change Request Notice)EDI : 电子数据交换(Electronic Data Interchange)EIS :主管决策系统(Executive Information System)EMC : 电磁相容(Electric Magnetic Capability)EOQ :基本经济订购量(Economic Order Quantity)ERP : 企业资源规划(Enterprise Resource Planning)FAE : 应用工程师(Field Application Engineer)FCST : 预估(Forecast)FMS : 弹性制造系统(Flexible Manufacture System)FQC : 成品质量管理(Finish or Final Quality Control)IPQC : 制程质量管理(In-Process Quality Control)IQC : 进料质量管理(Incoming Quality Control)ISO : 国际标准组织(International Organization for Standardization) ISAR : 首批样品认可(Initial Sample Approval Request)JIT : 实时管理(Just In Time)L4L : 逐批订购法(Lot-for-Lot)LTC : 最小总成本法(Least Total Cost)LUC : 最小单位成本(Least Unit Cost)MES : 制造执行系统(Manufacturing Execution System)MO : 制令(Manufacture Order)MPS : 主生产排程(Master Production Schedule)MRO : 请修(购)单(Maintenance Repair Operation)MRP :物料需求规划(Material Requirement Planning)MRPII : 制造资源计划(Manufacturing Resource Planning)NFCF : 更改预估量的通知Notice for Changing ForecastOEM : 委托代工(Original Equipment Manufacture)ODM : 委托设计与制造(Original Design & Manufacture)OLAP : 在线分析处理(On-Line Analytical Processing)OLTP : 在线交易处理(On-Line Transaction Processing)OPT : 最佳生产技术(Optimized Production Technology)OQC :出货质量管理(Out-going Quality Control)PDCA : PDCA管理循环(Plan-Do-Check-Action)PDM : 产品数据管理系统(Product Data Management)PERT : 计划评核术(Program Evaluation and Review Technique)PO : 订单(Purchase Order)POH : 预估在手量(Product on Hand)PR : 采购申请Purchase RequestQA : 质量保证(Quality Assurance)QC : 质量管理(Quality Control)QCC :品管圈(Quality Control Circle)QE : 质量工程(Quality Engineering)RCCP : 粗略产能规划(Rough Cut Capacity Planning)RMA : 退货验收Returned Material ApprovalROP : 再订购点(Re-Order Point)SCM :供应链管理(Supply Chain Management)SFC : 现场控制(Shop Floor Control)SIS :策略信息系统(Strategic Information System)SO : 订单(Sales Order)SOR : 特殊订单需求(Special Order Request)SPC : 统计制程管制(Statistic Process Control)TOC : 限制理论(Theory of Constraints)TPM :全面生产管理Total Production ManagementTQC : 全面质量管理(Total Quality Control)TQM : 全面质量管理(Total Quality Management)WIP : 在制品(Work In Process)5S管理5S是由日本企业研究出来的一种环境塑造方案,其目的在藉由整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、客满意度。
工作中用到的英文缩写
工作中用到的英文缩写(精)NCT: numberial control tooling数控冲床Bend: bending折床Laser:镭射(激光机)SFC: shop floor control 现场管制系统SPC: statistical process control 统计制程管制SCM: supply chain management 供应链管理SOP: standard operation procedure 标准化作业规范POP:包装作业规范SAP: systems applications and products in data 系统应用资料处理(制程检验作业规范) ISO: international organization for standardization 国际标准化组织ECN: engineering change notice 工程变更通知MRP: material requirement planning 物料需求计划CFT: customer focus team 专属客户团队FAI: first article inspection 首件检验DFM: design for manufacturing 设计审查PM: project management 专案(项目)管理FIFO: first in first out 先进先出QC: quality control 品质管理人员FQC: final quality control 终点IPQC: in process quality control 制程中的IQC: incoming quality control 进料OQC: outgoing quality control 最终出货TQC: total quality control 全面质量管理PQC: passage quality control 段检人员QA: quality assurance 质量保证人员QE: quality engineering 品质工程人员OQA: outgoing quality assurance 出货质量保证人员OOBA: out of box audit 开箱检查人员(客户角色)QFD: quality function deployment 品质机能展开PE: 产发人员ME:制工(IE)FMEA: failure model effectiveness analysis 失效模式分析FA: failure analysis 失败分析AQL: acceptable quality level 运作类允许品质水准AOQ: average output quality 平均出厂品质CAR: corrective action report 改正行动报告8D: 8 disciplines 8项回复内容CR: critical 极严重的ACC: accept 允收REE: reject 拒收MAJ: major 主要的MIN: minor 轻微的S/S: sample size 抽样检验样本大小MIS: 信息管理系统下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
制造业MES和SFC

制造业MES和SFCMES(制造执⾏系统)和 SFC(车间管理控制系统) SFC(Shop Floor Control):车间管控系统也叫现场监控系统,⼀般⽤于产线。
⽤来管控产品的制造流程信息,实时地储存⼀些⽣产数据,作为追踪管理之⽤。
MES(Manufacturing Execution System):可以理解为SFC的升级,是现代制造业常⽤的管理系统,功能⽐SFC系统强⼤的多。
主要⽤于物料管理、产品流程控制、排产计划等管理,详细介绍可以百度搜索。
在设计和实施MES优先考虑的指标:• 数据采集· 要收集哪些数据、多久的频率、是临时存放还是要备份保存· ⾼层管理需求还是底层管理需求· 要不要反映BOM和Routing 的变化· ⼯单的实时监控· ⾃动从机器中采集数据或⾄少⽤条码扫描⼈⼯收集数据• 流程管理· 整理收集的数据实时地改进运作,如缩短⽣产周期时间· 通过⾃动化接收数据减少⼈⼿输⼊错误并提供更好的测试结果· 分析并找出⼯艺流程导致的不良品。
• 质量管理· 精确的基础数据可以允许相应的及时的改正⾏动· 允许延续的产品按批次追踪,进⾏后续⼯艺流程的诊断和改善· 记录坏品作进⼀步分析• 在制品状态和可溯性· 能提供按⼯⼚、⽣产线、机器、操作⼯⼈、班次、产品批次及原材料、供应商相关联的数据以供追溯。
· 车间在制品的库存监控• ⼯作表现分析· 及时有效地收集在线的数据为⼯作表现作分析如⼯⼈和⽣产线的效率,良率等· 机器设备的故障停机时间和效率· 物料的利⽤率• 运作排产计划· 将计划推⾏到⽣产· 即时更新数据到系统以便即时优化资源的安排• 作为⽣产详细信息的唯⼀数据来源· 按⾥程⾥程碑(⼯作中⼼)⾃动去反馈给ERP系统,即可以与ERP系统集成,所有的输⼊是⼀次性的,⽽不是重复的。
SFIS系统简介--Shopfloorinformationsystem

SFIS--Shop floor information systemSFIS简报的主要内容一、问题与困挠:1. 工厂现场常听到的问题;2. 工厂管理常面临的问题;3.一般生产的品质问题与客户抱怨.二、解决问题的工具---SFIS1. 什么是现场资讯整合系统(SFIS);2. SFIS 的特性;3. SFIS 的系统架构;4. SFIS 的系统连线图;5. SFIS功能:SFIS 各主要模块简介;SFIS各模块功能;6. SFIS运作流程:7. SFIS控制流程:--WIP控制流程:--WIP模块的使用说明.--KP-INFO模块的使用说明.三、SFIS建设的目的、意义及成功的关键。
厂长厂长今天的产量与品质如何?车间现场生产/制造生产/制造今天的产量为什么低?生管生管下一张工单何时可下?采购物管采购物管供应商材料品质?何时该补料?品管品管品质水准?批退如何決定?制程管理制程管理机械生产参数为何?设备维修设备维修当机率?标准工时标准工时效率能否再提升?成本规划与控制成本规划与控制投入工时有多少?销售/售后服务销售/售后服务是否如期出货?退貨品当时生产状况?工厂现场常面临的问题工厂管理所面临的问题•••••••一般生产的品质问题与客户抱怨什么是现场资讯整合系统?现场资讯整合系统Shop FloorInformation System现场资讯整合系统Shop Floor Information System 管理者SFIS特性SFIS的系统架构Data Base品质追踪99.99%电子看板组装站组装站测试站测试站烧机站烧机站测试站测试站QA 站QA 站入库站入库站维修站维修站产出站产出站投入站投入站SFIS 系统连线图Office Ethernet NetworkPM/QM/SPCSFIS Data Base Cluster Server PackingSFIS Ethernet NetworkSMORepairRepairOOBAShippingCell Control Ethernet NetworkD8000D8000D8000RS-485 Network RS-485 NetworkFQC S/ABCRBURN-INBCRAssembly BCR FTESTN/A BCR FTEST S/ABCRFQC N/ABCRD8000自调站SFIS功能B CA DSFIS主要功能模块图各模块的功能◆◆◆◆◆◆◆SFIS 运作流程MIS 将欲上线的工单导入到SFIS 系统资料库产线作业人员/领班将MIS 所导的工单进行上线(利用PM 模块作上线操作)产线开始作业,系统利用BARCODE 进行记录流程信息数据库WIP 、QM 、SPC 等监视管理程序对数据库里的资料进行分析,得到产线的现场作业情况QA 、QC 对各批次作抽验,以判定各批PASS 或REJECT控制改善分析B/B S/N–通过零件的Barcode 可以追溯到厂商的品质状况.Shop Floor Control ProcessSFIS 控制流程WIP Control System (WIP 控制系统)MVS QC1F/T QCIISHIPBARCODE DATABASESCAN AOQC SCAN BSCAN CSCAN DSCAN E SCAN FWIP 模块的使用说明WIP界面(1)一般的查询步骤•••••工单状态日期线别工单查询按钮WIP 界面(2)具体WIP工单信息各站WIP维修记录过站信息批次信息所查到的QA、QC的抽验的批次各个批次的具体机器的序列号kp-info模块的使用说明kp -info(界面1)料件比对信息查询表中为所查的料号的比对记录选择要查的料号kp-info(界面2)料件追踪信息查询半成品信息成品信息kp-info一般的查询步骤SFIS建设的目的与意义•••成功的关键谢谢!。
SFC系统简介

12
6. SFC Web Report
6.2 製程管理
InnoLux Confidential
13
6. SFC Web Report
6.3 品質管理
InnoLux Confidential
14
6. SFC Web Report
6.4 出貨管理
InnoLux Confidential
15
6. SFC Web Report
InnoLux Confidential
2
1. SFC系統Overview
(1).What is SFC ?
SFC: Shop Floor Control.(面向工廠車間層的系統) SFC: 是一個輔助工廠生產的一種現場管理工具, 是一個即時數據 收集的系統. 路由管控(route control) 品質管控 數量管控 效能(績效)管控(Performance) 人員工作效能管理 (UPH)
PP
Production Order Delivery Notes
SD
SFC Web System
W E B Browser I N T E R F A C E PP
SD
DN tracking Work Order Status Reporting
MM
Material Control Traceability Control
SAP & SFC System Integration Structure
SFC
SFC System Material Control Production Control Shipping Control Reporting
S A P / R F C
SAP ERP
SFC系统概述

•生产效率显示 •良率数据显示
电子广告牌
99.99%
•MO执行报表 •生产线绩效报表 •意外工时报表 •库存报表
窗体印制
Data Base
•自动请料作业 •自动入库作业 •MO下达作业
与生产管理联机
条形码收集中心PLC讯息收集
生产状态追踪
•WIP追踪 •MO追踪 •产量追踪 •生产效率追踪
质量追踪
•SQC/SPC •良率追踪 •缺点排行
Pallet barcode label(4S)
盘点机
成功的关键
高阶主管的承诺支持
成功关键在“用”
完整的教育训练 由浅而深,由线而面 简化现场数据输入步骤 系统稳定性与容错性 相关作业配合 让数字说话
SFC系统架构
基本数据维护
主管/其他人员
电子广告牌
•生产进度显示 •良率数据显示
Wo_list_detail
Power_supply Item_list
FDD
Lade_detail
Riser_card
Wip_repair_rec
Container_detail
Container_hd
Wo_list
FQC
NG
維修站 刪除否?
NO 依是否涉及掃描零件判斷
掃入CTN #
OK
掃入chassis, 裝箱
Check 條碼漏掃否 - Chassis - FDD - SPS - RC
YES 刪除全部資料
重流入產線一一重掃
盤點機 掃入CTN#
裝櫃明細表含手工輸入之出 貨明細表單號、出貨地等, 及 櫃號, 箱號與裝箱台數, 使用 各供應商零件數, 裝櫃時間等
YES
Miss? NO
生产计划部试题
生产计划部试题2022年生产管理部试题1ERP的定义:ERP(EnterprieReourcePlanning),全称企业资源计划,ERP是建立在信息技术基础上,以系统化的管理为思想,为公司企业决策层及员工提供决策运行手段的管理平台。
ERP系统涉及财务、销售、计划、人力和生产等,以“供需平衡”为目的,以计划为中心思想,并将各管理职能紧密集成,ERP的原理就是将企业资源进行整合,实现共享,达到最佳的企业运作状态。
2BOM的定义及意义?BOM(BillOfMaterial)表示产品的组成结构和组成单位产品的原材料和零部件的数量;在ERP工作中,只有定义了产品结构,才能通过MRP运算得出采购需求计划、生产计划所需的材料数量。
4独立需求指?是指与公司的库存中其它料品的需求无关的成品或组件的需求。
这种独立需求的特征,是客户对成品、中介体或服务件的订货等。
5产品A由1个B及1个C组成;制品B由2个D加工而成。
B现有存货50个,D有存货20个,问:A产品接到订单80个,应采购原料D 多少?解:根据产品的BOM表组成(80-50)某2-20=40个6阐述MRP的含义:答:制造企业在大量应用MRP系统而取得管理效益后,又把生产能力的需求计算也纳入系统,因而产生了“产能需求规划(CRP:CapacityRequirementPlanning)”,同时也把“车间管理(SFC:ShopFloorControl)”、销售职能的“分销需求规划(DRP:DitributionRequirementPlanning)”、应收帐款和应付帐款的管理、总帐会计…等功能都加以整合起来,形成了管理整个制造企业资源的管理系统,因而称作“制造资源规划”系统(ManufacturingReourcePlanning),其英文简称也是MRP。
因此,MRP系统有了狭义与广义之分,狭义的MRP 是指“物料需求规划系统”,广义的MRP则是指“制造资源规划系统”。