焊接件去应力热处理保温时间实验
压力容器焊后消除应力热处理(2009年8月13日)

�
�
2.哪些压力容器及主要受压元件需焊 后消除应力热处理? 哪些压力容器及主要受压元件需焊 后消除应力热处理?笔者认为:应按 照GB150 10.4.1款和GB151 6.4、6.8 款(指拼接管板、管箱和浮头盖)判 定。凡符合GB150 10.4.1款和GB151 6.4、6.8款规定的压力容器及主要受 压元件均应进行焊后消除应力热处理。
果好,因此在条件具备的情况下,应 优先选用炉内整体热处理方法。
� 对于球形储罐和大型压力容器可 採
取使用现场整体消除应力热处理方法。 � 由于焊后局部消除应力热处理的效 果较炉内整体消除应力热处理差,因 而《容规》和标准对局部消除应力热 处理方法的应用作出了较为明确的限 制。目前局部消除应力热处理只限应 用于B、C、D类焊接接头以及球形封头 与园筒连接的A类焊接接头。
�
� GB/T9452-2003“热处理炉有效加热区
测定方法”等安全技术规范和标准之中。 因而在使用过程中出现了理解上的不 一致和偏差。为了满足钢制压力容器 焊后消除应力热处理的要求,保证钢 制压力容器的安全质量,本文将重点 讨论钢制压力容器焊后消除应力热处 理中常见的一些问题,并就此提出笔 者的认识和看法。
Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵபைடு நூலகம்
≤2 ≤4 ≤5 ≤6 ≤8 ≤10
(1)允许用修改量程的方法提高分辨力。
�
�
JB/T10175规定:热处理炉的每个加热区至 少有两支热电偶,一支接记录仪表,另一 支接控温仪表,安放在有效加热区内,其 中一个仪表应具有报警功能。 每台热处理炉必须定期检测有效加热 区,检测周期见表3,检测方法按GB/T9452 的规定,其保温精度应符合表2要求。应在 明显位置悬挂带有有效加热区示意图的检 验合格证。热处理炉只能在有效加热区检 验合格证规定的有效期内使用。
焊后热处理(PWHT)和焊后消除应力热处理的区别

焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
消除焊接应力六种方法
消除焊接应力六种方法焊接应力是在焊接过程中产生的一种内部应力,它会对焊接件的性能和稳定性产生影响。
为了消除焊接应力,我们可以采取以下六种方法:1. 预热和后热处理。
预热是在焊接之前对焊接件进行加热处理,目的是降低焊接时的温度梯度,减少焊接应力的产生。
后热处理则是在焊接完成后对焊接件进行再次加热处理,以消除已经产生的焊接应力。
这两种热处理方法可以有效地减少焊接应力的影响。
2. 采用适当的焊接顺序。
在进行多道焊接时,采用适当的焊接顺序可以减少焊接应力的产生。
一般来说,应该先对焊接件进行预热,然后从中间位置开始焊接,逐渐向两端延伸。
这样可以减少焊接时的温度梯度,降低焊接应力的产生。
3. 采用适当的焊接参数。
焊接参数的选择对于减少焊接应力非常重要。
合适的焊接电流、电压、焊接速度等参数可以减少焊接时的热输入,降低焊接应力的产生。
因此,在进行焊接时,应该根据焊接材料的性质和厚度等因素,选择合适的焊接参数。
4. 采用适当的填充材料。
填充材料的选择也会影响焊接应力的产生。
一般来说,应该选择与母材相似的填充材料,以减少焊接时的温度梯度,降低焊接应力的产生。
此外,填充材料的化学成分和性能也应该与母材相匹配,以确保焊接接头的质量和稳定性。
5. 采用适当的焊接方式。
不同的焊接方式对焊接应力的影响也不同。
例如,电弧焊和气体保护焊的焊接应力相对较小,而激光焊和等离子焊的焊接应力相对较大。
因此,在进行焊接时,应该根据具体情况选择合适的焊接方式,以减少焊接应力的产生。
6. 采用适当的冷却方式。
焊接完成后的冷却方式也会对焊接应力产生影响。
一般来说,应该采用缓慢冷却的方式,以减少焊接时的温度梯度,降低焊接应力的产生。
此外,还可以采用局部加热和冷却的方式,以消除已经产生的焊接应力。
总之,消除焊接应力是焊接过程中非常重要的一环。
通过预热和后热处理、适当的焊接顺序、适当的焊接参数、适当的填充材料、适当的焊接方式和适当的冷却方式等方法,可以有效地减少焊接应力的产生,提高焊接件的质量和稳定性。
工程材料综合实验(基础实验+钢的热处理)实验报告
工程材料综合实验(基础实验+钢的热处理)实验报告工程材料综合实验处理报告单位:过程装备与控制工程10-1班实验者: 侯鹏飞学号10042107胡兴文学号10042108李东升学号10042110【实验名称】工程材料综合实验【实验目的】运用所学的理论知识和实验技能以及现有的实验设备,通过自己设计实验方案、独立实验并得出实验结果,达到进一步深化课堂内容,加强对《工程材料》课程理论的系统认识,并提高分析问题和解决问题的能力。
通过做这个实验,使学生们可以充分了解以下知识,并学会操作一些必要的仪器和设备:1、研究铁碳合金在平衡状态下的显微组织;2、分析含碳量对铁碳合金显微组织的影响,加深理解成分、组织与性能之间的相互关系;3、了解碳钢的热处理操作;4、研究加热温度、冷却速度、回火温度对碳钢性能的影响;5、观察热处理后钢的组织及其变化;6、了解常用硬度计的原理,初步掌握硬度计的使用。
【实验材料及设备】1、显微镜、预磨机、抛光机、热处理炉、硬度计、砂轮机等;2、金相砂纸、水砂纸、抛光布、研磨膏等;3、三个形状尺寸基本相同的碳钢试样(低碳钢20#、中碳钢45#、高碳钢T10)【实验内容】三个形状尺寸基本相同的试样分别是低碳钢、中碳钢和高碳钢,均为退火状态,不慎混在一起,请用硬度法和金相法区分开。
1、设计实验方案:三种碳钢的热处理工艺(加热温度、保温时间、冷却方式)。
做实验前完成。
样品加热温度保温时间冷却方式20# 880℃25min 空冷45# 淬火880℃高温回火600℃淬火25min高温回火25min水冷T10 900℃30min 水冷2、选定硬度测试参数,一般用洛氏硬度。
样品20# 45# T10 硬度HRB50 HRC20 HR633、热处理前后的金相组织观察、硬度的测定。
4、分析碳钢成分—组织—性能之间的关系。
样品成分组织性能20# 马氏体F+P冲压性与焊接性良好45# 马氏体F+P经热处理后可获得良好的综合机械性能T10 马氏体+奥氏体P+Fe3C II硬度高,韧性适中【实验步骤】1、观察平衡组织并测硬度:(1)制备金相试样(包括磨制、抛光和腐蚀);(2)观察并拍摄显微组织;(3)测试硬度。
焊接结构件消除内应力退火工艺守则
焊接结构件消除内应力退火工艺守则1 范围1.1 本守则适应于碳素(合金)结构钢制造的电机、电器、机械等产品的焊接结构件的退火。
退火可以降低硬度,便于切削加工,还能使钢的品粒细化,以及消除内应力,并为下一步工序作准备。
1.2 焊接结构件的退火,是因为构件在制造过程中,产生了残余内应力。
将会使在机械加工后,引起变形,从而对产品的加工尺寸和装配带来不利的影响。
在个别情况下的退火,是为了避免焊接后机械强度的降低。
必须经过退火,消除其内应力的有:1.2.1 拼合的和有断面的焊接结构件,以及不对称形状的和尺寸长、刚性小,且受单向机械加工的零件:1.2.2 在大的动负荷条件下工作的焊接件:1.2.3 特殊的与工艺要求的构件。
注:一般的须经过退火的焊接零件,均应在图样上的技术要求中予以说明。
2 设备2.1 320KW方井式电阻炉2.1.1 炉体及相关的辅助设备与工具。
2.1.2 控制系统2.1.3 技术说明书。
2.1.3.1 320KW方井式电阻炉操作说明书。
2.1.3.2 320KW炉温控制系统操作说明书。
2.1.3.3 EH.SERIES中型打点式长图记录报警仪使用操作说明书。
3 准备工作3.1 将准备退火的工件,运至炉旁,并均具有检查合格证,无合格证者,不得入炉退火。
3.2 检查工件的外形尺寸,是否年装炉。
3.3 将退火用的设计资料与工艺文件准备齐。
3.4 对设备进行检查、电气线路、冷却水路、炉内状况、周围环境。
3.5 装炉时,垫平工件用的垫块准备齐全。
4 装炉要求4.1 工件下面应予以垫平或垂直。
4.2 工件离炉底、炉壁及工件之间的距离不得小于100㎜。
4.3 工件不能相互叠放。
4.4 工件应选择热状态变形最小的位置放置,如半环之类的结构件,开口不得向上。
4.5 材厚相差悬殊的结构件,不得混合装炉退火。
5 退火规范5.1 开炉(盖盖)后,慢慢升温,2h内,升温到400℃以下;2h后,以每小时100℃的速度,加热到640℃~660℃,并保持炉内在加热过程中,各区的温度差不大于20℃。
304L奥氏体不锈钢的焊接残余应力热处理去除试验研究
304L奥氏体不锈钢的焊接残余应力热处理去除试验研究陈万华;牟志超;祝长江;孙德文;王太江;吴祥新【摘要】对某低温压力容器用304L钢,焊后去应力退火后焊接组织与性能的影响进行了试验.结果表明,该低温压力容器焊接接头残余应力去除的最佳热处理温度取570℃较为适宜,在该热处理温度下,焊缝金属组织结构基本无变化,焊缝冲击韧度仍维持较高值,并且热处理后焊缝心部的应力得到较充分的释放,残余应力消除约40%.%The influence of the different heat treatment processes on the 304L austenitic stainless steel organization and performance is studied.Through the 304L austenitic stainless steel quench processing by heating up to 570 ℃,keep 1 hour time,then cool the air.It is concluded that the microstrueture and mechanical property changes slightly,and the impact toughness does not change significantly,which could eliminate welding residual stress by 40%.【期刊名称】《新技术新工艺》【年(卷),期】2017(000)001【总页数】4页(P1-4)【关键词】304L奥氏体不锈钢;焊接;去应力退火;温度【作者】陈万华;牟志超;祝长江;孙德文;王太江;吴祥新【作者单位】中国空气动力研究与发展中心,四川绵阳621000;中国空气动力研究与发展中心,四川绵阳621000;中国空气动力研究与发展中心,四川绵阳621000;中国空气动力研究与发展中心,四川绵阳621000;中国空气动力研究与发展中心,四川绵阳621000;武汉润之达有限责任公司,湖北武汉430064【正文语种】中文【中图分类】TG156.23奥氏体不锈钢具有较高的强度和优良的低温韧度和塑性,常常被用做低温用钢,如当前国内生产的深冷低温液体储运容器,使用温度通常为-196~-183 ℃,主体母材通常为18-8型奥氏体不锈钢[1-2];但奥氏体不锈钢具有较低的传热系数和较高的热膨胀系数,在焊接过程中会产生大量的收缩、变形和残余应力。
焊后去应力的方法
焊后去应力的方法
焊接是一种常见的金属加工方法,但是在焊接过程中,由于热量的作用,会产生应力,这些应力会对焊接件的性能和寿命产生不良影响。
因此,焊后去应力是非常重要的一步,下面我们来介绍几种常见的焊后去应力的方法。
1. 热处理法
热处理法是一种常见的焊后去应力方法,它通过加热焊接件,使其达到一定的温度,然后缓慢冷却,从而消除应力。
这种方法适用于大型焊接件和高强度焊接件,但是需要专业的设备和技术支持。
2. 振动法
振动法是一种通过机械振动来消除应力的方法,它可以在焊接过程中或者焊接后进行。
这种方法适用于小型焊接件和薄板焊接件,可以有效地消除应力,但是需要专业的设备和技术支持。
3. 加工法
加工法是一种通过机械加工来消除应力的方法,它可以通过切割、磨削、冲压等方式来消除应力。
这种方法适用于小型焊接件和薄板焊接件,可以有效地消除应力,但是需要专业的设备和技术支持。
4. 冷却法
冷却法是一种通过快速冷却来消除应力的方法,它可以通过水冷、风冷等方式来实现。
这种方法适用于小型焊接件和薄板焊接件,可以有效地消除应力,但是需要注意冷却速度和温度控制。
焊后去应力是非常重要的一步,可以有效地提高焊接件的性能和寿命。
不同的焊接件和焊接材料需要选择不同的去应力方法,需要根据实际情况进行选择和操作。
同时,需要注意安全和环保,避免对人体和环境造成不良影响。
焊接件退火去应力工艺规范
焊接件退火去应力工艺规范1、适用范围1.1 本工艺规范适用于碳钢、低合金钢等材质制造的焊接件的退火去应力处理。
退火去应力处理可有效松弛焊接结构件的内应力,降低焊接后造成的高硬度现象,便于切削加工,还能细化晶粒,消除内应力,为下道精加工做准备。
1.2 本规范不适用于本规范未覆盖的材料去应力处理,本规范以外的金属材料去应力退火规范在经试验论证及工艺技术部门评审合格后方可列入本规范进行使用,列入形式为附录格式,本规范再次修订时可将新增规范列入至本规范正文中并取消附录,并对下发至各部门的旧版文件予以回收作废处理。
1.3 本规范所引用的标准以其最新版本为准。
1.4 本规范为公司内部受控性文件,经发布后立即受控,所有旧版文件即刻作废。
2、规范性引用标准JB/T 10175 热处理质量控制要求GB/T 9452 热处理炉有效加热区测定方法GB/T 7232 金属热处理工艺术语GB/T 16923 钢件的正火与退火GB/T 224 钢的脱碳层深度测定方法GB/T 228 金属材料室温拉伸试验方法GB/T 229 金属材料夏比摆锤冲击试验方法GB/T 230 金属洛氏硬度试验方法GB/T 231 金属材料硬度试验方法GB/T 232 金属材料弯曲试验方法GB/T 4341 金属肖氏硬度试验方法GB/T 2654 焊接接头硬度试验方法NB/T 47013 承压设备无损检测YB/T 5148 金属平均晶粒度测定方法3、退火设备及相关注意事项3.1 退火设备:台车式电阻炉。
3.1.1 炉体校检:热处理炉的有效加热区必须定期检测,应符合JB/T10175标准中V类及以上要求,校检周期为一年一次,检验方法按照GB/T9452进行,校检后必须提供正规的校检报告。
3.1.2 控制系统:温控系统及温控记录仪必须定期检测,应符合JB/T10175标准中V类及以上要求。
3.1.3 技术操作说明书:操作时需严格按照技术操作说明书中所记载的要求进行操作。
热处理实验
实验三钢的退火、正火工艺一、实验目的1、了解钢的退火、正火工艺方法。
2、认识钢退火、正火后的金相组织。
3、分析退火、正火对碳钢性能的影响。
二、实验原理钢的退火退火是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
常用的退火工艺有:①完全退火。
用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。
将工件加热到铁素体全部转变为奥氏体的温度以上30〜50C,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。
②球化退火。
用以降低工具钢和轴承钢锻压后的偏高硬度。
将工件加热到钢开始形成奥氏体的温度以上20〜40C,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。
③等温退火。
用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。
一般先以较快速度冷却到奥氏体最不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。
④再结晶退火。
用以消除金属线材、薄板在冷拔、冷轧过程中的硬化现象(硬度升高、塑性下降)。
加热温度一般为钢开始形成奥氏体的温度以下50〜150C,只有这样才能消除加工硬化效应使金属软化。
⑤石墨化退火。
用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。
工艺操作是将铸件加热到950 C左右,保温一定时间后适当冷却使渗碳体分解形成团絮状石墨。
⑥扩散退火。
用以使合金铸件化学成分均匀化,提高其使用性能。
方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
⑦去应力退火。
用以消除钢铁铸件和焊接件的内应力。
对于钢铁制品加热后开始形成奥氏体的温度以下100〜200C,保温后在空气中冷却,即可消除内应力。
焊后热处理的四种方法

焊后热处理的四种方法
焊后热处理是为了改善焊接接头的性能和组织结构,常用的四种方法包括:
1. 回火处理(Tempering):通过加热焊接接头至临界温度以上并保温一段时间后冷却,目的是降低焊接接头的硬度和脆性,提高其韧性和强度。
2. 热处理(Annealing):将焊接接头加热至足够高的温度并保温一段时间后缓慢冷却,以消除焊接过程中产生的应力和改善晶粒结构,提高接头的塑性和韧性。
3. 正火处理(Normalizing):将焊接接头加热至临界温度以上并保温一段时间后将其迅速冷却至室温,主要目的是使接头的组织结构均匀化,提高其强度和硬度。
4. 淬火处理(Quenching):将焊接接头加热至临界温度以上并迅速冷却至室温,通过快速冷却来形成具有良好强度和硬度的组织结构,但可能会导致较高的残余应力和脆性。
这些方法的选择取决于焊接接头的材料、设计要求和应用环境等因素。
在进行焊后热处理时,应根据具体情况选择适当的方法,并注意控制加热温度、保温时间和冷却速率等参数,以确保焊接接头获得良好的性能和组织结构。
1。
焊接结构件消除内应力退火工艺守则
焊接结构件消除内应力退火工艺守则在焊接过程中,由于热量集中和冷却速度较快,焊接结构件往往会产生内应力,这些内应力可能导致焊接结构件发生变形、破裂或失效。
为了消除这些内应力,改善焊接结构件的性能和使用寿命,退火是一种有效的方法。
本文将介绍焊接结构件消除内应力的退火工艺守则。
一、退火温度的选择在焊接结构件的退火过程中,退火温度是一个非常重要的参数。
退火温度应能够使焊接结构件内部的残余应力尽可能消除,同时又能保持焊接接头的力学性能和金属的组织稳定。
一般情况下,退火温度应低于焊接金属的熔点,一般选择为材料的固溶温度或淬火温度。
退火温度的选择应根据具体材料的热处理规范和性能要求来确定。
二、退火时间的控制焊接结构件退火的时间是指在一定温度下保持的时间。
退火时间的长短会直接影响焊接结构件内部的残余应力消除程度和组织的变化。
过短的退火时间不能完全消除残余应力,过长的退火时间可能导致晶粒长大、组织过软。
一般情况下,退火时间的选择应根据具体材料的热处理规范和性能要求来确定。
三、冷却速率的控制焊接结构件在退火过程中的冷却速率也是一个非常重要的参数。
冷却速率过快会导致退火效果不佳,冷却速率过慢会使材料组织发生异常。
一般情况下,焊接结构件的冷却速率应以近自由冷却的速率进行。
即退火完成后,将焊接结构件从退火炉中取出,自然冷却到室温。
四、辅助措施的采取为了进一步提高焊接结构件的退火效果,可以采取一些辅助措施。
例如,在退火过程中可以采用预拉伸或应变保持,以消除焊接结构件的残余应力。
还可以通过选择合适的环境介质,如真空、气氛控制等,来对焊接结构件进行退火处理。
此外,还可以根据具体材料的特点,采用超声波、振动等能量输入方式来进行退火处理。
总之,焊接结构件消除内应力的退火工艺守则是根据具体材料的热处理规范和性能要求来确定退火温度和时间,控制冷却速率,采取辅助措施以提高退火效果。
只有合理选择退火工艺参数,并根据具体情况进行调整,才能有效地消除焊接结构件的内应力,提高其性能和使用寿命。
焊后热处理(WHT)和焊后消除应力热处理的区别

焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
焊接件去应力热处理保温时间实验
3 0×御 6 0x御 O2 3 5 一A F 8 0×御
×瑚 x锄 ×瑚
l 9 9 9 8 6
3 0 6 0 ~6 8 8 0 一船 1 0 0— 1 o 8 1 3 0~ 1 3 7 4 0 ~4 5
维普资讯
第4 2卷 第 4期 2 O 0 O年 8月
汽
轮
机
技
术
OGY
V 4 2 N0 4 Al 培. 2 l f O 0
TU RB 矾E I Ea 删
章鲁 号 - 1 1 1 3 1— 5  ̄ ( 2 t x 0) o 4一 】 一 ∞
隙, 可以 插 空 叠 放 , 但 要 加 大 试 样 之 间 的 间
隙, 保证 炉气畅通 ; 保 留热 处理 加 热 表 盘 记 录 , 记 录 表 盘标
明试件件号 。
保温时 间 : 保温 时 间 =有效 厚 度 ×保 温 时 问系数 ; 通 过 选取 4 I l 1 i n / m ~5 m L  ̄ m、
行 的 去应 力 保 温 时 间计 算 方法 对 焊 接件 应 力
消除效果如 何 , 尚缺 少 试 验 验 证 。 为 验 证 现
1 0 0x 2 ∞ x 2 2 D 1 3 0x 2 0 o x 2 2 D l 5 0l Mn A 4 0×御 ×
行 去 应 力 退 火 工 艺 参 数 的 合 理 性 以及 在 现有 设 备 条 件 下 能否 再 缩 短 保 温时 间 达 到 国 外工
热处 理前 / N g n
I
1 5 8 1 5 5 1 4 4 1 6 5 l 5 1 l l 6
焊接后消除应力的热处理方法
焊接后消除应力的热处理方法1. 引言:为何焊接后要消除应力焊接这一工艺,简直是现代制造业的“终极秘籍”。
然而,焊接完成后,材料内部就像是一锅煮熟的麻辣烫,充满了各种应力。
为了确保焊接件能在未来的使用中稳定可靠,我们得给它们进行一番热处理,就像给过度劳累的小伙伴放个假一样。
那这“热处理”究竟是什么呢?它其实就是通过加热和冷却的过程,来消除焊接后遗留的应力,让焊接件“松口气”,恢复健康。
这就像你做完一场马拉松后,泡个热水澡,放松一下肌肉,效果那叫一个好!2. 热处理的基本原理说到热处理,我们得先了解一下它的基本原理。
热处理简单来说就是通过控制温度和时间,把材料加热到一定的温度,然后再冷却。
这就像我们烤饼干一样,拿到烤箱里调好温度,再等它慢慢变成金黄的美味。
焊接后的材料内部,常常因为加热冷却的速度不均匀,产生了许多不必要的应力,就像挤压的橡皮泥一样。
热处理就是通过慢慢加热和冷却,把这些应力释放出来,让材料恢复原有的“体态”,保证它在使用中的稳定性和可靠性。
3. 热处理的方法3.1 退火退火,是热处理中的“老大哥”。
它就像是焊接件的“长者”,带着温柔的怀抱把焊接后的应力一一抚平。
退火的过程就是把焊接件加热到一定的高温,然后慢慢冷却。
这就好比你放下一个热锅,让它自然冷却,不用急躁,慢慢来,最后效果自然棒棒的。
退火可以有效地消除应力,使材料变得更加柔软,便于后续的加工。
3.2 正火正火,简单来说就是焊接件的“铁人训练”。
它把材料加热到比退火更高的温度,再快速冷却。
这就像你在健身房里锻炼,挥汗如雨,迅速把肌肉塑造得更结实。
正火能提高材料的强度和硬度,但也会带来一些应力,所以在一些特殊的应用场合,我们还会在正火后再进行其他热处理,以达到最佳效果。
3.3 回火回火呢,就是对焊接件进行的一种“善后处理”。
在材料经过硬化之后,我们会对它进行回火处理。
回火的温度要比硬化时低一些,这就像是锻造完一把剑后,放在冷却的水中让它变得更坚韧。
热处理状态的焊接件应力集中检测
热处理状态的焊接件应力集中检测焊接是一种将两个或更多金属零件连接在一起的常用方法。
在焊接过程中,热处理状态的焊接件会产生应力集中的现象。
这是由于焊接过程中金属受热膨胀和冷却收缩导致的。
应力集中可能会导致焊接件的破裂和变形,因此必须对焊接件进行应力集中的检测。
应力集中的检测可以通过不同的方法进行,下面将介绍几种常用的方法。
第一种方法是应力浸透法。
这种方法是通过将染料涂覆在焊接件表面,并在一定时间内让染料渗透到焊接件中,然后通过观察染料在焊接件中的分布情况来判断应力集中的程度。
这种方法操作简单、效果明显,但只能检测到表面应力集中。
第二种方法是应力测量法。
这种方法是通过应力测量仪器来测量焊接件上的应力分布情况。
常用的应力测量方法有应变计法、应力计法和光学法等。
应变计法是利用金属材料在受力后产生形变,进而反映应力的大小。
应力计法是通过测量焊接件表面的应变来计算应力的大小。
光学法是利用光的干涉原理来测量焊接件的应力分布情况。
这些方法可以测量焊接件的内部应力,但操作较为复杂,需要专业的仪器和技术支持。
第三种方法是非破坏性检测法。
这种方法是通过对焊接件进行超声波、射线或磁力检测来判断应力集中的程度。
超声波检测是利用超声波在材料中传播的特性来检测焊接件的内部缺陷和应力集中情况。
射线检测是通过对焊接件进行X射线或γ射线照射,然后观察射线在焊接件中的吸收和散射情况来判断应力集中的程度。
磁力检测是利用磁场对焊接件的磁性材料产生的力作用来检测应力集中情况。
这些方法不会对焊接件造成破坏,但需要专业的设备和经验的操作人员。
热处理状态的焊接件可能会产生应力集中的问题,因此需要进行应力集中的检测。
不同的检测方法有各自的优缺点,可以根据具体情况选择合适的方法进行检测。
通过有效的应力集中检测,可以确保焊接件的质量和安全性。
316不锈钢焊接应力消除热处理
316不锈钢焊接应力消除热处理316不锈钢是一种耐腐蚀性能优异的材料,广泛应用于化工、海洋工程、医疗设备等领域。
然而,在316不锈钢的焊接过程中,会产生一定的应力,可能对材料的性能和结构造成不利影响。
为了消除这些焊接应力,可以采用热处理的方法。
316不锈钢焊接应力消除热处理是通过加热和冷却的过程,使焊接部位的组织结构发生变化,从而减轻或消除焊接应力。
这种热处理方法可以使焊接部位的晶粒重新排列,结构得到松弛,从而降低材料的应力水平。
热处理的过程包括加热和冷却两个阶段。
首先是加热阶段,将焊接部位加热到一定温度,通常为800℃以上。
通过加热,可以使晶粒再结晶,消除残余应力。
然后,在加热到一定温度后,进行冷却阶段。
冷却的方式可以是自然冷却或水冷,具体根据焊接部位的要求来确定。
316不锈钢焊接应力消除热处理的优点在于其操作简单,成本低廉。
通过热处理,可以改善焊接接头的性能和力学性能,提高焊接接头的可靠性和耐久性。
同时,还可以降低材料的应力水平,减少裂纹和变形的风险,提高焊接接头的质量。
然而,需要注意的是,316不锈钢焊接应力消除热处理的温度和时间需要进行合理的控制。
过高的温度或过长的时间可能会导致材料的硬化或过热,降低材料的性能。
因此,在进行热处理之前,需要进行充分的研究和实验,确定最佳的处理参数。
热处理后的316不锈钢焊接接头需要进行进一步的检测和评估。
通过金相显微镜观察晶粒结构,检测焊接接头的硬度和力学性能,可以评估焊接接头的质量和可靠性。
如果发现问题,可以进行修复或重新焊接。
316不锈钢焊接应力消除热处理是一种有效的方法,可以消除焊接应力,提高焊接接头的质量和可靠性。
通过合理控制温度和时间,并进行适当的检测和评估,可以确保热处理的效果。
这对于广泛应用的316不锈钢焊接接头来说,具有重要的意义。
去应力退火
去应力退火
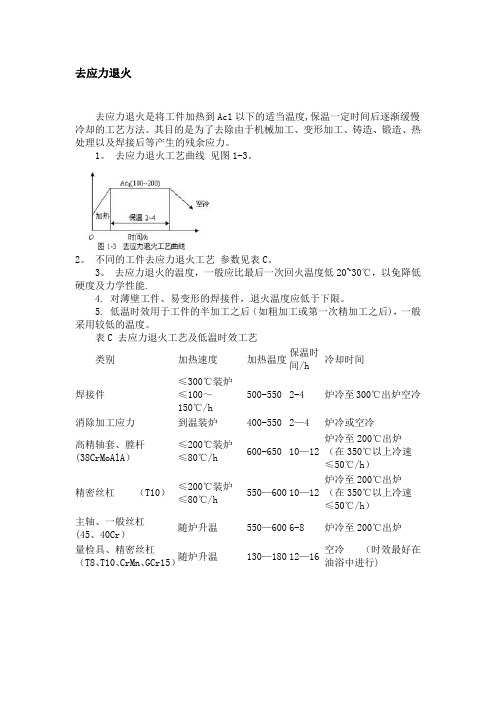
去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。
其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。
1。
去应力退火工艺曲线 见图1-3。
2。
不同的工件去应力退火工艺 参数见表C 。
3。
去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能.
4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。
5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。
表C 去应力退火工艺及低温时效工艺
类别 加热速度 加热温度 保温时间/h
冷却时间 焊接件
≤300℃装炉 ≤100~150℃/h 500-550 2-4 炉冷至300℃出炉空冷 消除加工应力
到温装炉 400-550 2—4 炉冷或空冷 高精轴套、膛杆
(38CrMoAlA ) ≤200℃装炉 ≤80℃/h 600-650 10—12 炉冷至200℃出炉 (在350℃以上冷速≤50℃/h)
精密丝杠 (T10) ≤200℃装炉 ≤80℃/h 550—600 10—12 炉冷至200℃出炉 (在350℃以上冷速≤50℃/h)
主轴、一般丝杠
(45、40Cr ) 随炉升温 550—600 6-8
炉冷至200℃出炉 量检具、精密丝杠 (T8、T10、CrMn 、GCr15)
随炉升温 130—180 12—16 空冷 (时效最好在
油浴中进行)。
焊后消除应力热处理的温度
焊后消除应力热处理的温度B1.1对于碳素钢、低合金钢的焊接件,焊后消除应力热处理的温度为600-650℃,且不应高于材料最终回火温度;B1.2奥氏体钢焊接件焊后不进行消除应力热处理,当有特殊要求时热处理温度应不低于850℃;B2焊后消除应力热处理的保温时间;焊后消除应力热处理保温时间按焊缝厚度每毫米保温确定,但最短不少于30min;B3降低加热温度的条件按Bl规定的温度保温有困难时,允许按表Bl的规定降温进行;表B1最低保温温度,℃ 570 540 510 480应增加保温时间的倍数 2 3 5 10B4焊接件装炉和出炉时的炉温焊接件装炉和出炉时的炉温应低于400℃;B5加热和冷却速度温度在400℃以上时,焊接件的加热速度及冷却速度应按下式计算:a. 加热时v1≤220×25/S,且50≤v1≤220………………B1式中,V1----加热速度,℃/h;S-----焊接部位最大厚度,mm;b. 冷却时v2≤275×25/S,且50≤v2≤275………………B2式中:V2---冷却速度,℃/h;B6焊接件上的温差B6.1在保温过程中,焊接件的整体温差应不大于80℃;B6.2在加热及冷却过程中,焊接件在4500mn范围内的温差应不大于130℃;B7大型焊接件炉内分段热处理大型焊接件的焊后热处理允许在炉内分段进行;分段热处理时,其重复热处理的长度应不小于1500mm,炉外部分纵向温度梯度应为距炉门RSR为焊接件截面最大尺寸之半,mm;S为材料厚度,mm处的温度不低于加热温度之半;B8大型圆简形焊接件的局部热处理对大型圆简形焊接件的整圈环缝,允许采用局部热处理;并应符合以下要求:a.加热区宽度为每侧不小于从焊缝最大宽度外侧三倍板厚;b.加热区以外部分纵向温度梯度应为距焊缝边缘RS处的温度不低于加热温度之半; c.不允许用火焰作为加热源进行局部热处理;焊接件焊后消除焊接应力,应采取如下方法:1 整体高温回火;将焊件整体放入加热炉中,加热至一定温度,碳钢加热到600--650℃,奥氏体不锈钢加热到850℃以上,保温一定时间一般每毫米厚5分钟,不少于一小时,然后在空气中缓慢冷却;此法可消除焊接应力的80--90%;2局部高温回火;对焊件焊接应力大的部分局部加热,然后缓慢冷却,消除一部分焊接应力;3低温处理消除焊接应力;在焊件上进行不均匀加热,造成适当的温度差,使焊缝区产生拉力变形,从而消除一部分焊接应力;4整体结构加载法;把焊成的钢结构根据实际情况,整体加载荷,使内部应力接近屈服强度,然后卸载,达到部分消除应力的目的;5一些小件还可以用锤击的方法消除焊接应力;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 6
7 4
8 8 勰 6 7, 1 6,07, . 0 1 18
1 6, 3 3 17 4 4 4, 5
3 4
5 3
l r应 力 退 火 前 后 应 力 测 试 , 力 应
3 应 力 试 验
应 力 试 验 测试 点 如 图 2所 示 .
焊 接 件 去 应 力 退 火 工 艺 参 数 试 验
倦f
( 尔滨 汽 轮 机 厂 有 限 责 任 公 司 , 尔滨 1O4 ) 哈 哈 5O6
,查 关 宏 型 伟
7 , , 弓 , z 一
摘 要 : 过 对焊 接件 去 应力 退 火工 艺参 数 实验 研究 , 佳 去应 力退 火保 温 时 间 系 数 为2 4 n m 通 最 .mi/ m~ 3 i/ , 此工 艺参 数 的实 验研 究 成功 为焊 接件 去 应力 退 火保 温 时间 的合 理计 算 提 供 了依 据 . mz t r ~,
Q 3 一A F及 1CM A试 样 , 拟 生 产进 行 25 · 5ro 模
对 接 焊 接 . 焊 接 试 样 规 格 , 量 及 标 注 打 号 数 方法 列 于 表 1 .
表 1
试 样 规 格 材料 数 量 标 注 打 号
温 时 间 ( 温 时 间 = 有 效 厚 度 × ( —5 保 4 ) n n m ) 长 . 据 国外 资 料 , 国 ,日本 低 碳 / 过 美
4 2 4 3 6 3 6 4 4 6 5 16 0 14 3 14 3 99 8 8 5 3 — 1 1 3 2 l 8 2 8 l 1 —2 8 0 l 帅 1 90 1 ∞ 16 7 l 11 5 砧 1 盯 I 8 7 2 5 l 8 2 5 3 5 3 l 2 5 I 8 1 4 2 8 I l —2 8 一】 8 —1 8 一21
热处 理前 / g Nn
I
18 5 15 5 1 4 4 15 6 l1 5 l6 l
热 处理 后 应力/ a P
I
4 2 3 2 3 5 2 8 3 2 2 5
Ⅱ
S 8 9 5 9 2 l3 l 8 8 7 4
Ⅲ
—25 —1 4 4 一 —6 7 3 5
2 按 保 温 时 间 系 数 2 4 n m 计 算 保 温 . .mi m /
时间 , 对低 碳 钢 及 低 台 金 钢 焊 接 试 件 应 力 消
表 2
材 料 有 教 厚 度 件 号 保 温 时 间 / h
( 4~5 )
件
号
保 温 时问/ h
{ 4) / 3— n n 一
件
号
3 0
保温 时间 / h
2 4 ~/ . . mm
3 3
3 0 6. 6 5, 0, l 5 6 6 65 3, 4, 4
5 n n a修 改 为 3 i/ m 一4 i/ m. 但 现 mi/ ' x mn n ~ rn r a a
3 0×御 6 0x御 O2 5 一A F 3 8 0×御
×瑚 x锄 ×瑚
l 9 9 9 8 6
3 0 6 ~6 0 8 8 一船 0 1 0— 1 8 0 o 1 0~ 1 7 3 3 4 ~4 0 5
艺水平 . 通过 模 拟生 产 对焊 接 件去 应力 退火
收 稿 日期 :oo—O — l 20 l 4
作 者筒介 : 艾萌 (9 ) 女 . 程师 , 张 1盯- , 工 从事 热处 理 工艺 研究 .
维普资讯
22 5
汽
轮
机
技
术
第 4 2卷
●i n
测 试 结 果 见 表 3 .
表 3
保温 时 间 及 应 力 测试 结 果
温 时 间 热 处 理 前 /v a ] 热处 理后 应 / 日 l P MP 工件 号 I Ⅱ Ⅲ I Ⅱ Ⅲ
3 0 l 97 14 9 17 8 18 5 l5 6 l 0 吕 15 5 l8 6 12 6 12 6 1 41 17 3 8 4 l ∞ 99 8 8 9 5 7 4 7 一 l 1 —4 一】 4 1 8 7 0 一l 8 3 7 2 5 2 5 21 21 3 9 3 5 4 2 ∞ 6 3 l 1 1 8 1 8 】 4 1 8 3 5 3 5 l 1 0 一 l 1 —7 —7 —21 —3 9 —1 8 一 】 8 —2 g —3 2
6 6 6 6, 7, 8
02 一 A F
帅 1o 0
1o 3
8 8 ,2 0, 1 8 10,0l 12 0 1 ,0
1 0, 3 1 4 3 1 2, 3 4 41 0,
6 8
9 6
8 8 8 3,4, 5 1 ,0 l ∞ 1 4, 舾
1 1, 3 , 3 3 13 15 4 4 2, 3
l 65
18 4 16 8 1 l5 6 1 58 17 3 11 5
81
9 5 9 5 6 7 8 5 7 0 5 3 8 4
1 1
2 7 1 4 3 2 —5 6 4 —5 3 2 5
3 5
2 8 2 6 5 6 2 5 39 4 9 2 8
隙 , 以 插 空 叠 放 , 要 加 大 试 样 之 间 的 间 可 但
隙, 保证 炉气畅通 ; 保 留热 处理 加 热 表 盘 记 录 , 录 表 盘 标 记
明试件件号 .
保温时 间 : 保温 时 间 =有效 厚 度 ×保 温 时 问 系 数 ; 过 选 取 4ln m ~5 L m, 通 Ii/ 1 m~
● Ⅱ
4 4
·
… f(f. ffc{
3
45 6 6 6 7 6 8 8 6
图 2
8 7
I—— 焊 缝 Ⅱ— — 热 影 响 虚 ; Ⅲ— — 母 材
为研 究 不 同 保 温 时 间 应 力 消 除 效 果 , 本 课题 组 与 哈 尔 滨 焊 接 研 究 所 合 作 , 别 对 焊 分
维普资讯
第4 2卷 第 4期 20 OO年 8月
汽
轮
机
技
术
OGY
V 4 2 N0 4 Al . f 0 培 2O l
TU RB E I 矾 Ea 删
章 鲁 号 -1 1— ~ (t0)4一 】 ∞ 13 5 1 2 x o 一
mi / t . l r a m1
s ∞ Ⅱ rvd a i o e g p o i e b ssf r
K w0 d : t e s r le ~ ;e r s sr s e i ~ t dm o o y 岫 m l ig 西盯 ; l删 丑g l 口
;惝 s
工 艺 参 数 进 行 了试 验 研 究 .
钢焊 接 件 去 应 力 退 火 保 温 时 间 系 数 为 2 4
n 一 . 经 借 鉴 国外 工 艺 资 料 , 尔 滨 汽 轮 / 哈 机 厂 有 限 责 任 公 司 工 艺 部 门 于 19 9 6年 将 去 应 力 退 火 保 温时 间 系 数 由原 来 的 4 i/ m一 a a rn r
B 8
维普资讯
第 4期
续表 3
张艾丽等 : 接 件去应 力退火工 艺参数试验 焊
续表 3
保 温 时 闯 工件 号
i ∞ 8 11 1 3 1 皿 10 3 9 l2 3 l4 3
23 5
保 温 时 间 热处 理前 / a MP 热 处 理 后 应 力 / P Ma 工 件 弓 h I Ⅱ Ⅲ I Ⅱ Ⅲ
2 8
1 8 2 l 3 2 1 8 4 1 8 2 5
—2 8
一 儿 0 0 0 0 0 0
4 试 验 结 果 分 析
l对 于 有 效 厚 度 较 小 的 低 碳 钢 及 低 合 金 锕焊接试 件 , 算 保 温时问 不 足 3 计 h的 . 3 按 h 计 算保温 时间足 以消除焊接应 力 ;
3 Ⅱ H n~4 Cmm 及 2 4nⅡ mn3个 保 温 血 /Ⅱ mh . li/ _
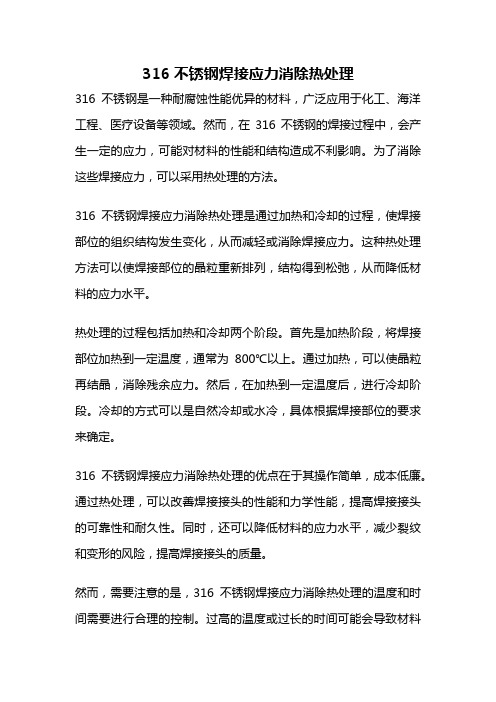
圉 1
时 间 系数 , 有 效 厚 度 一 定 的情 况 下 计 算 保 在 温 时 问 , 温 时 间计 算 结 果 列 于 表 2 保 .
工 艺 要 求 : 果 实 际 升 温 速 度 超 过 如
8 / O h而 不 能 满 足 工 艺 要 求 时 , 采 取 工 件 可
2 去 应 力 退 火 热 处 理 工 艺 制 定
图 1所 示 为 去 应 力 热 处 理 退 火 工 艺 曲 线.
装 炉 升 至 3 0 保 温 1 5h 4 O c, 0 , 0 . , C o 5 0 5 0 时各 保 温 l : 8 h 装 炉 试 样 之 间 要 留 有 2r 0 m 上 的 间 a
行 的 去应 力 保 温 时 间计 算 方法 对 焊 接件 应 力
消除效果如 何 , 尚缺 少 试 验 验 证 . 为 验 证 现
1 0x 2 x 2 D 0 ∞ 2 1 0x 2 o x 2 D 3 0 2 l 0 l A 5 Mn 4 0×御 ×
行 去 应 力 退 火 工 艺 参 数 的 合 理 性 以及 在 现有 设 备 条 件 下 能否 再 缩 短 保 温时 间 达 到 国 外工
Ⅱ
1 8 1 4 l 8 l 8 2 5 I 8
Ⅱ I
一 I I —2 8 —6 1 —1 8 —9
17 0
瑚
14 4
l8 4
8 8
81
— 1 7
一d
3 2
3 2
2 5
2 1
—4 2
一 l l
6 0
61 62 8 3 5 8 4 8 5 l6 3 17 3