ASTM B229-04同心绞捻的铜与包铜钢丝复合导线
ASTM B229-04 同心绞合铜线和铜包钢复合导体复合导体规范(中文)
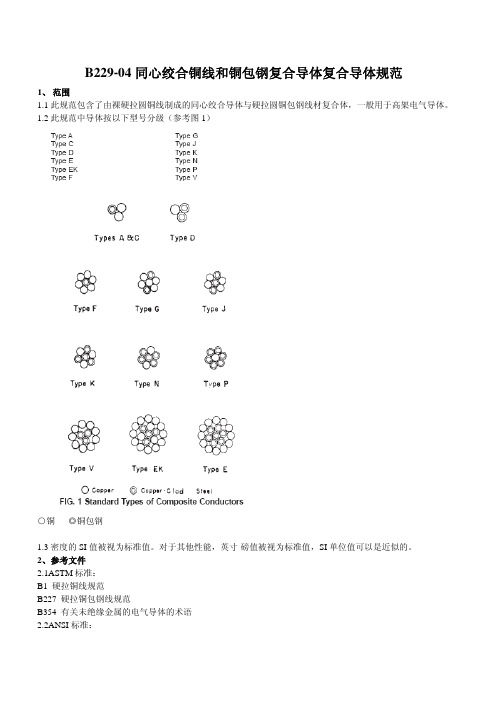
B229-04同心绞合铜线和铜包钢复合导体复合导体规范1、范围1.1此规范包含了由裸硬拉圆铜线制成的同心绞合导体与硬拉圆铜包钢线材复合体,一般用于高架电气导体。
1.2此规范中导体按以下型号分级(参考图1)○铜 ◎铜包钢1.3密度的SI值被视为标准值。
对于其他性能,英寸-磅值被视为标准值,SI单位值可以是近似的。
2、参考文件2.1ASTM标准:B1 硬拉铜线规范B227 硬拉铜包钢线规范B354 有关未绝缘金属的电气导体的术语2.2ANSI标准:C42 电气术语定义2.3 标准和术语国际研究所NBS 手册100——铜线表3、订单信息3.1此规范中材料的订单应包含以下信息:3.1.1每种尺寸和型号的数量3.1.2 导体尺寸:硬拉铜线等同于圆密耳面积或AWG(第7部分和表1)3.1.3 型号(参考1.2,图1和表1)3.1.4 外层绞向,如果不是左向(参考6.3)3.1.5 需要的物理实验(参考7.2部分)3.1.6 包装尺寸(参考14.1)3.1.7 特殊包装唛头(15部分)3.1.8 防护套,如需要(参考14.2)3.1.9 检测地点(13部分)4、线材材料4.1 买方应明确导体尺寸和型号。
硬拉铜线和铜包钢线材在导体中截面积应如图1显示。
4.2 在绞合之前,使用的线材应满足B1和B227规范要求。
5、接头5.1 铜线——在最终拉制之前的铜杆或铜线可以有焊接。
构成同心绞合复合导体(总共有7条或更少的线)的成品圆铜线不能有接头。
在其它导体中,成品单支铜线可以有接头,但是在导体同一层中的接头之间距离不能小于50英尺(15m)。
5.2铜包钢——如果接头或焊接能像线材本身一样不会使成品绞合导体的强度降低到表1显示的最小断裂强度以下,那么接头或焊接则是允许的。
这些接头或焊接在导体同一层中距离不小50英尺(15m)6、绞合6.1对于型号A,C和D导体,最好的绞合约为完成后导体外径的16.5倍,但不应小于线径13倍或大于20倍。
ASTM B类标准目录

ASTM B类标准目录字体大小:大- 中- 小isobook发表于07-11-25 23:07 阅读(2641) 评论(10) ASTM B100-03a 桥与其他结构用锻制铜合金支承板和膨胀板及薄板规格ASTM B1-01(2007) 冷拉铜丝规格ASTM B101-07 建筑用包铅薄铜薄板和带材规格ASTM B102-2000(2005) 铅和锡合金模铸件规格ASTM B103/B103M-07 磷铜中厚板、薄板、带材和轧制棒材规格ASTM B105-05 电导线用冷拉制铜合金线ASTM B106-1996(2002)e1 恒温器金属挠性的试验方法ASTM B107/B107M-07 镁合金挤压棒材、条材、型材、管和线材规格ASTM B108-06 铝合金永久型模铸件规格ASTM B111/B111M-04 铜和铜合金无缝冷凝管和套圈坯料规格ASTM B114-07 分流器与精密电阻器用薄板材料的温度-电阻常数的测试方法ASTM B115-00(2004) 电解铜规格ASTM B116-95(2007) 工业运输用9号深槽铜及8号铜制电车架空线ASTM B117-07 盐雾喷射器操作规程ASTM B121/B121M-01(2006) 含铅黄铜中厚板、薄板、带材和轧制棒材ASTM B122/B122M-06 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金中厚板、薄板、带材及轧制棒材规格ASTM B124/B124M-06 铜和铜合金锻制线材、棒材和型材规格ASTM B127-05 镍铜合金板(UNS No.4400)中厚板、薄板和带材规格ASTM B129-07 铜锌合金弹壳火帽壳规格ASTM B130-02 商用弹头壳青铜带材ASTM B131-07 铜合金子弹壳帽规格ASTM B134/B134M-05 黄铜丝规格ASTM B135-02 标准无缝铜管ASTM B135M-00(2006) 无缝黄铜管规格(米制)ASTM B136-84(2003) 铝表面阳极镀层耐蚀性的测定方法ASTM B137-95(2004) 测量阳极镀铝层每单位重量的试验方法ASTM B138/B138M-06 锰青铜线材、棒材和型材规格ASTM B139/B139M-07 磷青铜线材、棒材和型材规格ASTM B140/B140M-07 铜锌铅(红铜或硬青铜)线材、棒材和型材规格ASTM B148-97(2003)e1 铝青铜砂型铸件规格ASTM B150/B150M-03 铝青铜线材、棒材和型材规格ASTM B151/B151M-05 铜镍锌合金(镍银)和铜镍线材及棒材规格ASTM B152/B152M-06a 铜薄板、中厚板和轧制棒材规格ASTM B153-05 铜与铜合金管及配管膨胀(针试验)试验法ASTM B154-05 铜和铜合金硝酸亚汞试验的试验方法ASTM B159/B159M-05 磷青铜丝技术规范ASTM B16/B16M-05 制螺钉机用易切削黄铜条材、棒材和型材ASTM B160-05 镍线材和棒材规格ASTM B161-05 镍无缝管规格ASTM B162-99(2005) 镍中厚板、薄板和带材规格ASTM B163-04 冷凝器和热交换器用无缝镍及镍合金管规格ASTM B164-03 镍铜合金线材、棒和丝规格ASTM B165-05 镍铜合金(UNS N04400)无缝管规格ASTM B166-06 镍铬铁合金(UNS N06600, N06601, N06603, N06690, N06693, N06025和N06045)和镍铬铁钼合金(UNS N06617)线材、棒材和丝规格ASTM B167-06 镍铬铁合金(UNS N06600、N06601、N06603、N06690、N06693、N06025和N06045)和镍铬钴钼合金(UNS N06617)无缝管规格ASTM B168-06 镍铬铁合金(UNS N06600、N06601、N06603、N06690、N06693、N06025和N06045)和镍铬钴钼合金(UNS N06617)中厚板、薄板及带材规格ASTM B169/B169M-05 铝青铜薄板、带材和轧制棒材规格ASTM B170-99(2004) 无氧电解铜精炼型材ASTM B171/B171M-04e1 压力容器、冷凝器和热交换器用铜合金中厚板及薄板规格ASTM B172-01a(2007)e1 电导线用成束绞绳铜导线ASTM B173-01a(2007)e1 导线用同芯多股绞绳铜导线ASTM B174-02(2007)e1 电导线用成束绞捻的铜导线ASTM B176-04 铜合金模铸件规格ASTM B177-01(2006)E1 工程镀铬指南ASTM B179-06 所有铸造工艺铸件用铝合金锭和溶融铝合金规格ASTM B183-79(2004)E1 电镀用低碳钢的制备规程ASTM B187/B187M-06 铜母线、线材和型材以及通用线材、棒材和型材规格ASTM B188-02 卫生设施用无缝铜管ASTM B189-05 电气用铅涂覆和铅合金涂覆软铜线的标准规范ASTM B19-05 铜锌合金薄板、带材、中厚板、棒材和盘片规格ASTM B193-02 电导线材料电阻率的测试方法ASTM B194-01e1 铜铍合金中厚板、薄板、带和轧制棒规格ASTM B196/B196M-07 铜铍合金条及棒ASTM B197/B197M-07 铜铍合金丝规格ASTM B199-07 镁合金永久型模铸件规格ASTM B2-00(2005)e1 中等硬度冷拉铜丝ASTM B200-85(2004) 钢及铁合金表面铅与铅锡合金电解沉积镀层规格ASTM B201-80(2004) 锌和镉表面铬酸盐涂层试验规程ASTM B206/B206M-07 铜镍锌合金(镍银)丝和铜镍合金丝规格ASTM B208-06 铜合金砂模、永久性成型、离心和连续铸造的铸件用拉力试验试样制备规程ASTM B209-07 铝及铝合金薄板和中厚板规格ASTM B209M-07 铝及铝合金薄板和中厚板规格(米制)ASTM B21/B21M-06 船用黄铜线材、棒材和型材规格ASTM B210-04 拉制铝与铝合金无缝管规格ASTM B210M-05 拉制无缝铝和铝合金管规格(米制)ASTM B211-03 铝与铝合金棒材、线材及丝规格ASTM B211M-03 铝与铝合金棒材、线材和丝规格(米制)ASTM B212-99(2006) 使用霍耳流动性测量仪漏斗的粉状金属粉末表面密度的试验方法ASTM B213-03 金属粉末流速的测试方法ASTM B214-07 金属粉末筛析试验方法ASTM B215-04 金属粉末取样规程ASTM B216-97(2003) 韧性火法精炼铜--精炼型材规格ASTM B22-02 桥梁和转台用青铜铸件规格ASTM B221-06 铝与铝合金挤压棒材、线材、丝、型材和管规格ASTM B221M-07 铝与铝合金挤压棒材、线材、丝、型材和管材规格(米制)ASTM B223-03 恒温器金属的弹性模量的测试方法(悬臂梁法)ASTM B224-04 铜的分类ASTM B226-04 有心的圆形同心绞捻铜导线ASTM B227-04 冷拉包铜钢丝ASTM B228-04 同心绞捻的包铜钢导线ASTM B229-04 同心绞捻的铜与包铜钢丝复合导线ASTM B230/B230M-07 电气用1350-H19型铝线ASTM B231/B231M-04 同心绞捻铝1350导线ASTM B232/B232M-01e1 涂覆钢芯加强的同心绞捻铝导线(ACSR)ASTM B233-97(2007) 电气用1350铝拉制坯料ASTM B233-97(2007) 电工用铝1350型拉制坯料规格ASTM B234-04 冷凝器和热交换器用拉制无缝铝和铝合金管规格ASTM B234M-04 冷凝器和热交换器用拉制无缝铝和铝合金管规格(米制)ASTM B236-07 电工用铝棒(母线)规格ASTM B236M-07 电工用铝棒材(母线)规格(米制)ASTM B237-01(2006) 精制锑规格ASTM B240-07 铸造件与模铸件用锌和锌铝合金锭规格ASTM B241/B241M-02 铝和铝合金无缝管和挤压无缝管规格ASTM B242-99(2004)E1 电镀用高碳钢的制备规程ASTM B243-06 粉末冶金名词术语ASTM B244-97(2002) 用涡流仪测量铝上阳极镀层厚度及非磁性基底金属上其它不导电镀层厚度的测量方法ASTM B246-05 电工用镀锡冷拉和中冷拉铜线规格ASTM B247-02a 铝和铝合金压锻件、手工锻件和轧制环锻件规格ASTM B247M-02a 铝合金压锻件、手工锻件和轧制环锻件规格(米制)ASTM B248-07 锻制铜和铜合金中厚板、薄板、带和轧制棒的一般技术要求规格ASTM B248M-07 锻造铜及铜合金板、薄板、带及轧制棒材(米制)ASTM B249/B249M-06 锻制熟铜和铜合金条材、棒材、型材和锻件的一般要求规格ASTM B250/B250M-07 锻造铜合金线通用要求规格ASTM B251-02e1 锻造铜和铜合金无缝管的一般技术要求规格ASTM B251M-97(2003) 锻造铜和铜合金无缝管的一般技术要求规格(米制)ASTM B252-92(2004) 电镀和转化涂层用锌合金压铸件的制备规程ASTM B253-87(2005)E1 电镀用铝合金的制备导则ASTM B254-92(2004)E1 不锈钢的处理及电镀规程ASTM B258-02 作电导体的实心圆导线的美国线规的标准公称直径和横截面积的技术规范ASTM B26/B26M-05 铝合金砂模铸件规格ASTM B263-04 多股绞合导线横截面积的测试方法ASTM B265-06b 钛和钛合金带材、薄板及中厚板规格ASTM B267-07 线绕电阻器用金属丝规格ASTM B271-06 铜基合金离心铸造件规格ASTM B272-07 有精制边缘的(轧制或拉制)的扁铜制品(扁丝或带)的规格ASTM B275-05 铸造和锻造某些有色金属及合金编码规程ASTM B276-05E1 硬质合金表面孔隙率的试验方法ASTM B277-95(2006) 电接触材料硬度的试验方法ASTM B279-04 制造磁导线用方形及矩形软裸铜线和铝线刚度的试验方法ASTM B280-03 空气调节及制冷用无缝铜管规格ASTM B281-88(2001) 电镀层和转化镀层用铜和铜基合金的制备规程ASTM B283-06 铜和铜合金模锻件(热压)规格ASTM B286-07 电气设备用铜连接线ASTM B29-03 精炼铅规格ASTM B294-92(2006) 硬质合金的硬度测试方法ASTM B296-03 铸造和锻造镁合金回火标志推荐规程ASTM B298-07 镀银的软的或退火的铜线ASTM B299-01 钛海绵规格ASTM B30-06a 铜合金锭规格ASTM B3-01(2007) 软的或退火的铜线ASTM B301-B301M-04 快削铜线材、棒材、丝和型材规格ASTM B302-02 标准尺寸无螺纹铜管规格ASTM B306-02 铜排放管(DWV)规格ASTM B308-B308M-02 铝合金6061-T6标准结构型材的规格ASTM B311-93(2002)E1 测定含2%以下孔隙度的粉未冶金(P/M)材料密度的试验方法ASTM B312-96(2002) 压实的金属粉末试样生坯强度的测试方法ASTM B313-B313M-02e1 焊接铝和铝合金圆管规格ASTM B315-06 无缝铜合金管和管子标准规范ASTM B316-B316M-02 铝和铝合金铆钉以及冷锻线和线材规格ASTM B317-B317M-07 电工用铝合金挤压条、棒、管、导管和结构型材规格(母线)ASTM B319-91(2004) 电镀用铅和铅合金制备导则ASTM B32-04 焊接用金属规格ASTM B320-60(2003)E1 电镀用铁铸件制备的推荐规程ASTM B322-99(2004) 电镀前金属的清洗规程ASTM B324-01(2007) 电气用矩形和方形铝线规格ASTM B327-01(2005) 制造锌模铸合金用主合金的规格ASTM B328-96(2003)E1 烧结金属结构零件和油浸轴承的密度、含油量与互连多孔性的试验方法ASTM B329-06 用斯科特容积计测定金属粉末及化合物表观密度的试验方法ASTM B330-07 金属粉末及相关化合物费歇尔数目的试验方法ASTM B33-04 气用镀锡软的或退火的铜线ASTM B331-95(2002) 单轴压缩的金属粉未可压缩性的试验方法ASTM B333-03 镍钼合金中厚板、薄板和带材规格ASTM B335-03 镍钼合金线材规格ASTM B338-06a 冷凝器和热交换器用钛与钛合金无缝管及焊接管规格ASTM B339-00(2005) 锡块规格ASTM B343-92a(2004)E1 镍电镀用镍的制备规程ASTM B344-01 电加热元件用拉制或轧制镍铬和镍铬铁合金规格ASTM B345-B345M-02 气体与油输送和配给管线系统用铝和铝合金无缝管及挤压管规格ASTM B348-06a 钛和钛合金棒材和坯规格ASTM B349-B349M-03 核设备用海绵锆和其他形态的原金属规格ASTM B350-B350M-02(2006) 核设备用锆和锆合金锭规格ASTM B351-B351M-07 核设备用热轧和冷加工精制锆与锆合金棒材、条材及线材规格ASTM B352-B352M-02(2006) 核设备用锆与锆合金薄板、带材及中厚板规格ASTM B353-07 核设施用锻制锆和锆合金无缝管与焊接管(除核燃料包壳外)规格ASTM B354-05 不绝缘的金属电导体的相关术语ASTM B355-06 软的或退火的镀镍铜丝ASTM B359-B359M-02(2006) 冷凝器及带集成散热片的热交换器的铜和铜合金无缝管规格ASTM B36-B36M-06 黄铜中厚板、薄板、带材和轧制棒材规格ASTM B360-01 限流器用冷拉铜毛细管规格ASTM B361-02 工厂制锻制铝和铝合金焊接配件规格ASTM B362-91(2003) 恒温金属螺旋形盘管的机械扭转率的试验方法ASTM B363-06a 无缝和焊接的非合金钛与钛合金焊接配件规格ASTM B364-96(2002) 钽和钽合金锭规格ASTM B365-98(2004) 钽和钽合金线材和丝规格ASTM B366-04be1 工厂制锻制镍和镍合金配件规格ASTM B367-06 钛和钛合金铸件规格ASTM B368-97(2003)E1 铜-加速醋酸盐水喷雾试验(CASS试验)的试验方法ASTM B369-06 铜镍合金铸件规格ASTM B370-03 建筑结构用铜薄板和带材规格ASTM B37-03 铁和钢制造用铝规格ASTM B371-B371M-06 铜锌硅合金线材规格ASTM B372-97(2003) 无缝铜及铜合金矩形波导管ASTM B373-00(2006) 电容器用铝箔规格ASTM B374-06 有关电镀的术语ASTM B379-04 增磷铜精炼型材ASTM B380-97(2002) 用涂膏耐蚀试验法的装饰电镀层的腐蚀试验方法ASTM B381-06a 钛和钛合金锻件规格ASTM B386-03 钼和钼合金中厚板、薄板、带材和箔规格ASTM B387-90(2001) 钼与钼合金棒、线材和丝规格ASTM B388-06 恒温金属薄板和带材的规格ASTM B389-81(2004) 恒温金属螺旋形线圈的热偏转率的测试方法ASTM B390-92(2006) 钨硬质合金表观晶粒尺寸及其分布的评定规程ASTM B391-03 铌和铌合金锭规格ASTM B392-03 铌和铌合金棒材、线材和丝规格ASTM B393-05 热交换器和冷凝器马蹄形弯头铜及铜合金无缝管规格ASTM B394-03 铌与铌合金无缝管和焊接管规格ASTM B395-B395M-02 热交换器和冷凝器马蹄形弯头铜及铜合金无缝管规格ASTM B39-79(2004) 镍的规格ASTM B398-B398M-02(2007) 电工用6201-T81铝合金丝规格ASTM B399-B399M-04 同心绞捻的6201-T81型铝合金导线ASTM B400-04 紧密的圆形同心绞捻的1350型铝导线规格ASTM B401-04 致密圆形钢芯加强同心绞捻铝导线规格(ACSR/COMP) ASTM B403-07 镁合金熔模铸件规格ASTM B406-96(2005) 硬质合金横向断裂强度的试验方法ASTM B407-04 无缝镍铁铬合金管规格ASTM B408-06 镍铁铬合金线材和棒材规格ASTM B409-06e1 镍铁铬合金中厚板、薄板和带材规格ASTM B411-B411M-06 铜镍硅合金线材和棒材规格ASTM B413-97a(2003) 精炼银规格ASTM B415-98(2007) 冷拉制包铝钢丝ASTM B416-98(2007) 同心绞捻包铝钢导线ASTM B417-00(2006)E1 用Carney漏斗的非自由流动金属粉末表观密度的试验方法ASTM B418-06 铸造和锻造的电镀锌阳极规格ASTM B42-02e1 标准尺寸的无缝铜管规格ASTM B422-06 铜铝硅钴合金、铜镍硅镁合金、铜镍硅合金、铜镍铝镁合金和铜镍锡合金薄板及带材规格ASTM B423-05 镍铁铬钼铜合金(UNS N08825和N08221)无缝管规格ASTM B424-05 镍铁铬钼铜合金中厚板、薄板和带材规格(UNS NO8825和NO8221)ASTM B425-99(2005) 镍铁铬钼铜合金(UNS N08825 和UNS N08221)线材和棒材规格ASTM B427-02 齿轮青铜合金铸件规格ASTM B428-93(2004) 矩形和方形铜与铜合金管扭转角的测试方法ASTM B429/B429M-06 挤压铝合金结构管规格ASTM B430-97(2006)E1 用比浊法测定耐火金属粉末的粒径分布的试验方法ASTM B432-04 包铜及包铜合金的钢中厚板规格ASTM B434-06 镍钼铬铁合金(UNS N10003, UNS N10242)中厚板、薄板和带材规格ASTM B435-06 UNS NO6002、UNS NO6230、UNS N12160 和UNS R30556中厚板、薄板和带材规格ASTM B438/B438M-05 烧结青铜轴承(油浸)规格ASTM B439-07 铁基粉末冶金轴承(油浸的)规格ASTM B43-98(2004) 无缝红铜管尺寸ASTM B440-00(2005) 镉规格ASTM B441-04 铜钴铍、铜镍铍和铜镍铅铍线材及棒材(UNS Nos. C17500, C17510和C17465) 规格ASTM B443-00(2005) 镍铬钼铌合金(UNS N06625)和镍铬钼硅合金(UNS N06219)中厚板、薄板及带材规格ASTM B444-06 镍铬钼钶合金(UNS NO6625)和镍铬钼硅合金(UNS N06219)管规格ASTM B446-03 镍铬钼铌合金(UNS NO6625)、镍铬钼硅合金(UNS N06219)和镍铬钼钨合金(UNS N06650)线材及棒材规格ASTM B447-07 焊接铜管规格ASTM B449-93(2004) 铝的铬酸盐处理规程ASTM B452-02 电子设备用包铜钢导线规格ASTM B453/B453M-05 铜锌铅合金(加铅黄铜)线材、棒材和型材规格ASTM B455-05 铜锌铅合金(加铅黄铜)挤压型材规格ASTM B456-03 铜+镍+铬及镍+铬的电解沉积镀层规格ASTM B457-67(2003) 测量铝表面阳极镀层阻力的方法ASTM B462-06 腐蚀高温作业用锻制或轧制UNS N06030、N06022、N06035、N06200、N06059、N06686、UNS NO8020、UNS NO8024、UNS NO8026和UNS NO8367N10276、N10665、N10675、N10629、N08031、N06045、N06025和R20033 合金管法兰、锻制配件、阀门和零件规格ASTM B463-04 UNS NO8020、UNS NO8026和UNS NO8024合金中厚板、薄板和带材规格ASTM B464-05 焊接的UNS NO8020、NO8026和NO8024合金管规格ASTM B465-04 铜铁合金中厚板、薄板、带材和轧制棒规格ASTM B466/B466M-03 铜镍无缝管规格ASTM B467-88(2003) 焊接铜镍合金管规格ASTM B468-04 UNS N08020、N08024和N08026焊接合金管规格ASTM B470-02(2007) 电子设备布线用电线用连接铜导线规格ASTM B472-04a UNS NO8020、UNS NO8024和UNS NO8026镍合金棒和丝规格ASTM B473-07 UNS NO8020、UNS NO8024和UNS NO8026镍合金棒和丝规格ASTM B474-03 电熔焊镍合金管规格ASTM B475-07 UNS NO8020、UNS NO8026和UNS NO8024镍合金编织圆丝规格ASTM B476-01(2006) 锻制贵金属电接触材料的一般要求规格ASTM B477-97(2002) 金银镍电接触合金规格ASTM B478-85(2003) 恒温金属横向弯曲的测试方法ASTM B479-06 与食品接触及其他用途的软质包装用退火铝及铝合金箔规格ASTM B47-95a(2007) 铜电车电线规格ASTM B48-00(2005)e1 电导线用矩形和正方形软裸铜线ASTM B480-88(2006) 电镀用镁和镁合金制备的规程ASTM B481-68(2003)E1 电镀用钛和钛合金制备的规程ASTM B482-85(2003) 电镀用钨和钨合金制备的规程ASTM B483-B483M-03 通用铝和铝合金拉制管规格ASTM B487-85(2007) 用横断面显微观察法测定金属及氧化层厚度的试验方法ASTM B488-01(2006) 工程用金电镀层规格ASTM B489-85(2003) 金属表面电解沉积和自动催化沉积金属镀层延伸性的弯曲试验规程ASTM B490-92(2003) 用微量计弯曲试验法测定电解沉积物延伸性的规程ASTM B491-B491M-06 通用铝与铝合金挤压圆管规格ASTM B493-01(2003) 锆和锆合金锻件规格ASTM B494-B494M-03 原生锆规格ASTM B495-05 锆和锆合金锭规格ASTM B496-04 紧密的圆形同心绞捻铜导线ASTM B497-00(2006) 测量闭合灭弧触点电压降的指南ASTM B498-B498M-98(2002) 钢芯铝线(ACSR)用镀锌钢芯线规格ASTM B49-98(2004) 电气用经回火的铜条材ASTM B499-96(2002) 用磁化法测量磁性基底金属材料的非磁化涂层厚度的试验方法ASTM B5-00(2005) 高导电性韧铜精制带材规格ASTM B500-B500M-98(2002) 钢芯加强的铝导线用镀金属层的钢芯线(ACSR)ASTM B501-04 电气用镀银包铜钢丝ASTM B502-02(2007) 包铝钢芯铝导线用包铝钢芯线规格ASTM B504-90(2007) 用电量测定法测量金属镀层厚度的试验方法ASTM B505-B505M-07 连续浇铸的铜基合金铸件规格ASTM B507-86(2003) 在机架上电镀机件的设计规程ASTM B508-97(2003) 柔性金属软管用的铜合金带材规范ASTM B511-01(2005) 镍铁铬硅合金棒材和型材规格ASTM B512-04 镍铬硅合金(UNS NO8330)坯段和棒规格ASTM B514-05 镍铁铬合金焊接管规格ASTM B515-95(2002) 焊接合金管(UNS N08120、UNS N08800、UNS N88810和UNS N08811)规格ASTM B516-03 焊接镍铁铬合金(UNS NO6600)管规格ASTM B517-05 焊接镍铁铬合金(UNS NO6600、UNS N06603、UNS N06025和UNS N06045)管规格ASTM B520-93(2007) 电子设备用镀锡包铜钢丝规格ASTM B521-98(2004) 钽和钽合金无缝管及焊接管规格ASTM B522-01(2006) 金银铂电接触合金规格ASTM B523-B523M-07 锆和锆合金无缝管及焊接管规格ASTM B524-B524M-99(2005) 铝合金芯增强的同心绞捻铝导线(ACAR-1380/6201)规格ASTM B527-06 测定金属粉末和化合物塔普密度的试验方法ASTM B528-05 金属粉末样品横向断裂强度的试验方法ASTM B530-02 用磁性法测量磁性和非磁性基底上的电解沉积镍层厚度的方法ASTM B532-85(2007) 电镀塑料表面外观规格ASTM B533-85(2004) 镀金属塑料抗斯裂强度的试验方法ASTM B534-01 铜钴铍合金和钢镍铍合金中厚板、薄板、带材及轧制棒材规格ASTM B535-06 镍铁铬硅合金(UNS NO8330和UNS NO8332)无缝管规格ASTM B536-07 镍铁铬硅合金(UNS NO8330和UNS NO8332)中厚板、薄板和带材规格ASTM B537-70(2007) 大气暴露下电镀面板评定规程ASTM B539-02e1 测量电接头(静触点)电阻的试验方法ASTM B540-97(2002) 电接触用钯合金规格ASTM B541-01(2006 电接触用金合金规格ASTM B542-07 有关电触点及其使用的术语ASTM B543-96(2003) 焊接的铜及铜合金热交换管ASTM B545-97(2004)E1 锡电镀层规格ASTM B546-04 电熔焊镍铬钴钼合金(UNS N06617)、镍铁铬硅合金(UNS N08330 and UNS N08332)、镍铬铁铝合金(UNS N06603)、镍铬铁合金(UNS N06025)和镍铬铁硅合金(UNS N06045)管规格ASTM B547-B547M-02 铝和铝合金电弧焊圆铸管规格ASTM B548-03 压力容器用铝合金板的超声波检验方法ASTM B549-04 铝覆钢芯的同心绞合铝导线(ACSR/AW)规格ASTM B550-B550M-07 锆和锆合金棒材及线材规格ASTM B551-B551M-07 锆和锆合金带材、薄板及中厚板规格ASTM B552-98(2004) 水淡化厂用无缝与焊接铜镍管规格ASTM B555-86(2007) 用滴定试验法测量电解沉积金属镀层厚度的导则ASTM B556-90(2007) 用抽查试验法测量薄镀铬层厚度的导则ASTM B557-06锻制和铸造的铝及镁合金制品的拉力试验方法ASTM B557M-07 锻制和铸造的铝及镁合金制品的拉力试验方法(米制)ASTM B558-79(2003) 电镀用镍合金制备规程ASTM B559-93(2007) 电气用镀镍包铜钢丝ASTM B560-00(2005) 现代铅锡锑合金规格ASTM B561-94(2005) 精炼铂规格ASTM B562-95(2005) 精炼金规格ASTM B563-01(2006) 电接触用钯银铜合金规格ASTM B564-06a 镍合金锻件规格ASTM B565-04 铝和铝合金铆钉及冷锻丝与线材的剪切试验方法ASTM B566-04a 包铜铝丝规格ASTM B567-98(2003) 用β射线反向散射法测量镀层厚度的试验方法ASTM B568-98(2004) 用X射线光谱测定法测量镀层厚度的试验方法ASTM B569-04 热交换器管用窄型和轻量型黄铜带材规格ASTM B570-06 铜铍合金(UNS No. C17000 and C17200) 锻件和挤压件ASTM B571-97(2003) 金属镀层定性粘附性的试验方法ASTM B572-06 UNS NO6002、UNS NO6230、UNS N12160和UNS R30556线材规格ASTM B573-06 镍钼铬铁合金(UNS N10003、N10242)线材规格ASTM B574-06e1 低碳镍铬钼、低碳镍钼铬钽、低碳镍铬钼铜和低碳镍铬钼钨合金线材规格ASTM B575-06 低碳镍铬钼、低碳镍铬钼铜、低碳镍铬钼钽和低碳镍铬钼钨合金的中厚板、薄板及带材规格ASTM B576-94(2005) 电接触材料的电弧侵蚀试验指南ASTM B577-93(2004)e1 检测铜中氧化亚铜(氢脆敏感性)的试验方法ASTM B578-87(2004) 电镀层显微硬度的测量方法ASTM B579-73(2004) 锡铅合金电解沉积镀层(焊料板)规格ASTM B580-79(2004) 铝阳极氧化镀层规格ASTM B581-02 镍铬铁钼铜合金线材规格ASTM B582-02 镍铬铁钼铜合金板、薄板和带材规格ASTM B584-06a 通用铜合金砂模铸件规格ASTM B587-06 焊接的黄铜管规格ASTM B588-88(2006) 用双光束干扰显微术测量透明涂层或不透明涂层厚度的试验方法ASTM B589-94(2005) 精制钯规格ASTM B591-04 铜锌锡和铜锌锡铁镍合金板、薄板、带材及轧制的棒材标准规范ASTM B592-01(2006) 铜锌铝钴合金、铜锌锡铁合金中厚板、薄板、带材及轧制棒材规格ASTM B593-96(2003)e1 铜合金弹性材料的弯曲疲劳试验方法ASTM B594-06 航空设备用铝合金锻制品的超声波检验方法ASTM B595-95(2006) 烧结铝构件规格ASTM B596-89(2006) 金铜合金电接触材料的规格ASTM B598-98(2004) 抗拉试验中铜合金偏置屈服强度的测定ASTM B599-92(2003)e1 稳定的镍铁铬钼钶合金(UNS NO8700)中厚板、薄板及带材规格ASTM B600-91(2002)e1 钛和钛合金表面去垢与清洗指南ASTM B601-07 锻制及铸造的铜和铜合金回火名称的分类ASTM B602-88(2005) 金属和无机涂层的属性抽样试验方法ASTM B603-07 电热元件用拉制或轧制铁铬铝合金的规格ASTM B604-91(2003)E1 塑料表面装饰铜/镍/铬电镀层规格ASTM B605-95a(2004) 锡镍合金电解沉积镀层规格ASTM B606-02 钢芯铝和铝合金导线用高强度镀锌钢芯线规格ASTM B6-07 锌规格ASTM B607-91(2003) 工程用自动催化镍硼涂层规格ASTM B608-02 铜合金焊接管规格ASTM B609-B609M-99(2004) 电气用退火及中温回火的1350型铝圆线ASTM B610-00E1 测量金属粉未试样尺寸变化的试验方法ASTM B61-02 蒸气或阀门青铜铸件的标准规范ASTM B611-85(2005) 硬质合金耐磨性试验方法ASTM B613-76(2006) 滑动电触点用复合材料微型电刷规格的编写指南ASTM B614-05 锆与锆合金表面除锈及清洁规程ASTM B615-79(2006) 滑动电触点电接触噪音的测定规程ASTM B616-96(2006) 精制铑规格ASTM B617-98(2004) 电接触用铸银合金的规程ASTM B618-06 铝合金溶模铸件规格ASTM B619-06 焊接的镍和镍钴合金管规格ASTM B620-03 镍铁铬钼合金(UNS NO8320)板、薄板和带材规格ASTM B62-02 混合青铜或少量金属铸件标准规范ASTM B621-02(2006) 镍铁铬钼合金(UNS NO8320)线材规格ASTM B622-06 镍与镍钴合金无缝管规格ASTM B624-99(2005)e1 电子设备用高强度高导电性铜合金丝规格ASTM B625-05 UNS N08925、UNS N08031、UNS N08932、UNS N08926和UNS R20033中厚板、薄板和带材规格ASTM B626-06 焊接镍和镍钴合金管规格ASTM B628-98(2004) 电触头银铜低共溶合金规格ASTM B629-77(2003) 电镀用钼和钼合金制备规程ASTM B63-07 金属导电电阻及电接触材料电阻率的测试方法ASTM B630-88(2006) 电镀用铬的制备规格ASTM B631-93(2004) 银钨电接触材料的规格ASTM B632-B632M-02 轧制的铝合金防滑条规格ASTM B633-07 钢铁表面电镀层规格ASTM B634-88(2004)E1 工程用铑电解沉积镀层规格ASTM B635-00(2004)E1 镉锡机械沉积镀层规格ASTM B636-84(2006)E1 用螺旋收缩仪测量电镀金属镀层内应力的方法ASTM B637-06 高温用沉淀硬化镍合金棒材、锻件和锻坯规格ASTM B639-02 高温用沉积硬化含钴合金(UNS R30155和UNS R30816)线材、棒、锻件及锻坯料规格ASTM B640-00(2006) 空调及制冷设备用焊接铜及铜合金管ASTM B643-00(2005) 铜铍合金无缝管规格ASTM B644-05 铜合金添加剂规格ASTM B645-07 铝合金平面应变断裂韧性测试规程ASTM B646-06a 铝合金的断裂韧性测试规程ASTM B647-84(2006) 用维氏硬度仪测量铝合金压痕硬度的试验方法ASTM B648-78(2006) 用巴氏压痕仪测定铝合金压痕硬度的试验方法ASTM B649-06 镍铁铬钼铜氮低碳合金(UNS N08925、UNS N08031、UNS N08354和UNS N08926)以及铬镍铁氮低碳合金(UNS R20033)棒材和线材规格ASTM B650-95(2002) 铁质基物上电沉积工程镀铬层规格ASTM B651-83(2006) 用双束干涉显微镜测量镍铬或铜镍铬电镀表面腐蚀部位的试验方法ASTM B652-B652M-04 铌铪合金锭规格ASTM B653-B653M-06 无缝与焊接的锆与锆合金焊接配件规格ASTM B654-B654M-04 铌铪合金箔、薄板、带材和中厚板规格ASTM B655-B655M-04 铌铪合金棒材、线材和丝规格ASTM B657-05 硬质钨合金微观结构金相测定的试验方法ASTM B658-B658M-06 锆与锆合金无缝管及焊接管规格ASTM B659-90(2003) 金属及无机涂层厚度测量指南ASTM B66-B66M-06 蒸汽机车易损件用青铜铸件规格ASTM B660-02 铝和镁产品封装/包装规程ASTM B661-06 镁合金热处理规程ASTM B662-94(2006) 银钼电接触材料的规格ASTM B663-94(2006) 银钨硬质合金电接触材料的规格ASTM B664-90(2006) 含80%银,20%石墨的滑动接触材料的规格ASTM B665-03 硬质钨合金金相样本的制备导则ASTM B666-B666M-01 铝和镁制品的识别标志规程ASTM B667-97(2003)e1 测量电接触电阻用探测器的结构及使用的规格ASTM B668-05 UNS NO8028无缝管规格ASTM B670-02 高温用沉淀硬化的镍合金(UNS No7718)板、薄板及带材规格ASTM B67-05 车辆及煤水车用有衬里的轴颈轴承标准规格ASTM B671-81(2005) 精炼铱规格ASTM B672-02 稳定的镍铁铬钼铌合金(UNS NO8700)棒和丝规格ASTM B673-05e1 UNS NO8925、UNS N08354和UNS N08926焊接管规格ASTM B674-05 UNS NO8925、UNS N08354和UNS N08926焊接管规格ASTM B675-02 UNS NO8367焊接管标准规范ASTM B676-03 NO8367焊接管规格ASTM B677-05 UNS N08925、UNS N08354和UNS N08926无缝管规格ASTM B678-86(2006) 金属涂覆产品可焊性的试验方法ASTM B679-98(2004)E1 工程用钯电镀层规格ASTM B68-02 光亮退火的无缝铜管规格ASTM B680-80(2004) 用酸溶法测定铝的阳极镀层封闭质量的试验方法ASTM B682-01 电导体的标准米制尺寸规格ASTM B683-01(2006 纯钯电接触材料的规格ASTM B684-97(2002) 铂铱电接触材料规格ASTM B685-01(2006) 钯铜电接触材料的规格ASTM B686-03 高强度铝合金铸件规格ASTM B687-99(2005)e1 镀黄铜、镀铜及镀铬管接头规格ASTM B688-96(2004) 铬镍钼铁(UNS NO8366和UNS NO8367)中厚板、薄板及带材规格ASTM B689-97(2003) 电镀工程镀镍层规格ASTM B68M-99(2005) 光亮退火的无缝铜管(米制)ASTM B690-02 铁镍铬钼合金无缝管标准规范ASTM B69-01a(2005) 轧制锌材规格ASTM B691-02 铁镍铬钼合金(UNS N08366 和UNS N08367)线材、棒材及丝规格ASTM B692-90(2006) 含75%银,25%石墨的滑动电接触材料的规格ASTM B693-91(2006) 银镍电接触材料的规格ASTM B694-03 电缆屏蔽层用铜、铜合金、包铜青铜(CCB)、包铜不锈钢(CCS)和包铜合金钢(CAS)薄板及带材规格ASTM B695-04 钢铁表面锌机械沉积镀层规格ASTM B696-00(2004)E1 镉机械沉积锌镀层的规格ASTM B697-88(2005) 电沉积金属镀层和无机镀层检验用抽样计划的选择指南ASTM B698-02 铜和铜合金卫生设备无缝管的分类ASTM B699-86(2003) 钢铁表面镉真空沉积镀层规格ASTM B700-97(2002) 工程用银电镀层规格ASTM B701-B701M-06 同芯绞捻自阻钢芯加强铝导线(ACSR/SD) B702-93(2004) 铜钨电触点材料ASTM B702-93(2004) 铜钨电接触材料的规格ASTM B703-05 用阿诺德仪器测量粉末表面密度的试验方法ASTM B704-03 合金(UNS NO6625、UNS N06219和NO8825)焊接管规格ASTM B705-05 镍合金(UNS N06625、N06219 和N08825)焊接管规格ASTM B706-00(2006) 无缝铜合金管材规范(UNS No. C69100)ASTM B708-05 钽和钽合金中厚板、薄板及带材规格ASTM B70-90(2007) 电加热用金属材料的电阻随温度变化的测试方法ASTM B709-04 铁镍铬钼合金(UNS NO8028)中厚板、薄板和带材规格ASTM B710-04 镍铁铬硅合金焊接管规格ASTM B711-05 钢芯同芯绞捻铝合金导线规格(AACSR)(6201)ASTM B712-93(2006) 氧化银镉接触材料用钠和钾含量的测定指南ASTM B715-96(2001) 导电用烧结铜构件规格ASTM B717-96(2006) 精炼钌规格ASTM B718-00(2006) 镍铬钼钴钨铁硅合金(UNS NO6333)板、薄板和带材规格ASTM B719-00(2005 镍铬钼钴钨铁硅合金(UNS NO6333)棒材规格ASTM B722-06 镍铬钼钴钨铁合金(UNS N06333)无缝管规格ASTM B723-00(2005) 镍铬钼钴钨铁硅合金(UNS NO6333)焊接管规格ASTM B724-00(2006 用便携式内韦季非卡尺型仪器测量铝合金压痕硬度的试验方法ASTM B725-05 焊接镍(UNS N02200/UNS N02201)和镍铜合金(UNS N04400)管规格ASTM B726-02(2006) 镍铬钼钴钨铁硅合金(UNS NO6333)焊接管规格ASTM B727-04 电镀用塑料的制备规程ASTM B729-05 无缝UNS N08020、UNS N08026和UNS N08024镍合金管规格ASTMB731-96(2006) 60%钯40%银电触点材料规格ASTM B733-04 金属自动催化(化学)镍磷镀层规格ASTM B734-97(2003)E1 工程用电沉积铜规格ASTM B735-06 采用硝酸蒸气的金属底材上金镀层孔隙率试验方法ASTM B736-00(2006) 铝、铝合金和包铝钢电缆屏蔽材料规格ASTM B737-05 热轧和/或冷加工铪线材和丝规格ASTM B738-03 电导线用成束细线和成束绞捻绳索铜导线。
ASTM_B标准号中英文对照要点
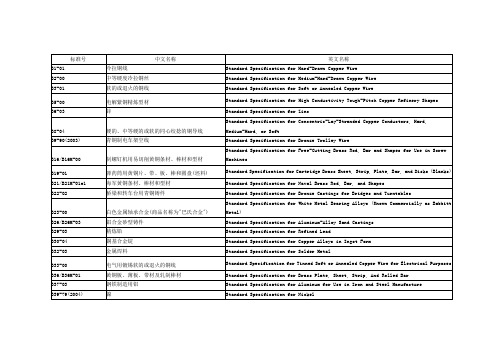
Metal) Standard Specification for Aluminum-Alloy Sand Castings Standard Specification for Refined Lead Standard Specification for Copper Alloys in Ingot Form Standard Specification for Solder Metal Standard Specification for Tinned Soft or Annealed Copper Wire for Electrical Purposes Standard Specification for Brass Plate, Sheet, Strip, And Rolled Bar Standard Specification for Aluminum for Use in Iron and Steel Manufacture Standard Specification for Nickel
B23-00 B26/B26M-03 B29-03 B30-04 B32-03 B33-00 B36/B36M-01 B37-03 B39-79(2004)
白色金属轴承合金(商品名称为"巴氏合金") 铝合金砂型铸件 精炼铅 铜基合金锭 金属焊料 电气用镀锡软的或退火的铜线 黄铜板、薄板、带材及轧制棒材 钢铁制造用铝 镍
B70-90(2001) B75-02 B75M-99
电加热用金属材料的电阻随温度而变化的试验方法 Electrical Heating 无缝铜管 无缝铜管规范(米制) Standard Specification for Seamless Copper Tube Standard Specification for Seamless Copper Tube [Metric] Standard Test Method for Accelerated Life of Nickel-Chromium and Nickel-Chromium-Iron
ASTM 美国材料试验协会标准目录

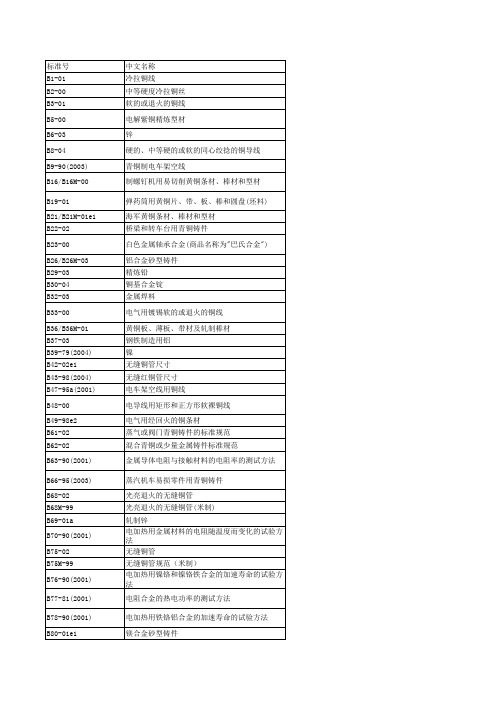
ASTM 美国材料试验协会标准目录ASTM A1000-2005 特种弹簧质量级碳钢丝及合金钢丝规格5页ASTM A1001-2001(2006) 硅铁规格5页ASTM A100-2007 硅铁规格6页ASTM A1002-1999(2003) 镍-铝有序合金铸件规格2页ASTM A1003/A1003M-2005 冷成形框式构件用金属和非金属镀层碳素钢薄板规格6页ASTM A1004/A1004M-1999(2004) 准备用作冷成形框架构件的金属、涂漆金属和非金属涂敷钢薄板规格3页ASTM A1005/A1005M-2000(2004) 平端纵焊缝和螺旋焊缝双重埋弧焊干线用黑钢管规格6页ASTM A1006/A1006M-2000(2004) 平端激光束焊接干线用黑钢管规格6页ASTM A1007-2002 钢丝绳用碳素钢丝规格9页ASTM A1008/A1008M-2007 高强度低合金冷轧碳素结构钢薄板以及可成型性、溶液硬化和可烘烤硬化性经改进的高强度低合金冷轧碳素结构钢薄板规格10页ASTM A1009-2005 高频(10kHz-1 MHz)电力变压器和滤波感应器设备用软磁性MnZn铁芯材料规格3页ASTM A1010/A1010M-2001e1 更高强度马氏体不锈钢厚板、薄板和带材规格2页ASTM A1011/A1011M-2006b 高强度低合金冷轧碳素结构钢薄板和带材、可成型性经改进的高强度低合金冷轧碳素结构钢薄板和带材以及具有超高强度的低合金冷轧碳素结构钢薄板和带材的规格8页ASTM A101-2004 铬铁规格3页ASTM A1012-2002(2007) 带整体式散热片的铁素体、奥氏体和二相合金钢冷凝器与热交换器无缝管及焊接管的规格4页ASTM A1013-2000(2005) 使用瓦特表-安培表和电压表方法在控制温度下测量软磁芯部件高频(10 kHz-1 MHz)磁芯损耗的试验方法4页ASTM A1014/A1014M-2006 高温工作用沉淀硬化螺栓材料(UNS N07718)规格3页ASTM A1015-2001(2005) 卫生设施用管状产品管内图像检测指南3页ASTM A1016/A1016M-2004a 铁素体合金钢、奥素体合金钢和不锈钢管通用要求规格11页ASTM A1017/A1017M-2007 压力容器用铬钼钨合金钢中厚板规格3页ASTM A1018/A1018M-2006c 碳素钢、市售钢、拉制钢、结构钢、高强度低合金钢、可成型性经改进的高强度低合金钢以及超高强度钢热轧薄板、带材和特厚卷材规格9页ASTM A1019/A1019M-2001 下水道和排水管用聚合物预涂的直径为36英寸或不足36英寸[900 mm]的闭合肋钢管规格6页ASTM A1020/A1020M-2002 锅炉、过热器、热交换器和冷凝器设备用溶焊碳钢和碳锰钢管道规格3页ASTM A1021/A1021M-2005 高温用马氏体不锈钢锻件和锻坯规格4页ASTM A1022/A1022M-2006 混凝土钢筋用异形及普通不锈钢钢丝和焊接钢丝的规格10页ASTM A102-2004 钒铁规格3页ASTM A1023/A1023M-2002 通用多股绞合碳素钢丝绳规格37页ASTM A1024/A1024M-2002 干线用无缝平端黑钢管规格6页ASTM A1025-2005 铁基合金通用要求规格4页ASTM A1026-2003 建筑构架中使用的合金钢结构型材规格2页ASTM A1028-2003 压缩机和涡轮机翼剖面用不锈钢棒材规格4页ASTM A1030/A1030M-2005 钢薄板产品平面度特性的测量规程11页ASTM A1031-2005 热轧合金钢、拉制钢和结构合金薄板、带材及特厚卷材规格4页ASTM A1032-2004 预应力混凝土管用冷拉钢丝耐氢脆性的试验方法3页ASTM A1033-2004 亚共析碳钢和低合金钢相变的定量测量与报告规程14页ASTM A1034/A1034M-2005b 测试钢筋用机械钢筋接头的试验方法6页ASTM A1035/A1035M-2007 混凝土配筋用异形及光面低碳铬钢筋规格5页ASTM A1036-2004 用小型单个薄钢板测试仪测量电工用扁钢电源频率磁性的指南5页ASTM A1037/A1037M-2005 炉内对焊黑色钢制干线用管规格5页ASTM A1038-2005 采用超声波接触阻抗法的便携式硬度试验机规程6页ASTM A1039/A1039M-2004 用双滚筒铸造方法生产的市售热轧结构碳钢薄板规格7页ASTM A1040-2007 规定锻制低合金碳钢及合金碳钢协调标准牌号成份的指南12页ASTM A1041/A1041M-2004 压力容器用高强度铬钼钨合金钢厚板规格3页ASTM A1042/A1042M-2004 下水道和排水沟用复合波纹钢管规格8页ASTM A1043/A1043M-2005 建筑物用低屈服拉伸比结构钢规格3页ASTM A1044/A1044M-2005 混凝土抗剪钢筋用钢螺柱组合件规格5页ASTM A1045-2005 水厕冲座与卫生排水系统连接用柔性聚氯乙烯密封圈规格5页ASTM A1046/A1046M-2006 用热浸法涂敷锌铝锰合金的薄钢板规格8页ASTM A1047/A1047M-2005 测试管道漏气的试验方法5页ASTM A1048/A1048M-2006 高温用高强度铬钼钨合金钢压力容器锻件规格3页ASTM A1049/A1049M-2006 压力容器和相关部件用铁素体/奥氏体(双工)不锈钢锻件规格4页ASTM A105/A105M-2005 管道设备用碳钢锻件规格5页ASTM A1053/A1053M-2006 铁素体-马氏体焊接不锈钢管规格5页ASTM A106/A106M-2006a 高温用无缝碳钢管规格9页ASTM A108-2003e1 冷加工碳素钢棒规格7页ASTM A109/A109M-2003 冷轧碳(最大0.25%)钢带规格9页ASTM A111-1999a(2004)e1 电话和电报线路用镀锌铁丝规格3页ASTM A116-2005 镀锌钢丝编织栅栏规格6页ASTM A1-2000(2005) 碳素钢T型钢轨规格6页ASTM A121-1999(2004) 镀金属钢制剌钢丝规格4页ASTM A123/A123M-2002 钢铁制品镀锌层(热浸镀锌)规格8页ASTM A125-1996(2001) 热处理钢螺旋弹簧规格6页ASTM A126-2004 阀门、法兰及管道配件用灰铸铁件规格3页ASTM A128/A128M-1993(2003) 奥氏体锰钢铸件规格2页ASTM A131/A131M-2007 船用结构钢规格7页ASTM A132-2004 钼铁规格3页ASTM A134-1996(2005) 电熔(弧)焊钢管(尺寸NPS 16及以上)规格4页ASTM A135/A135M-2006 电阻焊钢管规格9页ASTM A139/A139M-2004 电熔(弧)焊钢管(NPS4及以上)规格6页ASTM A143/A143M-2003 防止热浸镀锌结构钢制品变脆和检测变脆程序的规程3页ASTM A144-2004 钨铁规格2页ASTM A146-2004 氧化钼制品规格2页ASTM A148/A148M-2005 结构用高强度钢铸件规格4页ASTM A153/A153M-2005 钢铁构件镀锌层(热浸)规格5页ASTM A159-1983(2006) 汽车用灰铁铸件规格5页ASTM A167-1999(2004) 不锈钢和耐热铬镍钢厚板、薄板及带材规格2页ASTM A176-1999(2004) 不锈钢和耐热铬钢板、薄板及带材规格2页ASTM A178/A178M-2002 电阻焊碳素钢和碳素锰钢锅炉管的规格4页ASTM A179/A179M-1990a(2005) 热交换器和冷凝器用冷拉低碳无缝钢管的规格2页ASTM A181/A181M-2006 通用锻制碳素钢管的规格3页ASTM A182/A182M-2006 高温下使用的锻制或轧制合金钢和不锈钢管法兰、锻制管件、阀门及零件规格18页ASTM A183-2003 碳素钢轨螺栓及螺母规格4页ASTM A184/A184M-2006 混凝土配筋用生产的螺纹钢条网规格3页ASTM A185/A185M-2006e1 混凝土钢筋用普通焊接钢丝规格6页ASTM A192/A192M-2002 高压下使用的无缝碳素钢锅炉管规格3页ASTM A193/A193M-2007 高温或高压及其它特定用途设备用合金钢和不锈钢螺栓材料规格13页ASTM A194/A194M-2007a 高压或高温作业或者高压高温作业用螺栓的碳钢及合金钢螺母的规格11页ASTM A197/A197M-2000(2006) 铸造韧性铁规格4页ASTM A20/A20M-2006 压力容器用中厚钢板的一般要求规格33页ASTM A203/A203M-1997(2003) 镍合金钢压力容器板规格3页ASTM A204/A204M-2003 压力容器用钼合金钢厚板规格3页ASTM A209/A209M-2003 无缝钼碳合金锅炉和过热管规格3页ASTM A210/A210M-2002 锅炉和过热器用无缝中碳钢管规格3页ASTM A213/A213M-2007 锅炉、过热器和换热器用无缝铁素体与奥氏体合金钢管规格12页ASTM A214/A214M-1996(2005) 换热器和冷凝器用电阻焊碳素钢管规格2页ASTM A216/A216M-2004 高温下使用的适用于熔焊的碳素钢铸件规格4页ASTM A217/A217M-2007 适合高温受压零件用马氏体不锈钢和合金钢铸件的规格4页ASTM A220/A220M-1999(2004) 珠光体韧性铁规格5页ASTM A2-2002 普通型、槽型和防护型碳素钢工字钢轨规格3页ASTM A225/A225M-2003 压力容器用锰钒镍合金钢板规格3页ASTM A227/A227M-2006 机械弹簧用冷拉钢丝规格4页ASTM A228/A228M-2002 乐器用优质弹簧钢丝规格4页ASTM A229/A229M-1999(2005) 机械弹簧用油回火钢丝规格4页ASTM A230/A230M-2005 优质油回火阀弹簧用碳素钢丝规格4页ASTM A231/A231M-2004 铬钒合金钢弹簧钢丝规格4页ASTM A232/A232M-2005 优质阀门簧用铬钒合金钢规格4页ASTM A234/A234M-2007 中温与高温用锻制碳素钢及合金钢管配件的规格8页ASTM A239-1995(2004) 铁或钢制品上镀锌层最薄点的定位规程4页ASTM A240/A240M-2007 压力容器与普通设备用铬和铬镍不锈钢中厚板、薄板及带材规格12页ASTM A242/A242M-2004e1 高强度低合金结构钢规格4页ASTM A247-2006 评定铁铸件中石墨微结构的试验方法2页ASTM A249/A249M-2004a 焊接的奥氏体钢锅炉、过热器、热交换器和冷凝器管规格10页ASTM A250/A250M-2005 锅炉和过热器用电阻焊铁素体合金钢管规格4页ASTM A252-1998(2002) 焊接与无缝钢管桩规格7页ASTM A254-1997(2002) 铜焊钢管规格4页ASTM A255-2002e1 测定钢硬度用端部淬火试验方法24页ASTM A262-2002ae3 奥氏体不锈钢晶间腐蚀敏感性的检测规程17页ASTM A263-2003 耐腐蚀的包层钢厚板、薄板及带材规格5页ASTM A264-2003 不锈铬镍包层钢厚板、薄板及带材规格5页ASTM A265-2003 镍和镍基合金包层钢厚板规格6页ASTM A266/A266M-2003a 压力容器部件用碳素钢锻件规格4页ASTM A268/A268M-2005a 通用无缝及焊接铁素体和马氏体不锈钢管规格7页ASTM A269-2007 通用无缝奥氏体不锈钢管和焊接奥氏体不锈钢管的规格6页ASTM A27/A27M-2005 通用碳素钢铸件规格4页ASTM A270-2003a 卫生设备用无缝和奥氏体不锈钢管规格6页ASTM A275/A275M-2006 钢锻件的磁粉检查试验方法7页ASTM A276-2006 不锈钢棒材和型材规格7页ASTM A278/A278M-2001(2006) 最高温度为650°F(350℃)下承压部件用灰口铸铁件规格4页ASTM A283/A283M-2003 低和中等抗张强度的碳素钢厚板规格2页ASTM A285/A285M-2003 压力容器用低和中等抗张强度的碳素钢厚板规格3页ASTM A288-1991(2003) 涡轮发电机磁性扣环用碳素钢及合金钢锻件规格2页ASTM A289/A289M-1997(2003) 发动机非磁性扣环用合金钢锻件规格3页ASTM A29/A29M-2005 热锻碳素钢及与合金钢棒的一般要求规格16页ASTM A290/A290M-2005 减速装置环形物用碳钢和合金钢锻件规格4页ASTM A291/A291M-2005 减速装置小齿轮、齿轮及轴用碳钢和不锈钢锻件规格4页ASTM A295/A295M-2005 高碳抗摩擦轴承钢规格4页ASTM A297/A297M-2007 一般用耐热铬铁与镍铬铁合金钢铸件规格4页ASTM A299/A299M-2004 压力容器用锰硅碳钢厚板规格3页ASTM A302/A302M-2003 压力容器用锰钼及锰钼镍合金钢厚板规格3页ASTM A304-2005e2 须符合端部淬火硬度要求的碳钢与合金钢棒材规格50页ASTM A307-2004e1 抗拉强度为60000PSI的碳素钢螺栓和柱头螺栓的规格6页ASTM A308/A308M-2006 热浸法镀锡(铅锡合金)薄钢板规格5页ASTM A309-2001 用三点试验法测定长镀铅锡薄钢板镀层的重量及成份的方法6页ASTM A311/A311M-2004 压力容器用钢铆钉和铆钉用钢棒规格4页ASTM A312/A312M-2006 无缝焊接冷加工奥氏体不锈钢管规格11页ASTM A31-2004e1 压力容器钢铆钉和铆钉用棒材规格4页ASTM A313/A313M-2003 不锈钢弹簧钢丝规格7页ASTM A314-1997(2002) 锻造用不锈及耐热钢坯及钢棒规格3页ASTM A319-1971(2006) 非承压部件用暴露在高温下灰铸铁件规格2页ASTM A320/A320M-2007 低温用合金钢和不锈钢螺栓材料规格8页ASTM A3-2001(2006) 低、中、高碳素钢(未经热处理的)连接板规格3页ASTM A322-2006 标准级合金钢棒规格4页ASTM A323-2005 硼铁合金规格2页ASTM A324-1973(2004) 钛铁规格2页ASTM A325-2006 经热处理的最小抗拉强度为120/105 ksi的结构用钢螺栓规格8页ASTM A325M-2005 最小抗拉强度为830 MPa的热处理结构钢螺栓规格(公制)7页ASTM A327-1991(2006) 铸铁冲击试验的试验方法4页ASTM A327M-1991(2006) 铸铁冲击试验的试验方法(米制)3页ASTM A328/A328M-2007 钢板桩规格2页ASTM A333/A333M-2005 低温用无缝与焊接钢管规格7页ASTM A334/A334M-2004a 低温用无缝与焊接碳素合金钢管钢管规格6页ASTM A335/A335M-2006 高温用无缝铁素体合金钢管规格10页ASTM A336/A336M-2006a 压力与高温部件用合金钢锻件规格8页ASTM A338-1984(2004) 铁路、船舶和其它重型设备在温度达650°F(345℃)时使用的可锻铸铁法兰、管件和阀门零件规格2页ASTM A34/A34M-2006 磁性材料取样和采购测试规程4页ASTM A340-2003a 与磁性试验有关的符号和定义的标准术语16页ASTM A341/A341M-2000(2005) 使用直流磁导计和冲击强力试验方法对材料的直流磁性能的试验方法12页ASTM A342/A342M-2004 弱磁性材料磁导率的测试方法5页ASTM A343/A343M-2003 使用瓦特表-安培表-电压表方法和25cm爱泼斯坦试验构架的材料交流电磁性的试验方法16页ASTM A345-2004 磁性材料用平轧电工用钢规格4页ASTM A348/A348M-2005 用瓦特计--安培计--伏特计法、100-10000赫兹和25cm爱泼斯坦框测定材料交流磁性能的试验方法10页ASTM A350/A350M-2004a 管道部件用切口韧性试验要求的碳素钢与低合金钢锻件规格8页ASTM A351/A351M-2006 承压零件用奥氏体、奥氏体-铁素体(复合)钢铸件规格5页ASTM A352/A352M-2006 低温受压零件用铁素体和马氏体钢铸件规格5页ASTM A353/A353M-2004 压力容器用经二次正火及回火处理的含9%镍的合金钢厚板规格3页ASTM A354-2004e1 淬火和回火合金钢螺栓、双头螺栓和其它外螺纹紧固件规格7页ASTM A355-1989(2006) 渗氮合金钢棒规格3页ASTM A356/A356M-2005 汽轮机用厚壁碳素钢、低合金钢和不锈钢钢铸件规格6页ASTM A358/A358M-2005 高温设备与通用设备用电熔焊奥氏体铬镍不锈钢管规格7页ASTM A36/A36M-2005 结构碳素钢规格4页ASTM A363-2003 地面架空线用镀锌钢丝绳规格3页ASTM A367-1960(2005) 铸铁冷冻测试的试验方法4页ASTM A368-1995a(2004) 不锈钢钢丝索规格3页ASTM A369/A369M-2006 高温用锻制和镗加工碳素钢管和铁素体合金钢管规格4页ASTM A370-2007 钢产品机械测试的试验方法及定义47页ASTM A372/A372M-2003 薄壁压力容器用碳素钢及合金钢锻件规格5页ASTM A376/A376M-2006 高温中心站用无缝奥氏体钢管规格7页ASTM A377-2003 球墨铸铁压力管规格2页ASTM A380-2006 不锈钢零件、设备及系统的清洁、除锈和钝化规程13页ASTM A381-1996(2005) 高压传输系统用金属弧焊钢管规格5页ASTM A384/A384M-2002 钢制组装件热浸镀锌时防翘曲和歪变的规程2页ASTM A385-2005 提供高质量镀锌层(热浸)的规程9页ASTM A387/A387M-2006a 压力容器用铬钼合金钢厚板规格6页ASTM A388/A388M-2007 大型钢锻件超声波检查规程8页ASTM A389/A389M-2003 适合高温受压部件用经特殊热处理的合金钢铸件规格3页ASTM A390-2006 家禽饲养用镀锌钢丝栅栏结构(六角形与直线形)规格4页ASTM A391/A391M-2001 合金钢链条规格3页ASTM A392-2006 镀锌钢丝制链环栅栏结构规格5页ASTM A394-2005e1 钢输电塔镀锌螺栓和裸螺栓规格7页ASTM A395/A395M-1999(2004) 高温用铁素体延性铁承压铸件规格8页ASTM A400-1969(2006) 根据钢棒成份及机械性能选择钢棒的推荐规程9页ASTM A401/A401M-2003 铬硅合金钢丝规格4页ASTM A403/A403M-2006 锻制奥氏体管不锈钢管配件规格7页ASTM A407-1993(2004) 冷拉螺旋型弹簧钢丝规格3页ASTM A409/A409M-2001(2005) 腐蚀或高温下使用的大直径奥氏体焊接钢管规格6页ASTM A411-2003 镀锌低碳钢铠装线规格3页ASTM A413/A413M-2001 碳素钢链条规格4页ASTM A414/A414M-2006 压力容器用碳素钢薄板规格4页ASTM A416/A416M-2006 预应力混凝土用无镀层七股钢绞线规格5页ASTM A417-1993(2004) 室内装饰弹簧装置用冷拉之字型、方型和正弦型钢丝规格3页ASTM A418/A418M-2005 涡轮机和发动机钢转子锻件超声波检验的试验方法8页ASTM A420/A420M-2007 低温用锻制碳素钢和合金钢管配件规格6页ASTM A421/A421M-2005 预应力混凝土用无镀层应力消失钢丝规格4页ASTM A423/A423M-1995(2004) 无缝和电焊接低合金钢管规格3页ASTM A426/A426M-2005 高温用离心浇铸铁素体合金钢管规格5页ASTM A427-2002 冷轧与热轧用锻制合金钢轧辊规格3页ASTM A428/A428M-2006 铝覆铁或钢件覆层的重量(质量)的试验方法5页ASTM A434-2006 热轧与冷精轧经淬火及回火的合金钢棒规格3页ASTM A435/A435M-1990(2007) 中厚钢板直射束超声检测规格2页ASTM A436-1984(2006) 奥氏体灰口铁铸件规格6页ASTM A437/A437M-2006 高温用经特殊热处理的涡轮型合金钢螺栓材料规格3页ASTM A439-1983(2004) 奥氏体球墨铸铁铸件规格6页ASTM A447/A447M-1993(2003) 高温用镍铬铁合金钢铸件(25-12级)规格4页ASTM A449-2004be1 经热处理、最小抗拉强度为120/105/90 ksi的通用钢制六角螺丝、螺栓和柱螺栓规格7页ASTM A450/A450M-2004a 碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求规格10页ASTM A451/A451M-2006 高温用离心浇铸奥氏体钢管规格4页ASTM A453/A453M-2004 具有同奥氏体钢相类似膨胀系数的耐高温螺栓材料规格6页ASTM A455/A455M-2003 压力容器用高强度锰碳钢中厚板规格2页ASTM A456/A456M-1999(2003) 大曲轴锻件磁粉探伤规格4页ASTM A459-1997(2003) 镀锌扁钢铠装带规格3页ASTM A460-1994(2004)e1 包铜钢丝绳规格3页ASTM A463/A463M-2006 热浸法铝覆层薄钢板规格7页ASTM A466/A466M-2001 非焊接碳素钢链规格5页ASTM A467/A467M-2001(2006) 机器链和盘旋链规格4页ASTM A469/A469M-2007 发电机转子用经真空处理钢锻件的规格4页ASTM A47/A47M-1999(2004) 铁素体可锻铸铁铁铸件规格5页ASTM A470/A470M-2005e1 涡轮机转子和轴用经真空处理的碳钢和合金钢锻件规格8页ASTM A471-2006 涡轮机转子盘和叶轮用经真空处理的合金钢锻件规格6页ASTM A472/A472M-2005 汽轮机轴和转子锻件热稳定性的试验方法3页ASTM A473-2001 不锈钢及耐热钢锻件规格5页ASTM A474-2003 镀铝钢丝绳规格3页ASTM A476/A476M-2000(2005) 造纸厂干燥机轧辊用球墨铸件规格5页ASTM A478-1997(2002) 铬镍不锈钢和耐热钢制编织钢丝规格2页ASTM A479/A479M-2006a 锅炉及其它压力容器用不锈钢棒材和型材规格7页ASTM A48/A48M-2003 灰口铁铸件规格6页ASTM A480/A480M-2006b 平轧不锈钢及耐热钢中厚板、薄板及带材的一般要求规格24页ASTM A481-2005 铬金属规格2页ASTM A482-2005 硅铬铁合金规格2页ASTM A483-2004 硅锰合金规格2页ASTM A484/A484M-2006b 不锈钢棒材、方钢坯和锻件的通用要求规格13页ASTM A485-2003 高硬度减磨轴承钢规格4页ASTM A487/A487M-1993(2003) 受压钢铸件规格6页ASTM A488/A488M-2006 钢铸件焊接人员及工艺的鉴定规程18页ASTM A489-2004e1 碳素钢吊眼规格4页ASTM A490-2006 经热处理的最小抗拉强度为150 ksi的合金钢结构用螺栓规格6页ASTM A490M-2004ae1 结构钢接头用10.9 和10.9.3级高强度钢螺栓规格(公制)6页ASTM A491-2003 经热处理的碳素钢连接板规格5页ASTM A49-2001(2006) 热处理碳钢铁连接杆、微合金连接杆和锻造碳素钢异形连接杆规格3页ASTM A492-1995(2004) 耐热不锈钢丝绳用钢丝规格2页ASTM A493-1995(2004) 冷镦和冷锻不锈钢和耐热钢丝及钢丝棒规格3页ASTM A494/A494M-2005 镍及镍合金铸件规格7页ASTM A495-2006 硅钙及硅锰钙合金规格2页ASTM A496/A496M-2005 混凝土钢筋用变形钢丝规格6页ASTM A497/A497M-2006e1 混凝土用异形焊接钢丝补强规格6页ASTM A498-2006 无缝与焊接碳素钢,铁素体与奥氏体合金钢制有整体散热片的换热器钢管规格3页ASTM A499-1989(2002) 用T型钢轨轧制的碳素钢棒材及型材的规格4页ASTM A500-2003a 结构用碳素钢冷成形圆截面和异形截面焊接钢管和无缝钢管规格5页ASTM A501-2007 热成型焊接碳钢结构管材和无缝碳钢结构管材规格8页ASTM A502-2003 钢结构铆钉规格(AASHTO No.M228) 4页ASTM A503/A503M-2001(2006) 锻造曲轴超声波检验规格3页ASTM A504/A504M-2007 锻制碳钢轮规格8页ASTM A505-2000(2005) 热轧及冷轧合金钢薄板和带材的一般要求规格11页ASTM A506-2005 热轧和冷轧合金钢及结构合金钢薄板与带材规格4页ASTM A507-2006 热轧和冷轧拉制合金钢薄板及带材规格4页ASTM A508/A508M-2005b 压力容器用淬火和回火真空处理碳素钢和合金钢锻件规格9页ASTM A510-2006 碳素钢盘条和粗圆钢丝的一般要求规格7页ASTM A510M-2006 碳素钢盘条和粗圆钢丝的一般要求规格(米制) 7页ASTM A511-2004 无缝不锈钢机械管系的规格8页ASTM A512-2006 冷拉对焊碳素钢机械管规格7页ASTM A513-2007 电阻焊碳素钢与合金钢机械管规格17页ASTM A514/A514M-2005 焊接用经回火与淬火的高屈服强度合金钢中厚板规格3页ASTM A515/A515M-2003 中温及高温压力容器用碳素钢中厚板规格3页ASTM A516/A516M-2006 中温及低温设备用压力容器碳素钢中厚板规格4页ASTM A517/A517M-2006 压力容器用经回火与淬火的高强度合金钢中厚板规格4页ASTM A518/A518M-1999(2003) 耐腐蚀高硅铸铁件规格5页ASTM A519-2006 无缝碳素钢与合金钢机械管系规格13页ASTM A521/A521M-2006 一般工业用闭式模锻模锻件规格9页ASTM A522/A522M-2007 低温工作用锻制或轧制含镍8%和9%的合金钢法兰、配件、阀门和零件的规格4页ASTM A523-1996(2005) 高压管型电缆通路用平头端无缝及电阻焊钢管规格5页ASTM A524-1996(2005) 环境温度和低温用无缝碳素钢管规格8页ASTM A529/A529M-2005 优质高强度碳锰结构钢规格3页ASTM A53/A53M-2006a 热浸镀锌黑钢焊接管及无缝管规格22页ASTM A530/A530M-2004a 特种碳素钢及合金钢管一般要求规格9页ASTM A531/A531M-1991(2006) 汽轮发电机钢挡圈的超声波检验规程5页ASTM A532/A532M-1993a(2003) 耐磨铸铁规格4页ASTM A533/A533M-1993(2004)e1 压力容器用经回火和淬的锰钼及锰钼镍合金钢中厚板规格4页ASTM A534-2004 耐磨轴承用渗碳钢规格4页ASTM A536-1984(2004) 球墨铸铁件规格6页ASTM A537/A537M-2006 压力容器用经热处理的碳锰硅钢中厚板规格4页ASTM A540/A540M-2006 专用合金钢螺栓连接材料规格8页ASTM A541/A541M-2005 压力容器部件用经淬火和回火的碳素钢及合金钢锻件规格6页ASTM A542/A542M-1999(2004)e1 压力容器用经淬火和回火的铬钼、铬钼钒和铬钼钒钛硼合金钢中厚板规格5页ASTM A543/A543M-1993(2004)e1 压力容器用经淬火和回火的镍铬钼合金钢厚板规格3页ASTM A550-2006 铌铁合金规格2页ASTM A551/A551M-2005 钢轮箍规格3页ASTM A553/A553M-2006 压力容器用经回火和淬火的含8%及9%镍的合金钢中厚板规格3页ASTM A554-2003 焊接的不锈钢机械管系规格6页ASTM A555/A555M-2005 不锈钢丝和盘条一般要求规格6页ASTM A556/A556M-1996(2005) 给水加热器冷拉无缝碳素钢管规格5页ASTM A560/A560M-2005 铬镍合金铸件规格3页ASTM A561-1971(2004) 工具钢棒材宏观组织腐蚀试验规程2页ASTM A562/A562M-2006 有玻璃涂层或扩散的金属涂层的压力容器用碳素钢和锰钛合金钢厚板规格2页ASTM A563-2004a 碳素钢和合金钢螺母规格(AASHTO M291) 8页ASTM A563M-2006 碳素钢和合金钢螺母规格(米制) 9页ASTM A564/A564M-2004 热锻及冷加工时效硬化不锈及耐热钢棒及型材规格8页ASTM A565/A565M-2005a 高温设备用马氏体不锈钢棒材规格4页ASTM A568/A568M-2006a 高强度低合金热轧和冷轧结构碳素钢薄板一般要求规格29页ASTM A571/A571M-2001(2006) 适用于低温的承压部件用奥氏体球墨铸铁铸件规格5页ASTM A572/A572M-2007 高强度低合金铬钒结构钢规格4页ASTM A573/A573M-2005 增强韧性的结构用碳素钢中厚板规格2页ASTM A574-2004e1 合金钢内六角螺钉规格8页ASTM A574M-2004e1 合金钢内六角螺钉规格(米制) 7页ASTM A575-1996(2002) 商品级碳素钢棒规格(M级) 2页ASTM A576-1990b(2006) 特级热锻碳素钢棒规格5页ASTM A577/A577M-1990(2007) 中厚钢板超声波斜射束检测规格3页ASTM A578/A578M-1996(2001) 直射束超声波检验专用的普通钢板和复合钢板规格5页ASTM A579/A579M-2004a 超强度合金钢锻件规格7页ASTM A580/A580M-2006 耐热不锈钢丝规格4页ASTM A581/A581M-1995b(2004) 易切高速切削用耐热不锈钢丝和钢丝棒规格3页ASTM A582/A582M-2005 易切削不锈钢棒规格3页ASTM A586-2004a 镀锌平行与螺旋钢丝结构索规格6页ASTM A587-1996(2005) 化学工业用电阻焊低碳素钢管规格6页ASTM A588/A588M-2005 4 in. (100 mm)厚屈服点最小为50 ksi /平方英寸(345 MPa)的高强度低合金结构钢规格3页ASTM A589/A589M-2006 无缝焊接碳钢水井管规格12页ASTM A592/A592M-2004 压力容器用经回火和淬火的高强度低合金钢锻制附件及零件规格3页ASTM A595/A595M-2006 结构用锥形低碳钢管或高强度低碳钢管规格5页ASTM A596/A596M-1995(2004) 使用冲击法和环状试样的材料直流磁性试验方法8页ASTM A597-1987(2004) 铸造工具钢规格2页ASTM A598/A598M-2002 磁放大器磁芯磁性的试验方法17页ASTM A599/A599M-2002 冷轧电解镀锡钢薄板规格3页ASTM A6/A6M-2007 轧制结构钢棒、薄板、中厚板和打板桩的一般要求规格59页ASTM A600-1992a(2004) 高速工具钢规格14页ASTM A601-2005 电解锰金属规格2页ASTM A602-1994(2004) 汽车用可锻铸铁件规格5页ASTM A603-1998(2003) 镀锌钢丝结构绳规格6页ASTM A604-1993(2003) 自耗电极再溶化钢棒与钢坯的宏观腐蚀试验方法14页ASTM A606-2004 高强度、低合金、热轧和冷轧且具有较好耐环境腐蚀性的钢、钢板及钢带规格3页ASTM A608/A608M-2006 高温承压设备用铁-铬-镍高合金离心铸造管规格6页ASTM A609/A609M-1991(2002) 碳素低合金马氏体不锈钢铸件的超声波检查规程9页ASTM A610-1979(2004) 铁合金尺寸测量用样品的取样及试验方法2页ASTM A612/A612M-2003 中温及低温压力容器用高强度碳素钢中厚板规格3页ASTM A615/A615M-2007 混凝土钢筋用变形及普通碳素钢棒材规格6页ASTM A618/A618M-2004 热成形焊接及无缝高强度低合金结构管材规格4页ASTM A623-2006a 锡轧制产品一般要求规格38页ASTM A623M-2006a 锡轧制产品的一般要求规格(米制) 25页ASTM A624/A624M-2003 一次压延的锡轧制产品和电镀锡薄板规格5页ASTM A625/A625M-2003 一次压延的锡轧制产品和未镀锡的黑钢板规格2页ASTM A626/A626M-2003 二次压延的锡轧制产品和电镀锡薄板规格5页ASTM A627-2003 用于安全用途的均质机床不易加工的钢棒规格11页ASTM A630-2003 测定电镀锡板锡镀层重量的试验方法8页ASTM A632-2004 普通无缝和焊接奥氏体不锈钢管(小直径)规格4页ASTM A633/A633M-2001(2006) 正火的高强度低合金结构钢规格3页ASTM A635/A635M-2006a 高强度低合金及具有经改进可成形性的高强度低合金热轧碳素钢薄板和带材及卷材通用要求规格10页ASTM A636-1976(2004) 氧化镍烧结块规格2页ASTM A638/A638M-2000(2004) 高温作业用沉淀硬化铁基超合金棒材、锻件和锻坯规格3页ASTM A640-1997(2002)e1 8字型电缆架设支架用镀锌钢丝绳规格3页ASTM A641/A641M-2003 镀锌碳素钢钢丝规格5页ASTM A644-2005 有关铁铸件的术语4页ASTM A645/A645M-2005 压力容器用经特殊热处理的5%镍合金钢中厚板规格4页ASTM A646/A646M-2006 航空器与航天器锻件用优质合金钢坯及坯段规格5页ASTM A648-2004a 预应力混凝土管用冷拔钢丝规格4页ASTM A649/A649M-2004 波纹纸机械用锻制钢辊规格4页ASTM A650/A650M-2003 二次压延的锡轧制品、黑钢板规格2页ASTM A65-2007 钢轨道道钉规格4页ASTM A653/A653M-2006a 热浸法镀锌或镀锌铁合金钢薄板规格13页ASTM A656/A656M-2005e1 具有经改进的可成形性的热轧结构钢、高强度低合金中厚板规格3页ASTM A657/A657M-2003 一次和二次压延的锡轧制产品及电镀覆铬未镀锡黑钢板的规格7页ASTM A659/A659M-2006 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)规格3页ASTM A660-1996(2005) 高温下用离心铸造碳素钢管规格4页ASTM A662/A662M-2003 中低温作业用碳-锰-硅钢压力容器板规格3页ASTM A66-2007 钢螺纹道钉规格3页ASTM A663/A663M-1989(2006) 机械性能要求的商品级碳素钢棒规格(AASHTOM227/M227M) 3页ASTM A664-2006e1 ASTM规格中标准电工用钢等级的识别规程3页ASTM A666-2003 退火的或冷加工的奥氏体不锈钢厚钢板、带材、薄板和扁材规格7页ASTM A667/A667M-1987(2003) 离心铸造的双金属(灰色及白色铸铁)圆柱规格2页ASTM A668/A668M-2004 一般工业用碳素钢和合金钢锻件规格7页ASTM A671-2006 常温和较低温用电熔焊钢管规格7页ASTM A67-2000(2005) 低碳钢及高碳钢热加工连接板规格4页ASTM A672-2006 中温高压作业用电熔焊钢管规格7页ASTM A673/A673M-2007 结构钢冲击试验用取样方法规格5页ASTM A674-2005 水或其它液体用变性铸铁管聚乙烯套膜规格7页ASTM A675/A675M-2003e1 特级热锻碳素钢棒机械性能要求规格5页ASTM A677-2005e1 完全成品型无定向电工用钢规格6页ASTM A678/A678M-2005 结构用经回火和淬火的碳素钢和高强度低合金钢中厚板规格3页ASTM A679/A679M-2006 硬拔高抗拉强度钢丝规格4页ASTM A681-1994(2004) 工具钢合金规格14页ASTM A682/A682M-2005 冷轧高碳素钢带材一般要求规格8页ASTM A683-2005e1 半成品型非定向电工用钢规格5页ASTM A684/A684M-2006 冷轧高碳钢带材规格4页ASTM A686-1992(2004) 碳素工具钢规格12页ASTM A688/A688M-2004 给水加热器用奥氏体不锈钢焊接管规格7页ASTM A689-1997(2002) 弹簧用碳素钢及合金钢棒规格4页。
ASTM 目录索引
B167-01
无缝镍铬铁合金管
B168-01 B169/B169M-01 B170-99(2004) B171/B171M-04e1 B172-01a B173-01a B174-02 B176-04 B177-01 B179-03 B183-79(2004)e1 B187/B187M-03 B188-02 B193-02 B194-01e1
B196/B196M-03 B197/B197M-01 B199-99 B200-85(2004) B201-80(2000)
铜铍合金条及棒 铜铍合金线 镁合金永久型铸件 钢及铁合金表面铅和铅锡合金的电解沉积镀层 锌和镉的表面铬酸盐覆层试验
B206/B206M-97(2002) 铜镍锌合金线(镍银)和铜镍合金线 B208-04 B209-04 B209M-04 B210-02 B210M-02 B211-03 B211M-03 B212-99 B213-03 B214-99 B215-96 B216-97(2003) B221-02 B221M-02 B223-03 B224-04 B226-04 B227-04 B228-04 B229-04 砂型、永久型、离心型和连续铸造铸件用的铜基 合金拉伸试验样件制备标准惯例 铝及铝合金薄板和中厚板的技术规范 铝及铝合金薄板和中厚板的技术规范(米制) 拉制无缝铝和铝合金管 拉制无缝铝和铝合金管(米制) 铝及铝合金棒材、条材和线材 铝及铝合金棒材、条材和线材(米制) 高流动性金属粉末表观密度的测试方法 金属粉末流速的测试方法 粒状金属粉末的筛分试验方法 金属粉末的最后批量抽样方法 锻制品及合金用韧性火法精炼铜-精炼型材 铝及铝合金挤压制条、棒、线、管和型材 铝和铝合金挤压制棒材、条材、线材、型材和管 材(米制) 恒温器用复合金属的弹性模量测试法(悬臂梁法) 铜的分类方法 有心的圆形同心绞捻铜导线 冷拉包铜钢丝 同心绞捻的包铜钢导线 同心绞捻的铜与包铜钢丝复合导线
ASTM标准中文版 B系列
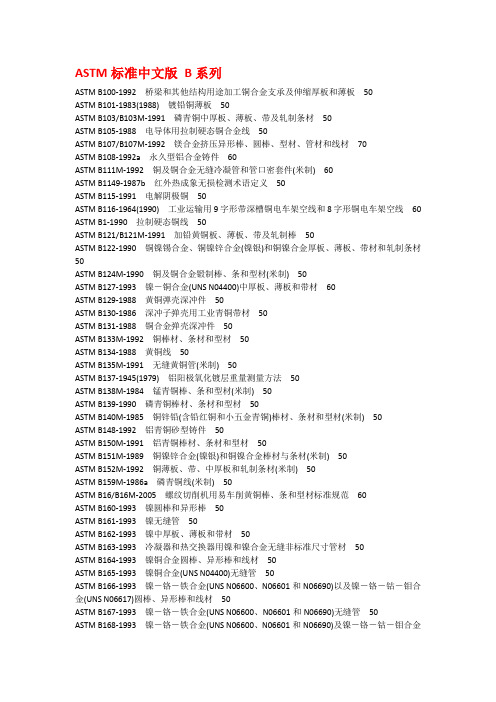
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
钢丝绳相关各样标准

工程中心奥的斯五农喷泉联合技术公司法明顿,CT06032原定日期:2006-05-26 文档:ENG00087A:项目编号:CA编号:表1的10产品编号:机械工程设计标准圆钢丝绳分布:根据通知文件53627.这项工程及其所包含的信息版权归奥的斯电梯公司所有。
其他个人或者企业只有在代表奥的斯公司的前提下才可以享有这些信息;未经奥的斯事先书面同意的使用者,不属于或者不是其包含的信息将会部分或者整体被修改或者关闭;并要求其任何副本将及时返回奥的斯公司。
源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有目录1.介绍 31.1目的 (3)1.2回顾 (3)1.3定义&缩略语 (3)1.4参考文件 (4)2.设计标准-圆钢丝绳 52.1术语 (5)2.1.1种类 (5)2.1.2结构 (5)2.1.3级别 (5)2.2结构完整性 (5)2.2.1材料 (5)2.2.1.1钢材 (5)2.2.1.2钢芯 (6)2.2.1.2润滑 (6)2.2.2 钢丝绳搓纹 (7)2.2.3 绳径 (7)2.2.4 最小破段负荷 (8)2.2.4.1 标准最小破段负荷 (8)2.2.4.2 非标准最小破段负荷 (8)2.2.5 长度质量 (8)2.2.5.1 标准长度质量 (8)2.2.5.2 非标准长度质量 (8)2.2.6 强度 (8)2.2.6.1 结构强度 (8)2.2.6.2弹性强度 (8)2.2.6.3 潜变强度 (9)2.2.7 加工水平 (9)2.3 质量和可信度 (9)源于PA1021修订于2002-06-11 未经公开,版权归奥的斯电梯公司所有文件:ENG00087A表31.介绍1.1目的这种标准设计的目的是确定奥的斯圆钢丝绳的关键设计参数和质量要求。
这些要求在文档ENG00087A中记录发给供销商。
一份单独的ENG00078A奥的斯公司的内部文件包括了相同的要求及起源和理论基础且规定了全球奥的斯工程师的集体经验和专业技术。
ASTM B226-04有心的圆形同心绞捻铜导线
Designation:B226–04Standard Specification forCored,Annular,Concentric-Lay-Stranded Copper Conductors1This standard is issued under thefixed designation B226;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers cored,annular,concentric-lay-stranded conductors made from round soft copper wires,either uncoated or coated with tin for use as electrical conductors (Explanatory Note1and Note2).1.2The constructions prescribed herein are suitable for bare conductors,or for conductors to be covered with weather-resistant(weather-proof)material,or for conductors to be insulated with rubber,varnished cloth,or impregnated paper, except types such as“oil-filled”or“gas-filled”(Explanatory Note3).1.3Cored,annular conductor constructions not included in this specification shall be specifically agreed upon between the manufacturer and the purchaser when placing the order.1.4These constructions are not recommended for use as electric furnace leads where greatflexibility is required and special conductor designs are indicated in consideration of the particular service requirements.1.5The SI values for density are regarded as the standard. For all other properties the inch-pound values are to be regarded as standard and the SI units may be approximate.2.Referenced Documents2.1The following documents in effect at the time of reference form a part of these methods to the extent referenced herein:2.2ASTM Standards:2B3Specification for Soft or Annealed Copper WireB8Specification for Concentric-Lay-Stranded Copper Conductors,Hard,Medium-Hard,or SoftB33Specification for Tinned Soft or Annealed Copper Wire for Electrical PurposesB172Specification for Rope-Lay-Stranded Copper Con-ductors Having Bunch-Stranded Members,for Electrical ConductorsB173Specification for Rope-Lay-Stranded Copper Con-ductors Having Concentric-Stranded Members,for Elec-trical ConductorsB174Specification for Bunch-Stranded Copper Conduc-tors for Electrical ConductorsB263Test Method for Determination of Cross-Sectional Area of Stranded ConductorsB354Terminology Relating to Uninsulated Metallic Elec-trical ConductorsB496Specification for Compact Round Concentric-Lay-Stranded Copper ConductorsB784Specification for Modified Concentric-Lay-Stranded Copper Conductors for Use in Insulated Electrical Cables B785Specification for Compact Round Modified Concentric-Lay-Stranded Copper Conductors For Use in Insulated Electrical Cables3B787/B787M Specification for19Wire Combination Unilay-Stranded Copper Conductors for Subsequent Insu-lationB835Specification for Compact Round Stranded Copper Conductors Using Single Input Wire ConstructionB902Specification for Compressed Round Stranded Cop-per Conductors,Hard,Medium-Hard,or Soft Using Single Input Wire Construction2.3American National Standard:ANSI C42.35Definitions of Electrical Terms42.4NIST:NBS Handbook100—Copper Wire Tables53.Ordering Information3.1Orders for material under this specification shall include the following information:1This specification is under the jurisdiction of ASTM Committee B01on Electrical Conductors and is the direct responsibility of Subcommittee B01.04on Conductors of Copper and Copper Alloys.Current edition approved April1,2004.Published April2004.Originally approved st previous edition approved in1995as B226–95.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Withdrawn.4Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036.5NBS Handbook100,available from National Technical Information Service (NTIS),U.S.Department of Commerce,5285Port Royal Rd.,Springfield,V A 22161.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.3.1.1Quantity of each size,3.1.2Conductor size:circular-mil area (Section 7and Table 1),3.1.3Whether coated or uncoated;if coated,designate type of coating (Section 11),3.1.4Specific kind and treatment of core material (Section 4),3.1.5Details of special-purpose lays,if required (see 6.1and 6.2and Explanatory Note 3),3.1.6Package size (Section 14),3.1.7Lagging,if required (see 14.2),3.1.8Special package marking,if required (Section 14),and 3.1.9Place of inspection (Section 13).4.Core4.1The core may be of any material or materials suitable for the purpose as agreed upon by the manufacturer and the purchaser when placing the order.4.2The size of the core and its surface firmness as a base for the overlaid wires shall be adequate to prevent the forcing or dropping of any wire out of its layer position (Explanatory Note 4).4.3If a specific kind of fibrous core is required by the purchaser (such as manila rope,sisal,and so forth)it shall be specified by him when placing the order (Explanatory Note 4).4.4The proper treatment of the fibrous core,if any treat-ment be required,shall be left to the discretion of the manufacturer unless other arrangements are made at the time of purchase.4.5If a metal supporting type of core is required,special arrangements will be necessary between the manufacturer and the purchaser.5.Joints5.1No splice shall be made in the conductor as a whole.Welds or brazes may be made in the finished individual wires.Not more than one of the wires in any given layer shall be spliced in any 1-ft length of that layer.5.2All joints shall be made in a workmanlike manner and shall be approximately the diameter of the unjointed wire.y6.1The length of lay of the respective layers of wires shall be at the option of the manufacturer unless otherwise agreed upon with the purchaser (Explanatory Note 3).6.2The direction of lay of the outer layer of wires shall be left hand,unless specified otherwise by the purchaser (Ex-planatory Note 3).6.3The direction of lay shall be reversed in successive layers (Explanatory Note 3).7.Construction7.1The nominal conductor size,number of layers of wires,number,diameter,lay-up of wires,approximate core diameter,and maximum conductor diameter shall conform to the require-ments prescribed in Table 1(Explanatory Note 4).8.Physical and Electrical Tests8.1Tests for the electrical properties of wires composing conductors made from soft or annealed copper wire,bare or coated,shall be made before stranding.8.2Tests for the physical properties of soft or annealed copper wire,bare or coated,may be made upon the wires before stranding or upon wires removed from the completedTABLE 1Construction of Cored,Annular,Concentric-Lay-Stranded Copper ConductorsNominal Area ofCopper Cross Section,cmils Approximate Diameter of Core,in.Diameter of Wires,in.Number of Strands in LayersCalculated Area of Copper,Cross Section,cmilsMaximumOutside Diameter,Ain.1st 2nd 3rd Total 5000000 2.8750.16205763691894960116 3.8974500000 2.5000.16205056621684408992 3.5174000000 2.2500.16204551571534015332 3.2623500000 2.0000.16204045521373595428 3.0073000000 1.6250.16203338451163044304 2.6272500000 1.5000.14403440461202488320 2.3942000000 1.3130.12843440461201978387 2.1141750000 1.1250.12803035421071753088 1.9231500000 1.0000.1255263238961512024 1.78312500000.7500.1255212633801260020 1.53310000000.5630.1255162128651023766 1.3469000000.5000.117216222866906565 1.2348000000.4680.111016212865800865 1.1647500000.3750.1172121824547417351.108AThe following plus tolerances are included in the calculation of maximum outside diameters:Nominal Area,cmils Plus Tolerance Included,mils5000000to 4500001504500000to 4000001454000000to 3500001403500000to 3000001353000000to 75000030stranded conductor,but need not be made upon both.Care shall be taken to avoid mechanical injury to wire removed from the conductor for the purpose of testing.8.3The physical properties of wire when tested before stranding shall conform to the applicable requirements of11.2.8.4The physical properties of wires removed from the completed stranded conductor shall be permitted to vary from the applicable requirements of11.2by the following amounts (Explanatory Note5):8.4.1Average of Results Obtained on All Wires Tested—The minimum elongation required shall be reduced in numerical value5(for example,from30to25%)from the numerical requirements for the wire before stranding.8.4.2Results Obtained on Individual Wires—The elonga-tion of individual wires shall be reduced in numerical value15 from the minimum requirements before stranding(that is,10in addition to the5allowed in8.4.1)but in no case shall the elongation of any individual wire be less than5%.8.5In the event that the requirements prescribed in8.4.2are met but those prescribed in8.4.1are not met,a retest shall be permitted wherein all wires of the conductor shall be tested for the purpose offinal determination of conformance to8.4. 8.6Elongation tests to determine compliance shall not bemade on the conductor as a unit.8.7If a tinning,lead coating,or lead alloy-coating test is required,it shall be made on wires prior to stranding.9.Density9.1For the purpose of calculating mass,cross-sections,and so forth,the density of copper shall be taken as0.32117 lb/in.3(8.89g/cm3)at20°C(Explanatory Note6).10.Mass10.1The mass per unit length and electrical resistance of a unit length of stranded conductor are a function of the length of lay.The approximate mass per unit length and electrical resistance may be determined using the standard increments shown in Table 2.When greater accuracy is desired,the increment based on the specific lay of the conductor may be calculated(Explanatory Note7).10.2The approximate mass per unit length of completed conductors are given in Table3for information only,and include mass per unit lengths of core calculated on the basis of 437lb/in.2·1000ft,using approximate core areas.11.Requirements for Wires11.1The purchaser shall designate the type of wire coating (see11.2),if any,to be used on the copper wire.11.2Before stranding,the copper wire used shall meet all of the requirements of the following specifications that are applicable to its type:Specifications B3and B33.12.Variation in Area12.1The area of the copper cross-section of the completed conductor shall be not less than98%of the calculated area given in Table1.The area of cross section of a conductor shall be considered to be the sum of the cross-sectional areas of its component wires at any section when measured perpendicu-larly to their individual axes.Alternatively,the cross-section of a conductor may be calculated by the weight method as specified in Test Method B263.In case of dispute,Test Method B263shall be the referee.13.Inspection13.1All tests and inspection shall be made at the place of manufacture,unless otherwise especially agreed upon between the manufacturer and the purchaser at the time of purchase.The manufacturer shall afford the inspector representing the pur-chaser all reasonable facilities,to satisfy him that the material is being furnished in accordance with this specification. 14.Packaging and Package Marking14.1Package sizes for conductors shall be agreed upon between the manufacturer and the purchaser in the placing of individual orders.14.2The conductors shall be protected against damage in ordinary handling and shipping.If heavy wood lagging is required,it shall be specified by the purchaser at the time of placing the order.14.3The net mass,length(or lengths,if more than one length is included in the package),size,kind of conductor, purchase order number,reel number,and any other markings required by the purchase order shall be marked on a tag attached to the end of the conductor inside the package.The same information,together with the manufacturer’s serial number(if any)and all shipping marks required by the purchaser,shall appear on the outside of each package.TABLE2Standard Increments Due to StrandingNominal Area of Copper CrossSection,cmilsIncrement(Increase)in Mass per Unit Length of Copper Cross Section,%5000000to40000015 4000000to30000014 3000000to7500003TABLE3Approximate Areas and Linear Densities of Cored, Annular,Concentric Lay-Stranded Copper Conductors Nominal Size,cmilsCalculatedArea of CopperCross Section,in.2Calculated Mass per Unit Length,lb/1000ftCopper Core A Total 5000000 3.89615760292618690 4500000 3.46314010221316220 4000000 3.15412640179214430 3500000 2.82311320141612740 3000000 2.391949293510430 2500000 1.95477587978555 2000000 1.55461686106778 1750000 1.377546644859145068 1500000 1.18847143544127 12500000.989639281993304 10000000.80413192112792905 9000000.712028267825758000000.629024975023627500000.58262312A Impregnated manila rope core assumed(see4.3).For dry core20percent should be deducted from these tabular values of weights of cores,with corre-sponding changes in total weights(Explanatory Note4).15.Keywords15.1annular;concentric-lay-stranded;concentric-laystranded copper conductor;copper electrical conductor;cored;electrical conductor;electrical conductor–copper;strandedcopper conductorEXPLANATORY NOTESN OTE1—In this specification cored,annular,concentric-lay-stranded conductor constructions only are specifically designated.Requirements for non-cored constructions will be found in the following specifications: Specifications B8,B172,B173,B174,B496,B784,B785,B787/ B787M,B835,and B902.N OTE2—For definitions of terms relating to conductors,reference should be made to ANSI C42.35and Terminology B354.N OTE3—If service applications for conductors of this type are unusual as toflexibility requirements,variation in the construction may be desirable.Details concerning such should be arranged between the manufacturer and the purchaser at the time of placing the order.N OTE4—Fiber cores are available in commercial sizes.It has been found impracticable to prescribefiber cores made to special diameters.It is permissible for the manufacturer to use afiber core which is slightly oversize or to build up a slightly undersized core with servings of suitable material to bring it up to the diameter required for compliance with4.2. N OTE5—Wires unlaid from conductors manifestly will have different physical properties from those of the wires when prepared for cabling,on account of the deformation brought about by laying and again straighten-ing for test.N OTE6—The value of density of copper is in accordance with the International Annealed Copper Standard.The corresponding value at0°C is8.90g/cm3(0.32150lb/in.3).As pointed out in the discussion of this subject in NBS Handbook100,there is no appreciable difference in values of density of hard-drawn and annealed copper wire.In calculations involving density it must be borne in mind that the apparent density of coated wire is not constant but a variable function of wire diameter.The smaller the diameter,the greater the percentage of coating present and hence the greater departure from the density of copper.N OTE7—The increment of linear density or electrical resistance of a completed concentric-lay-stranded conductor(k)in percent isk5100~m21!where m is the stranding factor,and is the ratio of the mass or electrical resistance of a unit length of stranded conductor to that of a solid conductor of the same cross-sectional area or of a stranded conductor with infinite length of lay,that is,all wires parallel to the conductor axis.The stranding factor m for the completed stranded conductor is the numerical average of the lay factors for each of the individual wires in the conductor, including the straight core wire,if any(for which the stranding factor is unity).The stranding factor(mind)for any given wire in a concentric-lay-stranded conductor ism ind5=11~9.8696/n2!where:n=length of lay/diameter of helical path of the wire.The derivation of the above is given in NBS Handbook100.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().。
ASTM_B标准号中英文对照.
B93/B93M-03
砂型铸件、永久型模铸件和压模铸件用镁合金锭
Standard Specification for Magnesium Alloys in Ingot Form for Sand Castings, Permanent Mold Castings, and Die Castings
B88-03
无缝铜水管
Standard Specification for Seamless Copper Water Tube
B88M-03
无缝铜水管(米制)
Standard Specification for Seamless Copper Water Tube [Metric]
B90/B90M-98
B62-02
混合青铜或少量金属铸件标准规范
Standard Specification for Composition Bronze or Ounce Metal Castings
B63-90(2001)
金属导体电阻与接触材料的电阻率的测试方法
Standard Test Method for Resistivity of Metallically Conducting Resistance and Contact Materials
B77-81(2001)
电阻合金的热电功率的测试方法
Standard Test Method for Thermoelectric Power of Electrical-Resistance Alloys
B78-90(2001)
ASTM B228-04同心绞捻的包铜钢导线

Designation:B228–04Standard Specification forConcentric-Lay-Stranded Copper-Clad Steel Conductors1This standard is issued under thefixed designation B228;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This specification covers bare concentric-lay-stranded conductors made from bare round copper-clad steel wires for general use for electrical purposes.1.2For the purpose of this specification,conductors are classified as follows:Grade40HS,Grade30HS,and Grade30 EHS.1.3The values stated in inch-pound units are to be regarded as the standard.The values given in parentheses are in SI units.2.Referenced Documents2.1The following documents of the issue in effect on the date of material purchase form a part of this specification to the extent referenced herein:2.2ASTM Standards:2B227Specification for Hard-Drawn Copper-Clad Steel WireB354Terminology Relating to Uninsulated Metallic Elec-trical Conductors2.3ANSI Standards:C42Definitions of Electrical Terms32.4National Institute of Standards and Technology: NBS Handbook100—Copper Wire Tables43.Ordering Information3.1Orders for material under this specification shall include the following information:3.1.1Quantity of each size and grade;3.1.2Conductor size:approximate diameter in fractions of an inch,or number and AWG size of individual wires(Section 7and Table1);3.1.3Grade(see1.2and Table1);3.1.4Direction of lay of outer layer,if other than left-hand (see6.3);3.1.5When physical tests shall be made(see8.2);3.1.6Package size(see13.1);3.1.7Special package marking,if required(Section12);3.1.8Lagging,if required(see13.2);and3.1.9Place of inspection(Section14).3.2In addition,Supplementary Requirements shall apply only when specified by the purchaser in the inquiry,contract,or purchase order for direct procurement by agencies of the U.S. Government(S1,S2,and S3).4.Material for Wires4.1The purchaser shall specify the grade of wire to be used in the conductor.4.2Before stranding,the copper-clad steel wire shall meet all the requirements of Specification B227.4.3All wires in the conductor shall be of the same grade and quality.5.Joints5.1Joints or splices may be made in thefinished individual copper-clad steel wires composing concentric-lay-stranded conductors,using more than three wires provided that such joints or splices have a protection equivalent to that of the wire itself and that they do not decrease the strength of thefinished stranded conductor below the minimum breaking strength shown in Table1.Such joints or splices shall be not closer than 50ft(15m)to any other joint in the same layer in the conductor(Note1).N OTE1—Joints or splices in individual copper-clad steel wires in their finished size are made by electrical butt welding.Two types of joints are used and are described as follows:(a)Weld-Annealed Joints—After butt welding,the wire is annealed for a distance of approximately5in.(127mm)on each side of the weld.The weld is then protected from corrosion with a snugfitting seamless copper sleeve which extends at least3⁄8in.(9.5mm)on each side of the weld and which is thoroughly sealed to the wire with solder.The wall thickness of1This specification is under the jurisdiction of ASTM Committee B01onElectrical Conductors and is the direct responsibility of Subcommittee B01.06onComposite Conductors.Current edition approved April1,2004.Published April2004.Originallyapproved st previous edition approved in2002as B228–02.2For referenced ASTM standards,visit the ASTM website,,orcontact ASTM Customer Service at service@.For Annual Book of ASTMStandards volume information,refer to the standard’s Document Summary page onthe ASTM website.3Available from American National Standards Institute(ANSI),25W.43rd St.,4th Floor,New York,NY10036.4Available from National Institute of Standards and Technology(NIST),100Bureau Dr.,Stop3460,Gaithersburg,MD20899-3460.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.the sleeve is at least 10%of the radius of the wire.This joint has a tensile strength of approximately 60000psi (415MPa).This is less than the strength of the individual wires,but an allowance is made for this in the rated strength of the conductor as a whole.The completed conductor when containing such joints is required to have the full rated strength.This type of joint is but slightly larger than the wire itself and is applicable for 7,12,and 19-wire stranded conductors.(b)Compression-Weld Joints —Compression-weld joints differ from weld-annealed joints in that the wire is not annealed after the butt-welding operation but is reinforced with a hard-drawn,seamless,silicon-tin bronze sleeve which is applied by means of a hydraulic compressor over the weld.This sleeve is covered with solder so as to completely seal the ends.These sleeves have a wall thickness of 25to 50%of the radius of the wire,depending on the wire size.Their use is usually limited to 3-wire conductors where the relatively large diameter is not objectionable.This joint develops the full strength of the wire.y6.1For 3-wire conductors the preferred lay is 161⁄2times the outside diameter,but the lay shall not be less than 14times nor more than 20times this diameter.6.2For 7-and 19-wire conductors the preferred lay is 131⁄2times the diameter of that layer,but the lay shall not be less than 10nor more than 16times this diameter.6.3The direction of lay of the outer layer shall be left-hand unless the direction of lay is specified otherwise by the purchaser.6.4The direction of lay shall be reversed in consecutive layers.6.5All wires in the conductor shall lie naturally in their true positions in the completed conductor.They shall tend to remain in position when the conductor is cut at any point and shall permit restranding by hand after being forcibly unraveled at the end of the conductor.7.Construction7.1The numbers and diameters of the wires in the concentric-lay-stranded conductors shall conform to the re-quirements prescribed in Table 1(Note 2).N OTE 2—For definitions of terms relating to conductors,reference should be made to (1)ANSI C42.35-latest revision and (2)Terminology B 354.8.Physical and Electrical Tests8.1Tests for physical and electrical properties of wires composing concentric-lay-stranded conductors made from copper-clad steel wire shall be made before stranding.TABLE 1Construction Requirements and Breaking Strength of Concentric-Lay-Stranded Copper-Clad Steel ConductorsN OTE 1—Metric Equivalents—For diameter,1in.=25.40mm (round to four significant figures);for breaking strength,1lb =0.45359kg (round to four significant figures).Size DesignationConductor Diameter,in.ARated Breaking Strength,min,lb BInch C AWG D Grade 40HS Grade 30HS Grade 30EHS7⁄819No.50.91050240555706691013⁄1619No.60.81041600458305553023⁄3219No.70.72134390377404585021⁄3219No.80.6422838031040376909⁄1619No.90.5722339025500306105⁄87No.40.6132231024780294309⁄167No.50.5461851020470246501⁄27No.60.4861533016890204607⁄167No.70.4331267013910168903⁄87No.80.38510460114401389011⁄327No.90.34386169393112805⁄167No.100.306712177589196...3No.50.3928373926211860...3No.60.349693476399754...3No.70.311573262917922...3No.80.277473051746282...3No.90.247389842505129...3No.100.220322135094160...3No.120.1741715......A Diameter of circumscribing circle.BBreaking loads of 7-wire and 19-wire conductors are taken as 90%of the sum of the breaking loads of the individual wires;breaking load of 3-wire conductors is taken as 95%of the sum of the breaking loads of the individual wires.CThe designation “Inch”is the approximate diameter in proper fraction of an inch.DThe designation of “AWG”is a combination of the number of wires each of the American Wire Gage size indicated by “No.”TABLE 2Density of Copper-Clad SteelUnitsGrade 40Density at 20°C Grade 30Density at 20°C Grams per cubic centimetre 8.248.15Pounds per cubic inch0.29750.2944Pounds per circular mil-foot0.00000280390.00000277508.2At the option of the purchaser,tension and elongation tests before stranding may be waived and the complete conductors may be tested as a unit.The breaking strength of the conductors so tested shall be not less than that required in Table 1.8.3Where breaking strength tests are required on the finished conductor,they shall be made on representative samples not less than4ft(1.22m)in length.For lots of10000 lb(4540kg)or less,two samples shall be taken from separate reels or coils in the lot except that but one sample shall be required where the total amount of conductor is5000ft(1525 m)or less.For quantities over10000lb,one sample for each 10000lb,or fraction thereof,shall be taken,but the minimum number of samples shall be three.8.4Specimens of the completed conductor shall be tested ina tensile testing machine equipped with jaws suitable for gripping of the conductor or equipped for holding properly socketed specimens.Any test in which the result is below the stated value and which is obviously caused by improper socketing of the specimen,or due to the break occurring in or at the gripping jaws of the machine,shall be disregarded and another sample from the same coil or reel shall be tested. 9.Density9.1For the purpose of calculating mass per unit length (Note3),cross sections,and so forth,the density of the copper-clad steel wire shall be taken as shown in Table2(Note 4).N OTE3—The term mass per unit length is used in this specification as being more technically correct replaces the term“weights.”N OTE4—The value of density of copper-clad steel is an average value which has been found to be in accordance with usual values encountered in practice.Equivalent expressions of density at20°C are given in Table 2.10.Mass and Resistance10.1The mass and electrical resistance of a unit length of stranded conductor are a function of the length of lay.The approximate mass and electrical resistance may be determined using the standard increments shown in Table3.When greater accuracy is desired,the increment based on the specific lay of the conductor may be calculated(Note5).N OTE5—The increment of mass or electrical resistance of a completed concentric-lay-stranded conductor(k)in percent isk5100~m21!where m is the stranding factor,and is also the ratio of the mass or electrical resistance of a unit length of stranded conductor to that of a solid conductor of the same cross-sectional area or of a stranded conductor with infinite length of stranding,that is,all wires parallel to the conductor axis. The stranding factor m for the completed stranded conductor is the numerical average of the stranding factors for each of the individual wires in the conductor,including the straight core wire,if any(for which the stranding factor is unity).The stranding factor(m ind)for any given wire in a concentric-lay-stranded conductor ism ind5=11~9.8696/n!where n=length of lay/diameter of helical path of the wire.The derivation of the above is given in NBS Handbook100.11.Variation in Area11.1The area of cross section of the completed conductor shall be not less than98%of the area specified.The area of cross section of a conductor shall be considered to be the sum of the cross-sectional areas of its component wires at any section when measured perpendicularly to their individual axes (Note6).N OTE6—For the convenience of the users of this specification,Table4 has been prepared giving areas,resistances per1000ft,and mass per1000 ft,and per mile,of the various constructions referred to in Table1. 12.Inspection12.1Unless otherwise specified in the contract or purchase order,the manufacturer shall be responsible for the perfor-mance of all inspection and test requirements specified. 12.2All inspections and tests shall be made at the place of manufacture unless otherwise especially agreed to between the manufacturer and the purchaser at the time of the purchase.12.3The manufacturer shall afford the inspector represent-ing the purchaser all reasonable manufacturer’s facilities nec-essary to ensure that the material is being furnished in accordance with this specification.13.Packaging and Package Marking13.1Package sizes for conductors shall be agreed upon by the manufacturer and the purchaser in the placing of individual orders.13.2The conductors shall be protected against damage in ordinary handling and shipping.If heavy wood lagging is required,it shall be specified by the purchaser at the time of the purchase.13.3The net mass,length(or lengths,and number of lengths,if more than one length is included in the package), size,grade of conductor,purchase order number,and any other marks required by the purchase order shall be marked on a tag attached to the end of the conductor inside of the package.The same information together with the manufacturer’s serial number(if any)and all shipping marks required by the purchaser shall appear on the outside of each package.14.Keywords14.1clad steel electrical conductor;concentric-lay-stranded copper-clad steel electrical conductor;copper electrical conductor—copper-clad steel;copper electrical conductor—stranded;copper-clad steel electrical conductor;electrical conductorTABLE3Standard Increments Due to StrandingType of Conductor Increment(Increase)of Resistanceand Mass,%3Wire0.8 7Wire 1.0 19Wire1.4ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().TABLE 4Data Concerning Areas,Mass,and Resistances of Concentric-Lay-Stranded Copper-Clad Steel Conductors (For InformationOnly)N OTE 1—Metric Equivalents—For area,1in.2=645.16mm 2(round to four significant figures);for mass,1lb/1000ft =1.48816kg/km (round to four significant figures);for resistance,1ohm/1000ft =3.281ohms/km (round to four significant figures).N OTE 2—The modulus of elasticity of conductors manufactured in accordance with this specification may be taken as 23000000psi (160GPa);likewise the coefficient of linear expansion may be taken as 0.0000072/°F (0.0000129/°C).Size Designation Conductor Area 30%Density Mass 40%Density Mass Resistance,max,ohms/1000ft Inch A AWG B cmils in.2lb/1000ft lb/mile lb/1000ft lb/mile Grade 40Grade 307⁄819No.56289000.494017709344178894420.042640.0568513⁄1619No.64988000.391714037409141874870.053770.0716823⁄3219No.73955000.310711135877112559390.067800.0903921⁄3219No.83137000.2464882.74660892.047100.085500.11409⁄1619No.92488000.1954700.03696707.337350.10780.14375⁄87No.42922000.2295818.94324827.543690.091430.12199⁄167No.52317000.1820649.43429656.234650.11530.15371⁄27No.61838000.1443514.92719520.327470.14540.19387⁄167No.71457000.1145408.62157412.921800.18330.24443⁄87No.81156000.09077323.91710327.317280.23120.308111⁄327No.9916500.07198256.81356259.513700.29150.38865⁄167No.10726800.05708203.71075205.810870.36760.4900...3No.5993100.07800277.81467280.714820.26850.3579...3No.6787500.06185220.31163222.611750.33850.4513...3No.7624500.04905174.7922.3176.5932.00.42690.5691...3No.8495300.03890138.5731.4140.0739.10.53830.7176...3No.9392800.03085109.9580.1111.0586.20.67880.9049...3No.10311500.0244687.10459.988.02464.70.8559 1.141...3No.12195900.0153954.80289.455.38292.41.361...A The designation “Inch”is the approximate diameter in proper fraction of an inch.BThe designation “AWG”is a combination of the number of wires each of the American Wire Gage size indicated by“No.”。
包芯安全绳,内用钢丝绳,外用合成纤维的标准
包芯安全绳,内用钢丝绳,外用合成纤维的标准关于包芯安全绳、内用钢丝绳和外用合成纤维绳的标准,具体的标准和规范可能根据不同国家、地区或行业有所不同。
以下是一些可能适用的国际标准和常见规范:1.包芯安全绳:•国际标准:ISO 4309:2017 "Cranes — Wire ropes — Care and maintenance, inspection and discard"•美国标准:ANSI/ASME B30.9 "Slings"•欧洲标准:EN 13414-1 "Steel wire rope slings - Safety - Part 1: Slings for general lifting service"2.内用钢丝绳:•国际标准:ISO 2408:2017 "Steel wire ropes for general purpose — Characteristics"•美国标准:ASTM A1023/A1023M-19 "Standard Specification for Stranded Carbon Steel Wire Ropes forGeneral Purposes"•欧洲标准:EN 12385 "Steel wire ropes - Safety - Part 10: Stranded ropes for general lifting applications"3.外用合成纤维绳:•国际标准:ISO 10556:2015 "Ships and marine technology — Synthetic fibre ropes — Polypropylene splitfilm, monofilament and multifilament round ropes"•美国标准:ASME HST-1 "Fiber Rope Inspection and Retirement Criteria"•欧洲标准:EN ISO 10547 "Ships and marine technology - Synthetic fibre mooring lines for ships - High moduluspolyethylene (HMPE)"在选择和使用这些绳索的时候,还需要考虑特定的应用场景和要求,以确保其符合相关的安全、质量和可靠性标准。
ASTM B标准目录

ASTM B标准目录 astmb标准目录astm系列标准目录astm标准号b1-01b2-00b3-01b5-00b6-03b8-04b9-90(2021)b16/b16m-00b19-01b21/b21m-01e1b22-02b23-00b26/b26m-03b29-03b30-04b32-03b33-00b36/b36m-01b37-03b39-79(2021)b42-02e1b43-98(2021)b47-95a(2001)b48-00中文名称冷拉铜线中等硬度冷拉铜丝硬的或淬火的铜线电解紫铜提炼型材锌软的、中等软的或硬的同心钩搓的铜导线青铜制电车架空线制螺钉机用易切削黄铜条材、棒材和型材弹药筒用黄铜片、拎、板、厉害和圆盘(坯料)海军黄铜条材、棒材和型材桥梁和转乘台用青铜铸件白色金属轴承合金(商品名称为"巴氏合金")铝合金砂型铸件提炼铅铜基合金锭金属焊料电气用镀锡硬的或淬火的铜线徐铜板、薄板、带材及合金钢棒材钢铁生产用铝镍无缝铜管尺寸无缝白铜管尺寸电车架空线用铜线电导线用矩形和正方形软裸铜线-1-astm系列标准目录astm标准号b49-98e2b61-02b62-02b63-90(2001)b66-95(2021)b68-02b68m-99b69-01ab70-90(2001)b75-02b75m-99b76-90(2001)b77-81(2001)b78-90(2001)b80-01e1b84-90(2001)b85-03b86-03b88-03b88m-03b90/b90m-98b91-97(2021)b92/b92m-01b93/b93m-03中文名称电气用经淬火的铜条材蒸气或阀门青铜铸件的标准规范混合青铜或少量金属铸件标准规范金属导体电阻与碰触材料的电阻率的测试方法蒸汽机车易损零件用青铜铸件明亮淬火的无缝铜管明亮淬火的无缝铜管(米制)合金钢锌电加热用金属材料的电阻随其温度而变化的试验方法无缝铜管无缝铜管规范(米制)电加热用镍铬和镍铬铁合金的快速寿命的试验方法电阻合金的热电功率的测试方法电加热用铁铬铝合金的快速寿命的试验方法镁合金砂型铸件高精度电阻器用合金丝的温度-电阻常数的测试方法铝合金压模铸件锌合金压模铸件无缝铜水管无缝铜水管(米制)镁合金薄板和中厚板镁合金锻件规范回去熔用镁锭和镁厉害砂型铸件、永久型模铸件和压模铸件用镁合金锭-2-astm系列标准目录astm标准号b94-94(2000)b96/b96m-01b98/b98m-03b99/b99m-01b100-03ab101-02b102-00b103/b103m-98e2b105-00b106-96(2002)e1b107/b107m-00b108-03ab111-98(2021)b111m-98e2b114-90(2001)b115-00b116-95(2001)b117-03b121/b121m-01b122/b122m-01b124/b124m-00b127-98b129-02b130-02中文名称镁合金压铸件的技术规范通常及压力容器用铜硅合金板、薄板、带材及合金钢棒材铜硅合金细、粗棒材和型材技术规范通常用途的铜硅合金线桥梁和其它结构用焖铜合金轴承和收缩中厚板及薄板建筑结构用纸盒铅铜薄板和带材铅和锡合金压模铸件磷青铜板、薄板、带材和合金钢棒材电导线用热切削铜合金线恒温金属挠性的试验方法镁合金侵蚀制棒材、条材、型材、管材和线材铝合金永久型模铸件铜和铜合金无缝冷凝器管及和套圈坯料铜和铜合金无缝冷凝器管及和套圈坯料(米制)分流器与高精度电阻器用薄板材料的温度-电阻常数的测试方法电解阴极铜工业运输用9号深槽铜及8号铜制电车架空线盐雾试验设备的采用标准惯例含铅黄铜中厚板、薄板、带材和合金钢棒材铜镍锡合金、铜镍锌合金(镍银)和铜镍合金板、薄板、带材及合金钢棒材铜和铜合金焖条材、棒材和型材镍铜合金板、薄板和带材弹筒黄铜弹壳火帽壳商用弹头壳青铜带材-3-astm系列标准目录astm标准号b131-02b134/b134m-01b135-02b135m-00e1b136-84(2021)b137-95(2000)b138/b138m-01b139/b139m-01b140/b140m-01b148-97(2021)b150/b150m-03b151/b151m-00b152/b152m-00b153-91(2021)e1b154-01b159/b159m-01b160-99b161-03b162-99b163-04b164-03b165-93(2021)e1b166-04b167-01中文名称铜合金弹头火帽壳黄铜丝无缝黄铜管无缝黄铜管(米制)铝表面阳极镀层的着色阻力的测定方法单位面积阳极铝镀层重量的测定方法锰青铜条材、棒材和型材磷青铜条材、棒材和型材铜锌铅厉害(铅白黄铜或软青铜).棒材和变成型材铝青铜砂型铸件铝青铜条材、棒材和型材铜镍锌合金(镍银)及铜镍条和棒材铜薄板、带材、中厚板及合金钢棒材技术规范铜和铜合金管及的收缩试验法(针试验)铜和铜合金的硝酸亚汞试验法磷青铜丝技术规范镍条和镍厉害技术规范无缝镍管及镍板、薄板及带材冷凝器及热交换器用无缝镍和镍合金管及镍铜合金条材、棒材和线材无缝镍铜合金管规范镍铬铁合金及镍铬钴钼合金条材、棒材及线材无缝镍铬铁合金管-4-astm系列标准目录astm标准号b168-01b169/b169m-01b170-99(2021)b171/b171m-04e1b172-01ab173-01ab174-02b176-04b177-01b179-03b183-79(2021)e1b187/b187m-03b188-02b193-02b194-01e1b196/b196m-03b197/b197m-01b199-99b200-85(2021)b201-80(2000)b209-04b209m-04中文名称镍铬铁合金及镍铬钴钼合金板、薄板和带材铝青铜中厚板、薄板、带材和轧制棒材无氧电解铜精炼型材压力容器、冷凝器及热交换器用铜合金中厚板和薄板电导线用成束绞绳铜导线导线用同芯多股绞绳铜导线电导线用成束绞捻的铜导线压铸件铜合金压模铸件工程用钢表面镀铬砂型铸件、永久型模铸件和压模铸件用铝合金锭及其熔化成形方式电镀用低碳钢的制备铜汇流棒、条和型材汇流无缝铜管导电材料电阻率的测试方法铜铍合金中厚板、薄板、带材和轧制棒材铜铍合金条及棒铜铍合金线镁合金永久型铸件钢及铁合金表面铅和铅锡合金的电解沉积镀层锌和镉的表面铬酸盐覆层试验砂型、永久型、离心型和连续铸造铸件用的铜基合金拉伸试验样件制备标准惯例铝及铝合金薄板和中厚板的技术规范铝及铝合金薄板和中厚板的技术规范(米制)b206/b206m-97(2002)铜镍锌合金线(镍银)和铜镍合金线-5-astm系列标准目录astm标准号b210-02b210m-02b211-03b211m-03b212-99b213-03b214-99b215-96b216-97(2021)b221-02b221m-02b223-03b224-04b226-04b228-04b229-04b231/b231m-04b232/b232m-01e1b233-97(2021)e1b234-02b234m-02b236-00中文名称切削无缝铝和铝合金管切削无缝铝和铝合金管(米制)铝及铝合金棒材、条材和线材铝及铝合金棒材、条材和线材(米制)低流动性金属粉末表观密度的测试方法金属粉末流速的测试方法粒状金属粉末的筛分试验方法金属粉末的最后批量样本方法细工制品及合金用韧性火法精炼铜-提炼型材铝及铝合金侵蚀制条、棒、线、管及和型材铝和铝合金侵蚀制棒材、条材、线材、型材和管材(米制)恒温器用无机金属的弹性模量测试法(悬臂梁法)铜的分类方法无心的圆形同心钩搓铜导线冷拉纸盒铜钢丝同心钩搓的包铜钢导线同心钩搓的铜与包铜钢丝无机导线同心钩搓铝1350导线涂覆钢芯强化的同心钩搓铝导线(acsr)电气用1350铝切削坯料冷凝器及热交换器用切削铝和铝合金无缝管冷凝器及热交换器用切削铝和铝合金无缝管(米制)电气用铝棒(汇流条)b230/b230m-99(2021)电气用1350-h19型铝线-6-astm系列标准目录astm标准号b236m-00b237-01b240-03b241/b241m-02b242-99b243-04ab244-97(2002)b246-00b247m-02ab248-01e1b248m-01e1b249/b249m-02b250/b250m-01b251-02e1b251m-97(2021)b252-92(2021)b253-87(1999)e1b254-92(2021)e1b258-02b263-04b265-03b267-90(2001)b271-96(2021)中文名称电气用铝棒(汇流条)(米制)提炼锑标准规范压模铸成用锌及锌铝合金锭铝及铝合金无缝管和侵蚀制无缝管电镀用高碳钢的制取粉末冶金的术语用涡流仪器测量铝阳极镀层及其它非磁性基底金属绝缘体电镀层厚度的方法电工用中硬拉和软扎镀锡铜线材的标准规范铝和铝合金甩模锻件、手工锻件和合金钢环路锻件铝及铝合金甩模锻件、手工锻件和合金钢环形锻件(米制)切削铜及铜合金板、薄板、中及合金钢棒材切削铜及铜合金板、薄板、中及合金钢棒材(米制)铜和铜合金棒材、型材及锻件切削铜合金丝焖无缝铜及铜合金管及焖无缝铜及铜合金管(米制)电镀层和转变涂层用锌合金压模铸件的制取电镀用铝合金的制取不锈钢上各类金属电镀的标准惯例并作电导体的实心圆导线的美国线规的标准公称直径和横截面内积的技术规范多股绞合导线横截面内积的测试方法钛及钛合金板、薄板及带材绕线电阻器用电阻丝铜基合金Vergt铸件的技术规范-7-astm系列标准目录astm标准号b272-02b276-91(2000)b277-95(2001)b279-04b280-03b281-88(2001)b283-04b286-02b294-92(2001)b296-03b298-99e1b299-01b301/b301m-04b302-02b306-02b308/b308m-02b311-93(2002)e1b312-96(2002)b313/b313m-02e1b315-99b316/b316m-02b317-02b319-91(2021)中文名称存有精制边缘的(合金钢或切削的)施明德铜制品(扁丝或拎)某些切削和切削有色金属及合金统一牌号基本建设标准惯例硬质合金表观孔隙率的测试方法电碰触材料硬度的测试方法生产磁导线用方形和矩形软裸铜线及铝线硬度的测试方法空气调节及空调设备用无缝铜管电镀层和转变镀层用铜和铜基合金的制取铜及铜合金甩模锻件(热压)电气设备用铜连接线硬质合金硬度的测试方法铸成和切削镁合金的淬火标志镀银的硬的或淬火的铜线海绵钛易切削铜条及铜棒并无螺纹铜管铜排水管(dwv)6061-t6型铝合金结构型材孔隙度大于2%的粉末冶金材料密度的标准测试方法金属粉末生压坯强度的测试方法冲压铝和铝合金圆管无缝铜合金管铝及铝合金铆钉和冷镦头线材与棒材的技术规范电气用侵蚀铝和铝合金棒、条、管及结构型材(汇流导体)电镀用铅和铅合金的制取-8-astm系列标准目录astm标准号b320-60(2021)e1b322-99b324-01b327-01e2b328-96(2021)b329-98(2021)e1b330-02b331-95(2002)b333-03b335-03b338-03b339-00b341/b341m-02b343-92a(2021)e1b344-01b345/b345m-02b348-03b349/b349m-03b350/b350m-02b351/b351m-02b352/b352m-02b353-02b354-98b355-95(2021)中文名称电镀用铁铸件的制取电镀前的金属冲洗电气用矩形和方形铝线压铸模合金用母合金的技术规范热处理金属结构零件和油浸轴承密度与互连多孔性的试验方法用斯科特(scott)容积计测量耐热金属粉末及化合物表观密度的试验方法用费歇尔亚捣分粒器测量耐热金属粉末及化合物的平均值粒度的试验方法单轴放大中金属粉末的可压缩性试验方法镍钼合金板、薄板和带材镍钼合金条材技术规范冷凝器和热交换器用无缝及冲压钛与钛合金管锡锭钢筋强化铝导线(acsr/az)用包铝钢芯线镍电镀用镍的制取切削或合金钢的镍铬和镍铬铁合金电热元件规范铝和铝合金无缝管和气体和石油传输和分配管道系统的无缝侵蚀成型管及的标准规范钛及钛合金厉害和坯锭核设施用海绵锆和其它形状的纯金属锆核设施用锌和锌合金铸锭核设施用钢材和冷加工锆及锆合金棒、条和线材核设施用锆及锆合金板、薄板和带材核设备用焖的无缝与冲压锆及锆合金管不绝缘的金属电导体的有关术语硬的或淬火的镀镍铜丝-9-astm系列标准目录astm标准号b359/b359m-02b360-01b361-02b362-91(2021)b363-03ab364-96(2002)b365-98(2021)b366-04ab367-93(2021)b368-97(2021)e1b369-96(2021)b370-03b371/b371m-02b372-97(2021)b373-00b374-96(2021)b379-04b380-97(2002)b381-03b386-03b387-90(2001)b388-00b389-81(2021)b390-92(2000)中文名称具备整体散热器叶片的冷凝器及热交换器用无缝铜和铜合金管限流器用冷拉铜毛细管工厂加工的焖铝及铝合金冲压配件恒温双金属制螺旋线圈的机械改变率为的试验方法无缝和冲压氢铵钛及钛合金冲压配件钽及钽合金铸锭钽及钽合金条和线材工厂加工的焖镍和镍合金冲压配件钛和钛合金铸件快速铜水解的醋酸盐喷雾试验(cass试验)铜镍合金铸件建筑结构用铜薄板和带材铜锌硅合金条规范无缝铜及铜合金矩形波导管电容器用铝箔电镀的有关术语减磷铜提炼型材装饰电镀层的涂膏密室耐腐蚀试验方法钛及钛合金锻件钼和钼合金板、薄板、带材和箔钼及钼合金棒、条和线材恒温双金属薄板和带材恒温双金属螺旋形线圈的热偏移率为的测试方法钨硬质合金表观晶粒度及其原产的测评-10-astm系列标准目录astm标准号b391-03b392-03b393-03b394-03b395/b395m-02b398/b398m-02b399/b399m-99b400-04b401-99b403-02b404/b404m-02b406-96(2000)b407-01b408-01b409-01b411/b411m-01b413-97a(2021) b415-98(2002)b416-98(2002)b417-00b418-01b422-04b423-03astm系列标准目录 astm标准号b425-99b427-02b428-93(2021)b429-02b430-97(2001)b432-04b434-00b435-03b438/b438m-04b439-00e1b440-00b441-04b443-00e1b444-03b446-03b447-02b449-93(2021)b452-02b453/b453m-01b455-01b456-03b457-67(2021)b462-04b463-04中文名称镍铁铬钼铜合金条及棒齿轮青铜合金铸件规范矩形和正方形铜和铜合金管扭转角的测试方法挤压制铝合金结构管用比浊法测定耐火金属粉末粒度分布的试验方法包铜及包铜合金的钢板镍钼铬铁合金板、薄板和带材统一编制牌号为no6002、no6230、n12160和r30556的板材和带材及牌号为n06002、n06230和r30556的带材青铜烧结轴承(油浸的)铁基烧结轴承(油浸的)镉铜钴铍及铜镍铍条和棒镍铬钼钶合金板、薄板和带材镍铬钼钶合金管镍铬钼钶合金条和棒焊接铜管铝的铬酸盐处理电子设备用包铜钢导线铜锌铅合金(含铅黄铜)条材铜锌铅合金(含铅黄铜)挤压型材技术规范铜+镍+铬及镍+铬的电解沉积镀层铝表面阳极镀层阻抗的测量方法腐蚀高温作业用锻制或轧制的unsno8020、unsno8024、unsno8026和unsno8367型合金管法兰、锻制配件、阀门及零件unsno8020、unsno8024和unsno8026合金板、薄板及带材-12-astm系列标准目录 astm标准号b464-04b465-04b466/b466m-03b467-88(2021)b468-04b470-02b472-04b473-96(2002)e1 b474-03b475-96(2002)e1 b476-01b477-97(2002)b478-85(2021)b479-00b480-88(2001)b481-68(2021)e1 b482-85(2021)b483/b483m-03b487-85(2002)b488-01b489-85(2021)b490-92(2021)b491/b491m-00b493-01(2021)中文名称焊接的unsno8020、no8024和no8026合金管铜铁合金板、薄板、带材和轧制棒材无缝铜镍合金管焊接铜镍管焊接的unsno8020、no8024和no8026合金管电子设备布线用连接铜导线再锻用unsno8020、unsno8026、unsno8024、unsno8926和unsno8367镍合金坯段和棒材unsno8020、unsno8026及unsno8024镍合金棒和线电熔焊的unsno8020、unsno8026和unsno8024镍合金管unsno8020、unsno8026及unsno8024镍合金圆编织线锻制贵金属电接触材料金银镍电接触合金恒温双金属横向弯曲率的测试方法挠性栅栏用退火铝及铝合金箔电镀用镁和镁合金的制备电镀用钛和钛合金的制备电镀用钨和钨合金的制备普通拉制铝及铝合金管用横断面显微观察法测定金属及氧化物涂层厚度的方法工程用电解沉积镀金层金属表面电解沉积和自动催化沉积金属镀层延展性的弯曲试验用测微计弯曲试验法测定电解沉积物的延展性普通挤压铝和铝合金圆管锆及锆合金锻件-13-astm系列标准目录astm标准号b494/b494m-03b495-01b496-04b497-00b499-96(2002)b501-99b502-02b504-90(2002)b505/b505m-02b507-86(2021)b508-97(2021)b511-01b512-04b514-95(2002)e1b515-95(2002)b517-03b520-93(2002)e1b521-98(2021)b522-01b523/b523m-02b524/b524m-99中文名称原生锆锆及锆合金铸锭紧密的圆形同心绞捻铜导线闭合电弧接点上电压降的测量用磁性法测量磁性基底金属的非磁性镀层厚度的方法电气用镀银包铜钢丝包铝钢芯加强的铝导线用包铝钢芯线用库仑法测量金属镀层厚度的试验方法连续浇铸的铜基合金铸件机件在支架上电镀的设计柔性金属软管用的铜合金带材规范镍铁铬硅合金棒材和型材规范镍铬硅合金(unsn08330)坯锭和棒材规范焊接镍铁铬合金管规范统一编制牌号为unsn08120、no8800、no8810和n0811焊接合金管规范焊接镍铬铁合金(unsn06600,unsn06603,unsn06025,和unsn06045)管规范焊接的镍铬铁合金(unsn06600,unsn06603,unsn06025,andunsn06045)管规范电子方面用镀锡包铜钢丝的规范钽和钽合金无缝和焊接管规范金银铂电接触合金规范无缝和焊接的锆及锆合金管材技术规范铝合金芯增强的同心绞捻铝导线(acar,1380/6201)b498/b498m-98(2002)钢芯加强的铝导线用镀锌钢芯线(acsr)b500/b500m-98(2002)钢芯加强的铝导线用镀金属层的钢芯线(acsr)-14-astm系列标准目录astm标准号b527-93(2000)e1b528-99b530-02b532-85(2002)b533-85(2021)b534-01b535-04b536-02b537-70(2002)b540-97(2002)b541-01b542-04b543-96(2021)b545-97(2021)e1b546-04b547/b547m-02b548-03b549-00b550/b550m-02b551/b551m-04b552-98(2021)b555-86(2002)b556-90(2002)中文名称用塔普-帕克(tap-pak)容量计测定耐火金属及化合物粉末的塔普(tap)密度的试验方法烧结金属粉末样品的横向断裂强度的试验方法用磁性法测量磁性和非磁性基底上的电解沉积镀镍层厚度的方法电镀塑料表面外观测量塑料表面金属镀层抗撕裂强度的标准试验方法铜钴铍合金及铜镍铍合金板、薄板、带材和轧制棒材镍铁铬硅合金无缝管镍铁铬硅合金板、薄板及带材评定电镀板在大气暴露情况下耐腐蚀性能的标准惯例电气连接的接触电阻的测量方法(静态接触)电接触用钯合金电接触用金合金电接点及其应用的相关术语焊接的铜及铜合金热交换管电解沉积锡镀层电熔焊接镍铬钴钼合金(n06617),镍铁铬硅合金(n08330和n08332)镍铬铁合金(n06025)和镍铬铁硅合金(n06045)管的技术规范铝及铝合金成形并用电弧焊焊接的圆管技术规范压力容器用铝合金板的超声波检验包铝钢芯加强的同芯绞捻铝导线(acsr/aw)锆及锆合金棒材和丝材技术规范锆及锆合金带材、薄板材和厚板材技术规范水淡化厂用无缝和焊接铜/镍管用滴定试验法测量电解沉积金属镀层厚度用点滴试验法测量薄镀铬层厚度-15-astm系列标准目录astm标准号b557-02ab558-79(2021)b559-93(2002)e1b560-00b561-94(1999)e1b562-95(1999)b563-01b564-04b565-04b566-04b567-98(2021)b568-98(2021)b569-04b570-01b571-97(2021)b572-03b573-00b574-04b575-04b576-94(1999)b577-93(2021)b578-87(1999)b579-73(2021)中文名称锻造和铸造的铝及镁合金制品的拉伸试验锻造及铸造铝和镁合金产品的拉伸试验(米制)电镀用镍合金的制备电气用镀镍包铜钢丝新锡铅合金精炼铂精炼金电接触用钯银铜合金镍合金锻件铝和铝合金铆钉及冷镦头丝与棒材的剪切试验包铜铝丝用β射线反向散射法测量镀层厚度的试验方法用x射线光度法测量镀层厚度的试验方法热交换管用窄薄型unsno.c26000黄铜带材铜铍合金锻件和挤压件金属镀层粘附性的试验方法统一编制牌号为no6002、no6230、n12160和r30556棒材(盘条)电镀技术规范镍钼铬铁合金棒低碳镍钼铬及低碳镍铬钼及低碳镍铬钼钨合金棒材的技术规范低碳镍钼铬、低碳镍铬钼、低碳镍铬钼铜合金及低碳镍铬钼钽合金板材的技术规范电接触材料的电弧侵蚀试验铜的氢脆试验方法电镀层显微硬度的测量方法锡铅合金的电解沉积镀层(焊接板)-16-astm系列标准目录astm标准号b580-79(2000)b581-02b582-02b584-04b587-97(2021)b588-88(2001)b589-94(1999)e1b591-98ab592-01b593-96(2021)e1b594-02b595-95(2000)b596-89(1999)b598-98(2021)b599-92(2021)e1b600-91(2002)b601-02b602-88(1999)b603-90(2001)b604-91(2021)e1b605-95a(2021)b606-02b607-91(2021)b608-02中文名称铝阳极氧化镀层镍铬铁钼铜合金条镍铬铁钼铜合金板、薄板及带材普通用铜合金砂型铸件焊接黄铜管用双束干涉显微技术测量透明涂层或不透明涂层厚度的试验方法精炼钯铜锌锡板、薄板、带材及轧制棒材铜锌铝钴板、薄板、带材及轧制棒材铜合金弹簧材料的弯曲疲劳试验航空设备用铝合金锻制品的超声波检验铝粉末烧结结构部件标准规范金铜合金电接触材料抗拉试验中铜合金偏置屈服强度的测定稳定的镍铁铬钼钶合金板、薄板及带材钛及钛合金表面的去垢和清洗锻造及铸造的铜和铜合金回火标志金属及无机涂层的计数抽样试验方法电热元件用拉制或轧制铁铬铝合金塑料表面装饰用铜加镍铬镀层锡镍合金电解沉积镀层规范钢芯加强的铝和铝合金导线用高强度镀锌(电镀)钢芯线工程用自动催化镍硼铸件焊接铜合金管-17-astm系列标准目录astm标准号b610-00e1b611-85(2000)e1b612-00b613-76(2000)b614-95(2000)b615-79(2000)b616-96(2000)b617-98(2021)b618-03b619-04b620-03b621-02b624-99b625-04b626-04b628-98(2021)b629-77(2021)b630-88(2001)b631-93(2021)b632/b632m-02b633-98e1b634-88(2021)e1中文名称测量金属粉末样品因热处理产生尺寸变化的试验方法硬质合金的耐磨性的试验方法铁青铜热处理轴承(油浸的)滑动电触点用复合材料的微型电刷制取规范锆及锆合金表面的去垢与冲洗测量滑动电触点电碰触噪音提炼铑电气接点用银币合金铝合金熔模铸件技术规范冲压的镍和镍钴合金管镍铁铬钼合金板、薄板及带材镍铁铬钼合金条无缝镍和镍钴合金管电子设备用高强度低传导率铜合金线unsno8904、unsno8925、unsno8031、unsno8932和unsno8926板、薄板及带材冲压的镍和镍钴合金管电碰触用银铜共晶合金电镀用钼和钼合金的制取电镀用铬的制取银钨电碰触材料铝合金合金钢提振板钢铁表面的电沉积锌镀层工程用铑电解沉积镀层b609/b609m-99(2021电气用淬火及中温淬火的1350型铝圆线-18-astm系列标准目录astm标准号b635-00(2021)e1b636-84(2001)b637-03b639-02b640-00b643-00e1b644-95(2021)b646-04b647-84(2000)b648-78(2000)b649-02b650-95(2002)b651-83(2001)b652/b652m-04b653/b653m-02b654/b654m-04b655/b655m-04b657-92(2000)b658/b658m-02b659-90(2021)b660-02b661-03b662-94(2000)中文名称镉锡机械沉积镀层用螺旋膨胀仪测量电镀金属镀层内应力的方法高温设备用结晶淬火镍合金棒、锻件及切削坯料的制取高温用沉积硬化钴合金(unsr30155andunsr30816)条材、棒材、锻件和切削坯料空调及空调设备用冲压铜及铜合金管及铜铍合金无缝管铜合金添加剂铝合金的平面快速反应断裂韧性试验铝合金断裂韧性试验用佩氏硬度仪测量铝合金压痕硬度的试验方法用巴氏压痕仪测量铝合金压痕硬度的试验方法镍铁铬钼铜低碳合金和镍铁铬钼铜氮低碳合金棒材及线材铁基物上电沉积工程镀铬层用双束干预显微镜测量镍+铬或铜+镍+铬电镀表面锈蚀部位的试验方法铌铪合金铸锭无缝和冲压锆及锆合金冲压管配件技术规范铌-铪再分金箔、薄板、带材和中厚板铌铪合金棒材,棍材和线硬质钨金微观结构的金相测定方法无缝和冲压锆及锆合金管道技术规范金属和无机物镀层厚度的测量方法铝及镁制品的外包装/装箱镁合金的热处理银钼电碰触材料-19-。
ASTM美国材料实验协会AB类标准大全
ASTM A995/A995M-98(2003)承压部件用奥氏体-铁素体(双联)不锈钢铸件规格
ASTM A996/A996M-06A混凝土加固用轨道钢和轮轴钢异形棒材规格
ASTM A997-07??熔模铸件表面目测验收标准规程
ASTM B108-06??铝合金永久型模铸件规格
ASTM B111/B111M-04铜和铜合金无缝冷凝管和套圈坯料规格
ASTM B114-07??分流器与精密电阻器用薄板材料的温度-电阻常数的测试方法
ASTM B115-00(2004)电解铜规格
ASTM B116-95(2007)工业运输用9号深槽铜及8号铜制电车架空线
ASTM B136-84(2003)铝表面阳极镀层耐蚀性的测定方法
ASTM B137-95(2004)测量阳极镀铝层每单位重量的试验方法
ASTM B138/B138M-06锰青铜线材、棒材格
ASTM B140/B140M-07铜锌铅(红铜或硬青铜)线材、棒材和型材规格
ASTM A985/A985M-04A承压部件用钢围模料铸件通用要求规格
ASTM A986/A986M-01(2006)??连续晶粒流动曲轴锻件磁粉探伤规格
ASTM A987-05??测量锡轧制成品形状性能的试验方法
ASTM A988/A988M-05高温设备用热等静压不锈钢法兰、配件、阀门和部件规格
ASTM A946-95(2004)耐腐蚀和耐热用铬、铬-镍及硅合金钢板规格
ASTM A947M-95(2004)有纹理不锈钢薄钢板(米制)规格
ASTM A949/A949M-01(2005)喷涂成形无缝铁素体/奥氏体不锈钢管规格
ASTM将制定银、镍和锡包带状导线标准
是 美 国 唯 一 能 够 开展 L D 品 能 效 测 试 的 国 家 认 可 E产
实验 室 ( T o NR L
I t l Wi 的高 级 工 程 师 、A 10 成 员 T d v Se& r y e e 0. 5 e Mz指 出 , A T 16/ 04 i e S M A 04 A16M将 得 到 广 泛 应 用 。
针 对这 一 需 求 ,U 召 开 了照 明产 品 相 关 方 峰会 , L
农 作 物 保 护 行 业 以及 负 责 工 人 保 护 和 杀 虫 剂 产 品登 记 的政 府 机 构将 是 A T 26 的 潜在 用 户 。 S M F 69
摘 自: A T e S M nt
与会 者 包 括 10 名 来 自行 业 、政 府 、科 研 和 测试 机 0多 构 的 代 表 ,就 L D 术 普 及 、在 照 明设 计 和 制 造 中 E 技 的 应用 前 景 进 行 了讨 论 。U 借 助 该 次 峰会 的 收 获 以 L
项 标 准 。 ”
行所 有 类 型照 明产 品 、部 件和 附 件 的测 试 和认 证 。
摘 自 :ULn t e
材 料 、设 备
A T S M制 定 杀 虫剂 施药 人 员 用防 护 服标 准
研 制 杀 虫 剂 喷 洒 从 业 人 员 用 防 护 服 的 关键 要 素 之 一 是 能 够 正 确 计 算 保 护 水 平 。 炎热 天 气条 件 下 的
常概 括 性 的 描 述 。造 成 这 一 问 题 的 原 因之 一 是 缺 乏 有关 防 护 服认 证 的 国 际性 能 规 范标 准 。 ”
在 被广 泛 地用 于 越来 越 多 的 照 明 产 品 ,全 球 市 场 对 LD E 的需求 预计 f 2 1年将 超 过 5 亿 美元 。 由于 L D U0 2 0 E 技 术用 于 高 压 、高光 输 出 的 新 设 备 ,诸 如 过 热 、触 电 和着 火 等潜 在 的 安全 问 题急 待 解 决 。
astm a229标准(一)
astm a229标准(一)ASTM A229标准ASTM A229标准是一种规范针对一系列高强度且中等弹性模量的钢丝的材料性能进行测试和评估的标准。
本文将针对该标准进行详细的介绍。
标准简介ASTM A229标准规定了五种级别的钢丝,分别是Class A、Class B、Class C、Class D和Class DH。
每种级别都具有不同的力学特性。
材料ASTM A229标准涵盖了一系列钢丝材料,如A229 Grade I、II和III等。
这些钢丝适用于弹簧、机械零部件和其他需要高强度和中等弹性模量的应用。
检测方法ASTM A229标准涉及了一系列质量检测方法,包括拉伸、弯曲、冲击和疲劳实验。
这些实验旨在评估钢丝的力学性能,并确定其是否符合标准规定的要求。
拉伸拉伸实验是一种常见的材料力学测试方法,它通过施加拉力来测量材料的强度和延展性。
ASTM A229标准规定了拉伸测试的具体方法和应考察的参数,以确保测试结果的可靠性和准确性。
弯曲弯曲实验是将钢丝沿不同方向弯曲,然后测量它的反弯矩。
ASTM A229标准也规定了具体的弯曲测试方法和应考察的参数。
冲击冲击测试可以帮助评估材料的韧性和抗裂性能,ASTM A229标准规定了冲击测试的具体方法和应考察的参数,以确保测试结果的准确性。
疲劳疲劳实验是通过施加循环荷载来模拟材料在使用过程中受到的循环应力,以此来评估材料的耐久性。
ASTM A229标准规定了疲劳测试的具体方法和应考察的参数。
总结ASTM A229标准是一种重要的标准,它涵盖了一系列高强度且中等弹性模量的钢丝材料,并规定了一系列的质量检测方法,以确保钢丝材料具有足够的力学性能,适用于弹簧、机械零部件和其他需要高强度和中等弹性模量的应用。
应用和市场ASTM A229标准的钢丝材料适用于许多领域,如汽车、建筑、运输和航空。
它们的高强度和中等弹性模量使它们成为各种机械和结构部件的理想选择,特别是对于那些需要耐久性和稳定性的应用。
B227硬拉铜包钢线标准规范(中文翻译)
B227硬拉铜包钢线标准规范(中⽂翻译)B227-04 硬拉铜包钢线标准规范1、范围1.1此规范包含了电⽓⽤的裸硬拉圆铜包钢线(备注1)备注1:此规范订购的线材不适合再拉。
如果需要再拉,请咨询供应商。
1.2 明确了四种等级的线材,具体如下:等级40HS,等级40EHS,等级30HS,等级30EHS。
备注2:此规范包含的等级与以下商业描述⼀致:等级40HS,⾼强度,40%传导性等级40EHS,超⾼强度,40%传导性等级30HS,⾼强度,30%传导性等级30EHS,超⾼强度,30%传导性1.3 ⽤单位英⼨-磅表⽰的值被视为是标准,圆括号中给出的值是⽤SI单位。
2、参考⽂件2.1 以下在采购时即⽣效的⽂件作为此规范的⼀部分供参考:2.2ASTM标准B193电⼦导体材料的电阻测试⽅法B258⽤于电⼦导体的单⽀圆铜线AWG尺⼨的标称线径和截⾯积规范2.3 国际标准和技术研究所NBS ⼿册100——铜线表3、订单信息3.1 此规范下的材料订单应包含以下信息:3.1.1 每种尺⼨和等级的数量3.1.2 线材尺⼨:线径⽤英⼨表⽰(参考5.1 和表1)3.1.3 等级(参考1.2和表1)3.1.4 测量伸长率⽅法(参考7.3和7.4)3.1.5 包装尺⼨(参考14.1)3.1.6 特殊包装唛头,如果需要(第13部分)3.1.7 检测地点(第15部分)4、材料4.1 线材应由⼀根钢芯,同时⼀个均匀连续的铜紧紧包覆在钢上组成。
4.2 成品铜包钢线应符合此规范描述的要求。
5、尺⼨和可允许变差5.1 尺⼨⽤线径表⽰,单位为英⼨,同时保留4位⼩数备注3:表1中线径的值精确到0.0001英⼨,与规范B258中给出的标准尺⼨⼀致。
在明确或检测线径时,⽤四位⼩数表⽰。
星号前的线径不在美国线规中,也是⽤四位⼩数表⽰的。
他们与英国标准线规的伯明翰线径规⼀致,被⽤于通信线。
明确线材尺⼨的量具数量的使⽤未在此规范中说明,因为可能会引起争论。
煤矿用阻燃通信电缆检验细则

煤矿用阻燃通信电缆检验细则煤矿用阻燃通信电缆1范围本规范规定了煤矿用阻燃通信电缆(以下简称电缆)的分类与命名、技术要求与试验方法、检验规则、标志、包装、运输和贮存。
本规范适用于煤矿用铜芯聚乙烯绝缘聚氯乙护套固定和移动类通信电缆。
2引用文件下列文件中的有关条款通过引用而成为本规范的条款。
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本规范,但提倡使用本规范的各方探讨使用其最新版本的可能性。
凡不注日期或版次的引用文件,其最新版本适用于本规范。
GB228 金属拉伸试验方法GB239 金属线材扭转试验方法GB2423.4 电工电子产品基本环境试验规程试验Db:交变湿热试验方法GB2900.10 电工名词术语电线电缆GB/T2951.1 电缆绝缘和护套材料通用试验方法第1部分:通用试验方法第1节:厚度和外形尺寸测量一机械性能试验GB/T2951.2 电缆绝缘和护套材料通用试验方法第1部分:通用试验方法第2节:热老化试验方法GB/T2951.4 电缆绝缘和护套材料通用试验方法第1部分:通用试验方法第4节:低温试验GB/T2951.6 电缆绝缘和护套材料通用试验方法第3部分:聚氯乙烯混合料专用试验方法第1节:高温压力试验—抗开裂试验GB/T2952 电缆外护层GB/T2972 镀锌钢丝锌层硫酸铜试验方法GB/T2976 金属线材缠绕试验方法GB/T3048.4 电线电缆电性能试验方法导体直流电阻试验GB/T3048.6 电线电缆电性能试验方法绝缘电阻试验电压—电流法GB/T3048.8 电线电缆电性能试验方法交流电压试验GB/T3048.9 电线电缆电性能试验方法绝缘线芯工频火花试验GB 3082 铠装电缆用镀锌低碳钢丝GB 3953 电工圆铜线GB/T3956 电缆的导体GB 4909 裸电线试验方法GB 5441.2 通信电缆试验方法工作电容试验电桥法GB 5441.6 通信电缆试验方法串音衰减试验比较法GB 5441.7 通信电缆试验方法衰减常数试验开短路法GB 6995 电线电缆识别标志GB 8170 数值修约规则GB 8815 电线电缆用软聚氯乙烯塑料MT386 煤矿用阻燃电缆阻燃性的试验方法和判定规则MT818.14—1999煤矿用阻燃电缆第3单元:煤矿用阻燃通信电缆JB/T8137 电线电缆交货盘3定义3.1 批批是指一次定货的产品数量。
铜包钢绞线技术标准

铜包钢绞线技术条件一、1.1 概论铜包钢绞线绳索是电气化铁路接触网上一种新型的复合型线材。
1.2 铜包钢绞线绳索是本公司参照美标ASTM B227、ASTM B228与铁道三院、铁道四院电化处合作研制生产的,作为新产品,填补一项国内空白。
1.3 本公司生产的铜包钢绞线绳索技术条件、性能指标执行Q/BSH09-2005标准。
二、原材料及工艺2.1 铜包钢绞线母材采用优质高碳65#盘条,经酸洗、拉拔、淬火、磷化、电镀、绞制而成。
材质符合GB/T4354规定。
2.2整个生产过程都是内部完成,生产中严格执行ISO9001生产质量认证体系全程检测监控。
三、分类3.1 根据企标规定,绞线因原材料和工艺不同分为I型及II型。
I型TGJ为铜包钢绞线,II型TGTJ为铜包钢芯铜绞线。
本技术条件:I型按标称截面积介绍六种规格产品:502mm、702mm、802mm、952mm、1002mm、1202mm,具体标识为TGJ1×19-50 TGJ1×19-70 TGJ1×19-80 TGJ1×19-95 TGJ1×19-100TGJ1×19-120四、机构要求4.1 铜包钢绞线其结构一般为1×19,也可按用户要求生产。
4.2节径比应不小于10不大于16,一般为13-15.相邻两层中外层的节径比应小于内层的节径比。
4.3 相邻两绞向应相反。
如无特殊要求,最外层绞向应为右向。
五、外观质量要求5.1 绞线及单丝表面应光洁,不得有疤痕及裂缝、漏镀及划伤等缺陷。
5.2 绞线的通条直径和捻距应均匀,切断后应不松散。
5.3绞线内单丝应紧密绞合,不得有交错、断裂和弯折。
六、单丝检验及绞线技术指标6.1 单丝检测应在绞制前进行。
6.2 单丝直径测定精度为0.01mm千分尺。
6.3单丝弯折试验按GB/T4909.5进行弯折次/180 °≥6次。
6.4单丝缠绕试验按GB/T2976进行在相当于自身和芯棒上缠绕6圈不开裂,不起皮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:B 229–04Standard Specification forConcentric-Lay-Stranded Copper and Copper-Clad Steel Composite Conductors 1This standard is issued under the fixed designation B 229;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This specification covers concentric-lay-stranded con-ductors made from uncoated hard-drawn round copper wires in combination with hard-drawn round copper-clad steel wires for general use as overhead electrical conductors.1.2For the purpose of this specification,conductors are classified under the following type designations (see Fig.1):Type A Type G Type C Type J Type D Type K Type E Type N Type EK Type P Type FTypeV1.3The SI values for density are regarded as the standard.For all other properties the inch-pound values are to be regarded as standard and the SI units may be approximate.2.Referenced Documents 2.1ASTM Standards:2B 1Specification for Hard-Drawn Copper WireB 227Specification for Hard-Drawn Copper-Clad Steel WireB 354Terminology Relating to Uninsulated Metallic Elec-trical Conductors 2.2ANSI Standard:C 42Definitions of Electrical Terms 32.3National Institute of Standards and Technology:NBS Handbook 100—Copper Wire Tables 43.Ordering Information3.1Orders for material under this specification shall include the following information:3.1.1Quantity of each size and type;3.1.2Conductor size:hard-drawn copper equivalent in circular-mil area or AWG (Section 7and Table 1);3.1.3Type (see 1.2,Fig.1,and Table 1);3.1.4Direction of lay of outer layer,if other than left-hand (see 6.3);3.1.5When physical tests shall be made (see section 7.2);3.1.6Package size (see 14.1);1This specification is under the jurisdiction of ASTM Committee B01on Electrical Conductors and is the direct responsibility of Subcommittee B01.06on Composite Conductors.Current edition approved April 1,2004.Published April 2004.Originally approved in st previous edition approved in 2002as B 229–02.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from American National Standards Institute (ANSI),25W.43rd St.,4th Floor,New York,NY 10036.4Available from National Institute of Standards and Technology (NIST),100Bureau Dr.,Stop 3460,Gaithersburg,MD20899-3460.FIG.1Standard Types of Composite Conductors1Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.3.1.7Special package marking,if required(Section15);3.1.8Lagging,if required(see14.2);and3.1.9Place of inspection(Section13).TABLE1Construction Requirements and Breaking Strength of Concentric-Lay-Stranded Copper and Copper-Clad Steel CompositeConductorsN OTE1—Metric Equivalents—For conductor size,1cmil=0.0005067mm2(round to four significantfigures);for diameter1mil=0.02540mm (round to four significantfigures);for breaking strength,1lb=0.45359kg(round to four significantfigures).Conductor Size,Hard-Drawn CopperEquivalent AType Grade30EHS Copper-Clad Steel WiresHard-Drawn CopperWires Rated BreakingStrength,min,lbcmil AWG Number ofWiresDiameter ofWires,milsNumber ofWiresDiameter ofWires,mils350000...E7157.612157.632420 350000...EK4147.015147.023850 350000...V3175.19189.323480 300000...E7145.912145.927770 300000...EK4136.115136.120960300000...V3162.19175.220730 250000...E7133.212133.223920 250000...EK4124.215124.217840 250000...V3148.09160.017420 2116000000E7122.512122.5207302116000000G2194.45194.415640 2116000000EK4114.315114.315370 2116000000V3136.19147.215000 2116000000F1183.36183.312290 167800000E7109.112109.116800 167800000J3185.14185.116170 167800000G2173.15173.112860 167800000EK4101.815101.812370 167800000V3121.29131.112200 167800000F1163.26163.2998013310000K4178.03178.017600 13310000J3164.84164.813430 13310000G2154.25154.210510 13310000V3108.09116.79846 13310000F1145.46145.48094 1056000K4158.53158.514490 1056000J3146.74146.710970 1056000G2137.35137.38563 1056000F1129.46129.46536 836901N5154.62154.615410836901K4141.23141.211900 836901J3130.74130.79000 836901G2122.25122.26956 836901F1115.36115.35266 663602P6154.01154.016870 663602N5137.72137.712680 663602K4125.73125.79730 663602J3116.44116.47322 663602A1169.92169.95876 663602G2108.95108.95626 663602F1102.66102.64233 526203P6137.11137.113910 526203N5122.62122.610390 526203K4112.03112.07910 526203J3103.64103.65955 526203A1151.32151.34810 417404P6122.11122.111420 417404N5109.22109.28460 417404D2161.51161.57340 417404A1134.72134.73938330905P6108.71108.79311 330905D2143.81143.86035 330905A1120.02120.03193TABLE 1ContinuedConductor Size,Hard-Drawn CopperEquivalent ATypeGrade 30EHS Copper-Clad Steel WiresHard-Drawn CopperWires Rated Breaking Strength,min,lbcmil AWG Number of WiresDiameter of Wires,mils Number of WiresDiameter of Wires,mils 262406D 2128.11128.14942262406A 1106.82106.82585262406C 1104.6B 2104.62143208207D 2114.11114.14022208207A 1126.6289.52754165108D 2101.61101.63256165108A 1112.7279.72233165108C 180.8B 283.411001175091⁄2D280.8B180.81330A See Explanatory Note 7.BGrade 40HS (all of the other CCS wire is Grade 30EHS).4.Material for Wires4.1The purchaser shall designate the size and type of conductor to be furnished.The position of the hard-drawn copper wires and the copper-clad steel wires in the conductor cross section shall be as shown in Fig.1.4.2Before stranding,the wire used shall meet the require-ments of Specifications B 1and B 227that are applicable to its type.5.Joints5.1Copper —Welds and brazes may be made in copper rods or in copper wires prior to final drawing.Joints may not be made in the finished copper wires composing concentric-lay-stranded composite conductors containing a total of seven wires or less.In other conductors,welds and brazes may be made in the finished individual copper wires composing the conductor,but shall be not closer than 50ft (15m)to any other joint in the same layer in the conductor.5.2Copper-Clad Steel —Joints or splices may be made in the finished individual copper-clad steel wires composing concentric-lay-stranded conductors,provided that such joints or splices have a protection equivalent to that of the wire itself and that they do not decrease the strength of the finished stranded conductor below the minimum breaking strength shown in Table 1.Such joints or splices shall be not closer than 50ft (15m)to any other joint in the same layer in the conductor (Explanatory Note 1).y6.1For Types A,C,and D conductors,the preferred lay is approximately 16.5times the outside diameter of the com-pleted conductor,but shall be not less than 13nor more than 20times this diameter.6.2For all other types,the preferred lay of a layer of wires is 13.5times the outside diameter of that layer,but shall be not less than 10nor more than 16times this diameter.6.3The direction of lay of the outer layer shall be left-hand unless the direction of lay is specified otherwise by the purchaser.6.4The direction of lay shall be reversed in successive layers.6.5All wires in the conductor shall lie naturally in their true positions in the completed conductor.They shall tend to remain in position when the conductor is cut at any point and shall permit restranding by hand after being forcibly unraveled at the end of the conductor.7.Construction7.1The numbers and diameters of wires in the various types of concentric-lay-stranded composite conductors shall conform to the requirements prescribed in Table 1(Explanatory Note 2).8.Physical and Electrical Tests8.1Tests for the physical and electrical properties of wires composing concentric-lay-stranded composite conductors shall be made before but not after stranding.8.2At the option of the purchaser or his representative,tension and elongation tests on wires before stranding may be waived,and the completed conductor may be tested as a unit.The breaking strength of the conductors so tested shall be not less than the rated strength values shown in Table 2.The free length between grips of the test specimen shall be not less than 24in.(0.61m),and care shall be taken to ensure that the wires in the conductor are evenly gripped during the test (Explana-tory Note 3).9.Density9.1For the purpose of calculating weights,cross sections,and so forth,the density of the copper shall be taken as 8.89g/cm 3at 20°C (Explanatory Note 4and Table 2).9.2The density of both types of copper-clad-steel wire shall be taken as stated in Table 2.TABLE 2Density of Copper and Copper-Clad SteelUnitsDensity at 20°CCopper 30%Copper-Clad Steel40%Copper-Clad SteelGrams per cubic centimetre 8.898.158.24Pounds per cubic inch0.32120.29440.2975Pounds per circular mil-foot0.00000302700.00000277500.000002803910.Mass and Resistance10.1The mass and electrical resistance of a unit length of stranded conductor are a function of the length of lay.The approximate mass and electrical resistance may be determined using the standard increments shown in Table3.When greater accuracy is desired,the increment based on the specific lay of the conductor may be calculated(Explanatory Note6).Refer-ence information is shown in Appendix X1.11.Variation in Area11.1The area of cross section of the completed conductor shall be not less than98%of the nominal area.The area of cross section of a conductor shall be considered to be the sum of the cross-sectional areas of its component wires at any point when measured perpendicularly to their axes(Explanatory Note8).12.Finish12.1The conductor shall be free of all imperfections not consistent with the best commercial practice.13.Inspection13.1Unless otherwise specified in the contract or purchase order,the manufacturer shall be responsible for the perfor-mance of all inspection and test requirements specified.13.2All inspections and tests shall be made at the place of manufacture unless otherwise especially agreed to between the manufacturer and the purchaser at the time of the purchase.13.3The manufacturer shall afford the inspector represent-ing the purchaser all reasonable manufacturer’s facilities nec-essary to ensure that the material is being furnished in accordance with this specification.14.Packaging and Shipping14.1Package sizes for conductors shall be agreed upon by the manufacturer and the purchaser in the placing of individual orders(Explanatory Note9).14.2The conductors shall be protected against damage in ordinary handling and shipping.If heavy wood lagging is required,it shall be specified by the purchaser at the time of purchase.15.Marking15.1The net mass,length(or lengths,and number of lengths,if more than one length is included in the package), size,type of conductor,purchase order number,and any other marks required by the purchase order shall be marked on a tag attached to the end of the conductor inside of the package.The same information,together with the manufacturer’s serial number(if any)and all shipping marks required by the purchaser,shall appear on the outside of each package.16.Keywords16.1composite conductors;concentric-lay-stranded copper conductor;copper-clad steel conductor;copper electrical con-ductor;electrical conductor;electrical conductor—copper; stranded copper conductorEXPLANATORY NOTESN OTE1—Joints or splices in individual copper-clad steel wires in their finished size are made by electrical butt welding.Two types of joints are used and are described as follows:(a)Weld-Annealed Joints—After butt welding,the wire is annealed for a distance of approximately5in.(127mm)on each side of the weld.The weld then is protected from corrosion with a snug-fitting seamless copper sleeve that extends at least3⁄8in.(9.5mm)on each side of the weld and that is thoroughly sealed to the wire with solder.The wall thickness of the sleeve is at least10%of the radius of the wire.This joint has a tensile strength of approximately60000psi(415MPa). This is less than the strength of the individual wires,but an allowance is made for this in the rated strength of the conductor as a whole.The completed conductor when containing such joints is required to have the full rated strength.This type of joint is only slightly larger than the wire itself and is applicable for7-wire composite conductors(except Types F and G)and for12-and19-wire composite conductors.(b)Compression-Weld Joints—Compression-weld joints differ from weld-annealed joints in that the wire is not annealed after the butt-welding operation,but is reinforced with a hard-drawn,seamless,silicon-tin bronze sleeve which is applied by means of a hydraulic compressor over the weld.This sleeve is covered with solder so as to completely seal the ends.These sleeves have a wall thickness of25to50%of the radius of the wire,depending on wire size.Their use is usually limited to3-wire conductors where the relatively large diameter is not objectionable although they may be used also in Type F conductors.This joint develops the full strength of the wire.N OTE2—For definitions of terms relating to conductors,reference should be made to(1)ANSI C42.35-latest revision and(2)Terminology B354.N OTE3—To test stranded conductors for tensile strength successfully as a unit requires an adequate means of gripping the ends of the test specimen.Various means are available,such as a long tube or socket into which the conductor may be soldered,or in which,after insertion,the conductors may be swaged or pressed without serious distortion.Ordinary jaws or clamping devices usually are not suitable.The conductor testing facilities of many commercial laboratories are limited to a breaking strength of30000lb(13.6Mg)or less.Consequently,it may not be feasible to test the very large-sized conductors as a unit.Where such is imperative,special arrangements for the testing shall be agreed upon between the manufacturer and the purchaser.N OTE4—The value of density of copper is in accordance with the International Annealed Copper Standard.As pointed out in the discussion of this subject in NBS Handbook100of the National Institute of Standards and Technology,4there is no appreciable difference in values of density of hard-drawn and annealed copper wire.Equivalent expressions of density at20°C are given in Table3.N OTE5—The value of density of copper-clad steel is an average value that has been found to be in accordance with usual values encountered in practice.Equivalent expressions of density at20°C are given in Table3.TABLE3Standard Increments Due to StrandingType of ConductorIncrement(Increase)of Resistance and Weight,%A,C,and D0.8 F,G,J,K,N,and P 1.0 V 1.2 E and EK1.4N OTE 6—The increment of mass or electrical resistance of a completed concentric-lay-stranded conductor (k )in percent is calculated as follows:k 5100~m 21!where m is the lay factor,and is the ratio of the mass or electrical resistance of a unit length of stranded conductor to that of a solid conductor of the same cross-sectional area or of a stranded conductor with infinite length of lay,that is,all wires parallel to the conductor axis.The lay factor m for the completed stranded conductor is the numerical average of the lay factors for each of the individual wires in the conductor,including the straight core wire,if any (for which the lay factor is unity).The lay factor (m ind )for any given wire in a concentric-lay-stranded conductor is calculated as follows:m ind 5=11~9.8696/n 2!wheren =length of lay/diameter of helical path of the wireThe deviation of the above is given in NBS Handbook 100of NIST.N OTE 7—Hard-drawn copper equivalent is the area of a hard-drawn copper cable having the same dc resistance at 20°C as that of the composite cable.N OTE 8—For the convenience of the users of this specification,Appen-dix X1has been prepared giving the approximate diameters,areas,resistances per 1000ft,and mass per 1000ft and per mile,of the various constructions referred to in Table 1.N OTE 9—It is of some importance that hard-drawn conductors be placed on reels having drum diameters sufficiently large that the bending will not unduly modify the physical properties of the completed conduc-tor.N OTE 10—The term “mass per unit length”is used in this specification as being more technically correct,replacing the term “weight.”APPENDIX(Nonmandatory Information)X1.Diameters,Areas,Mass,and Resistances of Concentric-Lay-Stranded Composite ConductorsN OTE 1—Metric Equivalents —For conductor size,1cmil =0.0005067mm 2(round to four significant figures):for nominal diameter,1in.=25.40mm (round to four significant figures);for area,1in.2=645.16mm 2(round to four significant figures);for mass,1lb/1000ft =1.48816kg/km (round to four significant figures);for resistance 1ohm/1000ft =3.281ohm/km (round to four significant figures).Conductor Size,Hard-Drawn CopperEquivalent A TypeNominal Diameter of Conduc-tor,in.Actual Area of Conductor Mass Unit Length,lb DC Resistance ohms/1000ft at 20°C cmil AWG cmil in.2per 1000ft per mile 350000...E 0.7884719000.3706140474140.0314*******...EK 0.7354106000.3225123865370.0314*******...V 0.7544145000.3255124665810.0314*******...E 0.7294044000.3177120363540.03667300000...EK 0.6803519000.2764106156040.03667300000...V 0.6983551000.2789106856370.03667250000...E 0.6663371000.2648100352960.0440*******...EK 0.6212931000.2302883.946670.0440*******...V 0.6372961000.2326890.447010.044002116000000E 0.6132851000.2239848.344790.051992116000000G 0.5832645000.2078789.641690.051992116000000EK 0.5712482000.1950748.639520.051992116000000V 0.5862506000.1968753.539780.051992116000000F 0.5502352000.1847710.537520.05199167800000E 0.5452262000.1776672.935530.06556167800000J 0.5552398000.1884707.137330.06556167800000G 0.5192097000.1647626.033050.06556167800000EK 0.5091969000.1546593.831350.06556167800000V 0.5221988000.1561597.631550.06556167800000F 0.4901864000.1464563.229740.0655613310000K 0.5342218000.1742645.834100.0826513310000J 0.4941901000.1493560.529590.0826513310000G 0.4631664000.1307496.826230.0826513310000V 0.4651576000.1237473.825010.0826513310000F 0.4361480000.1162447.123610.0826********K 0.4751759000.1381512.027040.10431056000J 0.4401506000.1183444.123450.10431056000G 0.4121320000.1036393.820800.1043105600F0.3881172000.09206354.118700.1043Conductor Size,Hard-Drawn CopperEquivalent A TypeNominal Diameter of Conduc-tor,in.Actual Area of Conductor Mass Unit Length,lb DC Resistance ohms/1000ft at 20°C cmil AWG cmil in.2per 1000ft per mile 836901N 0.4641673000.1314481.125400.1315836901K 0.4231396000.1096406.421460.1315836901J 0.3921196000.09392352.518610.1315836901G 0.3671045000.08210312.016470.1315836901F 0.346930600.07309281.114840.1315663602P 0.4621660000.1304471.324880.1658663602N 0.4131327000.1042381.620150.1658663602K 0.3771106000.08687322.017000.1658663602J 0.349948400.07449279.614760.1658663602A 0.366866000.06801256.913560.1658663602G 0.327830100.06520247.613080.1658663602F 0.308736900.05787222.611750.1658526203P 0.4111316000.1033373.519720.2090526203N 0.3681052000.08264302.515970.2090526203K 0.336878100.06896255.713500.2090526203J 0.311751300.05901221.511700.2090526203A 0.326686800.05394203.710760.2090417404P 0.3661044000.08196296.315640.2636417404N 0.328834700.06556240.012670.2636417404D 0.348782500.06145225.911930.2636417404A 0.290544300.04275161.5852.60.2636330905P 0.326827100.06496234.812400.3291330905D 0.310620400.04872179.1945.80.3291330905A 0.258432000.03393128.2676.70.3291262406D 0.276492300.03866142.1750.50.4150262406A 0.230342200.02688101.5536.00.4150262406C B 0.225328200.0257897.89516.90.4150208207D 0.246390600.03067112.8595.40.5232208207A 0.223320400.0251793.71494.80.5232165108D 0.219309700.0243289.42472.10.6598165108A 0.199254000.0199574.29392.30.6598165108C B 0.179204300.0160461.02322.20.65981175091⁄2D B0.174195900.0153956.94300.60.9170A See Explanatory Note 7.BGrade 40HS (all other CCS wires are Grade 30EHS).Also noted below Table 1.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().。