3×300t转炉二次除尘系统扩容改造
转炉干式除尘系统改造施工方案

1.3.1由于高压循环泵组和锅炉给水泵组从27.1m平台移位到19.75m平台,因此必须对相应部分锅炉管线进行改动。为了减少停炉期间的工作量确保工期,所以必须根据图纸结合现场实际情况对管道进行预先配制,待到停炉期间进行新老管道接口及与泵体连接。该部分管道属于压力管道,因此必须向上海市质量技术监督局进行压力管道告知,施工过程中严格按照压力管道的施工规范执行,并定时通知上海市质量技术监督局来进行过程监检。由于该部分管道属于设备供货,所以必须要求制造厂家在保证质量的前提下尽量提早发货。
3.3、强化施工过程的沟通作用
由于施工工期相当紧张,因此要多与设计院、生产单位、设备制造厂家加强横向沟通,将一些不涉及、不影响生产的施工项目提前进行施工(如隔热棚的拆除,脚手架的搭设,管道预制作,钢结构加固等)和一些不利因数尽早发现,及时解决。
3.4、确保劳动力、机具、材料
为了确保在停炉要求时间内完成的改造任务,我们从三个方面来保证,一方面在劳动力安排,决定采用三班倒作业24小时不间断施工,保证充足的劳动力。二在施工工序方面,尽量做到合理优化,能平行施工的决不搭接施工。另外,为了提高工作效率,确保工期,在机械使用方面,在进行电除尘设备拆除和安装时,决定采用一台100吨履带吊和一台100吨汽车吊同时进行吊装作业。
(1)施工前的准备
需要准备好相近与板排尺寸的组装平台,该平台可用槽钢焊制,平台数量是二个。现场制作二个阳极板排起吊组合架。阳极排起吊架与板排同时起吊可防止板排变形。准备20米钢卷尺,力矩扳手数把。
规格型号及性能
数量
单重(t)
总重(t)
1
蒸发冷却器喷射设备
2套
2
电除尘器国外改造设备
2套
133
300t转炉干法除尘设备维护实践

法 ) 首 钢京 唐公 司 3 0t 炉 干法 除 尘 技 术 从 西 门 , 0 转
子一 奥钢联 ( I ME AI 引 进 , 0 9年 5月 正 SE NS V ) 20 式 投产 使用 。3 0 t 炉 干 法 除 尘 系 统 的 工 艺 流 程 0 转
如 图 1所示 , 要辅 助设 备如 下 。 主 () 1 蒸发 冷却 器 ( C系统 ) 通过 喷 射 雾化 的水 E :
H a e nW i
( tema ig De at n ,Jn tn rn a d Se lUno mp n mi d,Ca i l r na d Se lC mp — S e l kn p rme t iga g Io n te in Co a y Li t e pt o n te o a aI
随着 氧气 转 炉炼 钢 生产 的发 展及炼 钢 工艺 的 日 趋完 善 , 相应 的 除尘 技 术 也 在 不 断 发展 和完 善 。 目 前, 氧气 转炉 炼钢 的净 化 回收 主要 有两 种方 法 , 即煤
气湿 法 ( G 法 ) 化 回收 系 统 和 煤 气 干 法 ( T法 ) O 净 L 净化 回收 系统 。 因 L T法 除尘 净 化 效 率 高 , 过 电 通
tm s g a al e l c y yse . I s a le n g sc e nng r c v r yse f r3 0 tc nv re .To e i r du ly r p a edby dr s tm ti ppi d i a l a i e o e y s tm o 0 o e tr t r b e si h q pm e so h ss se ,m e s r s ae m a e ou o r d c h r a do he p o l m n t e e ui nt fti y t m a u e r d tt e u e t e b e k wn,p r p r a tofs a e
转炉二次除尘

钢梁、钢支架,对原有平台、屋架、钢柱 和室外管道支架进行加固、改造处理。 新增加部分支架。
结构形式
增加的转炉二次除尘及混铁炉除尘设施,
基础采用钢筋混凝土独立结构或桩基。 30m烟囱采用钢结构;管道支架采用钢 结构。 风机房采用框架结构,基础采用钢筋混 凝土独立结构或桩基。 仪表中控室采用砖混结构,基础为钢筋 混凝土独立柱基或桩基。
项目实施后达到的目标
大气污染物:转炉烟气以及混铁炉烟气经过干式
净化除尘系统后,含尘量<50mg/m3,达标排放。 经除尘处理,转炉和混铁炉操作台的含尘量 <10mg/m3,符合国家卫生标准。 固体污染物 :净化捕集后的烟尘,成分以铁氧 化物为主,其余为石灰粉及石墨碳片,加湿处理 后由汽车运输至烧结车间进行配料利用,没有废 物外排。
方案一图纸
推荐方案
根据施工难度、管道改造数量、对周围建
筑的影响及占地等各方面综合考虑,建议 采用方案一。 总用地面积4500m2, 总建筑面积650m2, 建构筑占地面积1400m2, 道路面积900m2, 建筑密度31.1%, 绿化面积900m2, 绿化率为20.0%。
低速四个档位。 转炉二次除尘风机速度控制信号由转炉氧枪 的提升、下降决定。 当转炉氧枪提起时,给转炉二次收尘风机一 个提速信号;当转炉氧枪降下时,给出转炉 收尘风机延时2min的降速信号。转炉炉后烟 罩阀门开、关由转炉倾动决定,当转炉向后 倾动达到出钢侧时阀门打开;当转炉由后倾 状态回到垂直位时,阀门关闭。
炉前烟尘捕集器
设置在炉前防烟室内,挡火门内侧上部,固
定于钢支柱上。 烟尘捕集器为矩形的烟气管道,在转炉进料 口位置下方开口捕集烟气,分左右两部分, 并设置活动挡烟帘。 炉前烟尘捕集器采用耐热材料制作,内部衬 耐火材料。 活动挡烟帘采用铁链及无缝钢管制作。
马钢300t转炉汽化冷却系统及OG除尘安装方案

5.8水泵安装
每台转炉配2台给水泵,2台低压循环泵,2台高压循环泵,均布置于标高平台上。低压循环泵装设在低压强迫循环系统中,由除氧器中下来的经除氧的脱盐水,经循环水泵加压后,送至氧枪和副枪汽化冷却套及加料口汽化冷却套等冷却件内吸热后,再返回除氧水箱。高压循环泵装设在高压强迫循环系统中,由汽包下来的脱盐水,经循环水泵加压后,送至挪动烟道内吸热后,再返回汽包。水泵在平台施工完毕后即可进展安装。
5.10.6安装技术要求
烟道本体
上下口标高:±5mm;上口中心:±5mm;下口中心:±5mm
氧副枪套
标高:±10mm;中心:±5mm
5.11裙罩安装
裙罩为管板式构造,重4.1t,直径5029mm,高1350mm,通过提升装置可自由升降,升降行程为900mm。裙罩安装在转炉安装后进展,将转炉倾动至承受钢水位置,用加料跨行车和手动葫芦的配合使裙罩就位于炉口,倾动转炉至吹氧位置,连接提升装置,提起裙罩。
设备进场开箱检验
设备进入现场后,按装箱单认真清点登记并有开箱检验记录,对于小的设备及零部件可暂放仓库,防止丧失。
对设备的关键几何尺寸进展复核,作好记录,同时检查设备在运输过程中的变形情况。
设备进场后应进展报验。
5.3段烟道安装
N0.1段烟道为管板式构造,包括支架重53.4t,直径Φ4393mm,长度21888mm,在标高45300mm平台处设置一组固定支架,在标高30030mm平台处设置一组滑动支架。4000t·m塔吊作为主要吊装工具,回转半径35m,吊装才能t,满足吊装要求。
施工前应使用经纬仪和水准仪对相关钢构造平台标高进展复测,并按照施工图纸将设备的纵横向中心线及标高投到各层平台上。
转炉二次除尘设备改造

转炉二次除尘设备改造朱 俊,童建明(武钢第一炼钢厂,湖北武汉430083)摘 要:针对炼钢转炉除尘系统在生产过程中暴露出来的设计缺陷,进行分析、论证,重点介绍如何进行改造优化,从而有效地降低粉尘排放浓度和岗位粉尘浓度,降低电耗,优化操作。
关键词:转炉;布袋除尘;除尘效率R evamp on secondary dust catching equipment of converterZHU J un,TON G Jian2min(No.1Steelmaking Plant of WISCO,Wuhan430083,China)Abstract:In view of t he design limitation of t he converter dust removal system exposed in t he production process in steelmaking t his paper analyzes,reiterates and int roduces how to revamp and optimize t he system to reduce t he density of dust emission and t he dust density around t he operating po st and cut down t he consumptio n of elect ricity and finally optimize t he operating p ractice.K ey w ords:converter;clot h2bag dust2catching;dust removal efficiency1 现 状转炉二次除尘系统由主电机提供动力源,经液力耦合器将机械动能传递给除尘风机,风机叶轮在高速旋转下形成一定的压差,通过转炉上烟罩来抽引转炉生产时产生的二次烟气,将二次烟气通过除尘器内部除尘布袋的过滤净化后,经风机叶轮的高速旋转从烟囱排放大气。
昆明钢铁公司第二炼钢厂于70年代初建成投产

1、引言昆明钢铁公司第二炼钢厂于70年代初建成投产,原设计为3座公称容量15t的转炉。
200 0年对转炉进行了扩容和氧枪改造。
该厂现主要工艺设备有:3座容量为20t的转炉,1座6 00t混铁炉和1座300t混铁炉,3个吹氩(氮)站。
连铸车间现有4台弧形方坯连铸机,其中2台连铸机外弧半径为5.25m,浇铸断面为120×120(mm),2台连铸机年生产能力达4 0万t;另2台连铸机外弧半径为7m,浇铸断面为150×150(mm),2台连铸机年生产能力达55~60万t。
2001年昆钢二炼钢全年共产钢90.6万t,连铸坯88.78万t。
转炉平均出钢量为22t/炉,装入量为24t/炉。
2002年二炼钢全年共产钢104.5万t。
昆钢2003年对转炉进行了再次扩容,扩容后转炉装入量达到30t/炉,年钢产量达到150万t。
为实现150万t综合产能,除了对转炉扩容外,还必须提高转炉作业率和缩短冶炼周期,增加供氧强度,提高最大脱炭速度。
转炉烟气净化及煤气回收系统随转炉扩容改造同步进行,转炉最大脱碳速度为0.57%c/mi n,在煤气回收期最大炉气量为20000m3/h(标准状态),按燃烧系数10%计算,烟气净化系统烟气量为23176m3/h(标准状态)。
3座转炉分别设置新的独立的烟气净化(装置)系统(又称转炉一次除尘系统),共用1套煤气回收(装置)系统。
采用og法湿式系统对烟气进行冷却净化并回收煤气。
每套系统采用d1100煤气风机(66000 m3/h,24658pa,2900r /min,效率95.5%)一台,配用的yb630s1-1电机装机功率为800kw(6000v,90.6a,2950r/ min,功率因数0.89)。
2、风机调速方案的确定转炉在冶炼时煤气风机高速运行,转速为2900r/min;在兑铁水和出钢过程中,为节约电能煤气风机低速运行,转速为800~1000r/min。
风机调速20多年来出现了多种方式,如液力耦合器、变频调速等,由于技术和经济两方面的原因多年来普遍采用液力耦合器。
转炉干法除尘工艺.
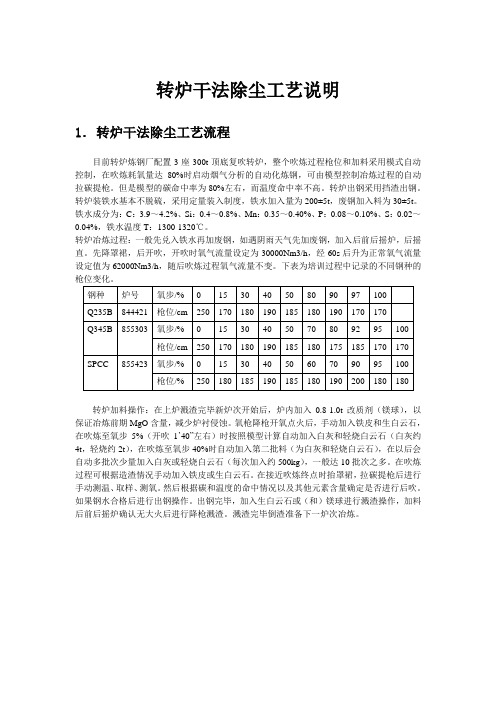
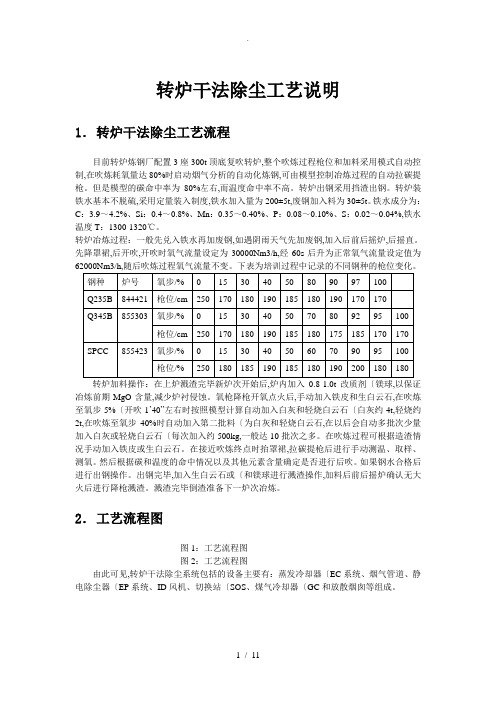
转炉干法除尘工艺说明1.转炉干法除尘工艺流程目前转炉炼钢厂配置3座300t顶底复吹转炉,整个吹炼过程枪位和加料采用模式自动控制,在吹炼耗氧量达80%时启动烟气分析的自动化炼钢,可由模型控制冶炼过程的自动拉碳提枪。
但是模型的碳命中率为80%左右,而温度命中率不高。
转炉出钢采用挡渣出钢。
转炉装铁水基本不脱硫,采用定量装入制度,铁水加入量为200±5t,废钢加入料为30±5t。
铁水成分为:C:3.9~4.2%、Si:0.4~0.8%、Mn:0.35~0.40%、P:0.08~0.10%、S:0.02~0.04%,铁水温度T:1300-1320℃。
转炉冶炼过程:一般先兑入铁水再加废钢,如遇阴雨天气先加废钢,加入后前后摇炉,后摇直。
先降罩裙,后开吹,开吹时氧气流量设定为30000Nm3/h,经60s后升为正常氧气流量设定值为62000Nm3/h,随后吹炼过程氧气流量不变。
下表为培训过程中记录的不同钢种的转炉加料操作:在上炉溅渣完毕新炉次开始后,炉内加入0.8-1.0t改质剂(镁球),以保证冶炼前期MgO含量,减少炉衬侵蚀。
氧枪降枪开氧点火后,手动加入铁皮和生白云石,在吹炼至氧步5%(开吹1’40”左右)时按照模型计算自动加入白灰和轻烧白云石(白灰约4t,轻烧约2t),在吹炼至氧步40%时自动加入第二批料(为白灰和轻烧白云石),在以后会自动多批次少量加入白灰或轻烧白云石(每次加入约500kg),一般达10批次之多。
在吹炼过程可根据造渣情况手动加入铁皮或生白云石。
在接近吹炼终点时抬罩裙,拉碳提枪后进行手动测温、取样、测氧。
然后根据碳和温度的命中情况以及其他元素含量确定是否进行后吹。
如果钢水合格后进行出钢操作。
出钢完毕,加入生白云石或(和)镁球进行溅渣操作,加料后前后摇炉确认无大火后进行降枪溅渣。
溅渣完毕倒渣准备下一炉次冶炼。
2.工艺流程图转炉未净化的高温转炉烟气汽化冷却烟道未净化的高温转炉烟气水冷烟道未净化的高温转炉烟气蒸发冷却器(EC)冷却后、粗净化的转炉烟气粗输灰粗灰烟道冷却后、粗净化的转炉烟气静电除尘器(EP)冷却后、净化的转炉煤气细灰细输灰ID风机冷却后、净化的转炉煤气切换站不合格的转炉煤气放散烟囱合格的净化的转炉煤气煤气冷却器(GC)合格的净化的转炉煤气煤气柜(8万m3)图1:工艺流程图图2:工艺流程图由此可见,转炉干法除尘系统包括的设备主要有:蒸发冷却器(EC系统)、烟气管道、静电除尘器(EP系统)、ID风机、切换站(SOS)、煤气冷却器(GC)和放散烟囱等组成。
首钢京唐公司300t转炉干法除尘静电除尘器
首钢京唐公司300t转炉干法除尘静电除尘器摘要:目前我国在炼钢静电处理方面采用的设计及设备存在着寿命的问题。
随着转炉干法除尘系统投入使用的年限增加,静电除尘器的设备将逐渐老化,所以对于其施工和维护要完善,本文就是针对此做出的静电除尘器的施工组织方案。
关键词:静电施工组织转炉干法首钢京唐公司炼钢作业部300t转炉干法除尘系统是由西门子奥钢联技术总承包的,关键设备都是进口的,其中静电除尘器由宣化环保设备有限公司进行转化设计并制造、安装。
2009年5月份系统投入使用以来,经过投产初期短暂的热试、调整,迅速达到设计要求,操作比较稳定,设备运行比较平稳,总体运行效果非常不错,处于国内领先水平。
虽然我们采用的设计及设备都是非常先进的,但只要是设备,都有它的使用寿命。
随着转炉干法除尘系统投入使用的年限增加,静电除尘器的设备将逐渐老化,主要表现为:极丝老化断裂;极板、极丝变形使同、异极间距误差较大;振打锤头及砧头打毛严重,振打杆部分断裂;阴极振打传动系统损坏;刮刀变形、轴承磨损;干油润滑管道老化;分布板变形、积灰严重等方面。
设备的老化会使电场性能降低,除尘效果变差,烟尘排放超标,不仅影响正常生产,还将影响回收煤气的质量和环保。
此时,为解决上述问题,只能通过大修,更换电除尘器的主要部件,如:极板、极丝、振打装置、刮刀、输灰链等来恢复设备功能,恢复运行效果。
1 项目概况1.1 项目简介转炉干法静电除尘器大修为转炉大(中)修项目的主要组成部分,项目范围包括自静电除尘器入口补偿器到出口补偿器间的工艺、结构、机械、电气、自动化及非标部分等。
设备施工中应遵循图纸资料的技术要求及国家相关技术标准,设备、电气、自控及结构部分施工结束后,最后进行防腐保温的恢复。
2 静电除尘器大修主要工程量(1)A、B电场壳体上部保温拆除及恢复。
(2)A、B电场上部分壳体拆除及恢复。
(3)A、B电场阳极板系统整体更换。
(4)A、B电场阴极线系统整体更换。
宝钢股份炼钢厂简介

通过努力,07年二炼钢产线的板坯年产量已经达到了655万吨。
部门概况
电炉单元(目前划归钢管事业部):
圆方坯产线于96年12月投产,主要装备有150t超高功率双炉体直流电 弧炉2座、LF钢包精炼炉、VD真空脱气炉及高拉速六流圆(方)坯兼容 弧形连铸机等,设计年生产钢水100万吨,钢坯96万吨。
1999年7月 1999年12月 2004年12月 2002年11月 2005年5月 2007年9月 2007年8月
主要设备投产介绍
单元 工程 三期
250t 技改
三期 电炉
技改
主体设备
铁水预处理 250t转炉×2 精炼RH-KTB、IR-UT 板坯连铸机×2 250t转炉×1
RH-MFB LF炉
板坯连铸机×1 ESM铁水包脱硫 150t超高功率直流电弧炉 精炼LF炉、VD炉 圆(方)坯连铸机 150t超高功率交流电弧炉 精炼LF炉、VOD炉 大方坯连铸机
炼铁
一炼钢、 一热轧
二炼钢、二热轧、 三热轧
冷轧
转炉
精炼
连铸
混铁车脱硫 1、2#线
ESM脱硫 1、2#坑
1#炉 2#炉
3#炉
1#2#RH, 1LF
4RH 2LF
KIP/CAS
浇铸
精整
组织机构
炼钢厂
对外技术支撑室
生产技术室
能环组 技术 安全组 调度
冶炼组
铸钢组 耐材组 综合组
设备管理室 两办
技术组 管理组
大方坯连铸产线2008年建成150t超高功率交流电弧炉、150t LF、150t VOD炉及320×425mm大方坯连铸机(一机四流),新建电炉设计年产 钢水量104.2万吨,大方坯100万吨。
除尘系统提升综合治理项目1#高炉矿槽除尘系统提升综合治理项目除尘器结构检测技术要求
除尘系统提升综合治理项目1#高炉矿槽除尘系统提升综合治理项目实体检测技术要求1. 概论1.1 工程概况1#2500m3高炉除尘器升级改造包括:矿焦槽除尘器1台、出铁场除尘器1台。
由于除尘器过滤风速过高,无法满足超低排放要求,需进行技改,设备使用年限为12年。
1.2 建设区域条件(1)地理位置本工程厂址位于xx重化工区内,xx镇西北部;东北侧紧靠龙山;西南毗邻安楚高速公路、320国道和云南磷肥工业公司磷肥厂(大黄磷厂)及该厂铁路专用线;西北面距水源地螳螂川约3km,西北距成昆铁路青龙寺火车站约7.5km(直线距离),北面距成昆铁路牧羊村火车站约 4.5km(直线距离),交通较为便利。
(2)气象厂区所在安宁市属中亚热带低纬度高海拔地区,平均海拔约1900m。
具有冬暖夏凉,四季如春,干湿分明,雨量集中,雨热同季,年温差小,日温差大,十里不同天等气候特征。
全年平均气温:14.7℃;极端最高气温:33.3℃;极端最低气温:-7.0℃;年平均降雨量:897.7mm;年最大降雨量:1122.9mm;日最大降雨量:153.3mm;年平均相对湿度:71.5%;全年主导风向为西风,次风向为西南风,静风频率37%。
年平均风速2.0m/s,最大风速8~13m/s。
(3)工程地质、水文地质及地形地貌地质构造稳定,无溶洞等特殊地质环境。
场地的断裂均为非全新活动性断裂,场地内未见大型滑坡、泥石流及地面沉降等影响场地稳定性的不良地质现象,场地稳定,适宜建厂。
按《建筑抗震设计规范》(GB50011-2001)及相关资料划分,安宁地区抗震设防烈度为Ⅷ度第二组,设计基本地震动加速度为0.2g。
场地内地下水主要分布有岩溶水、基岩裂隙水及孔隙水。
地下水主要由大气降水补给,水量随季节变化较大,地下水下渗向螳螂川支流排泄,最终汇入螳螂川。
地下水对混凝土和钢筋混凝土的钢筋无腐蚀性。
1.3现状及改造的必要性1.3.1现状(1)原矿焦槽除尘器设计能力100万m3/h风量,过滤风速0.91 m/min,排口浓度30毫克/立方米控制值,无法满足“排口浓度10毫克/立方米控制值”的要求。
钢渣技术汇总

目前国内钢渣解决工艺及钢渣解决新技术查找有关钢渣解决技术及先进技术的相关信息, 经整理完善如下:我国的钢渣解决工艺也经历了渣山冷弃法、热泼法、滚筒法、粒化法、风碎法等工艺的发展, 如今转碟法也在研究。
评价钢渣解决技术的规定是:投资解决成本, 生产安全, 操作简便, 环境保护, 粒化效果。
其中后两项, 环境保护和粒化效果正日益受到重视;污染环境, 作业条件差的解决方法是不容接受的。
钢渣解决的粒化效果做得好, 则为炉渣进一步综合运用, 减少炼钢成本发明了条件。
钢渣的解决工艺可以分为湿法解决和干法解决两大类。
湿法解决就是运用熔态钢渣的热量, 喷水直接将钢渣淬碎。
一般大中型钢厂都采用露天倒渣水淬、浅盘热泼水淬、渣箱热泼法等。
中小型钢厂(涉及电炉钢厂), 尚有用焖渣水淬法等的。
1.渣山冷弃法一般在偏辟地点设露天渣坑, 以保证安全。
钢渣由抱罐车(或火车)从炼钢现场运至坑旁, 倒渣于坑内, 打水淬渣, 钢渣淬裂成块后, 由推土机堆集, 装车送渣场磁选和筛分。
这种方法较原始, 设施少, 操作简便, 但需用宝贵的土地资源挖坑。
此外, 污水、蒸汽、粉尘直接排放, 对周边环境严重污染, 并且地坑极易积水, 安全没有保障。
优点是设备及投资少, 重要投资涉及运送各装载车辆、渣场土建等, 年产60万吨钢渣规模的钢厂渣场占地要100多亩。
缺陷: (1)渣场占地面积大;(2)解决后的钢渣块度大, 并且渣钢粘的渣比较多;(3)尾渣综合运用不大方便;(4)陈化时间长, 通常要陈化一个月以上。
武钢转二线、湘钢、新钢公司的一钢和三钢厂等单位目前仍使用该方法解决钢渣。
2.浅盘热泼水淬法浅盘法亦即ISC工艺( Instaneous Slag Ghill Pidcess), 为日本新日铁公司开发, 宝钢的浅盘工艺引自新日铁公司。
宝钢采用该工艺来解决流动性较好的A、B、C 渣。
300t氧气转炉采用一炉一个中间渣罐。
抱罐车将钢渣运至炉渣解决间, 再用120t吊车将熔渣快速泼于浅平渣盘中, 静置3—5min, 第一次喷水冷却, 喷水2min, 停3min, 如此反复4 次, 耗水量约为0.33m3/t, 钢渣表面温度下降至500℃左右。
转炉二次烟气除尘和混铁炉除尘设计方案
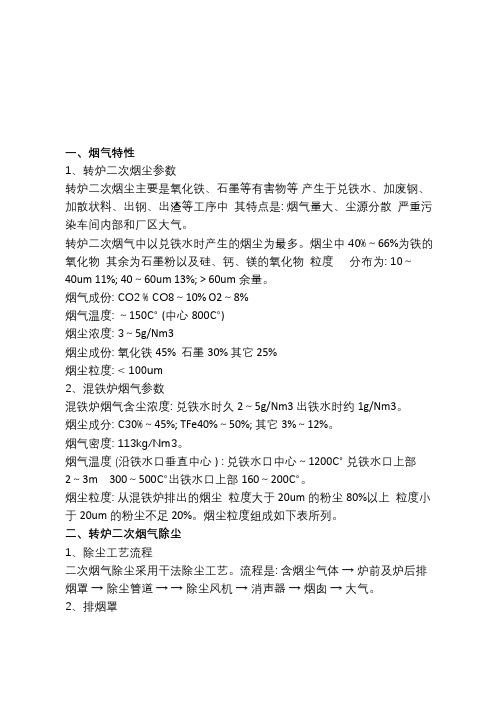
一、烟气特性1、转炉二次烟尘参数转炉二次烟尘主要是氧化铁、石墨等有害物等产生于兑铁水、加废钢、加散状料、出钢、出渣等工序中其特点是: 烟气量大、尘源分散严重污染车间内部和厂区大气。
转炉二次烟气中以兑铁水时产生的烟尘为最多。
烟尘中 40%~66%为铁的氧化物其余为石墨粉以及硅、钙、镁的氧化物粒度分布为: 10~40um 11%; 40~60um 13%; > 60um余量。
烟气成份: CO2 % CO8~10% O2~8%烟气温度: ~150℃ (中心800℃)烟尘浓度: 3~5g/Nm3烟尘成份: 氧化铁45% 石墨30% 其它25%烟尘粒度: < 100um2、混铁炉烟气参数混铁炉烟气含尘浓度: 兑铁水时久2~5g/Nm3 出铁水时约1g/Nm3。
烟尘成分: C30%~45%; TFe40%~50%; 其它3%~12%。
烟气密度: 113kg/Nm3。
烟气温度 (沿铁水口垂直中心) : 兑铁水口中心~1200℃兑铁水口上部2~3m300~500℃出铁水口上部160~200℃。
烟尘粒度: 从混铁炉排出的烟尘粒度大于20um的粉尘80%以上粒度小于20um的粉尘不足20%。
烟尘粒度组成如下表所列。
二、转炉二次烟气除尘1、除尘工艺流程二次烟气除尘采用干法除尘工艺。
流程是: 含烟尘气体→ 炉前及炉后排烟罩→ 除尘管道→ → 除尘风机→ 消声器→ 烟囱→ 大气。
2、排烟罩转炉二次烟气排烟罩分炉前排烟罩和炉后排烟罩。
炉前排烟罩设置在炉前防烟室内炉后排烟罩设置在炉后防烟室侧。
采用管道连接为一体。
炉前烟尘捕集器为方形管道设置在转炉上部防烟室内在转炉进料口位置下方开口捕集烟气分左右两部分。
捕集器在防烟室外部变为圆形管道。
炉前烟尘捕集器采用耐热材料制作内部衬耐火材料。
炉后烟尘捕集器采用碳素钢制作设置在转炉防烟室外部出钢、出渣时操作门开启后才进行工作。
3、转炉二次除尘系统风量转炉二次除尘的排烟量国内尚无成熟的计算方法。
日钢300t转炉干法除尘条件下工艺优化
日钢300t转炉干法除尘条件下工艺优化作者:任涛陆显然杨兆成来源:《山东工业技术》2016年第22期摘要:日钢3×300t转炉采用最新的干法除尘工艺,泄爆问题一直是影响转炉稳定冶炼和环境问题重要阻碍,其对转炉炼钢工艺做了严格要求,特别是针对吹炼过程中由于设备原因及工艺原因导致的吹炼中断而面临的二次下枪冶炼工艺提出了严格的要求,通过对转炉的吹炼模式优化,从而实现整个干法除尘系统下的转炉生产稳定运行。
关键词:干法除尘;泄爆;混气期;二次下枪;爬坡曲线DOI:10.16640/ki.37-1222/t.2016.22.0090 前言日照钢铁控股集团有限公司西区新建3座300t转炉,规划年产钢约814.4万t,主要设备包括2座1300t混铁炉、3套300t机械搅拌脱硫站、3座顶底复吹转炉、3座在线吹氩站、3套300tLF炉、2套300tRH炉及其配套的公辅设施;其中转炉一次除尘系统采用奥钢联干法除尘系统,由西门子SVAI公司承担基本的设计和供货,中冶建研承担整个系统的详细设计转换,自2015年1月投产以来通过不断的调整和改进工艺参数,整个转炉系统和干法除尘系统运行平稳,控制静电除尘器泄爆达到国内先进水平。
1 工艺简介干法系统主要由转炉汽化冷却烟道、除尘回收和转炉煤气储配站组成。
转炉烟气经汽化冷却烟道后,烟气温度就由1500 ℃左右降至800-1100 ℃,烟气随后进入干法除尘系统。
转炉烟气干法除尘系统由蒸发冷却器和电除尘器组成,烟气温度在蒸发冷却器中进一步降至180℃-200 ℃,同时通过增湿调质处理,使烟尘的比电阻降低并收集大颗粒粉尘。
经过初步除尘的烟气再进入电除尘器进行进一步的精除尘,使其含尘量降至15 mg/m3以下。
2 电除尘器泄爆的原因分析电除尘器是采用高压负电使烟气中的烟尘粒子带点吸附来达到除尘的目的的,其内部是一个高压电场,电晕放电产生火花的现象是不可避免的。
所以,如果烟气中的CO 和O2含量达到了CO 燃烧的含量,就会发生爆燃现象,导致烟气体积迅速膨胀,发生泄爆。
300t钢包热修除尘装置
A DeviceofHotRepairDedustingof300tLadle
LiuYong
(No.4SteelRollingPlant,Ma’anshanIron& SteelCo.,Ltd.,Ma’anshan243000)
— 118—
B
C
D
图 3 钢包热修除尘全覆盖装置
Copyright©博看网. All Rights Reserved.
刘勇:300t钢包热修除尘装置
2022年 10月第 5期
① 作者简介:刘勇,男,1975年生,工程师,主要从事炼钢液压润滑技术管理、润滑油品管理和炼钢介质管理,邮箱:610668592@ qq.com
— 117—
Copyright©博看网. All Rights Reserved.
总第 277期 冶 金 设 备
2022年 10月第 5期
[1]成 大 先.机 械 设 计 手 册 [M].北 京:化 学 工 业 出 版 社,2016.
[2]马鞍山钢铁股份有限公司.一种实现钢包热修除尘全 覆盖的装置:CN202120529618.2[P].2021-11-05.
(收稿日期:2022-01-11)
罩 222的排尘口连接。
檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱檱
内,并与齿轮 2173连接,侧板 2171另一端的板壁 大大降低对环境的影响。
钢铁厂能源公辅系统现状及优化思路
钢铁厂能源公辅系统现状及优化思路一、概述随着能源供应紧张、价格上涨,在国家环境容量制约和环境标准不断提高的新形势下,“十二五”期间钢铁行业将进一步加快发展方式转变,需要重点考虑全面提升钢铁工业发展的质量效益。
其中,加强节能减排,是转变钢铁工业发展方式、提高产业发展质量和效益、实现可持续发展的重大举措之一,也是走低消耗、低排放、高效益、高产出的新型工业化道路的必然要求。
1、一期投产工序及主要能源介质需求2、二期建设工序及主要能源介质需求二、蒸汽系统1、一期蒸汽汽源取自炼钢及轧钢,回收的蒸汽除用于生产外,主要用于采暖(生产区用蒸汽采暖,办公及生活区换热采暖),过剩蒸汽全部放散。
2、根据初设资料,二期建设和一期建设没有多大区别,只增加了烧结机余热蒸汽回收,用于烧结主抽风机汽拖驱动汽源,这样投产后将会有大量的蒸汽放散。
3、工作思路(1)采暖余热化:如一期烧结机的余热回收,白灰窑热导油余热的回收,烟气的回收利用等。
(2)工艺、生活用蒸汽最小化:如生产区域的蒸汽取暖改为换热取暖等。
(3)蒸汽利用高效化:如饱和蒸汽发电项目,蒸汽制冷等。
(4)梯级利用。
即,结合目前国内外成熟的先进技术,在蒸汽优化措施的选择上,主要采取余热水替代蒸汽的工艺技术,实现生产和生活利用余热水资源替代蒸汽采暖工艺,减少蒸汽用户;通过工艺余热回收和工艺余热高效利用等措施,实现余热资源合理回收利用。
(采用EMC模式回收余热蒸汽发电,国内有很多这样的公司,如杭州西子集团有限公司。
不用公司投资即可进行建设,实现利润由合作双方分成。
)三、水系统1、公司的生产水主要来自4×3000m3原水泵站的地表水及厂区内的9眼深井水,因地表水的水质很差,除高炉冲渣水补水用地表水外,循环水补水、软化制水用水均采用深井水。
2、生产及生活所产生的污水都没做处理,直接排出。
3、工作思路(1)深入细致的调研一期生产、生活用水现状,搜集原水及深井水的水质报告单,搜集二期初设用水情况,积极和设计院对接,落实目前水的现状能否保证二期生产、生活、消防用水的需求。
提高炼钢转炉二次烟气捕集效率的技术研究与应用姚永强

提高炼钢转炉二次烟气捕集效率的技术研究与应用姚永强发布时间:2022-09-29T01:42:38.409Z 来源:《新潮·建筑与设计》2022年4期作者:姚永强[导读] 炼钢转炉二次烟气主要是指转炉在加废钢、兑铁水、出钢过程中产生的烟气。
由于炼钢工艺的差异,国外转炉二次除尘系统的方式不尽相同。
在不考虑煤气回收的情况下,一次烟气除尘罩不仅负责冶炼产生的烟尘,同时也兼顾加料和出钢时产生的烟气,这种捕集方式往往效果很不理想,粉尘容易外逸。
在单独设置二次烟气捕集的系统中,其除尘风量严重依赖经验关系式,这种设计方法与实际结果存在较大偏差,不能很好的解决烟气逃逸的问题。
部分钢厂则通过追加投资,设置屋顶三次除尘系统来弥补二次烟气外溢的缺陷。
基于此,本篇文章对提高炼钢转炉二次烟气捕集效率的技术研究与应用进行研究,以供参考。
身份证号码:37282719801206xxxx摘要:炼钢转炉二次烟气主要是指转炉在加废钢、兑铁水、出钢过程中产生的烟气。
由于炼钢工艺的差异,国外转炉二次除尘系统的方式不尽相同。
在不考虑煤气回收的情况下,一次烟气除尘罩不仅负责冶炼产生的烟尘,同时也兼顾加料和出钢时产生的烟气,这种捕集方式往往效果很不理想,粉尘容易外逸。
在单独设置二次烟气捕集的系统中,其除尘风量严重依赖经验关系式,这种设计方法与实际结果存在较大偏差,不能很好的解决烟气逃逸的问题。
部分钢厂则通过追加投资,设置屋顶三次除尘系统来弥补二次烟气外溢的缺陷。
基于此,本篇文章对提高炼钢转炉二次烟气捕集效率的技术研究与应用进行研究,以供参考。
关键词:炼钢转炉;二次烟气;捕集效率;技术研究引言转炉炼钢技术经历了三个发展阶段:静态控制、动态控制和转炉全自动控制。
传统经验控制炼钢已经被现代化自动控制、智能控制技术所取代。
减少了过程中人为因素的冶炼过程的误判,提高了转炉炼钢的精度。
其中炉气分析技术在节约成本、缩短冶炼周期、碳的预测等方面与目前其它转炉终点控制技术相比具备独特的优势。
300t转炉结构概述
Gener al on constr uction of 300 t conver ter Qi Kai
Abstr act: The article contains main equipment composition and construction feature of 300 t converter. Key wor ds: link joint; emergency drive; slide bearing cage
转炉是将高炉铁水通过顶吹氧气和底吹惰性 气体, 冶炼成满足化学成分和性能的钢水, 是实 现炼钢工艺操作的主体设备, 广泛应用于炼钢行 业。
1 主要技术参数
公称容量 转速 最大倾动力矩
300 t 0.15 ̄1.5 r/min
6 500 kN·M
2 设备结构
300 t 转 炉 本 体 主 要 由 炉 体 、 托 圈 、 倾 动 装 置、炉壳吊挂系统、传动侧轴承、非传动侧轴 承、挡渣板、倾动装置润滑系统等组成。 2.1 炉体
炉体由水冷炉口和炉壳组成。采用埋管式水 冷炉口结构是把通冷却水的蛇形钢管埋铸于球墨 铸铁的炉口中, 安全性和寿命较高。为便于更换 和维修, 水冷炉口和炉口法兰采用销钉和斜楔连 接 。 炉 壳 为 耐 热 并 焊 接 性 能 好 的 钢 板 16MnR 焊
接而成的焊接结构。炉壳由炉帽、炉身和炉底组 成, 炉帽由炉口法兰、截圆锥形炉帽、出钢口组 成。为与托圈连接, 出钢时为使炉内钢水流净, 并减少炉内钢渣流入钢水包, 出钢口设置在炉身 与炉帽耐火衬的交界处。炉身是炉壳的中间部 分, 呈圆筒状, 它是炉体的主要承载部分, 炉体 的全部重量 ( 包括钢水、炉衬、炉壳及附件重 量) 都通过炉身和托圈的连接装置传递到支撑系 统上。炉身高度方向由两段、圆周方向采用三段 120°分布的钢板弯曲成型, 并组焊成整体。炉底 采用倒截圆锥形和球形焊接, 为减少弯曲应力, 在倒截圆锥和球形的过渡处采用圆弧连接。 2.2 托圈
转炉干法除尘工艺设计
转炉干法除尘工艺说明1.转炉干法除尘工艺流程目前转炉炼钢厂配置3座300t顶底复吹转炉,整个吹炼过程枪位和加料采用模式自动控制,在吹炼耗氧量达80%时启动烟气分析的自动化炼钢,可由模型控制冶炼过程的自动拉碳提枪。
但是模型的碳命中率为80%左右,而温度命中率不高。
转炉出钢采用挡渣出钢。
转炉装铁水基本不脱硫,采用定量装入制度,铁水加入量为200±5t,废钢加入料为30±5t。
铁水成分为:C:3.9~4.2%、Si:0.4~0.8%、Mn:0.35~0.40%、P:0.08~0.10%、S:0.02~0.04%,铁水温度T:1300-1320℃。
转炉冶炼过程:一般先兑入铁水再加废钢,如遇阴雨天气先加废钢,加入后前后摇炉,后摇直。
先降罩裙,后开吹,开吹时氧气流量设定为30000Nm3/h,经60s后升为正常氧气流量设定值为转炉加料操作:在上炉溅渣完毕新炉次开始后,炉内加入0.8-1.0t改质剂〔镁球,以保证冶炼前期MgO含量,减少炉衬侵蚀。
氧枪降枪开氧点火后,手动加入铁皮和生白云石,在吹炼至氧步5%〔开吹1’40”左右时按照模型计算自动加入白灰和轻烧白云石〔白灰约4t,轻烧约2t,在吹炼至氧步40%时自动加入第二批料〔为白灰和轻烧白云石,在以后会自动多批次少量加入白灰或轻烧白云石〔每次加入约500kg,一般达10批次之多。
在吹炼过程可根据造渣情况手动加入铁皮或生白云石。
在接近吹炼终点时抬罩裙,拉碳提枪后进行手动测温、取样、测氧。
然后根据碳和温度的命中情况以及其他元素含量确定是否进行后吹。
如果钢水合格后进行出钢操作。
出钢完毕,加入生白云石或〔和镁球进行溅渣操作,加料后前后摇炉确认无大火后进行降枪溅渣。
溅渣完毕倒渣准备下一炉次冶炼。
2.工艺流程图图1:工艺流程图图2:工艺流程图由此可见,转炉干法除尘系统包括的设备主要有:蒸发冷却器〔EC系统、烟气管道、静电除尘器〔EP系统、ID风机、切换站〔SOS、煤气冷却器〔GC和放散烟囱等组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
陶
岚 ,黄建东
2 10 ;2 宝钢 股份炼钢厂 ,上海 0 0 . 9 2 10 ) 0 0 9
(. 1 宝钢工程技术集团有限公 司,上海
摘
要: 针对宝钢一炼钢3 3 0转 炉二次烟气严重污染室内外环境的实际情况, × 0t 在兼顾节能与减排的协同
原则下, 确定了 对原转 炉二次除尘系统的扩容改造 方案 。 竣工投 运后, 取得了良好的环保 、 节能效果。 关键 词 : 炉二次除尘; 转 自主集成静压 室; 低压脉冲袋式除尘器
I 』
』 鹱
管径 由 (3 o  ̄ 容 至 4 0 ;另一路将原 厂房D 风管 提 高 ,转炉平 台生产环境明显改善 ,排放浓度达到 国家 b 5o 80 轴
风量 由6 0m /扩容 至10×14 ,出厂房后 的管 环保标准 。改造前后转炉兑铁水的烟气捕集效果对 比见 0 1 X h 0 0m / h 径 由 2 0 扩容至 3 0 。最后至除尘器入 口前合并成 图6 80 80 ;除尘系统生产岗位浓度检测结果见表3 。 (6 0 的除尘总管 ,标 高为F + 59 0 。 b80 L 1. m 0 43 开发 配风静压箱 .
3 转 炉二次除尘改造
. 见 )。 的除尘 抽气能力 明显不足 ;R H F H ̄ L 炉烟尘外 冒现象严 31 除 尘 工 艺 流 程 ( 图 2
重 。另外 ,兑完铁水时的空包逸 出烟尘也无法捕集等。 为此 ,宝钢股份于2 0 年提出 了对一炼钢转炉二次 07
除尘进行扩容改造的方案。
型号 数量 ( 台) 处理烟气量 ( 。 ) m h / 烟气温度 ( ℃)
过 滤 面 积 ( m)
4 扩 容改造的技术特 色和刨新
41 增 强 门形 罩 排 烟 能 力 .
负压 脉冲 袋式除尘器
门形罩 原设 计风 量为7 0×l ,本次改 造风量 Om , h
扩容 至10×1 Ih 2 01 /。每座转炉 门形 罩两侧原各有一根 T 10 2 0 m 80× 20( m)的除尘支管予 以保 留,再在两侧各 自
对于多风机并联运行的除尘站 ,如何在 十分有 限的 平 面区域 内实现风机进 出口的管路排布是除尘 站的设计
关键 。本设计经多方案论证 比选 ,最终 采用 的 自主集成 静压箱配风方案是一个创新点 。与常规的管路 连接方案 相 比,有利于三 台风机的均匀配风 ,风机运行效率高达
■ ■
改造前 改造后
1 , 0 2 , 0 92 0 620 8 0 19 4 8 0 23 0
32 除 尘器 选 型 .
选用大型脉 冲袋式 除尘器一 台 ,双列布置 ,分 1个 2
图3 转炉二次 除尘站布置
单元室 ,目前属 国内最 大型的脉冲袋式除尘器 ,其主要
性能参数见表2 。
表2 脉 冲袋 式除尘器 主要性能参数
喂丝
1R #H
20 40
l0 lO
10 0
i0 0
三用一
1
20 40
lO 10
20 40
10 1O
20 40
l0 1O
20 40
lO 10
保 温 剂 投 入
一 ∞ 卜 。 拟 。 一 加
铁合金输送 氧枪切割
50 0
— —
2 扩容转炉二次除尘 系统 风量确定
根 据宝 钢股 份一炼 钢 现有 的炼钢 工艺 及其 生产 节
奏 ,按相关理论公式计算 出不 同容量转炉 的兑铁水排炯
量见冈1 。从 图1 可知 ,扩容后一炼钢转炉兑铁水 的合理
图2 扩容 改造后转炉二次除尘系统工艺流程
中 国 环保 产 业 2 I 022
规三台并联风机布置方式设置 , 常规布置除 尘器出口设置一个集合箱 , 然后再引出六根
支管分别进入 三台除尘 风机 , 风机 出口 自 各
设置一排气筒。 本次改造转炉二次除尘站布 置 由于场地 问题 , 经多方面论 证 比选 , 最终
2 转炉 #
吹炼/ 出钢
兑 铁 水
70 00
4. 8
l 转炉炉侧 # 2 转炉炉侧 # 3 转炉炉侧 #
l R 炉 #H
36 . 2. 4 32 .
2 转炉料仓分配称量 #
图5 风机入 口静压箱 室布置
44 风 机 V V 变 频 调 速 . V F
6 结语
该项 目自20 年8 5 09 月2 日投运 以来 ,除尘设备性能可
9 %,并可减少管路阻损约2 0 a 0 0P ,节省管路 及排气筒投 资约5 万元 ,缩减 占地面积约 l0 m 以上 ,详 见图5 0 O0 。
图6 改造前后转炉兑铁 水烟气捕集效果对 比
表3 除尘系统浓度检测结果
测 试 位 置 检 测 结 果 (n/m ) r N g
4. 5
本技改项 目的除尘站布置由于受场地 限制 , 无法按常 总管 由17×1 扩 容至 1 0 om / ,出厂房后 的 1 0m / h 8 ×la 3 h
O N E VI ON E A P O E 0 l D T Y 0 2 HI A N M NT L R T CT1 N US R 2 1 R N 2.
中图分类号 :7 12 X 0 . 文献标志码 : A 文章编号 :0 65 7 2 1 )0 — 00 0 1 0— 3 7(0 2 2 0 2— 3
排烟量应 为10 0m/。 2 ×14 3 h
1 概述
宝 钢 股份 炼 钢 厂一 期 工 程一 炼 钢共 有 3 3 0转 座 0t 炉 ,18年9 95 月投产时设 计的年钢产量为6 1 ,至19 7 万t 98 年时增至70 0多万t ,与之配套的二次除尘设施在 18 年配 5 9
■
E p n igRe o sr cino e o d r s mo a y tm n3 3 0 f x a dn c n t t f c n a yDu t u o S Re v l se o x 0 t S Bo
T AO a ’ HUANG i . on L n Jan d g
新增一根 10 ×10 m 4 0 80( m)的除尘支管 ,并设 电动阀参 与控制 。新增除尘支管 安装在F + O8 0 L I. m平台上方 .分 0 别汇入炉后扩容除尘 总管 ,详见 图4 。
新增扩 容二次 除尘管 路
过滤风速 ( / i ) m m n 入 L含尘浓度 ( / m) ] gN。 出 口含尘浓度 ( gN 3 m / m)
图 4 转 炉 门 形罩 扩容 改造
i 0 1 l h 风压为6 0 P , 0 × 0I / , l 5 0 a 电机功率为2 0 k 三台 42 除尘总管扩容 8 0W。 .
一
炼钢转炉生产平 台设备布置紧凑 ,空间狭小。扩
变负荷运行。
34 除尘站布置 .
容改造风量将 近: J6 %,管路扩容难度较 大。改造方  ̄J 0 [ 1 案 决定按 原设 计管 路分 两路扩 容 ,一路将 原炉 后除尘
零i萋棼瓣l自 嚣 蕤 嚣糖 嚣翁 ll鞣 獬 i鬻i 嚣ll l蕊 蕤《霸 l 黎 器 黎 I 黪
表1 3×3 0扩容 改造后二次 除尘系统设计风量 0t
扬 尘 点 兑 铁 水 1 转 炉 # 吹 炼/出钢 兑 铁 水 处理风量 ( / N mn i) 1 , 0 200 70 00 1 . 0 200 烟 温 ( ) ℃ 20 0 8 0 20 2 数 量 工况 I 工况 I I 工 况 I 工 况 Ⅳ I I 三 吹 ( ) 一 兑 二 吹 一 兑 一 吹 二 吹 个 l 1 1 1 . 0 200 l . 0 200 70 00 70 00
了2 H、l F 座喷吹脱硫等精炼 设备。由于铁水 座R 座L 和3
宝钢 股份 一炼 钢扩 容改造 后转 炉二 次 除尘各 扬尘
供应量的增加及新工艺的应用 , 转炉的作业模式也 由原来 点设计风量详见表 1 ,按 最不利 工况I 累计总处理风量 为 7 14 X h 2 ̄ 的三吹二改为部分时问三吹三。 0 7 2 0年一炼钢产量已达到 2 4 0m /,温度为 16C。扩容后转炉二次除尘 系统 8 ( / 而二次除尘处理能力仍为 (1 6 ) 4 1 5万t ) 年, 17 0 X1 m /, + 0 } 远远不能满足现有炼钢产量的环保治理 要求 。主要表 现 在 :转 炉兑铁 水 时烟尘逸 出量 大 、转炉 吹炼 和 钢 时 设计总风量为20×l4 l 8 (m /。 ) |
1 . 0 200 70 00
8 0
20 2 8 0
1
1 l
70 00
70 00
70 00
70 00
设计考虑采用一静压箱解决除尘器经风机至 排气筒之间的管路排布连接问题, 详见图3 。
3 转 炉 #
吹 炼 出钢 ,
70 00
70 00
1 ~3 炉后布料 # #
转 炉二 次除尘 系统 为变 风量 系统 ,风 量变化 范 围
为 I 9×1 7 4 0 ~2 4×1 h 0m / ,除尘 风机 配 置高压 变 频 靠 、运行稳定 ;转炉厂房室 内外环境 均满足国家标 准 ,
器 调 速 ,除 尘 风 机 电 机 为 普通 电机 ,既 保 证 其有 良 并优 于国家标准规定  ̄8 g m  ̄ 5 r / m ,取得 了 良 m / 10n N N ] g 好 的节 能 效 果 ,又 可 减 少 一 次投 资 。每 年 约 可节 电 好 的社会和经济效益 。通过本次改造得出结 论 ,对 于炼
套投入 的一套处理能力 为 17 01 /的正压袋式除 尘 ×1 Ih 1 T
系统基础上 ,又增设一套 处理能力为6 ×1 的负压 0 0m/ h 袋式除尘系统 。但为满足市场需求 ,炼 钢工艺 还在深 入 发展 ,产 品结构也在不断调整 ,至今为止 ,厂房内增加