PBT材料耐冷媒析出量影响因素的研究
PBT物性特别要注意这种材料变脆问题(因为我有产品遇到过这方面的问题很头痛的)

PBT注塑加工与运用(2009/10/18 PBT学名全称是聚对苯二甲酸丁二酯,俗称热塑性聚脂.具有良好的综合性能,例如:冲击强度、耐高温、电绝缘性好、尺寸稳定、耐化学品、耐老化、摩擦系数小、耐磨等.广泛用于制造机械零件、电子电器产品配件、汽车零配件等. PBT是聚对苯二甲酸与1,4--丁二醇聚合而成,其分子链主链由具有刚性的苯环和柔性的脂肪醇联结起来的饱和线性分子组成,分子的高度几何规则性和刚性部分,使聚合物具有较高的机械强度、突出的耐化学品、耐热性和良好的电性能.分子中没有侧链,结构对称,从而使PBT 具有高度的结晶性和高熔点.这决定了PBT制品具有良好的综合性能,优于POM、PA、PC等工程塑料.一.PBT的性能1.物体性能PBT呈乳白色或淡黄色,无毒、无味、密度为1.31g/cm3 , 加入30%玻璃纤维增强后的PBT密度为1.53 g/cm3.2.机械性能PBT具有良好的冲击韧性,玻纤增强后,其各种机械性能成倍增加,在同等条件下比POM、PC、PPO的各种强度都好.但缺口冲击强度较差.玻纤增强PBT的机械性能随温度升高而下降,但在较高的温度下仍保持较高的强度;在不同温度下,具有优良的耐蠕变性,并且几乎不随受力时间而变化.PBT的耐疲劳性能比增强PA、PC好.3.热性能因PBT是结晶型聚合物,所以具有明显的熔点,一般为225℃,加工温度超过270℃后,物料开始分解、变色.PBT的玻璃化温度较低,一般为30℃,结晶较快;PBT的热变形温度为60℃,玻纤增强后明显增加,加入30%玻纤增强的PBT的热变形温度是200-210℃,可以在140℃左右的条件下长期使用.4.电性能由于PBT的分子结构对称并几何规则性,所以具有十分优异的电性能、较高的电阻率和介电强度,使PBT在高温和恶劣的环境中安全工作,比PA和其它增强塑料要好.5.耐化学性能PBT的耐化学试剂性能比PC、PPO、聚砚等优越,常温下几乎能耐除强酸、强碱外的其他化学试剂.6.耐老化、耐应力开裂性PBT的内应力小,耐应力开裂性优良,在乙二醇变压器油中(90℃)浸5H,未发生应力开裂,而PC和聚砚不到1H就发生龟裂.PBT的耐老化性能也相当突出,在长时间暴露于高温条件下,其各种机械性能变化不大;而POM在同等条件下250H后,拉伸强度会急剧下降.PBT的耐湿热性较差,不耐热水和蒸气,当PBT长时间浸泡在高温热水中,其大分子会发生水解,导致分子量下降,性能也随之下降;但在80℃以下的热水中,其性能不受影响.PBT可以在低于60℃的热水中长期连续使用.7.摩擦与磨耗性PBT的摩擦系数很小,与POM差不多,其磨耗量比PC、POM小得多,加入玻纤增强后的PBT其磨耗量增加.8.加工性能1)PBT具有一定的吸水性,加工前需干燥.2)PBT属高结晶聚合物,有明显的熔点,一般为225℃,温度一旦超过熔点,物料就开始熔融,黏度迅速下降,但当温度超过270℃物料便开始分解,所以PBT的加工温度为230-260℃.3)PBT的玻璃化温度为30℃,结晶容易且结晶速度快,模具温度在60℃左右便能充分结晶.4)PBT属温度敏感型聚合物,温度对黏度影响较大,且黏度较低,即使加入30%玻纤增强PBT在成形加工温度下的熔体黏度与标准注塑级的POM相当5)二次加工性能良好,可采用车、铣、磨、刨、锉、钻、抛光等方法进行二次加工.二.成形设备及模具1.注塑机的选用a. 注射量PBT在料管温度超过280℃、停留时间长会分解,从而影响制品的性能和质量.因此,根据制品的质量在选择合适的注射量,不宜选用注射量超出过多的注塑机,避免物料在料管停留时间过长而分解.b. 螺杆虽然PBT的成形加工困难,但是一般的螺杆还是能满足其加工要求,在注射量满足的前提下,尽量采用小直径规格螺杆的机型,过胶头、过胶圈、过胶垫圈均可采用普通型.工业生产中多数PBT制品采用玻纤增强PBT,有的高达30%,这些玻纤对零件的磨损较大,为了增强这些零件的耐摩性,需要采用表面电镀硬铬的螺杆、过胶头、过胶圈、过胶垫圈.c. 射嘴由于PBT在熔融状态下黏度较低,流动性较好,为避免物料流涎,可以采用自锁式射嘴;但对于表面光泽度要求较高的白色制品,一般料温较高则需采用开放式射嘴,避免物料在射嘴内局部滞留而分解,影响制品的质量.2.产品造型与模具设计a.产品造型由于PBT熔体黏度较低,流动性较好,加入玻纤增强后也比其它增强塑料具有较好的流动性.当熔体在250-270℃时,熔体充模较容易,不需很大的射压,故产品可设计成较薄的制品.又因PBT较易分解,在产品设计时,制品厚度尽量均匀,过渡位要尽可能采用平滑圆弧过渡,避免死角位.b. 脱模斜度PBT是结晶型聚合物,收缩率偏大.模具设计时,应充分考虑到脱模,其斜度可选择1-2°.c.流道PBT对锐角、缺口比较敏感,流道设计应尽量避免死角位,以免溶料流经流道时因局部剪切过量而引起降解或滞料,导致制品质量受影响,流道截面应取较大值.d.浇口1).由于PBT是结晶型聚合物,当加入玻纤增强后,玻纤具有取向性,制品成形收缩率具有各向异性的趋势,流动方向上的收缩较小为0.25%,而与流动方向垂直的方向上的收缩率为1.0%.因此,模具设计时,浇口的位置影响制品的尺寸,应考虑制品在不同向的收缩率.PBT的垂直度一定是大于其流动性.2).浇口的尺寸应采用口径粗、流程短,浇口过小或流程过长会因剪切过量生热而引起物料降解,影响制品的质量.e. 排气因为PBT容易出现热降解,模具必须具有良好的排气性能,否则物料充模时会包裹空气,压缩生热导致物料升温而降解,甚至焦化,会在制品表面出现黑纹.排气孔或排气槽的开设应按实际需要而又不影响制品的外观.一般排气孔上午直径为0.5-0.8mm,排气槽的厚度为0.3-0.6mm,宽度为3-6mm.f.模腔的表面处理由于工业生产中,PBT制品大多数是加入玻纤增强和阻燃的,对模具型腔表面有一定的磨损和腐蚀.因此,模腔表面必须进行处理,如镀铬、淬火、抛光等,以确保模具的寿命.三.成形工艺1.原材料的准备因PBT中含有酯链有吸湿倾向,吸水率一般为0.2-0.3%,在吸湿状态下受热,酯链会发生水解,从而使物料降解;所以成形前需进行干燥,使水分含量达到0.02%以下,干燥温度为110-130℃,时间4H左右.如果干燥温度过高或时间过长,材料中的水分也不会有明显的变化,反而会因为受热温度过高或时间过长而变质.2.料管温度由于PBT具有明显的熔点,一般为225℃,分解温度270℃.因此,料管温度适宜在230-260℃.对于阻燃PBT玻纤增强PBT,料管温度可相应增加10℃,温度太低不能充分熔融,流动性差;温度过高容易出现降解或分解,导致制品变脆、变色.因此,PBT的成形加工必须严格控制料温.3.注射压力由于PBT在加工温度范围内的流动性较好,所以注射压力不需太高,具体视制品的形状及其质量要求而定.4.注射速度由于PBT对热降解较敏感,因此选择注射速度时要注意,尽量不要太高速,以免物料充模时因剪切速率太大生热而降解.5.螺杆转速对于PBT的塑化,既要保证充分塑化,又要避免剪切过量,螺杆转速太低,塑化不良;转速太高,剪切过量.因此,采用中等转速.6.背压在注塑参数中,背压影响塑化和排气.在干燥不足时,制品有缺陷,可适当提高背压,加强排气;在材料充分干燥前提下,尽量采用较低的背压,以免物料受过量剪切而降解.7.模具温度PBT是结晶型聚合物,结晶温度40-190℃,结晶温度低、结晶容易、结晶速率快,在较低的模温下也能充分结晶.模温低,成形周期短,但制品易变形;模温高,收缩率大.因此,模具温度一般选择为:未增强PBT(60-70℃),增强PBT(70-80℃);对于尺寸精度要求较高的制品,模温的变化波幅应小于4℃,否则影响制品的尺寸稳定性.8.成形周期成形周期取决于制品的厚度、形状、模温和质量要求.对于薄壁制品充模要快,冷却也较快,所以注射时间、冷却时间、保压时间短,成形周期也较短.对于厚制品需采用较长的注射时间、保压时间、冷却时间和较高的模温,所以成形周期较长.9.制品的后处理对于尺寸精度要求较高的制品,制品取出后放在170℃的热风循环干燥箱中2-3H处理,以消除内应力.10.滞留时间由于PBT对热降解很敏感,在高温下有时停留10分钟,物料就会出现变色,如需长时间停止操作,应将料管内的材料排出,并将料管温度降低至170℃以下.11.停机处理对于白色或配色的PBT制品,生产过程中,若需停机过一段时间在生产,必须将料管内的余料射出,并用PP或PE清洗料管,尽量不要让PBT料留在料管内,以免下次开机加热时,物料受热时间过长而分解或变色,影响生产顺利进行.11.变脆原因: (1)熔料温度过高而降解(2)熔料滞留时间长而降解解决方法:(1).降低机筒温度、螺杆转速、背压,注射速度、压力等,以降低熔料的温度.(2).减少熔胶垫料,降低模具温度,尽量缩短成型周期,以减少熔料在机筒内的停留时间.4.表面银纹或气纹原因:(1)干燥不足(2)熔料温度过高而分解解决方法:(1) 加强干燥,选择适当的温度、风量(2) 降低机筒温度、熔胶转速、注射速度,增加背压。
影响PBTGF性能的因素之玻纤含量

影响PBT/GF性能的因素之玻纤含量
余良竹
我们知道,由于PBT的结晶性、易降解性以及玻纤(GF)的易磨损性、与PBT相容性差等原因,PBT/GF体系的性能受到多种因素的影响。
接下来,我们将从玻纤含量、PBT分子量,玻纤加料口、相容剂等方面对影响PBT/GF机械性能的因素进行分析,希望为大家设计配方提供一些参考。
首先,我们讨论玻纤含量对PBT/GF性能的影响。
我们常见的PBT/GF体系中GF的填充量为10%-30%,有部分为40%和50%,更高填充量的就较为罕见了,这是为什么呢?
根据
图2.不同玻纤含量的PBT/GF表面的SEM分析
GF
图 3 不同玻纤含量对PBT/GF的残留玻纤长度的影响由图3,经过与PBT共混加工后,GF的长度由初始的4mm降到了小于1mm。
而且随着玻纤含量的增加,残留玻纤的长度不断下降。
玻纤含量由10%增加到50%时,玻纤的长度下降了33%。
而在玻纤含量相同时,玻纤长度的保持率对PBT/GF 的性能有重要的影响(后续会讨论)。
因此,对于高玻纤含量的PBT/GF体系来说,如何改善GF在PBT基体中的分散,保持高的玻纤长度保持率就至关重要了。
目前,国内改性公司中,如金发科技、锦湖日丽等,已开发出商品化的PBT/GF 复合材料。
下表1为某公司商品化的不同玻纤含量的PBT/GF材料的机械性能。
PBT物性特别要注意这种材料变脆问题(因为我有产品遇到过这方面的问题很头痛的)
PBT注塑加工与运用(2009/10/18 PBT学名全称是聚对苯二甲酸丁二酯,俗称热塑性聚脂.具有良好的综合性能,例如:冲击强度、耐高温、电绝缘性好、尺寸稳定、耐化学品、耐老化、摩擦系数小、耐磨等.广泛用于制造机械零件、电子电器产品配件、汽车零配件等.PBT是聚对苯二甲酸与1,4--丁二醇聚合而成,其分子链主链由具有刚性的苯环和柔性的脂肪醇联结起来的饱和线性分子组成,分子的高度几何规则性和刚性部分,使聚合物具有较高的机械强度、突出的耐化学品、耐热性和良好的电性能.分子中没有侧链,结构对称,从而使PBT 具有高度的结晶性和高熔点.这决定了PBT制品具有良好的综合性能,优于POM、PA、PC等工程塑料.一.PBT的性能1.物体性能PBT呈乳白色或淡黄色,无毒、无味、密度为cm3 , 加入30%玻璃纤维增强后的PBT密度为g/cm3.2.机械性能PBT具有良好的冲击韧性,玻纤增强后,其各种机械性能成倍增加,在同等条件下比POM、PC、PPO的各种强度都好.但缺口冲击强度较差.玻纤增强PBT的机械性能随温度升高而下降,但在较高的温度下仍保持较高的强度;在不同温度下,具有优良的耐蠕变性,并且几乎不随受力时间而变化.PBT的耐疲劳性能比增强PA、PC好.3.热性能因PBT是结晶型聚合物,所以具有明显的熔点,一般为225℃,加工温度超过270℃后,物料开始分解、变色.PBT的玻璃化温度较低,一般为30℃,结晶较快;PBT的热变形温度为60℃,玻纤增强后明显增加,加入30%玻纤增强的PBT的热变形温度是200-210℃,可以在140℃左右的条件下长期使用.4.电性能由于PBT的分子结构对称并几何规则性,所以具有十分优异的电性能、较高的电阻率和介电强度,使PBT在高温和恶劣的环境中安全工作,比PA和其它增强塑料要好.5.耐化学性能PBT的耐化学试剂性能比PC、PPO、聚砚等优越,常温下几乎能耐除强酸、强碱外的其他化学试剂.6.耐老化、耐应力开裂性PBT的内应力小,耐应力开裂性优良,在乙二醇变压器油中(90℃)浸5H,未发生应力开裂,而PC和聚砚不到1H就发生龟裂.PBT的耐老化性能也相当突出,在长时间暴露于高温条件下,其各种机械性能变化不大;而POM在同等条件下250H后,拉伸强度会急剧下降.PBT的耐湿热性较差,不耐热水和蒸气,当PBT长时间浸泡在高温热水中,其大分子会发生水解,导致分子量下降,性能也随之下降;但在80℃以下的热水中,其性能不受影响.PBT可以在低于60℃的热水中长期连续使用.7.摩擦与磨耗性PBT的摩擦系数很小,与POM差不多,其磨耗量比PC、POM小得多,加入玻纤增强后的PBT其磨耗量增加.8.加工性能1)PBT具有一定的吸水性,加工前需干燥.2)PBT属高结晶聚合物,有明显的熔点,一般为225℃,温度一旦超过熔点,物料就开始熔融,黏度迅速下降,但当温度超过270℃物料便开始分解,所以PBT的加工温度为230-260℃.3)PBT的玻璃化温度为30℃,结晶容易且结晶速度快,模具温度在60℃左右便能充分结晶.4)PBT属温度敏感型聚合物,温度对黏度影响较大,且黏度较低,即使加入30%玻纤增强PBT在成形加工温度下的熔体黏度与标准注塑级的POM相当5)二次加工性能良好,可采用车、铣、磨、刨、锉、钻、抛光等方法进行二次加工.二.成形设备及模具1.注塑机的选用a. 注射量PBT在料管温度超过280℃、停留时间长会分解,从而影响制品的性能和质量.因此,根据制品的质量在选择合适的注射量,不宜选用注射量超出过多的注塑机,避免物料在料管停留时间过长而分解.b. 螺杆虽然PBT的成形加工困难,但是一般的螺杆还是能满足其加工要求,在注射量满足的前提下,尽量采用小直径规格螺杆的机型,过胶头、过胶圈、过胶垫圈均可采用普通型.工业生产中多数PBT制品采用玻纤增强PBT,有的高达30%,这些玻纤对零件的磨损较大,为了增强这些零件的耐摩性,需要采用表面电镀硬铬的螺杆、过胶头、过胶圈、过胶垫圈.c. 射嘴由于PBT在熔融状态下黏度较低,流动性较好,为避免物料流涎,可以采用自锁式射嘴;但对于表面光泽度要求较高的白色制品,一般料温较高则需采用开放式射嘴,避免物料在射嘴内局部滞留而分解,影响制品的质量.2.产品造型与模具设计a.产品造型由于PBT熔体黏度较低,流动性较好,加入玻纤增强后也比其它增强塑料具有较好的流动性.当熔体在250-270℃时,熔体充模较容易,不需很大的射压,故产品可设计成较薄的制品.又因PBT较易分解,在产品设计时,制品厚度尽量均匀,过渡位要尽可能采用平滑圆弧过渡,避免死角位.b. 脱模斜度PBT是结晶型聚合物,收缩率偏大.模具设计时,应充分考虑到脱模,其斜度可选择1-2°.c.流道PBT对锐角、缺口比较敏感,流道设计应尽量避免死角位,以免溶料流经流道时因局部剪切过量而引起降解或滞料,导致制品质量受影响,流道截面应取较大值.d.浇口1).由于PBT是结晶型聚合物,当加入玻纤增强后,玻纤具有取向性,制品成形收缩率具有各向异性的趋势,流动方向上的收缩较小为%,而与流动方向垂直的方向上的收缩率为%.因此,模具设计时,浇口的位置影响制品的尺寸,应考虑制品在不同向的收缩率.PBT的垂直度一定是大于其流动性.2).浇口的尺寸应采用口径粗、流程短,浇口过小或流程过长会因剪切过量生热而引起物料降解,影响制品的质量.e. 排气因为PBT容易出现热降解,模具必须具有良好的排气性能,否则物料充模时会包裹空气,压缩生热导致物料升温而降解,甚至焦化,会在制品表面出现黑纹.排气孔或排气槽的开设应按实际需要而又不影响制品的外观.一般排气孔上午直径为排气槽的厚度为宽度为3-6mm.f.模腔的表面处理由于工业生产中,PBT制品大多数是加入玻纤增强和阻燃的,对模具型腔表面有一定的磨损和腐蚀.因此,模腔表面必须进行处理,如镀铬、淬火、抛光等,以确保模具的寿命.三.成形工艺1.原材料的准备因PBT中含有酯链有吸湿倾向,吸水率一般为在吸湿状态下受热,酯链会发生水解,从而使物料降解;所以成形前需进行干燥,使水分含量达到%以下,干燥温度为110-130℃,时间4H左右.如果干燥温度过高或时间过长,材料中的水分也不会有明显的变化,反而会因为受热温度过高或时间过长而变质.2.料管温度由于PBT具有明显的熔点,一般为225℃,分解温度270℃.因此,料管温度适宜在230-260℃.对于阻燃PBT玻纤增强PBT,料管温度可相应增加10℃,温度太低不能充分熔融,流动性差;温度过高容易出现降解或分解,导致制品变脆、变色.因此,PBT的成形加工必须严格控制料温.3.注射压力由于PBT在加工温度范围内的流动性较好,所以注射压力不需太高,具体视制品的形状及其质量要求而定.4.注射速度由于PBT对热降解较敏感,因此选择注射速度时要注意,尽量不要太高速,以免物料充模时因剪切速率太大生热而降解.5.螺杆转速对于PBT的塑化,既要保证充分塑化,又要避免剪切过量,螺杆转速太低,塑化不良;转速太高,剪切过量.因此,采用中等转速.6.背压在注塑参数中,背压影响塑化和排气.在干燥不足时,制品有缺陷,可适当提高背压,加强排气;在材料充分干燥前提下,尽量采用较低的背压,以免物料受过量剪切而降解.7.模具温度PBT是结晶型聚合物,结晶温度40-190℃,结晶温度低、结晶容易、结晶速率快,在较低的模温下也能充分结晶.模温低,成形周期短,但制品易变形;模温高,收缩率大.因此,模具温度一般选择为:未增强PBT(60-70℃),增强PBT(70-80℃);对于尺寸精度要求较高的制品,模温的变化波幅应小于4℃,否则影响制品的尺寸稳定性.8.成形周期成形周期取决于制品的厚度、形状、模温和质量要求.对于薄壁制品充模要快,冷却也较快,所以注射时间、冷却时间、保压时间短,成形周期也较短.对于厚制品需采用较长的注射时间、保压时间、冷却时间和较高的模温,所以成形周期较长.9.制品的后处理对于尺寸精度要求较高的制品,制品取出后放在170℃的热风循环干燥箱中2-3H处理,以消除内应力.10.滞留时间由于PBT对热降解很敏感,在高温下有时停留10分钟,物料就会出现变色,如需长时间停止操作,应将料管内的材料排出,并将料管温度降低至170℃以下.11.停机处理对于白色或配色的PBT制品,生产过程中,若需停机过一段时间在生产,必须将料管内的余料射出,并用PP或PE清洗料管,尽量不要让PBT料留在料管内,以免下次开机加热时,物料受热时间过长而分解或变色,影响生产顺利进行.11.变脆原因: (1)熔料温度过高而降解(2)熔料滞留时间长而降解解决方法:(1).降低机筒温度、螺杆转速、背压,注射速度、压力等,以降低熔料的温度.(2).减少熔胶垫料,降低模具温度,尽量缩短成型周期,以减少熔料在机筒内的停留时间.4.表面银纹或气纹原因:(1)干燥不足(2)熔料温度过高而分解解决方法:(1) 加强干燥,选择适当的温度、风量(2) 降低机筒温度、熔胶转速、注射速度,增加背压。
PBT树脂品质的影响因素

P B T树 脂 品 质 的 影 响 因 素
王 昊君 , 刘 江斌 , 王 丽娟 , 夏
( 新疆蓝山屯河聚酯有限公司 , 新疆 昌吉
玮
8 3 1 1 0 0 )
摘要 : 探讨了影响 P B T树 脂 品 质 的 因素 , 分 析 了原 料 P T A品质 、 B D O 品质 、 催化 剂加入量 、 配 料 的量 比 、 温度 、 真 空 度 和 生 产
能 团化合 物 , 会造成 P B T链 端 基 封 闭 , 从 而使 产 品 分 子质量 变低 , 分布变宽 , 值 下 降 。 图 2为 P T酸
与产 品色 相 值变 化关 系 。
行 稳定 , 产 品品质不 断 得 到提 高 。影 响 P B T树 脂 品 质 的 因素主 要 有 原 料 品质 、 催 化 剂 添加 量 、 浆 料 量 比、 反应 温度 、 真空 度 、 产 能等 , 在生 产装 置运行 过 程
第2 7卷第 6期
20 1 4. 1 1
聚 酯 工 业
Po l y e s t e r I n d us t  ̄
V0 1 . 2 7 No. 6
NO V . 201 4
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 - 8 2 6 1 . 2 0 1 4 . 0 6 . 0 0 3
负荷对最终产品 P B T各品质指标所产生 的明显影响 , 从而得出了生产工艺稳定 、 过程控制稳定是生 产高品质 P B T的首要条
件。
关键词 : P B T; 产 品 品质 ; 影 响 因素
中图分类号 : T Q 3 4 2 . 2 2
文献标识码 : B
PBT酯化反应过程中影响因素的分析

PBT酯化反应过程中影响因素的分析李红芳;李晶;张建;张军【期刊名称】《合成技术及应用》【年(卷),期】2012(027)003【摘要】The batch esterification reaction between the p-phthalic acid (PTA) and 1,4-butylene glycol (BDO) by using the tetra-n-butyl titanate as catalyst were investigated and the neumocystis moisture tester, gas chromatograph and automatic potentiometric titrator were used to analysis the samples of distillate and esterification solid from the reaction process. In this work the influencing factors of esterifieation reaction and the reaction 's degree, such as the temperature, catalyst amount, raw material ratio and other factors were researched to get the optimum conditions of the batch esterification reaction. The obtained data will provided the base for optimization of industrial continuous process.%以钛酸四丁酯为催化剂,将对苯二甲酸和1,4-丁二醇进行酯化反应,并利用卡氏水份仪、气相色谱仪和全自动电位滴定仪对反应过程中的馏出液样品和酯化物固体样品进行相关分析,考察了温度、催化剂加入量、原料配比等因素对酯化反应过程及酯化程度的影响,优化了间歇酯化反应的工艺条件,为连续化工艺过程优化提供了基础数据。
PBT注射成型时可能出现的问题及原因

PBT注射成型时可能出现的问题及原因制品缺陷可能原因分析制品不足1、料筒、喷嘴及模具温度偏低2、加料量不够3、注射压力太低4、浇道或浇口太小5、注射时间短6、选用原料流动性不良制品溢边1、料筒、喷嘴及模具温度过高2、注射压力太大,锁模力不足制品表面有波纹1、原料未经干燥,水分含量教高2、料温太高或太低3、注射压力太低制件表面有黑点及斑纹1、原料分解2、螺杆转速过快,背压太高3、模具排气不良4、原料受污染或带杂质制品翘曲变形1、模具温度太高,冷却时间不够2、制品厚薄悬殊3、浇口位置不当,数量不够4、顶击位置不当,数量不够5、塑料未塑化均匀加工工艺:前处理:120℃,大气中烘烤4~6h;混料:高混机(3min)挤出:235, 238, 240, 245, 245, 245, 242, 242, 242, 245, 250注塑:温度:一段:235,二段240,机头:250,压力:85MPa保压时间:10s冷却时间:10s后处理:170℃,鼓风干燥2~3h,消除内应力。
表面缺陷修正方法说明成型材料注塑机及成型条件模具设计制品设计填充不足1,成型物整体有缩瘪倾向改用流动性较好的材料1,提高塑料的注射温度2,提高注射压力3,提高注射温度4,加大从注射到包压的变换时间5,提高包压压力6,提高模具温度7,调整喷嘴逆流阀1,改变浇口设计2,使浇口变短3,加大浇口4,使流道变短5,加宽流道6,加大冷料穴7,模具口要和注塑机喷嘴配合完全L/ l 要适当注:L:树脂流动长度l: 成型物壁厚成型物的某些部分发生缩瘪现象,原因:1,L/ l过大2,模腔中残留空气3,采用多工件模具时因种种原因易发生部分工件不能充添的现象4,容易发生在远离浇口且壁厚的地方5,是树脂的收缩所引起的,因为收缩性大的结晶性塑料易发生缩瘪2,使用多工件模具发生部分工件腔不能充添时把浇口充满前的注射速度减小,把通过浇口充填型腔时的注射速度加大1,尽量使各分流道长度相等2,把充填不足的工件的浇口适当加大3,成型物的形状完整但某一特定的部分充填不足(一般和模腔内空气排出不良有关)改用不易分解材料1最后一级注射速度降低2降低注射温度1改变浇口的位置2加排气槽,在型腔侧开小于0.02mm的小槽,并将槽的外侧适当加大在顶出杆上开斜口等缩瘪1,成型物壁厚部分发生缩瘪时改用收缩率小的材料1提高注射压力2增大后期包压压力4降低缩瘪部分所对应的注射速度4降低模具温度5降低注射温度1加大浇口2使浇口变短3改变浇口位置4加宽流道5减少流动阻力6保证料筒喷嘴和模具结合完好1把筋、突出部分变细2把筋、突出部分上加R角3减少其壁厚4在设计上考虑把筋等设计成非实心的5把表面设计成花纹以掩盖缩瘪2,壁厚一定的部分发生波纹状的缩瘪1加大缓冲量2调整逆流阀焦痕1改用热稳定性好的材料2不使用回收料1低注射温度2降低最后一级注射速度3低注射压力1加大浇口2使浇口变短3加排气槽主要是模腔中残留气体所引起的黑条1改用热稳定性好的材料2该用润滑性好的材料3不要用回收料1低注射温度2减少在注塑机料筒中的滞留时间3改用较小容量的注塑机4使注塑机处于良好的状态1加大浇口2使浇口变短在浇口附近顺料流方向出现的黑色流线的现象,其原因:1树脂的分解2添加剂(阻燃剂)的分解3因料筒螺杆表面有伤引起物料的滞留表面无光泽1改用热稳定性好的材料1低注射温度2提高模具温度3减少滞留时4不用脱模剂进一步抛光模具表面光洁度成型物表面光洁度较差的现象,其原因:1材料的分解2脱模剂过量3模具光洁度差银纹1更充分的干燥材料2改用热稳定性好的材料1不要让料斗有水气2降低注射温度减少滞留时间1加大浇口2使浇口变短3加排气槽成型物表面沿料流方向出现银白色的流线的现象,其原因:1原料中有水分2原料分解。
pbt材质断裂原因

pbt材质断裂原因
PBT材质(聚酰亚胺酯)是一种具有高温稳定性和高耐热性的聚合物材料,广泛应用于电子、汽车、航空航天等领域。
然而,在某些情况下,PBT材质也会发生断裂,导致部件失效。
以下是一些可能导致PBT材质断裂的原因:
1.应力集中:当PBT材质遭受外部力量作用时,如果应力集中在材料的一个特定区域,就会导致该区域的强度下降,从而引发断裂。
这种应力集中可能是由于设计不当、装配错误或使用不当引起的。
2.材料老化:长时间暴露在高温、紫外线或其他环境因素下,PBT 材料会发生老化,从而降低其力学性能和耐久性。
老化的PBT材料容易发生断裂,尤其是在受力或振动作用下。
3.缺陷或裂纹:如果在制造过程中存在材料缺陷、气泡或裂纹,这些缺陷会成为断裂的起点。
在受力或振动作用下,缺陷或裂纹会逐渐扩展,最终导致PBT材料的完全断裂。
4.过度加载:PBT材料有其承载极限,如果超过了其承载能力,就会导致断裂。
这可能是由于设计不合理、使用过载或意外事故引起的。
5.温度变化:PBT材料对温度变化很敏感。
当温度急剧变化时,PBT 材料可能会因热胀冷缩而发生断裂。
因此,在设计和使用PBT材料的部件时,需要考虑到温度变化的影响。
PBT材质的断裂可能是由于应力集中、材料老化、缺陷或裂纹、过度加载和温度变化等多种原因导致的。
为了减少PBT材料的断裂风险,需要在设计、制造和使用过程中严格控制各项因素,并确保材料的质量和使用条件符合要求。
只有这样,才能保证PBT材料的可靠性和稳定性,提高部件的寿命和性能。
浅析PBT产品质量的影响因素

直 接 酯 化 法 PBT 生 产 工 艺 以 PTA 和 BDO 为 原 料, 采用有机钛系催化剂 [1],经过酯化、预缩聚、终缩聚三 个阶段得到 PBT 熔体,熔体经过切粒、包装后得到成品 PBT 切片。反应过程中产生的水、BDO、四氢呋喃等经 过分离后,BDO 全部回用,工艺废水送至精馏装置提纯 四氢呋喃。
2018 年 2 月 第 45 卷第 2 期
云南化工 Yunnan Chemical Technology
doi :10.3969/j.issn.1004-275X.2018.02.002
Feb.2018 Vol.45,No.2
浅析PBT产品质量的影响因素
吉鹏飞
(河南开祥精细化工有限公司,河南 三门峡 472300)
成化学,2015,23(09):883-892. [6] 赵飞明,孙春燕.俄罗斯耐500℃以上高温胶粘剂的研究进展
[J].粘接,2017(12):29-33.
收稿日期:2017-11-19 作者简介:许新彬(1992- ),男,安徽六安人,硕士研究 生,研究方向:过渡金属催化的碳硼烷及其衍生物的合成转 化。
2 反应机理
2.1 酯化反应 众所周知,化学反应都有一定的可逆性,降低其他
产物的浓度可促进反应向正方向进行,而提高一种反应
物的浓度可提高另一种反应物的转化率。PTA 和 BDO 反
应为固液非均相反应,为保证 PTA 完全反应采用 BDO
过量。反应过程中采用负压条件来降低反应生成的水等
产物浓度进而得到 BHBT。
由于直接酯化法 BDO 通过回用系统全回用,系统内 BDO 主要通过 BDO 蒸发器、真空系统进行置换,在正 常指标内 BDO 的纯度(水含量)主要会直接影响真空 系统、BDO 回用系统负荷。一方面直接影响反应条件的 控制,另一方面会造成生产能源消耗明显上升。
PBT工程塑料改性的研究现状及应用进展赵荣荣张超

PBT工程塑料改性的研究现状及应用进展赵荣荣张超发布时间:2023-05-14T10:09:14.353Z 来源:《中国科技信息》2023年5期作者:赵荣荣张超[导读] 聚对苯二甲酸丁二醇酯(PBT)是一种由对苯二甲酸(PTA)或对苯二甲酸二甲酯(DMT)与1,4-丁二醇(BDO),经缩聚反应而制得的结晶性线型饱和聚酯。
PBT具有良好的力学性能,其对称的分子结构能够实现紧密堆砌。
PBT具有较高的结晶性,在低温下可迅速结晶。
PBT制件加工时易流动成型且成型周期短,能够降低生产成本。
而且PBT具有耐湿、耐磨、耐油等优点,蠕变也较小。
由于PBT含有结晶部分和非结晶部分,加入其他物质容易对其进行改性。
陕西凌晟塑业有限公司陕西省宝鸡市 721304摘要:聚对苯二甲酸丁二醇酯(PBT)是一种由对苯二甲酸(PTA)或对苯二甲酸二甲酯(DMT)与1,4-丁二醇(BDO),经缩聚反应而制得的结晶性线型饱和聚酯。
PBT具有良好的力学性能,其对称的分子结构能够实现紧密堆砌。
PBT具有较高的结晶性,在低温下可迅速结晶。
PBT制件加工时易流动成型且成型周期短,能够降低生产成本。
而且PBT具有耐湿、耐磨、耐油等优点,蠕变也较小。
由于PBT含有结晶部分和非结晶部分,加入其他物质容易对其进行改性。
但PBT也存在易燃烧、与冷媒接触小分子析出量大、介电性能不足、薄壁制件易翘曲等缺陷,限制其应用范围。
为弥补纯PBT树脂性能的不足,对PBT树脂已有一些改性研究。
关键词:PBT工程塑料;改性现状;应用引言工程塑料在工业生产中发挥着重要作用。
然而,工程塑料也有许多缺点,限制了其在应用领域的发展。
为了确保工程塑料在竞争日益激烈的市场中保持竞争力,企业需要使其适应当今市场的变化。
深入研究工程塑料的主要技术问题,有助于创造满足人们实际需求的新型工程塑料。
1 PBT工程塑料的改性研究现状1.1力学性能方面纯PBT树脂的拉伸强度、弯曲强度和弯曲模量均较低,在工业领域无法大范围应用,需对其进行改性以提高力学性能。
PBT色值的影响因素分析及对策
PBT色值的影响因素分析及对策摘要:色值是影响聚对苯二甲酸丁二酯(PBT)树脂产品质量的重要指标,从原料到生产工艺流程多个方面分析了影响产品色值的影响因素。
本文从原料、反应温度、停留时间、真空度、搅拌器转速等方面分析讨论了其对树脂色值的影响。
对比分析数据图表,为生产稳定化提供可行的工艺参数参考。
关键词:PBT;色值;PTA;反应温度;真空度前言聚对苯二甲酸丁二酯(PBT)从实验室合成到工业化生产,发展十分迅速[1]。
PBT综合性能优异,作为一种工程塑料运用广泛,主要应用于汽车制造、电器领域[2-3]。
由于PBT的需求量大,因此对生产工艺的生产稳定性要求较高。
特性粘度、熔点、端羧基、色值等质量指标作为分析PBT产品质量的依据,分析了了生产工艺流程的原料质量和工艺参数的控制对PBT产品质量的影响。
本文从多个方面研究了影响PBT树脂的影响因素,寻找优化PBT产品色值的方案,使PBT生产工艺更加稳定,质量得到改进。
我厂的PBT生产装置采用日本日立技术,以对苯二甲酸(PTA)和1,4丁二醇为原料、钛酸四丁酯为催化剂,采用三釜反应,直接酯化、连续缩聚的工艺路线生产PBT树脂切片。
该套生产装置生产工艺比较成熟,所得数据具有可参考性。
通过分析工艺参数,找出相应的规律,为PBT生产工艺流程提供理论依据。
1 实验1.1原料、生产装置原料:精对苯二甲酸(PTA),中化石化扬子石化;1,4丁二醇(BDO),大连化工。
装置:年产六万吨PBT聚合装置1.2实验方案选定一个品种PBT树脂切片,记录同一粘度不同时间段的PBT树脂切片色值。
从原料质量和工艺条件分析影响PBT色值的因素,主要从PTA、反应温度、真空度、停留时间等方面着手。
通过对影响因素的对比分析,提供一条科学的操控方向,找到可行的调整方案,以降低色值对PBT产品质量的影响。
1.3性能测试与计算1.3.1测试方法色值采用GB/T 14190-2017中5.5.2测试标准。
PBT材料介绍

光泽度和提高接合线强度.
PBT的成型加工
注射压力:
1. 注射压力的选用原则为:最好选用能满足性能,外观和模塑循环的最低压力. 2. PBT材料属易流动材料,通常选用中等压力, 3. 对于充填构造复杂或薄壁的制品时,需要中等至较高的注射压力. 4. 对非增强规格通常压力为55~70Mpa,对增强规格通常压力为
65~120Mpa. 5. 正常的情况下,合适的保压压力为注射压力的60~80% 6. 对小浇口的薄壁制品只需中等的保压压力,对大浇口厚壁产品需要高保压压力
和更长的保压时间.
PBT的成型加工
循环时间
1. 循环时间主要取决于零件的厚度.
2. 对于壁厚为0.76~1.52mm的薄壁产品,总循环时间 通常为10~18秒.
注射量:
1. 建议注射量为机器容量的30%~80%,对于颜色控制严格的 混合牌号,建议注射量尽可能接近机器容量的60%,以减少 滞留时间
PBT的成型加工
射出速度:
1. 最快的充填速度,一般会使流程加长,适合填充薄壁型材,并 形成叫好的表面光洁度.
2. 对于厚壁制品,慢速充填有助于减少空隙. 3. 当使用窄浇口时,壁厚段的充填速度应减低,以帮助保压. 4. 对于小浇口(针尖形浇口)的制件,建议采用程序注射,开始时
PBT材料的物理性能
1. PBT材料的分子结构:
2. 化学名称:聚对苯二甲酸丁二酯 3. 玻璃转移温度(Tg) :20度 ; 熔点(Tm):222 4. 密度:1.31g/cm3 5. 吸水率:0.34%(23度平衡) 6. 成型收缩率:1.7~2.3%
PBT改性研究

聚对苯二甲酸丁二醇酯(PBT)具有优异的综合性能,如结晶度高、可快速成型、耐候性、摩擦系数低、热变形温度高、电气性质佳、力学性能优良、耐疲劳性、可以超声波焊接等。
但其缺口冲击强度低、成型收缩率大、耐水解性差、易受卤化烃侵蚀,经玻纤增强后,因制品纵、横向收缩率不一致易使制品发生翘曲。
PBT凭借其优良的综合性能在电子电器、汽车工业、机械、仪器仪表和家用电器等领域得到广泛应用。
下面,简单的阐述了PBT改性中一些常见问题的原因和改善方法。
1. 缺口敏感性原因:PBT分子中的苯环和酯基形成大的共轭体系,减小了分子链的柔曲性,使分子刚性增加,并且极性酯基、羰基的存在使分子间作用力增大,分子刚性进一步增强,从而韧性很差。
解决方法:a) 聚合改性聚合改性就是通过共聚、接枝、嵌段、交联等手段在聚合过程中在PBT分子中引入新的柔性链段,使其具有良好的韧性。
b) 共混改性共混改性就是将改性剂或高冲击强度材料与PBT共混或复合,使其作为分散相分布在PBT基体中,利用两组分的部分相容性或适当的界面黏结作用,提高PBT的缺口冲击性能。
如在PBT中添加反应性增容剂POE-g-GMA,通过GMA与PBT的端羧基的原位增容反应,加强界面作用力,以达到增韧效果。
2. PBT薄壁制品需要更高的流动性薄壁电子元件在电子电器、汽车电子工业领域,组件更薄是趋势,这就要求材料需要更高的流动性,才能以尽可能小的相应浇注器械的填充压力或合模力来实现型模的填充。
利用低黏度的热塑性聚酯组合物也常常能实现更短的循环周期。
另外,良好的流动能力对于例如质量分数超过40%的玻璃纤维和/或矿物质的高填充热塑性聚酯组合物来说也是非常重要的。
改善方法:1.选择低分子量的PBT,但是分子质量降低会影响机械性能。
2.借助流动促进剂如硬脂酸酯或褐煤酸酯,可以改善PBT流动性,但这类低分子质量酯会在产品加工和使用过程中渗出。
3.对于需要增韧的PBT材料,增韧剂的加入一定会导致流动性下降,故而需要选择对流动性影响更小的增韧剂。
影响PBTGF性能的关键因素 玻纤加料位置
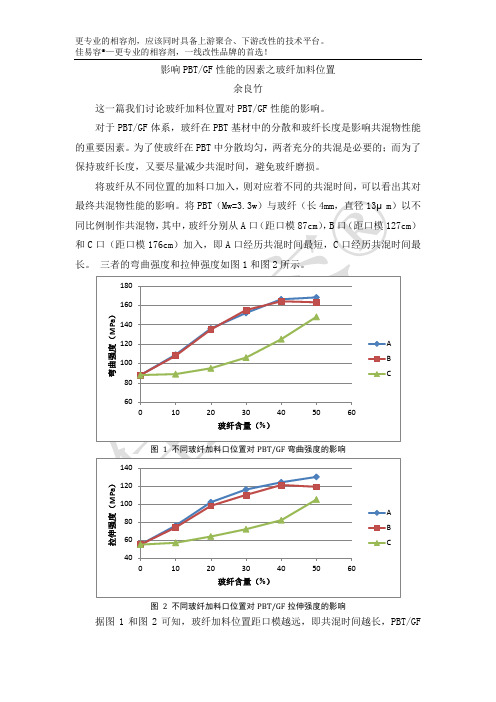
影响PBT/GF性能的因素之玻纤加料位置余良竹这一篇我们讨论玻纤加料位置对PBT/GF性能的影响。
对于PBT/GF体系,玻纤在PBT基材中的分散和玻纤长度是影响共混物性能的重要因素。
为了使玻纤在PBT中分散均匀,两者充分的共混是必要的;而为了保持玻纤长度,又要尽量减少共混时间,避免玻纤磨损。
将玻纤从不同位置的加料口加入,则对应着不同的共混时间,可以看出其对)和C图 2 不同玻纤加料口位置对PBT/GF拉伸强度的影响据图1和图2可知,玻纤加料位置距口模越远,即共混时间越长,PBT/GF弯曲和拉伸强度越低。
但注意到,加料位置从87cm增加到127cm时,弯曲和拉伸强度下降幅度不大,但再增加到176cm时,则出现大幅下降。
以60/40为例,C口较A口弯曲强度和拉伸强度分别下降25%和35%,原因可能是直接从176cm 主加料口加料时,由于PBT尚未完全熔融,粘度更大,对玻纤磨损更为严重。
残留玻纤长度的分析证实了上述猜测,观察玻纤从不同加料口加入的PBT/GF(60/40)共混物的相态如图3所示。
图3.不同玻纤加料口位置对PBT/GF玻纤长度的影响可以看到,A和B的玻纤长度远大于C,其平均长度分别为640,600和314μm。
这是因为,当玻纤加料口与挤出机口模越远时,玻纤受各种力(PBT基材的摩擦,玻纤之间的碰撞,与螺杆及料筒壁的摩擦等)的时间越长,因此有更多的机会发生断裂。
我们也看到,A、B和C玻纤长度的保持与其弯曲强度和拉伸强度的表现是一致的,这也证明了玻纤长度对PBT/GF机械性能的重要影响。
可见,玻纤长度是影响PBT/GF机械性能的重要因素,而玻纤加料口的位置决定了玻纤在挤出机中的时间,从而影响着最终共混物中玻纤的长度。
所以,一般情况下,我们会将玻纤从侧喂料口加入,以减少玻纤的磨损。
在螺杆组合上,选用较弱的剪切,也是为了减少磨损,保持玻纤长度。
注:以上部分数据来源于Seon Ho Jang等人的论文。
pbt 低温收缩率

PBT(聚对苯二甲酸丁二醇酯)是一种广泛应用的工程塑料,具有良好的物理性能和化学稳定性。
其中一个重要的特性是其低温收缩率。
在本文中,我们将探讨PBT的低温收缩率以及其对实际应用的影响。
低温收缩率是指材料在低温环境下由于内部分子结构的变化而引起的尺寸收缩现象。
对于PBT来说,低温收缩率是一个关键的参数,尤其是在需要精确尺寸控制的应用中,如电子元件、汽车零部件和精密仪器。
PBT的低温收缩率受到多种因素的影响。
首先是材料的配方和组成。
添加剂的种类和含量以及聚合物的分子量都会对低温收缩率产生影响。
通常情况下,高分子量的PBT具有较低的低温收缩率,这是因为高分子量聚合物的分子链较长,相对稳定。
其次,加工条件也对PBT的低温收缩率具有重要影响。
温度、压力和冷却速率等因素都会影响PBT在加工过程中的结晶程度和分子链排列方式,从而影响低温收缩率。
通常情况下,较高的加工温度和较慢的冷却速率会导致较低的低温收缩率。
此外,环境条件也可能对PBT的低温收缩率产生影响。
例如,在高湿度环境下,PBT可能吸湿导致体积膨胀,进而影响其低温收缩率。
因此,在某些应用中,特殊的环境要求可能需要考虑PBT的湿度吸收性能。
了解PBT的低温收缩率对工程师和设计师来说至关重要。
在实际应用中,准确预测和控制PBT的低温收缩率可以确保产品在低温环境下的尺寸稳定性和性能可靠性。
通过调整材料配方、优化加工条件和选择合适的环境条件,可以最大程度地满足产品的要求。
总而言之,PBT的低温收缩率是一个重要的性能指标,对于许多应用来说至关重要。
通过深入了解材料的配方、加工条件和环境要求,工程师和设计师可以更好地预测和控制PBT的低温收缩率,从而确保产品的质量和可靠性。
2019年PBT市场供需现状及未来展望分析

2019年PBT市场供需现状及未来展望分析一、市场供需现状分析PBT,即聚对苯二甲酸丁二醇酯,是一种热塑性工程塑料,具有优良的物理性能和化学性能,在汽车、电子电器、工程塑料等领域有着广泛的应用。
近年来,随着汽车和电子电器行业的发展,PBT市场需求呈现出持续增长的趋势。
受到原材料供应和环保政策的影响,PBT市场供应也面临着一定的挑战。
1. 市场需求分析2019年,汽车行业持续发展,特别是新能源汽车的快速增长,使PBT市场需求保持了稳定增长的态势。
根据市场调研数据显示,2019年PBT市场需求同比增长了10%以上,主要应用领域包括汽车外饰件、电子电器外壳、工程塑料零部件等。
汽车行业的需求增长最为显著,新能源汽车的推动使得PBT在汽车外部零部件中的应用增加了不少。
电子电器行业也是PBT市场的重要需求方。
随着电子产品更新换代的加速,PBT在电子电器外壳、连接器、绝缘子等方面的应用逐渐增多。
特别是在5G通信技术逐步商用的大环境下,对PBT材料的需求将会迎来新的增长点。
PBT的生产原料主要包括对苯二甲酸和丁二醇,其中对苯二甲酸主要通过苯与氯甲酸酯化制得,而丁二醇则是通过乙烯氧化制备。
由于环保政策的影响,PBT的生产原料供应面临一定的压力。
在2018年以来,国内对苯二甲酸的产能受到了限制,加之全球原油价格波动较大,致使PBT的生产成本出现了一定程度的上涨。
国际市场上PBT的主要生产商多集中于亚洲地区,中国台湾、韩国、日本等地拥有较大的PBT生产能力,而在欧美地区PBT的生产能力相对较小。
市场上PBT的供应相对充裕,但也受到国际市场价格波动和贸易摩擦等因素的影响。
二、未来展望分析基于PBT市场供需现状的分析,我们对未来的PBT市场进行展望,认为PBT市场将会继续保持增长的态势,但面临多重挑战和机遇。
1. 市场增长预期随着新能源汽车、5G通信等行业的快速发展,PBT在汽车外饰件、电子电器外壳、工程塑料零部件等领域的应用将会有所增多。
pbt材料变形量

pbt材料变形量PBT材料(聚对苯二甲酸丁二醇酯)是一种常见的工程塑料,具有优异的绝缘性能、机械强度和稳定性。
在工程领域中,PBT材料常被用于制造各种零部件,如电子设备外壳、汽车零件、家电配件等。
然而,PBT材料在使用过程中可能会产生一定的变形量,本文将讨论PBT材料的变形量及其影响因素。
一、PBT材料的变形量PBT材料的变形量是指在外力作用下,材料产生的形状变化程度。
常见的PBT材料变形形式包括拉伸变形、弯曲变形、压缩变形等。
这些变形量的大小直接影响着PBT材料的使用性能和寿命。
II、影响PBT材料变形量的因素1. 外力作用:PBT材料的变形量与外力的大小与方向有关。
在拉伸变形中,施加的拉力越大,变形量也会越大。
而在弯曲变形中,弯曲的角度与弯曲轴线的距离也会影响变形量的大小。
2. 温度:PBT材料的变形量还受温度的影响。
通常情况下,PBT材料的拉伸变形量随温度的升高而增大,但在一定温度范围内,变形量会趋于稳定。
3. 时间作用:PBT材料的变形量还与外力作用时间有关。
在持续施加外力的情况下,变形量会逐渐增大,但达到一定程度后将会趋于稳定。
4. PBT材料的成分和晶体结构:PBT材料的物理性质直接影响着其变形量。
例如,添加增塑剂等成分可以减小PBT材料的变形量。
III、PBT材料变形量的测试方法对于PBT材料的变形量测试,常用的方法有拉伸测试、弯曲测试和压缩测试。
这些测试方法可以通过专用测试设备进行,得出PBT材料在不同外力作用下的变形量数据。
IV、减小PBT材料变形量的方法1. 优化材料配方:可以通过调整PBT材料的成分比例和添加特定的添加剂来改善其力学性能。
例如,添加玻纤增强剂可以增加材料的强度和刚度,从而减小变形量。
2. 控制加工温度:在PBT材料的加工过程中,合理控制加工温度可以减小材料的变形量。
过高或过低的温度都会对PBT材料的变形性能产生不良影响。
3. 设计合理的结构:在产品设计中,合理地设计PBT材料的结构可以减小变形量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词 :聚对苯二 甲酸 丁二 醇酯 ;冷媒 析出量 ;影响因素
d o i :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 5 - 5 7 7 0 . 2 0 1 7 . 0 7 . 0 0 4
中 图 分 类 号 :T Q 3 2 3 . 4 1
s p e c i a l l y i n t h e c o mp r e s s o r a n d c h i l l e r o f a i r c o n d i t i o n e r a n d r e f i r g e r a t o r . Co mp a r e d w i t h t h e c o n v e n t i o n a l
a d d i t i v e, e x t us r i o n t e mp e r a t u r e a n d s c r e w s p e e d .
Ke y wor ds: P o l y b u t y l e n e Te r e p h t ha l a t e; Re f ig r e r a n t S e p a r a t i o n; F a c t o r
r e i n f o r c e d PBT ma t e ia r l ,t h e r e f r i g e r a nt - r e s i s t a n t PBT ma t e ia r l h a d s o me s p e c i a l p r o p e r t i e s, a mo n g wh i c h r e f ig r e r a nt r e s i s t a n c e wa s t h e mo s t i mp o ta r n t . I n t h i s p a p e r, t h e f a c t o r s a f f e c t i n g t h e s e p a r a t i o n a mo u n t o f PBT we r e s t u di e d s y s t e ma t i c a l l y f r o m f o r mu l a a n d e x t r u s i o n pr o c e s s ,s u c h a s r e s i n, g l a s s f i b e r ,a n t i o x y g e n,
K i n g f a S c i e n c e a n d T e c h n o l o g y C o . ,L t d . ,G u a n g z h o u 5 1 0 5 2 0 ,C h i n a )
Ab s t r a c t :R e f r i g e r a n t — r e s i s t a n t p o l y b u t y l e n e t e r e p h t h a l a t e( P B T )w a s o n e k i n d o f s p e c i a l m a t e r i a l s u s e d
WA N G We n . c h a o ,C H E N R u i ,F U X u e - j u n ,Y U Q u a n ,D I N G C h a o
( 1 .S c h o o l o f C h e m i s t r y a n d C h e m i c a l E n g i n e e r i n g ,S U N Y A T — S E N U n i v e r s i t y ,G u a n g z h o u 5 1 0 5 2 0 ,C h i n a ,
文 献 标 识 码 :A
文章 编 号 :1 0 0 5 — 5 7 7 0( 2 0 1 7 )0 7 — 0 0 1 4 一 o 4
S t ud y o n t he Fa c t o r s Af fe c t i ng t he Re f r i g e r a n t S e pa r a t i o n i n PBT Ma t e r i a l
2. Re s e a r c h a n d D e v e l o p me n t C e n t e r , Na t i o n a l En g i n e e r i n g L a b o r a t o r y f o r P l a s t i c Mo d i f i c a t i o n a n d P r o c e s s i n g ,
塑 料 工 业
C HI N A PL AS T I CS I NDUS T RY
第4 5卷第 7期
2 0 1 7年 7月
Байду номын сангаас
P B T材料耐冷媒析 出量影响 因素的研究
王文超 ,陈 锐 ,付 学俊 ,禹 权 ,丁 超
( 1 . 中山大学化学与化学工程学 院 ,广东 广州 5 1 0 5 2 0; 2 .金 发科 技股份有限公 司产 品研发 中心 ,塑料 改性 与加 工国家工 程实验室 ,广 东 广州 5 1 0 5 2 0 ) 摘要 :耐冷媒 聚对苯二 甲酸丁二 醇酯 ( P B T ) 材料 是专供于冰箱 、空调压缩机 、制冷机 行业的一类 特殊材料 。不 同于普通的增强 P B T材料 ,应用于该行业 的 P B T材料有 其特殊 的性能 要求 ,其 中最重要 的是其 耐冷媒析 出性能 。从 配方与挤 出工艺两个方 面出发 ,系统地研 究了树脂 、玻纤 、抗氧剂 、添加剂 、挤出温度 、螺杆转速等因素对 P B T材料