大众零件检具设计及最终认可报告
大众汽车标准 大众检具设计要求
检具技术要求目录1. 目的 (3)2. 适用范围 (3)3. 责任 (3)4. 规定 (3)4.1 检具(测量支架)的概述 (3)4.2 检具设计与4.3 检具 (4) (12)5. 存档 (13)6. 评审与更改 (14)7. 分发 (14)8. 附件清单 (14) (15)附件一:关于检具定位销1. 检具定位销概述 (15)2. 定位销 A1的结构形式 (16)3. 定位销 A2的结构形式 (19)4 . 零件检查销的结构 (23)5. 轴套结构图示介绍 (26)附件二:检具(测量支架)认可流程 (28)附件三: 检具(测量支架)设计认可报 (29)附件四:检具(测量支架) (30)1. 目的通过《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与、验收与使用时,能够遵循统一的技术标准2.适用范围。
本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。
3. 责任***负责本技术要求的编、维护、升级及分发等工作。
***零件供应商负责本技术要求在检具(测量支架)规划、设计、、验收中的贯彻。
4. 规定4.1 检具(测量支架)的概述4.1.1检具(测量支架)的定义检具是一种用来测量。
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面, ,也可以借对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓大小CAD/CAM直接。
对于零件上的某些极其重要的,还能利用检具进行数值检测。
通常不能借检具直接获得零件基于车身坐标系统精确的坐标值, 而是将零件置于检具上通过三坐标测量机测量方才获得。
现代检具的结构在设计时同时考虑其可以作为测量支架使用。
但是当检具的在线检查,应首先满足检具的在线检查。
上海大众ZP5冲压件检具标准

上海大众修订日期:2004.12.20ZP5/ZP7零件外购件检具(测量支架)技术要求LastenheftPruefmittel fuer ZP5/ZP7 Kaufteile (Messaufnahmen)上海大众汽车有限公司质保部计量与测量科MQMShanghai Volkswagen Automobil Co., Ltd上海大众修订日期:2004.12.20目录前言 ---------------------------------------------------------------------------- 4更改记录 -----------------------------------------------------------------------------51.目的 -----------------------------------------------------------------------------62.适用范围 -------------------------------------------------------------------------63.责任 ----------------------------------------------------------------------------64.规定 ----------------------------------------------------------------------------64.1 检具(测量支架)的概述 --------------------------------------------------64.2 检具设计与制造的技术要求 -----------------------------------------------74.2.1 检具(测量支架)的设计说明 ---------------------------------------74.2.2 检具(测量支架)的结构要求 --------------------------------------84.2.3 检具和测量支架的一般制造精度(公差)----------------------------- 134.3 检具和测量支架的验收和交付 ------------------------------------------------- 145.存档 ------------------------------------------------------------------------------------ 156.评审与更改 ----------------------------------------------------------------------------- 157.分发 -------------------------------------------------------------------------------------- 158.附件清单 -------------------------------------------------------------------------------- 15 附件一:关于检具定位销和检验销的说明 ------------------------------------------ 16上海大众修订日期:2004.12.20附件二:大众检具标准一览表 --------------------------------------------------------- 29 附件三: 检具认可流程 ----------------------------------------------------------------- 31 附件四:ZP5/ZP7检具认可报告 ---------------------------------------------------- 32上海大众修订日期:2004.12.20更改记录:序号更改日期更改人更改内容1 2004.12.20 首次制定上海大众修订日期:2004.12.201.目的通过制订《上海大众外购件检具(测量支架)技术要求》,使上海大众外购件的检具在规划,设计与制造,验收与使用时,能够遵循统一的技术标准和评价指标。
一汽大众-整车外饰检具开发指南

检具底板
2013-8-6
检具底板 底板应具有一定的强度,保证与其他部分的联结。在底板上加工出X、Y、Z、
三个方向的基准面,基准面的坐标纸和车身坐标系保持一致。也可通过在底板 上加工基准孔来定位。底板的周边尺寸必须大于检具型体周长,其上部平面的多 余面积用于放置销子,测量器具等
2013-8-6
检具和测量支架的一般制造精度(公差) 单位mm 检具一般精度
(1)、检具必须具有相互垂直的表面以此作为测量时的基准:以平面度为7级, 垂直度为6级,粗糙度为Ra0.8μ m。 (2)、检具型面座标网络线为100mmX100mm,刻度宽度0.15 mm ~0.20 mm,深度 为0.25mm,并注明相应座标代号及座标值。座标网络线位置相对于基准的误差为 ±0.2mm/1000 mm。 (3)、基准孔:图纸中有规定的,位置精度不得超过+0.03mm;木明确规定的, 位置精度:±0.1mm;定位销销径:孔径正尺寸-0.05 mm。 (4)、检测孔位置精度:±0.15mm。 (5)、型面精度:±0.15mm。 (6)、零面精度:±0.10mm。 (7)、轮廓精度:±0.15mm。 (8)、检测样板刀口精度:±0.15mm。
2013-8-6
断面检验
断面检验方法分析 优点: 基本精度(尺寸)可以测定。(适用于尺寸 管理及不良发生时的调查) 缺点: 针对每个测定值都要用判定基准(公差)进 行判定,花费时间
单品检具多数情况下,使用此种断面类型。
2013-8-6
断面检验
断面检验方法分析 优点: 可以简单地进行合格否的判断(仅间隙方向) 缺点:
检具及设计
2013-8-6
检具概述 检具是一种用来测量和评价零件尺寸质量的专用检验设备。在零件生产
大众汽车标准 大众检具设计要求
检具技术要求目录1. 目的 (3)2. 适用范围 (3)3. 责任 (3)4. 规定 (3)4.1 检具(测量支架)的概述 (3)4.2 检具设计与4.3 检具 (4) (12)5. 存档 (13)6. 评审与更改 (14)7. 分发 (14)8. 附件清单 (14) (15)附件一:关于检具定位销1. 检具定位销概述 (15)2. 定位销 A1的结构形式 (16)3. 定位销 A2的结构形式 (19)4 . 零件检查销的结构 (23)5. 轴套结构图示介绍 (26)附件二:检具(测量支架)认可流程 (28)附件三: 检具(测量支架)设计认可报 (29)附件四:检具(测量支架) (30)1. 目的通过《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与、验收与使用时,能够遵循统一的技术标准2.适用范围。
本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。
3. 责任***负责本技术要求的编、维护、升级及分发等工作。
***零件供应商负责本技术要求在检具(测量支架)规划、设计、、验收中的贯彻。
4. 规定4.1 检具(测量支架)的概述4.1.1检具(测量支架)的定义检具是一种用来测量。
在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面, ,也可以借对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓大小CAD/CAM直接。
对于零件上的某些极其重要的,还能利用检具进行数值检测。
通常不能借检具直接获得零件基于车身坐标系统精确的坐标值, 而是将零件置于检具上通过三坐标测量机测量方才获得。
现代检具的结构在设计时同时考虑其可以作为测量支架使用。
但是当检具的在线检查,应首先满足检具的在线检查。
一汽-大众检具技术要求

根据CAD模型确定被测内轮廓面、延其矢量方向平移3mm或5mm形成新的检具测量轮 6点时多为易变形类零件的辅助定位点(设计需考虑),定位面设计按图纸给定区域面积。
2.2 数据依据:根据FAW-VW设计给定的图纸数据或CAD模型,当CAD模型与图纸数据冲突时、原则上采用FAW-VW确认的图纸数据。
3. 结构选择及测量方法3.1.1 检具测量轮廓面:廓模块表面。
模块结构形式为与基体固定式、分体组合安装式, 並在模块表面标识测量1. 概述 1.1 检验夹具:检验夹具是指零件在加工制造过程中在生产线上专用(尺寸) 检测工装 (简称检具),检验夹具及测量支架技术要求检具不但具有定量功能同时具有定性功能(非机械加工零件所使用检具 同时具备测量 支架功能), 检具设计时其测量功能,定位原则应满足图纸测量技术要求, 从而保证 加工制造;测量评定基准的一致性。
1.2 测量支架: 与图纸RPS点定位原则相一致。
测量支架多用于零件在三坐标测量过程中起辅助定位支撑作用,在设计定位支撑时2. 检具及测量支架设计汽车内(外)饰件装配功能要素。
定位夹紧要素遵循RPS(3-2-1)原则,当RPS点数大于 2.1 设计原则:根据零件图纸技术条件及使用功能要求,确定零件的被测要素;定位夹紧要素; (必要时设计通止规、楔形量规)3.1.2 测量方法:1. 当理论形面与零件形面设计给定固定间隙时,采用刻度尺测量零件形面与理论形 面之间距离,也可用通止规,确定零件状态。
2. 当理论形面与零件形面设计重合时,采用表架测量,读数表架将在标准平面上 校准调"零",当表架底座与标准形面相接触並按所 需测量方向移动时,测量头与 零件形面相接触,此时表针指示正、负值则为零件误差值。
3.2 位置度测量:3.2.1 定性测量方法:采用测销测量,既检具相对零件被测孔所在位置加工测量沉孔,内镶嵌衬套,FAW-VolkswagenFAW-Volkswagen检验夹具及测量支架技术要求测销通过零件被测孔能够插入衬套内则视孔位置合格, 反之不合格。
26-检具验收报告
件 号
件 名
照片贴付:
长(mm)
宽(mm)
高(mm)
重量(kg)
附件五
检查治具检收报告
件号
核准
审核
承办
件名
车型
图面版次
一、检收结果:
□合 格: →纳入日期:年月日
□不合格:→改修完成日:年月日
1、外 观: □合 格 □不合格
2、机 能: □合 格 □不合格
3、尺寸精度: □合 格 □不合格
二、检收内容:
检收立会人员:
检具制作厂商:
SEM:
项
NO.
内容
判定
NO.
内容
9
非量测面:黑色
尺
寸
精
度
21
TL基准 处
机能
10
有无崩角,碰伤
22
BL基准 处
11
量测面加工精度
23
WL基准 处
12
铭牌(内容是否详实)
24
是否会干涉
QD310-D-044A
附件六
检查治具验收不具合内容及对策
简图:
NO.
不具合内容
对策
担当
期限
QD310-D-045A
附件四
检具照片管理表
承 制 厂 商
判定
基准
1
TL:
机
能
13
CLAMP位置
2
BL:
14
CLAMP作动
3
WL:
15
座标是否划线及表示
涂装
4
脚架:灰色
16
量测面之间隙,出入记入
5
量测面:绿色
17
有否缺件(PIN,BOLT等)
零件检测报告(两篇)

引言:概述:该零件是一种在机械制造和工业生产中广泛应用的关键元件。
它的质量和性能对于机器设备的正常运行和产品的质量至关重要。
因此,我们对该零件进行了一系列的检测和分析,以确保其符合相关行业标准和产品质量要求。
正文:材料分析:1. 材料组成分析:通过元素分析仪器对该零件的材料进行了定性和定量分析,结果表明其主要成分为XX和YY。
2. 材料性能测试:对该材料进行了拉伸、弯曲和硬度等性能测试,结果显示其具有良好的强度、韧性和硬度,符合产品设计和使用的要求。
3. 材料显微结构分析:利用金相显微镜对该材料的组织结构进行了观察和分析,结果表明该材料具有均匀细小的晶粒和良好的结晶形态,无明显的缺陷和夹杂物。
尺寸和几何形状测量:1. 全尺寸测量:利用三坐标测量仪对该零件的全尺寸进行了测量,结果显示所有尺寸均在允许范围内,符合产品设计要求。
2. 几何形状测量:通过光学投影测量仪对该零件的平面度、圆度、直线度等几何形状进行了测量,结果显示其几何形状精度符合产品要求,并达到了高精度要求。
物理性能测试:1. 密度测试:利用密度计对该零件的密度进行了测量,结果与材料组成分析的结果一致,给出了该零件材料的真实密度。
2. 硬度测试:使用巴氏硬度计对该零件进行了硬度测试,结果显示其硬度值稳定,符合产品的使用要求。
3. 磁性测试:利用磁力计对该零件进行了磁性测试,结果表明该零件无明显的磁性,符合产品设计的非磁性要求。
表面质量评估:1. 表面粗糙度测量:采用表面粗糙度仪对该零件的表面粗糙度进行了测量,结果表明其表面平整度良好,满足产品外观和功能的要求。
2. 表面缺陷检测:利用红外无损检测仪对该零件的表面进行了缺陷检测,结果显示无明显的裂纹、气孔和划痕等表面缺陷。
可靠性测试:1. 耐腐蚀性测试:将该零件置于腐蚀介质中,经过一定时间的测试,结果显示该零件具有良好的耐腐蚀性能。
2. 疲劳寿命测试:通过对该零件进行连续循环荷载实验,结果显示其在预定的荷载范围内具有较长的疲劳寿命。
上海大众项目认可流程及关注点

• 上海大众车型及编码介绍 • 上海大众项目认可阶段介绍 • OTS认可须知 • EM认可须知
• 材料试验送样要求
• 尺寸检测送样要求 • BMG零件送国外认可简述
• 小批量订单交付要求
• 工程对标及
• 技术交流需增加的关注点
第一页,共16页。
上海大众车型及编码介绍
VW
桑塔纳 志俊
途安
朗行
朗逸
EM送样零件必须由公司质保部确认后方可送样。
送样报告
首批送样报告封面、性能试验报告、材料试验报告、尺寸报告、 二次分供方清单(所涉及实验报告中实验结果要手工填写,不可打
印)。
第七页,共16页。
材料试验送样要求
1.相关报告: 对图纸有要求的材料全部要按照标准进行自检实验并出自检报告,有图纸
要求的材料上海大众会做实验的。对没有图纸要求但二次清单中有的金属材料, 我们需要提交一份自检报告就可以了,但自检报告中要有化学成分等重要信息。 2.二次分供方清单:
后所有新项目都用同一个模板进行介绍。
技术介绍内容:
技术介绍有几个要点一定要体现
1.我们公司对新项目技术要求的理解及有无缺少的技术资料,以及
我们的技术亮点例如防水等。 2.我公司现有类似产品的介绍,类似产品开发过程中出现过哪些难题, 我们公司如何解决的。
3.根据我们公司分析此新项目开发过程中的重要管控点是哪些, 我们公司将如何控制。
第八页,共16页。
材料试验送样要求
3.材料代用单:
如果有些分零件的材料我们用的和图纸牌号不一样,就是图纸上要求的是进口材 料牌号但我们实际用的是国产牌号的,需要提交材料代用单,材料代用单主要涉及的信
息一定要从标准中能查到,例如: 代用的材料一定是国产的材料牌号,规格中是 否是半硬态的要符合图纸要求,牌号是国产的执行标准一定是GB的,化学成 分和机械性能方面的信息一定要可以从我们提供的国标中找到,所有的信息 是相互关联的。 4.审核:
大众检具标准(资料)

大众检具标准(资料)检具和测量支架技术要求1. 概述检具:检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同的意义。
检具是一种按需方特定要求专门制造的检测工具。
检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。
对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
检具还同时应具有测量支架的功能,但是当检具的在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。
测量支架:测量支架是用3D测量机测量冲压件和焊接件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。
1.1 检具和测量支架的设计、制造和验收应以产品图纸和主模型(或CAD 数据)为基准。
当零件无主模型(或CAD数据)时,应以产品图纸和经SVW认可的样件作为依据。
1.2 检具和测量支架能够根据有效的产品图纸和主模型(或CAD数据)来合理地测量零件的所有参数,借助于三坐标测量机能对检具和测量支架进行校验和鉴定。
1.3 在正常的使用频率和良好的保养维护情况下,应保证检具和测量支架与其相对应的压延模具或焊接夹具有相同的使用寿命。
1.4 检具和测量支架的设计原则按VW 39D701,技术要求按VW 39D702。
2. 结构2.1 材料选择:(按VW 39D721)2.1.1 轮廓(外形)表面:大、中冲件:由可加工的树脂材料组成(如CIBA 5166/XB5166)小冲件:铝合金2.1.2 检具骨架:样架:铸铝合金。
测量支架:铸铝合金或模块式装配结构。
2.1.3 基准块:与检具骨架一体加工、制造。
注意:供货商应该向SVW提供2.1.1和2.1.2中使用的材料说明报告。
2.2 骨架和底座结构2.2.1 构造的骨架必须具有足够的强度和刚度。
2.2.2 基准块平面度要求0.05毫米,垂直度要求在1000毫米内不得大于0.05毫米。
上海大众检具技术要求20100510
修订日期:2010.05.12上海大众检具(测量支架)技术要求LastenheftPruefmittel上海大众汽车有限公司质保部计量与测量科MQMShanghai Volkswagen Automobil Co., Ltd重要说明: 只有在经得上海大众书面同意的情况下,这些技术资料才可以复印或转发。
上海大众拥有这些技术资料的著作权和版权。
项目一结束,这些资料都须销毁。
修订日期:2010.05.12目录前言 -----------------------------------------------------------------------------4更改记录 -------------------------------------------------------------------------61.目的 --------------------------------------------------------------------------------72.适用范围 --------------------------------------------------------------------------------73.责任 -----------------------------------------------------------------------------------74.规定 -----------------------------------------------------------------------------------8 4.1检具(测量支架)的概述 --------------------------------------------------------8 4.2检具设计与制造的技术要求 --------------------------------------------------------84.2.1 检具(测量支架)的设计说明 -----------------------------------------84.2.2 检具(测量支架)的结构要求 ------------------------------------------104.2.3 检具和测量支架的一般制造精度(公差)----------------------------194.3 检具和测量支架的验收和交付 ----------------------------------------------------205.部分零件检具(测量支架)的特殊要求------------------------------------------215.1 管类零件的检具(测量支架)------------------------------------------------215.2 注塑零件的检具(测量支架)------------------------------------------------225.3 玻璃类零件的检具(测量支架)---------------------------------------------235.4 座椅类发泡零件的检具(测量支架)---------------------------------------235.5 密封条类的检具(测量支架)------------------------------------------------235.6 地毯、车顶内饰类的检具(测量支架)-------------------------------------23修订日期:2010.05.125.8 焊接总成零件的检具(测量支架)-------------------------------------------246.存档 ------------------------------------------------------------------------------------- 257.评审与更改 ------------------------------------------------------------------------------258.分发 -------------------------------------------------------------------------------------- 259.附件清单 -------------------------------------------------------------------------------- 25附件一:关于检具定位销和检验销的说明 ------------------------------------------ 26 附件二:大众检具标准一览表 --------------------------------------------------------- 39 附件三: 检具认可流程 -------------------------------------------------------------------41 附件四:检具认可报告 -------------------------------------------------------------------42 附件五:铭牌-------------------------------------------------------------------------------45修订日期:2010.05.12前言上海大众汽车有限公司为自己制定的目标是:向顾客提供高质量、低价格的汽车。
大众汽车产品设计零件图纸技术要求编写及使用规范

大众汽车产品设计零件图纸技术要求编写及使用规范零(部)件图纸技术要求编写及使用规范1范围本规范规定了空调器产品设计零(部)件图纸技术要求的编写及使用规范。
本设计规范适用于东芝开利合资公司家用空调的所有产品设计零(部)件图纸。
2图纸技术要求的编制要求2.1图纸技术要求编制的一般内容:几何精度:尺寸精度,表面结构、形位公差、结构要素;加工、装配和工艺要求:是指为保证产品质量而提出的工艺要求;理化参数:是指对材料的成分、组织和性能方面的要求;产品性能及检测要求:是指使用及调试方面的要求;其他要求;2.2机械图样的技术要求编制的内容:对材料、毛坯、热处理的要求(如电磁参数、化学成分、湿度、硬度、金相要求等);视图中难以表达的尺寸公差、形状和表面粗糙度等;对有关结构要素的统一要求(如圆角、倒角、尺寸等);对零部件表面质量的要求(如涂层、镀层等);对间隙、过盈及个别结构要素的特殊要求;对校准、调整及密封的要求;对产品零部件的性能和质量的要求(如噪声、耐振性、自动、制动及安全试验条件和方法;颜色要求。
如为外观通用件,为了增强图纸通用性,图纸技术要求中不需要增加颜色的描述,只需在PDM构件名称中进行描述;其他说明。
注:上述几方面,对于每一个图样代号的零部件图或装配图,上述几个方面并非都是必备的,应根据表达对象各自的具体情况提出必要的技术要求。
2.3编制图纸技术要求的注意事项:条文用语力求简明、规范、或约定俗成,切忌过于口语化。
在装配图中,当表述涉及到零部件时,可用其序号或代号(即“图样代号”)代替。
在企业标准等技术文件中已明确了的技术要求不必重复描述;引用验收方法等国际标准、国家标准、行业标准或企业标准时,应给出标准编号(不需标注年份代号)和标准名称;对于尺寸公差和形位公差的未注公差的具体要求应在技术要求中予以明确。
当企业标准或企业其他技术文件对未注公差已有明确规定时,则在图样的技术要求中可略去不写;对于图纸中零部件已经有企业标准的,必须引用企业标准,要求与标准中一致的,则不需在技术要求中列出,要求与标准有出入的,则需单独列出并注明不引用企业标准中的X款X条(*注);对于图纸中零部件没有企业标准的,必须在技术要求中逐条列出重要技术参数和要求;技术要求中引用的国家标准和企业标准必须为最新的版本。
检具认可报告
(供应商检具工程师)审核: Verified by C/F Eng 日期: Date
(供应商质量经理)批准: Approved by Quality Manager 日期: Date
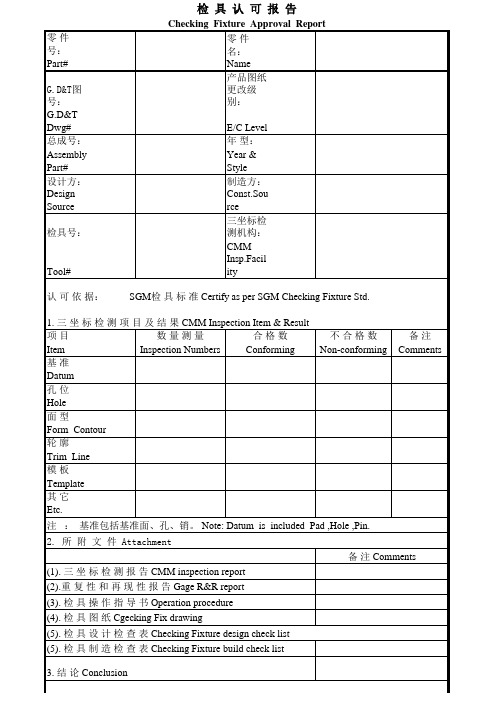
检 具 认 可 报 告
零 件 号: Part# G.D&T图号: G.D&T Dwg# 总成号: Assembly Part# 设计方: Design Source 检具号: Tool# 认 可 依 据: Checking Fixture Approval Report 零 件 名: Part Name 产品图纸更改级别: E/C Level 年 型: Year & Style 制造方: Const.Source 三坐标检测机构: CMM Insp.Facility SGM检 具 标 准 Certify as per SGM Checking Fixture Std.
不合格数 Non-conforming
备注 Note: Datum is included Pad ,Hole ,Pin. 备 注 Comments (1). 三 坐 标 检 测 报 告 CMM inspection report (2).重 复 性 和 再 现 性 报 告 Gage R&R report (3). 检 具 操 作 指 导 书 Operation procedure (4). 检 具 图 纸 Cgecking Fix drawing (5). 检 具 设 计 检 查 表 Checking Fixture design check list (5). 检 具 制 造 检 查 表 Checking Fixture build check list 3. 结 论 Conclusion
1. 三 坐 标 检 测 项 目 及 结 果 CMM Inspection Item & Result 项目 数量测量 合格数 Item Inspection Numbers Conforming 基准 Datum 孔位 Hole 面型 Form Contour 轮廓 Trim Line 模板 Template 其它 Etc. 2. 所 附 文 件 Attachment
大众零件检具设计及最终认可报告

n. i.O.
n. gefordert
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
3.4 RPS可测 RPS antastbar
第2页
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
n. i.O.
n. gefordert
System Grundposit ion(z.B. Basisloch)
2 检具功能
/Lehrenfun
ktionen
2.1 定位销定位
Befestigun
g der
Dorne
2.2
型面检验块 和卡板功能
Schablonen
und
Formpruefu
ng
2.3
第1页 (检查 细节见第2,3 页)
frei mit Auflagen(Note 3) 条件认可(3 分)
制造商: Hersteller 使用方: Anwender
汽车零部件产品质量报告
汽车零部件产品质量报告1. 引言本报告旨在评估汽车零部件的产品质量,并提供有关质量控制的建议和改进措施。
汽车零部件的质量对于整车的性能和可靠性至关重要,因此持续的质量监测和改进非常重要。
2. 质量评估方法为了进行质量评估,我们采用了以下方法:2.1 产品抽样我们从生产线上随机抽取了一定数量的汽车零部件样品,并对其进行全面测试和评估。
2.2 功能测试我们对零部件进行了功能测试,确认它们是否能够正常运行并满足设计要求。
2.3 外观检查我们进行了外观检查,以确保零部件表面没有瑕疵、划痕或其他不良影响外观的问题。
2.4 耐久性测试我们对零部件进行了耐久性测试,模拟长期使用条件下的负荷和挑战。
通过这些测试,我们可以评估零部件的可靠性和寿命。
2.5 材料分析我们对材料进行了分析,以确保其符合所需的力学性能和耐腐蚀性能。
3. 质量评估结果基于以上的评估方法,我们得出了以下质量评估结果:- 功能测试:所有抽样的零部件都通过了功能测试,能够正常运行并满足设计要求。
- 外观检查:大部分零部件表面没有瑕疵,但有少量样品出现了划痕和小的不良问题,需要加强生产线上的外观质量控制。
- 耐久性测试:大多数零部件在耐久性测试中表现良好,能够承受长期使用带来的挑战。
然而,我们发现了一些样品在测试过程中出现了早期磨损或断裂的问题,这可能与材料质量或生产工艺有关。
- 材料分析:样品的材料分析结果符合预期的力学性能和耐腐蚀性能。
然而,我们发现材料的密度存在一定的波动,这可能是由于生产过程中的不一致性导致的。
4. 质量改进建议和措施基于上述质量评估结果,我们提出了以下质量改进建议和措施:- 外观质量控制:强化生产线上的外观质量控制,确保零部件表面没有瑕疵和划痕。
- 生产工艺改进:分析早期磨损和断裂问题的原因,并改进生产工艺,以提高零部件的耐久性。
- 材料质量控制:加强对材料密度的控制,确保生产的零部件在材料属性上符合要求。
- 供应链管理:对供应商进行审查和评估,确保他们提供的材料和零部件的质量符合要求。
上海大众ZP5冲压件检具标准

上海大众修订日期:2004.12.20ZP5/ZP7零件外购件检具(测量支架)技术要求LastenheftPruefmittel fuer ZP5/ZP7 Kaufteile (Messaufnahmen)上海大众汽车有限公司质保部计量与测量科MQMShanghai Volkswagen Automobil Co., Ltd上海大众修订日期:2004.12.20目录前言 ---------------------------------------------------------------------------- 4更改记录 -----------------------------------------------------------------------------51.目的 -----------------------------------------------------------------------------62.适用范围 -------------------------------------------------------------------------63.责任 ----------------------------------------------------------------------------64.规定 ----------------------------------------------------------------------------64.1 检具(测量支架)的概述 --------------------------------------------------64.2 检具设计与制造的技术要求 -----------------------------------------------74.2.1 检具(测量支架)的设计说明 ---------------------------------------74.2.2 检具(测量支架)的结构要求 --------------------------------------84.2.3 检具和测量支架的一般制造精度(公差)----------------------------- 134.3 检具和测量支架的验收和交付 ------------------------------------------------- 145.存档 ------------------------------------------------------------------------------------ 156.评审与更改 ----------------------------------------------------------------------------- 157.分发 -------------------------------------------------------------------------------------- 158.附件清单 -------------------------------------------------------------------------------- 15 附件一:关于检具定位销和检验销的说明 ------------------------------------------ 16上海大众修订日期:2004.12.20附件二:大众检具标准一览表 --------------------------------------------------------- 29 附件三: 检具认可流程 ----------------------------------------------------------------- 31 附件四:ZP5/ZP7检具认可报告 ---------------------------------------------------- 32上海大众修订日期:2004.12.20更改记录:序号更改日期更改人更改内容1 2004.12.20 首次制定上海大众修订日期:2004.12.201.目的通过制订《上海大众外购件检具(测量支架)技术要求》,使上海大众外购件的检具在规划,设计与制造,验收与使用时,能够遵循统一的技术标准和评价指标。
检具制造验收报告

7
检查定位销,锁紧销及滑动部件是否有适当的滑动配合(例:锁紧销装配是否费力、滑动部 件运动是否顺畅)
8 检查定位销,锁紧销,卡板等是否有合适的位置摆放且不易松脱
9 可拆卸的活动块是否有适宜的位置摆放及防护
10 检查翻转部件,是否可正常且安全运作(夹紧)
11 检查夹钳是否正常触及零件表面(考虑材料厚度),其操作是否顺畅
仪器规格:
项目 1 2 3 4 5 6
检具验收检查表 检具是否按最新数据更改级别制造 底座已经审核,相关车身格线正确标出 所有定位基准面、基准孔和测量点都存在,并按检具设计资料作出适当标记 所有部件都按照协议要求涂装油漆或防腐涂层 检具铭牌都已固定在检具上并标明量具编号和零件编号 检查检具是否有脱落的销钉,垫片等,型块上是否存在毛刺、污渍、油脂、灰尘等
检具制造认可报告
初始验收
零件号: 年型及投产年 份: 供应商 名称: 联系 人:
最终验收 零件名称: 产品图纸更改级 别:
职务:
总成件号: 零件生产地:
总成件名 称:
电话:
检具编 号: 检具负 责人 检具设 计方: 检具制 造方: 检具验 收仪 器:
职务: 联系人: 联系人:
仪器精度:
检具名称:
电话: 电话: 电话:
12 零件上检具检测,操作可行性,是否存在干涉、不易装配、难测量等情况
13 检查SPC数据采集装置是否有正确的功能和运作空间
14
检查适用于不同零件及类型装置的功能,储存及标识(适用于检具具备检测总成及分部件的 情况)
15 下列项目是否已经提供证明文件或经现场审核符合要求
a 装配状态下检具是否完整
b 网格定位基准面,量具孔,工装定位球等
c、一级供应商自身复验的三坐标检测报告
一汽大众冲压件认可过程
编制:
孔庆柱 电话 :
原则上所有孔都要测量,所有的标称尺寸,功能尺寸及孔位置度偏差 都要测量记录。即报告的输出应该有理论值(坐标值)和实际值(坐标值) 对比输出,偏差输出应该三个方向的偏差x,y,z,以及直径偏差d,对于长圆孔 (椭圆孔)应分别输出两个圆(x,y,z及直径d的偏差值)和中心的x,y, z的偏差值;
编制:
孔庆柱 电话 :
在厂家提供的第一份测量报告中,要附带测量支架的结构图纸或支架 的数码相片,展示出各定位加紧器及定位销。如果发生RPS更改或重新确 定支架的RPS点时,新的结构一定要记录存档。
编制:
孔庆柱 电话 :
5750038
时间: 2006.1.22
页码 3
6.3 测量元素
Q Au lity ssurance
6.3.1 形面测量(Form)
首批样件的测量报告必须以基准点系统(RPS)为基准。这些基准点 就是名义尺寸(无公差)。这些名义尺寸是由该件在整车中无公差的标准 位置来确定的。尤其对外表面件和内饰及系统模块都应以基准点系统为基 准进行测量。
外表面件(钣金件)都将在用货厂的Meisterbock和Cubing上进行检验。 供货厂有义务对样件进行检验。为此供货厂就应有相应的检验装备和能使 用这些装备的人员。
供货厂对所有要求的产品特征进行自己检验(或委托检验)。检验结 果记录在首批样件检验报告中。
检验必须完整。所有商定的质量特征都必须得到检验。Байду номын сангаас所提供样件的数量应由用货厂和供货厂共同商定。担首批样件检验基本上 至少需5件。供货厂对这5件应进行完整地检验并把结果写入检验报告中。
因为首批必须是用有批量生产能力的生产过程制造出来的,所以供货 厂应生产一个较大的批次(大约n=25或n=50件),这样对供货厂有利。首 批样件从中抽样。
汽车配件检验报告模板(二)
汽车配件检验报告模板(二)引言概述:汽车配件检验报告模板(二)是为了满足对汽车配件质量检验的需求而设计的报告模板。
本报告将按照以下五个大点进行阐述:检验目的、检验范围、检验方法、检验结果和建议措施,以帮助用户全面了解汽车配件的质量状况和提出有效的改进措施。
正文:一、检验目的在这一大点中,我们将着重阐述汽车配件检验的目的。
具体包括确保汽车配件的质量和安全性,减少潜在的故障风险以及满足相关法规和标准的要求等。
1. 确保汽车配件的整体质量2. 保障汽车的安全性3. 遵守相关的法规和标准二、检验范围在这一大点中,我们将介绍汽车配件检验的范围。
具体包括涵盖的汽车配件种类,检验的要求和标准等。
1. 涵盖的汽车配件种类2. 检验的要求和标准三、检验方法在这一大点中,我们将详细描述汽车配件检验的方法和流程。
具体包括外观检查、尺寸测量、材料分析、功能测试等。
1. 外观检查2. 尺寸测量3. 材料分析4. 功能测试5. 其他检验方法四、检验结果在这一大点中,我们将汇报汽车配件检验的结果。
具体包括各项检验指标的结果以及对结果进行的分析和评估。
1. 检验指标结果分析2. 检验结果评估五、建议措施在这一大点中,我们将提出针对汽车配件检验结果的改进建议和措施。
具体包括如何提高质量控制、加强生产流程管理以及改进供应链等方面的建议。
1. 提高质量控制2. 加强生产流程管理3. 改进供应链总结:通过对汽车配件检验报告模板(二)的阐述,我们了解到了检验目的、检验范围、检验方法、检验结果以及建议措施。
这些信息将有助于用户全面了解汽车配件的质量状况,并提出有效的改进措施,以确保汽车配件的质量和安全性。
希望本报告能够为用户提供有益的指导和参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(检具照片)
验收资料 Abna零hm件eu图nt纸 TeileZeichung erlager:
零件数模 Teile CAD Daten
其他 aender
零件检测方 案
Aenderungs -Nr.更改号 /Datum日 期: Aenderungs -Nr.更改号 /Datum日 期: Aenderungs -Nr.更改号 /Datum日 期: Aenderungs -Nr.更改号 /Datum日 期:
Aenderungs -Nr.更改号 /Datum日 期:
复检测量报告Nachuntersuchungreport
Aenderungs -Nr.更改号 /Datum日 期:
其他 aender
重复性精度
Aenderungs -Nr.更改号 /Datum日 期:
使用说明书
Aenderungs -Nr.更改号 /Datum日 期:
i.O.
n. i.O.
i.O.
n. i.O.
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
3.4 RPS可测 RPS antastbar
第2页
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
平整度和间 隙检验
Buendigkei
ts- und
Messspaltv
orgabe
2.4
检验孔尺寸 和功能
Pruefdrone Masshaltig keit u. Funktion
2.5
零件装拆检 验
Funktionsp
ruefung
mit Teil
3 测量支架 功能 /Funktiona litaet MA
n. i.O.
n. gefordert
System Grundposit ion(z.B. Basisloch)
2 检具功能
/Lehrenfun
ktionen
2.1 定位销定位
Befestigun
g der
Dorne
2.2
型面检验块 和卡板功能
Schablonen
und
Formpruefu
ng
2.3
n. i.O.
n. gefordert
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
nБайду номын сангаас i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
图纸/TZ 6R4_867_1
35_A
1 基础结构
/Grundaufb
au:
1.1
基础框架结 构
Ausfuehrun
g Grundkoerp
er
1.2 连接结构
Verbindung
steile,
Topends
零件摆放与 1.3 实际装车状
态一致
Teillage
1.4
RPS定位系 统
RPS-
Aufnahmedo
上海大众: SVW 日期
Datum
abgelehnt(Note 6) 拒绝(6分)
abgelehnt(Note 6) 拒绝(6分)
ZP7 外购件检具 设计及制造认可报告
零件名 /Teilbezeic hung: retaining clamp
数据状态 /Status:
车型 /FahrTyp :
检具图纸 /Bemizeichung:
ung
坐标线、基
4.2 准块形式和
数值
Bezugselem
ente
Koordinate
nsystem
RPS定位、
4.3
检测销标 识,止通规
的大小
Spannreihe
nfolge
(mit
Beschr.)
型面检测块
4.4
、卡板、检 测销、止通
规的摆放
Bedienungs anleitung
型面检测块 4.5 /卡板的理
三座标测量
3.1
的可操作性 (型面检验
块、夹头)
Freigaengi
gkeit,
Messbereic
h
3.2
匹配型面和 切边可测
Antastbark eit Form, Beschnitt
3.3 检测孔可测
Alle Lochungen antastbar
i.O.
n. i.O.
i.O.
n. i.O.
i.O.
MQM
Pruefmittel Lieferant检 具制造厂:
ZP7外购件检具认可报告
Teil-Nr零件 号
Abnahmebericht
/Zeichnungs 图号:
von Pruefmittel der Kaufteile ZP7 Teilbezeichn
ung零件名 Aenderungs-
Nr.更改号
n. i.O.
n. gefordert n. gefordert n. gefordert n. gefordert n. gefordert
5 运输 /Transport :
搬运把手/ 5.1 起吊装置/
滚轮 Transporte lement
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
第1页 (检查 细节见第2,3 页)
frei mit Auflagen(Note 3) 条件认可(3 分)
制造商: Hersteller 使用方: Anwender
上海大众: SVW 日期
Datum
frei mit Auflagen(Note 3) 条件认可(3 分)
制造商: Hersteller 使用方: Anwender
合格
不合格
不要求
零件名 /Teilbezeic hung:retai ning clamp
车型 /FahrTyp :
ZP7 外购件检具 设计及最终认可报告
零件号 /Teilnumm er:
设计认可
制造认可
4 标识
/Beschrift
ung
4.1
检具底色、 铭牌
Pruefmitte
lbeschrift
n. gefordert n. gefordert
i.O.
n. i.O.
n. gefordert
i.O.
n. i.O.
i.O.
n. i.O.
n. gefordert
第3页
版本:
2009.5.20.MQ M3,SVW
Abnehmer
检具使用厂
(零件供应
车型及检具 编号: PrüfmittelNr. 检验仪器名 称及精度: 海克斯康 ALPHA 255018 (12.0+12L /1000)um PrüfmittelBenennun g.:
检具类型 /Type:
检具/Lehre
测量支架 /Messaufna hme
rne
1.5
实际装车定 位
Aufnahmeel
emente(Buc
hsen)
1.6
夹头设置和 压力装置
Spanner
und Druckstuec
ke
系统定位基 1.7 准(基准孔/
面)
零件号 /Teilnumm er:6R4.867 .135.A
数模 /TM:6R4_8 67_135_A_ _
DMU_TM_ _001__WIN KEL__09_ 10_2008_V
6 验收 /Massliche Abnahme(最 终认可时)
6.1 测量报告 Massprotok oll
6.2 重复性精度
Pruefmitte lfaehigkei tsnachweis
6.3
零件检测方 案
Messkonzep
t
6.4
检具设计 CAD说明书
CAD
Datumlist
检具设计说
6.5 明和使用说
设计确认 结果 /Prueferg ebnisse:
Bemerkung(Ab nehmer)备注 (用户):
frei (Note 1) 认可(1分)
(检查细节见 第2,3页)
制造检验 结果 /EndPrue fergebnis se:
Bemerkung(Ab nehmer)备注 (用户):
frei (Note 1) 认可(1分)
递交资料 Uebergeben unterlagen :
检具图纸 Pruefmittel Zeichung
Aenderungs -Nr.更改号 /Datum日 期: