焊接过程确认表
特殊过程确认记录
钢筋单面搭接焊特殊过程确认记录编号:钢筋闪光对焊特殊过程确认记录编号:钢筋电渣压力焊特殊过程确认记录编号:钢筋机械连接特殊过程确认记录编号:填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
4.特殊过程监控记录应经过相应人员的确认,签字后作为资料予以保存。
填写说明:1.表头部分必须填写齐全,可机打,也可以手填。
2.监控人应为项目部的质量员或项目部指定的专人。
3.施工过程记录应字迹清晰,填写内容齐全完备,主要内容包括:施工的详细部位、施工的主要做法、使用的机械设备状况、作业人员的能力水平、执行标准规范要求情况、现场实际完成情况以及各单位、部门的检查验收情况、检验试验情况等,都要填写完整。
特殊过程确认记录表_2

表:yR-7.5.2-01 编号:01
过程
名称
焊接
所属
部门
生产部
日
期
2012、4、7
对设备和环境的确认
使用设备
名称/型号
辅助材料
规格型号
交直流焊机
ZX7-400
金桥牌焊条
Φ4.0
设备
辅助材料
评价
确认
生产部评价
符合使用要求
评价
人员
设备部评价
符合精度要求
评价
人员
对原材料的确认
使用加工材料及规格
确认人:yyy 日期:2012、4、20
对过程结果的确认
从后期检测结果看,检测后的产品没有出现不合格,可以认为焊接过程的结果是符合规定的要求,后续使用中没有发现因焊接过程不合格造成不合格返工或退货等现象。
确认人:xxx 日期:2012、4、20
结论
过程符合规定的要求:
负责人:xxx 日期:2012、4、20
钢板厚度:4mm
钢管厚度:6mm
评价与确认
符合图纸要求
评价
人员
对人员的确认
参与人员
姓名
专业
工作年限
技能、资质确认
确认人员
n
焊接
经实际操作考核合格,总经理批准上岗
xxx
m
焊接
经实际操作考核合格,总经理批准上岗
xxxx
对方法(参数)的确认
焊接方法正确,电流:板厚4mm,电流280A,管壁厚6mm,电流320A,
特殊过程确认表
焊接工艺规范 CZ(Xபைடு நூலகம்/XS-HG-2006)
实际生产参数
操作者: 目测、溶深试验 X1 合 X2 合 X3 合 X4 合 X5 合
生产过程检测记录
此过程能满足生产能力的要求
技术质量部: 副总经理:
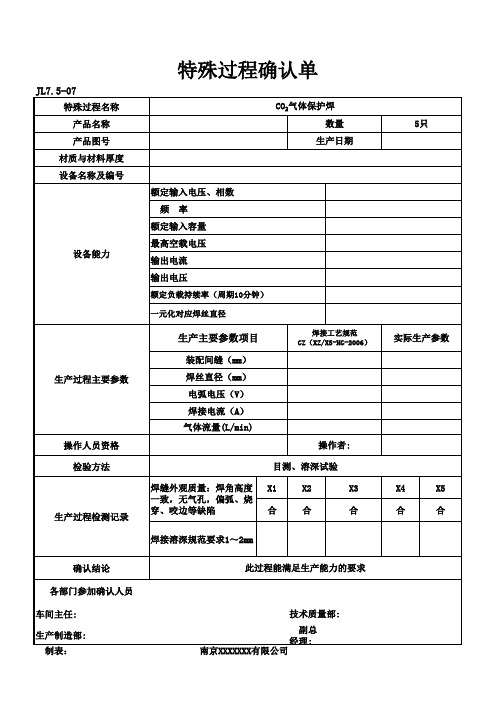
特殊过程确认单
JL7.5-07
特殊过程名称 产品名称 产品图号 材质与材料厚度 设备名称及编号 额定输入电压、相数 频 率 CO2 气体保护焊 数量 生产日期 5只
额定输入容量 最高空载电压 设备能力 输出电流 输出电压
额定负载持续率(周期10分钟) 一元化对应焊丝直径
生产主要参数项目
装配间缝(mm) 生产过程主要参数 焊丝直径(mm) 电弧电压(V) 焊接电流(A) 气体流量(L/min) 操作人员资格 检验方法 焊缝外观质量:焊角高度 一致,无气孔,偏弧、烧 穿、咬边等缺陷 焊接溶深规范要求1~2mm 确认结论 各部门参加确认人员 车间主任: 生产制造部: 制表: 南京XXXXXXX有限公司
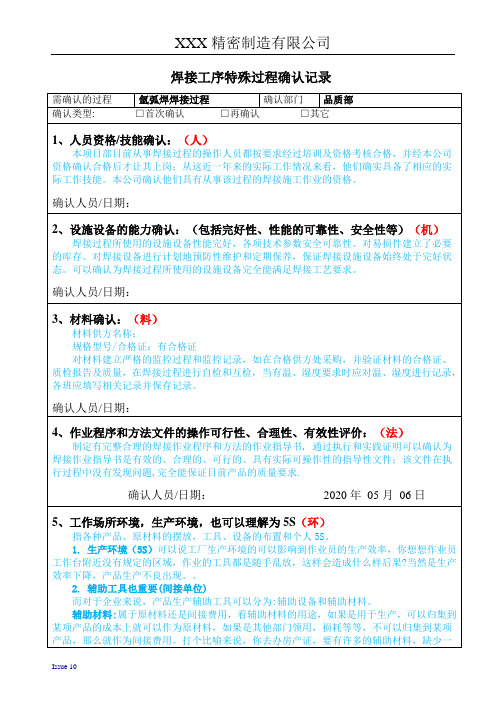
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
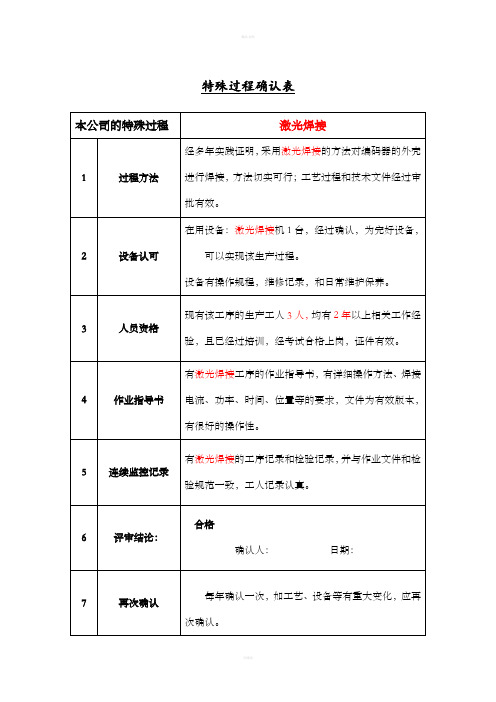
特殊过程确认表
1
过程方法
经多年实践证明,采用激光焊接的方法对编码器的外壳进行焊接,方法切实可行;工艺过程和技术文件经过审批有效。
2
设备认可
在用设备:激光焊接机1台,经过确认,为完好设备,可以实现该生产过程。
设备有操作规程,维修记录,和日常维护保养。
3
人员资格
现有该工序的生产工人3人,均有2年以上相关工作经验,且已经过培训,经考试合格上岗,证件有效。
再次确认人: 日期:
4
作业指导书
有激光焊接工序的作业指导书,有详细操作方法、焊接电流、功率、时间、位置等的要求,文件为有效版本,有很好的操作性。
5
连续监控记录
有激光焊接的工序记录和检验记录,并与作业文件和检验规范一致,工人记录认真。
6
评审结论:
合格
确认人: 日期:
7
再次确认
每年确认一次,如工艺、设备等有重大变化,应再次确认。
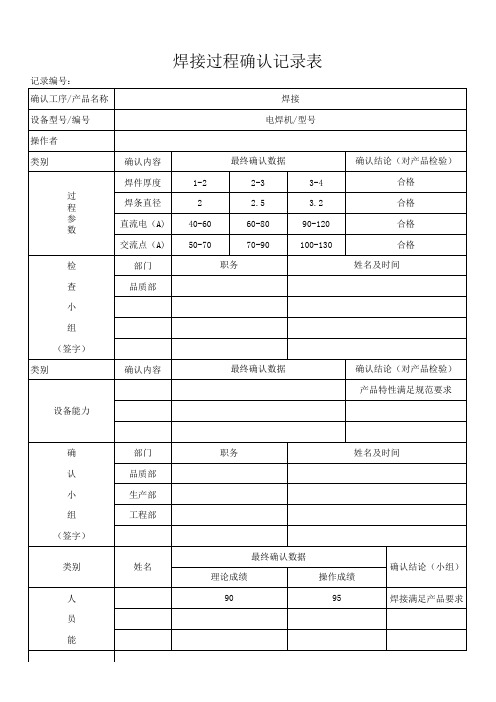
焊接过程确认记录表
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接工序特殊过程确认记录
对于生产上的辅助设备包括配件等。在我国有些企业经常会因为机器缺少配件给停工。
确认人员/日期:
5监控及记录情况确认:(测)
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,达到实现所策划的结果的能力。
确认人员/日期:
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,Байду номын сангаас验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
2. 辅助工具也重要(间接单位)
而对于企业来说,产品生产辅助工具可以分为:辅助设备和辅助材料。
辅助材料:属于原材料还是间接费用,看辅助材料的用途,如果是用于生产,可以归集到某项产品的成本上就可以作为原材料,如果是其他部门领用,损耗等等,不可以归集到某项产品,那么就作为间接费用。打个比喻来说,你去办房产证,要有许多的辅助材料,缺少一个你的房产证就办不下来。其实道理很明白也就是说在产品生产过程中这些一个都不能少。
焊接
需确认的过程
氩弧焊焊接过程
JL-65-1焊接过程确认表
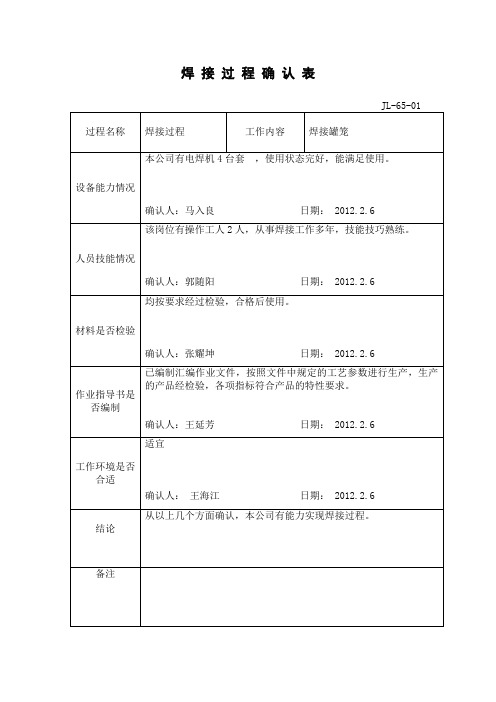
作业指导书是否编制
已编制汇编作业文件,按照文件中规定的工艺参数进行生产,生产的产品经检验,各项指标符合产品的特性要求。
确认人:王延芳日期:2012.2.6
工作环境是否合适
适宜
确认人:王海江日期:2012.2.6
结论
从以上几个方面确认,本公司有能力实现焊接过程。
备注
焊接过程确认表JL-65ຫໍສະໝຸດ 01过程名称焊接过程
工作内容
焊接罐笼
设备能力情况
本公司有电焊机4台套,使用状态完好,能满足使用。
确认人:马入良日期:2012.2.6
人员技能情况
该岗位有操作工人2人,从事焊接工作多年,技能技巧熟练。
确认人:郭随阳日期:2012.2.6
材料是否检验
均按要求经过检验,合格后使用。
特殊过程确认记录(焊接)

部门
职务
姓名
部门
职务
生产部
部长
质检部
部长
综合办
部长
确认结果
有无作业指导书
有作业指导书
设备、工装是否通过验收、检定
设备工作正常
是否规定并实施对设备、工装的保养和检查 有保养计划
特殊过程的员工是否符合上岗要求
符合
现场观察、小样试验是否合格
合格
是否对过程参数进行监视并保持记录
有相关记录
确认结论 过程控制满足要求,过程控制有效
确认人签名
姓名
SYFT/ZY-19-A/0
SYFT/ZY-22-A/0
特殊过程的主要操作工
资格
姓名
文件号 资格
特殊过程控制参数
焊 接 工 对接焊缝焊件母材 焊 接 电 流 电 弧 电 压 焊接速度(cm/min)
艺参数 厚度范围
(A)
(V)
要求
10-20mm
500-550 32-35V
43-48
实际
10mm
520
特殊过程确认记录
产品名称 确认类别
名称 焊机
封头
过程名称 焊接(埋弧焊)
首次确认 □再确认
确认时间/ 地点
特殊过程所使用的主要设备、工装
编号
名称
SB-01
JL-069 编号
文件名称 焊接作业指导书 电焊机操作规程 产品质量检验规程
姓名
特殊过程所使用的主要作业指导书
文件号
文件名称
SYFT/ZY-23-A/0
焊接过程与检验记录表
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
回流焊过程确认

目录目录 (1)第1章回流焊接过程确认概述 (3)1.1任务来源 (3)1.2确认过程 (3)1.3时间与进度 (3)第2章回流焊接过程确认计划 (4)2.1回流焊接过程描述及评价 (4)2.2回流焊接过程的输入及输出产品的接受准则: (4)2.3回流焊过程参数及验证项目的确定(IQ、OQ、PQ) (4)2.4回流过程人员人力资源要求 (6)2.5回流焊过程再确认条件 (6)2.6回流焊过程确认输出 (7)2.7回流焊过程确认小组人员及职责 (7)第3章IQ (8)3.1安装查检表 (8)3.2试机 (8)3.3校准 (8)3.4结论 (8)第4章OQ (9)4.1验证说明 (9)4.2原材料合格验证 (9)4.3炉温曲线验证 (9)4.4结论 (14)第5章PQ (15)5.1同一批之间的重复性验证 (15)5.2不同批之间的重复性验证 (16)5.3结论 (17)第6章过程变异因数的控制 (18)6.1回流焊温度的控制 (18)6.2测温板的控制 (18)6.3炉温监测的控制 (18)6.4回流焊参数的控制 (18)6.5产品外观检验控制 (18)第7章回流焊过程再确认条件 (19)第8章回流焊接过程确认输出文档/文件列表 (20)8.1炉温曲线图 (20)8.2相关设备/工艺文件 (20)8.3人员培训记录表 (20)8.4回流焊接过程确认会议纪要 (20)8.5回流焊过程确认报告 (20)第9章回流焊接过程确认总结 (21)第1章回流焊接过程确认概述1.1任务来源PCBA组装生产中所有工艺控制的目的都是为了获得良好的焊接质量,而回流焊接则是核心工艺,如果回流焊接过程控制不好会直接影响PCBA组装质量。
其中焊点强度是回流焊焊点必须满足的要求,但又属于破坏性检查,不能在每块PCBA上实施,也无法在每个批次中执行,因此PCBA回流焊接过程属于特殊过程,需要进行过程确认。
此次以KD-726\KD-575N\KD-525EN\KD-591\KD-796\KD-791 KD-788为例进行确认。
电烙铁焊接特殊过程确认报告-IQ、OQ、PQ-报告(审核通过)

电烙铁焊接特殊过程确认报告,IQ、OQ、PQ,报告(审核通过) 电烙铁焊接过程确认报告(IQ、OP、PQ报告)电烙铁安装确认(IQ)报告制定:日期:审查:日期:核准:日期:修订历史记录版本更改描述姓名职位日期A/0新制定XXX工程部主管2021.1.181.目的本报告目的为确保半成品电烙铁生产过程中是符合质量要求的,并且可靠。
2.范围本报告依照方案的《电烙铁安装检查表》,来执行记录数据。
3.安装确认检查结果电烙铁安装检查记录表电烙铁编号:XXX项目确认方法可接收准则人员日期证据或数据P/F1设备确认电烙铁是否设备标识,连接部件是否正产有设备标识,连接部分无松动XXX2021.1.18机身有设备标识,部件无松动Pass2安装要求现场安装应能正常启动XXX2021.1.18安装后能正常启动Pass3电源设备的输入电源电压和频率应满足设备操作说明书的要求AC220V,50Hz,连接至网电源可以正常运转XXX2021.1.18设备连接至网电源可以正常运转Pass4水平条件检查安装的水平条件安装时应水平,作业员应水平拿放电烙铁XXX2021.1.18可以正常拿放电烙铁Pass5环境条件应确认设备的工作环境温/湿度条件满足规定正常车间条件,在10-40℃范围XXX2021.1.18车间条件能满足10~40°范围Pass6目视检查条件确认检验条件是否满足质量要求,如光线照度正常室内日光灯,800-1000LuxXXX2021.1.18光线照度能满足规定要求7设备接地确认电烙铁是否要接地?三插电源头,AC插头有接地线XXX2021.1.18设备有接地Pass8作业安全设备应有保护装置,防护员工在取拿产品时烫伤。
操作员应有保护装备,防止烫伤XXX2021.1.18有保护装置,且装置正常Pass9灰尘要求确认对于设备或生产工艺的环境是有否无尘要求无漂浮灰尘XXX2021.1.18无漂浮灰尘Pass10清洁度确认对于设备或生产工艺,环境是否有特殊的清洁要求员工取拿时需要带手套XXX2021.1.18员工取拿时戴手套Pass4.总结安装条件必须依照过程确认方案的《电烙铁安装检查表》来执行并验证通过。
特殊过程确认记录表

工程项目名称
施工时间
序号
特殊过程名称
人员认
记录确认
备注
1
焊接
项目焊接施工作业人员为:赵#代##经过确认,这些员工经过培训,持证,具备从事焊接施工工作经验
经确认钢材、焊条等有合格证,焊条按规定要求处理
经确认针对焊接过程制定了《施工作业指导书》,《过程控制程序》,过程严格依据文件组织生产
经确认接作业所使用的设备(电焊机)均经过项目部按照设备管理制度的规定进行进场验收,验收合格,并在使用过程中进行维护保养,符合焊接作业使用要求
经过确认,焊接作业人员严格依据依作业指导书文件组织施工,对施工情况做记录,形成###施工质量验收记录
确认结果
该特殊过程具备达到质量合格要求的能力,确认工程质量合格
确认人员签字
建筑施工企业常见的特殊过程:防水、大体积混凝土、焊接施工等
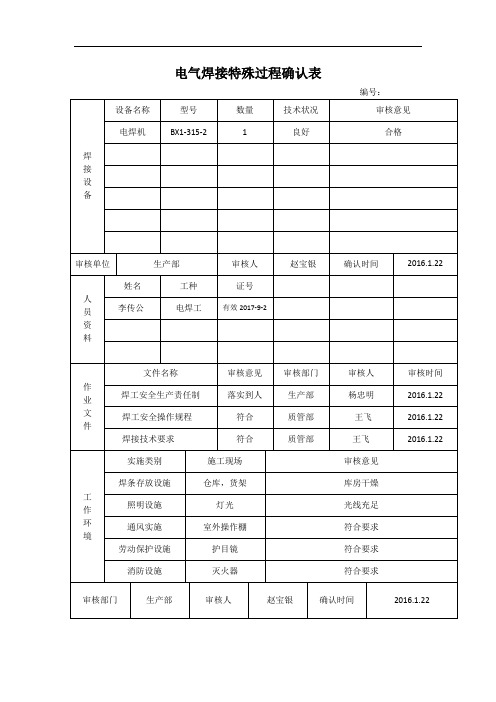
焊接特殊过程确认表
符合
质管部
王飞
2016.1.22
焊接技术要求
符合
质管部
王飞
2016.1.22
工
作
环
境
实施类别
施工现场
审核意见
气
仓库,货架
库房干燥
照明设施
灯光
光线充足
通风实施
室外操作棚
符合要求
劳动保护设施
护目镜
符合要求
消防设施
灭火器
符合要求
审核部门
生产部
审核人
赵宝银
确认时间
2016.1.22
氩弧焊过程确认表
焊工安全操作规程
符合
质管部
王飞
2016.1.22
焊接技术要求
符合
质管部
王飞
2016.1.22
工
作
环
境
实施类别
施工现场
审核意见
焊条存放设施
仓库,货架
库房干燥
照明设施
灯光
光线充足
通风实施
室外操作棚
符合要求
劳动保护设施
护目镜
符合要求
消防设施
灭火器
符合要求
审核部门
生产部
审核人
赵宝银
确认时间
2016.1.22
编号:
焊
接
设
备
设备名称
型号
数量
技术状况
审核意见
氩弧焊机
WSM-200
1
良好
合格
审核单位
审核人
确认时间
人
员
资
料
姓名
工种
证号
赵喜良
电焊工
焊接工序确认记录
iii.按规定规格作业,中心,距正负0.5mm,平面度量衡1.0 mm
iv.钢管与钢管的对接应符合GB151规定
v.焊接应符合GB/T985的规定
验证结论:符合合格判定依据
验证负责人签字:2009年11月28日
工程部经理意见:同意
技术经理签字:2009年11月28日
焊接工序确认记录
特殊过程名称
焊接
作业方式分类
验证时间
验证地点
验证参加人员
合格判定依据:
样件符合以下要求,判定为合格:
1、无虚焊、脱焊、漏焊,无毛刺;2、无气孔,无夹渣,无裂痕;
3、焊缝平整、对称,曲
证
内
容
实际操作人员能力评价:具有行业操作等级证书
设备评价:
焊接设备工作状态良好,工人严格按规定定期进行保养并做好保养记录
材料评价:材料通过正规渠道进货,材料不得锈蚀,符合低压流体输送焊接钢管标准GB/13754—1992
工艺文件确认:《安装工程质量控制指导书》
作业环境评价:符合要求
使用的记录:《生产监控单》
工艺验证内容:电焊机采用于3.5A交流弧焊机,使用电焊机时,按以下操作规程和注意事项:
i.首先检查电焊机电源是否正确,并把电流调到焊节所须电流
注:当人机料法环等作业条件发生变化时,应再次验证。
.特殊过程确认表格模板
2
工艺
已编制了油漆工艺文件,对油漆工艺参数作出了明确规定,经验证该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
喷涂设备定期危险保养运行情况良好,设备符合生产工艺的要求。
生产制造安全处:
4
材料
使用材料已作出规定,经技质部验证符合规定成分要求,生产的产品成分符合要求。
技术开发处(质量):
特殊过程确认表
记录编号:
特殊过程:焊接
序号
确认项目
确认结果
确认人
1
人员
焊接工持证上岗,公司每年举行岗位培训已经过培训,有实际操作经验,能胜任本岗位工作。
综合管理处:
2
工艺
已编制了焊接工艺文件,对焊接工艺参数作出了明确规定,经验证标准该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
设备定期维修保养,运行情况良好,设备符合焊接生产工艺的需要。
结论:
上述过程经确认满足要求,油漆特殊过程予以确认。
技术开发处
批准:日期:
生产制造安全处:
4
材料
焊接使用材料已作出规定(焊材),经品技术开发处验证符合规定成分要求,生产的产品检验符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,、焊接特殊过程予以确认。
技术开发处
批准:日期:
特殊过பைடு நூலகம்确认表
记录编号:
特殊过程:涂装
序号
确认项目
确认结果
确认人/日期
1
人员
公司每年举行油漆工岗位培训,合格后方可上岗,有实际操作经验,能胜任本岗位工作。