矩形后盖注塑模
手机壳注塑模具设计说明书

本科毕业论文(设计)题目手机壳模具设计与结构设计作者机械工程学院学院专业料成型与控制工程学号指导教师二〇一六年二月二十二日摘要本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面AbstractThis design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould.The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality.Keywords:The plastic mold;the parametrization;;divides the profile目录摘要 (I)Abstract..................................................... I I第一章绪论 (1)1.1 模具介绍 (3)1.2 模具在加工工业中的地位 (3)1.3 模具的发展趋势 (3)第二章该塑件材料分析和工艺性分析 (4)2.1 材料分析 (6)2.2 工艺分析 (7)2.2.1尺寸及精度 (8)2.2.2表面粗糙度 (9)2.2.3形状 (9)2.2.4斜度 (9)第三章拟定成型工艺 (10)3.1制件成型方法 (10)3.2制件的成型参数 (10)3.3确定型腔数目.............................. 错误!未定义书签。
复读机后盖注射模说明书
题目:复读机后盖注射模具学院:摘要塑料成型制品是以塑料为主要结构材料经成型加工获得的制品,又称塑料制件,简称塑件。
塑料成型制品应用广泛,特别是在电子仪表、电器设备、通信工具、生活用品等方面获得大量应用。
如各种受力不大的壳体、支架、机座、结构件、装饰件等;建筑用各种塑料管材、板材和门窗异型材;塑料中空容器和各种生活用塑料制品等。
塑料制件的主要加工方法是塑料成型加工。
塑料成型是将各种形态的塑料原料(粉状、粒状、熔体或分散体)熔融塑化或加热达到要求的塑性状态,在一定压力下经过要求形状模具或填充到要求模具模腔内,待冷却定型后,获得要求形状、尺寸几性能塑料制件的生产过程。
其特点是生产制品形状尺寸稳定,可实现连续生产,一模多件生产,生产效率高。
常用的塑料成型工艺有注射成型、压缩成型、中空成型等,注射成型是塑料模塑成型的一种主要成型方法。
注射成型技术出现了许多新的工艺方法,如无流道凝料注射成型、热固性塑料注射成型、排气注射成型、反应注射成型以及多品种塑料的共注射成型。
关键词:塑料制件注塑成型Repetition machine back injectiong moldAbstract:Plastic molding plastic products is the main structural material obtained by forming products, also known as plastic parts, plastic parts for short. Plastic molding products are widely used, especially in the electronic instruments, electrical equipment, communication tools, daily necessities, such as a large number of applications received. such as a large shell, frame, base, structural parts, decorative parts; all kinds of plastic pipe used in construction, sheet metal and profile windows and doors; hollow plastic containers and plastic products such as life.The main processing of plastic parts are made of plastic processing method. Plastic molding is to various types of plastic raw materials (powder, granular, melt or dispersion) plastics melt or heating plastic to meet the requirements of state, to a certain shape under pressure after a request to the requirements of mold or mold-filled cavity, stereotypes to be cooling after it has been requested the shape, size, number of properties of plastic parts of the production process. Characterized by the shape of the production of dimensionally stable products, can realize continuous production, more than one mode of production, high productivityCommon type of plastic molding processes are injection molding, compression molding, Blow Molding and so on, plastic injection molding is a molding method of forming a major. Injection molding technology there are many new technical methods, such as material non-condensate flow injection molding, thermoset plastic injection molding, the exhaust injection molding, reaction injection molding, as well as the total number of varieties of plastic injection moldingKey words: Plastic parts Injection molding目录摘要 (2)前言 (5)第一部分设计课题及设计目的一设计内容 (6)二设计目的 (6)第二部分模具设计一、产品工艺性分析 (7)二、注射机的选择 (8)三、确定模具基本结构 (10)四、模具结构设计 (10)五、模具整体设计 (19)总结 (21)参考文献 (22)致谢 (23)前言模具是工业生产中使用极为广泛的重要工艺装备,采用模具生产制品及零件,具有市场效率高,节约原材料,成本低廉,保证质量等一系列优点,是现代工业生产的重要手段和主要发展方向。
注塑件模具的常见浇口类型

注塑件模具的常见浇口类型
注塑件加工的过程中不只需要工程师有效的把控到每一个注塑环节,也需要注塑工程师能够有用掌握注塑模具的使用情况。
而浇口作为注塑模具重要的组成部分之一,其类型是多元化的,并且不一样的浇口类型用在不一样的成型塑件上面,并且其对注塑件加工的最终质量也有所影响。
注塑件模具的常见浇口类型有哪些呢?
第一:直接浇口,当前直接浇口在注塑加工模具应用中仍是比较广泛的,其最大的长处在于熔体的压力相对来说比较小,并且也相对简单,直接浇口的长处使得其能够适用于常用的任何塑料,特别是一些成型大且深的注塑件。
第二:矩形浇口,矩形浇口的位置通常是开在注塑模具的分型面上,较多的用在中小型的注塑件的注塑模具上。
其最大的长处在于其截面形状简略,可简单进行加工、并且后期在进行试用注塑模具后也便于进行修改。
不过矩形浇口最大的缺陷是易发生浇口痕迹。
第三:扇形浇口,扇形浇口其实是矩形浇口的一种变异的方式,因而其和矩形浇口有许多类似的地方。
不过扇形交口通常对比适用于注塑成型大平板状以及薄壁的注塑件。
多见的浇口类型即是上述三种类型,当然还有比如:膜状浇口、轮辅浇口、点浇口、埋伏浇口等类型。
矩形上壳罩注射模具的设计
、毕业设计设计题目:矩形上壳罩注射模具的设计班级:模具102班)姓名:指导教师:牡丹江大学机械工程学院-2013年4月9日一、设计任务书1、塑料制品名称:矩形上壳罩2、塑料原料:ABS3、生产批量:10万件4、塑件图:如图1-1a所示为上壳罩的二维图样,如图1-1b为上壳罩的三维图样。
、图1-1a上壳罩的二维图样,图1-1b上壳罩的三维图样二、塑件的结构工艺性分析:1.塑件的成型特性:ABS是聚苯乙烯的改性产品,是不透明非结晶型聚合物,无毒、无味,密度为-1.05gcm2。
ABS具有突出的力学性能,坚固、坚韧、坚硬;具有一定的化学稳定性和良好的介电性能;具有较好的尺寸稳定性,易于成型和机械加工,成型塑件表面有较好的光泽,经过调色可配成任何颜色,表面可镀铬。
其缺点是耐热性差,连续工作温度为70℃左右,热变形温度为93℃左右,但热变形比聚苯乙烯、聚氯乙烯、尼龙等都高;耐候性差,在紫外线作用下易变硬发脆。
ABS可采用注射、挤出、可延、吹塑、真空成型、电镀、焊接及表面涂饰等多种成型加工方法。
ABS成型性能如下:(1)易吸水,成型加工前应进行干燥处理,表面光泽要求高的塑件应长时间预热干燥。
(2)流动性中等,溢边值为0.04mm左右。
(3)、(4)壁厚和熔料温度对收缩率影响极小,塑件尺寸精度高。
(5)比热容低,塑化效率高,凝固也快,固成型周期短。
(6)表面粘度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式。
(7)顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度易取2°以上。
(8)易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力。
(9)易采用高料温、高模温、高注射压力成型。
在要求塑件精度高时模具温度可控制在50-60℃;而在强调塑件光泽和耐热性时,模具温度应控制在60-80℃。
2.塑件的结构工艺性分析:(1)塑件的尺寸精度分析:!该需标注公差的尺寸有ø18±、2x ø12+、30±,属于一般精度要求,其他尺寸均为未标注公差的自由尺寸,可按MT5查取公差。
注塑模具结构及设计-4
注塑模具结构及设计-4注塑模具结构及设计-43.板材和插件板材是指使用模具制造注塑成型工艺中使用的覆盖模具空腔的零部件。
常见的板材材料有钢板、铜板、铝板等。
板材的选择应根据注塑材料的特性和模具所需的强度、耐磨、导热性等要求进行评估。
板材一般具有以下几个基本结构:-底板:位于模具底部,承受模具自重和注塑机的开合力,一般要求具有较高的强度和硬度;-固定板:用于固定模具上下板,一般在模具底板下方;-滑块板:用于控制模具的滑块运动,一般使用矩形或圆形的板材;-拉杆板:位于固定板的上方,用于固定拉杆,使模具能够承受开合力;-水口板:用于连接冷却水管,帮助模具冷却,一般位于模具顶部。
插件是指模具中用于成品脱模、冷却、定位等功能的零部件。
常见的插件包括:-脱模销:用于辅助脱模,一般位于固定板上;-塞针:用于成品注塑时,将产品直接推出模具或通过顶出器杆将产品顶出模具;-冷却水管:用于通过冷却水冷却模具,提高注塑过程中的生产效率;-定位销:用于使模具各个零部件定位,保证模具装配和使用的精度;-簧片:用于使模具滑块等部件保持在正确的位置,避免产生振动和噪音。
板材和插件的设计应考虑以下几个因素:-强度和刚度:板材和插件需要具有足够的强度和刚度,以承受注塑过程中的力和压力,避免发生变形和损坏;-耐磨性:板材和插件需要具有较高的耐磨性,以便能够在长时间的注塑生产过程中保持良好的工作状态;-导热性:板材和插件应具有良好的导热性,以便能够快速传导注塑材料的热量,提高注塑过程中的生产效率;-具有良好的工艺可行性:板材和插件的设计应具有良好的可制造性和可维修性,以方便模具的制造和维护。
总结:成型零部件是注塑模具中的重要组成部分,包括板材和插件。
设计合理的成型零部件能够保证模具的正常运行,提高注塑过程中的生产效率和产品质量。
在设计成型零部件时,应考虑其强度、耐磨性、导热性和工艺可行性等因素,以便满足注塑材料的特性和模具的使用要求。
注塑模具设计知识与精髓
常见塑料的成型收缩率
塑料名称
收缩率(%)
塑料名称
HDPE
1.5~3.5(2.0)*
POM
LDPE
1.5~3.0(1.5)*
PA6
PP
1.0~3.0(1.5)*
PA66
GPPS
0.4~0.8(0.5)*
SPVC
HIPS
0.4~0.6(0.5)*
TPU
ABS
0.4~0.7(0.5)*
PMMA
PC
0.5~0.7(0.5)*
使截面面 积S =πR 2 时应取的 尺寸
0.250D D=2R
热量损失
最小
0.217b
0.250d
0.239D
0.228D
b =1.1D d =0.912D
小
较小
0.250b
0.222D
b =0.886D
较大
0.250d
0.220D
d =0.879D
大
0.153d
0.216D
d =1.414D
更大
其中之规律。
如右图,这是一个传动蜗杆,传动部分要求光滑平整,
入水应放在左端面,产品单件重2g,最大外径φ11.5,
长21.00。
此产品需采用三板模、螺纹抽芯结构。通常以抽芯
机构为圆心,圆状分布。参考抽芯机构标准件,综合加
工、材料的强度,选择四件为一组,产品中心距离125,
如果以这四件组为一模,模胚应为2330大小,注塑机
B,排气方式 a.分 型 面 排 气。 b. 成 型 芯 排 氣。 c.中 心 頂 杆 排 氣 d.頂 針 排 氣
e.側 型 芯 排 氣
流道截面形状
名称
注塑模具标准件

表2-7 标准复位杆(摘自GB/T 4169.13—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um。 a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 端面允许留有中心孔。 标记示例:直径D=10mm、长度L=100mm的复位杆: 复位杆 10×100 GB/T 4169.13—2006
未注表面粗糙度Ra=6.3μm;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm。 标记示例:直径D=12mm、长度L=50mm、与模板配合长度L1=20mm 的带头导柱:带头导柱 12×50×20 GB/T 4169.4—2006
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
mm
注:① 材料由制造者选定,推荐采用4Cr5MoSiV1、3Cr2W8V。 ② 硬度45HRC~50HRC。 ③ 淬火后表面可进行渗碳处理,渗碳层深度为0.08mm~ 0.15mm,心部硬度40HRC~44HRC,表面硬度≥900HV。 ④ 其余应符合GB/T 4170--2006的规定。
四、推板
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm 标记示例:直径D=16mm、长度L=50mm、与模板配合长度L1=20mm 的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006 .
实验四、模具拆装了解注塑模具浇注系统

实验三、模具拆装了解注塑模具浇注系统一、实验目的1、加深理解塑料模具浇注系统;2、了解塑料模具浇注系统的设计;3、了解塑料模具浇注系统的组成及功能。
二、实验内容1 浇注系统的组成(feed system)普通浇注系统一般有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图所示。
(1)主流道(sprue)是连接注射机喷嘴与模具分流道之间的一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。
(引料入模)(2)分流道(runner)是主流道与浇口之间的料流通道。
在多型腔或单型腔多浇口模具中,分流道是将来自主流道的熔体均匀的分配至各型腔或同一型腔的各部位,并对熔体进行分流和转向。
按模具类型的不同,分流道可分为一级或多级,有的模具没有分流道。
(3)浇口(gate)分流道与型腔之间的一段截面狭小、长度很短的料流通道。
熔体进入型腔的入口。
是整个浇注系统的关键部分。
(4)冷料穴(cold-slug well)一般位于主流道末端分型面动模一侧,分流道较长时,在其末端也设有冷料穴。
冷料穴主要用于收集喷嘴前端和熔体流动前锋的冷料,避免冷料进入型腔对塑件质量造成影响。
有时,在型腔最后充满部位,为避免熔接缝对制品质量的影响,也设置冷料穴,制品成形后切除。
2 浇注系统的功用1〉输送熔体;2〉传递压力。
3.主流道是熔融塑料由注射机喷嘴喷出时最先经过的部位,与注射机喷嘴同轴。
因之与熔融塑料、注射机喷嘴反复接触、碰撞,一般不直接开设在定模上,而是制成可拆卸的浇口套,用螺钉或配合形式固定在定模板上,主流道的基本结构和安装形式如图4.分流道的截面形状(1)分流道的主要截面形状:圆形、梯形和矩形。
5、浇口是主流道、分流道与型腔之间的连接部分,即浇注系统的终端,对保证塑件质量具有重要作用。
两个功能:①对塑料熔体进入型腔起着控制作用,使熔融塑料以最快的速度进入并充满型腔,并在保压过程中进行补料以弥补由于塑件收缩而留出的空间。
适用于笔记本电脑外壳的注塑模具的制作方法
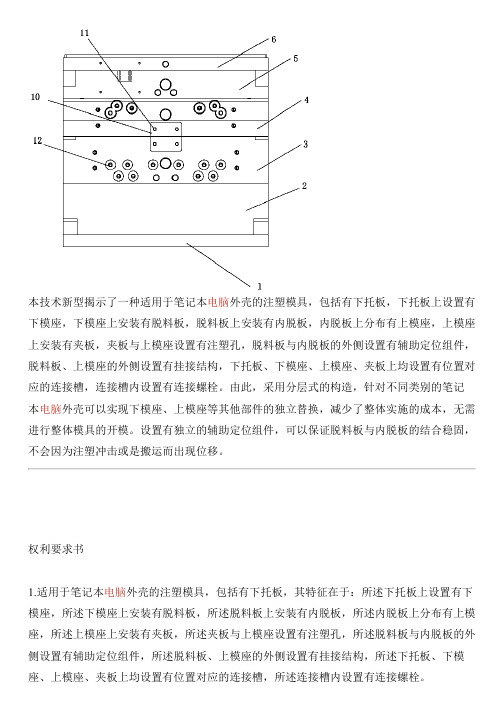
本技术新型揭示了一种适用于笔记本电脑外壳的注塑模具,包括有下托板,下托板上设置有下模座,下模座上安装有脱料板,脱料板上安装有内脱板,内脱板上分布有上模座,上模座上安装有夹板,夹板与上模座设置有注塑孔,脱料板与内脱板的外侧设置有辅助定位组件,脱料板、上模座的外侧设置有挂接结构,下托板、下模座、上模座、夹板上均设置有位置对应的连接槽,连接槽内设置有连接螺栓。
由此,采用分层式的构造,针对不同类别的笔记本电脑外壳可以实现下模座、上模座等其他部件的独立替换,减少了整体实施的成本,无需进行整体模具的开模。
设置有独立的辅助定位组件,可以保证脱料板与内脱板的结合稳固,不会因为注塑冲击或是搬运而出现位移。
权利要求书1.适用于笔记本电脑外壳的注塑模具,包括有下托板,其特征在于:所述下托板上设置有下模座,所述下模座上安装有脱料板,所述脱料板上安装有内脱板,所述内脱板上分布有上模座,所述上模座上安装有夹板,所述夹板与上模座设置有注塑孔,所述脱料板与内脱板的外侧设置有辅助定位组件,所述脱料板、上模座的外侧设置有挂接结构,所述下托板、下模座、上模座、夹板上均设置有位置对应的连接槽,所述连接槽内设置有连接螺栓。
2.根据权利要求1所述的适用于笔记本电脑外壳的注塑模具,其特征在于:所述上模座上分布有若干流道引导槽,所述流道引导槽包括有圆形深槽,所述圆形深槽上导通连接有长圆槽。
3.根据权利要求1所述的适用于笔记本电脑外壳的注塑模具,其特征在于:所述上模座上开设有冷却通道。
4.根据权利要求1所述的适用于笔记本电脑外壳的注塑模具,其特征在于:所述辅助定位组件包括有定位板,所述定位板上设置有若干定位孔,所述定位孔内穿设有定位螺钉,所述脱料板与内脱板的外侧对应位置处设置有衔接槽,所述定位螺钉穿入衔接槽。
5.根据权利要求4所述的适用于笔记本电脑外壳的注塑模具,其特征在于:所述定位板为矩形板,所述矩形板的边缘设置有圆弧倒角。
6.根据权利要求1所述的适用于笔记本电脑外壳的注塑模具,其特征在于:所述挂接结构包括有螺纹孔,所述螺纹孔内连接有辅助螺栓。
模具毕业设计论文题目
模具毕业设计论文题目交流配电盒冲压模具设计矩形盒盖注塑模具冷水壶盖注塑模具摩托车后轮轮毂模具设计汽车前灯罩的冲压模具设计三星手机充电外壳模具设计手机下盖产品造型与模具设计鼠标上盖注塑模具设计托板冲压模具设计万能充电器后盖产品造型与模具设计压铸-电机外壳模具设计压铸-负压盖模具设计遥控器后盖注塑模具设计饮水机机嘴注塑模具设计圆规盒注塑模具设计落料拉深模具设计油杯复合模设计及典型工作零件工艺分析模具毕业设计:端盖复合模设计底座注塑模设计塑料外罩模具设计香皂盒盖注塑模具设计闹钟后盖塑料成型模具设计塑料线卡模具设计pp塑料碗注射模设计注射器盖塑料模具设计托板冲模毕业设计心型台灯塑料注塑模具设计盖冒垫片模具设计(560×450×279) 塑料水槽及其注模具设计DN150阀圈橡胶模具设计USB接口插件弯曲模具设计灯座注塑模具的设计电风扇旋扭的塑料模具设计电机炭刷架冷冲压模具设计电器支架注塑模具设计饭盒把手注射模具设计放大镜模具的设计与制造复读机后盖注射模具固定垫板冲裁模具设计机油盖注塑模具的设计加油口支座冲孔落料模具的设计铰链落料冲孔复合模具设计控制柜旋钮注射模具设计冷冲扬声器模具设计滤油器支架模具设计内螺纹管接头注塑模具设计内外缘翻边模具设计普通开关按钮模具设计软管接头模具设计手表托架注射模具设计水管三通管塑料模具塑料挂钩座注射模具设计五寸软盘盖注射模具设计香水盖子及模具设计小电机外壳造型和注射模具设计电机炭刷架冷冲压模具设计水泥瓦模具设计与制造工艺分析心型台灯塑料注塑模具毕业设计普通开关按钮模具设计水泥瓦模具设计与制造工艺分析冲大小垫圈复合模具设计盖冒垫片冲压模具设计杯形件拉深模具的设计汽车盖板冲裁模设计CD盒注塑模设计摩托车油箱注油口冲压工艺及模具设计鼠标上盖注射模具设计冲压模具毕业设计下载代做添加企鹅973578218,发送要求,第一时间回复模具毕业设计:止动杠杆冲压模具设计模具毕业设计:大功率三极管管脚冷冲模毕业设计把手封条模具设计冲压模具毕业设计下载卡板工艺研究及模具设计电风扇上盖注塑成型模具设计线圈骨架轴注塑模设计电器盒注射模具设计油泵壳体模具设计箱壳落料拉深模设计制动盒外壳冲压件设计密封垫罩冲压工艺与模具设计皂盒上盖注塑模具设计盖塑料注射模具设计电池后盖塑料模具设计模具设计:板金加强板冲压模具设计Z形件级进模设计塑料外壳注射模的设计酒瓶内盖塑料模具设计模具毕业设计:行星齿轮的注塑模具设计电子钟后盖注塑模具设计高档化妆品瓶盖注射模具设计管架注塑模设计旅行餐碗注塑模设计汽车输油管的模具设计旅行餐碗注塑模设计含三维pro/e图纸普通罩壳塑料模设计光驱Cover的模具设计滤油器支架模具设计帆布气眼的冲压模具设计管架注塑模设计电源插座注射模设计漫步者RTⅡ低音炮音响外形设计及其外壳塑料零件注射模设计(Pro/e)封闭板成形模及冲压工艺接触片冲模设计(Pro/E)水管联接压盖模具设计客车车门垫板冲裁模设计锥形油杯冲压模具设计彩色塑料盆景花盆注塑模设计箱体锁扣注射模具设计酒瓶内盖塑料模具设计滤油器支架模具设计笔盖的模具设计(电机炭刷架)冷冲压模具设计挡油盘拉伸及冲孔模具设计关注微信公众号:得力机械毕业设计论文,免费领取成品密封垫罩冲压工艺与模具设计摩托车塑料挡板注塑模具设计前铰扣零件冲压模具设计软管接头模具设计数码按钮注射模具设计椭圆盖注射模模具玩具的小零件塑料模具设计小电机外壳造型和注射模具设计及CAE分析凹迷宫片零件冲压成形工艺与模具设计百叶窗类零件成型工艺分析及模具设计保温水瓶成型及模具设计笔记电脑外壳模具设计表盖压铸模具毕业设计冰箱下底板模具设计与制造常用小五金零件手柄套的三维参数化建模及模具设计车消音器零件的冲压工艺及模具设计齿轮螺栓垫片冲压成形工艺与模具设计T型槽垫板冲压工艺与模具设计U型开槽托架冲压工艺与模具设计安装支架冲压工艺与模具设计长条形线卡冲压工艺与模具设计长腰形垫板冲压工艺与模具设计多孔条形垫片冲压工艺与模具设计酚醛层压布板垫片冲压工艺与模具设计隔板冲压工艺与模具设计钩形板冲压工艺与模具设计接线夹冲压工艺与模具设计矩形腰孔垫板冲压工艺与模具设计矩形圆孔垫板冲压工艺与模具设计开槽垫圈冲压工艺与模具设计三角垫板冲压工艺与模具设计四孔支板冲压工艺与模具设计梯形支架冲压工艺与模具设计通底园盘冲压工艺与模具设计突耳垫片冲压工艺与模具设计突缘圆筒冲压工艺与模具设计托架冲压工艺与模具设计小型托架冲压工艺与模具设计仪表指针冲压工艺与模具设计异形腰孔垫板冲压工艺与模具设计圆弧槽垫圈冲压工艺与模具设计钥匙冲压工艺与模具设计钥匙形垫板冲压工艺与模具设计直角托架冲压工艺与模具设计直角支架冲压工艺与模具设计指形垫板冲压工艺与模具设计CD盒注塑模具设计电话机机座底板的模具设计东风汽车发动机某通气叶片模具设计骨架模具的设计与制造壳体零件模具设计闹钟后盖注塑模具设计定张力卷布机构的设计小型多工步自动推料进给装置及温控、上位显示系统设计变频试验台直线运动机构及基于S-速度示教系统控制软件与上位监控系统设计双向刨削牛头刨床的机构改造设计平压印刷机设计电葫芦机械系统设计。
注塑模具设计实例
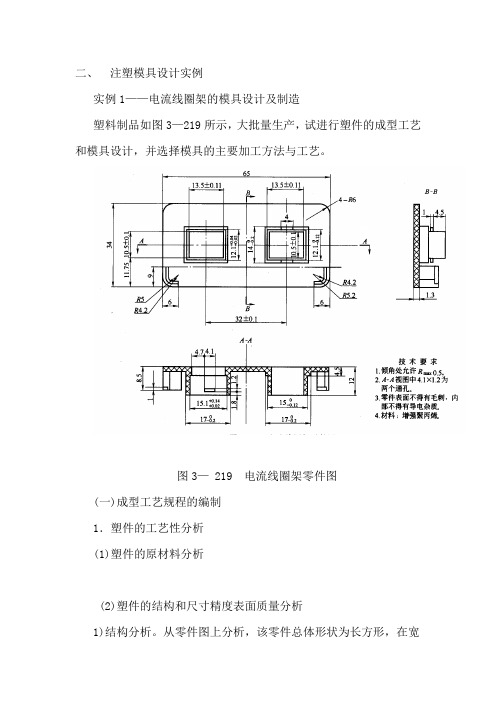
二、注塑模具设计实例实例1——电流线圈架的模具设计及制造塑料制品如图3—219所示,大批量生产,试进行塑件的成型工艺和模具设计,并选择模具的主要加工方法与工艺。
图3— 219 电流线圈架零件图(一)成型工艺规程的编制1.塑件的工艺性分析(1)塑件的原材料分析(2)塑件的结构和尺寸精度表面质量分析1)结构分析。
从零件图上分析,该零件总体形状为长方形,在宽度方向的一侧有两个高度为8.5mm ,R5mm 的两个凸耳,在两个高度为12mm 、长、宽分别为17mm 和13.5mm 的凸台上,一个带有的凹槽(对称分布),另一个带有4.lmmXl .2 mm 的凸台对称分布。
因此,模具设计时必须设置侧向分型抽芯机构,该零件属于中等复杂程度。
2)尺寸精度分析。
该零件重要尺寸如:012.01.12-mm 、04.002.01.12++mm 、14.002.01.15++mm 、012.01.15-mm 等精度为3级(Sj1372—78),次重要尺寸如:13.5±0.11、02.017-mm 、10.5±0.1mm 、02.014-mm 等的尺寸精度为4~5级(Sj 1372—78)。
由以上分析可见,该零件的尺寸精度中等偏上,对应的模具相关零件的尺寸加工可以保证。
从塑件的壁厚上来看,壁厚最大处为1.3mm ,最小处为0.95mm ,壁厚差为0.35mm ,较均匀,有利于零件的成型。
3)表面质量分析。
该零件的表面除要求没有缺陷、毛刺,内部不得有导电杂质外,没有特别的表面质量要求,故比较容易实现。
综上分析可以看出,注射时在工艺参数控制得较好的情况下,零件的成型要求可以得到保证。
(3)计算塑件的体积和质量计算塑件的质量是为了选用注射机及确定型腔数。
经计算塑件的体积为V =4087mm 3;计算塑件的质量:根据设计手册可查得增强聚丙烯的密度为ρ=1.04g /cm 3。
故塑件的质量为W =V ρ=4.25g采用一模两件的模具结构,考虑其外形尺寸、注射时所需压力和工厂现有设备等情况,初步选用注射机为XS—Z—60型。
注塑模具流道系统设计手册(2)

42206.0At nd=3042An nt d =π一般,点浇口的截面积与矩形侧浇口的截面积相等。
设点浇口直径为d (mm ),则:计算公式: 经验值1: d=0.8~1.6㎜;玻纤与矿物填充胶料d=1.0~2.0㎜经验值2: 或d=0.5t;a=1°~3°;(上截脱模斜度) b=20°~40°;(浇口锥度)c=0.2~0.4㎜(上截流道较下截大);L=1.5~2.0㎜浇口长度; E=0.8~1.2㎜(直伸位) 计算式中,n 为与塑料品种有关的系数,见表11; t——为制品壁厚(mm );A 为制品外表面积(mm )。
如图7-13a 所示,点浇口直径d 常为0.5~1.8mm ,浇口长度l 常为0.5~2mm 。
为了防止在切除浇口凝料时损坏制品表面,可采用如左图所示的结构,为了有利于熔体流动而设置凹陷圆弧,半径约为1.5~3mm ,H 约为0.7~3.0mm 。
此处圆弧还有储存冷料的作用。
特别在成型薄壁制品时若采用点浇口,则制品易在点浇口附近处产生变形甚至开裂。
为了改善这一情况,在不影响使用的前提下,可将浇口对面的壁厚增加并以圆弧R 过渡。
常见的三种凹陷与波子位设计图形如下图:(1) (2) (3) 3)点浇口的优点与缺点:优点:浇口位置能灵活地确定;浇口附近变形小,残留内应力小;多型腔时采用点浇口容易平衡冷流道浇注系统;对于投影面积大的制品或易变形的制品,采用多个点浇口能够取得理想的结果;浇口能自行拉断且残留痕小。
缺点:由于浇口截面积小,流动阻力大,注射压力损失大,需提高注射压力;只宜用于成型流动性好热塑性塑料;采用点浇口时,为了能取出流道凝料,必须使用三板模具或二板热流道模具,费用较高;生产成型周期相对较长;流道与制品的比例大,废料较多。
4)点浇口适用范围:常用于成型各种壳类、盒类、圆状的制品;圆柱齿轮也常采用点浇口,通常是在一等边三角形的顶点设置三个点浇口。
注塑模架组成部分名称

注塑模架组成部分名称
注塑模具是制造塑料制品的关键工具之一,它由许多不同部件组成。
以下是注塑模架的一些组成部分名称:
1. 模板:模板是模架的主要组成部分,通常由钢铁制成。
模板分为上模板和下模板,上模板与下模板一起形成模具的外形。
2. 模板支架:模板支架是模板的支撑结构,通常由钢铁制成。
模板支架支撑着模板,并将模板与注塑机连接在一起。
3. 滑块:滑块是模具中用于实现特殊形状的零部件。
滑块的运动可由模具的动力系统控制,以实现塑料制品的特殊形状。
4. 模具芯:模具芯是模具中的一个零件,通常由钢铁制成。
模具芯通常与模板一起工作,以形成塑料制品的内部形状。
5. 模腔:模腔是模具中的一部分,它通常由钢铁或其他材料制成。
模腔是塑料制品的实际形状,在注塑过程中,熔融塑料会被注入到模腔中。
6. 模座:模座是模架的一个组成部分,它通常由钢铁制成。
模座用于支撑模板和模具芯,以及将它们固定在一起。
7. 抽芯机构:抽芯机构是模具中的一个可选组成部分,通常用于制造带有孔或凹槽的塑料制品。
抽芯机构可以使模腔和模具芯在注塑过程中分离,以便容易地取出成品。
以上是注塑模架的一些主要组成部分名称。
这些部件的组合可以实现各种不同形状和大小的塑料制品。
- 1 -。
注塑模具浇口型式及选择
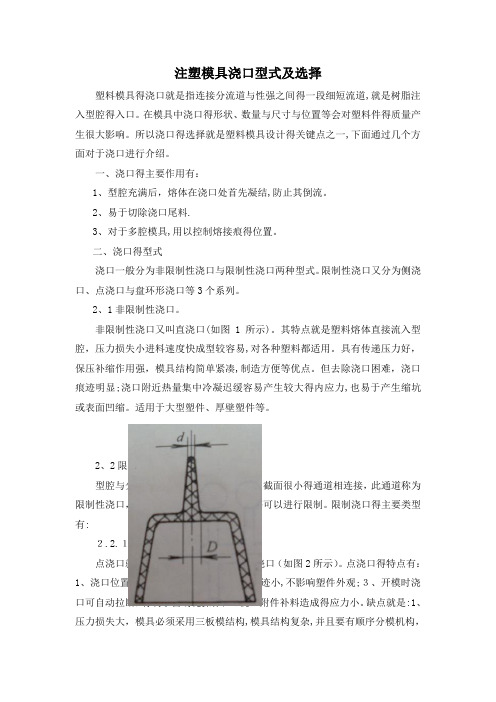
注塑模具浇口型式及选择塑料模具得浇口就是指连接分流道与性强之间得一段细短流道,就是树脂注入型腔得入口。
在模具中浇口得形状、数量与尺寸与位置等会对塑料件得质量产生很大影响。
所以浇口得选择就是塑料模具设计得关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口得主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料.3、对于多腔模具,用以控制熔接痕得位置。
二、浇口得型式浇口一般分为非限制性浇口与限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口与盘环形浇口等3个系列。
2、1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点就是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大得内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
图1直浇口型式2、2限制浇口.型腔与分流道之间采用一端距离很短、截面很小得通道相连接,此通道称为限制性浇口,它对浇口得厚度及快速凝固等可以进行限制。
限制浇口得主要类型有:2.2.1点浇口。
点浇口就是一种截面尺寸特小得圆形浇口(如图2所示)。
点浇口得特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成得应力小。
缺点就是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道得两板模具结构.图2 点浇口得型式2.2。
2潜伏式浇口。
潜伏式浇口就是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口得特点外,其进料浇口一般都在塑件得内表面或侧面隐蔽处,因此不影响塑件外观,塑件与流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落.图3 外侧潜伏式浇口图4 内侧潜伏式浇口2。
注塑模具的26个零件名称【大全】
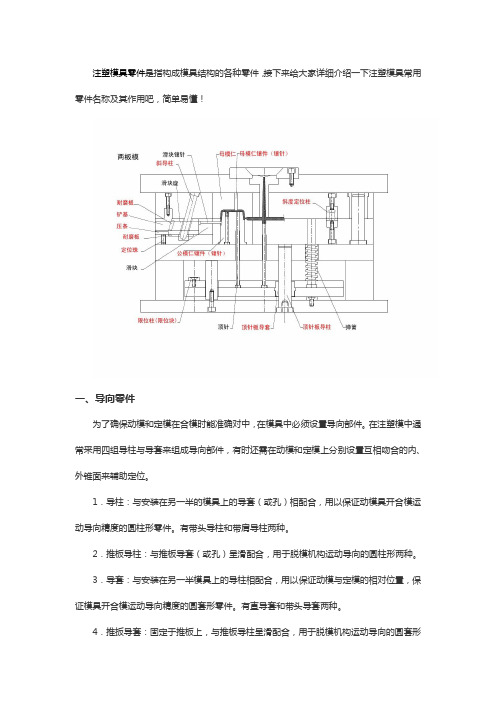
注塑模具零件是指构成模具结构的各种零件,接下来给大家详细介绍一下注塑模具常用零件名称及其作用吧,简单易懂!一、导向零件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位。
1.导柱:与安装在另一半的模具上的导套(或孔)相配合,用以保证动模具开合模运动导向精度的圆柱形零件。
有带头导柱和带肩导柱两种。
2.推板导柱:与推板导套(或孔)呈滑配合,用于脱模机构运动导向的圆柱形两种。
3.导套:与安装在另一半模具上的导柱相配合,用以保证动模与定模的相对位置,保证模具开合模运动导向精度的圆套形零件。
有直导套和带头导套两种。
4.推扳导套:固定于推板上,与推板导柱呈滑配合,用于脱模机构运动导向的圆套形零件。
二、推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出。
推出固定板和推板用以夹持推杆。
在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位。
1.推杆:直接推出塑件或浇注系统凝料的杆件,有圆柱头推杆、带肩推杆和扁头推杆等。
圆柱头推杆可用来推顶推顶板,亦称预杆。
2.推管:直接推出塑件的管状零件。
3.推件板:直接推出塑件的板状零件。
4.推件环:局部或整体推出塑件的环状或盘形零件。
5.推杆固定板:固定推出和复位零件以及推板导套的板状零件。
6.推杆:支承推出和复位零件,直接传递机床推出力的板件。
7.连接推杆:连接推件板与推板固定板,传递推力的杆件。
8.拉料杆:设置在主流道的正对面,头部形状特殊,能够拉出主流道凝料的杆件,头部形状有Z形,球头形,倒锥形,菌形及圆锥头形等。
9.推流道板:随着开模运动,推出浇注系统凝料的板件。
亦称推料板。
三、侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构。
1.斜销(斜导柱):倾斜于分型面装配,随着模具的开闭使滑块(或凹模拼块)在模内产生往复运动的圆柱形零件。
注塑模具毕业设计论文题目

注塑模具毕业设计论文题目皂盒上盖注塑模具设计盖塑料注射模具设计Φ146.6药瓶注塑模设计外壳注塑模实体设计过程杯托的注塑模具设计电风扇上盖注塑成型模具设计加热缸体注塑模设计闹钟后盖的注塑模具设计底座注塑模手机上盖注塑模具设计与仿真加工鼠标上盖注塑模具设计三角垫板冲压工艺与模具设计四孔支板冲压工艺与模具设计梯形支架冲压工艺与模具设计通底园盘冲压工艺与模具设计突耳垫片冲压工艺与模具设计突缘圆筒冲压工艺与模具设计托架冲压工艺与模具设计小型托架冲压工艺与模具设计制动盒外壳冲压件设计密封垫罩冲压工艺与模具设计锁壳冲裁模具设计心型台灯塑料注塑模具毕业设计型星齿轮的注塑模设计塑料线卡模具设计pp塑料碗注射模设计注射器盖塑料模具设计托板冲模毕业设计心型台灯塑料注塑模具设计盖冒垫片模具设计汽车盖板冲裁模设计CD盒注塑模设计游戏机按钮注塑模具设计圆柱坐标型低成本注塑机下料机械手设计MP3外壳注塑模具设计车门注塑模具设计盒盖注塑模具矩形盒盖注塑模具冷水壶盖注塑模具鼠标模具设计;蝶形螺母模具设计;U型壳体件模具设计;肥皂盒注塑模电话机面板注塑成型CAE工艺分析及模具三通管接头注塑成型CAE分析与模具CAD辅助设计转盘式双色注塑机合模设计心型台灯模具设计塑料螺旋齿轮模具设计通风框模具设计水漏模具设计盖筒塑料模具设计电器插座滑块模具设计PET塑件模具设计骨架模具设计铰笔刀外壳模具设计灯罩模具设计塑料外壳注射模的设计汽车输油管的模具设计晨光圆规盒注塑模具设计安耳悠耳塞盒注塑模具设计红叶H16型雨伞把注塑模具设计蓝月亮洗衣液瓶盖注塑模具设计基于UG收音机后盖塑料模具设计手机车载支架注塑模具设计提篮注塑模的设计机器人腰部零件注塑模设计动片瓷件塑料成型工艺及模具设计100x80x50调料盒塑料成型工艺与模具设计电动剃须刀盒盖塑件的注射模具设计电话机机座底板的模具设计东风汽车发动机某通气叶片模具设计骨架模具的设计与制造壳体零件模具设计闹钟后盖注塑模具设计定张力卷布机构的设计小型多工步自动推料进给装置及温控、上位显示系统设计客车车门垫板冲裁模设计锥形油杯冲压模具设计彩色塑料盆景花盆注塑模设计光驱外壳模具设计方便饭盒上盖模具设计插座上壳注塑模具的设计卡环注塑模具设计大长径比脚套注塑模具蓝牙耳机座塑料模具设计多联齿轮模具注射(注塑)设计与制造汽车左右后组合灯安装板下支承板塑料模具设计油泵壳体模具设计箱壳落料拉深模设计制动盒外壳冲压件设计酚醛层压布板垫片冲压工艺与模具设计隔板冲压工艺与模具设计钩形板冲压工艺与模具设计防尘塑料盖模具设计带把水杯侧抽芯注塑模设计苹果iPhone充电器外壳注塑模具设计三孔面板插座塑料模具设计关注微信公众号:得力机械毕业设计论文,免费领取成品ADSL面壳注塑模具设计球形顶盖注塑模具设计冰箱挡条套注塑模具设计冰箱门上铰链盖注塑模具设计温控器垫块注塑模具设计刷座注塑模具设计分型面偏移轴线式长筒注塑模设计活塞-完爆器阀注塑模具设计罩壳螺母注塑模具的设计摩托车尾灯罩注塑模设计多格盒注塑模具设计突耳垫片冲压工艺与模具设计突缘圆筒冲压工艺与模具设计托架冲压工艺与模具设计小型托架冲压工艺与模具设计仪表指针冲压工艺与模具设计放大器壳盖注塑模设计注射器推杆塑料模具设计与制造装载机玩具车身注塑模具设计与制造废纸篓注塑模的设计(PP材质φ250mm)三角衣架塑料模设计代做添加企鹅973578218,发送要求,第一时间回复中号钳柄注塑模具的设计钳柄注塑模具的设计(φ13×112)4.7吋苹果6(iPhone6)保护套的注塑模具设计灭火器桶座注塑模设计花盆双型腔热流道注塑注射模设计旅行餐碗注塑模设计含三维pro/e图纸普通罩壳塑料模设计光驱Cover的模具设计滤油器支架模具设计帆布气眼的冲压模具设计管架注塑模设计电源插座注射模设计漫步者RTⅡ低音炮音响外形设计及其外壳塑料零件注射模设计封闭板成形模及冲压工艺接触片冲模设计(Pro/E)水管联接压盖模具设计客车车门垫板冲裁模设计锥形油杯冲压模具设计彩色塑料盆景花盆注塑模设计箱体锁扣注射模具设计T型槽垫板冲压工艺与模具设计U型开槽托架冲压工艺与模具设计安装支架冲压工艺与模具设计旋钮模具设计梳子模具设计塑件C(线圈)模具设计调节杆固定盖模具设计多功能充电器外壳注射模耳机支架体注射模设计液晶显示器配件的模具设计香水盖外壳模具设计;五号电池充电器外壳的塑件注射模收音机外壳模具设计风扇安装板模具设计电器盒外壳配件注塑模设计遥控器电池后盖板模具设计便携式台灯电池后盖模具设计充电式电筒外壳模具设计塑料咖啡杯产品造型与模具设计香皂盒底模具设计塑料瓶盖模具结构设计保温水壶产品造型与模具设计电话机听筒模具设计多功能读卡器模具设计扣盖模具设计香皂盒模具设计抽屉模具设计光驱外壳模具设计方便饭盒上盖模具设计手机上盖(NOKIA)模具设计塑料盖模具设计卷纸盖模具设计BB机模具设计MP底盖模具设计MP外壳模具设计两用转笔刀模具设计适配器壳体模具设计周转箱模具设计三开门冰箱抽屉搁物架模具设计茶叶罐盖模具设计鼠标模具设计蝶形螺母模具设计U型壳体件模具设计随身听底盖模具设计放音机模具设计商务通上盖模具设计喂鸟盒模具设计文曲星上盖模具设计电池回收盒模具设计罩壳模具设计塑料齿轮模具设计小件模具设计放音机皮带扣电子电压调节器盖模具设计鼠标上下盖模具设计充电座面壳模具设计MP面板模具设计消防配件模具设计装饰小塑件模具设计Y字形拨杆注塑模设计及加工设计化妆盒盖(塑料盒盖)塑料成型工艺及模具设计窗帘遥控器导滑轮注塑模的设计空气室下体注塑模设计斜插座注塑模设计与加工汽车刷洗器上壳体注塑模具设计某修饰塑料件注塑模具设计拨叉注塑模具设计保险座塑料注塑模具设计复印机小端盖注塑模具设计5号电池充电器外壳塑件注射模设计车载空气净化器下壳塑料模具设计光驱Cover的模具设计滤油器支架模具设计帆布气眼的冲压模具设计管架注塑模设计电源插座注射模设计漫步者RTⅡ低音炮音响外形设计及其外壳塑料零件注射模设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计说明书设计/论文题目:矩形后盖注塑模班级:姓名:指导老师:完成时间:毕业设计/论文任务书题目:矩形后盖注塑模设计与制造内容:(1)塑件工艺分析(2)注塑模结构设计(3)模具设计有关计算(4)加热与冷却系统设计(5)模具闭合高度(6)注塑机有关参数校合原始资料:插图清单图1-1 矩形后盖零件图图2-1 浇口形状图图2-2 成型推杆图图2-3 斜滑块机构图图2-4 推杆的形式毕业设计/论文说明书目录前言 (5)绪论 (6)第1章塑件工艺分析 (8)第2章注塑模的结构设计 (11)第3章模具设计的有关计算 (19)第4章模具加热与冷却系统的计算 (21)第5章模具闭合高度的确定 (22)第6章注塑机有关参数的校核 (23)第7章绘制模具总装配图和非标零件图 (24)第8章模具的装配与调试 (25)致谢 (29)参考文献 (30)前言大学三年的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。
在完成大学三年的课程学习和课程、生产实习,我熟练地掌握了机械制图、机械设计、机械原理等专业基础课和专业课方面的知识,对机械制造、加工的工艺有了一个系统、全面的理解,达到了学习的目的。
对于模具设计这个实践性非常强的设计课题,我们进行了大量的实习。
经过在新飞电器有限公司、洛阳中国一拖的生产实习,我对于模具特别是塑料模具的设计步骤有了一个全新的认识,丰富了各种模具的结构和动作过程方面的知识,而对于模具的制造工艺更是实现了零的突破。
在指导老师的协助下和在工厂师傅的讲解下,同时在现场查阅了很多相关资料并亲手拆装了一些典型的模具实体,明确了模具的一般工作原理、制造、加工工艺。
并在图书馆借阅了许多相关手册和书籍,设计中,将充分利用和查阅各种资料,并与同学进行充分讨论,尽最大努力搞好本次毕业设计。
在设计的过程中,将有一定的困难,但有指导老师的悉心指导和自己的努力,相信会完满的完成毕业设计任务。
由于学生水平有限,而且缺乏经验,设计中不妥之处在所难免,肯请各位老师指正。
绪论1.模具制造业现状特点模具对于一般产品来说属于工具范畴, 精度高、结构复杂、并经常有较高的材质要求, 使得模具设计制造相当困难。
另外, 由于以它为工具的成形过程往往是封闭式的, 并涉及材料的微观机理, 使得产品成形过程很不直观, 加上相应的一些基础理论尚不成熟, 更使模具设计制造带有很强的经验性和盲目性。
因此, 模具设计制造一般需要反复修改试制才能满足需求, 无形中延长了生产周期, 增加了成本, 降低了市场相应能力和竞争能力。
2、模具行业存在问题和现实性要求现代化模具制造加工业, 应是以面向全球市场需求为特点, 以应用模具CAD/CAE/CAM技术来实现优质、高效、低费用的产品生产作为国际市场共同追求的目标。
而传统的模具设计和制造大都凭借经验或者使用引进的或自己研制的CAD/CAM软件来实现, 整个过程是长期的、高费用的和低效率的。
存在着诸多弊端: (1)设计科学性差, 对经验的依赖性强, 模具的试制周期漫长, 再设计的可能性加大, 从而导致模具的总成本增高。
(2)市场需求分析,模具设计、制造和产品加工独立分化。
生产管理没有全局的观念。
对项目往往缺乏可行性和经济效益评估, 不能积极关注全球市场的需求动态。
(3)虽采用了一些先进的CAD/CAE/ CAM等技术, 但在总体管理上, 造业中要求柔性化、快捷、低成本及高质量的要求。
因而, 提出了对模具行业现实性的要求。
模具行业不仅要在计算机辅助技术上要过关, 而且还要对用户的需求能够做出快速响应, 只有显著地缩短整个模具的开发周期, 降低其制造成本, 才能快速占领市场。
3、我国模具工业的发展动向目前,我国经济仍处于高速发展阶段,国际上经济全球化发展趋势日趋明显,这为我国模具工业高速发展提供了良好的条件和机遇。
一方面,国内模具市场将继续高速发展,另一方面,模具制造也逐渐向我国转移以及跨国集团到我国进行模具采购趋向也十分明显。
因此,放眼未来,国际、国内的模具市场总体发展趋势前景看好,预计中国模具将在良好的市场环境下得到高速发展,我国不但会成为模具大国,而且一定逐步向模具制造强国的行列迈进。
“十一五”期间,中国模具工业水平不仅在量和质的方面有很大提高,而且行业结构、产品水平、开发创新能力、企业的体制与机制以及技术进步的方面也会取得较大发展。
第1章塑件工艺分析1.1塑料件分析:1.1.1塑件图图1-11.1.2塑件的结构和尺寸精度及表面质量分析(1)注塑件沿制品长边有两处外凹,短边沿口处有两个伸处搭边片,采用注射成型,设计模具时需要采用侧向抽芯机构。
另外,制品顶部有9道栅格,因此型腔底部需设9个镶片,还要有两个大镶块与之组合的结构。
为保证制品良好的外观,采用点浇口进料。
(2)该制件材料为改性PS(改性聚苯乙烯塑料),根据国家标准公差等级的选用,采用未注公差的尺寸,MT5级,查表可得制件各部分未注公差尺寸允许的偏差值,如之制件图所示。
另外,模具制造所允许的误差根据塑件尺寸公差查表GB/1800-79,得模具加工精度等级选取IT11。
(3)由于改性PS为五无色透明,易产生应力开裂,所以表面质量要求比较严格,不允许有裂痕的出现。
1.1.3计算塑件的体积和质量计算塑件的质量是为了选用注塑机以及确定模具型腔数量。
计算塑件的体积VV=V1+V2≈11560mm计算塑件的质量,根据设计手册,可以查得PS塑料的密度为p=1.05g/㎝。
故塑件的质量MM=pV电绝缘性优良,无色透明,透光率仅次于有机玻璃,着色性、耐水性化学稳定性良好,机械强度一般,但性脆易产生应力开裂,不耐苯、汽油等有机溶剂。
1.2.2 改性PS塑料的成型特性与工艺参数(1)无定型料,吸湿性小,不易分解,性脆易裂,热膨胀系数大,易产生应力开裂。
(2)流动性较好,溢边值0.03mm左右。
(3)塑件壁厚应均匀,不易有嵌件(有嵌件时应预热),缺口尖角各面应圆滑连接。
(4)可用螺杆式或拄塞式注射机加工,喷嘴可用直痛式或自锁式。
(5)宜用高料温模温,低注射压力,适当延长注射时间,有利于降低内应力,防止缩孔变形,但料稳高宜出现银丝,料温低或脱模剂多则透明性差。
(6)可采用各种形式进料口,进料口与塑件应圆弧连接,防止去除浇口时损坏塑件,脱模度去2度以上,顶出均匀以防止脱模不良发生开裂,变形,可用热流道浇注系统。
根据此特性分析,采用柱塞式注射机成型,预热温度60-75℃,预热温度2小时。
注塑温度:包括料筒温度和喷嘴的温度。
料筒温度:后段温度选用150前段温度选用180℃;喷嘴温度:选用170℃;模具温度:选用45℃;注塑压力:选用80MPa;注塑时间:选用40s;保压压力:选用60MPa;保压时间:选用30s;冷却时间:选用40s;成型周期:110s。
螺杆转速:48r/min后处理温度:70℃后处理时间:2-4小时第2章注塑模结构设计2.1分型面选择打开模具取出塑件或浇注系统凝料的面称为分型面,分型面的设计受制件形状,壁厚,外观,尺寸精度及面具的型腔数目,排气槽和浇口位置等多因素的影响。
2.1.1型腔数目的确定:型腔数目的确定有四种方法:根据经济性确定型腔数目,根据锁模力确定型腔数目,根据塑件精度确定型腔数目,根据最大注射量确定型腔数目。
此塑件可根据最大注射量确定型腔数目一个。
2.1.2分型面类型:塑件分型面应选在断面尺寸最大处,为方便塑件的脱模,该塑件应设置双分型面,以供浇口凝料的取出,同时有利于开模后塑件滞留在动模一侧。
2.1.3排气槽设计:当塑料熔体进入模腔后会置换出模腔内的空气,此外塑料熔体也会产生适量的气体,这些气体必须及时排除才能不影响塑件的成型与脱模。
该模具采用在分型面上开设排气槽即可。
排气槽宽度b取3mm,深度取0.02mm,长度l取0.7-1mm,此后可加深到0.8-1.5mm。
2.2浇注系统设计浇注系统是指模具从注射机喷最起到型腔入口为止的塑件熔体的流动通道,或在此通道内冷凝的固体塑料。
2.2.1设计原则1 采用平衡式喷嘴,2 型腔布置和浇口开设应尽量对称,防止模具产生偏载而出现溢料现象,此模具因有镶片结构所以浇口位置开设在一侧。
3 热量及压力损失尽量最小,流程应尽量短,断面尺寸尽可能大,尽量减少弯折,表面粗糙度要低。
4 确保均衡进料。
5 消除冷料。
6 排气良好7 防止塑件出现缺陷8 去除修正浇口要方便。
2.2.2主流道设计根据设计手册查得注塑机喷嘴的有关尺寸:喷嘴的前端孔径:d0=Ф3㎜;喷嘴的前端半径: R0=S12㎜;根据模具主流道与喷嘴的关系:R=R0+(1~2)㎜;D=d0+(0.5~1)㎜;故取主流道的球面半径R=14㎜;取主流道的小端直径d=4㎜.为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其锥度取 1°~3°该主流道锥度选取3°。
经换算得到主流道大端直径D=9㎜。
为了使熔料顺利的进入分流道,可以在主流道出料端设计半径R=1㎜的圆弧过渡。
主流道尺寸如下图所示图2 - 12.2.3浇口位置的选择(1)以内感避免塑件上产生缺陷。
(2)应开设在塑件截面最厚处。
(3)应有利于塑料熔体流动。
(4)应有利于型腔排气(5)应考虑塑件受力状况此塑件由于设轨道栅格孔,所以浇口位置开设在一侧浇口形状如图2-1所示2.3成型零件结构设计由于成型零件直接与高温高压的塑料熔体接触,所以必须具有以下性能:(1)具有足够的强度刚度以承受塑料熔体的高压。
(2)具有祖国的硬度和耐磨性。
(3)材料抛光性能良好,表面应该光泽美观。
(4)切削加工性能良好,热变形小,可淬性良好。
(5)熔焊性能要好,以便于修理。
(6)成型部位必须有足够的尺寸精度,孔类精度为H8-H7,轴类为h7-h10.2.3.1 凹模结构设计针对塑件的形状采用局部镶嵌式凹模结构,除凹模型腔外,两侧大镶块和九个镶片以成型之间顶部。
如由于制品有两个伸处搭边片,采用成型推杆成型还可以方便顶出。
如图2-2图2 - 22.4 抽芯机构结构设计2.4.1 特点:由于制品长边有两处外凹,所以需要设置侧向分行与抽芯机构,在此采用斜滑块侧向分型与抽芯,抽芯的同时完成塑件的推出工作。
此抽芯机构属于机动侧向分型抽芯机构,借助于注射机的开模离或顶出力与合模力进行模具侧向分型,抽芯,及其复位动作的机构,此类机构经济性好,效率高,动作可靠,实用性强。
2.4.2抽拔距与抽拔力:将侧向型心或滑块从成型位置抽拔或分开至不妨碍塑件脱模位置的距离称为抽拔距一般抽拔距取侧孔深度加2-3mm,此塑件由于采用斜滑块,抽罢距可定为4mm。
抽出侧向型心或分离侧向凹模所需的力称为抽拔力。