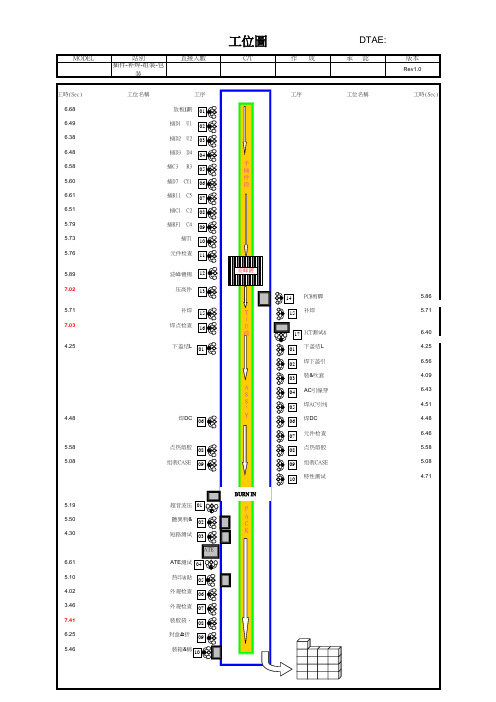
优秀人机工位布置图
人机工程国家标准(70页)
最小面积/m² 活动空间/m³ 最低高度/m
管理人员
≥5
≥15
≥3
设计人员
≥6
≥20
≥3
工作场地空间尺寸
辅助性工作场地空间尺寸 ➢ 出入口
出口形状
矩形 正方形 圆形
应急出口的尺寸/mm
尺 最小 405×610 460 560
寸 最佳
510×710 560 710
工作场地空间尺寸
辅助性工作场地空间尺寸 ➢ 走廊或通道
各种情况下通道的尺寸/㎜
通道和走廊的最小空隙
➢ 维修空间设计
作业空间尺寸
由上肢和零件尺寸限定的维修空间/mm
目录
作业岗位尺寸 作业空间尺寸 作业场地空间尺寸 险情和非险情声光信号 险情视觉信号 视野 照明 操纵器 心理负荷
工作场地空间尺寸
主要工作岗位的空间尺寸 ➢ 工作间面积
工作间面积/m²
作业性质
作业面积
坐姿工作人员
≥12
不以坐姿为主人员
工作岗位尺寸
与作业有关的工作岗位尺寸 ➢ 坐姿工作岗位的相对高度H1和立姿工作岗位的工作高度H2
根据作业时使用视力和臂力的情况,把作业分为三个类别:
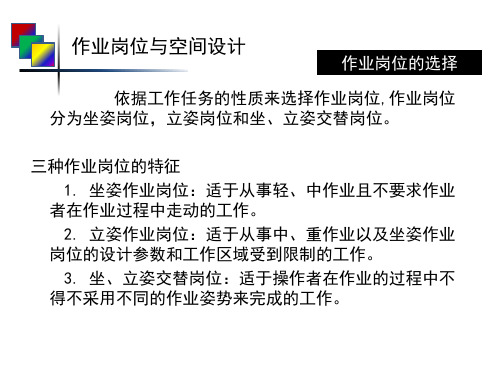
Ⅰ类:使用视力为主的手工精细作业 分别以GB 10000中坐姿立姿女性、男性眼高的第5和第95百分位数为参照, 并考虑到姿势修正量和经验,确定H1和H2 Ⅱ类:使用臂力为主,对视力也有一般要求的作业 分别以GB 10000中坐姿立姿女性、男性肘高的第5和第95百分位数为参照, 结合经验,确定H1和H2 Ⅲ类:兼顾视力和臂力的作业 以Ⅰ、Ⅱ两类相应的高度平均值分别确定坐姿、立姿工作岗位的女性、男性 的第5和第95百分位数为参照,确定H1和H2
工位布置与人体工程学

工作姿势分析
坐姿:保持正确的坐姿, 避免长时间久坐
立姿:保持正确的立姿, 避免长时间站立
动作:避免长时间保持同 一动作,适当活动身体
视角:保持正确的视角, 避免长时间低头或抬头
工具和设备适配
根据人体工程 学原理选择合 适的工具和设 备,以满足员
工的需求。
考虑员工的个 体差异,如身 高、体重、性 别等,以确保 工具和设备的
整齐、规范的工位布置,可 以减少混乱和节约管理成本
06
结论
工位布置与人体工程学是优化工作环境的关键因素。
合适的工位布置可以减少员工疲劳,提高工作效率。 人体工程学考虑员工的身体尺寸和姿态,确保员工舒适地工作。 通过合理的空间规划和家具设计,可以实现更健康、更安全的工作环境。 工位布置与人体工程学的结合,可以提高员工的工作满意度和幸福感,降低离职率。
音等因素
04
工位布置的实践建 议
定期检查和调整工位
定期检查:建议每6个月进行一次工位检查,确保工作区域符合人体工程学要求。 调整工位:根据个人身体状况和舒适度,适时调整工位布局和设备,以提高工作效率和减轻疲劳。
工位布置与人体工程学
培训员工如何使用设备和工具 针对不同岗位和任务进行差异化布置 考虑员工个体差异和需求 结合人体工程学原理进行优化布置
工位布置与人体工 程学
单击此处添加副标题
汇报人:
目录
工位布置 工位布置的要素 工位布置的益处
人体工程学在工位布置中 的应用 工位布置的实践建议
结论作需求和员工 个人空间需求进行合理分配
物品摆放:合理放置文件、文具 和个人物品等,避免干扰工作流 程
添加标题
添加标题
符合人体工程学原理,减少 久坐带来的不适感
工位图
4.25
下盖结L、N引线
01
4.48
焊DC CORD
A S S ' Y 06
04 05 06 07
5.58 5.08
点热熔胶 组装CASE
08 09
08 09 10 BURN IN
5.19 5.50 4.30
超音波压合&放产品 01 聽異物&绝缘阻抗&耐压测试 短路测试 02 03 ATE
P A C K
PCB剪脚 补焊(SMD&DIP)
5.86 5.71
17 ICT测试&分塊 01 02 03 下盖结L、N引线 焊下盖引线 裝&吹套管 AC引線穿PCB 焊AC引线 焊DC CORD 元件检查&焊点检查 点热熔胶 组装CASE 特性测试&排筐
6.40 4.25 6.56 4.09 6.43 4.51 4.48 6.46 5.58 5.08 4.71
6.61 5.10 4.02 3.46 7.41 6.25 5.46
ATE测试 04 热印&貼銘板 外观检查(输出线) 外观检查(盖子) 装胶袋、白盒 封盒&折盒 装箱&稱重&封箱 05 06 07 08 09 10
工序 01 02 03 04 05 06 07 08 09 10 11 12 13 波峰鍍 手 插 件 段
工序
工位名稱
工時(Sec)
插D7 插R11 插C1 C5 C2
U3(*2) U3(*2) C4
插RF1
插T1 元件检查
5.89 7.02
波峰镀锡(无铅) 压高件
14 5.71 7.03 补焊(SMD&DIP) 焊点检查 15 16 T / U 段 15
计算机专业201网络实训室—48个工位图

投影仪
第 三 组
第 二 组
路由器,DCR-2655 CCM-16,汇聚console接口 三层交换机,CS6200-28X-EI 三层交换机,CS6200-28X-EI 二层交换机,S4600-28P-SI 二层交换机,S4600-28P-SI 拓扑连接器,DCNTM-48F
第 一 组
计算机专业 48个工位
IP广播音箱
第 四 组
第 五 组
第 六 组
核心交换机
IP广播音箱
网络实验室 管理系统服务器 局域网连接交换机 验证调试交换机
空调
空调
ห้องสมุดไป่ตู้
教 师 机 讲 台
投影幕布
消防栓
无线AP,WL8200-I2 无线AC,DCWS-6028(R2.0) 防火墙,DCFW-1800E-N3002 防火墙,DCFW-1800E-N3002 路由器,DCR-2655 路由器,DCR-2655 路由器,DCR-2655 CCM-16,汇聚console接口 三层交换机,CS6200-28X-EI 三层交换机,CS6200-28X-EI 二层交换机,S4600-28P-SI 二层交换机,S4600-28P-SI 拓扑连接器,DCNTM-48F 无线AP,WL8200-I2 无线AC,DCWS-6028(R2.0) 防火墙,DCFW-1800E-N3002 防火墙,DCFW-1800E-N3002 路由器,DCR-2655 路由器,DCR-2655 路由器,DCR-2655 CCM-16,汇聚console接口 三层交换机,CS6200-28X-EI 三层交换机,CS6200-28X-EI 二层交换机,S4600-28P-SI 二层交换机,S4600-28P-SI 拓扑连接器,DCNTM-48F 无线AP,WL8200-I2 无线AC,DCWS-6028(R2.0) 防火墙,DCFW-1800E-N3002 防火墙,DCFW-1800E-N3002 路由器,DCR-2655 路由器,DCR-2655
人机工程学--第八章作业岗位与空间设计
手工作业岗位设计
(6)大腿空间高度Z和小腿空间高度U的最小值
作业岗位与空间设计
2. 与作业有关的作业岗位尺寸
手工作业岗位设计
(6)大腿空间高度Z和小腿空间高度U的最小值
作业岗位与空间设计
2. 与作业有关的作业岗位尺寸
手工作业岗位设计
与性别有关的尺寸计算(例工作高度) 性别一致时
作业岗位与空间设计
作业空间设计
作业空间设计原则 c.按空间内设施或元件的功能进行布置,按 功能相同或相互联系的设施和元件进行适当编排, 便于操作和管理。 d.整个空间的布置除方便操作处,应按作业 安全、人流、物流的组织来进行。 以上这些原则,在空间设计的实际应用中, 会存在矛盾的地方,满足了某一原则,有可能会 削弱另一原则。每一条原则都不是绝对的,而应 按实际空间的具体情况,统一考虑,全面权衡, 以其中某一原则为主,适当考虑其他原则。
作业岗位与空间设计
手工作业岗位类型
手工作业岗位设计
1. 坐姿手工作业岗位,见图8-2 2. 立姿手工作业岗位,见图8-3 3. 坐、立姿交替作业岗位,见图8-4
作业岗位与空间设计
坐姿手工作业岗位
横向活动空间D
手工作业岗位设计
向后活动空间W
腿部空间进深T1 脚部空间进深T2 脚坐姿腿空间高度G 立姿脚空间高度L 腿部空间宽度B
作业岗位与空间设计
2. 与作业有关的作业岗位尺寸
(6)脚支撑高度F的调整范围
手工作业岗位设计
F5% F95% S5% S95% U 95% U 5%
作业岗位与空间设计
2. 与作业有关的作业岗位尺寸
手工作业岗位设计
(6)大腿空间高度Z和小腿空间高度U的最小值
人机工程国家标准(69页,作业岗位尺寸、空间尺寸、作业场地空间尺寸、险情声光信号、视觉信号、视野等)
最小面积/m² 活动空间/m³ 最低高度/m
ቤተ መጻሕፍቲ ባይዱ
管理人员
≥5
≥15
≥3
设计人员
≥6
≥20
≥3
工作场地空间尺寸
辅助性工作场地空间尺寸 ➢ 出入口
出口形状
矩形 正方形 圆形
应急出口的尺寸/mm
尺 最小 405×610 460 560
寸 最佳
510×710 560 710
工作场地空间尺寸
➢ 工作台面厚度 K
对原有设备,K值是已知的;新设计情况的K值,应满足下式关系。
K=Z5%-A+S5%
K=Z5%-A+S5%
➢ 工作高度A的最小限值
1、坐姿工作岗位 A≥H1-C+S 或 A≥H1-C+U+F 2、立姿工作岗位 A≥H2-C ➢ 座位面高度S的调整范围
S95%-S5%=H1(5%)+H1(95%)
坐姿作业空间 ➢ 水平作业范围
作业空间尺寸
➢ 垂直作业范围
作业空间尺寸
坐姿作业时手的垂直作业范围/mm
坐姿上肢运动范围
➢ 立体作业范围
作业空间尺寸
坐姿立体作业范围/mm
容膝、容脚空间
作业空间尺寸
尺寸部位 a 容膝孔宽度 b 容膝孔高度 c 容膝孔深度 d 大腿空隙 e 容腿孔深度
最小尺寸 510 640 460 200 660
➢ 脚支撑高度F的调整范围 F5%+F95%=S5% -S95%+U95%-U95% 或 F5%+F95%=H1(95%) -H1(5%) +U95%-U95%
工作岗位尺寸
➢ 大腿空间高度Z和小腿空间高度U的最小限值大腿空间高 度Z和小腿空间高度U的最小限值
人体尺寸与作业空间
人体尺寸测量 测量项目-坐姿(四)
人体尺寸测量 测量项目-坐姿(五)
人体尺寸测量仪器
2.6 人体普通测量法的主要仪器
在普通测量法中常用的人体测量仪器有: 1. 人体测高仪,见图2-7; 2. 人体测量用直脚规,见图2-9; 3. 人体测量用弯脚规,见图2-8;
此外,还有人体测量用三脚平行规,坐高椅, 量足仪,软卷尺以及医用磅秤等。
项
目
躯干和四肢部位测
量项目(69项)
人体尺寸测量 测量项目-立姿(一)
人体尺寸测量 测量项目-立姿(二2)
人体尺寸测量 测量项目-立姿(三)
人体尺寸测量 测量项目-立姿(四)
人体尺寸测量 测量项目-立姿(五)
人体尺寸测量 测量项目-坐姿(一)
人体尺寸测量 测量项目-坐姿(二)
人体尺寸测量 测量项目-坐姿(三)
3.1 我国成年人人体尺寸国家标准
参阅GB10000-88我国成年人人体尺寸国家标准,主要包括:
1. 人体主要尺寸
2. 立姿人体尺寸,见图2-8 3. 坐姿人体尺寸,见图2-9 4. 人体水平尺寸,见图2-10
人体头部尺寸 人体手部尺寸 人体足部尺寸
5. 各大区域人体尺寸的均值和标准差
人体尺寸测量
眼耳平面 通过左、右耳屏点及 右眼眶下点的水平面 称为眼耳平面或法兰 克福平面。
人体尺寸测量
(2)坐姿
挺胸坐在被调节到腓骨头高度 的平面上,头部以眼耳平面定位, 眼睛平视前方,左右大腿大致平行, 膝弯曲大致成直角,足平放在地面 上,手轻放在大腿上。见图2—7。
人体尺寸测量
2.3 标准化的测量条件 —测量基准面(P37)
人体尺寸测量 2.5 人体尺寸的基本类别(P38)
现场工位精益设置

现场工位设计工位设计既直接影响产品生产的节奏,也影响产品的流动。
在生产现场,为了完成某一工段的工艺加工,需将该工段分为几个不同的位置加工,而这些不同的加工位置即称为工位。
1.精益工位设计在实际生产中,出于对产品工艺的考虑,企业管理者将工序设计为不同的工位。
因此有人将工位理解为工作岗位。
那么,工位仅仅是一个普通的位置吗?答案显然是否定的。
在早期制造业中,只有简单的工序划分,每人单独完成一个工序,也就是说一个工序里只有一个工位,每位员工成为该工序不可或缺的成分。
在企业中由于单个工序流程较多,若仅由一个工位来完成,往往会造成很多浪费。
单工位作业不仅动作复杂,而且也常常因为某个环节的遗漏或者错误,造成整体工序的失败。
20世纪初,美国人亨利·福特对工厂内某个工序进行专业化分工。
在初期阶段,他发现仅一个生产单元的工位多达7882种。
最后经过多次实验,终于确定了合理的工位分布,最后使生产效率大大提升。
(1)每一个工位都是整体生产的基础。
工位是整体生产流中的最小单位,同时也是企业生产的基础。
工位不仅是组成整条生产工艺的重要补充,而且也是支撑整体生产流动的重要环节。
只有产品能在每一个工位上正常流动,才可以使整体生产流程顺畅。
(2)工位的效率影响着整体生产的效率。
工位作为整体生产流程的重要环节,其效率的高低都决定着整体生产流程的工作效率。
(3)工位是节约成本的关键。
通过对工位进行合理布置,可以消除一切可能的浪费。
通过对每个工位进行合理设计,避免其在动作经济、产品生产方面的浪费,实现工作的节约。
2.工位空间衡量工位空间是指为了完成一定的工序,一次装夹工件后,工件(或装配单元)与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置。
这里所说的工位空间是指在工位设计完成以后,工位布置所占据的空间。
工位图见图1。
图1 工位图要准确地衡量一个工位所占空间大小,首先要测量机器的长度和宽度,确定工位的数量以及计算总面积。
预装.总装工位布局图

安全性
确保工位布局符合人机工 程学原理,降低操作过程 中的安全隐患。
布局目标
提高生产效率
通过合理的工位布局,减 少生产过程中的等待和搬 运时间,提高整体生产效 率。
优化资源配置
根据生产需求和工艺特点, 合理配置设备和人力资源, 实现资源利用的最大化。
提升产品质量
通过合理的工位布局,减 少操作过程中的误差和不 良品率,提高产品质量。
不足
流水线设计可能导致员工工作单调乏味,降低工作积极性 和技能提升空间。此外,生产线的调整和扩展较为困难。
行业最佳实践分享
综合型布局
采用模块化与流水线相结合的布局方式,既考虑了生产效率和灵活 性,又兼顾了员工的工作体验和技能提升。
人机工程学应用
根据员工的作业姿势、视野范围和工作强度等因素,合理安排工位 布局,降低员工疲劳度。
作业环境设计
人员配置与培训
创造良好的作业环境,包括照明、温度、 湿度、清洁度等方面,确保产品质量和操 作人员的舒适度。
根据总装工位的工艺特点和设备操作要求 ,合理配置操作人员,并进行必要的培训 和技能提升。
总装工位优化
工艺流程优化
通过对工艺流程的持续改进 和优化,提高生产效率和质 量。
设备更新与改造
布局考虑因素
工艺流程
根据产品制造的工艺流程,确 定各工位的顺序和位置,确保
生产流程的顺畅。
设备特点
考虑设备的大小、形状和功能 ,合理安排工位的位置和空间 大小,以满足生产需求。
人员操作习惯
考虑员工的操作习惯和舒适度 ,合理安排工位布局,提高员 工工作效率。
环境因素
考虑车间内的环境因素,如噪 音、照明、温度等,合理安排 工位布局,提高工作环境质量
第五章_工位设计
许用负载极限之比 ) 。
在设计一项任务时确保被举升重物 在工人能够承重的范围之内。
研究方法二
57
仪器测量法
借助计算机和人机实验仪器动态捕捉姿势进行分析研究,结合计算机、光学 扫描系统、声波电磁系统、脑电事件相关电位(EEG/ERP)分析系统,可以 用来研究各种姿势对舒适度影响。
研究方法三
58
主观评价反馈法
●作业场所设计(工厂布局);
●工位设计(人的肢体在既定施
包括:
力点位置的工作状态);
●座椅设计。
1.作业区域布局设计
2.作业台面设计
第一节
5
工位姿势选择
根据工作特点选择作业姿势,有利于身体健康和 减少局部肌肉疲劳。
第一节
6
工位姿势选择
第一节
7
工位姿势选择
坐姿作业:
坐姿工位一般适于操纵范围和操纵力不 大,精细的或需稳定连续进行的工作。
第三节
48
工位评价
二、工位姿势的研究方法
1
2 3 5
姿势观察法 NIOSH提升分析法 仪器测量法 主观评价反馈法
研究方法一
49
姿势观察法
RULA法(上肢快速评估法) Priel法(普里尔法) 姿势靶标定位法(科勒特法) Gil法(吉尔法) OWAS法
姿势观察法——RULA法(上肢快速评估法)
50
第五章 工位设计
1
1
第一节 第二节 第三节
工位姿势选择 工位尺寸设计 工位评价
2
3
作业姿势
2
产品形态
工作空间定义:
3
人操作机器时所需要的活 动空间,加上机器、设备、 工具、用具、被加工物件所 占有空间的总和。
第三章_人机工程布置与车室尺寸设计.

3.1 作业空间设计的原则
作业空间设计的人机工程学原则 (1) 作业空间设计必须从人的要求出发,保证人的安 全、健康、舒适、方便。 (2) 从客观条件的实际出发,处理好安全、健康、舒 适、高效、经济诸方面的关系。 (3) 根据人体生物力学、人体解剖学和生理学的特性, 合理布置操纵装置和显示装置。
W8 AHP点y坐标 H8 AHP点z坐标 L1 PRP点x坐标 W1 PRP点y坐标 H1 PRP点z坐标
代号 含义 H14 眼椭圆上缘到内后视镜下缘垂直距离 H17 转向盘中心到AHP的垂直距离 H30 SgRP到AHP或FRP的垂直距离 H35 后视图上,头廓包络线垂直移动到与顶盖零件
典型的作业空间设计
立姿作业空间设计 • 站立工作时工作台的高度与工作的性质密切相关
– 精密的工作要求工作面距离眼睛近一些,以改善视力 – 而重体力劳动则倾向较低的工作面,以便于手部用力
3.4 工作台设计
工作台是包含操纵装置和显示装置的作业单元, 主要用于以监控为目的之作业场所。
工作台设计的关键任务是将操纵装置与显示装置布置 在操作者的正常作业空间范围内, 保证操作者方便而舒 适地观察和操作, 并为操作者长时间作业提供舒适稳定 的坐姿。
2021/5/30
硬点和硬点尺寸
汽车实际H点:三维人体模型按规定的步骤安放于汽车座椅中时, 人体模型上左右两H点标记连接线的中点。它表示人体在汽车上的 实际位置。它是汽车内饰布置人机工程布置设计的基准点
R点:座椅调整至正常驾驶位置范围的最后、最下时的胯点。是整车 内饰布置设计的开始点。
2021/5/30
2、踝角的定义:
人机工程工位评估表
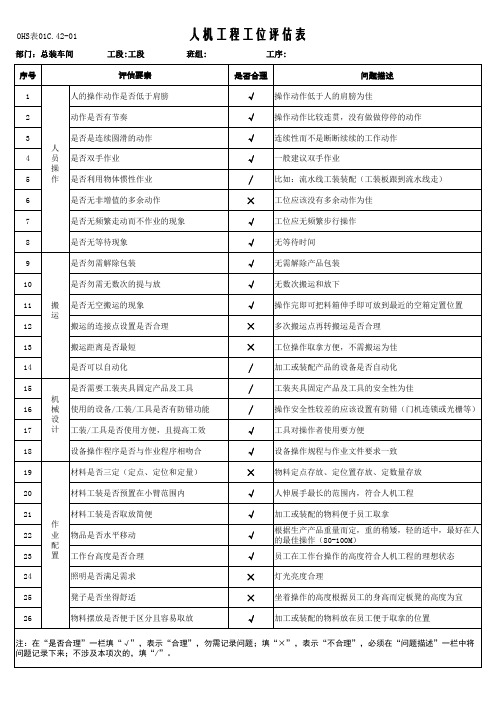
人机工程工位评估表
班组: 工序: 是否合理 问题描述 操作动作低于人的肩膀为佳 操作动作比较连贯,没有做做停停的动作 连续性而不是断断续续的工作动作 一般建议双手作业 比如:流水线工装装配(工装板跟到流水线走) 工位应该没有多余动作为佳 工位应无频繁步行操作 无等待时间 无需解除产品包装 无数次搬运和放下 操作完即可把料箱伸手即可放到最近的空箱定置位置 多次搬运点再转搬运是否合理 工位操作取拿方便,不需搬运为佳 加工或装配产品的设备是否自动化 工装夹具固定产品及工具的安全性为佳 操作安全性较差的应该设置有防错(门机连锁或光栅等) 工具对操作者使用要方便 设备操作规程与作业文件要求一致 物料定点存放、定位置存放、定数量存放 人伸展手最长的范围内,符合人机工程 加工或装配的物料便于员工取拿 根据生产产品重量而定,重的稍矮,轻的适中,最好在人 的最佳操作(80-100M) 员工在工作台操作的高度符合人机工程的理想状态 灯光亮度合理 坐着操作的高度根据员工的身高而定板凳的高度为宜 加工或装配的物料放在员工便于取拿的位置
√ √ √ √ / × √ √ √ √ √ × × / / / √ √ × √ √ √ √ × × √
是否需要工装夹具固定产品及工具 使用的设备/工装/工具是否有吻合 材料是否三定(定点、定位和定量) 材料工装是否预置在小臂范围内 材料工装是否取放简便 物品是否水平移动 工作台高度是否合理 照明是否满足需求 凳子是否坐得舒适 物料摆放是否便于区分且容易取放
OHS表01C.42-01
部门:总装车间 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 作 业 配 置 机 械 设 计 搬 运 人 员 操 作 工段:工段 评估要素 人的操作动作是否低于肩膀 动作是否有节奏 是否是连续圆滑的动作 是否双手作业 是否利用物体惯性作业 是否无非增值的多余动作 是否无频繁走动而不作业的现象 是否无等待现象 是否勿需解除包装 是否勿需无数次的提与放 是否无空搬运的现象 搬运的连接点设置是否合理 搬运距离是否最短 是否可以自动化
人机工程学作业空间布局与工位设计
4.3 作业空间与作业面设计
一、工位的作业区域布置 2、坐姿下脚操纵的空间范围
4.3 作业空间与作业面设计
一、工位的作业区域布置 2、坐姿下脚操纵的空间范围
4.3 作业空间与作业面设计
一、工位的作业区域布置 3、立姿下手的操纵空间范围
4.3 作业空间与作业面设计
姿势定义(P67-68) •姿势分类图(预定义姿势图) •姿势描述方法:坐标法;轴坐标法;类解剖学法
4.1 作业姿势记录、分析与评价
•姿势图像法 Posturegram (Priel 普里尔) •Priel等人曾将工厂中人工作业的姿势利用三维空间坐标,予以数量化定义 成易于记录的模式(Posturegram)并做记录分析,使人工物料搬运在姿 势的分析上有初步的雏形。 •将身体分为14个肢段:双手、双前臂、双上臂、双大腿、双小腿、双脚、 颈部、头部 •将身体测量面分为三个坐标平面、九个高度水准,并定义各肢体活动角度 •进行动作分析时将如任一肢段沿着任一平面之移动与旋转角度及手部作业 高度,给予不同平面及高度的相对应代码,最后根据IE工程师在记录表单上 所记录各肢段在工作中的相对位置,统计在某一时段中,各肢段在各种状 态的活动情况,由此记录可以找出活动最频繁之肢段与其活动范围。 •该法可以完整记录多种职业中的工作姿势,但不适于记录动态活动。
质检作业岗位分析
一、检验作业岗位的设计原则
① 使检验人员尽可能采用向下的观视角,而不用向前的 和向上的观视角 ② 让被检产品向检查人员方向移动而不是离开检查人员 方向移动 ③ 工作面高度应由人体肘部高度确定 ④ 坐姿作业比站姿作业要好,如选择坐姿作业,必须提 供舒适的、且可调节的座椅 ⑤ 选用可调座椅时,可能会造成检验者脚不着地的情况, 此时必须使用脚踏板支持下肢的重量 ⑥ 无论坐姿或站姿作业,都应给检查人员用辅助活动来 中断检查周期的机会
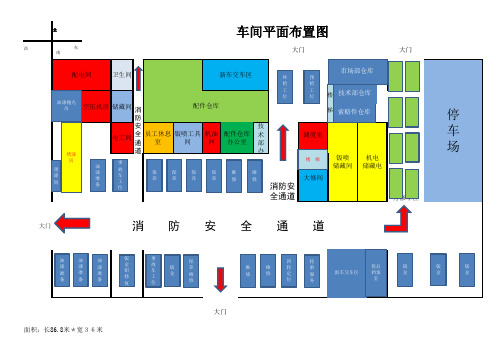
(精益改善)车间平面布置图范例
西
东
南
车间平面布置图
大门
大门
配电间
卫生间
新车交车区
油漆抛光 房
烤漆 房 调 漆 间
空压机房 储藏间 消
配件仓库
防
安
技
电工间
全 通
员工休息 室
钣喷工具 间
机油 间
配件仓库 办公室
术 部
道
办
油 漆 准 备
事 故 车 工 位
保
保
保
保
维
Hale Waihona Puke 维养养养
养
修
修
终 检 工 位
消防安 全通道
市场部仓库
预
检
工 位
楼 技术部仓库
梯 索赔件仓库
调度室
楼梯
大修间
钣喷 储藏间
机电 储藏电
待修车位
停 车 场
大门
消防安全通道
油
油
油
漆
漆
漆
准
准
准
备
备
备
钣 金 铝 修 复
事 故 车 工
钣 金
保 养 维
位
修
四
轮
维
维
轮
胎
售后
钣
修
修
定
服
新车交车区
档案
金
位
务
室
面积:长86.8米*宽36米
大门
钣
钣
金
金
工位布局标准化
Sep. 21th
采用可根据具体要求调 整高度和方向的架子,员 工查看工艺卡十分方便.
Just for ME team Reference
7
工位布局标准化方案 —设备3
工艺卡悬挂在 员工右上方的 铝型材上,员 工查看工艺卡 方便.
Sep. 21th
Just for ME team Reference
Just for ME team Reference
3
工位布局标准化方案 —主装配1
日光灯
工艺卡悬挂的高度166cm. 在主装配工位部置日光灯,增 加照度.
工艺卡
人眼睛CM
Just for ME team Reference
4
工位布局标准化方案 —主装配2
在工位上 方部置日 光灯,增加 亮度,避免 插线插错.
Picture 5:作业工位无日光灯部置,照度不够!
Picture 2: 压机工位工艺卡放在员工侧面,员 Picture 4: 工艺卡用钢丝绳悬挂下垂,不美观 . 3: 工艺卡悬挂太高,员工查看不方便 Sep. 21th Picture 1:工艺卡挂在枪架上来回摆动,不美观 工查看不方便.
Picture5 --- 作业工位
10
工位布局标准化
Sep. 21th
Just for ME team Reference
1
典型工位布局图片演示
目前典型工位布局 :
Picture1---工艺卡悬挂 太高太远,员工查看不方 便. Picture2 --- 压机工位 工艺卡放在员工侧面,员 工查看不方便. Picture3 ---工艺卡用 钢丝绳悬挂下垂,不美观. Picture4 ---工艺卡挂 在枪架上来回摆动,不美 观.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
4
拷边*2
5
6
平机
7
8
平机
9
10
平机
10
12
平机
定前后腰袢
13
14
平机
上帽 帽袢定位
15
16
平机
拉袖条 倘袖 *带(压门襟连帽0.6)
17
18
平机
套里布全部
19
20
平机
定牛角袢
21
22
烫台
整烫,点帽扣位
23
工位布置图 工序名称 手工 拼前侧缝 拼后侧缝 拼中缝 拼袖背缝 袋盖车和修翻 拼面里帽中 定商标 中烫袋盖 中烫口袋 中烫里布 中烫腰袢 分烫袖克夫 前后侧缝压0.6CM 后中缝压0.6CM 面里帽中压0.6CM 袖背缝修高低缝 袖背缝压0.6CM 里布下摆卷2CM 倘里袖 做腰袢 定口袋 定袋盖 设备
生产小组:X组 作业人员 级别
平机
平机*2
烫台
平机
平机
平机
装挂面修翻
平机
中烫挂面,分烫肩摆缝 分烫袖底缝,折烫下摆
烫台
压门襟连帽0.6CM线
平机
腰节定牵条 拷挂面 拷下摆 腰带压0.6CM 定牛角袢
拷边机 平机
平机
款号:631012 级别 作业人员 设备
工序名称 分料 点位 拼里布后中缝 拼里布肩摆缝夹麦 收里布前后省 拼里布袖子
人机工位布置图 工号 工号 F1 F2
平机
1
2
平机
做口袋修翻 做腰带 拷里布后中侧,缝 单拷面肩摆缝 拷前后侧缝 拷后中缝 修后片高低缝 袖克夫压0.6CM 袋盖压0.6CM定位修 面里帽中修高低缝 前侧缝修高低缝 拼肩摆缝 拼袖底缝 袖克夫定位 倘袖克夫 上毛条 面里帽车合修翻