Optimum Gate Design of FreeForm Injection Mould using the
无卤阻燃
M od ified Va lue R a n ge of ST D T es t 1 Pe rm ittivity (D k o r E r), m axim u m @ 1M H z @ 1G H z Scan ran g e 1-20 G H z Los s Tan g ent (D f), m axim u m @ 1M H z @ 1G H z Scan ran g e 1-20 G H z M ois tu re Ab so rptio n , m a xim um F lexu ral Stren gth , m inim u m Le n gth d ire ction C ro ss dire ction F lam m a b ility D e com position T em pe ratu re (T d ) Z -A xis C T E Alp ha 1 Alp ha 2 50 -260 C Yo u ng's M odu lu s T he rm a l R esista nce T2 60 T2 88 NA NA
2. Commit appropriate resources to meet project timeline
• Participate in Electrical and Material WG efforts to define technology envelope and test metrologies • Provide materials, components, test vehicles, and assist with modeling/design/assembly/test/failure analysis as needed
FR 4
Modular Robotics PowerCube系列产品说明书

PGElectrical · Principle of Function · Universal Gripper1044Modular RoboticsModular-Standardized interfaces for mechatronics and control for rapid and simple assembly without complicated designs-Cube geometry with diverse possibilities for creating individual solutions from the modular systemIntegrated-The control and power electronics are fully integrated in the modules for minimal space requirements and interfering contours-Single-cable technology combines data transmission and the power supply for minimal assembly and start-up costs Intelligent-Integrated high-end microcontroller for rapid data processing -Decentralized control system for digital signal processing -Universal communication interfaces for rapid incorporation in existing servo-controlled conceptsYour advantages and benefitsThe modules of the PowerCube series provide the basis for flexible combinatorics in automation. Complex systems and multiple-axis robot structures with several degrees of freedom can be achieved with minimum time and expenditure spent on design and programming.Module overviewThe innovative technology of the PowerCube modules already forms the basis of numerous applications in the fields of measuring and testing systems, laboratory automation, service robotics and flexiblerobot technology.PGServo-electric2-Finger Parallel Gripper PRServo-electric Rotary Actuators PWServo-electricRotary Pan Tilt ActuatorsPSMServo-motors with integrated position controlPDUServo-positioning motor with precision gearsPLSServo-electric Linear Axes withball-and-screw spindle drivePG·Universal Gripper1045Method of actuationThe PowerCube modules work completely independently. The master control system is only required for generating the sequential program and sending it step by step to the connected modules. Therefore, only the current sequential command is ever stored in the modules, and the subsequent command is stored in the buffer. The current, rotational speed and positioning are controlled in the module itself. Likewise, functions such as temperature and limit monitoring are performed in the module itself. Real-time capability is not absolutely essential for the master control or bus system. For the communication over Bus-System the SMP - SCHUNK Motion Protocol - is used. This enables you to create industrial bus networks,and ensures easy integration in control systems.Control version AB Hardware Control with PLC (S7)Control with PC Interface Profibus DP CAN bus / RS-232SoftwareWindows (from Windows 98) operating systemLINUX operating systemDevelopment platforms MC-Demo Operating Software PowerCube (LabView, Diadem)with Online documentation, standard softwaregsd-file, programming examples(gsd file, programming examples)on requeston requestIncluded with the ''Mechatronik DVD'' (ID 9949633): Assembly and Operating Manual with manufacturer's declaration, MCDemo software and description and gsd-file for S7 use.1234567889ᕃ24VDC / 48VDC power supply provided by the customerᕄControl system provided by the customer (see control versions A, B and C)ᕅPAE 130 TB terminal block for connecting the voltage supply, the communication and the hybrid cable (Option for easy connection)ᕆPDU servo-motorᕇLinear axis with PLS ball-and-screw spindle drive and PSM servo-motorᕈHybrid cable (single-cable technology) for connecting the PowerCube modules (voltage supply and communication). Not recommended for the use in Profibus applications ᕉPW Servo-electric Rotary Pan Tilt Actuator ᕊPG Servo-electric 2-Finger Parallel Gripper ᕋPR Servo-electric Rotary ActuatorPG· Universal Gripper1046Size 70Weight 1.4 kg Gripping force up to 200 N Stroke per finger 35 mm Workpiece weight1 kgApplication exampleDouble rotary gripper module for loading and unloading of sensitive componentsPG 70 Servo-electric 2-Finger Parallel Gripper PR 70 Servo-electric Rotary ActuatorPGUniversal Gripper1047Gripping force control in the range of 30 - 200 N for the delicate gripping of sensitive workpieces Long stroke of 70 mm for flexible workpiece handlingFully integrated control and power electronics for creating a decentralized control systemVersatile actuation optionsfor simple integration in existing servo-controlled concepts via Profibus-DP, CAN bus or RS-232Standard connecting elements and uniform servo-controlled conceptfor extensive combinatorics with other PowerCube modules (see explanation of the PowerCube system)Single-cable technology for data transmission and power supplyfor low assembly and start-up costsServo-electric 2-finger parallel gripper with highly precise gripping force control and long strokeUniversal GripperArea of applicationUniversal, ultra-flexible gripper for great part variety and sensitive components in clean working environmentsYour advantages and benefitsGeneral information on the seriesWorking principle Ball screw driveHousing materialAluminum alloy, hard-anodized Base jaw materialAluminum alloy, hard-anodized ActuationServo-electric, by brushless DC servo-motorWarranty 24 monthsScope of deliveryGuide centering sleeves and ‘’Mechatronik DVD’’ (contains an Assembly and Operating Manual with manufacturer’s declarartion and MC-Demo software withdescription)PG· Universal Gripper1048Control electronicsintegrated control and power electronics for controlling the servo-motorEncoderfor gripper positioning and position evaluationDrivebrushless DC servo-motorGear mechanismtransfers power from the servo-motor to the drive spindleSpindletransforms the rotational movement into the linear movement of the base jaw Humidity protection cap link to the customer’s systemThe brushless servo-motor drives the ball screw by means of the gear mechanism.The rotational movement is transformed into the linear movement of the base jaw by base jaws mounted on the spindles.Function descriptionThe PG gripper is electrically actuated by the fully integrated control and power electronics. In this way, the module does not require any additional external control units.A varied range of interfaces, such as Profibus-DP, CAN-Bus or RS-232 are available as methods of communication. For the communication over Bus-System the SMP - SCHUNK Motion Protocol - is used. This enables you to create industrial bus networks, and ensures easy integration in control systems.If you wish to create combined systems (e.g. a rotary gripper module), various other modules from the Mechatronik-Portfolio are at your disposal.Electrical actuationSectional diagramPGUniversal Gripper1049Gripping forceis the arithmetic total of the gripping force applied to each base jaw at distance P (see illustration), measured from the upper edge of the gripper.Finger lengthis measured from the upper edge of the gripper housing in the direction of the main axis.Repeat accuracyis defined as the spread of the limit position after 100 consecutive strokes.Workpiece weightThe recommended workpiece weight is calculated for a force-type connection with a coefficient of friction of 0.1 and a safety factor of 2 against slippage of theworkpiece on acceleration due to gravity g. Considerably heavier workpiece weights are permitted with form-fit gripping.Closing and opening timesClosing and opening times are purely the times that the base jaws or fingers are in motion. Control or PLC reaction times are not included in the above times and must be taken into consideration when determining cycle times.General information on the seriesCentering sleevesElectrical accessories PAE terminal blockPAM standardconnecting elementsAccessoriesHybrid cableFor the exact size of the required accessories, availability of this size and the designation and ID, please refer to the additional views at the end of the size in question. You will find more detailed information on our accessory range in the …Accessories“ catalog section.PG 70· Universal Gripper1050Technical dataFinger loadMoments and forces apply per base jaw and may occur simultaneously. M y may arise in addition to the moment generated by the gripping force itself. If the max.permitted finger weight is exceeded, it is imperative to throttle the air pressure so that the jaw movement occurs without any hitting or bouncing. Service life may bereduced.Gripping force, I.D. grippingDescriptionPG 70Mechanical gripper operating data ID 0306090Stroke per finger [mm]35.0Constant gripping force (100 % continuous duty)[N]200.0Max. gripping force [N]200.0Min. gripping force [N]30.0Weight [kg] 1.4Recommended workpiece weight [kg] 1.0Closing time [s] 1.1Opening time [s] 1.1Max. permitted finger length [mm]140.0IP class20Min. ambient temperature [°C] 5.0Max. ambient temperature [°C]55.0Repeat accuracy [mm]0.05Positioning accuracy [mm]on request Max. velocity [mm/s]82.0Max. acceleration [mm/s 2]328.0Electrical operating data for gripper Terminal voltage [V]24.0Nominal power current [A] 1.8Maximum current [A] 6.5Resolution [µm] 1.0Controller operating data Integrated electronics Yes Voltage supply [VDC]24.0Nominal power current [A]0.5Sensor system EncoderInterfaceI/O, RS 232, CAN-Bus, Profibus DPPG 70Universal Gripper1051ᕃ24 VDC power supply provided by thecustomerᕄControl (PLC or similar) provided bythe customerᕅPAE 130 TB terminal block(ID No. 0307725) for connecting the power supply, the communication and the hybrid cableᕆHybrid cable for connecting thePowerCube modulesMain viewsThe drawing shows the gripper in the basic version with closed jaws, the dimensions do not include the options described below.ᕃGripper connection ᕄFinger connectionᕓᕗM16x1.5 for cable glandActuation DescriptionID Length PowerCube Hybrid cable, coiled 03077530.3 m PowerCube Hybrid cable, coiled03077540.5 mPowerCube Hybrid cable, straight (per meter)9941120The ‘Hybrid cable’ is recommended for the use in CAN-Bus- or RS232-systems. For Profibus applications we recommend to use a separate standardized Profibus cable for the communication.You can find further cables in the …Accessories“ catalog section.Interconnecting cablePG 70· Universal Gripper1052Special lengths on requestRight-angle standard element for connecting size 70 PowerCube modulesSpecial lengths on requestConical standard element for connecting size 70 and 90 PowerCube modulesSpecial lengths on requestStraight standard element for connecting size 70 PowerCube modules Right-angle connecting elements Description ID DimensionsPAM 120030782090°/70.5x98Conical connecting elements Description ID DimensionsPAM 110030781090x90/45/70x70 mm PAM 111030781190x90/90/70x70 mmStraight connecting elements Description ID DimensionsPAM 100030780070x70/35/70x70 mm PAM 101030780170x70/70/70x70 mmMechanical accessoriesYou can find more detailed information and individual parts of the above-mentioned accessories in the …Accessories“ catalog section.。
lbp3500维修手册
Indicates an item requiring care to avoid combustion (fire).
Indicates an item prohibiting disassembly to avoid electric shocks or problems.
1.3 Product Specifications ................................................................................................................................1- 1 1.3.1 Specifications .......................................................................................................................................................... 1- 1
1.4 Name of Parts.............................................................................................................................................1- 3 1.4.1 External View........................................................................................................................................................... 1- 3 1.4.2 Cross Section .......................................................................................................................................................... 1- 4
对讲机制作教材-FreeForm Modeling Plus软件教程

概述:
在这个课程中,将可学到在FreeForm 软件中如何使用以下动作来制作对讲机模型(依图片制作)。
• 导入图片
• 在2D 工作面上画线 • 将3D 投影至粘土
• 依2D 线剪切或创建粘土 • 依图片定义区域制作浮雕 • 依2D 线分割或复制泥土 • 绘制3D 线
• 依3D 线雕刻沟槽
• 粘土倒角 • 旋转指令 • 移动黏土 • 增加粘土 • 光滑粘土 • 变形粘土
点击Sketch on
,
Select Now
,
,Paste as new piece
,
位中心,同理再选择
Move only
Symmetry off
选取图片后,会弹出图片调整对话框。
输入花纹深度2.0mm,选择Raise 凸起来。
Activate
贴铺面完成后需点击执行
*执行Wire Cut指令建构Piece 4的
雏形.选择Create Inside新建粘土.
*执行Deform指令来变形粘土. 选
Ice-cream Cone
,
,To center 位中心,同理再
(Combine Into).
Create Inside
1,移动平面至另一边后
Round。
【国家自然科学基金】_反馈系数_基金支持热词逐年推荐_【万方软件创新助手】_20140730

科研热词 低噪声放大器 状态反馈 噪声系数 非一致采样 输入回波损耗 精确线性化 相关性 状态观测器 正交频分复用 互补金属氧化物半导体 黄金分割 鲁棒性 风洞试验 频率控制 频域均衡 预测控制 非线性系统 非线性 非对称双通道系统 随机mathieu-duffing系统 间歇反馈控制 间接自适应均衡 重构等效啁啾 递归神经网络 运动复现 软件仿真 轧制力 超宽带 谐波域 语音信号处理 视觉诱发电位 蜂拥算法 自适应控制 自适应均衡 自适应 脑机接口 脉宽调制 能量攻击 胰岛素抗体 群时延 群体系统 罗差 网络控制 编队控制 统计特征 统一混沌系统 结构损伤识别 组合算法 线性矩阵不等式(lmi)制 线性矩阵不等式(lmi) 糖尿病,非胰岛素依赖型 糖尿病,胰岛素依赖型
科研热词 推荐指数 振动控制 3 反馈控制 3 非线性控制 2 非线性 2 自适应控制 2 电力系统 2 状态反馈 2 混沌同步 2 时滞 2 无源性 2 大系统 2 多目标控制 2 反馈 2 鲁棒控制 1 高阶非线性系统 1 高温度稳定性 1 高增益k-滤波器 1 风险 1 风荷载 1 风致振动控制 1 预报模型 1 非线性系统 1 非线性微分黄金分割控制 1 非仿射非线性系统 1 随机非线性系统 1 随机共振 1 陀螺仪 1 阈值处理 1 问卷 1 闭环控制 1 镇流电阻 1 镇定 1 铒/镱共掺杂 1 遥操作工程机器人 1 遗传算法 1 逻辑积分控制 1 逻辑切换 1 透射系数 1 边坡稳定性 1 输出反馈 1 输出光谱 1 转向特性 1 转向增益 1 超混沌系统 1 超宽带 1 负反馈箝位 1 评估 1 解耦 1 视力不良 1 蛋白酪氨酸磷酸酶 1 自适应制导 1 自适应 1
1 1 1 1 1ห้องสมุดไป่ตู้1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
JET装置中的多支离散阿尔芬本征模
辨认 清楚 的。所 以这 些 已经 观察 到 的阿尔 芬 现 象
可 能还 有其 它潜在 的物 理机 制 的理解 。
根据 在 J T装 置上第 46 1 E 9 5 次放 电数据 ( B= 26 ,。 30m) , .TR = . J 我们 可 以计 算 出 5 的范 围在
在 托卡 马克 的 实验 中 , 尔 芬 波 频 率 和 高 能 量 粒 阿
子 的特 征频 率相 当 , 因此 高 能量粒 子可 以通 过 波与 粒 子 的共振 相互 作用 机制 激发 阿尔 芬 波不稳 定 性 。 这 些高 能量 粒子 激 发 的阿 尔芬 波不 稳 定 性 又 能 反 过来 大 尺度地 改 变 这 些 高 能量 粒子 在 托 卡 马 克 中 的相空 问分 布 , 而 导致装 置 中 的高 能量粒 子 的大 从 量 流失 , 最终 破坏 实 验装 置 约 束 等 离 子 体 的 性 能 ,
文章编号
10 5 6 ( 00 0 0 1 0 0— 2 9 2 1 ) 1— 0 7—0 4
J T装 置 中的 多 支 离 散 阿尔 芬 本 征 模 E
代 清 平 , 双 辉 ,王 军 , 龙 宝 胡 姚
( 州大学物理系 , 州 贵 阳 502 ) 贵 贵 50 5
摘
要: 当前 的磁 约 束聚 变装 置 常常运行 在 先进 托 卡 马克 区域 内, 先进 托 卡马 克 区域 内存在 负磁
本 文 的第 二部 分是 基本 理论 模 型 , 三部分 是 第 在 JT装 置实 际运 行 的参数 域 里 的多支 a A s第 E T E.
四部 分是 总结 与展 望 。
Optimum

Optimum Gate Design of FreeForm Injection Mould using the Abductive NetworkJ. C. LinDepartment of Mechanical Design Engineering, National Hu-Wei Institute of Technology, Yunlin, TaiwanThis study uses the injection position and size of the gate as the major control parameters for a simulated injection-mould. Once the injection parameters (gate size and gate position) are given, the product performance (deformation) can be accuratelypredicted by the abductive network developed.To avoid the numerous influencing factors, first the part-lineof the parameter equation is created by an abductive networkto limit the range of the gate. The optimal injection parameterscan be searched for by a simulation annealing (SA) optimisation algorithm, with a performance index, to obtain a perfectpart. The major purpose is searching for the optimal gatelocation on the part-surface, and minimising the air-trap anddeformation after part formation. This study also uses a practical example which has been and proved by experiment toachieve a satisfactory result.Keywords: Abductive network; Injection mould; Simulation annealing (SA)1. IntroductionOwing to the rapid development of industry and commerce in recent years, there is a need for rapid and high volume production of goods. The products are manufactured using moulds in order to save the time and cost. Plastic products are the majority. Owing to these products not requiring complicated processes it is possible to cope with market demand speedilyand conveniently.In traditional plastic production, the designs of the portionsof the mould are determined by humans. However, because of the increased performance requirements, the complexity of plastic products has increased. First, the geometric shapes ofthe plastic products are difficult to draw, and the internalshape is often complex which also affects the production ofthe product.Injection processing can be divided into three stages:1. Heat the plastic material to a molten state. Then, by highpressure, force the material to the runner, and then into the mould cavity.2. When the filling of the mould cavity is completed, more molten plastic should be delivered into the cavity at high pressure to compensate for the shrinkage of the plastic. This ensures complete filling of the mould cavity.3. Take out the product after cooling.Though the filling process is only a small proportion of the complete formation cycle, it is very important. If filling in incomplete, there is no pressure holding and cooling is required. Thus, the flow of the plastic fluid should be controlled thoroughly to ensure the quality of the product.The isothermal filling model of a Newtonian fluid is the simplest injection mould-flow filling model. Richardson [1] produced a complete and detailed concept. The major concept is based on the application of lubrication theory, and he simplified the complex 3D flow theory to 2D Hele-Shaw flow. The Hele-Shaw flow was used to simulate the potential flow and was furthermore used in the plasticity flow of the plastic. He assumed the plasticity flow on an extremely thin plate and fully developed the flow by ignoring the speed change through the thickness. Kamal et al. used similar methods to obtain thefilling condition for a rectangular mould cavity, and the analytical result obtained was almost identical to the experimental result.Plastic material follows the Newtonian fluid model for flowin a mould cavity, and Bird et al. [2–4] derived mould-flow theory based on this. When the shape of a mould is complicated and there is variation in thickness, then the equilibrium equations changes to nonlinear and has no analytical solution.Thus, it can be solved only by finite-difference or numerical solutions [2,5]Of course, as the polymer is a visco-elastic fluid, it is bestto solve the flow problem by using visco-elasticity equations.In 1998, Goyal et al. used the White Metzner visco-elasticity model to simulate the disk mould-flow model for central pouring. Metzner, using a finite-difference method to solve the governing equation, fould the visco-elasticity effect would not change the distribution of speed and temperature. However, it affects the stress field very much. If it is a pure visco-elasticflow model, the popular GNF model is generally used toperform numerical simulation.Currently, finite-element methods are mostly used for the solution of mould-flow problems. Other methods are purevisco-elastic models, such as C-FOLW and MOLD-FLOW software. We used this method as well. Some software employs the visco-elastic White–Metzner model, but it is limited to 2D mould-flow analysis. Simple mould flow analysis is limited by CPU time. For the complicated mould shapes, Papthanasionet al. used UCM fluid for filling analysis, using a finitedifference method and BFCC coordination system applicationfor the solution of the more complicated mould-shape andfilling problem, but it was not commercialised [6].Many factors affect plastic material injection. The filling speed, injection pressure and molten temperature, holding pressure [7–12], cooling tube [13,14] and injection gate affect the accuracy of the plastic product, because, when the injection processing is completed, the flow of material in the mouldcavity results in uneven temperature and pressure, and induces residual stress and deformation of the workpiece after cooling.It is difficult to decide on the mould part-surface and gate positions. Generally, the mould part-surface is located at thewidest plane of the mould. Searching for the optimal gate position depends on experience. Minimal modification to the mould is required if you are lucky. However, the time andcost required for the modification of most injection-moulds exceeds the original cost, if the choice of the part-line is poor. For the mould part surface, many workers used various methods to search for the optimal mould part-line, such as geometric shape and feature-based design [15–17]. Some workers used finite-element methods and abductive networks to look for the optimal gate design for a die-casting mould [18].This study used an abductive network to establish the parameter relationship of the mould part-line, and used this formulafor searching for 22 points on the injection mould part-line to serve as the location for an injection gate. Abductive networks are used to match injection pressure and pressure holding time to perform injection formation analysis, and to establish a relationship between these parameters, and the output result of the injection process.It has been shown that prediction accuracy in abductive networks is much higher than that in other networks [19]. Abductive networks based on the abductive modelling techniqueare able to represent complex and uncertain relationships between mould-flow analysis results and injection parameters.It has beeen shown that the injection-strain and injection-stressin a product can be predicted, with reasonable accuracy, basedon the developed networks. The abductive network has been constructed once the relationships of gate location that areinput and simulated have been determined; an appropriate optimisation algorithm with a performance index is then usedto search for the optimal location parameters.In this paper, an optimisation method for simulated annealing [20] is presented. The simulated annealing algorithm is a simulation of the annealing process for minimising the performance index. It has been successfully applied to filtering inimage processing [21], VLSI layout generation [22], discrete tolerance design [23], wire electrical discharge machining [24], deep-draw clearance [25], and casting-die runner design [26],etc. It provides an experimental foundation based on theoryfor the development and application of the technologies.2. Mould-Flow TheoryThe mould flow analysis include four major parts:1. Filling stage.2. Pressure holding stage.3. Cooling and solidification stage.4. Shrinkage and warp, i.e. stress residue stage.Thus, the major mould flow equations are divided into four groups. In the filling stage, the mould cavity is filled with molten plastic fluid at high presssure. Thus, the governing equations include:1. Continuity equation. The plastic deformation or shape change accompany the flow during the filling process (mass conservation):r = plastic density; V = vector velocity2. Momentum equation. Newton’s second law is used to derive the momentum (acceleration condition) or force balance generated by plastic flow:P = flow pressure; f = body force; t = stress tensor.3. Energy equation. The energy conservation of system andlaws of conservation of flow material, if the fluid is incompressible:T = temperature; CP = specific heat of constant pressure; q= heat flux4. Rheology equation=V = deform tensor; (=V)T = transport vector.Holding pressure analysis. The holding pressure process isto maintain the pressure after the mould cavity is filled inorder to inject more plastic, to compensate for the shrinkagein cooling.Cooling analysis. The analysis of the cooling process considers the relationship of the plastic flow distribution and heat transmission. The homogenous mould temperature and the sequence of filling will be affected by the shrinkage of the product formed. If the temperature is distributed non-uniformly,it tends to produce warp. This is mainly due to heat-transferand crystallisation heat of the plastic.r = crystallisation rate; DH = crystallisation heat3. Abductive Network Synthesis and EvaluationMiller [22] observed that human behaviour limits the amountof information considered at a time. The input data are summarised and then the summarised information is passed to a higherreasoning level.In an abductive network, a complex system can be decomposed into smaller, simpler subsystems grouped into severallayers using polynomial function nodes. These nodes evaluate the limited number of inputs by a polynomial function and generate an output to serve as an input to subsequent nodesof the next layer. These polynomial functional nodes are specified as follows:1. NormaliserA normaliser transforms the original input variables into a relatively common region.a1 = q0 + q1x1 (10)Where a1 is the normalised input, q0, q1 are the coefficientsof the normaliser, and x1 is the original input.2. White nodeA white node consists of linear weighted sums of all the outputs of the previous layer.b1 = r0 + r1y1 + r2y2 + r3y3 + % + rnyn (11)Where y1, y2, y3, yn are the input of the previous layer, b1 is the output of the node, and the r0, r1, r2, r3, %, rn are the coefficients of the triple node.3. Single, double, and triple nodesThese names are based on the number of input variables. The algebraic form of each of these nodes is shown in the following:where z1, z2, z3, %, zn, n1, n2, n3, %, nn, o1, o2, o3, %, on are the input of the previous layer, c1, d1, and e1 are the output of the node, and the s0, s1, s2, s3, %, sn, t0, s1, t2, t3, %, tn, u0, u1, u2, u3, %, un are the coefficients of the single, double, and triple nodes.These nodes are third-degree polynomial Eq. and doubles and triples have cross-terms, allowing interaction among the node input variables.4. UnitiserOn the other hand, a unitiser converts the output to a real output.f1 = v0 + v1i1 (15)Where i1 is the output of the network, f1 is the real output,and v0 and v1 are the coefficients of the unitiser.4. Part-Surface ModelThis study uses an actual industrial product as a sample, Fig. 1. The mould part surface is located at the maximum projection area. As shown in Fig. 1, the bottom is the widest plane andis chosen as the mould part surface. However, most important is the searching of gate position on the part surface.This study establishes the parameter equation by using an abductive neuron network, in order to establish the simulated annealing method (SA) to find the optimal gate path position. The parameter equation of a part-surface is expressed byF(Y) = X. First, use a CMM system to measure the XYZ coordinate values (in this study z = 0) of 22 points on the mould part-line on the mould part-surface as illustrated in Table 1, and the gate position is completely on the curve in this space.Prior to developing a space-curve model, a database has tobe trained, and a good relationship msut exist between the control point and abductive network system. A correct andFig. 1. Injection-mould product Table 1. X, Y coordinate.precise curve Eq. is helpful for finding the optimal gate location.To build a complete abductive network, the first requirement is to train the database. The information given by the input and output parameters must be sufficient. A predicted square error (PSE) criterion is then used to determine automatically an optimal structure [23]. The PSE criterion is used to select the least complex but still accurate network.The PSE is composed of two terms:PSE = FSE + KP (16)Where FSE is the average square error of the network forfitting the training data and KP is the complex penalty of the network, shown by the following equation:Where CPM is the complex penalty multiplier, KP is a coefficient of the network; N is the number of training data to beused and s2pis a prior estimate of the model error variance.Based on the development of the database and the predictionof the accuracy of the part-surface, a three-layer abductive network, which comprised design factors (input: various Y coordinate) and output factors (X coordinate) is synthesised automatically. It is capable of predicting accurately the space curve at any point under various control parameters. All polynomial equations used in this network are listed in AppendixA. (PSE = 5.8 ′10-3).Table 2 compares the error predicted by the abductive modeland CMM measurement data. The measurement daa is excluded from the 22 sets of CMM measurement data for establishingthe model. This set of data is used to test the appropriatenessof the model established above. We can see from Table 2 thatthe error is approximately 2.13%, which shows that the modelis suitable for this space curve.Table 2. CMMS-coordinate and neural network predict compared (it is not included in any original 22 sets database).5. Create the Injection-Mould Model Similarly, the relationship is established between input parameters (gate location and gate size) and the output parameter (deformation) during the injection process. To build a complete abductive network, the first requirement is to train the database. The information given by the input and the output data mustbe sufficient. Thus, the training factor (gate location) for abductive network training should be satisfactory for making defect-free products. Figure 2 shows the simulation of FEMmould-flow. Table 3 shows the position of the gate and the maximum deformation of the product obtained from mouldflow analysis.Based on the development of the injection-mould model,three-layer abductive networks, which are comprised of injection- mould conditions and the injection-results (deformation),are synthesised automatically. They are capable of predicting accurately the product strain (the result of injection-moulded product) under various control parameters. All polynomial equations used in this network are listed in Appendix B (PSE= 2.3 ′10-5).Table 4 compares the error predicted by the abductive model and the simulation case. The simulation case is excluded from the 22 sets of simulation cases for establishing the model. This set of data is used to test the appropriateness of the model established above. We can see from Table 4 that the error isFig. 2. The deformation of FEM mould-flow.Table 3. Gate location and the maximum strain relationship.Table 4. Mould-flow simulated and neural network predict compared(it is not included in any original 22 set database).approximately 4.62%, which shows that the model is suitablefor this model requirement6. Simulation Annealing TheoryIn 1983, a theory that was capable of solving the global optimisation problem was developed for the optimised problem. The concept was a powerful optimisation algorithm based onthe annealing of a solid which solved the combinatorial optimisation problem of multiple variables. When the temperature is T and energy E, the thermal equilibrium of the systemis a Boltzman distribution:Z(T) = normalisation factor; KB = Boltzman constant;Exp(-E/KBT) = Boltzman factorMetropolis [24] proposed a criterion for simulating the coolingof a solid to a new state of energy balance. The basiccriterion used by Metropolis is an optimisation algorithm called “simulated annealing”. The algorithm was developed by Kirkpatricket al. [20].In this paper, the simulation-annealing algorithm is used tosearch for the optimal control parameters for gate location.Figure 3 shows the flowchart of the simulated annealing search. First, the algorithm is given an initial temperature Ts and afinal temperature Te, and a set of initial process vectors Ox.The objective function obj is defined, based on the injection parameter performance index. The objective function can be recalculated for all the different perturbed compensation parameters. If the new objective function becomes smaller, thepeturbed process parameters are accepted as the new process parameters and the temperature drops a little in scale. That is:where i is the index for the temperature decrement and the CTis the decay ratio for the temperature (CT , 1).However, if the objective function becomes larger, the probability of acceptance of the perturbed process parameters isgiven as:Where KB is the Boltzman constant and D obj is the differentin the objective function. The procedure is repeated until the temperature Ti approaches zero. It shows the energy droppingto the lowest state.Once the model of the relationship among the functions ofthe gate location, the input parameters and output parametersare established, this model can be used to find the optimal parameter for the gate location. The optimal parameter for the process can be obtained by using the objective function to serveFig. 3. Flowchart of the simulated annealing searching.as a starting point. The objective function obj is formulated as follows:Where w1, w2, and w3 are the weight functions.The control parametric of the X, Y location should complywith the part-surface parameter equation. That means the basic condition of optimisation should fall within a certain range: 1. The X-coordinate value obtained from optimisation should be larger than the minimum X-coordinate value, and smaller than the maximum X-coordinate value.2. The Y-coordinate value obtained from optimisation should be larger than the minimum Y-coordinate value, and smaller than the maximum X-coordinate value. The X, Y-coordinate depends on the Appendix A neural network equation.3. The gate-wide size obtained from optimisation should be larger than the minimum size of gate-width, and smallerthan the maximum gate-width size.4. The gate-height size obtained from optimisation should be larger than the minimum size of gate-height, and smaller than the maximum gate-height size.The inequalities are given as follows:The upper-bound conditions should be kept to an acceptable level so as to find the optimal (acccurate) gate coordinate.7. Results and DiscussionAn example of the simulation is used to illustrate the processof optimising the gate location. In the first case, the weight funtion w1 = w2 = w3 = w4 = 1 (the gate location and size is equal weight). In this case, the parameters used in the simulation annealing algorithm are given as: initial temperature Ts= 100°C, final temperature Te = 0.0001°C, decay ratio CT = 0.98, Boltzman constant Ks = 0.00667, and the upper boundof the X-coordinate is -0.0276 mm, upper bound of Y-coordinate is 32.49 mm (X depends on the Y-coordinate).Simulated annealing is used for finding the optimal gate coordinates and gate size, as shown in Table 5. When gatesize is w = 1.8 mm and h = 0.9 mm, the optimal gate locationis Y = 30.0 mm, and X = -7.824 mm. Predicting the minimum deformation using the optimal parameters is about 0.2563 mm(minimum, Table 5).In Fig. 4, for a fixed gate size w = 1.8 mm and the h =0.9 mm, the optimal value is found by using the Y-coordinate variation. In Fig. 4, the Y-coordinate has the minimum deformation when the optimal parameter of the Y-coordinate is30.0 mm (X = -7.824 mm), and the deformation is 0.2563mm (minimum).Table 5 shows a comparison between the simulation mouldflow error and the optimal value predicted by the model. Theerror is approximately 5.4%. In the foregoing discussion, itTable 5. SA optimal parameters and FEM prediction compared (it is not included in any original 22 set database).Fig. 4. Deformation and Y-coordinate relationship.has been shown clearly that the process parameters for optimum bend performance can be systematically obtained through this approach.8. ConclusionThis paper describes a neural network approach for modelling and optimisation of injection-mould gate parameters.1. Comparing the value of errors using the finite-element method and abductive-network prediction we have designedthe injection-mould model. Based on the best modellingusing an abductive network, the complicated relationships between the injection-gate coordinate parameters and deformationperformance can be obtained.2. A global optimisation algorithm, called simulated annealing (SA), is then applied to the abductive network to obtain the optimal process parameters based on an objective function.3. Lastly, a comparison is made between the FEM simulation mould-flow error values and model predicted values by the optimisation process. It shows that the model fits the FEM simulation mould-flow data and the finite-element and abductive-network predictions. Therefore, the rapidity and efficiency of determining optimal designing prameters for injection-moulding can be used successfully to improve the accuracy of the injection-mould design process.。
让优化驱动概念设计理念普及化

让优化驱动概念设计理念普及化发布: Simwe 来源:Altair发布时间:2013-07-03 【收藏】【打印】复制连接【大中小】我来说两句:(0) 逛逛论坛全球著名的PLM咨询与研究机构CIMdata评价solidThinking Inspire——让优化驱动概念设计理念普及化主要内容概览:拓扑优化可生成高效的轻量化结构,以满足设计在重量、刚度、强度上的需求。
solidThinking的母公司Altair是拓扑优化在商业领域应用的开拓者,其优化产品OptiStruct已在各领域应用多年。
solidThinking Inspire是一个专为设计工程师创建的拓扑优化工具,帮助他们解决在产品开发周期前端的问题。
客户可以在第一时间获得拓扑优化的结果,从而减少大量重复设计的过程,提升效率。
solidThinking Inspire主要应用领域不局限于汽车及航空领域,还包括建筑和工业设计。
由这种技术获得有机形态,既能满足结构功能性,又能满足美学需求。
在数字化产品不断革新的过程中,工具越来越趋于普及化,即能够让更多的人更轻松地掌握。
特别是当仿真驱动的理念引申到产品设计流程的早期,帮助用户选择产品概念并定义产品结构时,这个工具就必须更加简单、快速、更有力地支持关键性的产品决策,满足跨学科的需求。
卓越的思考者们认为产品设计中的几何形态应该是设计过程的结果而非起点。
他们设想一种系统工程方法,其物理设计是由其性能或其他条件提取或合成的。
在这个系统中,几何形态完全是设计研发流程的一部分。
拓扑优化是开发结构几何形态的一种方法,这种方法生成的结构可以定向地满足约束要求,比如获得质量最小或者刚度最大的结果。
Altair公司是在商业领域推广拓扑优化的先行者,自上世纪90年代就开始推广其产品OptiStruct。
自此之后,拓扑优化方法就作为工业中用于获取高效结构的通用且重要的方法,例如航空和汽车行业。
制造和其他多种约束提升了这种技术的应用性,但是使用这种技术还需要一些专业的FEA和CAD的知识。
freeform 培训指南

前言数年前开始,软件厂商已经开始希望能提供像 "雕刻"和 "刮黏土" 一般容易使用的功能。
但是要真的 "像"在 "刮" "数字数据" 的一个最重要因素 "触觉" 却总是被忽略。
这就像是要一个音乐家戴着耳塞演奏,或是要一位画家蒙着眼睛作画一把最精随的部分给去掉了。
现找回来给您。
FreeFormmodeling 取得世界专利的 3D Touch 技术,为您开创了一条能将创意、灵感及您想表达的目的与意图直接表现在数字数据上的康庄大道。
设计师再也不用被迫只透过 2D 的鼠标,做平面的互动;灵感再也不会被一些图素的控制、slider 及设定所过滤掉;创意的念头,可以直接的透过心灵而传达、表现在实体的物质上。
般,在,我们把最精随的部分数字的优点FreeForm 把数字工具所独具的弹性及其能力带到实体的模型上。
完全的符合今日产品设计潮流及制造的流程FreeForm modeling system 完全的符合今日产品设计潮流及制造FreeForm 的 "数字黏土" 和黏土间的关系,就像文书处理工具和打字的关系一样;你可以复制及重复使用模型的特征。
只要透过按键,便可以控制黏土的硬度及曲面的平滑度;汇入 Sketch ,作为切割线的参考与指引;Mirror 及 scale 的特性,能让你在几秒钟内变完成以前要花上数个小时才能完成的工作;放胆的去做,就算有失误,"复原键"会一直在旁边等候着您的差遣。
的流程。
它消弥了" 2D 绘图"与" 3D 产品设计间"的鸿沟。
它补充了实体模型的不足,甚至取代实体模型;它可以让设计师自由的在3D 的环境里挥洒、制造出创意就如同他们用纸、笔在2D 的平面上设计一般。
工程师可以直接在汇入的 sketch 、2D 绘图、扫描完成的 model 或是 3D 工程图上做设计。
FreeFrom软件操作说明
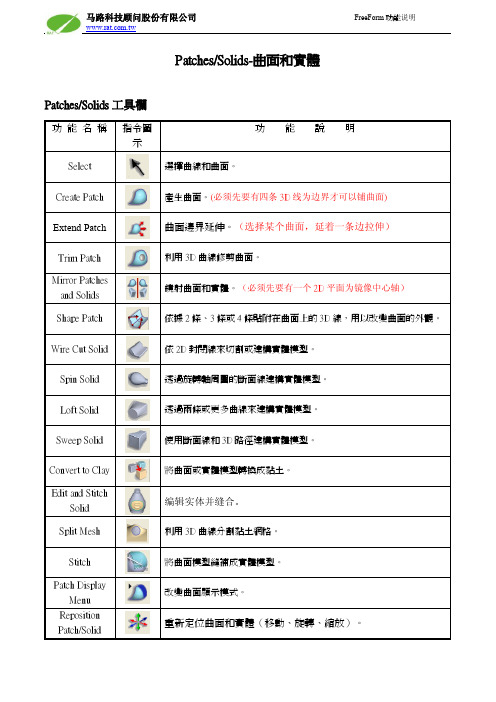
Patches/Solids-曲面和實體Patches/Solids工具欄一、鏡射曲面和實體Mirror Patch指令可以鏡射一個或多個曲面或實體。
二、將曲面模型縫補成實體模型Stitch 指令是將多個曲面(Patch)縫補成一個實體(Solid)。
點選Stitch 命令後,使用步驟及方法說明如下圖。
三、改變曲面顯示模式Patch Display Properties 指令是利用貼圖的方式來檢測曲面的順滑程度。
四、產生曲面Create Patch 指令是先規劃好曲面邊界線,再舖成曲面。
曲面和實體轉換功能說明五、將曲面或實體模型轉換成黏土Convert to Clay 指令是可將實體(Solid)或曲面(Patch)轉換成黏土,點選Convert to Clay 命令後,使用步驟及方法說明如下圖。
六、利用3D 曲線分割黏土網格Split Mesh 指令是依據封閉的3D 曲線,進行模型STL 資料的拆解。
七、利用3D 曲線修剪曲面Trim Patch 指令是用封閉的3D 曲線將曲面做裁剪的動作。
點選Trim Patch 命令後,會出現如下的工具列,說明如下圖。
八、 Wire Cut Solid :切割/擠出實體Wire Cut Solid 指令是用封閉的2D 線切割或擠出實體。
點選Wire Cut Solid 命令後,會出現如下的工具列,說明如下圖。
建構說明:九、Spin Solid:旋轉實體Spin Solid指令是利用封閉的2D斷面線繞著一個旋轉中心軸旋轉出實體。
使用方法及步驟說明如下圖。
十、 Loft Solid :斷面拉伸成實體Loft Solid 指令是用兩個平面以上的封閉2D 線拉伸成實體。
點選Loft Solid 命令後,使用步驟及方法說明如下圖。
調整控制點十一、Rail Solid:掃出實體Rail Solid指令是利用2D輪廓線沿著3D線路徑掃出實體或溝槽。
點選Rail Solid命令後,使用步驟及方法說明如下圖。
【国家自然科学基金】_非线性传输_基金支持热词逐年推荐_【万方软件创新助手】_20140802

107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135ห้องสมุดไป่ตู้136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160
自陡峭效应 自陡 自聚焦 自相似 自压缩 脉冲超声波 脉冲压缩效应 脉冲传输 能带宽度 背景波 聚苯乙烯 群体系统 网络时延 网络寿命 缆索动力学 绘制方程 结式 线性聚焦和线性散焦效应 线性反馈移位寄存器 纠缠光子 粒子退化现象 粒子模拟 空间孤子 空间光通信 移动机器人 神经网络 神经内分泌 硅 相移键控信号 相干度 电子传输 电压源换流器型高压直流输电 电力系统稳定器 电力市场 生成技术 球bessel函数 环形腔 状态空间实现 热像 激素调控 激发态吸收(esa) 激光技术 激光传输 演化 滚动优化 湿法腐蚀 混沌技术 涡旋 泄漏电流 水下航行器 毫米波 毛细管隧道结 正常色散区 核方法
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106
FreeFormFeatures自由建模讲解

Free Form Features模块培训
自由形状特征概述
• 自由形状特征(free form features)定义
DESign
自由形状特征是指那些不能利用体素、标准成形特征或含有直线、弧和二次曲线的草
图构建的形状。
自由形状特征概述
。绝大多数实际产品的设计都离不开自由形状特征。
DESign
• 自由形状特征(free form features)是CAD模块的重要组成部分。是高端软件的重要标志
等的参数间隔方式建立。若截面线上包含直线和曲线,点的间隔方式是不同的。 1. 2. 直线:根据等弧长方式间隔点。 曲线:根据等角度方式间隔点。
对齐方式
用点对齐(Alignment By Point):用点对齐方式用于不同形状的截面线的对齐,特别是截面线
具有尖角或有不同截面形状时,应该采用点对齐方法。该对齐方法可以使用零公差,表明点
过曲线网格(Through Curve Mesh)
操作步骤:
1. 选择主曲线1(或点),选择OK,出现方向箭头。同理按顺序依次选择其 他主曲线,最后选择OK,结束主曲线的选择。
2. 选择交叉线,每选择完一组交叉线,选择OK一次,同理按顺序依次选择 其他交叉线,最后选择OK,结束交叉线的选择。 3. 选择脊柱线,选择OK;如果不选脊柱线,直接选择OK,出现对话框。 4. 选择强调方式(Emphasis),确定生成的体更加靠近哪组曲线。 5. 输入相交公差,或使用默认值。 6. 选择起始或最后线串的边界约束方式。(主曲线和交叉线) 7. 选择构造类型,最后选择OK。
GT-Power中文使用手册

GT-POWER
用户手册
华中科技大学 振动、噪声与诊断研究所
PDF 文件使用 "pdfFactory Pro" 试用版本创建
第二章 GT-SUITE 简介 .........................................................................................20
I
PDF 文件使用 "pdfFactory Pro" 试用版本创建 wwwBiblioteka
目录
第一章 消声器设计前处理 ......................................................................................1 第一节 图形用户界面(GUI).........................................................................1 1.1.1 打开一个新文件 ................................................................................1 1.1.2 截面库................................................................................................2 1.1.3 输入外部形状文件.............................................................................2 1.1.4 绘图区域 ............................................................................................4 1.1.5 树状图................................................................................................5 1.1.6 工具条和菜单项 ................................................................................5 第二节 工具条和下拉菜单 ...............................................................................5 1.2.1 工具条.................................................................................................5 1.2.2 菜单特征 ............................................................................................7 第三节 创建和编辑对象 ...................................................................................9 1.3.1 消声器壳体 ........................................................................................9 1.3.2 隔板..................................................................................................10 1.3.3 隔板开孔 ..........................................................................................11 1.3.4 隔板打孔 ..........................................................................................11 1.3.5 直管..................................................................................................12 1.3.6 分支连接...........................................................................................12 1.3.7 弯管..................................................................................................13 1.3.8 交叠管..............................................................................................14 1.3.9 同心管(套管) ..............................................................................15 1.3.10 管口................................................................................................15 1.3.11 管上打孔 ........................................................................................15 1.3.12 绒毛................................................................................................16 第四节 三维显示窗口 .....................................................................................16 第五节 输入消声器组件到 GT-POWER .........................................................17 1.5.1 干扰..................................................................................................18 1.5.2 离散消声器 ......................................................................................18 1.5.3 在 GT-POWER 仿真时使用多个消声器..........................................19 1.5.4 在 GT-POWER 仿真时使用双排气系统...........................................19
【国家自然科学基金】_脉冲耦合_基金支持热词逐年推荐_【万方软件创新助手】_20140802

107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160
53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106
电感差分压缩比 电快速瞬变脉冲群 电子设备 电光开关 电偶极子 电介质半空间 生态承载力 理论计算 特性区间 物理电子学 焦油转化 热疼痛 热应力场 热力耦合模型 点火角 点火映射图 激光诱导击穿光谱(libs) 激光耦合 激光微细加工 激光器 激光发动机 激光击穿大气 湿地 温度场 消噪 海马ca3区 测量 注入器 波数-频率域 油纸绝缘 水导激光 水介质螺旋脉冲形成线 氧化锌 毫瓦分贝 残余应力 止裂 模式耦合 模型 检出限 柱坐标 束波互作用 最短路径 时间步进法 时间控制 时间抖动 时间序列 时间分辨谱 时域积分方程 时域有限差分法 时域有限差分 时域 旋转对称体 整体式催化剂 数值计算
2008年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
基于FreeForm的玩具模型设计
基于FreeForm的玩具模型设计刘莉;赵正旭;王中义;刘世洋【摘要】自由曲面的建模是工业设计领域应用非常广泛,但建模过程困难的问题。
FreeForm触觉式设计系统是应用触觉进行建模的软件,文中概述了FreeForm系统的系统结构和核心技术,通过实例详细介绍了基于FreeForm的玩具模型设计过程,总结了FreeForm系统在自由曲面建模中的优势和不足,指出将FreeForm 系统和其他CAD软件结合使用可以缩短产品开发周期。
%FreeForm Fodeling Plus is a modeling software through touch. The system structure and key technology for FreeForm system are summarized. Through examples, it introduced in detail the design process for toy model based on FreeForm. The advantage and disadvantage of FreeForm system in the freeform surface modeling are summarized. The idea that combines the FreeForm system and other CAD software is indicated to shorten the product development cycle.【期刊名称】《河北省科学院学报》【年(卷),期】2012(029)003【总页数】5页(P23-27)【关键词】FreeForm系统;曲面建模;自由曲面;数字粘土;虚拟油泥【作者】刘莉;赵正旭;王中义;刘世洋【作者单位】石家庄铁道大学信息科学与技术学院,河北石家庄050043;石家庄铁道大学信息科学与技术学院,河北石家庄050043;石家庄铁道大学信息科学与技术学院,河北石家庄050043;石家庄铁道大学信息科学与技术学院,河北石家庄050043【正文语种】中文【中图分类】TP391.72在实际建模过程中,有很多模型的曲面自由、复杂,这些曲面是在自由曲线的基础上生成的,属于自由曲面,如人脸类生物模型、飞机机翼、汽车车身、轮船船体等的曲线和曲面,他们无法用初等解析函数清楚地表达。
(麻省理工)多尺度系统设计-纳米尺度组件和特征

Figure: Layton Hales PhD Thesis, MIT.
2.76 Multi-scale System Design & Manufacturing
Examples
Parallel: Add Constraints Where there is a common DOF, then have mechanism DOF There are no conflicts in circumferential displacement To θz Non-shared load paths = parallel
2.76 / 2.760 Lecture 5: Large/micro scale
Constraints Micro-fabrication Micro-physics scaling Assignment
2.76 Multi-scale System Design & Manufacturing
Purpose of today
⎛ ⎞ f 34 ⎜ SR Nano ⎟ I Micro ⎜ ⎟ ⎝ Micro ⎠ ⎞ ⎛ f 44 ⎜ SR Nano ⎟ ⎟ ⎜ ⎝ Nano ⎠ I Nano
Finish mechanical gain factors to make big machines work with little machines Micro-scale flow/interface dominators •Micro-scale fabrication •Micro-scale surface/volume physics
Visualization is critical, this is not cookbook For now:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Optimum Gate Design of FreeForm Injection Mould using the Abductive Network基于Abductive网络的最佳任意注射模具浇口设计J. C. LinDepartment of Mechanical Design Engineering, National Hu-Wei Institute of Technology, Yunlin, TaiwanThis study uses the injection position and size of the gate as the major control parameters for a simulated injection-mould. Once the injection parameters (gate size and gate position) are given, the product performance (deformation) can be accuratelypredicted by the abductive network developed.本研究以注射位置和浇口的大小作为主要控制参数来模拟注射模具。
一旦给出了喷雾参数(浇口大小和浇口位置,可用成熟的Abductive网络准确的预测产品性能(变形)。
To avoid the numerous influencing factors, first the part-line of the parameter equation is created by an abductive network to limit therange of the gate. The optimal injection parameters can be searched for by a simulation annealing (SA) optimization algorithm, with a performance index, to obtain a perfectpart. 为了避免众多的影响因素,使用 abductive网络建立第一个线性参数方程来限制浇口的范围。
用一个仿真退火算法优化算法计算出最优喷雾参数,用一个性能指标、获得一个完美的部分。
The major purpose is searching for the optimal gate location on the part-surface, and minimising the air-trap and deformation after part formation. This study also uses a practical example which has been and proved by experiment to achieve a satisfactory result.主要目的是追求铸件浇注面上最优浇口的位置,最大程度的减少了铸件缩孔和变形形成。
这研究也使用一个实际的例子, 实验证明结果令人满意。
Keywords:Abductive network; Injection mould; Simulation annealing (SA)关键词:Abductive网络;注射模具;模拟退火算法1. Introduction1。
介绍Owing to the rapid development of industry and commerce in recent years, there is a need for rapid and high volume production of goods. The products are manufactured using moulds in order to save the time and cost. Plastic products are the majority. Owing to theseproducts not requiring complicated processes it is possible to cope with market demand speedily and conveniently.近年来,由于工业的迅速发展,市场需要快速、大量生产的产品。
公司产品全部使用模具可节省时间和成本。
塑料制品占大部分,因为这些产品不需要复杂的过程,并能快速方便的应对市场的需求等特点。
In traditional plastic production, the designs of the portions of the mould are determined by humans. However, because of the increased performance requirements, the complexity of plastic products has increased. First, the geometric shapes of the plastic products are difficult to draw, and the internal shape is often complex which also affects the production of the product.在传统的塑料产品设计,模具部分取决于人类。
然而,由于增加的性能要求,和增加的复杂的塑料制品。
首先,各种塑料制品的几何形状是很难绘制、其内部形状往往相当复杂,也会影响生产的产品。
Injection processing can be divided into three stages:注塑加工可以分为三个阶段:1. Heat the plastic material to a molten state. Then, by high pressure, force the material to the runner, and then into the mould cavity. 1。
加热塑料材料成熔化状态。
然后,在高压下使其流动,最后进入模腔。
2. When the filling of the mould cavity is completed, more molten plastic should be delivered into the cavity at high pressure to compensate for the shrinkage of the plastic. This ensures complete filling of the mould cavity.2。
当灌满模腔后,更多的熔化塑胶应该被浇在高压冒口来补偿的塑料的收缩。
这保证了模腔完全注满。
3. Take out the product after cooling. 3。
冷却后取出产品。
Though the filling process is only a small proportion of the complete formation cycle, it is very important. If filling in incomplete, there is no pressure holding and cooling is required. Thus, the flow of the plastic fluid should be controlled thoroughly to ensure the quality of the product. 虽然浇注过程只是一小部分的完整的生产周期,但是很重要。
填充不完善,就没有稳压和充分冷却。
因此,塑性流体的流动必须完全严格控制,以确保产品质量。
The isothermal filling model of a Newtonian fluid is the simplest injection mould-flow filling model.等温浇注模型的牛顿液体是最简单的注射mould-flow充填模式。
Richardson [1] produced a complete and detailed concept. The major concept is based on the application of lubrication theory, and he simplified the complex 3Dflow theory to 2D Hele-Shaw flow.The Hele-Shaw flow was used to simulate the potential flow and was furthermore used in the plasticity flow of the plastic.。
理查德森[1]的基础上产生了一个完整而详细的概念。
主要观念被基于润滑的应用理论,他简化复杂的3d流体理论为2d隙可互溶流动。
隙可互溶流动被过去常常模拟势流动,此外使用在可塑性塑料的流动。
He assumed the plasticity flow on an extremely thin plate and fully developed the flow by ignoring the speed change through the thickness. 他假设塑料流动在一种极薄的金属板上,充分流动忽视通过厚度对速度的改变。
Kamal et al. used similar methods to obtain the filling condition fora rectangular mould cavity, and the analytical result obtained was almost identical to the experimental result。
卡迈勒以及其他人。
使用类似的方法获得为一个矩形模具型腔的填充条件,解析的结果获得几乎和实验结果完全相同。
Plastic material follows the Newtonian fluid model for flow in a mould cavity, and Bird et al. [2–4] derived mould-flow theory based on this. When the shape of a mould is complicated and there is variation in thickness, then the equilibrium equations changes to nonlinear and has no analytical solution. Thus, it can be solved only by finite-difference or numerical solutions [2,5]塑料注入一个铸模空腔遵照牛顿的流动模型,以及其他后继Bird等人[2 - 4]派生的mould-flow理论以此为基础。