无铅焊膏成分
Sn98.5Ag1.0Cu0.5无卤素免清洗无铅锡膏技术规格书
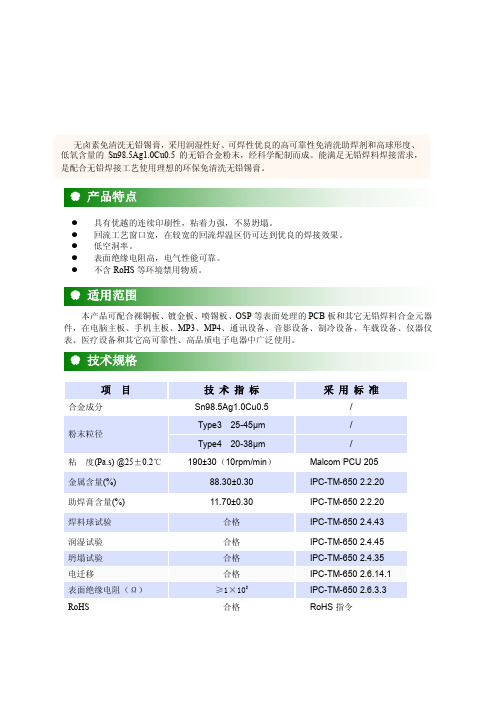
无卤素免清洗无铅锡膏,采用润湿性好、可焊性优良的高可靠性免清洗助焊剂和高球形度、低氧含量的Sn98.5Ag1.0Cu0.5的无铅合金粉末,经科学配制而成。
能满足无铅焊料焊接需求,是配合无铅焊接工艺使用理想的环保免清洗无铅锡膏。
●具有优越的连续印刷性,粘着力强,不易坍塌。
●回流工艺窗口宽,在较宽的回流焊温区仍可达到优良的焊接效果。
●低空洞率。
●表面绝缘电阻高,电气性能可靠。
●不含RoHS等环境禁用物质。
本产品可配合裸铜板、镀金板、喷锡板、OSP等表面处理的PCB板和其它无铅焊料合金元器件,在电脑主板、手机主板、MP3、MP4、通讯设备、音影设备、制冷设备、车载设备、仪器仪表、医疗设备和其它高可靠性、高品质电子电器中广泛使用。
本产品在回流焊过程中会产生少量挥发性气体,因此回流焊过程中应有通风装置,保证这些气体不会弥散于工作区域。
更多的安全数据,请参见本产品的物质安全数据表(MSDS)。
1、保存与使用●产品应在0-10℃下密封储存,保质期为6个月(从生产之日算起)。
●锡膏在使用前应从冷藏柜中取出,在未开启瓶盖,放置在室温下。
为达到完全的热平衡,建议回温时间至少为4小时。
●回温后,使用前,应采用人工或锡膏自动搅拌机充分搅拌锡膏1-3分钟,使助焊膏和焊料合金粉末充分搅拌均匀,以免除因储存带来的不均匀性。
具体搅拌时间要依据搅拌转速、环境温度等因素来确定。
●不能把使用过的锡膏与未使用过的锡膏置于同一容器中。
锡膏开罐后,若罐中还有剩余锡膏时,不能敞于空气中放置,应尽快旋紧盖子。
2、印刷锡膏建议印刷参数如下:●刮刀不锈钢刮刀或聚氨酯刮刀●印刷速度最高可至80mm/sec●温度/湿度温度25±5℃,相对湿度50±10%●钢网寿命焊膏在模板停留时间大于8小时3、包装500g/瓶,100g/支,200g/支,其他依据客户需求包装。
4、回流曲线(被焊接面实测温度)注意:理想的回流曲线还受很多因素的影响,比如线路板的层数、线路板与元器件材质的热学性质、线路板上元器件分布密度等因素;因此,可跟据实际生产情况对炉温曲线进行优化,以获得最佳焊接效果。
无铅膏药制作工艺

无铅膏药制作工艺第一章松香型无铅膏药第一节概述松香膏药是无铅膏药的一种,它是以植物油和松香为赋形剂,以中药为原料,以乙醇为介质,将中药的有效成份掺入到赋形剂内制成。
制成的膏药形态和作用机理和黑膏药基本一致。
松香型无铅膏药是一种新型制剂,对传统的黑膏药起到了扬长避短的作用。
治疗功能与黑膏药完全相同,同时具有以下显著优点:1.制备工艺简单易行,生产周期短,制作时对环境无污染,对人体无毒害;2.制备工艺采取的是低温加工,一般温度在100℃左右,生物活性不易被破坏;3.利用乙醇将药物的有效成份介入到膏药内,能任意调节膏药的含药量,大大提高治疗效果;4.利用乙醇提取药物有效成份,可最大限度地去除杂质,保证膏药的纯度高、质量好;5.使用时只需利用人体热力,膏药即可吸附在所贴部位,且不易移动;6.长期使用对皮肤刺激小,可连续长期使用;7.可利用其制备方法,任意制出临床中需要的任何一种中药配方的外用膏药。
这里介绍的松香型无铅膏药虽与传统的松香膏药同属一种剂型,但与传统松香膏药相比,在药料处理和制作工艺方面进行了革新,具有药量足、纯度高、易吸收的优点,大大提高了膏药的疗效和质量。
传统的松香膏药是用植物油提取中药粗料的药效成份,由于一定量的植物油要提取中药粗料的量是有限的,再者,植物油在松香膏内的含量很小,因而所制取的松香膏药含药量也小,致使临床疗效大打折扣。
有的传统松香膏药是直接将中药磨成细粉掺入膏药内的,而这种药粉系大小不等的颗粒,是每味中药的无数分子组合在一起的分子团。
在这些药物的分子团中,只有一部分属脂溶性物质和易挥发的中药精料在加工时溶于松香基质内,以单分子的形式储存在松香膏药中,在使用时渗透皮肤发挥药效。
属于非脂溶性的分子团,由于松香膏药在常温下成固态,难以分解为呈游离状态的单分子,由于皮肤如同分子筛,难以透过皮肤而被吸收,同样使临床疗效大打折扣。
而无论用植物油提取中药成份,还是将中药粉掺入膏药中,都存在一个共同问题,就是杂质多,药物纯度不高,也影响到膏药的疗效。
Sn-Zn系无铅焊膏及其设备制作方法与制作流程

本技术介绍了一种Sn Zn系无铅焊膏,涉及电子元器件焊接材料技术领域,按重量百分比,由以下组分组成:焊锡合金粉末87%~89%,助焊剂11%~13%。
通过在焊锡合金中添加特定的金属元素,同时与本技术提供的助焊剂进行结合,制备的Sn Zn系无铅焊膏,具有良好的润湿性、抗氧化性和耐腐性,大幅提高了Sn Zn系无铅焊膏在SMT工艺中的应用广度,可有效解决焊接过程中焊点不能形成或焊点质量不佳的问题。
技术要求1.一种Sn-Zn系无铅焊膏,其特征在于,按重量百分比,由以下组分组成:焊锡合金粉末 87%~89%助焊剂 11%~13%其中,焊锡合金粉末,按重量百分比,由以下组分组成:Zn 9%~14%Ag 1%~1.5%Ni 0.1%~0.5%Cu 0.3%~0.5%余量为Sn;其中,助焊剂,按重量百分比,由以下组分组成:复合松香 45%~50%触变剂 6%~9%活性剂 6%~8%缓蚀剂 1%~3%抗氧化剂 0.1%~0.3%余量为有机溶剂。
2.如权利要求1所述的Sn-Zn系无铅焊膏,其特征在于,所述焊锡合金粉末,按重量百分比,由以下组分组成:Zn 9%~14%Ag 1%~1.5%Ni 0.1%~0.5%Cu 0.3%~0.5%Zr 0.1%余量为Sn;助焊剂,按重量百分比,由以下组分组成:复合松香 45%~50%触变剂 6%~9%活性剂 6%~8%缓蚀剂 1%~3%除臭剂 0.01%~0.0.3%抗氧化剂 0.1%~0.3%余量为有机溶剂。
3.如权利要求1-2任一所述的Sn-Zn系无铅焊膏,其特征在于,所述复合松香由聚合松香和氢化松香组成,优选的,聚合松香和氢化松香的质量比为(1.5-2):1。
4.如权利要求1-2任一所述的Sn-Zn系无铅焊膏,其特征在于,所述触变剂由氢化蓖麻油和聚酰胺类有机物组成,优选的,氢化蓖麻油和聚酰胺类有机物的质量比为2:1。
5.如权利要求1-2任一所述的Sn-Zn系无铅焊膏,其特征在于,所述活性剂由二溴丁烯二醇、有机酸和三乙醇胺组成,优选的,所述二溴丁烯二醇质量不超过助焊剂总质量的1%,有机酸与三乙醇胺的质量比为1:1。
无铅锡膏成分配比一览表
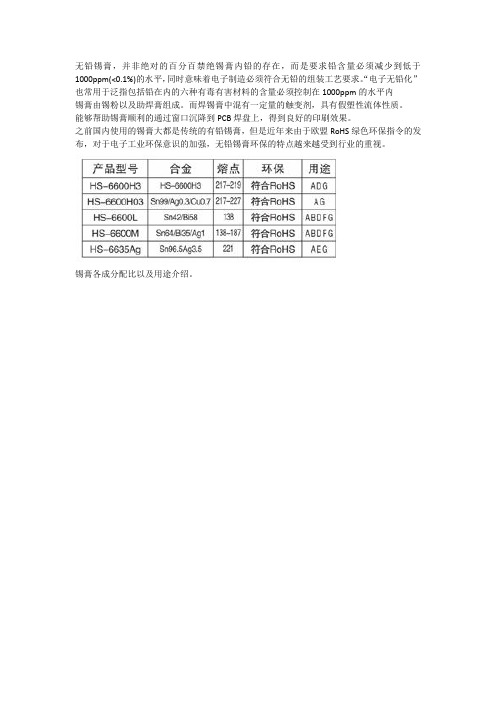
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
锡膏种类和成分
锡膏种类和成分锡膏是一种常见的电子焊接材料,广泛应用于电子产品的制造和维修过程中。
它具有导电性良好、耐高温、防腐蚀等优点,可以有效地提高焊接质量和可靠性。
本文将介绍几种常见的锡膏种类和它们的成分。
1. 焊锡膏焊锡膏是最常见的一种锡膏,它主要用于电子焊接过程中的锡焊。
焊锡膏的主要成分是锡和铅的合金,常见比例为63%锡和37%铅。
焊锡膏的熔点较低,一般在180°C左右,可以快速熔化并形成焊点,使电子元器件连接稳固可靠。
2. 无铅焊锡膏随着环保意识的提高,无铅焊锡膏逐渐取代了含铅焊锡膏成为主流。
无铅焊锡膏的主要成分是锡、银和铜的合金,没有铅成分,符合环保要求。
无铅焊锡膏的熔点较高,一般在220°C左右,需要较高的焊接温度。
虽然无铅焊锡膏的焊接温度较高,但它可以有效地减少焊接过程中产生的有害气体和污染物,对环境和人体健康更友好。
3. 银浆锡膏银浆锡膏是一种常见的高温焊接材料,主要用于高温环境下的电子元器件焊接。
它的主要成分是银和锡的合金,常见比例为80%银和20%锡。
银浆锡膏具有良好的导电性和耐高温性能,可以在高温环境下保持稳定的焊接效果。
4. 钎焊膏钎焊膏是一种专门用于钎焊的锡膏,主要用于焊接金属材料,如铜、铝、钢等。
钎焊膏的主要成分是锡和铜的合金,常见比例为95%锡和5%铜。
钎焊膏具有良好的润湿性和流动性,可以在钎焊过程中有效地填充焊缝,提高焊接强度和密封性。
总结起来,锡膏种类和成分多种多样,适用于不同的焊接需求。
焊锡膏、无铅焊锡膏、银浆锡膏和钎焊膏是常见的几种锡膏。
它们分别适用于不同的焊接材料和环境,具有各自的优点和特点。
在电子产品的制造和维修过程中,选择合适的锡膏种类和成分非常重要,可以提高焊接质量和可靠性,确保电子产品的性能和稳定性。
线路板装配中的无铅工艺应用规则
线路板装配中的无铅工艺应用规则无铅工艺是一种环保型的电子零件焊接技术,逐渐在线路板装配中得到广泛应用。
下面将介绍在无铅工艺中的一些应用规则。
首先,无铅工艺需要使用无铅焊膏。
无铅焊膏一般由锡、银和铜等金属合金组成,可以代替传统的含铅焊膏。
在选择无铅焊膏时,需要注意其熔点和流动性,以确保焊接质量。
其次,无铅工艺对线路板的贴片元件有一定要求。
贴片元件应采用无铅焊接引脚的型号,并且引脚焊接垂直于线路板表面。
此外,在无铅工艺中,首选的焊接方式是表面贴装技术(SMT),因为SMT可以更好地适应无铅焊膏的特性。
然而,对于一些无法采用SMT的特殊元件,可以考虑采用Through-hole技术,但需要注意保证焊接质量。
继续,无铅工艺中需要采取一些特殊措施以确保焊接质量。
例如,焊接温度和焊接时间要根据元件和线路板的要求进行调整,以避免焊接温度过高或焊接时间过长导致焊接不良。
此外,还需要注意焊接前对线路板和元件进行适当的清洗处理,以去除表面的污染物,确保焊接的可靠性。
最后,无铅工艺中需要对焊接后的线路板进行质量检测。
这包括进行外观检查,检查焊接是否均匀、焊点是否完整等;进行电性能测试,检测焊点的电阻、电容等参数;进行环境可靠性测试,以确保焊接的稳定性和耐久性。
总结起来,无铅工艺在线路板装配中的应用需要考虑选用无铅焊膏、合适的贴片元件、适当的焊接方式、调整焊接参数、进行清洗处理以及进行质量检测。
这些应用规则能够帮助我们实现环保电子装配,同时确保焊接的质量和稳定性。
随着环保意识的提高和全球环境保护政策的推动,无铅工艺在电子制造领域的应用逐渐成为主流。
无铅工艺相对于传统的含铅焊接工艺具有许多优势,比如环境友好、减少污染、提高焊接质量等。
因此,在线路板装配中,应用无铅工艺已经成为电子企业追求环保和高质量的重要举措。
首先,无铅工艺中的焊接材料是重要的考虑因素。
传统的含铅焊接工艺使用的是含有铅的焊锡合金,而无铅工艺需要使用无铅焊膏。
产品概要 雅拓莱免洗无铅锡膏
产品概要雅拓莱免洗无铅锡膏产品名称产品编号#253 –无铅锡膏 – Sn99.0/Ag0.3/Cu0.7EMCO#253-315P在此宣传册里的信息和声明均是可信的,但我公司不承担任何担保和陈述上的责任。
为确保这里的任何信息和产品对各自目的的适用性,用户需要做出充分的认证和测试来测定。
没有任何针对特别目的的适合性可以担保。
所运用所有产品特性都是象征性的,不可以作为规格使用DOC CATEGORY: 3 PF – EMCO#253-315P – 02042009 – REV.A – Chinese – Page 1 of 7在此宣传册里的信息和声明均是可信的,但我公司不承担任何担保和陈述上的责任。
为确保这里的任何信息和产品对各自目的的适用性,用户需要做出充分的认证和测试来测定。
没有任何针对特别目的的适合性可以担保。
所运用所有产品特性都是象征性的,不可以作为规格使用DOC CATEGORY: 3PF – EMCO#253-315P – 02042009 – REV.A – Chinese – Page 2 of 7雅拓莱的EMCO#253-315P* 免洗焊膏是使用松香为基础的焊膏,它拥有宽广的印刷操作范围和特别长的停歇时间和可印刷期。
其柔软的非粘着残留物提高了在线测试的可靠性,减小了清洗探针的频率。
特征:• 探针可测试的残留物• 依据IPC J-STD-004 标准ROL0• 为PCB 板和组件的坚固性提供加强的活性 • 杰出的抗坍塌性• 杰出的粘着表现和可印刷时间 • 延长的“印刷期间”间歇期 • 光亮,无色的残留物合金的化学成份雅拓莱的EMCO#253-315P 无铅锡线的成份被严格控制在以下LF-315规格:-ElementsSpecification (%wt/wt)锡 Sn 余数铅 Pb Max 0.050 铝 Al Max 0.005 锑 Sb Max 0.050 砷 As Max 0.030 铋 Bi Max 0.050 铜 Cu 0.6 – 0.8铁 Fe Max 0.010 锌 Zn Max 0.003 镉 Cd Max 0.002 银 Ag 0.2 – 0.4镍 Ni Max 0.010 铟 In Max 0.050 金Au Max 0.050* Patent No: US 5527628雅拓莱的锡膏呈现为灰色的均匀的锡膏。
无铅锡膏成分

锡膏,是伴随着SMT产业发展而不断前进的工业胶水,主要用于PCB表面电子元器件的粘接。
而无铅锡膏,是在普通锡膏中去除了铅的成分,采用了银和铜替代了铅,主要是由锡、银、铜三部分组成。
避免铅污染,相对于传统锡膏更加环保。
在所有已知毒性物质中,书上记载最多的是铅。
而现代里面,铅的成分也越来越受到工总的关心。
例如石油产品中含铅问题,造成了尾气排放中铅对空气的污染长期接触铅及其化合物会导致心悸,易激动,血象红细胞增多。
铅侵犯神经系统后,出现失眠、多梦、记忆减退、疲乏,进而发展为狂躁、失明、神志模糊、昏迷。
在如今越来越重视环境污染问题的今天,特别是电子工业,废弃物的各种污染越来越被重视,而无铅锡膏的出现,减少了传统锡膏的电子工业产品对人体的危害,同时也减少了电子产品废弃物对于大气层的污染。
销售Tel:一八八一九一一零四零二。
无铅锡膏成分比例
无铅锡膏成分比例
无铅锡膏,又称为无铅焊料,是一种用于电子元器件焊接的材料。
它由多种不同的成分组成,每个成分的比例都对其性能产生影响。
下面是无铅锡膏常见的成分及其比例的中文解释:
1. 锡粉(Tin Powder)- 锡粉是锡膏中最主要的成分。
在无铅锡膏中,锡粉通常占据了50%到90%的比例。
它通常是由纯锡制成的微小颗粒,大小约在1-45微米之间。
锡粉的质量和粒度会影响到焊接质量,因此生产者会根据不同的应用场景调整锡粉的比例和颗粒大小。
2. 助焊剂(Flux)- 助焊剂是锡膏中用来减小氧化、提高连接导电性的物质。
助焊剂通常占据了5%到20%的比例,其中又分为活性成分与辅助性成分两类。
由于助焊剂对焊接质量影响至关重要,因此即使制造相同类型的产品,不同的品牌和工厂也往往采用不同的助焊剂配方。
3. 抗氧化剂(Antioxidant)- 抗氧化剂通常占据了0.5%到1.5%的比例。
它的主要作用是防止锡粉在高温下氧化,从而保持其导电性能。
抗氧化剂通常是一些金属或者合金的化合物,比如Zn、Al等。
4. 起泡剂(Foaming Agent)- 起泡剂通常占据了0.1%到1%的比例。
它通常是由一些有机化合物组成的,其主要作用是让锡膏在加热过程中形成泡沫状,从而提高其覆盖性和抗失焊能力。
总的来说,无铅锡膏的配方并非定数,它的比例和主要成分的种类都取决于生产者的需求和应用场景。
不同的配方所发挥的效果也不尽相同,因此在选购不同品牌的无铅锡膏时需要根据实际需求和品牌口碑综合考虑。
无铅工艺技术
无铅工艺技术无铅工艺技术,顾名思义是指在电子产品制造过程中,不使用含铅的焊料进行连接的工艺技术。
这一技术的出现,源于对环境保护的关注以及对人类健康的保护。
长期以来,焊接电子元件的常用方法是使用含铅的焊料进行连接。
然而,由于铅的毒性以及对环境的危害,各国纷纷开始禁止使用含铅的焊料。
因此,无铅工艺技术应运而生。
无铅工艺技术的主要特点是使用无铅焊料进行焊接。
与传统的含铅焊料相比,无铅焊料在焊接过程中需要更高的温度,但同时也具有更好的焊点可靠性和机械性能。
而且,它还可以降低焊接过程中的毒性和环境污染。
无铅工艺技术的应用范围非常广泛,几乎涵盖了所有的电子产品制造过程,包括电路板的制作、元件的安装和组装。
无铅工艺技术的推广不仅对环境具有积极的影响,还可以提高产品的质量和可靠性。
然而,要实施无铅工艺技术并非一蹴而就。
这一技术的推广需要企业改变传统的生产方式,并投入大量的资金进行设备更新。
同时,还需要对生产工艺和流程进行调整和优化。
因此,无铅工艺技术的应用还需要一个过程。
总之,无铅工艺技术是电子产品制造领域的一项重要技术。
它不仅可以保护环境,减少污染,还可以提高产品质量和可靠性。
作为电子产品制造企业,应积极推广和采用无铅工艺技术,为可持续发展贡献自己的力量。
无铅工艺技术自问世以来,已经成为电子产品制造领域的一项重要革新技术。
其主要原因是,含铅焊料在焊接过程中会释放出毒性物质,对操作人员的健康和环境造成严重危害。
特别是对于长期接触含铅焊料的工人,他们的体内可能会积累过量的铅,导致中毒的风险。
而无铅工艺技术的引入,不仅保护了工人和环境的健康,同时也提升了产品的质量和可靠性。
随着环境保护意识的提升以及国际法规的要求,越来越多的国家开始推行无铅工艺技术。
例如,欧盟于2006年开始实施RoHS指令,要求所有电子产品中的含铅物质限制在规定范围内,这促使了许多企业转向无铅工艺技术。
同样,美国、日本等国家也相继颁布了类似的法规。
OM338技术资料(中文)

应用 设计用于标准间距和超细间距丝网印刷应用,使用0.004” (0.1mm) 到 0.006” (0.15mm)的标准丝 网厚度,印刷速度在25mm/sec (1”/sec)和 200mm/sec (8”/sec)之间。根据印刷速度的不同,刮 刀压力设为 刮刀(0.9 -2Ibs/inch)的0.16-0.34 kg/cm。印刷速度越快,刮刀压力越大。宽回流窗 口提供了无铅工艺前所未有的高焊接产能,良好的外观以及最少的不良。 安全 ALPHA OM-338 助焊剂系统不属于有毒类产品. 在一般的回流过程中会产生少量反应和分解气体,这 些气体应从工作区域完全排出。 其他安全信息参考相关的 MSDS。 保存 Alpha OM-338 应保存在 3 to 7C 的冰箱中。Alpha OM-338 在开盖使用前要确保回到室温 (参见第 二页的使用规则)。这样可防止水蒸汽在锡膏凝结。
Bioact™ 和 Hydrex™ 是Petroferm,Inc.的注册商标
The information contained herein is based on data considered accurate and is offered at no charge. No warranty is expressed or implied regarding the accuracy of this data. Liability is expressly disclaimed for any loss or injury arising out of the use of this information or the use of any materials designated.
初始 5.3 x 1010 ohms, 终止 1.5 x 1011 ohms
Sn90Sb10高温无铅无卤系列锡膏TDS、MSDS
高温无铅无卤系列锡膏一、E S-990系列锡膏简介ES-990为高温无铅无卤锡膏,有高温熔点Sn90Sb10、Sn95Sb5和SnSb10Ni0.5等合金。
通常应用在电子元器件、电源模块、集成电路、汽车电子焊接上,以及需要二次回流焊接的电路板或集成模块上。
该产品抗氧化能力强,焊点强度大,可靠性高,可在空气和氮气保护中进行焊接。
二、优点1.可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块。
2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好印刷效果;3.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现出良好的焊接性能;4.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;三、产品特性表2.产品特性项目特性测试方法混合物成分Sn90Sb10/Sn95Sb5/SnSb10Ni0.5JIS Z3282(1999)熔点245-250℃/232-240℃/250-265℃根据DSC测量法锡粉之粒径大小25-45um/20-38um IPC-TYPE3-4锡粒之形状球形Annex1to JIS Z3284(1994)溶剂含量12±1%JIS Z3284(1994)含氯、溴量RAM<0.2%JIS Z3197(1999)粘度160±20Pa.s Annex6to JIS Z3284(1994)表3.产品检测结果项目特性测试方法水萃取液电阻率高于1.8×106ΩJIS Z3197(1997)绝缘电阻测试高于1×1013ΩBoard type2,Annex3to JIS Z3284(1994)宽度测试下滑低于0.15mm印刷在陶瓷板上,150度加热60秒焊点加热前后下滑宽度测试&STD-092b焊粒形状测试很少发生印刷在陶瓷板上,溶化及回热后,50倍显微镜观察&STD-009e扩散率超过80%JIS Z3197(1986)6.10铜盘浸湿测试无腐蚀JIS Z3197(1986)6.6.1残留物测试通过Annex12to JIS Z3284(1994)注:以本结果为本公司测试方式及结果四、产品特色1、可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块上。
无铅焊料的组织成分
无铅焊料的组织成分
无铅焊料
无铅焊料(Lead-Free Solder),是指成份中完全不含铅的焊料。
无铅焊料一般由铜、锡、锑、铅等构成,其特点是有良好的力学性能及热稳定性,可以满足不同特性应用需求,且不会对环境造成污染。
一、铜:铜是一种最为常用的焊料成分,其密度为8.96克/厘米3,其熔点为1084℃,摩尔含量大小为63.6%。
由于铜的抗腐蚀性能好,其在无铅焊料中的应用也很广泛。
二、锡:锡是最常用的无铅焊料成分,其密度为7.3克/厘米3,熔点为231℃,摩尔含量大小为56.7%。
锡具有良好的导电性和熔点低的特征,使其成为一种适用于低温焊接的优秀焊料成分。
三、锑:锑具有良好的化学稳定性,可承受高温腐蚀,耐腐蚀性能优越,是一种理想的焊料成分,其密度为6.63克/厘米3,熔点为183℃,摩尔含量大小为4.5%。
四、铅:铅主要用于提高焊接流畅度,变软熔焊接速度,而且铅有良好的导电性,但是由于铅会对肝脏和脑组织的毒性,因此在无铅焊料中有很少的应用。
无铅焊锡成分
无铅焊锡成分
无铅焊锡成分是一种新型的焊接材料,它是由多种金属元素组成的合金,其中不含有铅元素。
这种焊锡成分的出现,是为了解决传统焊接材料中含有铅元素对环境和人体健康的危害问题。
无铅焊锡成分的主要成分包括锡、银、铜、锑等元素。
其中,锡是无铅焊锡成分的主要成分,它的含量通常在90%以上。
银的含量在2%~4%之间,铜的含量在0.5%~1.5%之间,锑的含量在0.1%~0.5%之间。
这些元素的比例和含量的不同,会影响无铅焊锡成分的性能和使用效果。
无铅焊锡成分的优点主要有以下几个方面:
1. 环保:无铅焊锡成分不含有铅元素,不会对环境和人体健康造成危害。
2. 焊接性能好:无铅焊锡成分的熔点低,熔化后的液态流动性好,能够很好地填充焊接接头,焊接效果稳定。
3. 抗氧化性好:无铅焊锡成分中含有银元素,能够提高焊接接头的抗氧化性能,延长焊接接头的使用寿命。
4. 电性能好:无铅焊锡成分的电导率高,能够很好地传递电流,适用于电子产品的焊接。
无铅焊锡成分的缺点主要有以下几个方面:
1. 成本高:无铅焊锡成分的成本比传统焊接材料高,会增加生产成本。
2. 焊接温度高:无铅焊锡成分的熔点比传统焊接材料高,需要更高的焊接温度,可能会对焊接接头造成损伤。
3. 焊接接头强度低:无铅焊锡成分的焊接接头强度比传统焊接材料低,需要采取一些措施来提高焊接接头的强度。
总的来说,无铅焊锡成分是一种环保、性能好的焊接材料,它的出现对环境和人体健康保护起到了积极的作用。
随着技术的不断发展,无铅焊锡成分的性能和使用效果也会不断提高,成为未来焊接材料的主流。
唯特偶无铅锡膏 参数
唯特偶无铅锡膏参数摘要:1.产品介绍2.参数说明3.应用领域4.优势与特点5.环保理念正文:唯特偶无铅锡膏是一款高性能电子焊接材料,适用于各类电子产品的生产与维修。
本产品采用独特的配方和先进的生产工艺,具有优良的焊接性能和环保特点。
1.产品介绍唯特偶无铅锡膏的主要成分是锡、银、铜,不含铅等有害物质。
在保证焊接性能的同时,符合我国及世界范围内的环保要求。
本产品具有高可靠性、稳定性以及良好的焊接效果,可广泛应用于电子行业的各种生产场景。
2.参数说明唯特偶无铅锡膏的参数如下:- 锡含量:99.5%- 银含量:0.3%- 铜含量:0.2%- 焊接温度:200-250℃- 焊接时间:3-5秒这些参数保证了唯特偶无铅锡膏在焊接过程中能够迅速、均匀地渗透到焊盘,实现稳定可靠的焊接效果。
3.应用领域唯特偶无铅锡膏广泛应用于消费电子、通信、计算机、家电等行业的生产与维修领域。
适用于各类PCB板、电子元器件的焊接,如手机、平板电脑、路由器、电视等设备。
4.优势与特点唯特偶无铅锡膏具有以下优势与特点:- 良好的焊接性能:焊接速度快、焊点饱满、润湿性好,保证焊接质量。
- 环保无铅:不含铅等有害物质,符合RoHS等环保标准,对环境和人体无害。
- 稳定性高:储存和使用过程中性能稳定,不易氧化、腐蚀。
- 兼容性强:适用于不同类型和规格的PCB板,具有良好的兼容性。
5.环保理念唯特偶始终秉持环保理念,致力于研发和生产环保型电子焊接材料。
无铅锡膏作为唯特偶的代表产品之一,不仅符合我国及世界范围内的环保法规,还体现了唯特偶对环境保护的承诺。
焊锡膏OM338参数

印刷
丝网: 推荐使用 Alpha 激光切割丝 网或电铸丝网@ 0.004” (0.125mm) 或 0.006” (0.15 mm)厚,用于 0.016” or 0.020” (0.4 or 0.5 mm) 间距 刮刀: 金属(推荐) 压力: 0.9-2.0 lbs/inch 刮刀长 度(0.16-0.34 kg/cm). 速度: 1 to 8 inches (25mm to 200 mm) 每秒. 滚动直径: 直径 1.5-2.0 cm ,焊 锡膏达到直径 0.4” (1 cm) 时添 加。最大滚动直径由刮刀决定。 直印式印刷头: 通过 MPM 200 印刷兼容测试。
Bioact™ 和 Hydrex™ 是Petroferm,Inc.的注册商标
时间 (秒) 0 0 50
)度 氏 摄 ( 度 温
50
100
150
200
250
Байду номын сангаас300
350
400
100 150 200 250
OM-338T 无铅焊锡膏回流曲线推荐
The information contained herein is based on data considered accurate and is offered at no charge. No warranty is expressed or implied regarding the accuracy of this data. Liability is expressly disclaimed for any loss or injury arising out of the use of this information or the use of any materials designated.
钎焊材料成分性能分析-无铅焊料(或无铅钎料,无铅焊锡)
杭州辛达狼焊接科技有限公司是一家专业研发、生产和销售低、中、高温钎焊用助焊剂的科技型企业。
产品主要有不锈钢无铅助焊剂,普通型不锈钢锡焊助焊剂,无铅烙铁头专用高效助焊剂,低温液体铝助焊剂,铝/铜异种材料钎焊助焊剂,铜合金用中温膏状助焊剂,中温膏状铝助焊剂和焊膏等系列产品,广泛应用于电子、电器、制冷和汽车等领域。
公司建有助焊剂研发中心,拥有2名博士和多名助焊剂专家,并与哈尔滨工业大学在助焊剂领域建立了密切的科研合作。
助焊剂--辛达狼焊接科技有限公司1.3.2锡基无铅软焊料铅及其化合物是有毒物质,损害人类健康,污染环境。
随着人类环保意识的增强,世界各国已相继出台一系列法令和法规来防治电子产品所带来的生态问题,限制铅在电子产品中的使用,最有影响力的是欧盟于2003年颁布的WEEE 指令(《报废电子电器设备指令》)和ROHS指令(《电器和电子设备中限制使用某些有害物质指令》),执行日期是2006年7月1日。
我国于2006年2月也颁布了相应的《电子信息产品污染控制管理办法》,规定2007年3月1日起开始实施。
欧盟和我国的指令都明确规定在指定日期前停止在监管电子产品中使用含铅材料。
在无铅绿色制造这一大趋势下,许多国家的科研机构和企业已开始加大投入来研发无铅焊料,并积极推广其应用。
目前已开发出的无铅焊料主要有Sn-Ag系,Sn-Cu系,Sn-Zn系和Sn-Ag-Cu 系等,并通过添加P、Ni、Ag、Sb、Cu、In、Bi等元素获得不同性能的系列产品。
如千住金属工业株式会社的JS3027441专利、亚通电子有限公司的ZL03129619.X专利和艾奥瓦州立大学的US5527628专利,分别公开了各自的Sn--Ag-Cu系无铅焊料;AIM的US5525577专利和US5352407专利,公开了Sn-Ag-Cu-Sb系无铅焊料;松下电器产业株式会社的CN1087994C专利和北京工业大学的CN1586793A专利申请公开了各自开发的Sn-Zn系无铅焊料;千住金属工业株式会社的CN1496780A专利申请公开了Sn-Cu系无铅焊料;韩国三星电机株式会社的CN1040302C、CN1040303C专利和CN1139607A专利申请公开了Sn-Bi系无铅焊料等。
无铅锡膏成分
无铅锡膏成分
无铅锡膏是一种用于电子焊接的材料,其成分通常包括:活性剂、树脂、助焊剂、稳定剂、溶剂等。
活性剂是无铅锡膏中的主要成分之一,常用的活性剂有有机酸、有机胺等。
活性剂的作用是使锡膏具有良好的润湿性和扩散性,有利于焊接过程的进行。
树脂是无铅锡膏中的粘合剂,能够固定各种颗粒,并使锡膏具有一定的粘度和流动性。
助焊剂是无铅锡膏中的另一个重要成分,可以提高焊接的可靠性和质量。
常用的助焊剂有活性物质、金属颗粒等。
稳定剂是无铅锡膏中的一种添加剂,可以增强锡膏的稳定性和耐热性。
溶剂是无铅锡膏中的溶解剂,常用的溶剂有醇类、酮类等。
溶剂的作用是使锡膏更易于涂布和加工,同时也有助于焊接后的残留物的清洁。
总体来说,无铅锡膏的成分是复杂的,需要不同的成分协同作用才能达到理想的焊接效果。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可行的无铅焊膏成分
什么构成一个可行的成分?
对于一个可行的成分,三个主要的标准是,其机械性能要等于或好于以建立的参照物(63Sn/37Pb);其物理性能与参照物是可比较的;其应用特性与实际的SMT制造基础结构是兼容的。
从最简单的二元系统合金到含有超过两种元素的更复杂的系统,无铅材料已经得到彻底的探讨、研究和设计。
用了超过十年的努力和积极的研究开发工作,有专门成分的七个系统由于起性能优点表现突出。
这七个系统是:
Sn/Ag/Bi 锡/银/铋
Sn/Ag/Cu 锡/银/铜
Sn/Ag/Cu/Bi 锡/银/铜/铋
Sn/Ag/Cu/In 锡/银/铜/铟
Sn/Cu/In/Ga 锡/铜/铟/镓
Sn/Ag/Bi/In 锡/银/铋/铟
Sn/Ag/Bi/Cu/In 锡/银/铋/铜/铟
Sn/Ag/Bi 锡/银/铋
对于实际的应用,92.0Sn/3.3Ag/4.7/Bi被认为是锡/银/铋系统中最佳的无铅
焊锡合金。
这个成分提供比63Sn/37Pb更优越的强度,足够的塑性和相当的抗疲劳特性。
其熔点(210-215°C)和湿润特性可应用于SMT印刷电路板装配。
可是,当可以用甚至更高的温度时,另一种成分- 95.5Sn/3.5Ag/1Bi - 提供更好的抗疲劳特性。
Sn/Ag/Cu 锡/银/铜
具有3.0-4.7%Ag和0.5-1.7%Cu的成分通常具有比63Sn/37Pb更高的抗拉强度。
在这个范围的成分,人们发现银的含量从3.0%提高到更高的水平(4.7%)不提供抗疲劳强度的任何改善。
当铜和银两者都处于较高剂量时,塑性变坏,如93.6Sn/4.7Ag/1.7Cu。
93.3Sn/3.1Ag/1.5Cu在强度和疲劳特性两方面都比
63Sn/37Pb好得多。
在这些成分之中,较低含银量的合金(93.3Sn/3.1Ag/0.5-1.5Cu)展示所有所希望特性的最佳平衡- 熔化温度、强度、塑性、抗懦变和疲劳寿命。
Sn/Ag/Cu/Bi 锡/银/铜/铋
在系统设计的成分中,93.3Sn/3.1Ag/3.1Bi/0.5Cu展示所希望特性的最佳平
衡。
最佳成分(93.3Sn/3.1Ag/3.1Bi/0.5Cu)提供比63Sn/37Pb更高的疲劳寿命和抗懦变特性。
最佳的成分提供至少比Sn/Ag/Cu共晶合金低5°C,这是在Sn/Ag/Cu系统中可得到的最低熔化温度- 减缓Sn/Ag/Cu对回流温度的要求。
Sn/Ag/Cu/In 锡/银/铜/铟
在这个合金系统中,铟在熔化温度的减少中起重要作用,并且延伸在结果合金中的熔化温度的灵活性。
保持银和铜的含量不变,在一个相当的范围内(例如,4.1%Ag和0.5%Cu或3.0-3.1%Ag和0.5%Cu),屈服强度和抗拉强度几乎与铟的原子百分率达到大约8%成线形增加。
随着铟进一步增加(超过8%),屈服强度降低。
至于疲劳特性,疲劳寿命随着铟的原子百分比成指数增长,也是在大约8%的铟时达到最大。
在系统设计的成分之中,88.5Sn/3.0Ag/0.5Cu/8.0In是最佳的- 它展示所希望特性的最佳平衡。
最佳成分在比Sn/Ag/Cu共晶合金至少低15°C的温度下熔化,这是在SMT 生产中一个不可逾越的优势。
Sn/Cu/In/Ga 锡/铜/铟/镓
在这个系统中,疲劳寿命在铜的浓度为0.7%时达到最大。
6%的铟的含量被认为是最佳的,当考虑成本和性能因素时。
少量镓的加入进一步提高强度和抗疲劳特性。
所有三个元素(Cu, Ga, In)对降低锡的熔化温度都是有效的。
93.0Sn/0.5Cu/6.0In/0.5Ga的屈服和抗拉强度都比63Sn/37Pb的好。
其疲劳寿命和抗懦变特性也比63Sn/37Pb优越得多。
Sn/Ag/Bi/In 锡/银/铋/铟
在1.0%Bi和3.3-3.5%Ag时,4.0%的铟的含量对于将疲劳寿命最大化是最有效的。
铟含量的任何进一步增加都不会增加疲劳寿命。
在系统设计的成分之中,有三种选择:90.0Sn/3.3Ag/3.0Bi/3.7In具有206-211°C的熔化温度并展示所希望特性的最佳平衡;91.5Sn/3.5Ag/1.0Bi/4.0In提供最高的疲劳寿命;最后,成本最好的成分是92.0Sn/3.3Ag/3.0Bi/1.7In。
Sn/Ag/Bi/Cu/In 锡/银/铋/铜/铟
代表性的焊锡85.2Sn/4.1Ag/2.2Bi/0.5Cu/8.0In的熔化温度是193-199°C。
另一种代表性焊锡,82.3Sn/3.0Ag/2.2Bi/0.5Cu/12.0In, 具有183-193°C的熔化温度。
两种合金都显示比63Sn/37Pb高得多的强度。
最佳表现的成分是
85.2Sn/4.1Ag/2.2Bi/0.5Cu/8.0In,具有比63Sn/37Pb高得多的疲劳寿命。
除了上面的系统和相应的成分之外,二元Sn/Ag和Sn/Cu共晶合金也是可行的成分。
应该注意,在一个合金系统内,只有规定的成分具有所希望的性能。
这一点是与Sn/Pb系统一样的- 特定的成分(63Sn/37Pb)才是最佳的。
总之,可行的成分列表如下:
Sn/3.0-3.5Ag/1.0-4.8Bi
Sn/3.0-3.5Ag/0.5-1.5Cu
Sn/3.0-3.5Ag/0.5-3.5Bi/0.5-0.7Cu
Sn/3.0-3.5Ag/0.5-1.5Cu/6.0-8.0In
Sn/0.5-0.7Cu/5.0-6.0In/0.4-0.6Ga
Sn/3.3-3.5Ag/1.0-3.0Bi/1.7-4.0In
Sn/3.0-4.1Ag/2.2Bi/0.5Cu/8.0In
96.5Sn/3.5Ag
99.3Sn/0.7Cu。