设备日常点检表.烫锡炉
电焊机设备日常点检表
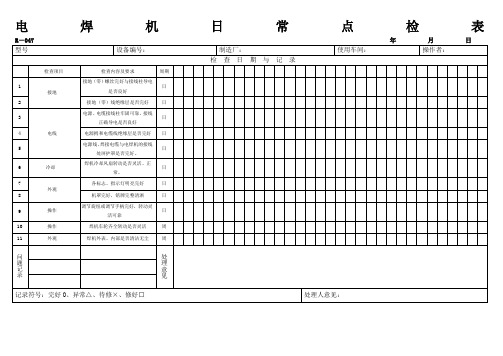
电焊机日常点检表
R-047 年 月 日
型号
设备编号:
制造厂:
使用车间:
操作者:
检 查 日 期 与 记 录
检查项目
检查内容及要求
周期
1
接地
接地(零)螺丝完好与接线柱导电是否良好
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完
日
7
外观
各标志、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
操作
备调节旋纽或调节手柄完好,转动灵活可靠
日
10
操作
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处理意见
记录符号:完好O、异常△、待修×、修好¤
处理人意见:
焊机设备点检表(1)

焊 机 日
日期: 车间 点 检 内 容 年 月 班组 编 检查日期 周期 1 2 3 4 设备型 5 6 7 8 9
焊机车轮齐全转动是否灵活。
11 焊机外表、内部是否清洁无尘
交 班 问 题 记 录
1
2 3
检查方法
看试听
2 3 4 5 6 7 8 9
10
接地(零)线绝缘层是否完好。 电源、电缆接线柱牢固可靠,接线正确导
电源拇和电缆线绝缘层是否完好。 电源线、焊接电缆与电焊机的接线处屏护罩 是否完好。
焊机冷却风扇转动是否灵活、正常。
各标志、指示灯明亮完好,
机罩完பைடு நூலகம்,铭牌完整清淅。
备调节旋纽或调节手柄完好,转动灵活可靠
点
检
表
操作者1 15 16 17 18 19 20 21 22 23 24 25 操作者2 26 27 28 29 30 31
班组长 10 11 12 13 14
1
日 接地(零)螺丝完好与接线柱导电是否良好。 检 日 检 日 检 日 检 日 检 日 检 日 检 日 检 日 检 周 检 周 检
4 5 6 重大问题处理意见 检查周期 7 8 9 本月点检发现问题 本月维修解决问题 其 他 正 常 记 录 符 号 处 处 异 常 已 修 好
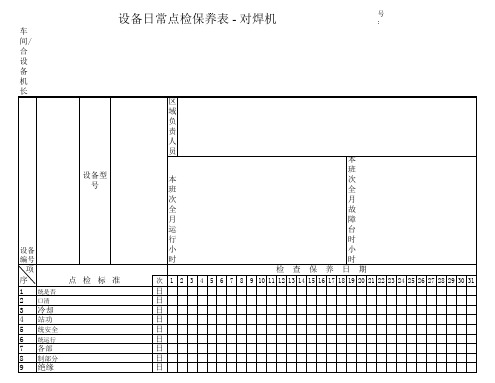
设备日常点检保养表 - 对焊机
异常处理
设备故障停机时间(开始时间/结束时间)
点检作业人员
监督检查确认人员
注:1.每天将点检情况按符号列入格内:正常: √ 异常: ×待修: △ 已修好: ★ 未使用: N 每班保养后: Y ; 2.设备运行或故障停机时间内包含就餐停机时间;非设备运行时间填写原因:A:工 装模具故障; B:设备故障; C:品质故障; D:待料原因; E:设备例行保养; F:其他
车 间/ 合 设 备 机 长
设备 编号
项 序 润滑系 1 统 上是 下否 钳 2 口清 3 按冷钮却 4 电站器功系 5 液统压安系全 6 统设运备行 7 操各作部控 8 制部分 9 绝缘
编
设备日常点检保养表 - 对焊机
号 :
设备型 号
点检标准
区
域
负
责
人
员 本
班
本
次
班
全
次
月
全
故
月
障
运
台
行
时
小
小
时
时
频
检查保养日期
次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日
日
日
日
日
日
日
日
日
空载运
10 行:变压
日
11 各各安焊全
日12 防护装源自日频保养内容次
1 外观
日
2 周围
日
3 各滑
日
设备运行时间(开始时间/结束时间)
电焊机设备日常点检表
10
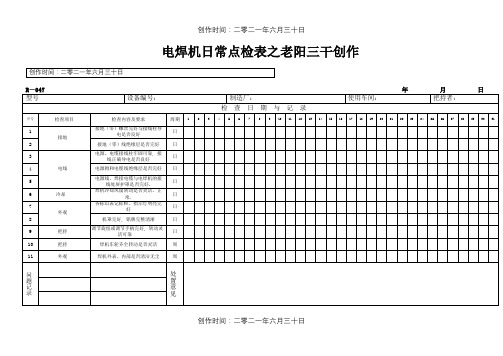
把持
焊机车轮齐全转动是否灵活
周
11
外观
焊机外表、内部是否清洁无尘
周
问题记录
处置意见
记录符号:完好O、异常△、待修×、修好¤
处置人意见:
创作时间:二零二一年六月三十日
日
2
接地(零)线绝缘层是否完好
日
3
电线
电源、电缆接线柱牢固可靠,接线正确导电是否良好
日
4
电源拇和电缆线绝缘层是否完好
日
5
电源线、焊接电缆与电焊机的接线处屏护罩是否完好.
日
6
冷却
焊机冷却风扇转动是否灵活、正常.
日
7
外观
各标识表记标帜、指示灯明亮完好
日
8
机罩完好,铭牌完整清淅
日
9
把持
备调节旋纽或调节手柄完好,转动灵活可靠
电焊机日常点检表之老阳三干创作
创作时间:二零二一年六月三十日
R-047年月日
型号
设备编号:
制造厂:
使用车间:
把持者:
检查日期与记录
序号
检查项目
检查内容及要求
周期
1
2
3
4
5
6
7
8
9
10
ห้องสมุดไป่ตู้11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
接地
接地(零)螺丝完好与接线柱导电是否良好
点焊机日常点检表
点焊机日常点检表点焊机日常点检表以下是常规的点焊机日常点检表,适用于不同型号点焊机,以确保在使用期间能够保持良好的状态并实现长期使用。
点焊机日常点检表包括以下步骤:1. 外观检查:检查点焊机的外观是否有裂缝、变形、污垢等情况。
如果有这些问题,需要务必确保修理或更换机器。
2. 内部检查:检查点焊机内部是否有任何异常情况,如电线、控制电路等。
如果有问题,需要尽快进行修理。
3. 电源检查:检查点焊机的电源是否正常。
检查是否有任何异常噪音或过热情况。
4. 电力和水的供给:检查点焊机的电力和水的供给是否稳定和正常。
如果有问题,需要及时进行维修。
5. 点焊机冷却风扇的清洗:检查并清洗点焊机的冷却风扇,确保其在工作期间正常运行。
如果有问题,需要及时更换风扇。
6. 电极检查:在设备关闭之前,检查电极的长度和电极表面的平整度。
未能保持平直,应及时更换电极。
7. 电极压力的检查:在设备关闭之前,检查电极压力是否正常。
如果电极的压力不足或过度,需要进行调整。
8. 电极对切检查:关闭点焊机,检查两个电极是否对切。
如果两个电极没有正确对切,需要进行调整。
9. 点焊机温度的记录:记录点焊机在使用期间的温度,并在需要时进行调整。
确保设备在正常工作温度范围内运行。
10. 推力检查:在设备关闭之前,检查推力是否正常。
如果推力不足或过度,需要进行调整。
以上是点焊机日常点检表,可以在设备清洁、保养和维修过程中使用该表,以确保点焊机可安全、稳定、高效的长期使用。
万用电炉日常点检表

控制灵活 准确 每日
3
周围无易燃、易爆品及腐蚀性气 体
4
干燥的工作台,相对湿度不能大 于90%
无易燃物品 温湿度计
每日 每日
5 炉丝无损坏
无断裂
每日
6 电炉表面、工作台面
无灰尘、赃污、杂 物
每日
点检人签字
年月 日
点检异常记录 异常情况描述
点检修人
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
万用电炉日常点检记录表
设备名称: 序号
检查事项
设备型号: 衡量标准
1 检查电源线连接是否正确
无松动
设备编号:
年月
周期
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每日
2 检查所有操作开关是否有效
点焊机日常保养点检记录表
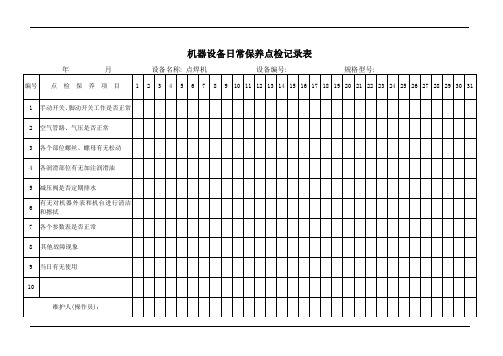
6
有无对机器外表和机台进行清洁和擦拭
7
各个参数表是否正常
8
其他故障现象
9
当日有无使用
10
维护人(操作员):
审核人(组长):
问题记录:
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“问题记录”栏予以记录。
机器设备日常保养点检记录表
年月设备名称:点焊机设备编号:规格型号:
编号
点检保养项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26272829 Nhomakorabea30
31
1
手动开关、脚动开关工作是否正常
2
空气管路、气压是否正常
3
各个部位螺丝、螺母有无松动
4
各润滑部位有无加注润滑油
5
设备日常点检表模板
设备日常点检表模板一、设备基本信息1. 设备名称:____________________2. 设备编号:____________________3. 设备型号:____________________4. 所属部门:____________________5. 安装日期:____________________6. 负责人:____________________二、点检项目及标准1. 设备外观检查设备表面是否有污渍、磨损、变形等现象。
确认设备标识是否清晰可见。
2. 电源及连接线检查电源线是否完好,无破损、老化现象。
确认电源插头与设备连接紧密,无松动。
3. 运行状态启动设备,观察运行是否正常,有无异常声响。
检查设备各项功能是否正常,如:启动、停止、急停等。
4. 安全防护装置确认设备安全防护罩、限位器等是否完好,无破损。
检查安全警示标识是否清晰可见。
5. 润滑系统检查油箱油位是否正常,油质是否清洁。
确认润滑点润滑情况,无漏油现象。
6. 传动系统检查皮带、链条等传动部件是否紧固,无松弛、磨损现象。
确认齿轮、轴承等转动部件是否正常,无异响。
7. 控制系统检查按钮、开关等控制元件是否灵敏,无损坏。
确认显示屏、指示灯等显示装置是否正常。
8. 排污及冷却系统检查排污管道是否畅通,无堵塞现象。
确认冷却水循环系统是否正常,无泄漏。
三、点检记录1. 点检日期:____________________2. 点检人员:____________________3. 点检情况记录:设备外观:____________________电源及连接线:____________________运行状态:____________________安全防护装置:____________________润滑系统:____________________传动系统:____________________控制系统:____________________排污及冷却系统:____________________4. 异常情况处理:异常现象:____________________处理措施:____________________处理结果:____________________设备整体运行状况:____________________需要跟进的问题:____________________下一步工作计划:____________________四、定期检查与维护1. 定期检查项目电气系统:检查电路板、继电器、接触器等电气元件是否正常。
劲拓锡炉日常点检表

东莞田渊电机厂设备编号AM8:00 AM10:10 PM12:30 PM15:30 PM18:30 AM8:00 AM10:10 PM12:30 PM15:30 PM18:30 PM20:00 PM22:10 AM 0:30AM 3:30AM 6:30PM20:00 PM22:10 AM 0:30AM 3:30AM 6:30252℃-258℃ 80℃-100℃过锡时间波峰1、2 3秒- 5秒波峰17 -20HZ 波峰210-30HZ900-1300mm/min 10-80ml/min 150-550mm/sec 0.1-0.4mpa 清理后“○”未生产“/” 焊点形状 短路漏焊 空洞AM8:00 AM10:10 PM12:30 PM15:30 PM18:30 AM8:00 AM10:10 PM12:30 PM15:30 PM18:30 PM20:00 PM22:10 AM 0:30 AM 3:30 AM 6:30PM20:00 PM22:10 AM 0:30AM 3:30 AM 6:30252℃-258℃ 80℃-100℃过锡时间波峰1、2 3秒- 5秒波峰1 7 -20HZ波峰2 10-30HZ900-1300mm/min 10-80ml/min 150-550mm/sec 0.1-0.4mpa 清理后“○”未生产“/”焊点形状 短路漏焊空洞半田槽温度基板表面预热温度喷雾气压半田槽波峰表面和周围锡渣氧化物的清理确 认 者劲拓无铅锡炉日常点检表年 月 日 制品名: 年 月 日 制品名:锡炉传送带速度松香流量喷雾速度 年 月 日 制品名:年 月 日 制品名:半田槽温度 点 检 者 确 认 者喷雾速度喷雾气压半田槽波峰表面和周围锡渣氧化物的清理基板表面预热温度锡炉传送带速度松香流量 点 检 者点检项目规格值检点间时点检项目规格值检点认确良不锡焊认确良不锡焊印检当担间时度高峰波度高峰波。
烫锡炉设备日常点检表

设备日常点检表
设备名2020年 05 月
序 号
检查项目
点检日期
检查周期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 设备周围清洁
每班
2
设备清洁
每班
3
温度显示器
每班
4
温升速度
每班
5
各电气开关
每班
6 导线绝缘套管
每班
7
8
9
点检人签名
维修人员签名
备注
一、操作人员应在每天工作前按要求点检设备并签字。 二、点检结果填写代号:正常“√”,异常“○”,停用“/” 三、点检应在每班工作开始时进行,在检查中如发现异常应及时联系维修人员处理。
设备点检表
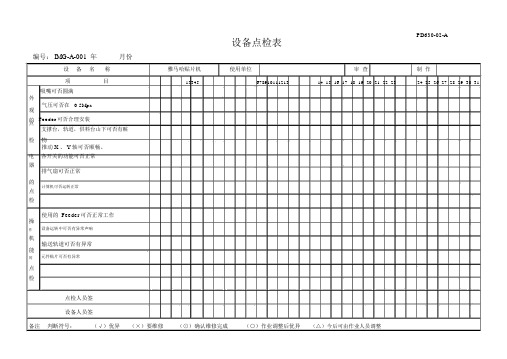
设备点检表PD630-02-A编号: IMG-A-001年月份设备名称雅马哈贴片机使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31吸嘴可否圆满外气压可否在0.5Mpa观的 Feeder可否合理安装点支撑台,轨道,供料台山下可否有赃检物推动 X 、 Y 轴可否顺畅。
电各开关的功能可否正常器排气扇可否正常的计算机可否运转正常点检使用的 Feeder可否正常工作操作设备运转中可否有异常声响机输送轨道可否有异常能的元件贴片可否有异常点检点检人员签设备人员签设备点检表编号: IMG-A-002年月份设备名称松下贴片机使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31气压可否在0.5Mpa外Feeder可否合理安装观支撑台,轨道,供料台山下可否有赃的物点推动 X、Y、Z 轴可否顺畅。
检查察吸嘴可否圆满.电各开关的功能可否正常器排气扇可否正常的计算机可否运转正常点检使用的 Feeder可否正常工作操作设备运转中可否有异常声响机输送轨道可否有异常能的元件贴片可否有异常点检点检人员签设备人员签设备点检表编号: IMG-A-003年月份设备名称无铅回流焊使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31机器运转可否正常外各个温区可否正常观的链速可否正常点检电开关各功能可否正常器排气扇可否工作正常的点 UPS 工作可否正常检计算机可否进入自动运转状态输送链可否正常操作锡炉温度可否正常机元器件焊接可否正常能的点检点检人员签设备人员签设备点检表编号: IMG-A-004年月份设备名称接驳台使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31机台表面可否有赃物外直观设备可否有异常观的点检电控制开关可否受控制器轨道可否平行且可以调治的电源接头线路可否安全可靠点检传感器可否受控制运送皮带可否顺利轻松操作物体传感器能受物体控制否机能的点检点检人员签设备人员签设备点检表编号: IMG-A-005年月份设备名称接驳台使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31机台表面可否有赃物外直观设备可否有异常观的点检电控制开关可否受控制器轨道可否平行且可以调治的电源接头线路可否安全可靠点检传感器可否受控制运送皮带可否顺利轻松操作物体传感器能受物体控制否机能的点检点检人员签设备人员签设备点检表编号: IMG-A-006年月份设备名称电热鼓风干燥箱使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31烘箱门可否圆满外左右门可否能封闭密合观的内部分层网可否松动点炉内可否有杂物检电电源开关可否正常器准时功能可否正常的点检排风循环系统可否正常操作电加热系统可否在正常机温控动作可否受控制能的点检点检人员签设备人员签设备点检表编号: IMG-A-007年月份设备名称电热恒温干燥箱使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31烘箱门可否圆满外左右门可否能封闭密合观的内部分层网可否松动点炉内可否有杂物检电电源开关可否正常器准时功能可否正常的点检排风循环系统可否正常操作电加热系统可否在正常机温控动作可否受控制能的点检点检人员签设备人员签设备点检表编号: IMG-A-008年月份设备名称电热恒温干燥箱使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31烘箱门可否圆满外左右门可否能封闭密合观的内部分层网可否松动点炉内可否有杂物检电电源开关可否正常器准时功能可否正常的点检排风循环系统可否正常操作电加热系统可否在正常机温控动作可否受控制能的点检点检人员签设备人员签设备点检表编号: IMG-A-009年月份设备名称电热恒温干燥箱使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31烘箱门可否圆满外左右门可否能封闭密合观的内部分层网可否松动点炉内可否有杂物检电电源开关可否正常器准时功能可否正常的点检排风循环系统可否正常操作电加热系统可否在正常机温控动作可否受控制能的点检点检人员签设备人员签PD630-02-A设备点检表编号: IMG-A-010年月份设备名称切脚机使用单位审查制作项目123 4 5678910111213 14 15 16 17 18 19 20 21 22 23 24 25 26 272829 3031安全罩可否圆满外导轨可否松动观的机器内可否有杂物点刀片安装可否牢固可靠检电电源开关可否正常器电机可否正常运转的点检推杆可否正常灵便操作切角可否吻合要求机能的点检点检人员签设备人员签设备点检表PD630-02-A编号: IMG-A-011年月份设备名称台式钻床使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31机台表面可否有杂物外钻头和台面可否垂直观的点检电电源开关可否正常器电机运转可否正常的点运转声音可否正常检托物台可否能锁紧操作钻屑可否光洁机钻头可否尖锐轻松钻孔能的点检点检人员签设备人员签设备点检表PD630-02-A编号: IMG-A-012年月份设备名称砂轮机使用单位审查制作项目1234567891011121314 15 16 17 18 19 20 21 22 2324 25 26 27 28 29 30 31砂轮片可否优异外安全罩可否牢固优异观的点检电电源开关可否优异器的点检磨屑可否正常操作机能的点检点检人员签设备人员签编号: IMG-A-013 年月份设备名称磨刀机使用单位审查制作项目123 4 5678910 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 3031机台表面可否有赃物外安全盖板可否优异观的点检电电源启动开关可否优异器电机运转可否正常的安全开关可否受控制点检安全盖板可否起作用操作刀片的安装可否牢固机磨刀声音可否正常能的磨刀收效可否达标点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A点检表机台表面可否有赃物外熔锡区可否有异物观的点检电电源开关可否优异器温度控制可否在范围之内的助焊剂发泡可否正常启用点检熔锡炉可否正常熔锡个控制按钮可否调治受控操作锡炉的温度可否在可控范围之内机焊接收效可否达标能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 设备点检表编号: IMG-A-015 年月份机台表面可否有赃物外熔锡区可否有异物观的点检电电源开关可否优异器温度控制可否在范围之内的助焊剂发泡可否正常启用点检熔锡炉可否正常熔锡个控制按钮可否调治受控操作锡炉的温度可否在可控范围之内机焊接收效可否达标能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-016 年月份机器表面可否有杂物外机器可否运转正常观的点检电电源开关可否正常器各个按键功能可否正常的面板数字显示可否正常点检剥皮尺寸可否正常操作各个调治轮机构可否受控制机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 设备点检表编号: IMG-A-017 年月份机器表面可否有杂物外机器可否运转正常观的点检电电源开关可否正常器各个按键功能可否正常的面板数字显示可否正常点检剥皮尺寸可否正常操作各个调治轮机构可否受控制机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-018 年月份机器运转部位可否有赃物外观的点检电电源开关可否正常器正反转可否受控制的电机运转可否正常点检线头蜕皮可否正常操作扭线收效可否吻合要求机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-019 年月份机器运转部位可否有赃物外观的点检电电源开关可否正常器正反转可否受控制的电机运转可否正常点检线头蜕皮可否正常操作扭线收效可否吻合要求机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 限公设备点检表编号: IMG-A-020 年月份机构可否牢固外各部位螺丝可否松动零散观的点检电器的点检各个齿轮可否可以调治操作成型收效可否吻合要求机成型切脚可否吻合要求能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A点检表编号: IMG-A-021 年月份机器表面可否有油污杂物外箱内可否有杂物观的点检电电源开关可否正常器准时功能可否正常的点检排风循环系统可否正常操作电加热系统可否在正常机温控动作可否受控制能的干燥收效可否能达标点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 设备点检表编号: IMG-A-022 年月份表面可否有脏污外观的点检电电源开关可否优异器电机运转可否正常的机器运转时的声音可否正常点检负压可否达到要求操作抽正空收效可否吻合要求机真空泵专用油可否在标示线能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 设备点检表编号: IMG-A-023 年月份外观可否干净外箱门可否优异观的各个阀门可否松动点箱内可否有异物检电 PLC 可否优异,时间可否受其控制器停车系统可否受控制的气压表可否在赞同范围内点检控制脚踏开关可否优异操作保温加热可否正常机面板操作按钮可否正常能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A 设备点检表编号: IMG-A-024 年月份表面可否有脏污外调治钮可否优异观的点检电电源开关可否正常器温度调治钮可否优异的温度显示可否正常点检熔锡炉可否正常熔锡操作温度可否受控制机焊锡收效可否吻合要求能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-025 年月份项目123 4 5678910 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 3031机器表面可否有脏污,油污外观的点检器控电电源电路可否正常在 380V制开关可否灵便,的点压力开关,热继电器可否正常动作检压力安全阀可否正常空压机机油可否低于警示线操作运转可否有异常机气力可否受控制,自动停止和启动能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-026 年月份表面可否有脏污外观的点检电器的点检压力安全阀可否优异操作压力表显示可否正常机各个阀门可否正常能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-027 年月份机器表面可否有油污外风机网罩上可否有垃圾灰尘积聚观的点检电电源电路可否安全牢固器冷冻系统可否正常的风机运转可否正常点检手动排水按钮检验可否灵便操作自动排水阀门可否正常工作机阀门可否正常能的干燥收效可否吻合要求点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A点检表编号: IMG-A-028 年月份机器表面可否有油污和异物外各个紧固螺丝可否牢靠观的点检电加热系统可否优异器电源开关,温度调治控制可否优异的点检捆扎收效可否达到要求操作自动剪切功能可否优异顺利机自动出带长度可否受调治控制能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-029 年月份皮带可否跑遍外运转速度可否平稳观的台面上可否有脏污点滚筒轴边缘可否有异物检电电气控制开关可否优异器速度调治可否受控制的电机运转时可否有异常声响点检个控制开关和指示灯可否正常皮带上可否放置脏污物体操作皮带运转时可否平行,可否跑边机各个滚筒可否灵便转动能的各个机械部位可否缺少润滑油点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-030 年月份及其表面可否有脏污外转盘上可否放置异物观的操作面板完好无缺点气压可否在检电电源线路连接可否可靠器各功能控制开关可否控制优异的时间控制器可否起作用点检转盘底部电路开关接触可否优异焊接收效可否能达到要求操作模具供电感觉开关可否优异机转盘限位感觉开关可否灵便受控能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-031 年月份各个温区可否正常观的链速可否正常点机台表面可否有赃物检电开关各功能可否正常器排气扇可否工作正常的点 UPS 工作可否正常检计算机可否进入自动运转状态输送链可否正常操作锡炉温度可否正常机元器件焊接可否正常能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-032 年月份轨道上可否有阻挡物和碎屑观的点检电压力可否在0.4Mpa器电器开关可否正常的控制开关和面板开关可否正常点检屏幕显示可否圆满各个紧固把手可否正常松紧操作顶针可否安装到位机轨道传感器可否灵便控制能的印刷收效可否达到要求点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-033 年月份直观设备可否有异常观的点检电控制开关可否受控制器轨道可否平行且可以调治的电源接头线路可否安全可靠点检传感器可否受控制运送皮带可否顺利轻松操作物体传感器能受物体控制否机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-034 年月份直观设备可否有异常观的点检电设备的插头线和控制开关可否优异器气压电磁阀可否工作正常的气压表可否可调治点检气压可否能控制在所需范围内操作人员可否经过培训操作操作者可否依照规范操作使用机能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-035 年月份直观设备可否有异常观的点检电电源线路及控制开关可否正常器刀片深度调治可否精确可控的刀片可否完好无缺点检送板运转速度可否可以控制操作人员可否经过培训操作操作者可否依照规范操作使用机可否能独立调试并使用经管能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-036 年月份设备台面可否有脏污和杂物外皮带运转可否异常观的皮带上可否有作业残渣杂物点检电各部位电气插座,开关可否正常器皮带运转时可否跑边的运转时可否有异常声音点检使用组员可否经过培训操作使用者可否依照规范使用机工作台面不可以重压,可否督查到位能的调治控制可否有专人负责经管点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-037 年月份模具可否松动外限位装置可否起作用观的点检电器的点检操作人员可否经过培训操作可否专用于GU10 打点冲压机可否定期给活动部位注油润滑能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整PD630-02-A设备点检表编号: IMG-A-038年月份检查各连接线可否破坏外上下刀模可否生锈破坏观的上下刀模地址可否已设定正确点检电通电后各按键可否正确作用器刀模可否按设定轨迹运动的点检作业员可否经过专业培训操作可否专用为专用分板资料机可否定期给活动部位注油润滑能的点检点检人员签设备人员签备注判断符号:(√)优异(×)要维修(⊙)确认维修完成(○)作业调整后优异(△)今后可由作业人员调整。
模切烫金机设备日常点检保养记录表

部门:日期
保养项目
白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜
空机开机检查有
无异响
送纸机是否正常
(包括运转、无
纸停机)
整机各控制开关
是否有效机箱油是否合适
拉纸轮转动是否
正常
传动链条运转是
否正常无异响
烫金温度及调节
开关是否正常
走纸传动轴是否
干净
印刷压力及刀模
压力是否加减正
常
切纸台运转是否
正常
复膜及排废系统
是否正常运转
需润滑部位是否
有正常油量
整机卫生是否保
持干净
机台上是否有无
关物品乱摆放
追踪电眼是否正
常工作
171878设备日常点检保养记录表
31212223241314151629301920时间:监管员:252627281011126注:1、各项正常打“√” 2、异常打“×” 3、生产停用或节假休息用“T” 4、待维修用“M”
设备名称:模切烫金机操作员:213459。
波峰焊日点检保养记录表

设备编号:__________
(此记录保管期12个月) 11 12 13 14 15 16 17 18 19月:________源自202122
23
24
25
26
27
28
29
30
31
用漏勺将漂浮在锡表面的渣灰去除, 漏勺、挡条 (3次/天) 用不锈钢条将锡流动的通路清理通畅 据实际情况 30-50mm 80-160℃ 在PCB板经过锡波时听焊接时的声 音, “滋滋”的声音为OK 不大于0.5MPa 保证每天的用量液面≥槽边沿20mm 高温玻璃板 温度计 转产时确认 8:00-10:00 10;00-12:00 13:30-15:30 15:30-17:30 (4次/天) (1次/天) (3次/天)
其 它
输送带速度
秒表实测
整机7S
机 铲刀、抹布 (1次/天) 锡渣收集盒清理 每天必须将锡渣盒取出清空锡渣 身 检查光眼上面是否有灰尘,用风枪、 风枪、抹布 内 各光眼清洁 (1次/天) 抹布将板检光眼和测速光眼擦拭干净 (1次/天) 外 工作区域 整理工作区域废弃物,清扫干净。 扫把、拖把 (1次/天)
关机,用抹布风枪清洁机身上下内外 风枪、抹布 (1次/天) 轨道和锡槽四周的锡粒、灰尘。 铲刀、酒精
波峰焊日常保养点检表
异常报告途径:点检者 点检项目 参考标准/方法 工具/仪器 频率 8:00-10:00 锡炉温度 锡 炉 炉 体 温度计插到液锡内10mm深度,测 量焊锡温度,范围在250±5℃内 温度计 10;00-12:00 13:30-15:30 15:30-17:30 锡量 锡槽 锡波宽度 预热温度 预 热 板面温度 气压 助焊剂量 喷 雾 系 统 静止时锡液面距槽边沿10±2mm 钢尺/目视 1次/2小时 1 2 3 4 设备管理员 5 6 7 主管 8 9 10
自动焊锡炉点检记录表

锡 炉 温 度 (260±5℃)
CL LCL
预 热 温 度 (110±20 ℃) (一) 预 热 温 度 (110± 20 ℃) (二)
UCL CL LCL UCL CL LCL UCL
助焊剂 比重 (0.8± 0.02)
CL LCL
备注:
1.锡炉温度每小格为1℃,2.预热温度每小格为5℃,3.助焊剂比重每小格为0上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上上午下午晚上备注
小
蘭 湘
東莞市藍鐵實業有限公司
DONGGUAN BLUE IRON ENTERIPISE CO. LIMITED
自动波峰焊点检记录表
( )年( )月
设备编号:
时
间
UCL
上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 上 下 晚 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上 午 午 上
锡炉日常点检报告

測量方法之(錫波高度 測量方法之 錫波高度) 錫波高度
測量錫波高度時, 關閉錫波,將剛尺垂 直放到錫槽噴口前 擋板(進板方向)上, 剛尺垂直放 , 錫波, 剛尺 錫波 度, 錫波 高 度
垂 直 噴 口 度 90 測 量
錫波寬度及平整度
將高溫玻璃從錫爐前導輸 送流入錫爐,注意不要打開噴霧, 打開預熱(玻璃溫差過大時,在 接觸錫波時易破裂),按照正常 生產時速度及溫度測量 高溫玻璃在接觸到錫波 後,關閉輸送鏈條,使玻璃中 間位置停在錫波上,檢視玻 璃刻度上浸錫寬度,並記錄 浸錫區域范圍大小
檢
檢測頻率
每天開機前 每班 每班開/換線 每4小時 每班 每班 8小時 每4小時 每班開/換線 每班開/換線 開線前 5 5 15 3 1 10 5 5 2 15 6
測量工具
測風儀 測試液 傳真紙 測溫儀 角度規 游標卡尺 DIP TESTER 高溫玻璃 鋼尺 DATAPAQ 目檢
測量時間( 測量時間(分)
錫爐日常點檢報告 錫爐日常點檢報告 日常
主機板制程工程課 2011.04.09
錫爐日常點檢內容
開線前檢查工作: . 開機檢查抽風設備開啟狀況 . 檢測助焊劑酸價比及噴霧均勻度 . 測量溫度(預熱一.二.三區溫度 錫槽錫溫預熱板溫) . 測量軌道角度及寬度(變形度) . 測量吃錫時間 . 檢測錫波高度及機板吃錫寬度平整度 . 測量profile . 檢查鏈爪變形狀況及更換
測量方法之(鏈爪檢查更換 測量方法之 鏈爪檢查更換) 鏈爪檢查更換
(一).檢查輸送鏈爪有無 變形,對變形之爪片 進行更換 檢查爪片爪勾有無變 形,鏈條所有爪片之爪勾凹 槽是 變 形 鏈 爪
測量數據記錄
. 開線前機台參數之測量數據填寫 . 生產中測量數據測量記錄(4小時) 生產中測量數據測量記錄(4小時) 小時 . 換線各參數測量記錄 . 生產良率報表追蹤記錄 小時) 生產良率報表追蹤記錄(2小時 小時