高温再热器弯头裂缝分析
某电厂锅炉高再异种钢接头裂纹分析与采取的措施
某电厂锅炉高再异种钢接头裂纹分析与采取的措施一. 概述某电厂一台锅炉(600MW)于2007年6月投产,2013年3月23日24:00停机进行小修检查,已运行42173小时。
检修完成后打水压,高温再热器(进口侧)T23与12Cr1MoV、T23与TP347H的异种钢接头处均发现裂纹。
2013年4月11日,电力科学研究院金属专业相关人员赴现场考察并研究分析。
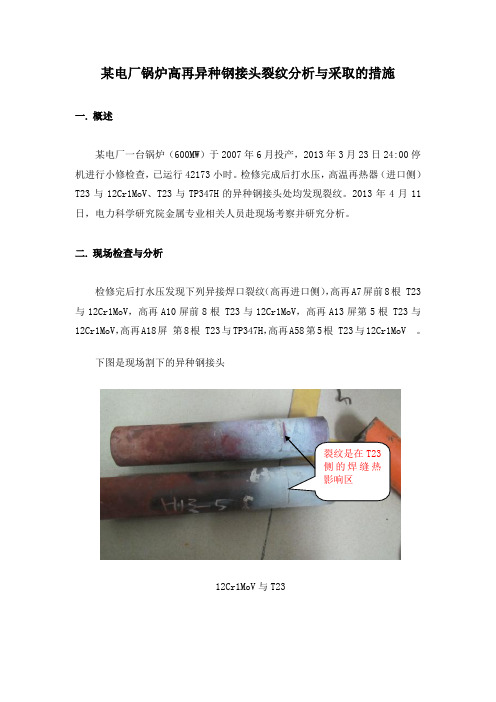
二. 现场检查与分析检修完后打水压发现下列异接焊口裂纹(高再进口侧),高再A7屏前8根 T23与12Cr1MoV,高再A10屏前8根 T23与12Cr1MoV,高再A13屏第5根 T23与12Cr1MoV,高再A18屏第8根 T23与TP347H,高再A58第5根 T23与12Cr1MoV 。
下图是现场割下的异种钢接头12Cr1MoV与T23 裂纹是在T23侧的焊缝热影响区裂纹是在T23侧的焊缝热影响区TP347H与T23由图中可以看到裂纹都出现在T23侧熔合线附近,沿管环向开裂,开裂部位紧邻外表面焊缝。
裂纹由管子外壁向内壁扩展,向内延伸逐渐偏离熔合线,已贯穿整个壁厚,断口附近无明显塑性变形,端口平整,为典型的脆性断裂。
T23(HCM2S)钢是日本20世纪80年代研制的一种新型低合金高强度耐热钢,采用高W、低Mo 进行W-Mo 复合固溶强化,加入微合金化元素V,N,Nb 进行析出强化,具有良好的高温持久强度和许用应力,在1040~1080 ℃正火,使大多数沉淀物溶解,在730~800℃回火,使铬碳化物、细小的钒和铌氮碳化物沉淀,改善了蠕变特性,具有最佳沉淀物的回火贝氏体加回火马氏体组织结构,降低碳质量分数,改善了焊接性能,可以不需焊前预热和焊后热处理。
2005 年以来,国内一些新建机组锅炉再热器、过热器及水冷壁已有使用。
调查发现在一些新建的600 MW 及以上机组锅炉高温再热器多次发生因T23 钢安装焊缝短期运行内产生裂纹而引起泄漏故障,严重影响机组安全经济运行。
锅炉高温过热器弯管的失效分析_1

锅炉高温过热器弯管的失效分析发布时间:2022-07-16T01:06:55.532Z 来源:《科学与技术》2022年第5期3月作者:林建伟[导读] 锅炉高温过热器管发生了爆管时对爆口管段取样,通过各项试验检测林建伟身份证号:******************摘要:锅炉高温过热器管发生了爆管时对爆口管段取样,通过各项试验检测,分析导致爆管产生的原因是,管子力学性能较差,存在焊接缺陷,在焊接应力及连续交变等外加应力的作用下,最终发生横向脆性断裂。
锅炉工作在高温高压环境中,锅炉受热面广泛接触烟、火、水、蒸汽等物质,这些物质在一定条件下会加速锅炉部件的腐蚀;在锅炉爆管事故中,过热器管、管子等小管子部件引起的停炉事故损失最大,因此分析锅炉受热面管在各种复杂工况下的安全运行对整个锅炉机组的连续运行具有重要意义。
关键词:锅炉高温;过热器弯管引言作为火力发电厂锅炉四大管道之一,高温过热器管的作用是加热饱和蒸汽定压,使其变成过热蒸汽。
在锅炉中,过热器是复杂性最强的受热面,受热面管壁以及管内蒸汽具有较高的温度,高温烟气会对受热面展开辐射换热和对流换热。
当受热面受到高温腐蚀、烟气腐蚀或锅炉结构不合理减小受热面管内壁通流流量的时候,通常会导致一些管壁温度高于规定温度,降低热稳定性,甚至导致受热面管壁温度过高、爆管等。
锅炉高温过热器联箱接管座角的焊缝出现裂纹,会导致裂纹的不断扩展,使得过热器发生管爆事故。
管爆事故的发生,不仅会给机组设备带来不可挽回的经济损失,同时也会给锅炉的经济安全生产带来潜在危险。
过热器直接影响着锅炉的经济性和安全性,其运行状况即对主蒸汽品质造成了影响,同时又与锅炉运行的安全性息息相关。
1锅炉高温过热器弯管的失效现状1.1管壁结垢问题锅炉受热面管壁结垢问题是导致其失效的重要原因。
因为管路受热面管道壁结垢现象能够引发管道热阻的上升问题,影响管壁的传热效果。
水垢产生的原因是高温环境下,盐发生反应形成的。
某厂锅炉再热器管开裂原因分析
某厂锅炉再热器管开裂原因分析厂锅炉再热器管开裂的原因可以从以下几个方面进行分析:1.运行条件不稳定:锅炉再热器在运行过程中承受着高温高压的工况,如果锅炉运行条件不稳定或者频繁启动停机,会导致再热器管的温度和压力出现剧烈波动,增加了再热器管的开裂风险。
2.设计质量问题:再热器管的开裂可能与设计质量有关,例如管壁厚度不足、管材选择不当等。
如果再热器管的设计质量不过关,会导致在高温高压工况下,管壁无法承受内外压力的作用而开裂。
3.材料问题:再热器管材料的选择对其使用寿命和性能有重要影响。
如果选择的管材质量低劣或者有缺陷,比如含有过多的杂质、未经过合理的热处理等,会导致再热器管的脆性增加,容易发生开裂。
4.再热器管维护不当:再热器管长时间运行后,会因受到高温高压作用而积累一定程度的疲劳损伤。
如果在维护过程中未能及时发现并处理这些疲劳损伤,会导致再热器管的强度逐渐下降,最终出现开裂。
5.火焰腐蚀:再热器在使用过程中,火焰中所含的大量酸性物质如硫、锰等会与再热器内部的管壁发生化学反应,产生火焰腐蚀。
火焰腐蚀会导致再热器管壁表面腐蚀剥落,进而降低管壁的厚度,使再热器管更容易开裂。
6.水质问题:再热器管中的水质对再热器管的腐蚀和开裂也有一定影响。
如果水质中含有过多的氧气和碱性杂质,会加速再热器内部金属材料的腐蚀速度,导致再热器管壁变薄,容易开裂。
针对这些可能导致锅炉再热器管开裂的原因,厂方可以采取以下措施:1.加强设备运行稳定性,合理规划锅炉运行和停机计划,避免频繁启停对再热器管造成的冲击。
2.对锅炉再热器的设计过程进行严格把关,确保管壁厚度符合要求,材料选择合理。
3.定期对再热器管进行维护检查,及时发现并处理疲劳损伤,避免因维护不当导致再热器管开裂。
4.控制锅炉燃烧过程中火焰中酸性物质的含量,通过优化燃烧工艺和配比减少火焰腐蚀对再热器管的损伤。
5.定期检测锅炉水质,采取适当的水处理措施,控制水质中氧气和碱性杂质的含量,减少对再热器管的腐蚀影响。
再热裂纹产生机理影响因素及防治措施
再热裂纹产生机理影响因素及防治措施定义:焊后再加热消除应退火高温工作时500—600℃过程中产生裂纹称再热裂纹。
一、 再热裂纹的特征1、 热裂纹产生部位:近缝区的粗晶区,止裂于细晶区,沿晶间开裂,裂纹大部分晶间断裂,沿熔合线方向在奥氏体粗晶粒边界发展2、 产生再热裂纹具有敏感的温度范围,一般在500~700℃低于500或高于700℃,再加热不易出现再热裂纹3、 有大量的内应力存在,及应集中,在大拘束度的厚件或应力集中部位易产生再热裂纹4、 易产生在具有沉淀强化作用的钢材中。
如含Cr 、Mo 、V 等能形成碳化物沉淀相的低合金钢,易产生再热裂纹。
普通碳素钢和固溶强化的金属材料不发生。
裂纹产生,晶界滑动→微裂→扩展→裂纹二、 产生机理1、 一般条件()临c εε≥产生裂纹e —产生裂纹的晶界微观局部的实际塑性变形量e c :产生裂纹的晶界微观局部的最大塑性形变能力 e 实际塑性应变:接头的残余应力经再加热产生应力松驰而引起,与接头的拘束度残余应力,应力集中有关。
c 晶界的塑性形变能力:与晶界的聚合强度(结合力),蠕变抗力,晶粒大小有关。
公式含义是若实际的塑性变形量超过最大塑性变形能力时,产生裂纹。
再热裂纹是由于晶界优先滑动导致纹成核而发生和发展的,也就是说在焊后热处理过程中,晶界处于相对弱化的状态,而晶内则处于相对强化状态。
2、 再热裂纹产生机理1)、晶界杂质析集弱化说 ①晶界析集P 、S 、n b S S 、 ②硼化物沿晶析集2)、二次沉淀理论 晶内沉淀强化在焊后加热中,晶内产生二次沉淀相,使晶内变形抗力增强,使形变向晶界集中,同时晶界由于粗大碳化物吸出合金元素?化,以及脆性杂质偏析,而大大弱化了。
上述两方面原因促成变形主要在晶界进行,当晶界实际塑性变形量大于它的临界变形能力时,导致晶界开裂。
①具有沉淀强化的元素只有与C 亲和力较强的元素才能起到沉淀强化e n r b r i F M C M W V N Z T 、、、、、、、、0C 化物稳定性②焊接高温时过热区合金元素全部溶入A 中,A 长大③焊后冷却由于冷却速度快,合金元素以过饱和形式溶入在F 中,渗碳体C F e 3,一般出现在位错、空位、缺陷等处。
1000 MW机组高温再热器HR3C滑块焊缝开裂分析及处理
发赵沒禺POWER EQUIPMENT第!5卷第1期2021年1月Vol. 35, No. 1Jan. 20211 000 MW 机组高温再热器HR3C 滑块焊缝开裂分析及处理王海梅,高鹏(华电国际邹县发电厂,山东邹城273522)摘 要:针对某1 000 MW 机组高温再热器HR3C 滑块焊缝开裂问题,经取样检测并结合现场检查展开分析&结果表明:HR3C 钢长期运行后发生脆化,在各种结构附加应力下沿晶界区域形成裂纹&关键词:高温再热器;HR3C 钢;滑块;裂纹中图分类号:TK225 文献标志码:AO 章编号:1671-086X(2021)01-0042-04DOI : 10.19806). cnki.fdsb.2021.01.008Cause Analysis and Countermeasures for HR3C Slider Weld Cracks inthe High-temperature Reheater of a 1 000 MW UnitWang Haimei , Gao Peng(CHD Zhouxian Power Plant , Zoucheng 273522, Shandong Province , China )Abstract : To solve the problem of weld cracks existing in the HR3C slider for the high-temperaturereheater in a 1 000 MW unit , sampling tests and field examinations were performed to analyze the causes. Results show that the cracks are found to be caused by the embrittlement in the HR3C steel along grain boundarie afterlong-term;ervice .Keywords : high-temperature reheater ; HR3C steel ; slider ; crack近年来,能源短缺和环境污染问题日益突岀, 促使发展高效清洁的超超临界机组成为热门研究方向&由于超超临界机组锅炉蒸汽的温度和压力 较高,对耐热钢材料的要求随之提高,HR3C(ASME SA-213—2010《锅炉、过热器和换热器用无缝铁素体和奥氏体合金钢管子》中对应的牌号 为 TP310HCbN,GB/T 5310—2017《高压锅炉用 无缝钢管》中对应的牌号为07Cr25Ni21NbN )耐热钢(简称HR3C 钢)作为超超临界锅炉常用材料,其抗高温腐蚀和抗高温蒸汽氧化性能较好, 已被广泛应用于电站锅炉。
电站锅炉再热减温器弯头裂纹缺陷的处理方案
电站锅炉再热减温器弯头裂纹缺陷的处理方案随着我国火电厂的不断发展,发电企业也面临着不断增加的发展压力以及设备运行可靠性方面的重重困难。
压力管道泄漏事件的频繁发生也成为困扰发电企业安全可靠性运行的重要因素之一、本文作者结合实际经验为燃煤火力电厂防止再热减温器出口段弯头内部裂纹的问题提出了自主的建议和方案,为提高发电机组运行可靠性方面针对这一问题找到了解决办法。
标签:减温器弯头裂纹冲刷一、概述1.根据电网公司“两个细侧”要求,电厂在实际运行中机组负荷升降速率较快,由原3000~5000/min,现在变化为8000~9000/min,极限情况为机组从150MW十幾分钟或二十分钟升至300MW,且机组负荷升降的变化频率较频繁,致使再热减温水投入量大。
2.按照电厂原设计煤种及电力设计院和锅炉厂设计要求,再热减温水是在机组启停过程中投入使用,且运行过程中主要靠调整燃烧器控制汽温变化方式,再热减温器减温水使用只做为微调辅助手段。
因此,再热减温水从设计上取自给水泵抽头,即除氧器的除氧水,其压力和温度相对较低,容易控制,而没有取高加后给水,从节能角度也是合适的。
3.但最近几年燃烧煤质情况发生变化,主要是燃烧煤质发热量变化较大,运行时调整燃烧器角度有限情况下,采用了加大减温水方法来控制汽温措施,加大了减温水投入量。
由于煤质的不断劣化,和“两个细则”的运行调整方式,在实际运行中蒸汽温度调整频繁,使得局部超温现象不断发生,大量再热减温水频繁投入到蒸汽中,使得再热减温器材质受到冷如交变应力的影响而不断发生裂纹,振动等缺陷,严重影响机组的安全性和可靠性。
二、弯头内壁网状裂纹产生的原因1.温差造成弯头内壁形成热应力。
即减温水温度是150~170℃,而弯头内部介质蒸汽最高温度可达到400℃,造成温差较大,在内壁形成温差应力,且再热减温水压力(6~10MPa)相对于蒸汽介质压力(2~3.5MPa)高,经过往复多次循环后形成热交变应力,在弯头内壁形成网状疲劳裂纹。
高温再热器连接板裂纹原因分析及结构改造处理

[1]曾劲松,杨湘伟.末级再热器顶棚穿墙管泄漏原因分析[J],湖南电力,2005,25(2):43-46.
[2]段学农,程刚,等.300Mw锅炉末级再热器穿墙管焊缝裂纹分析与处理[J].华中电力,2004,17(6):34-35.
[3]李天.沙角A电厂5号锅炉再热器管泄漏原因分析及处理[J].中国电力,2005,38(5):63-65.
定位工装下方距顶棚管中心线为1080㎜;定位工装固定在第5根(从炉前向炉后数,下同)、第18根直管上;定位工装安装一定要保证水平(施工时用水平尺校准)。
2)新管的安装从炉前、炉后两侧开始向中间推进,即依次安装第7根、第16根直管,第8根、第15根直管,外铡倒U型弯(第9根和第14根),中间倒U型弯(第10根和第13根),内侧倒U型弯(第1泄漏的末级再热器管屏进行宏观检查(如图1所示),每屏管排前后方向数共22根管子,其中两端各8根管子直接与进出口集箱相连,中间6根管子呈倒U型,上部没有设计吊挂装置,通过焊接的连接板与周边管子相连,连接板承受管子重量。本次泄漏位置为炉右数第15屏(炉后数第6、7、8、9根)和第16屏(炉后数第6、7根)共6根管子。初始泄漏口管子为右数第15屏后数第8根管子,泄漏位于管子上部连接板角焊缝处(见图2、3),该管子下一块连接板角焊缝上部同样位置也存在裂纹(见图4);旁边第16屏后数第8根管子上部连接板同样位置也出现开裂,其余管子的泄漏口均为吹损减薄后泄漏,所有管子未发现涨粗现象(见4)。
加装的管夹为加强型管夹。管夹采用精密铸造工艺生产,材质采用ZG1Cr20Ni14Si2奥氏体耐热不锈钢,并增加管夹厚度达18-20mm以保证刚度。加强型管夹共固定12根管子,按宽度方向排列“3+6+3”(即中间6根,再向两侧延伸各3根),安装位置尽可能靠近上部弯头部位。
锅炉高温再热器管横向开裂原因分析
锅炉高温再热器管横向开裂原因分析发布时间:2021-12-14T07:21:45.092Z 来源:《中国电气工程学报》2021年7期作者:饶立文1 龚巍2夏建秋2 [导读] 本文通过宏观检查、化学成分分析、力学性能检测和金相组织分析等方法饶立文1 龚巍2夏建秋21哈尔滨锅炉厂有限责任公司黑龙江哈尔滨 150046 2高效清洁燃煤电站锅炉国家重点实验室(哈尔滨锅炉厂有限责任公司),黑龙江哈尔滨 150046摘要:本文通过宏观检查、化学成分分析、力学性能检测和金相组织分析等方法,对某电厂1号锅炉高温再热器TP347H钢管开裂原因进行了分析,分析结果表明:样管发生横向开裂是由于局部加热控制不当,导致管子外壁晶界氧化,出现过烧,进而在外力作用下发生开裂。
关键词:高温再热器,TP347H钢管,横向开裂。
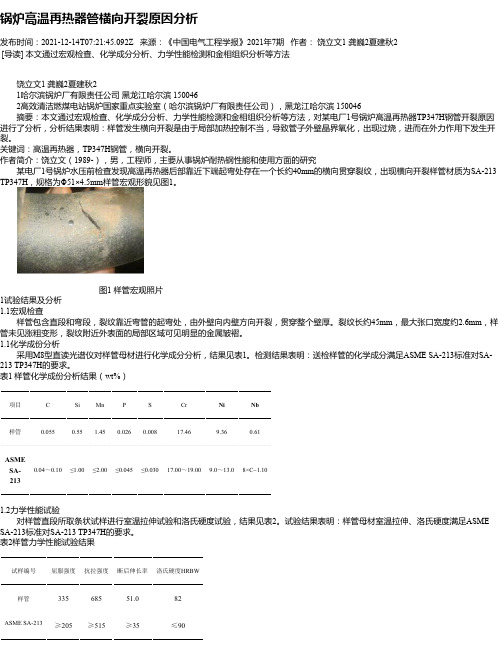
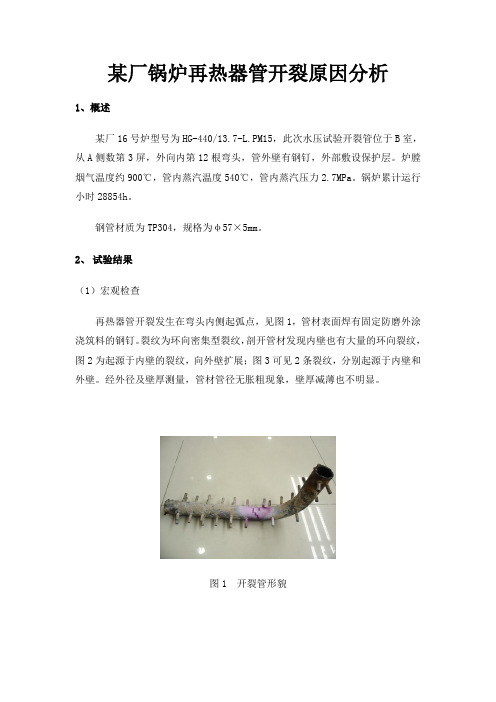
作者简介:饶立文(1989-),男,工程师,主要从事锅炉耐热钢性能和使用方面的研究某电厂1号锅炉水压前检查发现高温再热器后部靠近下端起弯处存在一个长约40mm的横向贯穿裂纹,出现横向开裂样管材质为SA-213 TP347H,规格为Φ51×4.5mm样管宏观形貌见图1。
图1 样管宏观照片1试验结果及分析1.1宏观检查样管包含直段和弯段,裂纹靠近弯管的起弯处,由外壁向内壁方向开裂,贯穿整个壁厚。
裂纹长约45mm,最大张口宽度约2.6mm,样管未见涨粗变形,裂纹附近外表面的局部区域可见明显的金属皱褶。
1.1化学成份分析采用M8型直读光谱仪对样管母材进行化学成分分析,结果见表1。
检测结果表明:送检样管的化学成分满足ASME SA-213标准对SA-213 TP347H的要求。
表1 样管化学成份分析结果(wt%)项目C Si Mn P S Cr Ni Nb 样管0.0550.55 1.450.0260.00817.469.360.61ASMESA-0.04~0.10≤1.00≤2.00≤0.045≤0.03017.00~19.009.0~13.08×C~1.10 2131.2力学性能试验对样管直段所取条状试样进行室温拉伸试验和洛氏硬度试验,结果见表2。
再热器集箱连接管弯头开裂原因分析及处理措施

算 , 分 每变 化 ±1 , 温 变化 ± 5℃ 。实 际用 煤 的 灰 0/ 汽 9 5
计煤 种 的低 位 发 热 值 2 8 J k , 料 发热 量 的降 32 9k / g 燃
低 就必 须增 加燃 料 量 , 得 水 平 烟道 对 流 受 热 面 的烟 使 气流 速增 大 , 流换 热量 增大 , 而使得 受热 面 管壁 超 对 从 温 ; 际燃煤 的灰 分 变化 比较 大 , 大部 分燃 煤 的灰 分 实 且 都超 过 了设 计值 , 质 灰 分 过 大 也 会导 致 超 温 。经 计 煤
量 喷水减 温器 , 作细 调 与 控 制左 右 蒸 汽 温度 ( 温 ) 用 汽
偏差 。为 了保护 壁 式 再 热 器 , 其进 口导 管 上 设有 事 在 故 喷水减 温器 。 中温 再 热 器 、 温再 热 器 顺 流依 次 布 高 置在炉 膛 出 口折 焰角 的上方 , 分别 有 5 8排 管屏 。再 热
E- al m i: s n f l @ 1 3 c n he g ai u 6 .o]
维普资讯
( )裂 纹多 产生 于左 侧微 量 喷 水后 弯 头 下焊 缝 附 1 近, 裂纹 的长度 约 为 6 0ii , 面裂 纹沿 焊 接 熔 合 线 0 nn 表
器汽温 的调 节 以摆动燃 烧 器喷 口为 主 , 以喷 水减 温 。 辅
图 1 管 系结 构 示 意 ( 位 m 单 m)
再热 系统流 程 如 下 : 轮 机 高 压 缸 排 汽 一 事 故 喷 水 汽
一 壁 式再 热器 一 喷水 减 温器 一 中温再热 器 一 高温 再 热器 一 左 右 引 出管 一 再 热 汽 管 。管 系 结 构示 意
高温再热器出口联箱管座角焊缝开裂原因分析

高温再热器Super304H与T91异种钢接头开裂失效分析

高温再热器Super304H与T91异种钢接头开裂失效分析蔡志强;林雪松;邓永龙;落志祯【摘要】对国内首台600 MW循环流化床锅炉外置床内的高温再热器Super304H与T91异种钢接头开裂进行了失效分析.分析结果表明开裂原因为结构设计不当,该管段不能自由膨胀;加上该焊接接头熔合区存在界面突变,容易引起应力集中,在高温环境下长期运行后,抗高温蠕变性能较差T91侧出现蠕变孔洞,在熔合区形成蠕变裂纹:因此最终发展为宏观裂纹而失效.根据分析结果,提出将该异种钢接头布置在密封盒上方,且增加接头至联箱之间管程弯头数量的整改方案.【期刊名称】《四川电力技术》【年(卷),期】2016(039)002【总页数】3页(P88-90)【关键词】循环流化床;异种钢接头;失效分析;设计不当;蠕变孔洞;应力集中【作者】蔡志强;林雪松;邓永龙;落志祯【作者单位】四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072;四川省电力工业调整试验所,四川成都610072【正文语种】中文【中图分类】TK223.3随着火力发电站向超超临界机组发展,由于温度和压力等高参数的影响,锅炉受热面管对材质的要求越来越高,具有高热强性和高抗氧化性的铬镍奥氏体不锈钢(Super304H)及马氏体耐热钢(T91)便大量出现在锅炉受热面的高温高压段,因此就难免出现该两类钢种的异种焊接问题[1-2]。
但由于这两类钢的化学成份、金相组织、机械性能及热膨胀系数存在较大差异,焊材的选择又通常是采用低匹配原则,容易导致在焊接接头两侧的熔合区产生较为复杂的金相组织及化学成分的不均匀性,使焊接接头在使用过程产生过早失效[3]。
国内首台600 MW超超临界循环流化床机组自2013年4月168 h试运行通过后至今,两侧外置床内靠近高温再热器出口联箱的高温再热器出口管段管屏发生3次多处异种钢接头开裂,开裂的接头位于密封盒内,接头距离上部高温再热器出口联箱管程大约为1.5 m,且仅设计了一处145°弯头作为膨胀伸缩量。
某厂号机再热蒸汽管三通段管件裂纹分析
某厂1号机再热蒸汽管三通段管件裂纹分析1 概述高温再热蒸汽管是火力发电厂最重要的高温承压管道之一,管道直径大、壁厚较厚、管线长、温度高,管道中介质为中压过热蒸汽,管道运行中不仅承受介质的内压,还要承受关系的振动交变应力,如果运行中水质处理不好,在容易产生存疏水部位还会产生应力腐蚀。
本文结合某厂1号机组高温再热蒸汽管A侧三通段管件内表面裂纹的原因分析试验,进行相应论述和介绍。
2 高温再热蒸汽管A侧三通段管件裂纹综述2.1 1号机组概况某厂1号机组发电功率为300MW。
锅炉型号为HG-1025/17.3-WM16,采用了美国CE燃烧工程公司的引进技术设计,为亚临界压力一次中间再热自然循环锅炉、平衡通风和四角切园燃烧方式,燃用纳雍无烟煤,采用烟气挡板调节再热汽温。
锅炉以MCR工况(汽轮机为VWO工况)为设计参数,在机组电负荷为335MW 工况时锅炉最大连续蒸发量为1025t/h。
在机组电负荷为300MW时,锅炉的蒸发量为896.03t/h。
2003年3月3日投产。
至2013年11月累计运行67576.9小时。
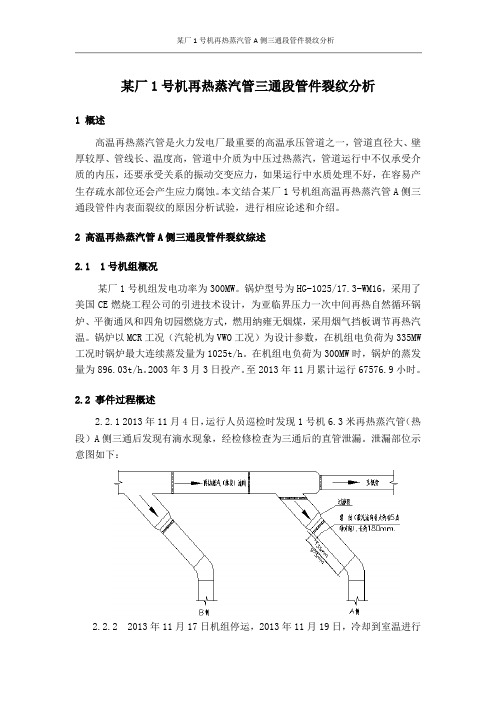
2.2 事件过程概述2.2.1 2013年11月4日,运行人员巡检时发现1号机6.3米再热蒸汽管(热段)A侧三通后发现有滴水现象,经检修检查为三通后的直管泄漏。
泄漏部位示意图如下:2.2.2 2013年11月17日机组停运,2013年11月19日,冷却到室温进行缺陷的确认,此段管道发生径向贯穿型裂纹,距离三通的焊缝中心线135毫米,长度180毫米,方向大约在5点钟方向左右。
裂纹外观见下图:对裂纹进行打磨,打磨过程中发现下部不仅存在径向裂纹,还有横向的裂纹,两条横线裂纹从径向裂纹相连,最下部横向裂纹与径向裂纹几乎处于垂直状态,并形成T字型。
见下图2.2.3 11月28日,进行更换管道处理,当将原管道割除时发现三通侧的焊缝的热影响区、热处理加热器区存在大量横向裂纹和轴向裂纹,见下图2.2.4 直管后的45度弯头的热影响区同样存在着裂纹,见下图2.2.5 三通内部检查情况:2.2.5.1 三通向A侧管道转向的焊缝及母材上有几条横向裂纹:2.2.5.2 上图所指的焊缝及母材裂纹及孔洞图片:2.2.5.3 三通向低旁方向的内壁上存在多处孔洞,见下图:2.3 裂纹管件概述2.3.1裂纹管件的规格:Di508×24.8mm,材质:SA335P22,SA335P22标准的化学成分如下表,该钢属于低合金珠光体结构钢,多用于制造蒸汽管道。
高温再热器管焊缝开裂原因分析
高温再热器管焊缝开裂原因分析以某电厂为例,对高温再热器管焊缝开裂原因进行分析,得知高温再热器管焊缝内壁存在削薄段,此区域尽管化学成分满足ASME SA-213/SA-213M2008a 规定要求,但是显微组织老化,内壁削薄段在一定条件下回影响工质流动,导致局部超温,管圈热胀应力大,最终出现了开裂。
标签:高温再热器管;焊缝;开裂原因0 引言当前电力建设的飞速发展,大容量机组被广泛应用,这些机组锅炉高温再热器管的质量问题也成为我们关注热点[1]。
某电厂锅炉自2011年3月投产运行到2013年5月共出现3此开裂泄露事故,且开裂位置都位于高温再热器出口段处的异种钢焊接处。
本文主要以此为例,研究高温再热器管焊缝开裂原因,以期让高温再热器管质量得到进一步提高。
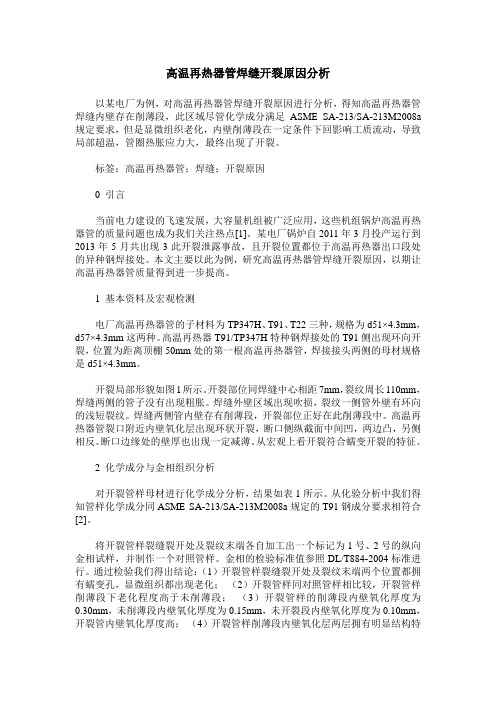
1 基本资料及宏观检测电厂高温再热器管的子材料为TP347H、T91、T22三种,规格为d51×4.3mm,d57×4.3mm这两种。
高温再热器T91/TP347H特种钢焊接处的T91侧出现环向开裂,位置为距离顶棚50mm处的第一根高温再热器管,焊接接头两侧的母材规格是d51×4.3mm。
开裂局部形貌如图1所示。
开裂部位同焊缝中心相距7mm,裂纹周长110mm,焊缝两侧的管子没有出现粗胀。
焊缝外壁区域出现吹损,裂纹一侧管外壁有环向的浅短裂纹。
焊缝两侧管内壁存有削薄段,开裂部位正好在此削薄段中。
高温再热器管裂口附近内壁氧化层出现环状开裂,断口侧纵截面中间凹,两边凸,另侧相反。
断口边缘处的壁厚也出现一定减薄。
从宏观上看开裂符合蠕变开裂的特征。
2 化学成分与金相组织分析对开裂管样母材进行化学成分分析,结果如表1所示。
从化验分析中我们得知管样化学成分同ASME SA-213/SA-213M2008a规定的T91钢成分要求相符合[2]。
将开裂管样裂缝裂开处及裂纹末端各自加工出一个标记为1号、2号的纵向金相试样,并制作一个对照管样。
金相的检验标准值参照DL/T884-2004标准进行。
锅炉高温过热器弯管开裂事故浅析
锅炉高温过热器弯管开裂事故浅析摘要:当前环保部门对发电企业烟气排放指标要求越来越严格,脱酸反应塔作为锅炉烟气处理系统中关键设备之一,其运行效率对烟气中酸性物质特别是HCL影响较大。
石灰浆液的雾化效果及反应塔出口温度是脱酸效率的主要影响因数,通过对设备进行必要的技改和提高运行控制措施可以满足脱酸要求,保障企业维持安全、环保、稳定运行。
关键词:烟气反应塔脱酸效率措施1 前言某1×53.6t/h锅炉作为焚烧炉余热利用配套锅炉,该企业是国家环保部门重点监控的环保项目,其烟气排放指标是影响锅炉长期稳定运行的重要监控参数。
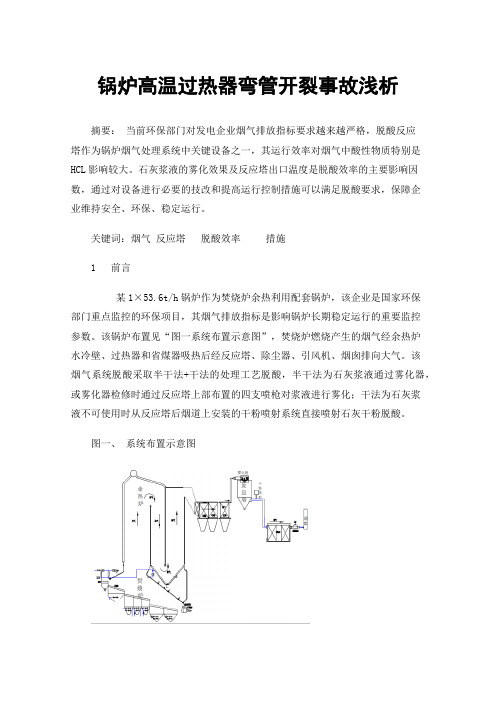
该锅炉布置见“图一系统布置示意图”,焚烧炉燃烧产生的烟气经余热炉水冷壁、过热器和省煤器吸热后经反应塔、除尘器、引风机、烟囱排向大气。
该烟气系统脱酸采取半干法+干法的处理工艺脱酸,半干法为石灰浆液通过雾化器,或雾化器检修时通过反应塔上部布置的四支喷枪对浆液进行雾化;干法为石灰浆液不可使用时从反应塔后烟道上安装的干粉喷射系统直接喷射石灰干粉脱酸。
图一、系统布置示意图在烟囱的排放管道上安装有烟气在线监测系统,该系统与国家环保监测平台直接联网进行实时监控,烟气排放指标若出现不达标情况,国家环保监测平台将会根据情况发出预警、督办或处罚通知,严重时责令停产,因此确保烟气达标排放是企业生产运行的首要任务,HCL是其中一项重要监测参数,也是比较不易控制的参数。
2 存在的问题正常运行时烟气中HCL等酸性物质,主要通过与石灰浆液进行化学反应除去,为了提高去除效果,使浆液经高速旋转的雾化器将石灰浆液雾化成10µm左右的小水滴,雾化后的浆液与烟气进行充分混合以达到去除效果,一般可以达95%以上。
但运行中石灰浆液因存在一定杂质易堵塞管道或雾化盘磨损等情况均会影响雾化器正常运行,若出现该情况须对雾化器进行检修清理或更换。
雾化器更换或检修时烟气排放指标尤其是酸性物质经常超标,对企业正常生产带来严重影响。
某火力发电厂2号炉中温过热器管弯头内弧裂纹原因分析

某火力发电厂2号炉中温过热器管弯头内弧裂纹原因分析发布时间:2022-08-14T06:41:45.882Z 来源:《中国电业与能源》2022年7期作者:陆军[导读] 通过对某火力发电厂2号锅炉中温过热器管弯头内弧产生裂纹的原因分析陆军晋控电力山西同赢热电有限责任公司,山西省大同市,037000摘要:通过对某火力发电厂2号锅炉中温过热器管弯头内弧产生裂纹的原因分析。
主要进行了宏观检查、化学成分分析、金相组织分析、表面硬度检测分析。
结论是结构应力和热应力引起的疲劳裂纹。
并对下一步防止裂纹的产生提出建议措施。
关键词:中温过热器结构应力热应力疲劳裂纹1. 前言某火力发电厂2×330MW燃煤机组锅炉采用东方锅炉(集团)股份有限公司生产的循环流化床、亚临界参数,一次中间再热自然循环汽包炉,锅炉型号:DG1165/17.5-Ⅱ1 。
2号锅炉2014年3月投产,截止本次检修前累计运行小时数28000小时。
在机组等级检修期间,发现中温过热器管中隔墙右数第二屏出口段上数第一根90°弯头处内弧有横向裂纹。
第一屏相同位置90°弯头内弧也发现内弧横向裂纹。
对右数第二屏出口段上数第一根管取样后做全面分析,取样包括90°弯头及弯头二侧直管段950mm长。
中温过热器管材设计规格材质:Φ51×8mm;12Cr1MoVG。
2. 试验内容2.1泄漏部位图一:第二屏出口段上数第一根取样管宏观图二:第一屏相同位置90°弯头内弧横向裂纹图三:中温过热器图及裂纹部位2.2 试验依据的标准:GB/T 5310-2017 高压锅炉用无缝钢管GB/T 228.1-2010 金属材料拉伸试验第1部分:室温试验方法 GB/T 231.1-2009 金属材料布氏硬度试验第1部分:试验方法 DL/T 438-2016 火力发电厂金属技术监督规程 DL/T 773-2016 火电厂用12Cr1MoV钢球化评级标准 DL/T 884-2004火电厂金相检验与评定技术导则 DL/T 991-2006电力设备金属光谱分析技术导则2.3取样管宏观检验:取样管为L型,全长约950mm,材质为12Cr1MoVG,规格为518mm。
660MW机组高温再热器入口联箱接管焊缝开裂原因分析
660MW机组高温再热器入口联箱接管焊缝开裂原因分析摘要:本文针对某电厂660MW超超机组锅炉高温再热器入口联箱接管焊缝开裂问题,进行了宏观检查、化学成分分析、裂纹内部氧化层能谱分析、硬度及金相组织检验、再热裂纹敏感性分析等,综合分析认为:焊缝开裂的性质为再热裂纹,其产生原因与12Cr1MoVG钢本身的焊接特性、焊缝硬度过高产生的残余内应力、锅炉启停时温度波动及运行时汽水振动引起的接头内应力等多种应力因素有关,并长期在再热裂纹产生的敏感温度下运行,最终引起再热裂纹在焊接接头的粗晶区域形成并扩展,导致接头开裂。
关键词:联箱接管焊缝、再热裂纹、残余内应力、粗晶区域、开裂1. 概述某电厂660MW超超临界机组锅炉由上海电气集团有限公司锅炉厂设计制造,锅炉型号为SG2037-26.15-605/603-M626。
2019年8月20日,检查炉顶大包内高温再热器入口联箱,发现01排01号和82排05号2个联箱管座焊接接头正上方存在裂纹。
图1为接管01排01号(记为1-1)开裂位置现场照片,图2为1-1、82-5(82排05号)开裂接管宏观照片。
1-1和82-5材质均为12Cr1MoVG,规格分别为φ63.5×4.5㎜、φ57.2×4.5㎜,累计运行时间56000小时。
图 1 1-1管现场开裂位置图 2 开裂管宏观照片2. 原因分析(1)宏观检查两接头管无明显的胀粗、变形或吹损等特征,裂纹形貌基本相同,沿焊缝熔合线环状开裂,且外壁侧裂纹长度大于内壁侧。
管段纵向剖开后,内外壁均未见明显的宏观焊接缺陷,焊缝周边也未见明显的腐蚀迹象。
由此可见,接头开裂的主要原因并非过热、宏观焊接缺陷或腐蚀所致。
(2)两开裂管裂纹侧母材取样化学成分符合GB/T 5310-2017对12Cr1MoVG钢管化学成分要求,焊缝能谱分析结果也显示,焊缝成分与12Cr1MoVG成分接近。
因此,可排除管段材质及焊材错用的情况。
再热器导汽管弯头裂纹分析及对策
焊缝进行纵向切开, 结构如图4 所示 . 坡 n与焊 几形成 一个明显钝角.且 弯头内
微量 喷 水戚温 嚣后 弯头 背弧 面经 常 发生开 鞋
泄漏 .其 内壁 存 在 太量 的裂 垃 .对其 萼蛀进 L 行 寰观 ,氍覆 分析 .认 琦其 失鞋 摊 因为 盘 变 熟应 力作 】 下的腐 蚀 性 热建 劳破坏 。开 裂真 f l 型 由典 型的 热疲 劳断 裂 目此 ,可 采取 改 童 运 仔条件 , 减少 战温 啦 的投 八 ,同 时对 弯头 蚺构 和减 滠 再嗤 嘴进 抒 改建 . 戌消除 或 降抵 热廑 办
坡 口表面帆糙存在明显的了 痕,此结构最 ] 容 易产生应 力集中 .同时退 刀捕处实际管
壁最薄 .姒有 1 .mm.比设计管道壁 2. 95 2
2 m少 r mm, a r 7 2 内坡 口 弯头焊缝距离 只有 1mm 左右.高焊 几太近 ,不符合焊 0
豳■—■—■啊圜■圈——■—蹦
发生爆 管泄 漏 ,其 爆管泄 漏均 由弯头焊 缝附 近开 裂引 起。
2 .管材组织和裂纹的微观分析
1 .裂纹的宏观形貌观察
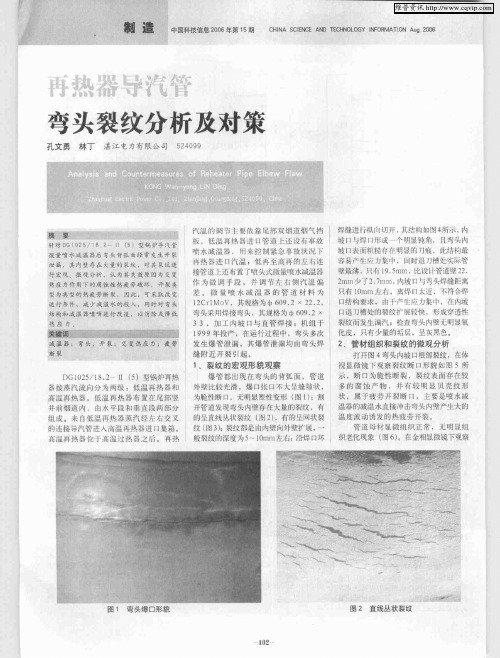
图 1 弯头爆 口形貌
图2 直线丛状裂纹
ll I 2
维普资讯
裂纹扩展的形貌如【 、图 8 刮7 所示 , 裂纹内
裂纹 方向基水 与大 裂纹 发展 方向一致 。
减 溢 蓐 ‘ 弯 头 ;开 鞋{ 交 夔热应 力 t盘 劳
斯 裂
= I i _ l CrMo 2 l V,其规格为 6 9 2 x2 . , 口结构要求 ,I 1产生应 力集中,任内坡 0 . 2 2 弯头采用焊接 弯头.其规格 为审6 9 2× 0 . 口遇 刀槽处的裂纹扩展较快,形成穿透性 33,加 工内坡 口与直管 焊接 。机 组 于 裂纹而 发生漏汽 ;检 查弯头内壁无明屉氧 l9 9年投产 .在运 行过 程中 .弯头多次 化 皮,只有 少量 的垢 层.呈灰黑色。 9
某厂锅炉再热器管开裂原因分析
某厂锅炉再热器管开裂原因分析1、概述某厂16号炉型号为HG-440/13.7-L.PM15,此次水压试验开裂管位于B室,从A侧数第3屏,外向内第12根弯头,管外壁有钢钉,外部敷设保护层。
炉膛烟气温度约900℃,管内蒸汽温度540℃,管内蒸汽压力2.7MPa。
锅炉累计运行小时28854h。
钢管材质为TP304,规格为φ57×5mm。
2、试验结果(1)宏观检查再热器管开裂发生在弯头内侧起弧点,见图1,管材表面焊有固定防磨外涂浇筑料的钢钉。
裂纹为环向密集型裂纹,剖开管材发现内壁也有大量的环向裂纹,图2为起源于内壁的裂纹,向外壁扩展;图3可见2条裂纹,分别起源于内壁和外壁。
经外径及壁厚测量,管材管径无胀粗现象,壁厚减薄也不明显。
图1 开裂管形貌图3 起源于内壁裂纹向外壁扩展图3 2条裂纹分别起源于内壁和外壁(2)成分分析试验结果用ARC-MET930型定量光谱仪对开裂泄漏管进行成分分析,试验结果见表1。
成分分析试验结果(%)试样成分C Si Mn S P Cr Ni开裂泄漏管0.06 0.48 1.59 0.017 0.026 18.41 9.88TP304 ASME SA213≤0.08≤0.75≤2.0≤0.030≤0.04018.0-20.08.0-11.0经检验的管材化学成分符合标准要求。
(3)金相试验在外壁进行金相检验,组织为单相奥氏体孪晶,有大量沿晶分布的微裂纹,裂纹分别起源于内壁和外壁。
(4)电镜及能谱试验在开裂泄漏管的内壁及外壁进行电镜及能谱分析,通过电镜照片可见,内壁与外壁裂纹形貌类似,除了主裂纹,还有沿晶裂纹。
经能谱试验,内外壁均未发现腐蚀性元素氯。
内壁晶界和晶界边缘的Cr含量相差很大,晶界为富Cr区,而晶界边缘为贫Cr区。
3、试验结果的分析与讨论(1)根据成分分析结果,开裂的再热器管化学成分符合标准的规定,开裂与材质无关。
(2)经宏观检查,管材内、外壁均有环向裂纹,具有热疲劳裂纹的特征,管径无胀粗、壁厚未减薄。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 3 裂 缝 处 组 织 及 晶粒 度
24 弯头样 管 的金相 分 析 .
对弯头样 管 的裂 缝部位 取样进 行 了金相 分
析, 分析 结果 见表 4和图 2 图 3 图 4 、 、 。从 图 2可 以
看出 , 弯头样管的非金属夹杂物较低 。从图 3和 图4 可以看 出, 晶粒度 比复验值变粗 , 裂缝及裂纹
二的管子弯头的位置有三根钢管分别存在裂缝缺陷。本文通过对现场 弯头样 管的宏观检查 、 学成份分析 、 化 硬 度试验 、 金相试验分析 , 找出了弯头产生裂缝 缺陷的原因。 关键词 : 高温再热器 ;P4 H弯头 ; T37 裂缝 ; 热校过热
1 引言
某 电厂 2 机 , X一14/ 4 7一P 6型 锅 炉 X 94 2 . M
22 弯头样 管 的化学 成份分 析 . 对 弯头样 管进 行 了化 学 成 份分 析 , 合 标 准 符 要 求 , 果见 表 2 结 。
图 1 弯头样管
表 2 弯头样管的化学成 份分析 w%
收稿 日期 :0 6 1 2 2 0 —0 —1
维普资讯
经过试验分 析 , 弯头样管 的化学成 分和硬度 符合 A M A 1M标 准的规定 。非金属夹 杂物 S E S2 3
较低 , 明弯 头 样 管 不 是 因 为非 金 属 夹 杂 物 高 开 说 裂 。 晶粒 度 由原来 的 5 6级变 为 3 4 , 级 且裂 缝
和裂纹基本沿着 晶界产生 和扩 展, 判定为弯管后 热校过热 , 导致 晶粒长 大, 晶粒 间 的结合 力减 使
图 2 非 金 属 夹 杂 物 观 察
弱 , 而引起 晶 界开裂 。 从
表 4 弯头样管的金相分析
2 试验结果
2 1 弯头 样管 的宏观 检查 .
高温再 热 器 , 现场 安装 检 查 过程 中 , 现 下部 管 在 发 屏一 和下 部管屏 二 的管 子 弯头 的位置 有 三根 钢 管
经 目视观察 , 弯头样 管表面没有发现原始表
面缺 陷 。经 核查 , 材 料钢 厂共 供 应 了 9个 批 号 , 该 钢 厂为 高温 再 热 器 制 造 厂 家 的合 格 供 方 。 9批 这 钢 管按要 求 进 行 了人 厂 理 化 复验 , 部合 格 。对 全 弯 头样 管进行 了壁 厚尺 寸测量 , 果见表 1 结 。
2 0 年第 2 06 期
23 弯头样 管 的硬度试 验 .
对弯头样管进行 了硬度试验 , 结果见表 3 。可 以看出, 弯头样管 的硬度值符合 A M A 1M标 S ES 23 准规定 。但 弯头处 的硬度高于其他位置 的硬度 , 说明弯头处 的变形硬化高于其他位置。
表 3 弯头样管的硬度试验
基本 沿着 晶界 产 生 和 扩 展 。从 以上 结 果 分 析 , 弯 头样 管 不是 因为 非 金 属 夹 杂 物 高 开 裂 , 初 步 判 可
定为弯管后热校过热 , 导致晶粒长大 , 使晶粒 间的
结合 力 减弱 , 从而 引起 晶界 开裂 。
图 4 裂缝处组织及 晶粒 度
3 试 验 结 果 分 析
表 1 弯头样管的尺寸测量
分别存在裂缝缺陷。此管子材质为 T 37 规格 P4H,
为 @ 1 4 3 m。 为查 明裂 缝 缺 陷产 生 原 因 , 场 5 × .m 现 取 了一段 长约 5 r 0 m有 裂 缝 的弯 头 样 管进 行 试 验 a 分 析 , 头样管 见 图 1 弯 。
维普资讯 http://www.cqvip源自com黑龙江
冶
金
高 温再 热器 弯 头 裂 缝分 析
张 丽 波
( 哈尔 滨锅 炉厂 有 限责 任公 司 。 哈尔滨 10 4 ) 50 6
摘
要 : 电厂 X 某 X一14/ 47一P 6型锅炉高温再热器 , 现场安装检查过程 中, 94 2 . M 在 发现下部 管屏 一和下部 管屏