KB-SMP-26-A0产品与服务提供管理规程
A0文件控制程序
1 目的为了对与产品和质量体系有关的所有文件进行控制,确保各有关场所使用的文件为有效版本,防止误用失效或作废的文件,特制定本程序文件。
本程序文件对应以下标准ISO 13485 4.2.42 适用范围适用于产品及质量体系有关的文件控制。
3 职责3.1管理者代表组织质量手册及程序文件的编制、审核,总经理批准;结合内审对文件的有效性和适宜性进行评审。
3.2 各相关部门负责本部门文件的编制和审批,并确保相关文件处于受控状态。
3.3 品质部负责所有质量体系有关文件的发布、发放、回收、作废及保留。
3.4 各部门应明确该部门内文件管理人员,确保本部门人员能在相应岗位和场所获取相应文件。
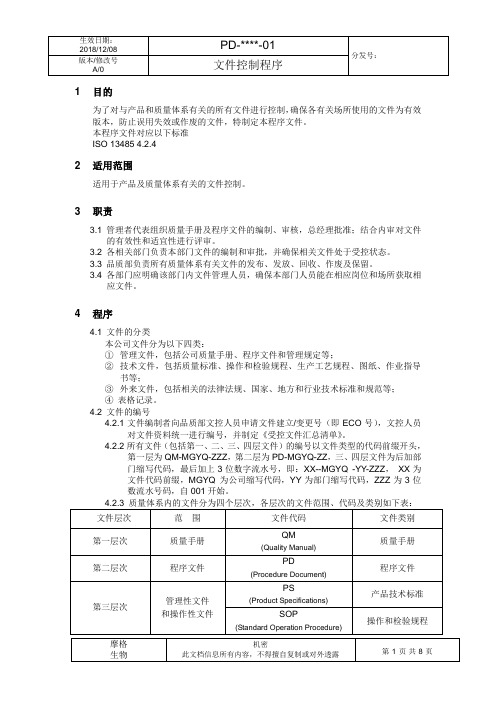
4 程序4.1 文件的分类本公司文件分为以下四类:①管理文件,包括公司质量手册、程序文件和管理规定等;②技术文件,包括质量标准、操作和检验规程、生产工艺规程、图纸、作业指导书等;③外来文件,包括相关的法律法规、国家、地方和行业技术标准和规范等;④表格记录。
4.2 文件的编号4.2.1文件编制者向品质部文控人员申请文件建立/变更号(即ECO号),文控人员对文件资料统一进行编号,并制定《受控文件汇总清单》。
4.2.2所有文件(包括第一、二、三、四层文件)的编号以文件类型的代码前缀开头,第一层为QM-MGYQ-ZZZ,第二层为PD-MGYQ-ZZ,三、四层文件为后加部门缩写代码,最后加上3位数字流水号,即:XX--MGYQ -YY-ZZZ,XX为文件代码前缀,MGYQ 为公司缩写代码,YY为部门缩写代码,ZZZ为3位数流水号码,自001开始。
部门代号:RD—技术部,MFG—生产部,QA—品质部,HR—人力资源包装部部,SA—供销部4.3 文件编写4.3.1 质量手册和程序文件等质量体系文件由管理者代表组织编写。
4.3.2 各部门负责分管文件的编写,并负责设计本部门管理范围内的表格。
4.4 文件的审批4.4.1 质量手册由管理者代表审核、总经理批准;程序文件由管理者代表审批特殊程序文件除外;各部门主管负责分管文件的审批。
记录标准管理规程
记录标准管理规程目的:规定GMP记录下发、印制、保管、分发、填写、归档、保存与销毁等的基本程序与要求,确保记录使用规范。
应用范围:涉及GMP实施的相关记录。
责任人:质量保证部。
内容1 记录受控管理:记录均应同对应文件审核批准后方可执行。
全部记录原件应在页眉英文处正方向加盖“原件”章后存档,负责文件管理的QA留存一份原件复印件做为复印样张。
负责文件管理的QA在新记录执行的当天,收回全部过期的空白记录,并按文件管理的规定举行处理。
2空白记录印制2.1 空白记录由质量保证部负责文件管理的QA负责印制,批生产记录、产品检验记录等与产品质量相关的记录复印后需在“原件”章下页眉英文下加盖“受控文件不得复印”章方可生效。
物料分类帐、培训记录、销售记录等与产品质量无关的记录取原件复印即可生效下发。
2.2 对于大量使用的空白记录,应由使用部门提出印刷申请经公司领导批准后,由质量保证部提供样张,质量保证部审核后举行印刷。
印刷记录不需加“受控文件不得复印”章即可生效。
批生产(批包装)记录、检验记录等与产品质量相关的记录不得印刷。
2.3 各部门不得私自打印空白记录使用。
3 空白记录保管:空白记录复印或者印刷后由质量保证部负责文件管理的QA统一保管。
4 空白记录分发4.1 全部记录均由质量保证部负责文件管理的QA下发并准时填写《记录发放记录》(REC-ZL-041-3)。
4.2 批生产记录(批包装记录):按照批生产批令(批包装指令)将该批相关批生产记录下发至车间主任。
4.3 检验记录:按照取样单将相关的检验记录下放至化验室主任。
4.4 对于装订成册的记录,一次只发一册,记录填完后,记录使用人员凭使用尽的记录换领新记录。
4.5 对于大量的通用的无法精确计数的空白记录,如物料货位卡,可按大致使用一定周期的数量发放。
5记录填写5.1 填写记录应准时、精确、真切,不得提前填写、事后回或臆造。
5.2 填写记录应使用黑色中性笔(退料单可用红笔、复写单子可用黑色油笔)字迹应工整、清楚、无错别字。
SMP-04-020-00 计算机系统管理规程
1.目的:建立计算机系统管理规程,规范公司计算机系统的使用,确保公司数据安全。
2.范围:公司所有计算机化系统。
3.责任人:企业负责人、质量负责人、生产负责人及各部门负责人。
4.内容:4.1计算机化系统定义:由硬件、系统软件、应用软件以及相关外围设备组成的,可执行某一功能或一组功能的体系。
4.2计算机化系统管理原则:4.2.1计算机化系统代替人工操作时,应当确保不对产品的质量、过程控制和其质量保证水平造成负面影响,不增加总体风险。
4.2.2风险管理应当贯穿计算机化系统的生命周期全过程,应当考虑数据完整性和产品质量。
作为质量风险管理的一部分,应当根据书面的风险评估结果确定验证和数据完整性控制的程度。
4.2.3供应商提供产品或服务时(如安装、配置、集成、验证、维护、数据处理等),应当与供应商签订正式协议,明确双方责任,并基于风险评估的结果开展供应商质量体系审计。
4.3术语:4.3.1计算机化系统生命周期:计算机化系统从提出用户需求到终止使用的过程,包括设计、设定标准、编程、测试、安装、运行、维护等阶段。
4.3.2应用程序:安装在既定的平台/硬件上,提供特定功能的软件。
4.3.3 PLC(programmable logic controller):可编程控制器。
4.3.4 URS:用户需求标准,用户需求说明书.4.3.5 I/O:输入/输出4.3.6白盒法:白盒法也称为结构测试或者是逻辑驱动测试,是在软件测试过程中,由详细设计提供的文档,从软件的具体的逻辑结构和执行路径出发,设计测试用例,完成测试的目的,白盒法测试主要用于测试程序内部逻辑。
4.3.7黑盒法:黑盒法也称功能测试或者数据驱动测试,是基于规格说明的测试,它是在已知产品所应具有的功能,通过测试来检测每个功能是否都能正常使用,在测试时,把程序看作一个不能打开的黑盒子,在完全不考虑程序内部结构和内部特性的情况下,测试者在程序接口进行测试,它只检查程序功能是否按照需求规格说明书的规定正常使用,程序是否能适当地接收输入数据而产生正确的输出信息,并且保持外部信息(如数据库或文件)的完整性,常用如下4 种方法:4.3.7.1 等价划分法(将系统的输入区域划分为若干等价类,用每个等价类中的一个具有代表性的数据作为测试数据)。
SMP-04-008-00 产品上市放行管理规程
1、目的:建立产品上市放行管理规程,对每批药品进行质量评价,保证放行上市的药品生产符合GMP要求。
2、范围:本规程适用于公司产品上市放行的有关生产质量活动。
3、责任:质量负责人、质量受权人、生产负责人、质量部、生产部、质保中心、质控中心、对本规程的实施负责。
4、正文:上市放行产品应是按《委托生产合同》、《委托生产质量保证协议》约定事项,在符合《药品生产质量管理规范》要求下生产的合格产品,生产过程符合药品注册工艺要求,各工序严格按规程操作,记录数据完整、真实、准确、可追溯。
受托方按约定要求完成了产品取样检验,各项目严格按规程进行检验,记录数据完整、真实、准确、可追溯,结果符合质量标准要求。
该批次产品受托方生产管理部门、质量管理部门负责人进行生产审核,《产品放行审核单》经受托方质量受权人审核批准。
4.1出厂放行4.1.1受托生产产品出厂放行由受托方质量受权人负责审核产品的批生产记录和批检验记录等,对合规生产和质量符合相关标准负责,并做出是否出厂放行的决定,签发《产品上市放行审核单》。
4.1.2受托方质量受权人同意出厂放行的产品,受托方在3个工作日内,将该批产品批生产记录和批检验记录和有关的图谱、检验报告等文件记录一并提交我公司质保中心,为节约资源和时效,允许扫描以电子版形式提交。
4.1.3经受托方质量受权人同意出厂放行的产品应存放于受托方仓库,仅限于出厂放行,不得上市销售。
4.1.4受托方应对产品的储存环境进行有效监控和维护,按产品储存条件要求进行储存,储存环境应符合GMP要求。
产品发运期间,受托方应采取必要的措施, 确保产品包装的完整性和避免混淆、差错、污染和交叉污染的风险,确保产品在运输过程中符合GMP要求。
4.1.5受托方仓库凭受托方“成品入库单”、该批次产品检验报告书、受托方质量受权人批准的“产品放行审核单”验收入库。
入库产品不得擅自出库销售,做好“暂停出库”相关标识。
4.1.6受托方质量受权人作出不予出厂放行决定的,应在3个小时内告知我公司,并阐明原因。
gmp文件目录
gmp文件目录生产管理、质量管理文件目录一、办公室文件目录二、质量技术部文件目录三、生产物控部文件目录四、工程部文件目录五、销售部文件目录六、验证文件目录办公室GMP文件目录序号文件编号文件名称1 SMP-AA-001-00 文件书写格式制度2 SMP-AA-002-00 文件分类管理规程3 SMP-AA-003-00 标准的起草、审核、批准、发放、修订和废除管理制度4 SMP-AB-001-00 部门职责5 SMP-AB-002-00 总经理岗位职责6 SMP-AB-003-00 办公室经理岗位职责7 SMP-AB-004-00 财务部经理岗位职责 8 SMP-AB-005-00 质量部经理岗位职责 9 SMP-AB-006-00 生产物控部经理职责10 SMP-AB-007-00 工程部经理岗位职 11 SMP-AB-008-00 销售部经理岗位职责 12 SMP-AB-009-00 QA岗位职责13 SMP-AB-010-00 QC岗位职责14 SMP-AB-011-00 质量部留样观察员岗位职责 15 SMP-AB-012-00 安全员岗位职责16 SMP-AB-013-00 卫生员岗位职责17 SMP-AB-014-00 采购员岗位职责18 SMP-AB-015-00 仓管员岗位职责19 SMP-AB-016-00 生产车间主任岗位 20 SMP-AB-017-00 生产车间操作工岗位职责 21 SMP-AB-018-00 生产车间技术员岗位职责 22 SMP-AB-019-00 空调系统岗位职责 23 SMP-AB-020-00 配电房岗位职责24 SMP-AC-001-00 档案管理规程25 SMP-AC-002-00 员工健康管理规程 26 SMP-AC-003-00 员工培训和教育管理制度 27 SMP-AC-004-00 人员招聘上岗管理规程 28 SMP-AD-001-00 厂区环境卫生、绿化管理制度 29 SMP-AD-002-00 卫生管理制度30 SMP-AE-001-00 劳动纪律管理条例及考核细则 31 SMP-AE-002-00 外来人、车辆、物资进出公司管理规程32 SMP-AE-003-00 文明办公管理规程质量部GMP文件目录序号文件编号文件名称1 SMP-CA-001-00 生产现场质量检查管理规程2 SMP-CA-002-00 技术、质量分析会管理规程3 SMP-CA-003-00 质量事故管理规程4 SMP-CA-004-00 物料、半成品、成品确认放行管理规程5 SMP-CA-005-00 不合格品管理规程6 SMP-CA-006-00 质量投诉管理规程7 SMP-CA-007-00 退货管理规程8 SMP-CA-008-00 产品收回管理规程 9 SMP-CA-009-00 用户访问管理规程 10 SMP-CA-010-00 GMP自检管理规程 11 SMP-CA-011-00 偏差处理管理规程 12 SMP-CA-012-00 称量管理规程13 SMP-CA-013-00 洁净厂房环境监测管理规程 14 SMP-CA-014-00 工艺用水的监测及管理规程 15 SMP-CA-015-00 留样观察管理规程 16 SMP-CA-016-00 物料供应商审计管理规程 17 SMP-CA-017-00 产品质量档案管理规程 18 SMP-CA-018-00 批记录管理规程19 SMP-CA-019-00 取样管理规程20 SMP-CA-020-00 标签管理规程21 SMP-CA-021-00 仓库监控管理规程 22 SMP-CA-022-00 物料检验管理规程23 SMP-CA-023-00 工艺规程的制(修)订、审批、发放管理规程24 SMP-CA-024-00 工艺查证管理规程 25 SMP-CB-001-00 实验室管理规程26 SMP-CB-002-00 试剂室管理规程27 SMP-CB-003-00 实验室温湿度控制管理规程 28 SMP-CB-004-00 质量检验管理规程 29 SMP-CB-005-00 检验原始记录管理规程 30 SMP-CB-006-00 检验报告单的管理规程31 SMP-CB-007-00 检验方法中技术参数和数据处理管理规程32 SMP-CD-001-00 化学试剂管理规程33 SMP-CD-002-00 标准溶液管理规程34 SMP-CD-003-00 标准品、对照品管理规程 35 SMP-CD-004-00 玻璃仪器管理规程36 SMP-CD-005-00 剧毒试剂管理规程37 SMP-CD-006-00 毒害废液、生物活性物质管理规程 38 SMP-CD-007-00 培养基管理规程39 SMP-CE-001-00 检验仪器设备管理规程STP-CF-001-00 XXXXXX工艺规程STP-CF-002-00 食品中水分测定法STP-CF-003-00 灰分测定法STP-CF-004-00 食品中铅的测定STP-CF-005-00 食品中汞的测定STP-CF-006-00 食品中砷的测定STP-CF-007-00 崩解时限检查法STP-CJ-001-00 洁净区(室)的洁净度监测标准SOP-CA-001-00 批生产记录审核操作规程SOP-CA-002-00 物料、半成品、成品审核放行操作规程SOP-CA-003-00 胶囊质量监控操作规程SOP-CA-004-00 清场检查操作规程SOP-CB-001-00 XX电子天平操作规程SOP-CB-002-00 XXX系列鼓风干燥箱操作规程SOP-CB-003-00 XXX型菌落计数器操作规程SOP-CB-004-00 XXX微波/烧烤炉操作规程SOP-CB-005-00 XXX恒温恒湿箱操作规程SOP-CB-006-00 XXX霉菌培养箱操作规程SOP-CB-007-00 XXXF净化工作台操作规程SOP-CB-008-00 ZB—1D型智能崩解仪操作规程SOP-CB-009-00 箱式电阻炉操作规程SOP-CB-010-00 YJ--A电动匀浆仪操作规程SOP-CB-011-00 XXX型立式自动压力蒸气灭菌器操作程序SOP-CC-001-00 盐酸滴定液配制与标定程序SOP-CC-002-00 硝酸银滴定液配制与标定程序SOP-CC-003-00 硫酸滴定液配制与标定程序SOP-CC-004-00 XXXX配制与标定程序SOP-CD-001-00 取样程序SOP-CE-001-00 玻璃仪器清洗程序SOP-CE-002-00 微生物玻璃器皿清洗消毒操作程序SOP-CE-003-00 微生物检验室使用清洁操作程序SOP-CE-004-00 洁净室工作服使用、清洁与灭菌程序SOP-CE-005-00 微生物检验室物品清洁、消毒和灭菌程序SOP-CE-006-00 取样工具及样品容器的清洗、灭菌、保存及传递程序SOP-CE-007-00 冰箱、冷柜的使用清洁程序SOP-CG-001-00 胶囊塑料瓶检验操作规程SOP-CG-002-01 纸盒、纸箱和纸张印刷品检验操作规程SOP-CG-003-01 洁净区域尘粒检测SOP-CG-004-01 洁净区域沉降菌检测生产物控部GMP文件目录序号文件编号文件名称1 SMP-EA-001-00 生产计划和调度管理规程2 SMP-EA-002-00 批生产指令管理规程3 SMP-EA-003-00 产品批号、生产日期和有效期管理规程4 SMP-EA-004-00 生产过程管理规程5 SMP-EA-005-00 物料平衡管理规程6 SMP-EA-006-00 生产车间状态标志和定置管理规程7 SMP-EA-007-00 生产记录管理规程8 SMP-EA-008-00 生产车间安全管理规程9 SMP-EA-009-00 模具间管理规程10 SMP-EA-010-00 生产废弃物的管理规程 11 SMP-EA-011-00 生产过程可利用物料管理规程 12 SMP-EA-012-00 车间新员工培训上岗管理规程 13 SMP-EA-013-00 外来人员进入生产区管理规程 14 SMP-EA-014-00 洁净服、洁净工作鞋管理规程 15 SMP-EA-015-00 一般生产区工作服、工作鞋管理规程 16 SMP-EA-016-00 生产事故处理管理规程 17 SMP-EB-001-00 物料采购管理规程18 SMP-EB-002-00 供应商档案管理规程 19 SMP-EB-003-00 印刷模具管理规程20 SMP-EC-001-00 标签库管理规程21 SMP-EC-002-00 仓库管理规程22 SMP-EC-003-00 物料报表和盘存管理规程 23 SMP-EC-004-00 不合格品库管理规程 24 SMP-EC-005-00 仓库虫鼠防范管理规程 25 SMP-ED-001-00 物料入库管理规程26 SMP-ED-002-00 物料发放、退库管理规程 27 SMP-ED-003-00 物料代号及编号管理规程 28 SMP-EE-001-00 清场管理规程29 SMP-EE-002-00 生产车间消毒管理规程 30 SMP-EE-003-00 乳胶手套、一次性口罩管理规程 31 SMP-EE-004-00 洁净区卫生管理规程 32 SMP-EE-005-00 一般生产区卫生管理规程 33 SMP-EE-006-00 洁净区洁净间管理规程 34 SMP-EE-007-00 一般生产区洁净间管理规程 35 SMP-EE-008-00 容器清洗存放室管理规程36 SMP-EE-009-00 除虫灭害管理规程37 SMP-EE-010-00 杀虫剂的使用管理规程38 SOP-EB-001-00 印字包材交付印刷程序 38 SOP-EC-001-00 仓库设备设施清洁维护规程 39 SOP-EC-002-00 人员进出危险品库操作程序 40 SOP-ED-001-00 标签寄入退库、存放、领发程序41 SOP-ED-002-00 请求补料标准操作程序 42 SOP-ED-003-00 物料寄库清洁程序43 SOP-ED-004-00 货位卡填写标准操作程序 44 SOP-ED-005-00 不合格标签的退库与销毁 45 SOP-EE-001-00 XXX产品岗位标准操作程序 46 SOP-EF-001-00 生产操作前检查标准操作程序 47 SOP-EF-002-00 称量岗位标准操作程序 48 SOP-EF-003-00 领退料标准操作程序 49 SOP-EF-004-00 胶囊制剂装量差异检查标准操作程序 50 SOP-EF-005-00 生产过程中紧急、异常情况处理标准操作程序51 SOP-EF-006-00 消毒剂配制和使用标准操作程序 52 SOP-EF-007-00 洁净区地漏消毒标准操作程序 53 SOP-EF-008-00 酒精配制标准操作程序 54 SOP-EF-009-00 传递窗使用程序55 SOP-EF-010-00 进入生产区标准操作程序 56 SOP-EF-011-00 进出洁净区标准操作程序 57 SOP-EF-012-00 车间物料进出洁净区程序 58 SOP-EG-001-00 XXX设备清洁标准操作程序 59 SOP-EH-001-00 公共操作间清洁标准操作程序工程部GMP文件目录序号文件编号文件名称1 SMP-FA-001-00 安全管理规程2 SMP-FA-002-00 安全事故报告管理规程3 SMP-FA-003-00 动火管理规程4 SMP-FA-004-00 消防器材管理规程5 SMP-FA-005-00 防尘、防毒、防职业病管理规程6 SMP-FA-006-00 三废排放管理规程7 SMP-FB-001-00 固定资产管理规程8 SMP-FB-002-00 锅炉、压力容器管理规程 9 SMP-FB-003-00 设备开箱验收管理规程 10 SMP-FB-004-00 设备档案管理规程11 SMP-FB-005-00 设备管理规程12 SMP-FB-006-00 动力设备管理规程13 SMP-FB-007-00 空调净化系统管理规程 14 SMP-FB-008-00 锅炉水质检测管理规程 15 SMP-FB-009-00 备品、备件管理规程 16 SMP-FB-010-00 设备的使用管理规程 17 SMP-FC-001-00 厂房、设施管理规程 18 SMP-FC-002-00 洁净区维修施工管理规程 19 SMP-FD-001-00 配电房管理规程20 SMP-FJ-001-00 计量器具管理规程21 SMP-FJ-002-01 计量器具统一编号管理规程 22 SMP-FJ-003-01 不合格计量器具管理规程 23 SMP-FN-001-00 停电、停汽、停水处理规程26 SOP-FB-001-00 XXX全自动胶囊填充机标准操作程序 27 SOP-FB-002-00 XXX全自动胶囊填充机维护保养程序 28 SOP-FB-003-00 XXXX型热风循环烘箱标准操作程序 29 SOP-FB-004-00 XXXX型热风循环烘箱维护保养程序 30 SOP-FB-005-00 XXXX封口机标准操作程序 31 SOP-FB-006-00 XXXX封口机维护保养程序销售部GMP文件目录序号文件编号文件名称1 SMP-GA-001-00 产品销售管理规程2 SMP-GA-002-00 成品验收、贮存、发放管理规程3 SOP-GA-001-00 成品入库操作规程4 SOP-GA-002-00 成品运输操作规程5 SOP-GA-003-00 成品出库操作规程6 SOP-GA-004-00 产品收回操作规程验证文件目录序号文件编号文件名称1 SMP-ZA-001-00 验证管理规程固体生产线HVAC系统验证 3 STP-ZA-002-004 STP-ZA-003-00 质检区HVAC系统验证5 STP-ZA-004-00 压缩空气系统验证6 STP-ZB-001-00 XX产品工艺验证STP-ZC-001-00 全自动胶囊填充机清洗验证 8XXX全自动胶囊充填机验证 9 STP-ZE-001-0010 STP-ZE-002-0011 STP-ZE-003-00XXXX型热风循环烘箱验证 12 STP-ZE-004-00XXXX封口机验证(DL-500E微电脑电磁感应封口机) 13 STP-ZE-005-00下面是赠送的合同范本,不需要的可以编辑删除~~~~~~教育机构劳动合同范本为大家整理提供,希望对大家有一定帮助。
Esco产品与服务指南2019-2020说明书

Esco Product Guide2Table of ContentsGuide to Esco Products and ServicesCorporate Profile ......................................................................................................................................................3T radition of Quality and Innovation ..............................................................................................................4Research and Development ...............................................................................................................................8Products and Applications ..................................................................................................................................9Sample PreparationBiological Safety Cabinets............................................................................................................................................10 Laminar Flow Clean Benches........................................................................................................................................11 Lab Animal Research Workstations............................................................................................................................12 L aboratory Centrifuges.. (13)Sample CultivationCO 2 and CO 2 / O 2 Incubators..........................................................................................................................................14 Laboratory Shakers.. (15)Sample StorageUpright Ultra-low Temperature Freezers..................................................................................................................16 Laboratory Refrigerators and Freezers. (17)Sample ProtectionRemote Monitoring, Datalogging, Programming Software...................................................................................18 Intelligent Remote Monitoring Application Protocol...................................................................................................19 Wireless Monitoring System........................................................................................................................................20 Sample Tracking System.. (21)Chemical ResearchDuctless Fume Hoods...................................................................................................................................................22 Laboratory Fume Hoods (23)General EquipmentLaboratory Thermostatic Products (24)Sample Handling and AnalysisConventional Thermal Cyclers, Microplate Shaker.....................................................................................................25 PCR Cabinets. (26)Esco Healthcare EquipmentEsco Pharma.................................................................................................................................................................27 TaPestle Rx....................................................................................................................................................................28 VacciXcell. (29)Assisted Reproductive T echnology (ART) Equipment .........................................................................30After Sales Services ...............................................................................................................................................31Esco Global Network .. (32)Esco represents innovation and forward-thinking designs, which are all coupled with the highest standard quality since 1978. The Esco Group of Companies remains dedicated in delivering innovative solutions for the clinical, life sciences, research, industrial, laboratory, pharmaceutical and IVF community. With the most extensive product line in the industry, our products have passed a number of international standards and certifications. Esco operates under ISO 9001, ISO 14001 and ISO 13485.Availability and Accessibility. Headquartered in Singapore, Indonesia and Philippines, manufacturing facilities are located in Asia and Europe. R&D is conducted worldwide spanning the US, Europe and Asia. Sales, services and marketing subsidiaries are located in 42 major markets including the US, UK, Japan, China and India. Our regional distribution centers are located in Singapore, Malaysia, Thailand, Vietnam, Myanmar, Indonesia, Philippines, Bangladesh, Hong Kong, Taiwan, South Korea, China, Japan, India, UAE, Central and South Africa, Denmark, Germany, Italy, Lithuania, Russia, United Kingdom and USA. Because of our worldwide presence, you can be sure that Esco is within your reach.High Quality, Reliable and Dependable. Our customers are confident that only with the best quality, reliable, and dependable products, can they be sure of the accuracy of their research and procedures. Cross functional teams from Esco Production, R&D, Quality Assurance and Senior Management, are regularly assembled to review and implement areas for improvement.Esco Cares for Your Safety. Esco focuses on providing safety not just for your samples but also for you and the environment.Esco Cares for Your Comfort. Comfort of our users is ensured by building ergonomic designs and by reducing the noise levels of the units. Esco Cares for the Environment. One in every four of Esco's employees is involved in Research and Development and a number of these evaluate new components and/or designs to produce energy efficient equipment. Being GREEN is more than just modifying the parts we use to produce a new energy efficient technology, it also embodies the every aspect of the company.Customer Service and Support. Our service does not stop once purchase has been made. Esco gives on-time customer service and offers end-user seminars, service training, preventive maintenance, provides educational materials and informative videos.As Esco takes the opportunity to respond to the world’s needs, we aim not just to contribute in the advancement of scientific discoveries but also in making the world a safer, healthier and a better place to live in.Welcome to EscoEsco’s Vision is to provide enabling technologies forscientific discoveries to make human lives healthier and safer.Tradition of Quality & Innovationthe National Standard for Biological Safety Cabinets.Esco became member of NSF Joint Committee and JACACommittee.Worldwide expansion of sales and services through the establishment of offices in USA, UK, China and Bahrainincubator with , the certifiedEsco Pharma equipment was launched at PMECIncubator (Direct Heat Air-Jacketed, Water Jacketed and With Cooling ShakersAccess Animal Containmentmechanism andContainment Barrier IsolatorEsco Product GuideEsco Group acquired the AT Medical UAB, which Esco launches Bio Booth, aIsolator (TFAI)™ with PodAn integral part of our business planning effort is based on managing a robust research and development program in Singapore, China, Europe and the USA, balanced against an investment in service support, training and customer education. Compared to industry averages, Esco invests a significant percentage of annual revenues in research and development. As a result of our investment, and with continuous feedback and idea evaluation among our research, global sales, marketing, purchasing and manufacturing teams; Esco products reflect the best contemporary designs in performance, ergonomics and customer satisfaction.Research and DevelopmentEsco's manufacturing advantage stems from our extensive degree of vertical integration, enabled by our world-leading high throughput. All processes, with a few exceptions, are performed in-house. This allows us to achieve quality and reliability that is truly world class.Esco's focus on quality and timeliness is relentless. Continuous improvement is a mantra. Cross-functional teams from Esco Production, R&D, Quality Assurance, Senior Management, are regularly assembled to review and implement areas for improvement.Every year, Esco manufacturing site is audited by certification bodies like ISO 9001, ISO 14001, ISO 13485, NSF International, UL International, and TUV Nord Germany. Our machines safety, workplace safety, and environmental safety are also audited by different government institutions.All of the third party certifications and audits help our customers to ensure Esco manufacturing site’s consistency of producing high quality products and continual improvements.Production and Quality• Incoming materials inspection and warehousing • CNC-controlled sheet metal fabrication• Full range of welding including MIG, TIG, Spot, Orbital, and Robotic welding• Environment-friendly powder coating lines • Electromechanical final product assembly• Electrical / electronics sub-assembly• Multi-step electrical and physical performance testing• Independent quality control at each step in the production cycle • Microbiology, chemistry, containment test labs • Instruments calibration laboratory• Engineers located in technology centers in Singapore, China, Europe, UK and the USA • Growing patent portfolio • Core competencies: - Embedded system, sensor and software development and integration- Containment engineering for biohazards, chemical vapors and hazardous powders - Decontamination cycle development -Computational fluid dynamics- T emperature, humidity, gas and environmental control - Imaging systems- Wireless and remote monitoring -cGMP laboratory designEsco Product GuideProducts and ApplicationLife Sciences Laboratory EquipmentMedical / IVF EquipmentSample Preparation• Class I Biological Safety Cabinets• Class II Microbiological Safety Cabinets • Class II Type A2 Biological Safety Cabinets • Class II Type B1 Biological Safety Cabinets • Class II Type B2 Biological Safety Cabinets • Class III Biological Safety Cabinets• Horizontal Laminar Flow Clean Benches • Vertical Laminar Flow Clean Benches• Laboratory Animal Research Workstations • Laboratory CentrifugesControlled Embryo Handling• IVF Workstation- Stereo Zoom Microscope • Anti-vibration TableSample Storage & Sample Protection Solutions• Ultra-low Temperature Freezers • Lab Refrigerators and Freezers• Sample Database Management Software• Intelligent Remote Monitoring Application Protocol • Remote Monitoring, Datalogging, Programming Software • Wireless Monitoring SystemGeneral EquipmentLaboratory Thermostatic Products • Laboratory Oven • Laboratory Incubator • Refrigerated Incubator • Natural Convection IncubatorForensic Sciences• Evidence Drying CabinetSample Cultivation• CO 2 Incubators, Direct Heat Air-Jacketed • CO 2 Incubators with Cooling System• CO 2 Incubators with Stainless Steel Exterior • Laboratory ShakersSample Handling and AnalysisPCR Thermal Cyclers • Conventional Thermal Cyclers PCR Sample Handling • Microplate Shakers • PCR CabinetsChemical Research• Ductless Fume Hoods • Laboratory Fume Hoods • Fume Hood Airflow Monitors • Exhaust Blowers• Powder Weighing Balance EnclosuresHealthcareVacciXcell ProductsBioreactors and Fermenters • CelCradle™• TideCell ®• StirCradle™• StirCradle™-Pro• VacciXcell™ Hybrid bioreactor Cell Culture Monitoring, Media and Consumables • Super Plus™• Plus™ Vero • Plus™ MDCK • Plus™ MDCK II• BioNOC™ II macrocarriers• GlucCell ® Glucose Monitoring System • CVD KitFilling Line Equipment • Asepticell ®• Traditional Filling Line Integrated Solutions • Cell Processing Isolator • Cell Processing CenterEsco Pharma ProductsAirflow Containment Products • Pharmacon ®Downflow Booths• Ceiling Laminar Airflow Units • Laminar Flow Horizontal Trolley • Laminar Flow Vertical Trolley• Enterprise ® Laminar Flow Straddle Units • Garment Storage Cabinet • Cytotoxic Safety Cabinets Isolation Containment• Aseptic Containment Isolator (ACTI)• Weighing and Dispensing Containment Isolator (WDCI)• General Processing Platform Isolator (GPPI)• Containment Barrier Isolator (CBI)• Turbulent Flow Aseptic (Grade A) Isolator (TFAI)• Isoclean ® Healthcare Platform Isolator (HPI)• Streamline ® Compounding Isolators (SCI)• Technetium Dispensing Isolators • Blood Cell Labeling Isolators• Open and Closed Restricted Barrier Access Systems (RABS)Cross Contamination Facility Integrated Barrier • Cleanroom Air Showers • Infinity ® Air Shower Pass Box • Infinity ® Cleanroom Transfer Hatch • Infinity ® Pass Boxes• Soft Capsule ® Soft Wall Cleanroom• Dynamic Passboxes and Dynamic Floor Label Hatches • Esco BioPass™ Pass Through Ventilation Containment • Ventilated Balance Enclosure • Extraction Hoods/Enclosures • Local Exhaust Ventilation SystemsT aPestle Rx Products and ServicesPRODUCTSSERVICESFACILITY DESIGNSPharmacy Automation and Compounding Supply • Compounding Pharmacy Isolators (SCI, HPI, CBI, GPPI)• Safety Cabinets and Enclosures (Class II BSC, VBE, LFC)• Radiopharmacy Hoods and Isolators • Automated IV Compounding System*• Aseptic Filling Systems*Southeast Asian Markets onlyHealthcare and Laboratory Construction Components • Prefabricated Walls (Airecell ®)• Prefabricated Containerized Facility (Prefab™)• Series Ceiling Systems• Hygienic/Hermetic Door Systems • Surgical Scrub Sinks • Vinyl Tiles and Epoxy• Laboratory Fit-outs - Worktops - Frames- Specialty Storage cabinets- Service Spines & Reagent Shelving • Conceptualization • Planning • Procurement • Installation • Process Architecture• Biocontainment/Biosafety• Pharmacy Compounding/Nuclear Medicine • Cleanroom, Vaccine and Cell Processing • Laboratory• Containerized Facility • ART/IVF • Cold ChainSafe Embryo Culture• Benchtop Multi-room Embryo Incubators • CO 2 IncubatorsInnovative Time Lapse Imaging• Time-Lapse Embryo IncubatorAccurate Quality Control• CO 2 / O 2 Temperature Validation UnitLife Science | Sample PreparationAC1-4E8AC2-4S_-NS LA2-4A_-E LB1-4B_-E LB2-4B_-E AC3-4B_ NSF / ANSI 49Vertical Laminar Flow Cabinet• Air does not blow straight to user’s face • Air curtain is not disrupted by large object Horizontal Laminar Flow Cabinet• Easier to put sensitive material near clean air source• Contaminant is not blown towards sensitive materialUL 61010LHS-4_G-F_LHG-4DS-F_VDA-4A_VBD-4A_VA2-4A_-E UL 61010TCR-1500-_MCV-88-_MCR-88-_TCV-1500-_CLM-170-B-_CCL-170_-_CCL-HHS CCL-240_-_-SS CCL-240_-_-CuCCL-240_-_-PUL 61010IBS-R-19Esco offers laboratory shakers that fit all your needs. Cutting Edge Technologies, Robust Mechanism, Flexible Accessories, Intuitive Interface and Environment-friendly Design – making sure that Esco laboratory shakers deliver outstanding features and excellent performanceUUS-714B-_-SS UUS-714C-_-5DII series ULT freezer incorporates the best and most complete sample protection and sample organization system of any ULT freezer manufacturer. Ultra-low temperature (ULT) freezers are widely used in scientific research for long-term storage of samples. As ULT freezers are often operated at -80°C continuously for years, reliability is of paramount importance to researchers. Esco has usedHF2-400T-_HF2-1500S-_HC6-700S-_HP Series Laboratory Refrigerators and Freezers are high performance models designed to provide a high level of protection to samples used in life science research and clinical applications.• Ability to save and report log datain various formats.• Easy PC interface using USB, LAN cables orvia Wi-Fi.• Allows all Escothermostatic products to be connected and monitored for proper operation from a central location.Intelligent Remote Monitoring Application ProtocolLife Science | Sample ProtectionLife Science | Chemical ResearchChemical ResearchUL 1805EFA PPHEFP EFFEFI EFA-MLife Science | General EquipmentOFA-110-_IFA-110-_INA-110-_IFC-110-_Life Science | Sample Handling and AnalysisSwift TM Series ProvocellTM ShakingLife Science | Sample HandlingBiovapDecon SystemDFB G2TFAI BioPass VBETaPestle Rx is the division of Esco Healthcare that specializes in healthcare and laboratory design and construction, providing world class facility brought in line with international cGMP standards.TaPestle Rx is built on the legacy of two pharmacists whose oath is to consider the welfare of humanity and the relief of human suffering. Our primary concern is always fundamental in shaping our vision of elevating healthcare by providing access to life sciences tools in developing countries.PRODUCTSPharmacy Automation and Compounding Supply• Compounding Pharmacy Isolators (SCI, HPI, CBI, GPPI)• Safety Cabinets and Enclosures (Class II BSC, VBE, LFC)Esco Product GuideVacciXcell is the bioprocessing division of Esco Healthcare, particularly specializing in adherent bioprocessing. VacciXcell provides design and manufacture of single-use, multiple-use, and hybrid bioreactor solutions for the vaccine, cell therapy and biologics industry. VacciXcell envisions a world of vaccine self-sufficiency and easy access to advanced therapeutics and high quality biologics for all nations. VacciXcell is Esco’s social entrepreneurship, in line with the group’s vision to provide enabling technologies to make human lives safer and healthier.VacciXcell’s core technology is the tide motion system, which is the only bioreactor system in the world that has true linear scalability and can scale up to 5000 L!• CVD KitVacciXcell ProductsBioreactors and Fermenters • CelCradle™CelCradle TM CradlePro-IsoGlucCell ®Plus TM VeroStircradle TMPlus TM MDCKSuper Plus TMTideCell ® 5LVacciXcellMRI-6A10CCL-IVFMRI-TLMRI-MiniMAW-4D_AVT-1SCE IVFMAW-MS1Miri GA MiniMiri GASAFE SensAfter Sales ServicesHeadquartered at:v A _013019 c h u r e s a n d Join us on Social Media and Download our Apps!//https:// /EscoGlobal /EscoGlobal www.gplus.to /Fitra Check AppLVES App Your Quick Guide to ULTF AppPersonal ULTF Touch Esco JingleMrs Einesco Fertilization。
标准管理规程(SMP)
标准管理规程(SMP)
1、目的:制订消防管理规定,保证消防安全,保证产品质量,
起草:日期:
题目:消防管理规程
审核:日期:
标准编码:SMP- 批准:日期:
编订部门:设备计量处执行日期:年月日分发部门:生产副总、经理办、仓库、生产技术部、生产车间
使消防管理规范化。
2、适用范围:全厂所有消防单位、班组、工序。
3、有关责任:生产副总、生产技术部、各车间、相关班组。
4、规程内容:
4.1严格按照国务院、公安部和省市有关防火规定设置和配备足够的消防设施和器材。
4.2对重点防火部位,应设醒目的防火标记,严禁烟火,生产区内禁止吸烟。
4.3对易燃易爆、化学危险物品,要专库存放,严格领用、登记、清退手续。
4.4消防设施、器材的维护、保养、测试等应由消防主管部门统一管理。
4.5有意损坏或丢失消防设施(器材)的,要按《条例》规定处理。
4.6发生火警、火灾应作好扑灭初始火灾、疏散、报警,协助灭火等工作。
4.7消防设施和器材要经常保持在良好的使用状态,除特殊(发生
火警、火灾)情况和主管部门可以动用外,任何人无权动用。
4.8主管部门应划分消防部位,指定防火负责人,建立义务消防组织,每年组织一次消防演习。
KB-SMP-27-A0警戒线与纠偏线管理规程
警戒线与纠偏线管理规程文件编号KB/SMP-27-A0 颁发部门质量管理部版本号A0 起草人日期分发编号页数 3 审核人日期受控状态批准人日期生效日期2018 年 6 月 1 日分发范围:质量管理部、生产管理部、设备工程部、采购部、储运部、销售部、转化部、人力资源部、总务部、档案室1 目的建立警戒线和纠偏线管理制度,保证公用系统的正常运行。
2 适用范围适用于本公司公用系统的某些参数的管理。
3 职责与和权限质量管理部、设备工程部和生产管理部部对本制度的实施全面负责。
4 内容4.1 纯化水:4.1.1 电导率:根据工艺特点,纯化水电导率的警戒线为1.0us/cm(25℃),纠偏线为1.5us/cm (25℃)。
4.1.2 微生物限度:根据成品内毒素的控制标准,定警戒线为30CFU/ml,纠偏线为50CFU/ml。
4.2 洁净室4.2.1 沉降菌和浮游菌:根据工艺特点和产品内毒素的控制要求。
a) C级洁净室沉降菌的警戒线定为5个/皿/4h;D级洁净室沉降菌的警戒线定为80个/皿/4h;b) C级洁净室沉降菌的纠偏线定为10个/皿/4h;D级洁净室沉降菌的纠偏线定为90个/皿/4h;c) C级洁净室浮游菌的警戒线定为10个/皿/m3;D级洁净室浮游菌的警戒线定为100个/m3;d) C级洁净室浮游菌的纠偏线定为15个/m3;D级洁净室沉降菌的纠偏线定为150个/m3。
4.2.2 尘埃粒子数:根据工艺特点及要求。
a) C级洁净室动态尘埃离子数警戒线定为3000000个/m3(≥0.5μm)和2500个/m3(≥5μm);b) C级洁净室动态尘埃离子数纠偏线定为3520000个/m3(≥0.5μm)和2900个/m3(≥5μm);c) D级洁净室静态尘埃离子数警戒线定为3000000个/m3(≥0.5μm)和25000个/m3(≥5μm);d) D级洁净室静态尘埃离子数警戒线定为3520000个/m3(≥0.5μm)和29000个/m3(≥5μm)。
SMP-产品质量档案管理规程
标准管理文件STANDARD FILE MANAGEMENT审批分发部门一、目的:规范产品质量档案管理,规定归档时间和内容,使产品质量具有可追溯性。
二、适用范围:本规程适用于公司内所有产品的档案资料管理。
三、定义:不涉及四、职责:QA档案管理员对产品档案进行收集、整理、保管。
五、规程内容:1 本公司生产所有产品均要建立产品质量档案,将产品质量技术资料、检测数据等积累存档,为质量管理和检验工作提供决策依据。
2 产品质量档案的内容2.1 产品简介:包括产品名称、规格、批准文号、批准日期、处方或结构式、简要工艺流程、工艺处方、原辅材料消耗定额、适应症或功能主治等。
2.2 产品质量标准沿革,主要原辅料、中间产品、成品、包装材料、标签等质量标准、检验方法变更情况资料。
2.3 历年来与国内外同类产品的对比情况。
2.4 历年来产品留样复验情况、留样观察及产品稳定性试验资料,每年均要有数据和书面总结。
2.5 质量指标完成情况。
2.6 质量标准变更:变更申请表、药品监督管理部门的批准件等资料,对比试验资料等。
2.7 生产历史及大事记录,记述生产重大工艺改进情况。
2.8 提高产品质量的科研报告摘要,包括:工作总结、数据资料、方法、效果、质量改进文字资料。
2.9 历年来产品质量重大事故分析记录及处理情况。
2.10 用户访问意见、退货、产品收回、紧急召回等情况,每年记录归档。
2.11 包装规格要求、标签、说明书箱头文字、尺寸、材质标准、变更文字说明、变更后资料。
2.12 市级以上药检所抽检的检验报告书,进口产品口岸药检所检验报告书。
3 归档要求3.1 质量档案随时发生随时归档,不受时间限制。
3.2 立卷必须遵循文件材料的自然形成规律和保持文件材料之间的有机联系这一原则,主要按专业,按时间组卷。
3.3 产品质量标准文件及资料、记录等应一并归档,平时在形成归档资料时,必须印有统一格式,选择质量较好的纸张,用电脑打印,或用碳素笔书写,不得复写或用铅笔、圆珠笔书写。
KB-SMP-17-A0返工与重新加工管理规程
返工与重新加工管理规程文件编号KB/SMP-17-A0 颁发部门质量管理部版本号A0 起草人日期分发编号页数 3 审核人日期受控状态批准人日期生效日期2018 年 6 月 1 日分发范围:质量管理部、生产管理部、设备工程部、采购部、储运部、销售部、转化部、人力资源部、总务部、档案室1 目的确保产品通过返工或重新加工后其质量能符合预定的质量标准。
2 适用范围适用于不合格的中间体、成品、退回产品的返工或重新加工。
3 职责与权限生产管理部、储运部、质量管理部对本规程的实施负责。
4 内容4.1 返工4.1.1 返工的定义:将某一生产工序生产的不符合质量标准的一批中间体或待包装产品、成品的一部分或全部返回到之前的工序,采用相同的生产工艺进行再加工,以符合预定的质量标准。
4.1.2 返工基本原则1) 原辅材料:经检验确定为不符合企业质量标准的原辅材料,储运部按照不合格品进行退货处理;2) 中间产品:中间产品经检验确认不符合企业质量标准的,可进行返工处理。
返工须经质量负责人批准后进行,中间产品同一不符合项目只允许进行一次返工,中间体返工应按相应的SOP进行处理,并填写生产记录;3) 成品:成品出现以下不合格情况时,可做返工决定A.有关物质不符合内控标准规定的;B.水分含量超出内控标准范围的;C.溶剂残留超出内控标准范围的;D.含量不符合内控标准范围的;E.醋酸物超出内控标准范围的;F.包装破损、标签位置不正确等不符合质量要求的;G.其他不符合质量标准的项目,须经质量会议确定是否进行返工处理。
4.1.3 返工流程1) 返工产品由生产管理部提交“返工申请单”,并注明产品名称、批号、数量、完成期限、实施目的。
成品分装的零头由储运部申请进行返工,并提交“返工申请单”。
2) 所有待返工产品经质量管理部调查不合格原因后并确认返工后不影响产品质量,经质量负责人、总经理批准后返工。
4.1.4 产品返工1) 不合格中间体返工中间体返工应按相应的SOP进行处理,并填写生产记录,经返工处理后,检测合格转入下一生产工序。
-GMP文件分类
目的:建立GMP文件分类编号管理规程,保证GMP文件体系完整、规范适用范围:本公司所有GMP文件的分类编号责任:质量部负责本文件制定,生产部技术部、采购部、销售部;文件管理部门负责按照执行内容:1.本公司文件系统包括:标准(技术标准和工作标准)、记录(记录、台账、凭证)。
1.1 技术标准:是指生产技术活动中,依据国家、地方、行业标准,本公司制定、颁布的的企业书面要求。
1.1.1 质量标准:对产品的技术要求、检验方法、检验规则和标志、包装、贮存和运输的规定说明。
1.1.2 工艺规程:是对组织某种类产品生产基本条件和要求的描述。
1.2 工作标准:包括标准管理规程和标准操作规程1.2.1 标准管理规程:是指在生产经营活动中,为了行驶管理职能,使管理过程标准化、规范化而制定管理制度的书面要求。
1.2.2 标准操作规程:是指以人的工作为对象,对工作范围、职责、权限、工作方法等制定的规定、标准的书面要求。
1.3 记录:是反映实际生产经营活动中标准执行情况的原始资料。
2 为便于管理、使用,按照不同文件类别以不同文件夹存放,具体文件夹如下:2.1 机构与人员管理文件夹(含机构与人员岗位职责文件夹);2.2 厂房设施管理文件夹;2.3 设备管理文件夹;2.4 物料管理文件夹;2.5 卫生管理文件夹;2.6 验证管理文件夹;2.7 文件管理文件夹;2.8 生产管理文件夹;2.9 质量保证文件夹;2.10 质量控制文件夹;2.11 产品销售与收回文件夹;2.12 投诉与不良反应文件夹;2.13 自检文件夹;2.14 技术标准文件夹。
3. 本公司文件系统类别、类型、分组及代码如下:3.1 类别:技术标准(TS)文件系统工作标准标准管理规程(SMP)标准操作规程(SOP)记录(REC)3.2 类型:生产工艺规程(TS-PP)3.2.1技术标准(TS)质量标准(TS-QS)3.2.2 工作标准:机构与人员管理规程(SMP-JR)厂房与设施管理规程(SMP-CF)设备管理规程(SMP-SB)物料管理规程(SMP-WL)卫生管理规程(SMP-WS)验证与确认管理规程(SMP-QY)文件管理规程(SMP-WJ)标准管理规程(SMP)生产管理规程(SMP-SC)质量保证(SMP-QA)质量检验(SMP-QC)产品发运与召回(SMP-FZ)药品不良反应与质量投诉(SMP-FT)自检管理规程(SMP-ZJ)委托生产与委托检验管理规程(SMP-WT)机构与人员操作规程(SOP-JR)厂房与设施标准操作规程(SOP-CF)设备标准操作规程(SOP-SB)标准操作规程物料标准操作规程(SOP-WL)卫生标准操作规程(SOP-WS)质量检验标准操作规程(SOP-QC)确认与验证方案(SOP-QY)3.2.3 记录:机构与人员记录(REC-JR)厂房与设施记录(REC-CS)设备记录(REC-SB)物料记录(REC-WL)卫生记录(REC-WS)验证与确认记录(REC-QY)记录文件记录(REC-WJ)生产包装记录(REC-SC)质量保证记录(REC-QA)质量检验记录(REC-QC)产品发运与召回记录(REC-FZ)药品不良反应与质量投诉记录(REC-FT)自检记录(REC-ZJ)3.4 分组:3.4.1 设备(SB)生产设备(SS)检验仪器、量具(JS)计量仪表、衡器(YH)3.4.2 物料(WL)中药材原料(YY)辅料(FL)包装材料(BC)3.4.3 产品(CP)成品(CP)中间产品(ZC)3.4.4 水(SH)饮用水(YS)纯化水(CS)4. 文件系统编号管理4.1 每一个文件只对应唯一文件编号,反之,每个文件编号只对应一个文件,不得重码。
标准管理规程(SMP)
编码:SMP-B-004-00第 1 页 共 6页标准管理规程(SMP)规程名称:新增、变更物料供应商评估批准 规程编号:标准管理规程SMP-B-004-00编订部门: 质保部起草人:年月日审核部门: 质保部长审核人:年月日批准部门: 总经理批准人:年月日变更申请: 申请日期: 年 月 日批准日期:年月日变更内容:本 SMP 下发至: 质保部、物资部、生产部生效日期:年月日存放部门: 质保部□ 物资部□ 生产部□ 有效控制印章:1 目的:建立一个新增、变更物料供应商评估批准的标准管理规程,确保新增或变更的供应商的质 量,以保障企业生产产品的质量及物料供应的稳定性。
2 范围:适用于企业外购的原料、辅料、包装材料、化学试剂等所有供应商新增、变更的全过程。
3 责任:物资部负责人、质保部负责人、生产部负责人。
4 程序:4.1 物资部 4.1.1 收集供应商资质证明文件、索取物料样品、检验报告单及质量标准、确保证明文件在有效期 内。
4.1.2 提出新增/变更供应商申请,填写《新增、变更供应商审核流程表》。
4.1.3 对质保部对供应商的现场质量审计工作提供支持。
4.1.4 协助质保部起草《合格供应商名单》。
4.1.5 建立购入物料台账。
包括购入物料日期、数量、检验情况、供应商等。
4.2 质保部 4.2.1 审核拟新增/变更供应商资质的证明性材料,确保其符合国家法律法规要求。
4.2.2 组织必要的现场质量审计。
4.2.3 审批《新增、变更供应商审核流程表》。
4.2.4 起草和管理《合格供应商名单》。
4.2.5 建立供应商质量档案。
包括证明文件、质量协议、质量标准、检验报告单及厂内检验数据及 报告。
4.2.6 做好供应商质量档案的动态管理工作。
4.3 生产部/各生产车间 4.3.1 对物料供应商提供的样品按照生产工艺及配套使用原则要求进行试生产,并作出具体总结报 告。
4.3.2 对新物料供应商提出生产适用性意见。
PCR实验室标准操作规程
PCR实验室作业指导书文件编号:第1版编制:审核:批准:生效日期:2015年*月*日质管部PCR实验室公正性声明1、坚持公正立场认真对待每一例检测,不受任何对检测工作质量有不良影响的、来自实验室内部或外部的不正当的商业、财务和其他方面的压力和影响。
避免卷入任何可能会降低技术能力、公正性、判断或运作诚实性的信任的活动。
2、严格遵循实验室认可依据的国际标准,严格按标准的管理要素和技术要素的要求建立自我完善的管理体系和控制检测全过程各环节的机制,所有与检测有关的人员熟悉与之相关的质量文件,并在工作中执行这些政策和程序,真正把标准作为科学管理检测实验室的先进管理模式,尽可能把差错降到最低限度,确保检测数据准确可靠,检测结果和技术判断正确有效。
3、坚持以“客户为中心、质量第一”的服务宗旨,严格保护客户的机密和所有权,热忱提供优质服务,努力实现让上级放心、客户满意的服务标准。
4、主动开展实验室的比对实验和其他有效地检测质量监控方案,并通过日常检测的监督机制,持续改进、不断完善管理体系,从而保证其充分性和有效性。
修订页目录前言 (1)质量方针 (2)质量管理体系组织结构图 (4)一、工作制度 (5)PCR实验室的设置及管理规程 (5)PCR实验室内务管理规程 (6)PCR实验室人员的配置及管理规程 (7)PCR实验室管理规程 (10)PCR实验室生物安全防护措施 (14)PCR实验室废弃物的处理管理规程 (16)PCR实验室清洁消毒管理规程 (17)PCR实验室仪器设备的管理规程 (18)试剂管理规程 (20)清洁剂、消毒剂管理规程 (21)异常情况应急处理管理规程 (22)采购管理规程 (25)仓库管理制度 (28)临床标本的管理规程 (31)PCR实验室记录管理规程 (32)检验报告单发放、保密管理规程 (33)PCR实验室岗位责任制 (34)二、操作指导书 (36)PCR实验室的清洁消毒操作规程 (36)冰箱、冷藏柜的使用操作程序 (37)冰箱、冷藏柜的维护保养操作程序 (38)洁净工作台使用操作规程 (40)洁净工作台维护、清洁操作规程 (41)ABI 7500实时跟踪荧光PCR仪使用操作规程 (43)ABI 7500实时跟踪荧光PCR仪维护保养操作规程 (44)高速冷冻离心机使用标准操作规程 (45)高速冷冻离心机维护保养操作规程 (46)生物安全柜使用操作规程 (47)生物安全柜的维护保养操作规程 (49)加样器的使用操作规程 (50)加样器的维护保养操作规程 (51)干式恒温箱的使用操作规程 (52)干式恒温箱的维护保养操作规程 (53)紫外灯的使用操作规程 (54)紫外灯的维护保养操作规程 (55)温湿度计自行检定操作规程 (56)PCR实验室试剂的质检标准操作规程 (57)PCR实验室标本唯一标识编号编制操作规程 (58)临床标本的采集、运送、接收操作规程 (59)临床标本的保存操作规程 (61)清洁剂、消毒剂配制操作规程 (62)乙肝病毒核酸扩增荧光检测操作规程 (64)室内质量控制标准操作程序 (66)室间质评操作规程 (69)三、引用图表 (70)实验室负责人简历 (70)实验室工作人员一览表 (72)拟开展的临床基因扩增检验项目 (75)实验室质量管理程序文件和作业指导书(SOP)目录 (76)北京市医疗机构临床基因扩增检验实验室自查/审核表 (78)前言1.临床基因扩增实验室质量管理手册由以下部分组成:管理性程序;仪器设备标准操作程序、维护保养程序;检测项目操作程序;相关图表;相关复印件2.现有文件编号与本公司现行ISO9001质量体系一致;3.文件管理:现有的文件由公司行政办公室负责管理;实验室主任保存全套文件一份;各工作区保存该区使用的文件,以方便工作人员随时使用。
KB-SMP-01-A0文件管理规程
1 目的对与公司质量管理体系有关的文件进行管理,规定文件起草、修订、变更、撤销、销毁等的流程,确保各相关场所使用的受控文件均为有效版本。
2 适用范围适用于与公司质量管理体系有关的文件的管理。
3 职责与权限3.1 总经理负责制定和发布公司质量方针、目标;负责批准和发布公司《GMP手册》。
3.2 质量负责人负责公司《GMP手册》的审核,批准和发布公司质量管理体系运行所需的管理规程文件,批准其他质量有关的文件。
3.3 质量管理部3.3.1 负责组织公司《GMP手册》、管理规程的编写、修订和必要的评审;3.3.2 负责公司《GMP手册》、管理规程、管理制度、工艺规程、操作规程、质量标准等质量管理体系文件的备案、复制、分发、回收、撤销、销毁管理;3.3.3 负责质量管理部门职责相关文件的编写、审核;3.3.4 负责空白记录文件发放及记录归档管理。
3.3.5 负责收集和管理所需相关的国家、行业、国际标准的最新版本,编制公司现行“外来受控标准目录”。
3.4 公司职能部门负责本部门承担的管理制度、操作规程文件的编写、修改、评审和培训;负责所属管理的与质量管理体系有关的其他文件的编制、修改、评审和培训。
公司职能部门负责人审核本部门所属的与质量管理体系有关的其他文件。
4 内容4.1 文件的控制范围4.1.1 质量管理体系文件1) 质量方针和质量目标;2)《GMP手册》;3) 管理规程;4) 用于质量管理体系有效运行的其他质量文件,如部门制度等;5) 质量管理活动的计划、说明、通知等形成的文件;6) 必要时引用的其他管理体系的文件。
4.1.2 相关的法律法规、国际标准、国家标准、行业标准等。
4.1.3 与具体物料、设备、设施有关的文件,如物料检测报告,设备说明书、第三方检测报告等。
4.2 文件的编号4.2.1 质量管理体系文件的编号1)《GMP手册》:KB/GMP-XX-MNKB:公司缩写,GMP:药品《GMP手册》缩写,XX:《GMP手册》顺序号,MN《GMP 手册》编制版本号及修订次数。
SMP-QA-XX 计算机化系统管理规程

此处省去企业标识和名称1.目的:确保公司计算机化系统运行稳定、准确、真实、可靠,计算机化系统代替人工操作时,不会对产品的质量、过程控制和其质量保证水平造成负面影响,不增加总体风险。
2.范围:本规程适用于生产设备、公用系统、检验/分析仪器、计量/称量仪器等所需的计算机化系统。
3.职责:3.1工程部:对我公司计算机化系统全面负责,负责协同相关使用部门对公司主要计算机化系统的安装、调试、验收、验证、登记、配备、维修、检查、改造、报废和更新的全过程进行综合管理。
技术角度完成供应商审计工作,包括供应商技术能力评估、软件开发标准及软件测试能力审核、程序编制人员的资格审定、硬件开发及制造能力评估等。
3.2.工程部信息管理岗:配合工程部负责计算机化系统软件方面的管理,参与计算机化系统软件的规划、选型、购置、安装、调试、验收、验证、维修、检查、改造及供应商管理等管理工作,并在计算机化系统使用及维护过程中提供技术支持。
3.3.使用部门:在工程部、工程部信息管理岗、质量保证部指导下正确使用、维护、验证计算机化系统。
3.4.质量保证部:监督本文件的正确实施。
4.内容4.1定义:4.1.1计算机化系统:计算机化系统由一系列硬件、软件、网络组件和可控的功能和相关文件组成,以满足特定的功能。
4.2.2计算机化系统生命周期:计算机化系统从提出用户需求到终止使用的过程,包括设计、设定标准、编程、测试、安装、运行、维护等阶段。
4.2计算机化系统的管理原则4.2.1计算机化系统代替人工操作时,应当确保不对产品的质量、过程控制和其质量保证水平造成负面影响,不增加总体风险。
4.2.2风险管理应当贯穿计算机化系统的生命周期全过程,应当考虑患者安全、数据完整性和产品质量。
作为质量风险管理的一部分,应当根据书面的风险评估结果确定验证和数据完整性控制的程度。
4.2.3针对计算机化系统供应商的管理制定操作规程。
供应商提供产品或服务时(如安装、配置、集成、验证、维护、数据处理等),应当与供应商签订正式协议,明确双方责任,按照《计算机化系统供应商管理规程》(SMP-QA-62)开展供应商质量体系审计4.2.4计算机化系统的使用和管理,需要专门的、专业的人员,操作、维护、培训、指导、确认、验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 目的
明确公司产品与服务提供的管理,确保所提供的产品及服务是符合法规、产品技术要求,并满足顾客的要求。
2 适用范围
适用于我公司医疗器械产品及服务提供后的管理。
3 职责与和权限
3.1营销部
负责与顾客沟通,建立产品与服务供求关系,生产管理部、采购部、仓储部负责具体产品与服务的提供。
3.2质量保证部
负责产品及服务提供过程的检查监督。
4 程序
4.1 产品的提供
4.1.1 营销部进行相应产品市场的调研与市场开拓,研发部结合调研结果设计开发新的产品,或对上市后产品进行评价,主动收集客户对产品的需求与要求,为产品的开发与改进提供依据。
4.1.2 生产管理部进行产品的制造与加工,过程中做好产品的防护,确保按照顾客技术要求完成产品的生产制造。
4.1.3 储运部对原材料、加工件、中间品、成品按要求进行存放,进行产品的发运工作,保证存放环境的符合性和运输环境的符合性。
4.1.4 质量控制部对客户需求产品进行检验与测量,保持产品与过程检验、测试的记录,对顾客产品按照技术要求完成检验报告。
4.1.5采购部优选材料供应商,确保材料的供应,必要时与客户共同选择符合要求的供应商,确保原材料质量与供应。
4.1.6 质量保证部与顾客沟通,对接产品的质量风险进行管控,对原材料采购、产品制造、储运进行监视,确保产品的整改过程是符合要求的。
4.2 服务的提供
4.2.1 对于公司医疗器械所涉及的服务,营销部负责与客户的对接,确保服务提供的时限与内容。
4.2.2 营销部提供客户的答疑工作,协调公司其他部门与客户之间的沟通工作。
4.2.3 研发部、质量保证部、生产管理部、质量控制部、行政部提供有关的技术与数据支持,保证客户的需求。
4.3 产品与服务提供流程
4.3.1 产品提供流程
a) 营销部提供市场或客户需求信息,公司成型的产品,直接与储运部、生产管理部确定生产周期或交货日期,客户定制的特殊产品或加工产品,营销部组织研发部、质量控制部、采购部、生产管理部、质量保证部确定公司设计开发、制造生产、检验测试及采购能力是否满足,必要时与客户沟通;
b) 研发部对需要开发设计的产品进行开发和设计,提出工艺路线、材料清单、技术要求等,必要时与客户沟通;
c) 开发产品的生产制造由生产管理部完成,研发部进行需要注册上报的资料的整理与上报,包括过程中的验证与确认工作;
d) 完成生产加工的产品,待验入库后,经质量控制部检验、测试合格后,储运部与营销部协同进行发运;
e) 营销部建立产品销售台账,保证产品可追溯性,对产品交付后的使用进行指导,并对交付后产品的服务提供支持。
4.3.2 服务提供流程
a) 营销部负责与客户的沟通,并建立服务提供协议;
b) 服务提供部门与客户沟通,在约定的时间与地点为客户提供服务工作;
c) 服务人员与客户确定服务的完成情况,并记录客户的满意情况;
d) 必要时,质量保证人员对服务提供过程进行监视;
e) 必要时,营销部对客户服务过程的满意度进行调查回访。
5 相关文件
5.1《产品标识和可追溯性控制程序》
5.2《记录控制程序》
6 修订说明
7 记录文件
7.1 客户服务过程满意度调查表(R/SMP-26-01)。