850不锈钢概要1汇总
不锈钢知识学习,及组价分析
磨砂板工艺
工艺分类
粗砂 中砂 细砂
抽槽工艺 工艺分类 刨槽 折弯
工艺做法基本描述
原板直接做 原板直接做 原板直接做
参考价格(元/ 平方)
30--50 40-50 40-50
工艺做法基本描述 半成品板抽槽处理 半成品板折板处理
参考价格 1-1.5元/m 1元/m
4、蚀刻:不锈钢表面化学蚀刻图案文字的工艺原理,是以特制 的阻蚀层将表面不被蚀刻的部分遮盖,屏蔽酸液,使酸液只能接 触要蚀除部分的表面,从面达到蚀刻花纹图案和文字的目的。
9900
9700
9300
10100
3
联众卷
10600
10500
10500
10400
10400
10400
10400
10400
4
宝钢平
10300
10300
10500
9300
9600
9800
10100
10000
以下为无锡市场冷轧304J1/2B(1219mm宽)宽不锈钢板材参考行情价格,大公差含税价
序号 304J1/2B
应对方案:项目部如果对品牌没有明确指定,可以规定几个常规品牌供厂家 挑选或者应用质量在同等档次的品牌。
3 材质厚度负公差
一般我们在材质厚度要求上是按足厚板计算的而供应商真正提供的成品是按 负公差材料制作的。装饰行业中用得最多的是1.2-1.5厚度的板材,这个厚度范 围内,国家标准允许的公差是在0.09之内。
• PG03K-1220/6000数控金属板材 开槽机,开6000mm长的各类板 材、“V”型槽
4.3 激光切割质量标准 4.31)切口宽度窄(一般为0.1--0.5m m),根据切割材料厚度不同 。 4.32)精度高(一般孔中心距误差0.1--0.4mm,轮廓尺寸误差0.1-0.5mm)。 4.33)切口表面粗糙度达到(一般Ra为12.5--25μm),切缝一般不 需要再加工即可焊接。
不锈钢基础知识 教育资料
面心立方点阵 Structure : Face Centered Cubic
体心立方点阵 Structure : Body Centered Cubic
显微结构
奥氏体
γ phase α phase
铁素体
双相钢
不锈钢的规格
区分 例
韩国 (KS)
STS 304L
日本 (JIS)
钢种开发系统图
➢ Fe-Cr-Ni系(300系) 304 18Cr-8Ni 广泛 应用
※双相系
329J3L 22Cr-6Ni-3Mo
海水设备
304J1 17Cr-8Ni-2Cu
洗涤槽, 保温瓶
316L 18Cr-12Ni-2Mo
生产设备
321 18Cr-9Ni-0.3Ti
生产设备
XM15J1 19Cr-13Ni-4Si 汽车(排气)
430J1L
19Cr-0.5Cu-Nb
洗衣机内桶
436L 18Cr-1Mo-Ti 汽车(排气)
444 18Cr-2Mo-Nb
蓄水槽
446M 26Cr-2Mo-Nb
屋顶材
全世界不锈钢的钢种别占有比
304 57%
409 12%
Precipitation hardening 1%
Martensitic 2%
随着Brush roll的Brush制品. 最初是因使用了3M公司开发的Brush roll而 得名. 制造成本低廉, 长时间使用粗度差也低, 因DryType环境问题少. 在欧洲主要使用在家电制品,建筑内外装材
Mirror (8K)
以不是BUFF方式的LAPPING方式,以羊毛研磨5,000MESH左右的研磨材, 意味着与镜子一样拥有光泽和没有研磨痕迹的高光泽制品。 主要用途是反射镜, 印刷用 PRESS板, 家具装饰, 建筑内外装材
各种不锈钢牌号及其用途一览表

各种不锈钢牌号及其用途一览表表A.1类型序号牌号特性和用途奥氏体型112Cr17Mn6Ni5N节镍钢,冷加工有弱磁性,有一定的耐腐蚀性,可用于室内装饰材料。
212Cr18Mn8Ni5N节镍钢,冷加工有弱磁性,有一定的耐腐蚀性,可用于室内装饰材料。
320Cr15Mn15Ni2N录像机精密轴、传感器等无磁元件412Cr18Ni9冷加工可获得高强度,建筑物外表装饰材料、高强度弹簧元件。
也可用于不锈钢丝绳、钢绞线原料等。
5Y12Cr18Ni9提高可切削性,耐烧蚀性。
最适用自动车床。
如轴类。
6Y12Cr18Ni9Cu3易切削钢。
提高冷加工性。
主要用作汽车零部件。
706Cr19Ni10作为不锈钢、耐热钢使用最广。
食品设备,一般化学设备,原子能工业用材。
也可用于不锈钢丝绳、钢绞线原料等。
807Cr19Ni10作为不锈钢、耐热钢使用最广。
食品设备,一般化学设备,原子能工业用材。
9022Cr19Ni1006Cr19Ni10的超低碳钢,耐晶间腐蚀性优良。
1006Cr18Ni9Cu2冷加工性能较好,常用于制作螺栓、螺母等紧固件。
1106Cr19Ni9Cu2冷加工性能较好,常用于制作螺栓、螺母等紧固件。
1206Cr18Ni9Cu3提高冷加工性能,常用于制作螺钉等紧固件,有时用于制作形状复杂的零部件,1306Cr19Ni10N提高钢的强度和加工硬化倾向,改善钢的耐点蚀和晶间腐蚀性。
用于有一定耐腐性要求,并要求较高强度和减轻重量的结构部件。
也可作为钢绞线原料。
1406Ni18Cr16无磁不锈钢,具有很强的抗电磁干扰能力,主要用于制作电磁测量系统仪器、仪表元件。
1506Cr17Ni12Mo2耐海水和其它各种介质,比06Cr19Ni10耐蚀性优越。
主要用于耐点腐蚀材料。
也可作为钢丝绳及钢绞线原料。
16022Cr17Ni12Mo206Cr17Ni12Mo2的超低碳钢,耐晶间腐蚀性较之更好。
适用于石油化工、印染及原子能工业用材料。
过滤网目数简介
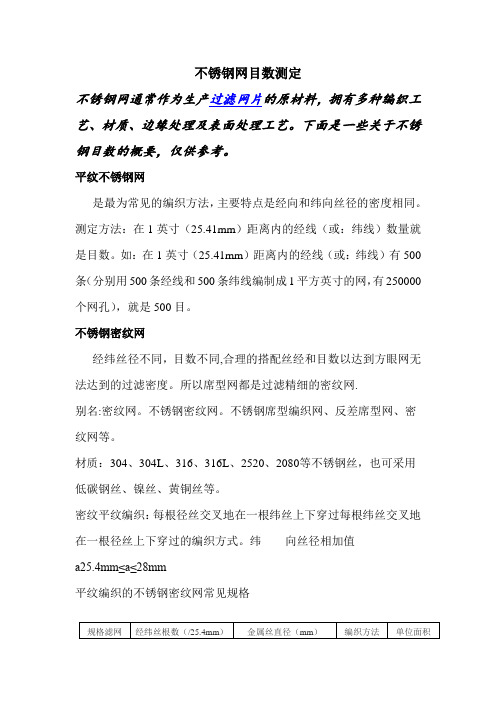
不锈钢网目数测定不锈钢网通常作为生产过滤网片的原材料,拥有多种编织工艺、材质、边缘处理及表面处理工艺。
下面是一些关于不锈钢目数的概要,仅供参考。
平纹不锈钢网是最为常见的编织方法,主要特点是经向和纬向丝径的密度相同。
测定方法:在1英寸(25.41mm)距离内的经线(或:纬线)数量就是目数。
如:在1英寸(25.41mm)距离内的经线(或:纬线)有500条(分别用500条经线和500条纬线编制成1平方英寸的网,有250000个网孔),就是500目。
不锈钢密纹网经纬丝径不同,目数不同,合理的搭配丝经和目数以达到方眼网无法达到的过滤密度。
所以席型网都是过滤精细的密纹网.别名:密纹网。
不锈钢密纹网。
不锈钢席型编织网、反差席型网、密纹网等。
材质:304、304L、316、316L、2520、2080等不锈钢丝,也可采用低碳钢丝、镍丝、黄铜丝等。
密纹平纹编织:每根径丝交叉地在一根纬丝上下穿过每根纬丝交叉地在一根径丝上下穿过的编织方式。
纬向丝径相加值a25.4mm≤a≤28mm平纹编织的不锈钢密纹网常见规格规格滤网经纬丝根数(/25.4mm)金属丝直径(mm)编织方法单位面积号经丝纬丝经丝纬丝网重(kg/m2)p287.1400.710.63平纹5.26p338.4750.50.3552.99p4010.275 3.11 p4511.475 3.19p5012.7750.453.11p551475 3.18 p6015.21000.40.28 2.57p7418.81100.3550.252.34p8020.3110 2.39 p9022.91200.3150.224 2.14p10025.41400.280.2 1.9p11027.91500.181.82p12030.51500.25 1.74 p14035.62000.2440.14 1.43 p16040.62200.180.125 1.21 p18045.72500.160.112 1.08 p20050.82800.140.10.95p22055.92800.97p2*******0.090.93p260663000.1250.89 p28071.13500.1120.080.78不锈钢网平纹编织斜纹编织常用规格目数直径孔径开孔面积(%)编织方式网重(磅)/100 平方英尺英寸毫米英寸毫米1x1 .080 2.03 .920 23.37 84.6 Plain 41.1 2X2 .063 1.60 .437 11.10 76.4 Plain 51.2 3X3 .054 1.37 .279 7.09 70.1 Plain 56.7 4X4 .063 1.60 .187 4.75 56.0 Plain 104.8 4X4 .047 1.19 .203 5.16 65.9 Plain 57.6 5X5 .041 1.04 .159 4.04 63.2 Plain 54.9 6X6 .035 .89 .132 3.35 62.7 Plain 48.1 8X8 .028 .71 .097 2.46 60.2 Plain 41.110X10 .025 .64 .075 1.91 56.3 Plain 41.2 10X10 .020 .51 .080 2.03 64.0 Plain 26.1 12X12 .023 .584 .060 1.52 51.8 Plain 42.2 12X12 .020 .508 .063 1.60 57.2 Plain 31.6 14X14 .023 .584 .048 1.22 45.2 Plain 49.8 14X14 .020 .508 .051 1.30 51.0 Plain 37.2 16X16 .018 .457 .0445 1.13 50.7 Plain 34.5 18X18 .017 .432 .0386 .98 48.3 Plain 34.8 20X20 .020 .508 .0300 .76 36.0 Plain 55.2 20X20 .016 .406 .0340 .86 46.2 Plain 34.4 24X24 .014 .356 .0277 .70 44.2 Plain 31.8 30X30 .013 .330 .0203 .52 37.1 Plain 34.8 30X30 .012 .305 .0213 .54 40.8 Plain 29.4 30X30 .009 .229 .0243 .62 53.1 Plain 16.1 35X35 .011 .279 .0176 .45 37.9 Plain 29.0 40X40 .010 .254 .0150 .38 36.0 Plain 27.6 50X50 .009 .229 .0110 .28 30.3 Plain 28.4 50X50 .008 .203 .0120 .31 36.0 Plain 22.1 60X60 .0075 .191 .0092 .23 30.5 Plain 23.7 60X60 .007 .178 .0097 .25 33.9 Plain 20.4 70X70 .0065 .165 .0078 .20 29.8 Plain 20.8 80X80 .0065 .165 .0060 .15 23.0 Plain 23.2 80X80 .0055 .140 .0070 .18 31.4 Plain 16.9 90X90 .005 .127 .0061 .16 30.1 Plain 15.8 100X100 .0045 .114 .0055 .14 30.3 Plain 14.2 100X100 .004 .102 .0060 .15 36.0 Plain 11.0 100X100 .0035 .089 .0065 .17 42.3 Plain 8.3 110X110 .0040 .1016 .0051 .1295 30.7 Plain 12.4 120X120 .0037 .0940 .0064 .1168 30.7 Plain 11.6 150X150 .0026 .0660 .0041 .1041 37.4 Plain 7.1 160X160 .0025 .0635 .0038 .0965 36.4 Plain 5.94 180X180 .0023 .0584 .0033 .0838 34.7 Plain 6.7 200X200 .0021 .0533 .0029 .0737 33.6 Plain 6.2 250X250 .0016 .0406 .0024 .0610 36.0 twill 4.4 270X270 .0016 .0406 .0021 .0533 32.2 twill 4.7 300X300 .0051 .0381 .0018 .0457 29.7 twill 3.04 325X325 .0014 .0356 .0017 .0432 30.0 twill 4.40 400X400 .0010 .0254 .0015 .370 36.0 twill 3.3 500X500 .0010 .0254 .0010 .0254 25.0 twill 3.8 635X635 .0008 .0203 .0008 .0203 25.0 twill 2.63平纹编织不锈钢印刷网规格规格直径张力目/英寸目/厘米毫米牛顿/厘米牛顿/厘米80 32 0.094 63-65 88 35 0.089 44-46 105 41 0.076 44-46 120 47 0.065 39-41 135 53 0.058 42-44 145 57 0.056 38-40 35-37 165 65 0.050 36-38 33-35 180 71 0.045 33-35 29-31 200 79 0.040 31-33 25-27 230 91 0.035 30-32 22-24 250 98 0.035 31-33 25-27 280 I 110 0.032 23-31 21-23 280II110 0.035 30-32 22-24 300 118 0.030 30-32 22-24 325 128 0.028 29-31 21-23 370 146 0.026 29-31 21-23 400 158 0.023 20-22 15-17密纹平纹编织不锈钢网常用规格:规格滤网号经纬丝根数金属丝直径编织方法单位面积网重经丝纬丝经丝纬丝p28 7.1 40 0.710 0.630平纹5.26p33 8.4 750.5000.355 2.99p40 10.2 75 3.11 p45 11.4 75 3.19p50 12.7 750.450 3.11p55 14 75 3.18 p60 15.2 100 0.400 0.280 2.57p74 18.8 1100.355 0.250 2.34p80 20.3 110 2.39 p90 22.9 120 0.315 0.224 2.14p100 25.4 1400.280 0.200 1.90p110 27.9 1500.180 1.82p120 30.5 150 0.250 1.74 p140 35.6 200 0.244 0.140 1.43 p160 40.6 220 0.180 0.125 1.21 p180 45.7 250 0.160 0.112 1.08 p200 50.8 280 0.140 0.100 0.95p220 55.9 280 0.97p240 61 3000.090 0.93p260 66 300 0.125 0.89p280 71.7 350 0.112 0.080 0.78平纹密纹网MPW)型号丝径有效截面率单位面积网重网厚目数基本孔径参考值40 0.50X0.355 21.05 3.16 1.21 10.2X79 25095 0.355X0.25 14.5 2.5 0.855 24X110 100120 0.25X0.18 13.6 1.68 0.61 30X150 80200 0.14X0.11 14.5 1.00 0.35 50X250 50密纹斜纹编织网常用规格:斜纹规格目数直径参考80II 20x250 0.28x0.2 38120II 30x300 0.25x0.18 36200II 50x500 0.14x0.11 34320I 80x700 0.11x0.08 32320II 80x780 0.10x0.07 30360 90x780 0.10x0.07 25400I 100x780 0.10x0.07 22400II 100x900 0.10x0.063 20500 120x1100 0.07x0.05 17630 150x1400 0.063x0.04 16650 180x1800 0.07x0.04 14685 165x1400 0.063x0.032 13795I 200x1400 0.07x0.04 12795II 200x1800 0.05x0.032 10850 2l0x1900 0.045x0.03 101000 250x2000 0.045x0.028 81125 280x2200 0.036x0.026 71225 300x2200 0.036x0.026 61280 325x2300 0.035x0.025 51600 400x2800 0.03x0.018 3。
不锈钢各元素的化学分析方法

硅的分析一、方法概要试样以稀酸溶解,在适宜酸度下,硅酸与钼酸铵作用,生成硅钼离子,在草酸的存在下,以硫酸亚铁铵还原呈硅钼兰,比色测得其含量。
二、分析试剂1、稀王水于735毫升水中加浓盐酸200毫升,加浓硝酸65毫升,摇匀。
2、钼酸铵5% 水溶液(在60℃以下温热溶解)。
3、草酸1%4、硫酸亚铁铵6%(每100毫升溶液中加1:1硫酸1毫升)摇匀。
三、分析操作称样0.1克于150毫升三角瓶中,加稀王水25毫升低温溶样,溶毕试样后,取下加水约30毫升冷至室温,用水稀释至100毫升容量瓶中至刻度摇匀,分取此试液10毫升于150毫升三角瓶中,加5%钼酸铵5毫升,在热水浴中加热30秒后取下,冷至室温,加草酸(1%)50毫升使钼酸铁沉淀溶解,立即加6%硫酸亚铁铵5毫升摇匀,比色,以水为空白。
721、722型比色计波长680nm 3公分比色皿曲线常数计算常数K=标样含量差/标样消光差Si%=K×(试样的消光—标样的消光)+标样的含量注:1、溶解试样是关键,低温溶样过程中视溶样情况可适当少加些蒸馏水,继续溶样,使试样完全溶解。
2、如遇碳高或溶液浑浊时,需过滤后再吸取母液。
3、各种试剂必须加准确。
4、含量:<0.40%时,称样200毫克在0.40%—1.5%时,称样100毫克>1.5%时,称样50毫克锰的分析一、方法概要试样经酸溶解后,以硝酸银作催化剂,用过硫酸铵氧化锰呈高锰酸,比色,测得其含量。
二、分析试剂1、红水盐酸:硝酸1:12、硫磷混酸硫酸:磷酸2:13、硝硫混酸硝酸:硫酸2:1(碳高时用此溶液)4、磷酸浓(高碳钢用)5、硝酸银0.5%水溶液6、过硫酸铵10%水溶液三、分析操作1、低碳不锈钢Mn的分析操作称样100毫克于150毫升三角瓶中,加红水5毫升低温溶毕试样后,加硫磷混酸(2:1)7毫升,继续加热蒸发至冒硫酸烟,取下稍停,加水25毫升,加硝酸银25毫升,加过硫酸铵25毫升,低温加热使溶液呈稳定红色后,再上大火煮沸30秒,氧化锰呈高锰酸,取下冷却至室温,比色,以水为空白。
不锈钢表面加工等级

2.品种 序号 1 2 3 4 系列 厚度 0.3~0.5 >0.5~1.0 >1.0~2.3 >2.3~3.0 可交涉生产品种 可交涉生产品种 2B 2D 300 No.3 No.4 HL 2B 2D 400 No.3 No.4 HL
可生产品种
可生产品种
3.表面加工等级说明 表面加工等级 2D 2B 特征 呈略具光泽的银白色 加工工艺 热轧+退火喷丸酸洗+冷轧+退火酸洗
呈银白色且比 2D 表面佳的光泽度和平 热轧+退火喷丸酸洗+冷轧+退火酸洗+调质轧 坦度 制 对 2D 品或 2B 用 100~120 研磨材料 (JIS R6002) 进行抛光及调质轧制
No.3
有佳的光泽度、粗纹
ห้องสมุดไป่ตู้
No.4
有佳的光泽、细纹
对 2D 品或 2B 用 150~180 研磨材料 (JIS R6002) 进行抛光及调质轧制
不锈钢表面加工等级:
1.规格 序号 1 2 3 4 5 6 7 8 宽 厚 0.3~0.5 >0.5~0.7 >0.7~0.9 >0.9~1.1 >1.1~1.3 >1.3~1.7 >1.7~2.3 >2.3~3.0 可交涉 生产规格 可生产规格 650~ <850 850~ <950 950~ <1050 1050~ <1150 可交涉 生产规格 1150~ <1250 1250~ <1320
HL
呈银灰色且具发丝条纹
对 2D 品或 2B 品用适当粒度的研磨材料进行抛 光使表面呈连续磨纹
ASTM A890抗蚀铸造Fe-Cr-Ni-Mo双相不锈钢规范译文

ASTM A890/A890M-99铸造Fe-Cr-Ni-Mo双相(奥氏体/铁素体)耐腐蚀不锈钢标准规范1.应用范围1.1 此标准包括一系列奥氏体和铁素体双相铸造不锈钢1.2 双相铸造不锈合金钢如果适当选择配比和热处理则其机械性能及耐腐蚀性会得到提高。
铁素体含量没有明确规定,但这些合金中其含量范围大致在30 to 60 %与奥氏体平衡。
1.3 文中提到的数据会分别用英寸-英镑单位制和SI单位制描述。
SI单位在括号中显示。
每一体系中的数据之间并不完全等同,所以,每一体系必须独立应用。
将两个体系中的数据结合会导致与本规范的不一致。
2. 参考文献2.1 ASTM 标准:A370 钢制品的机械性能试验的方法和定义。
A732/A732M 用于铸造方面,适用于通用碳钢和低合金钢铸件及Co合金的高强度及耐高温的铸件的规范.A781/A781M 适用于钢和合金铸造的一般要求规范。
E 29 使用试验数据中的重要数字以确定与规范的一致性的准则。
E 562 确定体积分数的准则。
E 1245 实验通过自动成像分析,来测定材料的双相组织的比例。
3. 定单内容3.1 按照本标准,材料定单需要包含以下几项资料,以充分描述定购的材料:3.1.1 用图样或图号描述铸件(铸件图应包含尺寸公差)3.1.2 标准包括出版的年份和级别。
3.1.3 说明中的选项(见9.1)3.1.4 包含接受标准的附加协议书。
4. 制造(工艺)4.1 不锈钢需用带有独立的精炼或附加精炼装置如氩-氧脱碳(AOD) 的电炉冶煉。
5. 热处理5.1 铸件热处理应按表1中的要求进行。
注释1:对这些合金的正确热处理对于提高耐腐蚀性和达到机械性能要求都是必要的。
表中已说明最低的热处理温度;然而,有时候提高热处理温度,保持一段时间恒温,然后冷却铸件以提高耐腐蚀性和满足一定机械性能是必要的。
表1.热处理要求牌号热处理1A,1B,1C 最低加热到1900℉(1040℃),并保持足够时间使铸件加热均匀,然后在水或别的介质中迅速地冷却。
不锈钢手册

不锈钢手册摘要:1.不锈钢的定义与分类2.不锈钢的性能与特点3.不锈钢的应用领域4.不锈钢的保养与维护5.我国不锈钢产业的发展现状与趋势正文:一、不锈钢的定义与分类不锈钢是一种具有较高耐腐蚀性能的钢铁材料,其主要成分是铁、铬、镍等。
根据铬含量的不同,不锈钢可以分为两大类:铬不锈钢和镍铬不锈钢。
铬不锈钢主要含有12% 以上的铬,具有较好的耐腐蚀性;镍铬不锈钢除了含有12% 以上的铬外,还含有8% 以上的镍,其耐腐蚀性能更优。
二、不锈钢的性能与特点1.耐腐蚀性:不锈钢具有较好的耐腐蚀性能,尤其在氧化性介质和弱还原性介质中表现出色。
2.抗氧化性:不锈钢在高温条件下具有较好的抗氧化性,可以抵御氧化性气体的侵蚀。
3.耐磨性:不锈钢的硬度较高,具有良好的耐磨性。
4.高温性能:不锈钢在高温下具有较好的稳定性,不易变形和软化。
三、不锈钢的应用领域不锈钢广泛应用于建筑、化工、石油、医疗、食品等各个领域。
在建筑领域,不锈钢用于制作高层建筑的外墙装饰、门窗等;在化工、石油领域,不锈钢用于制作输送管道、储罐等;在医疗领域,不锈钢用于制作医疗器械、手术器械等;在食品领域,不锈钢用于制作厨房用具、餐具等。
四、不锈钢的保养与维护为了保持不锈钢的耐腐蚀性能,需要进行定期的清洁和保养。
首先,要避免不锈钢与含有腐蚀性介质的物体接触;其次,要定期用清水或中性清洁剂对不锈钢表面进行清洁;最后,对于出现锈迹、污渍等异常情况的不锈钢,要及时采取去锈、除污等措施。
五、我国不锈钢产业的发展现状与趋势我国不锈钢产业经过多年的发展,已经形成了完整的产业链。
近年来,我国不锈钢产量持续增长,产品质量不断提高,出口量也在逐年增加。
不锈钢板no.1-no.8分类
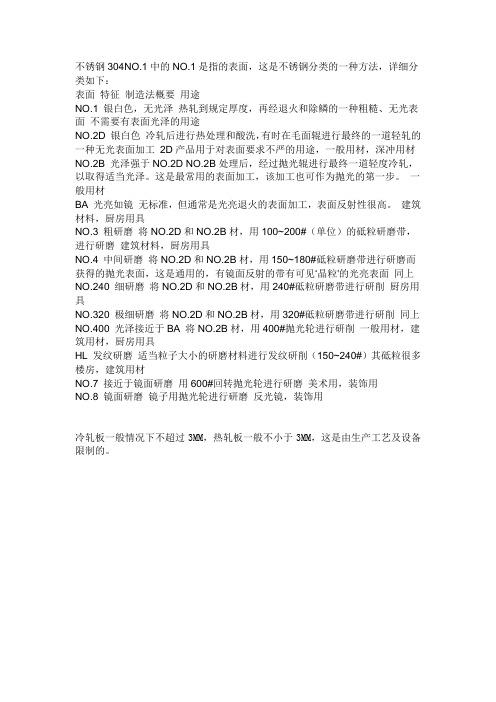
不锈钢304NO.1中的NO.1是指的表面,这是不锈钢分类的一种方法,详细分类如下:
表面特征制造法概要用途
NO.1 银白色,无光泽热轧到规定厚度,再经退火和除鳞的一种粗糙、无光表面不需要有表面光泽的用途
NO.2D 银白色冷轧后进行热处理和酸洗,有时在毛面辊进行最终的一道轻轧的一种无光表面加工2D产品用于对表面要求不严的用途,一般用材,深冲用材NO.2B 光泽强于NO.2D NO.2B处理后,经过抛光辊进行最终一道轻度冷轧,以取得适当光泽。
这是最常用的表面加工,该加工也可作为抛光的第一步。
一般用材
BA 光亮如镜无标准,但通常是光亮退火的表面加工,表面反射性很高。
建筑材料,厨房用具
NO.3 粗研磨将NO.2D和NO.2B材,用100~200#(单位)的砥粒研磨带,进行研磨建筑材料,厨房用具
NO.4 中间研磨将NO.2D和NO.2B材,用150~180#砥粒研磨带进行研磨而获得的抛光表面,这是通用的,有镜面反射的带有可见‘晶粒'的光亮表面同上NO.240 细研磨将NO.2D和NO.2B材,用240#砥粒研磨带进行研削厨房用具
NO.320 极细研磨将NO.2D和NO.2B材,用320#砥粒研磨带进行研削同上NO.400 光泽接近于BA 将NO.2B材,用400#抛光轮进行研削一般用材,建筑用材,厨房用具
HL 发纹研磨适当粒子大小的研磨材料进行发纹研削(150~240#)其砥粒很多楼房,建筑用材
NO.7 接近于镜面研磨用600#回转抛光轮进行研磨美术用,装饰用
NO.8 镜面研磨镜子用抛光轮进行研磨反光镜,装饰用
冷轧板一般情况下不超过3MM,热轧板一般不小于3MM,这是由生产工艺及设备限制的。
怎样有效的认识不锈钢和学习方法之第一步认知材质(常用奥氏体不锈钢有哪些啊有什么特性)

S35350 1Cr18Mn6Ni5N 属于节镍不锈钢,冷加工后有磁性,焊后有晶间腐蚀倾向。
常用于制造铁道车辆及零部件。
S35450 1Cr18Mn8NiN 室温强度高于18-8型不锈钢,在800度以下有较好的抗氧化和中温强度。
用于制造较低温度稀硝酸的化工设备、稀硝酸地下贮槽、硝铵真空蒸发器等。
S35550 1Cr18Mo10NI5Mo3N 以Mn、N代Ni型不锈钢,经固溶处理后在有机酸等介质中有良好的耐蚀性。
由于其有良好的力学及工艺性能,可用于自然循环法制造尿素、生产维尼纶和丙烯腈等设备。
S30110 1Cr17Ni7 (301)在弱介质中具有良好的耐蚀性,经冷加工后具有高强度也用于制造铁道车辆及零部件S30210 1Cr18Ni9 (302)在≤65%的硝酸中具有良好耐蚀性,加工性能良好,焊后有晶间腐蚀倾向。
常在建筑上做装饰部件,也可用于要求有一定耐蚀性的结构件和低磁性部件S30314 Y1Cr18Ni9 奥氏体型易切销不锈钢,在钢中提高硫,磷含量,从而提高切削性能,常用于制造螺栓螺母,适用于在自动车床加工耐蚀性标准件。
S30315 Y1Cr18Ni9Se 在1Cr18Ni9 钢的基础上添加0.15%以上的硒,并提搞硫磷含量,适用于自动车床加工的标准件,如螺栓,螺母等。
S30408 0Cr18Ni9 (304)优良的耐蚀性及冷加工冲压性,低温性能好,在-180度的条件下力学性能仍佳。
是奥氏体型不锈钢生产和用量最多的牌号之一,如输酸管道、容器以及非磁性部件。
S30403 00Cr19Ni10(304L)奥氏体型超低碳不锈钢,耐晶间腐蚀,焊接工艺广泛,焊后可以不作热处理。
常用于石油、化工、化肥设备中的容器、管道和各种零部件以及焊后不作热处理的设备。
S30458 0Cr19Ni9N 加入氮可提高强度,塑性不下降,可减少零件厚度,改善耐蚀性。
用于制造既要求耐蚀又要求具有一定强度的结构件。
S30478 0Cr19Ni10NbN 加入Nb可以改善钢耐晶间腐蚀,加入氮可显著提高强度,用于制造要求高强度,且耐晶间腐蚀的焊接设备和部件。
不锈钢管及管件

第15223 章不銹鋼管及管件1. 通則1.1 本章概要本章說明用於輸送空氣、自來水、回收用水、污水或污泥等所使用之不銹鋼管及管件材質及安裝方式。
1.2 工作範圍1.2.1 不銹鋼管1.2.2 管配件1.2.3 接頭1.2.4 材料運輸及施工1.3 相關章節1.3.1 第01330 章--資料送審1.3.2 第01450 章--品質管制1.3.3 第01650 章--成品運送需求1.3.4 第01660 章--成品交貨及貯藏需求1.3.5 第09910 章--油漆1.3.6 第15060 章--吊掛及支撐1.3.7 第15105 章--管和管件1.3.8 第15140 章--家庭用自來水管線1.3.9 第15151 章--衛生排水管線系統1.3.10 第15223 章--不銹鋼管及管件1.4 相關準則1.4.1 國家標準(CNS)(1) CNS 6331 G3124 配管用不銹鋼鋼管(2) CNS 13392 G3258 一般配管用不銹鋼鋼管(3) CNS 13392 G3258 不銹鋼管溶出試驗基準(4) CNS 4000 G3092 不銹鋼材料閥體鑄鋼件實施固熔化熱處理1.4.2 American Iron and Steel Institute (AISI)1.4.3 美國機械工程師協會(ASME)1.4.4 日本工業規格協會(JIS)1.4.5 日本水道協會規格(JWWA G116)1.4.6 日本不銹鋼協會規格品(SAS322-2013)1.4.7 美國材料試驗協會(ASTM)1.4.8 主管機關頒佈實施之法令規章和技術規則1.4.9 當中國國家標準有效且適用時,經工程司認可後適用於本章之相關規定。
1.5 資料送審1.5.1 品質管制計畫書1.5.2 施工計畫1.5.3 廠商資料1.5.4 材料應提送樣品[二份]。
1.6 品質保證1.6.1 管材上標示廠商名稱及壓力等級162 接頭材料及程序:依照JWWA G116及SAS 322(20K)(2013)規定辦理1.6.3 機械接頭材料及程序:依照SAS361、ASTM 規定辦理1.6.4 產品持有經濟部正字標記或工程司認可之標誌者,免出廠檢驗,未持上述標記(誌)者,應檢具國外(內)標準,第三公證單位檢驗報告及合格證明送審,工程司得赴製作廠辦理出廠抽驗。
不锈钢详细介绍

σ0.2 :300~350MPa, 多用于受力不大的耐酸结构
和作抗氧化钢使用。 和作抗氧化钢使用。
4.热处理 4.热处理 淬火: ℃/1h 水冷) 淬火:870 ~ 950℃/1h(水冷)
避免高温晶间腐蚀和铁素体长大区; 避免高温晶间腐蚀和铁素体长大区; 退火: 退火:560 ~ 800℃ 避开475 脆性,消除应力,消除贫铬区。 避开475 ℃脆性1. 主要成分
Cr :≥13%(最高可达 (最高可达30%) ) 稳定α相的元素 稳定 相的元素 含 量 达 13%, 铁 铬 合 金 无 γ 相变, 含量达12%即耐蚀 。 即耐蚀。 相变 , 含量达 即耐蚀 铁素体不锈钢含铬量: 13%~30% C:≦0.25% ≦
2.平衡组织 2.平衡组织
(2) 不锈钢腐蚀类型
全面(均匀)腐蚀: ★全面(均匀)腐蚀:发生在金属裸露的整个表面或使用零 件的整个工作面上。主要为化学腐蚀。 件的整个工作面上。主要为化学腐蚀。 ★局部腐蚀——电化学腐蚀 局部腐蚀 电化学腐蚀 晶间腐蚀:沿晶界进行的腐蚀,不锈钢主要腐蚀形式。 晶间腐蚀:沿晶界进行的腐蚀,不锈钢主要腐蚀形式。 应力腐蚀:由于定向阳极溶解而产生的破裂;氢脆: 应力腐蚀:由于定向阳极溶解而产生的破裂; 氢脆:因阴 极析氢而产生的脆性破裂。 极析氢而产生的脆性破裂。 点蚀、缝蚀:在含氯介质中最常见, 点蚀、 缝蚀:在含氯介质中最常见, 形成膜孔电池应力腐 蚀和氢脆(在张应力和腐蚀介质作用下发生) 蚀和氢脆(在张应力和腐蚀介质作用下发生) 磨损腐蚀:腐蚀和机械磨损共存时,相互促进的腐蚀现象。 磨损腐蚀 :腐蚀和机械磨损共存时, 相互促进的腐蚀现象。
电化学腐蚀: 电化学腐蚀实际是电池作用。 电化学腐蚀 : 电化学腐蚀实际是电池作用 。 当两种互相接触的金属放入电解质溶液时, 当两种互相接触的金属放入电解质溶液时 , 由于两种金属的电极电位不同, 由于两种金属的电极电位不同 , 彼此之间就 形成一个微电池,并有电流产生。 形成一个微电池,并有电流产生。
850mm热轧中宽带生产线的设计

由伺服缸驱动调整辊缝,设备主要技术参数见表6。
表 6 卷取机技术参数
型式
卷筒主传动
最大卷取
速度/m/s 主电机功率
转速
/Kw
/rpm
3 助卷辊固定式 15
DC600
340/762
减速机 速比
2
助卷辊
电机功率 转速
/Kw
/rpm
DC37.3 575/850
上下夹送辊
电机功率 /Kw
转速/rpm
上
下
AC230 210/322 370/585
转速/rpm
速比
工作辊 辊径/mm 辊身长度/mm
支承辊 辊径/mm 辊身长度/mm
弯辊力/KN (单侧)
F1E 500 DC150 500/1000 10 Ø500/Ø460
380
F1 15000 DC3200 250/550 7.52 Ø530/Ø480
870
Ø920/Ø860
850
400
F2 15000 DC3200 250/550 4.09 Ø530/Ø480
870
Ø920/Ø860
850
400
F6 12000 DC2800 300/650 1.39 Ø460/Ø420
870
Ø920/Ø860
850
300
F7 12000 DC2800 300/650 1.00 0/Ø860
850
300
F8 12000 DC2800 300/650 1.00 Ø460/Ø420
1 福建鼎信 850mm 中宽带轧线概况
2010 年 3 月,福建鼎信实业有限公司开始建设 850mm 热轧不锈钢生产线,该生产线设计年产不锈钢 100 万吨,中国二重负责轧线机械、液压成套设备设计供货,北科大、金自天正负责轧线电气设备设计供货,该 生产线预计将于 2011 年底前投入使用。 1.1 产品品种及原料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.生产规模、原料及产品规格2.工艺流程简介3.装机水平4.技术规格4.1 炉区设备4.2 粗轧区设备4.3 剪切区设备4.4 精轧区设备4.5 卷取区设备1 850不锈钢中宽带热轧带钢生产线产品大纲1.1 坯料规格:(100%连铸坯)坯料厚度:不锈钢:140-180mm 碳钢:最厚220mm坯料宽度:400-750mm坯料长度:单排上料:8000mm ;双排上料:4000mm 坯料最大重量: 8.56t中间坯厚度: 20-30mm1.2 钢种不锈钢:200系列 300系列 400系列普通碳素结构钢,优质碳素结构钢,低合金优质结构钢1.3产品规格:不锈钢450-500x1.6-8mm 450-600x1.8-8mm450-650x2.0-8mm 450-700x2.3-8mm450-750x2.5-8mm普碳钢450-750x1.8-15mm钢卷内径:Φ520mm钢卷外径:Φ1600mm(max)最大卷重:8.56t1.4 生产规模:年产各种规格热轧钢卷80万吨2 工艺流程简述检查合格的连铸坯,由上料辊道运到加热炉前,然后由推钢机推入加热炉内加热。
板坯在加热炉内被加热到约1250℃以上,由钢坯托出机托到出炉辊道上,经高压水除鳞装置清除钢坯表面氧化铁皮。
除鳞后的板坯,由辊道送入由粗轧立辊轧机及二辊可逆粗轧机组成的粗轧机组,进行5-7道次的轧制。
根据所轧制带钢厚度的不同,粗轧机组将板坯轧到厚度为20-30mm的中间带坯。
为保证精轧质量,进入精轧机的中间带坯温度应在1050-1120℃之间,因此,温度不合格的带坯不得送入精轧。
精轧机前设置热卷箱来保持轧材的头尾温度平衡。
温度合格的中间带坯经过中间辊道送至热卷箱,然后经过精轧除鳞装置除去二次氧化铁皮(预留),再送入精轧机组轧制到成品厚度带钢。
热卷箱后设有飞剪,用来切去中间坯头和尾。
精轧机组机架间设有电动活套装置,使带钢进行恒定微张力轧制,保证带钢的轧制精度。
精轧机JP3-JP8设有液压正弯辊系统,以减少带钢横向厚度公差。
带钢终轧温度控制在950℃之上。
轧制后的带钢通过输出辊道经夹送辊送入卷取机卷取。
夹送辊前设有卷前导尺,在精轧机组和卷取机之间的辊道上设有层流冷却装置用来控制碳钢的冷却速度(轧不锈钢时不用),分别对带钢上下表面进行喷水冷却,根据带钢的钢种、厚度、速度和终轧温度调节喷嘴的组数和水量,将带钢卷取温度控制到550℃-650℃之间。
带钢经卷取机卷取成卷后,由卸卷小车卸卷。
吊车吊到成品库,分类堆放。
3. 装机水平3.1 二辊粗轧机前设有立辊轧机,对粗轧板坯进行宽度控制。
3. 2粗轧平辊机选用一台大压下、高速轧制的二辊可逆轧机,与立辊轧机组成万能机组,可逆轧制。
3. 3中间辊道采用交流变频电机传动,以适应可逆轧机轧制速度的变化。
3. 4采用热卷箱,使中间坯温度保持较好。
3.5 JP3—JP8四辊精轧机设有液压弯辊系统,JP1-JP8全程APC位置自动控制,对带钢厚度三点差进行调整改善板材质量。
3. 6 JP1、JP2用大压力的二辊轧机,JP3-JP8用高精度的四辊轧机。
3.7工作辊、支承辊均采用四列短园柱滚子轴承。
工作辊采用无限冷硬球铁轧辊,支承辊采用半钢轧辊。
3.8精轧机采用大功率直流电机传动。
3. 9精轧机前设有立辊轧机。
3. 10精轧机组间设置低惯量电动活套,保证恒张力控制。
3. 11精轧机设有出入口导卫装置。
导卫开口度可调。
3. 12精轧机采用托板式底座换辊时间短,效率高。
3.13 粗轧机、精轧机组均采用水压除尘(用户自备)。
3.14层流冷却系统采用目前热带钢连轧机组上最常用的层流冷却系统,水压、水量自动控制,以获得最佳的带钢冷却效果(单独定货)。
3.15采用地下四助卷辊式卷取机。
卷筒采用低惯量无级液压涨缩式,助卷辊液压驱动,夹送辊气缸驱动。
4.技术规格4.1 炉区设备概述炉区设备分炉前区和炉后区,炉前区由上料辊道, 入炉台架推钢机组成,其作用是把连铸坯送到炉前,准确定位由推钢机推入加热炉。
炉后区由钢坯托出机、出炉辊道、固定挡板、除磷辊道和粗轧高压水除鳞机组成其作用是把从加热炉加热好的连铸坯托到出炉辊道上,然后再从出炉辊道运送到粗轧高压水除鳞机进行除鳞。
4.1.1上料辊道(一)1组用途:辊道入炉台架衔接,将连铸坯送至加热炉前。
型式:交流集中传动辊子规格:φ300×1100 mm辊距: 1100 mm辊面线速度: 0-1.2m/s辊子数量: 7传动电机:YZR280S 380V 37KW s4 723rpm 1台结构特点:采用集中传动。
4.1.2上料辊道(二)1组型式:交流单独传动辊子规格:φ350×900mm辊距: 1500 mm辊面线速度: 0-1.2m/s辊子数量: 12传动电机:YZR 380V 7.5KW 12台结构特点:采用单独传动。
4.1.3上料辊道(三)1组型式:交流链集中传动辊子规格:φ350×1200mm 辊距: 1200 mm辊面线速度: 0-1.2m/s辊子数量: 12传动电机:YZR 315S 60Kw 380V S4 723rpm 1台结构特点:采用集中链传动。
4.1.4推钢机2台用途:将准备加热的板坯推入加热炉并将加热好的板坯推至加热炉出料端的指定位置。
型式:液压推钢(含泵站及电控)推力:2×160T工作行程:2000 mm推钢速度:100 mm/s返回速度:100 mm/s装料周期:≤40S结构特点:推钢机由液压缸、左、右机体组成。
推钢机采用左、右布置,两个推杆同步。
推钢机推杆,机体采用焊接结构。
该机可工作在单、双排推料状态,推进、退回行程及极限位置由光电编码及主令控制器控制,此外推杆的前后极限行程设有机械保护。
根据不同的板宽通过光电编码器进行设定和调节。
4.1.5入炉滑架1台用途:连接上料辊道及加热炉。
支撑板坯在推钢机推力下滑入加热炉。
4.1. 6固定挡板(一)1台用途:阻挡并定位钢坯。
结构特点:固定挡板由挡板、弹簧及固定底座组成,当板坯撞到挡板后退10mm后,缓冲弹簧受压缩后退后直至板坯停止运动。
4.1.7钢坯托出机1台用途:将推至炉前出炉位置上已加热好的钢坯自加热炉中托出放于出炉辊道上。
型式:移动为电机驱动齿轮齿条,升降为电机带动偏心轮结构坯料厚度: 140-180 mm坯料宽度: 400-750 mm坯料长度:单排上料:8000mm ;双排上料:4000mm坯料最大重量: 10.3 t加热炉最高温度:1350℃出料杆升降高度:~120mm(上限高于辊子上)出料杆水平移动行程:~3350 mm出料杆水平移动速度: 0.6-1.2m/s出料杆升(降)时间:~4秒工作周期:≤40秒升降电机: YZR250M1-8 30 KW 380V 1台移动电机: ZFQZ-250-21B 52KW 440V 1台结构特点:出钢机由导向升降机构、托钢杆、压辊装置、移出机构等组成,导向升降机构为偏心轮,由电机通过减速机偏心轮实现升降。
移出机构为齿轮齿条结构,由电机通过减速机,齿轮齿条实现移出。
水平移动行程可根据板宽进行设定和调整。
4.1. 8出炉辊道(一)1组用途:用于运输加热后的连铸坯。
型式:交流单独传动辊子规格:ф350×800 mm辊面线速度:0~3 m/s辊子数量:10个辊距:1400x2,1190,960x2,1190,1400x3 mm 电机:YTSP280M-8 380V 11KW 11台结构特点:单独传动,电机与辊子之间用长轴连接,辊颈冷却. 4.1. 9 出炉辊道(二)1组用途:用于运输加热后的连铸坯。
型式:交流单独传动辊子规格:ф350×800 mm辊面线速度:0~3 m/s辊子数量:10个辊距:1400x2,1190,960x2,1190,1400x3 mm 电机:YTSP280M-8 380V 11KW 11台结构特点:单独传动,4.1.10 1#除磷辊道1组用途:用于运输热钢坯、支撑1#高压水除磷装置。
型式:交流单独传动辊子规格ф350×800 mm辊距1200,1500,1200 mm辊面线速度0~3 m/s辊子数量 4 个电动机YTSP180L-8 380V 11kW 4台结构特点采用交流变频电机单独传动。
4.2 粗轧机区设备4.2.1 粗轧机前运输辊道3组用途:与机前对中辊道一同将轧件反复送入轧机配合轧机轧制。
型式:交流集中传动辊子规格ф450×1060 mm辊距1500 mm辊子数量8个辊面线速度0~4.4 m/s传动电机(暂定)YTSP280M-8 380V 45KW 3台结构特点:采用交流变频电机集中传动,。
4.2.2 CP粗轧机前对中辊道1组用途:与机前运输辊道一同将轧件反复送入轧机配合轧机轧制。
型式:交流单独传动辊子规格ф420×1650 mm辊距1500 mm辊子数量9个辊面线速度0~4.4 m/s传动电机(暂定)YTSP180M-8 380V 11KW 9台结构特点:采用交流变频电机传动,。
4.2.3 CP粗轧机后对中辊道1组用途:将轧件反复送入轧机,配合轧机轧制。
型式:交流机单独传动辊子直径:ф420 mm辊子长度:1650mm辊距:1500 mm辊子数量:9根辊子线速度:0~4.4 m/s电动机:YTSP180L-8 380V 11KW 9台结构说明:采用交流变频电机单独传动。
4.2.4 粗轧机前后对中装置2台用途:将轧件对中于轧制中心线,使轧件顺利通过轧机。
形式:液压、齿轮、齿条式推床推板推力:70KN推床最大开口度:850mm推床最小开口度:400mm推钢速度:30/80mm/s(单侧)推床开口度设定精度:±2mm推板长度: 8000mm结构特点:机前后对中装置由推板、齿轮、齿条传动装置、驱动液压缸、联轴器、限位装置等组成。
液压缸驱动上齿条,上齿条通过齿轮传动下齿条,使左右推板同步动作,一侧推板的两个推杆机械同步,实现轧件对中。
4.2.5 CL立辊轧机用途:将加热后的钢坯与水平轧机一起经5-7道次轧制,轧制成20~30 mm厚的中间坯。
形式:单侧悬臂式、上传动轧制温度1150℃轧制压力1500KN轧制力矩150KN.m轧制速度0~2~4.398m/s最大开口度850mm最小开口度400mm压下速度(单侧压下/打开)20/40mm/s轧辊规格Ф650/Ф600×380mm主电机立式Z4-355-22 400KW 440V 750-1600rpm 2台压下电机ZFQZ-250-21B 52KW 440V 2台与水平辊采用微张力控制左、右侧压下电气同步结构特点:立辊轧机采用预应力机架吸附在二辊轧机上,主传动采用上传动式,由两台电机通过十字万向接轴传动两根轧辊,立辊轧机与水平轧机共同组成粗轧机组。