电磁铁检验规程
磁铁类检验标准

磁铁类检验标准 The manuscript was revised on the evening of 20211. 目的制定本公司的检验标准和试验方法,确保本公司所有手机磁铁类材料能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围本规程适用于本公司所有手机磁铁类材料的检验。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。
3. 缺陷类别定义A类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。
1)功能缺陷影响正常使用;2)性能参数超出规格标准;3)导致客户拒绝购买的严重外观缺陷;4)包装存在可能危及产品形象的缺陷。
C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4. 检验条件及环境1)在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照明条件下检验;2)观察距离:300-350mm ;3)观察角度:水平方位45°±15°;4)检验时按正常要求的距离和角度扫描整个被检测面:10S±5S;5)检验人员裸视或矫正视力以上,不能有色盲、色弱者。
5. 抽样标准抽样检验依GB2828-2003标准,取一般检验水平Ⅱ。
AQL:A类缺陷为0,B类缺陷为,C类缺陷为。
特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。
6. 包装要求包装检验现品票要求⑴、产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;⑵、产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:7.外观检验9.可靠性检验常规检验10. 参考文件《检验和试验程序》《品质部抽样方案》。
检验规程-磁铁(通用)

磁铁(通用) / 版本号 A
2018年12月21日
外观检查
不合格 作质量记录①
合格
尺寸检查
不合格
ቤተ መጻሕፍቲ ባይዱ合格
性能检查 合格 签检验表②
不合格
仓储部
退回供应商
更改标记 数 量 更改单号 签 名 日 期 更改标记 数 量 更改单号 签 名 日 期
第2页
共3页
大族激 光
3. 检验项目
项 目
更改标记 数 量 更改单号 签 名 日 期 更改标记 数 量 更改单号 签 名 日 期
第3页
共3页
检验规程
产品型号:磁铁(通用) 部件代号:/ 文件名称:磁铁(通用)检验规程 文件编号: 版 本 号:A
共3页 (包括封面)
拟 制: 审 核: 批 准: 生效日期:
深圳市盛世智能装备有限公司
检验规程
磁铁(通用)检验规程 盛世智能装备有限公司
产品型号 物料编号 文件编号
编写日期
1. 适用范围 本文规定公司的磁铁(通用)的检验规范。
检验内容
检验规程
磁铁(通用)检验规程 深圳市大族机器人有限公司
产品型号
磁铁(通用)
物料编号
/
文件编号 IQCW-JY-01-001-2018 版本号 A
编写日期
2018年5月10日
检验方法
标 `准
缺陷级别 轻 重 致命
备注
外 观 外观 及
尺
寸
检 尺寸 查
目测
磁铁外表干净,无脏污和磁性物质吸附,
磁铁镀 0.5mm
层下
缺
料面
积 ≤1mm ²
,缺
料深
磁铁检验规范

1、目的和范围
本规范规定了磁铁的抽样、检验、判定和不合格的处置。
本规范适用于外协加工磁铁的进货检验。
2、引用标准
GB-2828-2003 逐批检查计数抽样及抽样表
4、检验方法 4.1 外观检验:
在适当光照条件下,裸眼距离30CM 检查进行直观检验; 4.2 尺寸检验:
使用测量精度应不小于
0.02mm 的游标卡尺或其它适用的长度测量器具进行外形尺寸测量。
4.3 可靠性检验: 详见5.3
5、 检验项目及标准
5.4 包装检验项目与标
5.4.1 产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名称,数量,生产日期等标志。
5.4.3 产品在运输中一定要避免雨淋、受潮以及化学的腐蚀。
5.4.4 每批次货要求附有送货单。
6、检验、判定
6.1 从批产品中随机抽取相应的样本进行检验;
6.2 抽样检验中发现的不合格品数小于或等于相应的接收数Ac,则该批产品判为合格;
6.3 若抽样检验中发现的不合格数等于或大于相应的拒收数Re,则该批产品判定为不合格;
7、不合格的处置
7.1 通常情况下,不合格的批产品不得发放生产。
仓库应及时反馈采购部门,并在规定的
时间内向供应商退换;
7.2 让步接收应经不合格品审理,必要时应征得客户同意。
磁铁检验规范

4. 定义: 4.1 除非品管主管∕质量工程师特别指定,否则同一批来料,无论数量多少,均 作为 1LOT 处理.
5. 参考文件 5.1 <检验与测试程序>. 5.2 <来料检查的一般工作指引>.
6.步骤 6.1 根据 GRN 单的物料编号、数量,按<来料检查的一般工作指引>抽取适当样 品数量,并取出相应图纸及样品.
核准人
审批人
制定人
文件类别:
主题:
作业规范
磁铁检验规范
文件编号:ISO-WIQA-GF055 版次:A/10 版 页次: 2/2 生效日期:2012 年 03 月 15 日
6.4 检查项目及缺陷定义:
序号
检查项 目
检查工 具
最低 精度 要求
检查方 法
主要缺陷(MAJ)
次要缺陷 检查 备 (MIN) 水平 注
文件类别:
主题:
作业规范
磁铁检验规范
文件编号:ISO-WIQA-GF055 版次:A/0 版 页次: 1/2 生效日期:2012 年 03 月 15 日
1. 目的
定义各种扬声器磁铁的检查方法、项目及规格,以便检查人员进行正确的检查.
2. 适用范围 本公司扬声器磁铁.
3. 职责 3.1 品管主管负责本文件的落实和执行. 3.2 供货商质量工程师负责技术支持. 3.3 IQA 检查员按照文件的有关规定作业.
7. 记录
参考<检验工作指引>.
8. 附录:
无
9. 分发
核准人
审批人
制定人
/ 2.表面掉角:
<10mm, 宽 Ⅱ
2.1 产品外径≦60mm 时:长≦3mm,宽 <0.3mm.
电磁铁操作规程

电磁铁操作规程一、概述电磁铁是一种利用电流产生磁场,通过磁场吸引和释放物体的设备。
为了确保电磁铁的正常运行和操作人员的安全,制定本操作规程。
二、安全要求1. 操作人员在接触和操作电磁铁前,必须经过相关培训,并具备相应的证书和资质。
2. 严禁未经许可的非操作人员接近电磁铁工作区域。
3. 操作人员必须佩戴必要的个人防护装备,如绝缘手套、工作服等。
4. 严禁在电磁铁工作期间穿戴金属饰品或带有金属物品的衣物。
5. 确保电磁铁周围无易燃、易爆等危险物品,保持周围环境清洁整齐。
三、操作程序1. 打开电源前,确认电磁铁周围没有人员和物品。
2. 检查电磁铁的工作状态,确认无异常情况后方可操作。
3. 合理安排工作现场,确保操作空间宽裕,方便操作和观察。
4. 按照操作要求将被吸附物体放置在电磁铁下方,并通过操纵开关通电。
5. 当需要释放物体时,先切断电源,等待电磁铁磁力消除后,再将物体取出。
6. 操作完成后,及时关闭电源,进行设备检查,确保电磁铁处于安全密闭状态。
四、日常维护1. 定期对电磁铁进行检查和维护,确保其正常运行。
2. 清理电磁铁周围的杂物和灰尘,并保持设备外观整洁。
3. 定期检查电磁铁内部线路和连接件的紧固情况,如有松动及时处理。
4. 注意电磁铁工作时的噪音和震动情况,若出现异常及时维修或更换配件。
五、事故应急处理1. 一旦发生电磁铁运行异常、异常发热等情况,应立即停止使用,并及时报告维修人员。
2. 在发生电磁铁设备问题或意外事故时,操作人员应第一时间采取紧急救援措施,并通知相关人员。
3. 维修人员在维修电磁铁时,必须按照相关安全规定进行操作,确保自身安全。
六、总结电磁铁操作规程是保障电磁铁正常运行和操作人员安全的重要措施,所有相关人员必须严格遵守规程的要求。
在操作电磁铁过程中,切勿操之过急,确保操作的准确性和稳定性。
通过规范管理和日常维护,提高电磁铁的工作效率,延长设备使用寿命,促进工作安全。
电磁铁故障诊断流程
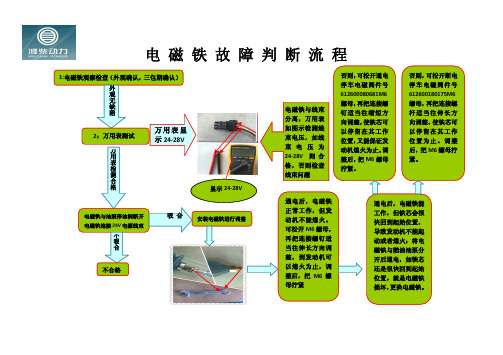
1:电磁铁观察检查(外观确认,三包期确认)
外 观 无 缺 陷
2:万用表测试
万 用 表 检 测 合 格
万用表显 示 24-28V
电磁铁与线束 分离,万用表 如图示检测线 束电压,如线 束 电 压 为 24-28V 则 合 格,否则检查 线束问题 显示 24-28V 通电后,电磁铁 正常工作,但发 动机不能熄火。 可松开 M6 螺母, 再把连接螺钉适 当往伸长方向调 整,到发动机可 以熄火为止,调 整后,把 M6 螺 母拧紧
电磁铁与油泵停油柄断开 电磁铁连接 24V 电源线束
吸 合
安装电磁铁进行调整
不 吸 合
不合格
通电后,电磁铁能 工作,但铁芯会很 快回到起始位置, 导致发动机不能起 动或者熄火:将电 磁铁与燃油油泵分 开后通电,如铁芯 还是很快回到起始 位置,就是电磁铁 损坏, 更换电磁铁。
否则, 可松开通电 停车电磁 阀件号 612600080681M6 螺母, 再把连接螺 钉适当往 缩短方 向调整, 使铁芯可 以停留在 其工作 位置, 又能保证发 动机熄火为止。 调 整后, M6 螺母 把 拧紧。
ห้องสมุดไป่ตู้
否则, 可松开断电 停车电磁阀件号 612600180175M6 螺母, 再把连接螺 杆适当往伸长方 向调整, 使铁芯可 以停留在其工作 位置为止。调整 后, M6 螺母拧 把 紧。
起重机电磁铁安全操作及保养规程

起重机电磁铁安全操作及保养规程起重机电磁铁广泛应用于工业生产线,主要用于吊装重物。
正确的使用和保养电磁铁是保证生产安全和提高生产效率的重要环节。
本文将介绍起重机电磁铁的安全操作和保养规程。
安全操作规程操作前检查在起重机使用电磁铁前,需要进行以下检查:1.检查电磁铁的外观是否有磨损、锈蚀等情况,如有需要及时更换或维修;2.检查电磁铁的电源线,是否有断裂、磨损等现象;3.检查电磁铁的开关和保险丝是否正常,开关是否灵敏;4.检查电磁铁的控制器和控制线路是否正常。
以上检查过程必须严格执行,并记录于起重机检查表中。
如发现问题要及时通知维修人员进行维修处理。
使用操作规程在起重机运行过程中,需要遵循以下操作规程:1.先将电磁铁开关置为“关”状态,然后在起重机操作控制室内按下升降按钮,将电磁铁吸附在吊起的货物上;2.当确认货物牢固吸附后,将电磁铁开关置为“开”状态,完成货物吊装操作;3.货物吊卸完成后,将电磁铁开关置为“关”状态,然后将货物放置在指定区域。
以上操作规程必须严格执行,保证起重机和电磁铁的正常运行。
操作注意事项在使用电磁铁的过程中,需要注意以下事项:1.避免在电磁铁吊货时,对货物进行猛烈震动,以免货物脱落或者电磁铁失去吸附;2.不可在电磁铁表面放置或者堆放金属,以免影响电磁铁的正常工作;3.在操作时要注意电磁铁表面的湿度,避免因电磁铁表面积水等情况导致电磁铁失去吸附能力;4.在使用电磁铁时需要注意周围的环境温度,避免电磁铁的热量过高导致电磁铁失去吸附能力。
以上事项必须严格遵守,以保证电磁铁的正常使用和安全。
保养规程日常保养1.在电磁铁使用前后,应检查线路和电源是否良好,如有问题要及时维修或更换;2.对电磁铁表面进行定期清洁,保证电磁铁表面干燥清洁,避免积水和污垢对电磁铁的影响;3.对电磁铁表面进行除锈、涂漆处理,避免电磁铁出现锈蚀现象;4.定期对电磁铁进行检查和维护,避免出现故障和事故。
定期检查1.对电磁铁电气系统进行定期检查,确保电路通畅,开关灵活,线路无断短路现象;2.对电磁铁接线端子进行定期检查,保证接点良好,无松动现象;3.对电磁铁磁芯和线圈进行定期检查,避免磁芯断裂或者线圈断路情况;4.按照电磁铁厂家提供的保养说明,定期进行保养。
DSQW-RD-016(1) 磁铁承认检验规范

备注 校正合格 校正合格 校正合格 校正合格 校正合格 校正合格
7. 检查项目、方法和要求 本文检查项目、方法和要求皆为立讯电声内部规范,如与客户要求有冲突或客户有特殊要求,则依客户要求为 准。 7.1 尺寸测定 (每批次 5PCS) 7.1.1 方法:使用合适测量工具或设备(如游标卡尺、二次元等)依图纸要求进行尺寸测定。 第一批检查时要进行全尺寸测量(取样数 1PCS),并对重要尺寸(图纸带*尺寸)做成 CPK 数据(取样 数 30PCS),CPK 值要求大于 1.33(特殊情况个案处理)。 7.1.2 判定基准:尺寸测定结果符合图纸规格要求时判定 OK。 7.1.3 验收标准:重要尺寸 Ac:0,Re:1 7.2 XRF 环境检测(每批次 1PCS) 7.2.1 方法:使用 XRF 测试仪对磁铁进行环境检测(如 RoHS、卤素等)。 7.2.2 要求:检测结果要满足立讯环保标准 QW-Q-043。 7.2.3 验收标准: Ac:0,Re:1 7.3 濡性试验(每批次 5PCS) 使用濡性药水#35号对磁铁表面进行濡性试验,具体试验如下: 7.3.1 方法:使用棉签蘸#35 号药水涂于磁铁表面,观察药水状态的三秒钟变化情况。 7.3.2 判定:若药水状态无变化或药水呈四周扩散的状态,则判定 OK;若药水出现收缩呈水珠状态,则判定 NG, 表示磁铁表面有油或污渍,影响到磁铁与华司或轭铁的粘接性能。 7.3.3 验收标准: Ac:0,Re:1 7.4 盐雾试验(每批次 5PCS) 7.4.1 方法:在温度 35℃±1℃的密闭环境中(压力桶温度 47℃±1℃),采用浓度为 5%±0.1%与 PH 值为 6.5~ 7.2 的氯化钠溶液,连续盐水喷雾试验 16h。将试验后的样品用清水冲洗干净后在常温环境内放置 2h 以上后检查磁铁的外观。 本文件之著作权及业务秘密内容属于立讯公司,非经准许不得翻印
电磁铁检验规程

9弹簧选用不锈钢丝,力矩28-32克测克计
10底面至吸片高度尺寸:
18."9±
0.1mm(吸动式)0-150mm游标卡尺
11
(1)制动头与平衡轮距离大于
1mm
(2)制动与骨架端面距离大于塞板工装
5mm
12通断:
以2次/秒通断试验须工作正
常,试验次数2000次以上跑合测试台
13直流阻抗:
10."4K±5%万用表
电磁铁最终检验规程
CYபைடு நூலகம்3/J-2-1
产品名称
检验方案电磁铁型号QC22-
1."
5.0-00材料
计量检验,以计量值判断合格与否,不合格的应立即返工或调换逐项全数检验
检测方法及测试工具序号检验项目及检验要求123456塑料件无变形、开裂、飞边、毛刺目测
等缺陷
金属件表面镀层均匀光亮,无锈目测
斑,断裂,起皮现象
吸动电压:
≤154V
释放电压:
≥22V综合测试台,电压量0-250V
综合测试台,电压量0-250V
吸力:165V电压状态下,吸力≥综合测试台,电压量0-250V,140g砝码
噪音:
电磁铁在165V-242V时(工听声测试台、
作)不应有交流哼声式振动引起的手感砝码
噪音
耐压:3000V/S无闪络,击穿
线圈与极靴间耐压1875V-1S匝间击穿仪
小学科学实验评测细则(电磁铁)

1.首先将电磁铁连接到电池上。
2.再将电磁铁的一端从水平方向靠近指南针的一极或用指南针从水平方向靠近电磁铁的一端,观察指南针的变化。
3.例如,用电磁铁的钉尖一端水平方向靠近指南针的北极,如果发现被吸引,则再用钉尖靠近南极,如果发现被排斥,则断定钉尖一端为南极,钉帽为北极。
4.这个实验要重复做2—3次。
3.同样用回穿的方法固定钉尾,留出10—15厘米的引线。
4.用砂纸把导线头磨光,简易的电磁铁就做好。
5.把电磁铁连接到电池上,用钉帽或钉尖一端去吸引大头针。重复此过程3次。
6.再将通电的电磁铁的一端从水平方向靠近指南针的一极或用指南针从水平方向靠近电磁铁的一端,观察指南针的变化。重复次试验3次。
实验
表5
小学科学《电磁铁》
学生实验报告
学校学生姓名得分
实验
目的
电磁铁制作及其磁性、磁极的确定
实验
用品
(3分)
电池盒、导线、大头针、磁针、铁钉、砂纸
实验步骤、记录及结论
(27分)
1.首先,拿出一个大铁钉和长导线,留出()厘米的引线,从钉帽一端开始缠绕,用回穿着的方法固定引线。
2.用导线在大铁钉上()缠绕20—80圈,可以为逆时针方向,也可以为()方向。
2.观察现象:会有一些大头针被吸引,(注意电磁铁是很耗电的,不能长时间接在电池上),当断开电流后,大头针掉落,再次吸引,没有大头针可以被吸引。如果实验中发现有少量大头针还可以被吸引,要针对数量变化给学生解释关于剩磁的问题。
3.这个实验要重复做2—3次。
4.现象说明:电磁铁在通电状态下和磁铁一样,具有磁性,能吸引铁制品,断电后,磁性消失。
表4小学科学《电磁铁》
教师实验报告及备课评分标准
起重电磁铁产品检验操作程序

起重电磁铁产品检验操作程序发布时间:2013-2-27 13:59:25 | 浏览次数:73标签:称谓:起重电磁铁,电磁起重器,起重电磁吸盘—起重电磁铁资料简介:起重电磁铁,电磁起重器,起重电磁吸盘的使用方法和使用说明书,起重电磁铁产品检验操作程序文件名称:直流起重电磁铁产品检验操作程序文件编号:HNZJ-ZY-02A-20092009年07月20日发布 2009年07月20日实施作业指导书文件编号:HNZJ-ZY-02A-2009第 1 版第 1 次修改第 1 页共 7 页标题: 直流起重电磁铁产品检验操作程序实施日期:2009年07月20日1. 适用范围本程序适用于功率不大于60kW直流起重电磁铁的定期检验、监督检验、仲裁检验、委托检验(含型式检验)及出厂检验。
2. 检验技术依据JB/T10730-2007《直流起重电磁铁》3. 检验项目及所用仪器设备序号检验项目所用仪器设备材料1外观检查目测2外型尺寸游标卡尺、钢卷尺、钢直尺3结构检查防水检查装置、万能材料试验机、内卡钳、钢直尺4线圈冷态电阻单臂电桥、水银温度计5冷态绝缘电阻兆欧表6耐压试验闪络击穿试验装置7温升测试(电阻法)干湿温度计2只、酒精温度计2支、万用表、电子秒表、电压表、电流表、整流控制设备、橡皮泥8起重能力试验电子吊勾秤、铸铁锭、起重机、整流控制设备注:出厂检验时结构检查、温升测试(电阻法)和起重能力试验可不做。
4. 检验环境要求温度:-40℃~40℃, 湿度≤ 85%RH5. 检验操作程序及方法5.1 外观检查5.1.1检查标牌标注的内容是否齐全、正确、清晰。
标注的内容包括制造厂名称和地址、产品名称和型号、主要技术参数(电压、电流、通电持续率等)、出厂编号、制造日期等。
技术参数应满足或高于标准基本参数要求。
5.1.2目测是否符合“电磁铁与被吸物接触的磁极面不涂漆,磁极面应涂防锈油”的要求。
作业指导书文件编号:HNZJ-ZY-02A-2009第 1 版第 1 次修改第2页共 7 页标题: 直流起重电磁铁产品检验操作程序实施日期:2009年07月20日5.2 外形尺寸用游标卡尺和钢卷尺测量外形尺寸,图样上标注了公差的按图样要求,图样未标注的按GB/T1804-2000中最粗v级公差要求(表一)。
电磁铁耐温试验

电磁铁耐温试验是指对电磁铁在高温环境下的性能和稳定性进行测试和评估的过程。
电磁铁在许多领域中都有应用,如电磁起重机、磁悬浮列车、磁性标签等等,而在高温环境下使用时,电磁铁的性能和稳定性会受到一定的影响。
因此,对电磁铁进行耐温试验是非常必要的。
在进行电磁铁耐温试验时,通常会设置一个高温环境,如200℃-450℃,并让电磁铁在此环境下工作一段时间,观察其性能的变化。
试验中,需要对电磁铁的电流、电压、磁场强度、机械性能等进行监测,以及记录其状态和表现。
试验的过程一般包括以下几个步骤:1. 准备高温环境:根据试验要求,搭建适合的高温环境,如使用高温烘箱或高温模拟环境设备,设置温度在规定的范围内。
2. 安装和调试:将电磁铁安装在高温环境中,调整其位置和状态,确保其正常工作。
3. 监测和记录:在试验期间,对电磁铁的各项参数进行实时监测,如电流、电压、磁场强度等,并记录其变化情况。
同时,也要关注电磁铁的状态和表现,如是否有异常声音、是否变形等。
4. 试验结束:试验结束后,对电磁铁的性能进行分析和评估,如磁场强度的变化、机械性能的变化等。
根据试验结果,评估电磁铁在高温环境下的稳定性和可靠性。
在试验过程中,需要注意以下几点:1. 温度控制:确保高温环境的温度稳定在规定范围内,避免因温度波动而对电磁铁造成影响。
2. 安全性:在高温环境下工作,要注意安全问题,如防止烫伤、保护电路等。
3. 监测数据:及时记录监测数据,为试验结果的分析提供依据。
通过耐温试验,可以评估电磁铁在高温环境下的性能和稳定性,为实际应用提供可靠的数据支持。
同时,对于高温环境下使用的电磁铁,应选择耐高温的材料和结构,以提高其性能和稳定性。
磁铁检验标准规范

文件制修订记录
视力:具有正常1.0-1.2视力及色感
照明度:近似正常日光,室内无日光时用800-1200Lux荧光灯照明度为标准
目测距离:产品距灯光源90CM,眼睛距产品30CM。
★检验方法:
视线与部品被检测面成45°角,上下左右转动15°检查部品,观察时间:≤10秒
检查顺序为:先正面下侧右侧上侧左侧背面。
★抽样方案:
抽样检验标准:按 MIL-STD-105EⅡ级单次抽样方案抽检。
成品尺寸按特殊检验水准S=3标准随机抽样测试。
★可接受质量等级:
致命缺陷(CRI)-- 0
主要缺陷(MAJ)— 0.65
次要缺陷(MIN)— 1.5( 供应商来料按 1.0标准验收)
★包装标准
产品的包装应与客户上所注明的包装方式、包装数量一致。
产品的外箱标签须填写正确,无少填、错填现象。
标签内容须与箱内产品一致。
外箱无破损、脏污等现象。
电磁铁测试流程

电磁铁测试流程As we delve into the testing process of an electromagnet, it is crucial to understand the components involved in the procedure. An electromagnet consists of a coil of wire wrapped around a core material, typically made of iron or steel. When an electric current flows through the coil, it creates a magnetic field, which can then attract or repel other objects. This fundamental principle forms the basis of how electromagnets are utilized in various applications, such as in cranes, speakers, and MRI machines.在深入研究电磁铁的测试流程时,理解该过程涉及的组件至关重要。
电磁铁由绕在铁或钢等芯材料周围的导线线圈组成。
当电流流过线圈时,它产生一个磁场,可以吸引或排斥其他物体。
这一基本原理构成了电磁铁在各种应用中的基础,例如在吊车、扬声器和MRI机器中的应用。
The testing of an electromagnet involves various steps to ensure its proper functionality and efficiency. One of the key aspects of testing an electromagnet is verifying its magnetic strength. This is typically done by using a Gaussmeter, which measures the magnetic field strength generated by the electromagnet. By conducting this test,engineers can ascertain whether the electromagnet meets the required specifications and is capable of generating the necessary magnetic force for its intended application.电磁铁的测试涉及各种步骤,以确保其正常功能和效率。
WI-QC-IQC-039IQC-磁铁类检验指导书

性能检验 磁力必须符合要求(和样品一致). 电镀不良 观察表面是否有明显电镀不良. 尺寸检验 尺寸与承认书和样品不符. 材质测试 使用称重法测试.
检验方法及验收标准
卡尺 称重计 STD-105E G抽样方案或按具体规定数量抽样 CR MA MI
检 登 查 录 量 数
来料检验规范(SIP)
文件名称 规格型号 拟 制 缺陷类别 AQL 磁铁类检验标准 文件编号 版 审 CR 0 本 核 MA 0.4 MI 1.5 A0 页 码 第1页 共1页 2012-8-8 修定日期 批 准 检验工具 检 登 查 录 量 数
序号 检验项目 一般检验项目 (II) 1 包装检验
检验方法及验收标准
备注:特殊检验项目检验时要求客户提供材料规格书、样品、工装具及可靠性试验申请,我司方 可作上述特殊项内容检验,如客户未能满足我司要求,则视客户认可接受此物料常规检验质量
1
用氯化钠和蒸馏水配置成含量为50.1%的盐溶液, 喷雾后的收集液PH值为6.5~7.2(允许用化学纯的稀 盐雾实验 盐酸或氢氧化钠调整PH值)温度为35°C,连续喷雾 24H;试验后取出样品在室温下静置24H后检测外观和 功能。观察是否有腐蚀、生锈等现象.
5p 5pc 盐雾试验 cs s/2 机 /2 0K 0K
缺陷类别 CR MA MI ● ● ● ● ● ● ●
外包装箱有破损、变形、受潮. 标签与实物不符. RoHS材料:外包装箱和开箱后的最小包装必须有RoHS 标识. 磁铁表面无破损、破裂、刮花等不良. 无凸点、凹点、油污、脏污等不良. 有毛边破损,影响装配. 磨损:因受外部摩擦力作用而使表面擦伤或破裂. 表面破坏产生的表面破裂或折痕.
2
RoHS标识
● ● ● ● ● ● ● ● ● ● 目视 AQL 无
磁铁厂检验管理制度范本

磁铁厂检验管理制度范本第一章总则第一条为了确保产品质量,满足客户需求,提高企业竞争力,制定本制度。
第二条本制度适用于磁铁厂产品的质量检验、试验、保管、运输等各个环节。
第三条检验工作应遵循科学、严谨、公正、高效的原则,确保检验结果的真实性和可靠性。
第四条检验人员应具备专业知识和技能,遵循操作规程,认真履行职责。
第二章检验机构与人员第五条设立检验机构,负责产品检验、试验、保管、运输等工作。
第六条检验机构设有以下部门:1. 检验一部:负责原材料、半成品、成品的检验工作。
2. 检验二部:负责生产过程、成品试验、质量监控等工作。
3. 检验三部:负责仓库保管、运输等工作。
第七条检验人员应具备以下条件:1. 具有相关专业学历或培训证书。
2. 具备一定的实践经验和技术水平。
3. 具有良好的职业操守和团队协作精神。
4. 定期参加培训,提高检验技能。
第三章检验与试验第八条检验工作应按照GB/T 19001-2016《质量管理体系要求》和产品技术标准等要求进行。
第九条检验流程:1. 原材料进厂检验:对原材料进行外观、尺寸、磁性能等项目的检验。
2. 半成品检验:对半成品进行外观、尺寸、磁性能等项目的检验。
3. 成品检验:对成品进行外观、尺寸、磁性能、包装等项目的检验。
4. 试验:对产品进行磁性能、硬度、耐温等试验。
第十条检验记录应真实、完整、清晰,便于追溯和管理。
第四章不合格品管理第十一条对不合格品进行标识、隔离,并按规定程序处理。
第十二条不合格品处理包括:1. 返工:对不合格品进行返工处理,直至符合要求。
2. 降级:对不合格品进行降级处理,用于非关键部位或内销。
3. 报废:对无法修复或修复成本过高的不合格品进行报废处理。
第五章质量改进与持续发展第十三条对检验过程中发现的问题进行分析,找出原因,制定改进措施。
第十四条定期对检验设备、仪器进行校准和维护,确保其准确性和可靠性。
第十五条加强员工培训,提高检验技能和质量意识。
电磁铁检验规范

芯科电子科技有限公司品管(OQC)检验标准书
B、对测试治具通电
C、用手提测试治具顶上的拉手,使电磁铁挂钩跟电磁铁本体脱开,查看治具上拉力计的拉力显示值,此值为电磁铁的拉力。
4 包装4.1包装牢固,符合要求,能保护好产品不受损坏*
4.2标识正确,有物料编号,品名,规格型号,数量,出厂日期等信息*
5 试装
配
要拿产品试装多士炉开关板,产品要能轻松插入PCB。
执行标准:GB2828.1-2003正常检验一次抽样 II级水平AQL:CR:0.01 MA:0.65 MI:1.5 备注:1.产品需符合ROHS环保要求,出货时必须附上RoHS检验报告或符合ROHS保证书;
内外包装均有ROHS环保标识.;2.附有产品出货检验报告;3.检验后在对应的检验报表上填写实测的数据范围。
制定:申期明审核:赵奕核准:戴远耀。
12---磁性材料承认检验规范

60分钟
锡炉
7
耐压
30分钟
高压机
10
动态试验
120分钟
电子负载机 示波器 电子负载机 示波器 化负载 厂商附检验报告 老
11 12
老化试验 未测项目
6小时
针对以上所列检测项目须有样品10PCS,100%测试OK方可承认.作业时间总计两天。 修 改 内 容 修改 记录 1 2 3 修改日期
3
180分钟
LCR测试仪
4
耐电流测试
120分钟
DC SOURCE LCR仪
5
高频阻抗
60分钟
HP系列高频测试仪 或厂 商附检测报告
6
焊 锡
(此项仅针对带有引脚或贴片式磁珠)按承认书规格 要求测试磁材引脚或帖片电极吃锡性是否符合要求. (此项针对有绝缘涂装的磁材)按承认书规格要求施 加相应AC电压,耐压时间依材质要求而定,不可有耐 压不良现象. 依据机种设定标准,实际装机测试其各项电气性能须符 合机种性能要求. 室温(25℃)环境,实际装机带满载老化6H后,不可有 电性不良现象。 凡本公司无法检测项目均由厂商保证品质。
2
尺 寸
依规格要求测量各部位尺寸,须符合实际装配要求. 将待测磁珠、磁环置室温(25℃)环境1H后,再测试其 电感量是否在规格范围内. 在室温(25℃)环境,给待测磁珠(贴片式)加最大工作 电流60分钟后,置室温30分钟再测其电性是否在规格范 围内. 在室温(25℃)环境下,按承认书要求设定频率,测试 其阻抗值是否在规格范围内.
文件级别:
文件名 版本 页序 类 别 目 的 磁性材料类 适用范围
标 题
零件承认检验规范
A 13 磁珠、磁环 磁芯系列
为确保本公司产品所使用之磁性材料类产品均符合品质要求,达成用料统一。
磁铁检验标准规范

磁铁检验标准规范
文件制修订记录
视力:具有正常1.0-1.2视力及色感
照明度:近似正常日光,室内无日光时用800-1200Lux荧光灯照明度为标准
目测距离:产品距灯光源90CM,眼睛距产品30CM。
★检验方法:
视线与部品被检测面成45°角,上下左右转动15°检查部品,观察时间:≤10秒
检查顺序为:先正面下侧右侧上侧左侧背面。
★抽样方案:
抽样检验标准:按 MIL-STD-105EⅡ级单次抽样方案抽检。
成品尺寸按特殊检验水准S=3标准随机抽样测试。
★可接受质量等级:
致命缺陷(CRI)-- 0
主要缺陷(MAJ)— 0.65
次要缺陷(MIN)— 1.5( 供应商来料按 1.0标准验收)
★包装标准
产品的包装应与客户上所注明的包装方式、包装数量一致。
产品的外箱标签须填写正确,无少填、错填现象。
标签内容须与箱内产品一致。
外箱无破损、脏污等现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CY/3/J-2-1
产品名称
电磁铁
型号
QC22-1.5.0-00
材料
检验方案
逐项全数检验
序号
检验项目及检验要求
检测方法及测试工具
计量检验,以计量值判断合格与否,不合格的应立即返工或调换
1
塑料件无变形、开裂、飞边、毛刺等缺陷
目测
2
金属件表面镀层均匀光亮,无锈斑,断裂,起皮现象
目测
3
吸动电压:≤154V
综合测试台,电压量0-250V
4
释放电压:≥22V
综合测试台,电压量0-250V
5
吸力:165V电压状态下,吸力≥140g
综合测试台,电压量0-250V,砝码
6
噪音:电磁铁在165V-242V时(工作)不应有交流哼声式振动引起的噪音
听声测试台、
手感砝码
7
耐压:3000V/S无闪络,击穿
匝间击穿仪
8
线圈与极靴间耐压1875V-1S
介质击穿装置
9
弹簧选用不锈钢丝,力矩28-32克
测克计
10
底面至吸片高度尺寸:18.9±0.1mm(吸动式)
150mm游标卡尺
11
(1)制动头与平衡轮距离大于1mm
(2)制动与骨架端面距离大于5mm
塞板工装
12
通断:以2次/秒通断试验须工作正常,试验次数2000次以上
跑合测试台
13
直流阻抗:10.4K±5%
万用表