9-492014-8中文资料
2094中文资料

SWITCH-MODE TRANSFORMER GUIDE BY TECHNOLOGY
Ferrite
E30/15/7 ETD29X16X10 ETD29X15X10 ETD29X11X10 ETD34X13X11 ETD34X17X11 ETD39X17X13 ER48X18X18 ER54X20X18
38.1
18.5 25 20 15 15 16.25 16.25 15 20 16.25 20.32 20.32 27
Pitch Power Input (mm) @ 50 kHz (W)
7.5
30
5
404405405
40
5
60
5
90
5
190
5
250
5
130
4
40
4
40
5
60
5
90
5
120
5
200
5
● Pinout configuration: 16 dual-in-line pins with 35mm spacing and 5mm pitch
● The ferrite core is a slim EE50-type, leading to a maximum transformer height of 28mm above the PCB
● Adjustable magnetising-to-leakage primary inductance ratio LP/LL (recommended values range is LP/LL @ 100 kHz = 2.5 ~ 4)
Mechanical and Magnetic Data
质量标准代号对照表

中华人民共和国行业标准代号含义清单GB--强制性国家标准代号GB/T--推荐性国家标准代号GB/Z--国家标准化指导性技术文件序号行业标准名称行业标准代号主管部门1 农业NY 农业部2 水产SC 农业部3 水利SL 水利部4 林业LY 国家林业局5 轻工QB 国家轻工业局6 纺织FZ 国家纺织工业局7 医药YY 国家药品监督管理局8 民政MZ 民政部9 教育JY 教育部10 烟草YC 国家烟草专卖局11 黑色金属YB 国家冶金工业局12 有色冶金YS 国家有色金属工业局13 石油天然气ST 国家石油和化学工业局14 化工HG 国家石油和化学工业局15 石油化工SH 国家石油和化学工业局16 建材JC 国家建筑材料工业局17 地质矿产DZ 国土资源部18 土地管理TD 国土资源部19 测绘CH 国家测绘局20 机械JB 国家机械工业局21 汽车QC 国家机械工业局22 民用航空MH 中国民航管理总局23 兵工民品WJ 国防科工委24 船舶CB 国防科工委25 航空HB 国防科工委26 航天QJ 国防科工委27 核工业EJ 国防科工委28 铁路运输TB 铁道部29 交通JT 交通部30 劳动和劳动安全LD 劳动和社会保障部31 电子SJ 信息产业部32 通信YD 信息产业部33 广播电影电视GY 国家广播电影电视总局34 电力DL 国家经贸委35 金融JR 中国人民银行36 海洋HY 国家海洋局37 档案DA 国家档案局38 商检SN 国家出入境检验检疫局39 文化WH 文化部40 体育TY 国家体育总局41 商业SB 国家国内贸易局42 物资管理WB 国家国内贸易局43 环境保护HJ 国家环境保护总局44 稀土XB 国家计发委稀土办公室45 城镇建设CJ 建设部46 建筑工业JG 建设部47 新闻出版CY 国家新闻出版署48 煤炭MT 国家煤炭工业局49 卫生WS 卫生部50 公共安全GA 公安部51 包装BB 中国包装工业总公司J52 地震DB 国家地震局53 旅游LB 国家旅游局54 气象QX 中国气象局55 外经贸WM 对外经济贸易合作部56 海关HS 海关总署57 邮政YZ 国家邮政局注:行业标准分为强制性和推荐性标准。
0449145202;中文规格书,Datasheet资料

This document was generated on 08/20/2012PLEASE CHECK FOR LATEST PART INFORMATIONPart Number:44914-5202Status:ActiveOverview:Micro-Fit 3.0™ ConnectorsDescription:3.00mm Pitch Micro-Fit 3.0 CPI™ Header, Dual Row, Vertical, Compliant Pin Interface,2 Circuits, LCP, Glass-Filled, UL 94V-0, 0.38µm Gold (Au) Selective Contact Plating,Tin (Sn) Plated Tails, Glow Wire CompatibleDocuments:3D ModelTest Summary TS-43045-001 (PDF)Drawing (PDF)RoHS Certificate of Compliance (PDF)Product Specification PS-43045 (PDF)Product Literature (PDF)Agency CertificationCSA LR19980TUV R72081037ULE29179GeneralProduct Family PCB Headers Series44914ApplicationPower, Wire-to-Board Application Tooling Part Link 622030455Comments"High Temperature|Square Pin<P><P>This Molex product is manufactured from material that has the following ratings, tested by independent agencies:.a) A Glow Wire Ignition Temperature (GWIT) of at least 775 deg C per IEC 60695-2-13.. b) A Glow Wire Flammability Index (GWFI) above 850 deg C per IEC 60695-2-12.and hence complies with therequirements set out in the International Standard IEC 60335-1 5th edition - household and similar electrical appliances - safety, section 30 Resistance to heat and fire. <P><P> The customers using this product must determine its suitability for use in their particular application through testing or other acceptable means as described in end-product glow-wire flammability test standard IEC 60695-2-11 and any applicable product end-use standard(s). <P> If it is determined during the customer’s evaluation of suitability, that higher performance is required, please contact Molex for possible product options."OverviewMicro-Fit 3.0™ Connectors Product Literature Order No 987650-5984Product Name Micro-Fit 3.0 CPI™UPC822350766012PhysicalBreakawayNo Circuits (Loaded)2Circuits (maximum)2Color - ResinBlack Durability (mating cycles max)30Flammability94V-0Glow-Wire Compliant Yes Lock to Mating Part YesMaterial - MetalHigh Performance Alloy (HPA)Seriesimage - Reference onlyEU RoHSChina RoHSELV and RoHS Compliant REACH SVHCContains SVHC: No Low-Halogen Status Low-HalogenNeed more information on product environmental compliance?Email productcompliance@For a multiple part number RoHS Certificate of Compliance, click herePlease visit the Contact Us section for any non-product compliance questions.Search Parts in this Series 44914SeriesMates With430250200 ReceptacleApplication Tooling | FAQTooling specifications and manuals are found by selecting the products below.Crimp Height Specifications are then contained in the Application Tooling Specification document.GlobalDescription Product #Removal Tool 0622030455Material - Plating Mating GoldMaterial - Plating Termination TinMaterial - Resin High Temperature ThermoplasticNet Weight0.480/gNumber of Rows2Orientation VerticalPCB Locator YesPCB Retention YesPackaging Type TrayPitch - Mating Interface 3.00mmPlating min - Mating0.381µmPlating min - Termination 2.540µmPolarized to Mating Part YesPolarized to PCB YesShrouded FullyStackable NoSurface Mount Compatible (SMC)NoTemperature Range - Operating-40°C to +105°CTermination Interface: Style Through Hole - Compliant PinElectricalCurrent - Maximum per Contact5AVoltage - Maximum250VMaterial InfoReference - Drawing NumbersProduct Specification PS-43045Sales Drawing SD-44914-002Test Summary TS-43045-001This document was generated on 08/20/2012PLEASE CHECK FOR LATEST PART INFORMATION分销商库存信息: MOLEX 0449145202。
Agilent I O Hardware 数据手册说明书
82357A technical specificationsGeneral requirementsMinimum system requirements Windows 98(SE)/Me 2•PCI IEEE-488 interface for PCs•Transfer rates up to 900 KB/s•Dual processor support onWindows 2000/XPBest for•Maximum GPIB throughput forall configurationsHigh performance for manufacturingtest applicationsThe 82350B is Agilent’s highest-performance GPIB interface. Witha direct PCI computer connection,transaction overhead is minimizedfor the best overall performance.The 82350B card de-couples GPIBtransfers from PCI bus transfers.Buffering provides I/O and systemperformance that is superior to directmemory access (DMA). The hardwareis software configurable and compati-ble with the Plug-and-Play standardfor easy hardware installation. TheGPIB interface card plugs into a 5 voltPCI slot in the backplane of your PC.For programming capability youhave access with the latest versionof IO Libraries suite, version 14.1, toprogram in all standard developmentenvironments. Agilent’s IO LibrariesSuite 14.1 is easy to use and workswith virtually any vendor’s instrumentor T&M programming softwareapplication and includes automaticconfiguration for Agilent or NI VISA,NI-488.2, VISA COM or T&M ToolkitDirect IO. Even if you use NI IO soft-ware Agilent will configure automati-cally so as a user you do not have tobe concerned with the behind-the-scenes details.382350B technical specifications General requirements Minimum system requirements Windows 98(SE)/Me (note 98 supported with version 14.0 only)/2000/XP Software required Agilent IO Libraries Suite (included); see requirements on page 1PCI bus slot 5-V PCI slot, 32 bits Supported standards PCI rev 2.2IEEE 488.1 and IEEE 488.2 compatible General characteristics Power Backplane +5 V PCI Connectors Standard 24-pin GPIB (IEEE-488)+5V PCI Maximum data rate More than 900 KB/s Maximum instrument connection 14 instruments—daisy chain via GPIB Buffering Built-in Configuration Plug-and-Play EMC and safety *IEC 61326-1Group 1, Class A IEC 61010-1Warranty 1 year Dimensions Length, width, and height 122 mm (L) x 122 mm (W) x 22 mm (H) (a full-height PCI card)Weight 0.091 kg Environmental specifications Operating environment 0°C to 55°C Operating humidity Up to 90% at 40°C non-condensing Storage environment -40°C to +70°C Storage humidity Up to 90% at 65°C non-condensing * Additional detail and information in the Declaration of ConformityThis traditional GPIB connection still offers the highest throughputE5810A technical specifications 45USB port on your PC to up to fourRS-232 instruments or devices•Fully compatible with WindowsCOM driver and industry-standardVISA I/O software.Best for•Easy connection to RS-232 devices•Notebook computer RS-232connectionsAdd four serial ports in minutesThe Agilent E5805A USB/4-portRS232 interface provides a directconnection from the USB port onyour notebook or desktop PC to up tofour RS-232 instruments or devices.There are no switches to set, no PCcards to install, and no external powersupplies are required. Simply installthe driver and plug in the E5805AUSB 4-port RS232 interface to addfour RS-232 ports to your computer.Since the E5805A is a standardPlug-and-Play device, your computerautomatically detects and configuresit when it is connected to your com-puter USB port. You can interface upto four devices, with baud rates up to230 Kb/s per serial port. The E5805Aprovides four DB9 serial connectorsand ships with a 1.8-meter USB cable.E5813A technical specificationsGeneral requirements67Agilent Technologies’ Test and Measurement Support, Services, and Assistance Agilent Technologies aims to maximize the value you receive, while minimizing your risk and problems. We strive to ensure that you get the test and measurement capabilities you paid for and obtain the support you need. Our extensive support resources and services can help you choose the right Agilent products for your applications and apply them successfully. Every instru-ment and system we sell has a global warranty. Support is available for at least five years beyond the production life of the product. Two concepts underlie Agilent’s overall support policy: “Our Promise” and “Your Advantage.”Our Promise Our Promise means your Agilent test and measurement equipment will meet its advertised performance and functionality. When you are choosing new equipment,we will help you with product information, including realistic performance specifications and practical recom-mendations from experienced test engineers. When you receive your new Agilent equipment, we can help verify that it works properly, and help with initial product operation.Your AdvantageYour Advantage means that Agilent offers a wide range of additional expert test and measurement services, which you can purchase according to your unique technical and business needs. Solve problems efficiently and gain a competitive edge by contracting with us for calibration, extra-cost upgrades, out-of-warranty repairs, and onsite education and training, as well as design, system integration, project management, and other professional engineering services. Experienced Agilent engineers and techni-cians worldwide can help you maximize your productivity,optimize the return on investment of your Agilent instruments and systems, and obtain dependable measurement accuracy for the life of those products./find/emailupdates Get the latest information on the products and applications you /find/openAgilent Open simplifies the process of connecting and programming test systems to help engineers design,validate and manufacture electronic products. Agilentoffers open connectivity for a broad range of system-ready instruments, open industry software, PC-stan-dard I/O and global support, which are combined to more easily integrate test system development. For more assistance with your test & measurement needs or to find your local Agilent office go to /find/contactus Microsoft, Windows and Visual Studio are U.S. registered trademarks of Microsoft Corporation.Pentium is a U.S. registered trademark of Intel Corporation.Product specifications and descriptions in this document subject to change without notice.© Agilent Technologies, Inc. 2005Printed in USA, August 5, 20055989-1889EN Agilent Open Agilent Email Updates •Agilent E2094N IO Libraries Suite, Data sheet pub no. 5989-1439EN •Modern Connectivity–Using USB and LAN I/O Converters, Application note 1475-1pub no. 5989-0123EN •Simplified PC Connections for GPIB Instruments,Application note 1409-1, pub no. 5988-5897EN •Using LAN in Test Systems: The Basics,Application note 1465-9, pub no. 5989-1412ENpub no. 5989-1417EN •Computer I/O Considerations, Application note 1465-2, pub no. 5988-9818EN Learn more at /find/io-ds Join the Agilent Developer Network to get updated I/O software, instrument drivers, code examples,white papers, and more! Registration is easy and free at /find/adn.。
HS91-98704中文资料
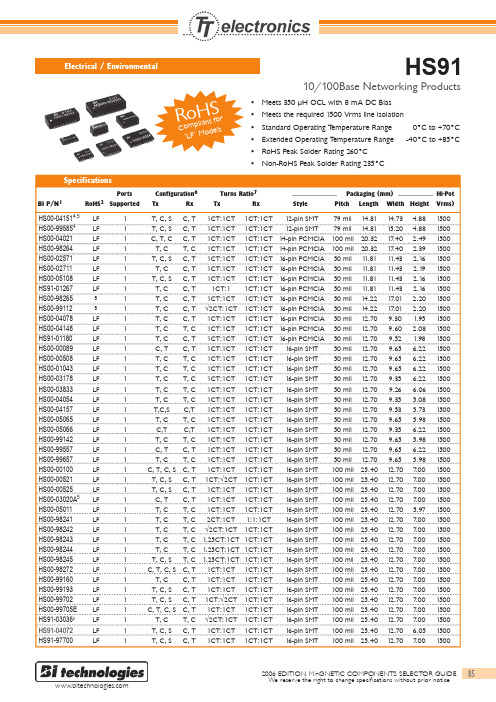
Specifications
BI P/N1 RoHS2 LF LF LF LF LF LF LF LF
3 3
Ports Supported 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Packaging (mm) Hi-Pot Pitch Length Width Height Vrms) 79 mil 79 mil 100 mil 100 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 50 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 100 mil 14.81 14.81 20.32 20.32 11.81 11.81 11.81 11.81 14.22 14.22 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 25.40 14.73 15.20 17.40 17.40 11.43 11.43 11.43 11.43 17.01 17.01 9.30 9.60 9.52 9.65 9.65 9.65 9.35 9.26 9.35 9.53 9.65 9.35 9.65 9.65 9.65 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 12.70 4.88 4.88 2.49 2.39 2.16 2.19 2.16 2.16 2.20 2.20 1.95 2.08 1.98 6.22 6.22 6.22 6.22 6.06 5.08 5.73 5.98 6.22 5.98 6.22 5.98 7.00 7.00 7.00 7.00 5.97 7.00 7.00 7.00 7.00 7.00 7.00 7.00 7.00 7.00 7.00 7.00 6.05 7.00 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500 1500
安全数据表(SDS)单号:1796009-ENG-06,发布日期:1998年2月18日,修订日期:2
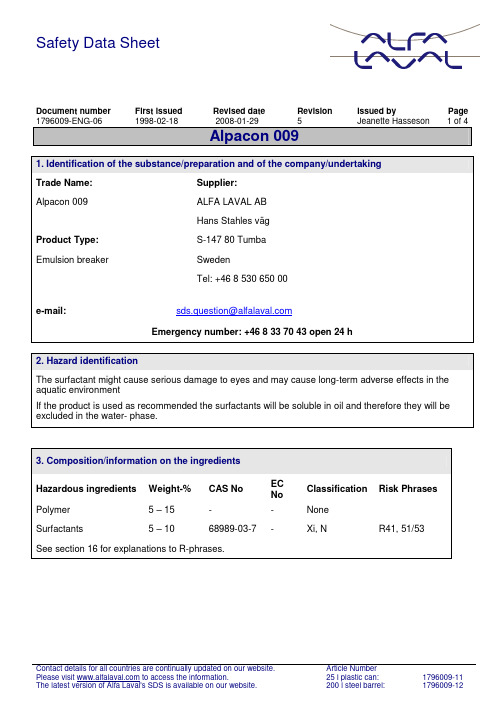
Safety Data SheetDocument number First issued Revised date Revision Issued by Page 1796009-ENG-06 1998-02-18 2008-01-29 5 Jeanette Hasseson 1 of 4Alpacon 0091. Identification of the substance/preparation and of the company/undertakingTrade Name: Supplier:Alpacon 009 ALFA LAVAL ABHans Stahles vägProduct Type: S-147 80 TumbaEmulsion breaker SwedenTel: +46 8 530 650 00e-mail:Emergency number: +46 8 33 70 43 open 24 h2. Hazard identificationThe surfactant might cause serious damage to eyes and may cause long-term adverse effects in the aquatic environmentIf the product is used as recommended the surfactants will be soluble in oil and therefore they will be excluded in the water- phase.3. Composition/information on the ingredientsHazardous ingredients Weight-% CAS No ECNoClassification Risk PhrasesPolymer 5 – 15 - - NoneSurfactants 5 – 10 68989-03-7 - Xi, N R41, 51/53 See section 16 for explanations to R-phrases.4. First –aid measuresFirst aid – Inhalation Move to fresh air.First aid – Skin contact Wash off with plenty of water.First aid – Eye contact Rinse immediately with tepid water for several minutes. Proceedthe rinse during transport to hospital.Obtain medical attention.First aid – Ingestion Rinse mouth and drink at least 1-2 glasses of water. Do notinduce vomiting.Obtain medical attention.5. Fire- fighting measuresExtinguishing media All extinguishing media are suitable.Special hazards of product The product is not flammable. In case of fire the product mightform hazardous gases as NOx and COx.Protective equipment for fire fighting Not applicable.Fire –fight If the fire is extinguished with water environmental dangeroussubstances might be entering the environment.6. Accidental release measuresPersonal precautions Wear suitable goggles and gloves.Environmental precautions Prevent spills from reaching sewage, wells and watercourses. Spillage Absorb spills with sand, earth or other inert material. Collect andremove for destruction.Large spillage Contact local authority7. Handling and storageHandling Do not mix with other chemicals. Use recommended personalprotection according to section 8.Storage Store in a closed container.8. Exposure control / personal protectionRespiratory protection Appropriate ventilation. Provide facilities for rinsing eyes.Skin protection Protective gloves of nitrile.Eye protection Safety goggles.Ingestion Do not eat or drink during use. Wash hands before eating.9. Physical and chemical propertiesPhysical state Clear liquid.Colour Slightly yellow.Odour Weak smell.Density at 20 °C (g/ml) 1.025± 0.005.pH (as is) at 20 °C 7-9°brix 17.8±0.6.Viscosity at 25 °C (SP01/20 rpm) (cP) 1368±130.Cloud point during heating (°C) 50ºC.Flash point >100 º C10. Stability and reactivityStability The product is stable under normal conditions, but it decomposesat high temperatures.Conditions to avoid Extreme heatMaterials to avoid None knownHazardous decomposition products None known if the product is handled as recommended. In caseof fire the product might form hazardous gases as NOx and COx.11. Toxicological informationSkin At prolonged or frequently use of the product blush might occur.Eyes The product might cause serious damage to eyes.Consumption Low acute toxicity . Might be irritating to mucous membrane.LD50 oral rat 4500mg/kgSkin irritation test rabbit Slightly irritatingEye irritation test rabbit Strongly irritatingSensibillisation Not allergenicGen toxicity Not mutagenic12. Ecological informationLC50 96h (fish) >100mg/lNOEC 96 h (fish) > 100mg/lEC50 48h (Daphnia magna) > 100mg/lNOEC 48 h (Daphnia magna) > 100 mg/lDegradation No readily bodegradable13. Disposal considerationsDisposal of product: State and local disposal regulations may differ from federaldisposal regulations. Always dispose in accordance with federal,state and local requirements.Disposal of containers: Containers should be reused or disposed of by landfill orincineration as appropriate.14. Transport informationNot classified as a hazardous substance according to transport regulations.15. Regulatory informationLabel Symbol(s): XiIrritantRisk Phrases: R36 Irritating to eyes.R52/53 Harmful to aquatic organisms, may cause long-termadverse effects in the aquatic environment.Safety Phrases: S39 Wear eye/ face protection.16. Other informationExplanations to R-phrases in section 2 R41 Risk of serious damage to eyes.R51/53 Toxic to aquatic organisms, may cause long-term adverse effects in the aquatic environment.See also product label for product applications.Important changes have been made in section: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 and 15.DISCLAIM OF RESPONSIBILITYAlfa Laval provides the information contained herein in good faith but makes no representation as to its comprehensiveness or accuracy. This document is only a guide to the potential hazards of the product. All individuals working with or around the product should be properly trained. Persons coming into contact with the product must be capable of exercising their own independent judgment concerning the conditions or methods of handling, storage and usage of the product. Alfa Laval will not be responsible for claims, losses, or damages of any kind resulting from the information provided in this Safety Data Sheet or the use, handling, storage or disposal of the product. Alfa Laval makes no representations or warranties, either express or implied, including without limitation any warranties of merchantability or fitness for a particular purpose with respect to the information set out herein or the product to which the information refers.。
热固性粘合剂安全数据表说明书

修改日期: APRIL 2013修改的内容 3安全资料手册的性质THERMAL BONDING SYSTEM产品标识产品名称THERMAL BONDING SYSTEM产品编号TBS-B, ETBS20S, ETBS01K, ZE化学品的推荐用途和限制用途推荐的用途粘合剂限制的用途现在及时我们没有关于用途制约的信息。
他们在这张安全数据表将包括, 当可得到时化学品安全技术说明书提供者的详细信息供应商ELECTROLUBE. A division of HKWENTWORTH LTDASHBY PARK, COALFIELD WAY,ASHBY DE LA ZOUCH, LEICESTERSHIRELE65 1JRUNITED KINGDOM+44 (0)1530 419600+44 (0)1530 416640应急电话+44 (0)1530 419600 between 8.30am - 5.00pm GMT Mon – Fri物质或混合物的分类标号与 GHS一致物理化学危害性没有分类。
人类健康方面1A 皮肤腐蚀 - H314;1 敏化皮肤 - H317环境方面 1 危害水生环境-急性危险 - H400;1 危害水生环境-慢性危险 - H410分类(1999/45/EEC)C;R35. R43. N;R50/53.所有的风险术语和危险性说明见第16部分环境会使水中的生物体严重中毒, 可对水生环境造成长期的不良影响。
在处理该化学物品及其试剂瓶时, 不能倒入排水设施, 应将其放置在危险品收集处或特殊废弃物收集处。
应使用合适的密封装置以避免环境污染。
应避免排放到环境中去, 请参阅特殊说明/安全手册。
需要根据当地政府部门的要求对废弃物和剩余的化学药品进行处理。
标签要素含有成分Meth yl ene Di(c y c l ohe xyl amine)TRIETHYLENETETRAMINE符合(EC) No. 1272/2008的标签警示词危险危险性说明H314造成严重皮肤灼伤和眼损伤。
《铁合金产品牌号表示方法》国家标准(草案)编制说明

《铁合金术语》编制说明(征求意见稿)2008年12月《铁合金术语》国家标准(征求意见稿)编制说明一、制定标准的目的《铁合金术语》国家标准是铁合金行业重要的基础标准之一,是进行技术交流、贸易、生产和科研不可缺少的工具。
随着科学技术,市场经济,国际贸易的发展,经济全球化,此标准的作用越来越大。
另一方面,近几年来我国铁合金产业发展迅猛,现已成为世界上第一生产和出口大国,因此修订术语标准更为必要,不仅使铁合金术语得到进一步统一、规范,而且还将提高整个铁合金产品标准化水平,将进一步推动国内外铁合金行业技术交流和贸易。
二、任务来源及有关工作根据全国钢标准化技术委员会钢标委[2008]01号文《关于下达全国钢标委2008年第一批国家标准制修订项目计划的通知》的要求,《铁合金术语第1部分材料》、《铁合金术语第2部分取样和制样》、《铁合金术语第3部分筛分》国家标准由中钢集团吉林铁合金股份有限公司、冶金工业信息标准研究院等负责修订起草。
计划编号为20077312-T-605、20077313-T-605、20077314-T-605,该项目要求2009年完成。
为了完成这项任务我们做了如下工作。
首先查阅GB/T14984-1994《铁合金术语》标准档案,并收集、整理了国内外铁合金产品标准,对有关资料进行了全面细致地分析,在分析过程中,广泛吸收了我公司内技术、生产、试验、检验及经营等方面专家的意见。
《铁合金术语第1部分材料》修改采用ISO8954.1-1990,《铁合金术语第2部分取样和制样》修改采用ISO8954.2-1990,《铁合金术语第3部分筛分》等同采用ISO8954.3-1990,并在GB/T14984-1994的基础上起草了以上国家标准征求意见稿,向全国生铁及铁合金标准化技术委员会委员及有关单位征求意见。
三、编制原则认真贯彻落实全国采用国际标准工作会议的精神,能等同采用的最好等同采用,不能等同采用的修改采用。
大陆地区废弃物代码对照表(2008-11)

废弃物大类设定废弃物大类代号 名称HW(hazardous wastes)危险废物GW (general wastes) 一般废物附件一代号 名称行业来源废物代码 废物名称 危险特性 卫生 851-001-01 医疗废物 InHW01 医疗废物非特定行业 900-001-01 为防治动物传染病而需要收集和处置的废物In271-001-02 化学药品原料药生产过程中的蒸馏及反应残渣T271-002-02 化学药品原料药生产过程中的母液及反应基或培养基废物T271-003-02 化学药品原料药生产过程中的脱色过滤(包括载体)物T271-004-02 化学药品原料药生产过程中废弃的吸附剂,催化剂和溶剂T化学药品原药制造271-005-02 化学药品原料药生产过程中的报废药品及过期原料T272-001-02 化学药品制剂生产过程中的蒸馏及反应残渣T272-002-02 化学药品制剂生产过程中的母液及反应基或培养基废物T272-003-02 化学药品制剂生产过程中的脱色过滤(包括载体)物T272-004-02 化学药品制剂生产过程中废弃的吸附剂,催化剂和溶剂T化学药品制剂制造272-005-02 化学药品制剂生产过程中的报废药品及过期原料T275-001-02 使用砷或有机砷化合物生产兽药过程中产生的废水处理污泥T275-002-02 使用砷或有机砷化合物生产兽药过程中苯胺化合物蒸馏工艺产生的蒸馏残渣T275-003-02 使用砷或有机砷化合物生产兽药过程中使用活性炭脱色产生的残渣T275-004-02 其他兽药生产过程中的蒸馏及反应残渣THW02 医药废物兽用药品制造275-005-02 其他兽药生产过程中的脱色过T代号 名称 行业来源 废物代码 废物名称 危险特性 滤(包括载体)物275-006-02 兽药生产过程中的母液,反应基和培养基废物T 275-007-02 兽药生产过程中废弃的吸附剂,催化剂和溶剂T 275-008-02 兽药生产过程中的报废药品及过期原料T 276-001-02 利用生物技术生产生物化学药品,基因工程药物过程中的蒸馏及反应残渣T 276-002-02 利用生物技术生产生物化学药品,基因工程药物过程中的母液,反应基和培养基废物T276-003-02 利用生物技术生产生物化学药品,基因工程药物过程中的脱色过滤(包括载体)物与滤饼T 276-004-02 利用生物技术生产生物化学药品,基因工程药物过程中废弃的吸附剂,催化剂和溶剂T生物生化制品的制造 276-005-02 利用生物技术生产生物化学药品,基因工程药物过程中的报废药品及过期原料T HW03 废药物、药品 非特定行业 900-002-03 生产,销售及使用过程中产生的失效,变质,不合格,淘汰,伪劣的药物和药品(不包括HW01,HW02,900-999-49类)T 263-001-04 氯丹生产过程中六氯环戊二烯过滤产生的残渣;氯丹氯化反应器的真空汽提器排放的废物T263-002-04 乙拌磷生产过程中甲苯回收工艺产生的蒸馏残渣T HW04 农药废物 农药制造 263-003-04 甲拌磷生产过程中二乙基二硫代磷酸过滤产生的滤饼 T代号 名称 行业来源 废物代码 废物名称 危险特性 263-004-04 2,4,5-三氯苯氧乙酸(2,4,5-T)生产过程中四氯苯蒸馏产生的重馏分及蒸馏残渣T263-005-04 2,4-二氯苯氧乙酸(2,4-D)生产过程中产生的含2,6-二氯苯酚残渣T 263-006-04 乙烯基双二硫代氨基甲酸及其盐类生产过程中产生的过滤,蒸发和离心分离残渣及废水处理污泥;产品研磨和包装工序产生的布袋除尘器粉尘和地面清扫废渣T 263-007-04 溴甲烷生产过程中反应器产生的废水和酸干燥器产生的废硫酸;生产过程中产生的废吸附剂和废水分离器产生的固体废物T 263-008-04 其他农药生产过程中产生的蒸馏及反应残渣T 263-009-04 农药生产过程中产生的母液及(反应罐及容器)清洗液T 263-010-04 农药生产过程中产生的吸附过滤物(包括载体,吸附剂,催化剂)T 263-011-04 农药生产过程中的废水处理污泥T 263-012-04 农药生产,配制过程中产生的过期原料及报废药品T 非特定行业 900-003-04 销售及使用过程中产生的失效,变质,不合格,淘汰,伪劣的农药产品 THW05 木材防腐剂废物 锯材、木片加工 201-001-05 使用五氯酚进行木材防腐过程中产生的废水处理污泥,以及T代号 名称 行业来源 废物代码 废物名称 危险特性腐剂的废弃木材残片201-002-05 使用杂芬油进行木材防腐过程中产生的废水处理污泥,以及木材保存过程中产生的沾染防腐剂的废弃木材残片T 201-003-05 使用含砷,铬等无机防腐剂进行木材防腐过程中产生的废水处理污泥,以及木材保存过程中产生的沾染防腐剂的废弃木材残片T266-001-05 木材防腐化学品生产过程中产生的反应残余物,吸附过滤物及载体T266-002-05 木材防腐化学品生产过程中产生的废水处理污泥T 专用化学产品制造 266-003-05 木材防腐化学品生产,配制过程中产生的报废产品及过期原料T非特定行业 900-004-05 销售及使用过程中产生的失效,变质,不合格,淘汰,伪劣的木材防腐剂产品T261-001-06 硝基苯-苯胺生产过程中产生的废液T 261-002-06 羧酸肼法生产1,1-二甲基肼过程中产品分离和冷凝反应器排气产生的塔顶流出物T261-003-06 羧酸肼法生产1,1-二甲基肼过程中产品精制产生的废过滤器滤芯T261-004-06 甲苯硝化法生产二硝基甲苯过程中产生的洗涤废液T HW06 有机溶剂废物 基础化学原料制造 261-005-06 有机溶剂的合成,裂解,分离,脱色,催化,沉淀,精馏等过程中产生的反应残余物,废催化剂,吸附过滤物及载体I,T代号 名称 行业来源 废物代码 废物名称 危险特性 261-006-06 有机溶剂的生产,配制,使用过程中产生的含有有机溶剂的清洗杂物I,T346-001-07 使用氰化物进行金属热处理产生的淬火池残渣T 346-002-07 使用氰化物进行金属热处理产生的淬火废水处理污泥T 346-003-07 含氰热处理炉维修过程中产生的废内衬 T 346-004-07 热处理渗碳炉产生的热处理渗碳氰渣T 346-005-07 金属热处理过程中的盐浴槽釜清洗工艺产生的废氰化物残渣R,T HW07 热处理含氰废物 金属表面处理及热处理加工 346-049-07 其他热处理和退火作业中产生的含氰废物T 071-001-08 石油开采和炼制产生的油泥和油脚 T,I 天然原油和天然气开采 071-002-08 废弃钻井液处理产生的污泥 T251-001-08 清洗油罐(池)或油件过程中产生的油/水和烃/水混合物T 251-002-08 石油初炼过程中产生的废水处理污泥,以及储存设施,油-水-固态物质分离器,积水槽,沟渠及其他输送管道,污水池,雨水收集管道产生的污泥T 251-003-08 石油炼制过程中API 分离器产生的污泥,以及汽油提炼工艺废水和冷却废水处理污泥T 251-004-08 石油炼制过程中溶气浮选法产生的浮渣T,I 251-005-08 石油炼制过程中的溢出废油或乳剂T,I HW08 废矿物油 精炼石油产品制造 251-006-08 石油炼制过程中的换热器管束清洗污泥 T代号 名称行业来源废物代码 废物名称 危险特性251-007-08石油炼制过程中隔油设施的污泥T251-008-08石油炼制过程中储存设施底部的沉渣T,I 251-009-08石油炼制过程中原油储存设施的沉积物T,I 251-010-08石油炼制过程中澄清油浆槽底的沉积物T,I 251-011-08石油炼制过程中进油管路过滤或分离装置产生的残渣T,I 251-012-08石油炼制过程中产生的废弃过滤粘土T涂料、油墨、颜料及相关产品制造264-001-08油墨的生产,配制产生的废分散油T专用化学产品制造264-004-08粘合剂和密封剂生产,配置过程产生的废弃松香油T船舶及浮动装置制造375-001-08 拆船过程中产生的废油和油泥 T,I900-200-08珩磨,研磨,打磨过程产生的废矿物油及其含油污泥T900-201-08使用煤油,柴油清洗金属零件或引擎产生的废矿物油T,I 900-202-08使用切削油和切削液进行机械加工过程中产生的废矿物油T900-203-08使用淬火油进行表面硬化产生的废矿物油T900-204-08使用轧制油,冷却剂及酸进行金属轧制产生的废矿物油T900-205-08使用镀锡油进行焊锡产生的废矿物油T900-206-08锡及焊锡回收过程中产生的废矿物油T非特定行业900-207-08使用镀锡油进行蒸汽除油产生的废矿物油T代号 名称 行业来源 废物代码 废物名称 危险特性 900-208-08 使用镀锡油(防氧化)进行热风整平(喷锡)产生的废矿物油T 900-209-08 废弃的石蜡和油脂 T,I900-210-08 油/水分离设施产生的废油,污泥T,I 900-249-08 其他生产,销售,使用过程中产生的废矿物油T,I 900-005-09 来自于水压机定期更换的油/水,烃/水混合物或乳化液T 900-006-09 使用切削油和切削液进行机械加工过程中产生的油/水,烃/水混合物或乳化液THW09 废乳化液 非特定行业 900-007-09 其他工艺过程中产生的废弃的油/水,烃/水混合物或乳化液T 900-008-10 含多氯联苯(PCBs),多氯三联苯(PCTs),多溴联苯(PBBs)的废线路板,电容,变压器T900-009-10 含有PCBs,PCTs 和PBBs 的电力设备的清洗液T 900-010-10 含有PCBs,PCTs 和PBBs 的电力设备中倾倒出的介质油,绝缘油,冷却油及传热油T 900-011-10 含有或直接沾染PCBs,PCTs 和PBBs 的废弃包装物及容器T HW10 含多氯联苯废物 非特定行业 900-012-10 含有或沾染PCBs,PCTS,PBBS和多氯(溴)萘,且含量≥50mg/kg 的废物,物质和物品T 精炼石油产品的制造 251-013-11 石油精炼过程中产生的酸焦油和其他焦油T 252-001-11 炼焦过程中蒸氨塔产生的压滤污泥T 252-002-11 炼焦过程中澄清设施底部的焦油状污泥T HW11 精(蒸) 馏残渣 炼焦制造 252-003-11 炼焦副产品回收过程中萘回收T代号 名称行业来源废物代码 废物名称 危险特性及再生产生的残渣252-004-11炼焦和炼焦副产品回收过程中焦油储存设施中的残渣T252-005-11煤焦油精炼过程中焦油储存设施中的残渣T252-006-11煤焦油蒸馏残渣,包括蒸馏釜底物T252-007-11煤焦油回收过程中产生的残渣,包括炼焦副产品回收过程中的污水池残渣T252-008-11轻油回收过程中产生的残渣,包括炼焦副产品回收过程中的蒸馏器,澄清设施,洗涤油回收单元产生的残渣T252-009-11 轻油精炼过程中的污水池残渣 T252-010-11煤气及煤化工生产行业分离煤油过程中产生的煤焦油渣T252-011-11焦炭生产过程中产生的其他酸焦油和焦油T261-007-11乙烯法制乙醛生产过程中产生的蒸馏底渣T261-008-11乙烯法制乙醛生产过程中产生的蒸馏次要馏分T261-009-11苄基氯生产过程中苄基氯蒸馏产生的蒸馏釜底物T261-010-11四氯化碳生产过程中产生的蒸馏残渣T261-011-11表氯醇生产过程中精制塔产生的蒸馏釜底物T261-012-11异丙苯法生产苯酚和丙酮过程中蒸馏塔底焦油T基础化学原料制造261-013-11萘法生产邻苯二甲酸酐过程中蒸馏塔底残渣和轻馏分T代号 名称 行业来源废物代码 废物名称 危险特性261-014-11邻二甲苯法生产邻苯二甲酸酐过程中蒸馏塔底残渣和轻馏分T 261-015-11苯硝化法生产硝基苯过程中产生的蒸馏釜底物T 261-016-11甲苯二异氰酸酯生产过程中产生的蒸馏残渣和离心分离残渣T 261-017-111,1,1-三氯乙烷生产过程中产生的蒸馏底渣T 261-018-11三氯乙烯和全氯乙烯联合生产过程中产生的蒸馏塔底渣T 261-019-11苯胺生产过程中产生的蒸馏底渣T 261-020-11苯胺生产过程中苯胺萃取工序产生的工艺残渣T 261-021-11二硝基甲苯加氢法生产甲苯二胺过程中干燥塔产生的反应废液T 261-022-11二硝基甲苯加氢法生产甲苯二胺过程中产品精制产生的冷凝液体轻馏分T 261-023-11二硝基甲苯加氢法生产甲苯二胺过程中产品精制产生的废液T 261-024-11二硝基甲苯加氢法生产甲苯二胺过程中产品精制产生的重馏分T 261-025-11甲苯二胺光气化法生产甲苯二异氰酸酯过程中溶剂回收塔产生的有机冷凝物T 261-026-11氯苯生产过程中的蒸馏及分馏塔底物T 261-027-11使用羧酸肼生产1,1-二甲基肼过程中产品分离产生的塔底渣T 261-028-11 乙烯溴化法生产二溴化乙烯过T代号 名称 行业来源 废物代码 废物名称 危险特性 物261-029-11 α-氯甲苯,苯甲酰氯和含此类官能团的化学品生产过程中产生的蒸馏底渣T 261-030-11 四氯化碳生产过程中的重馏分 T261-031-11 二氯化乙烯生产过程中二氯化乙烯蒸馏产生的重馏分T 261-032-11 氯乙烯单体生产过程中氯乙烯蒸馏产生的重馏分T 261-033-11 1,1,1-三氯乙烷生产过程中产品蒸汽汽提塔产生的废物T 261-034-11 1,1,1-三氯乙烷生产过程中重馏分塔产生的重馏分T 261-035-11 三氯乙烯和全氯乙烯联合生产过程中产生的重馏分T 常用有色金属冶炼 331-001-11 有色金属火法冶炼产生的焦油状废物T 环境管理业 802-001-11 废油再生过程中产生的酸焦油T 非特定行业 900-013-11其他精炼,蒸馏和任何热解处理中产生的废焦油状残留物 T 264-002-12 铬黄和铬橙颜料生产过程中产生的废水处理污泥 T 264-003-12 钼酸橙颜料生产过程中产生的废水处理污泥 T 264-004-12 锌黄颜料生产过程中产生的废水处理污泥T 264-005-12 铬绿颜料生产过程中产生的废水处理污泥T 264-006-12 氧化铬绿颜料生产过程中产生的废水处理污泥T 264-007-12 氧化铬绿颜料生产过程中产生的烘干炉残渣T HW12 染料、涂料废物 染料,涂料废物涂料,油墨,颜料及相关产品制造 264-008-12 铁蓝颜料生产过程中产生的废水处理污泥 T代号 名称行业来源废物代码 废物名称 危险特性264-009-12使用色素,干燥剂,肥皂以及含铬和铅的稳定剂配制油墨过程中,清洗池槽和设备产生的洗涤废液和污泥T264-010-12油墨的生产,配制过程中产生的废蚀刻液T264-011-12其他油墨,染料,颜料,油漆,真漆,罩光漆生产过程中产生的废母液,残渣,中间体废物T264-012-12其他油墨,染料,颜料,油漆,真漆,罩光漆生产过程中产生的废水处理污泥,废吸附剂T264-013-12油漆,油墨生产,配制和使用过程中产生的含颜料,油墨的有机溶剂废物T纸浆制造 221-001-12废纸回收利用处理过程中产生的脱墨渣T900-250-12使用溶剂,光漆进行光漆涂布,喷漆工艺过程中产生的染料和涂料废物T,I 900-251-12使用油漆,有机溶剂进行阻挡层涂敷过程中产生的染料和涂料废物T,I 900-252-12使用油漆,有机溶剂进行喷漆,上漆过程中产生的染料和涂料废物T,I 900-253-12使用油墨和有机溶剂进行丝网印刷过程中产生的染料和涂料废物T,I 900-254-12使用遮盖油,有机溶剂进行遮盖油的涂敷过程中产生的染料和涂料废物T,I 900-255-12使用各种颜料进行着色过程中产生的染料和涂料废物T非特定行业900-256-12 使用酸,碱或有机溶剂清洗容T代号 名称 行业来源 废物代码 废物名称 危险特性 器设备的油漆,染料,涂料等过程中产生的剥离物900-299-12 生产,销售及使用过程中产生的失效,变质,不合格,淘汰,伪劣的油墨,染料,颜料,油漆,真漆,罩光漆产品T,I 261-036-13 树脂,乳胶,增塑剂,胶水/胶合剂生产过程中产生的不合格产品,废副产物T 261-037-13 树脂,乳胶,增塑剂,胶水/胶合剂生产过程中合成,酯化,缩合等工序产生的废催化剂,母液T 261-038-13 树脂,乳胶,增塑剂,胶水/胶合剂生产过程中精馏,分离,精制等工序产生的釜残液,过滤介质和残渣T 基础化学原料制造 261-039-13 树脂,乳胶,增塑剂,胶水/胶合剂生产过程中产生的废水处理污泥T 900-014-13 废弃粘合剂和密封剂T 900-015-13 饱和或者废弃的离子交换树脂T HW13 有机树脂类废物 非特定行业 900-016-13 使用酸,碱或溶剂清洗容器设备剥离下的树脂状,粘稠杂物T HW14 新化学药品废物 非特定行业 900-017-14 研究,开发和教学活动中产生的对人类或环境影响不明的化学废物T/C/In/I/R 266-005-15 炸药生产和加工过程中产生的废水处理污泥R 266-006-15 含爆炸品废水处理过程中产生的废炭R HW15 爆炸性废物 炸药及火工 产品制造 266-007-15 生产,配制和装填铅基起爆药剂过程中产生的废水处理污泥T,R代号 名称 行业来源 废物代码 废物名称 危险特性 266-008-15 三硝基甲苯(TNT)生产过程中产生的粉红水,红水,以及废水处理污泥R非特定行业 900-018-15 拆解后收集的尚未引爆的安全气囊R 266-009-16 显、定影液、正负胶片、像纸、感光原料及药品生产过程中产生的不合格产品和过期产品 T专用化学产品制造 266-010-16 显、定影液、正负胶片、像纸、感光原料及药品生产过程中产生的残渣及废水处理污泥 T 231-001-16 使用显影剂进行胶卷显影,定影剂进行胶卷定影,以及使用铁氰化钾,硫代硫酸盐进行影像减薄(漂白)产生的废显(定)影液,胶片及废像纸T 印刷 231-002-16 使用显影剂进行印刷显影,抗蚀图形显影,以及凸版印刷产生的废显(定)影液,胶片及废像纸T 电子元件制造 406-001-16 使用显影剂,氢氧化物,偏亚硫酸氢盐,醋酸进行胶卷显影产生的废显(定)影液,胶片及废像纸T 电影 893-001-16 电影厂在使用和经营活动中产生的废显(定)影液,胶片及废像纸T 摄影扩印服务 828-001-16 摄影扩印服务行业在使用和经营活动中产生的废显(定)影液,胶片及废像纸T HW16 感光材料废物 非特定行业 900-019-16 其他行业在使用和经营活动中产生的废显(定)影液,胶片及废像纸等感光材料废物T HW17 表面处理废物 金属表面处理及热处理346-050-17 使用氯化亚锡进行敏化产生的废渣和废水处理污泥 T代号 名称行业来源废物代码 废物名称 危险特性346-051-17使用氯化锌,氯化铵进行敏化产生的废渣和废水处理污泥T346-052-17使用锌和电镀化学品进行镀锌产生的槽液,槽渣和废水处理污泥T346-053-17使用镉和电镀化学品进行镀镉产生的槽液,槽渣和废水处理污泥T346-054-17使用镍和电镀化学品进行镀镍产生的槽液,槽渣和废水处理污泥T346-055-17使用镀镍液进行镀镍产生的槽液,槽渣和废水处理污泥T346-056-17硝酸银,碱,甲醛进行敷金属法镀银产生的槽液,槽渣和废水处理污泥T346-057-17使用金和电镀化学品进行镀金产生的槽液,槽渣和废水处理污泥T346-058-17使用镀铜液进行化学镀铜产生的槽液,槽渣和废水处理污泥T346-059-17使用钯和锡盐进行活化处理产生的废渣和废水处理污泥T346-060-17使用铬和电镀化学品进行镀黑铬产生的槽液,槽渣和废水处理污泥T346-061-17使用高锰酸钾进行钻孔除胶处理产生的废渣和废水处理污泥T346-062-17使用铜和电镀化学品进行镀铜产生的槽液,槽渣和废水处理污泥T346-063-17其他电镀工艺产生的槽液,槽渣和废水处理污泥T加工346-064-17 金属和塑料表面酸(碱)洗,除T代号 名称 行业来源 废物代码 废物名称 危险特性 蚀液,洗涤液和污泥346-065-17 金属和塑料表面磷化,出光,化抛过程中产生的残渣(液)及污泥T 346-066-17 镀层剥除过程中产生的废液及残渣T 346-099-17 其他工艺过程中产生的表面处理废物T 802-002-18 生活垃圾焚烧飞灰 T802-003-18 危险废物焚烧,热解等处置过程产生的底渣和飞灰(医疗废物焚烧处置产生的底渣除外)T802-004-18 危险废物等离子体,高温熔融等处置后产生的非玻璃态物质及飞灰THW18 焚烧处置残渣 环境治理 802-005-18 固体废物及液态废物焚烧过程中废气处理产生的废活性炭,滤饼THW19 含金属羰基化合物废物 非特定行业 900-020-19 在金属羰基化合物生产以及使用过程中产生的含有羰基化合物成分的废物THW20 含铍废物 基础化学原料制造 261-040-20 铍及其化合物生产过程中产生的熔渣,集(除)尘装置收集的粉尘和废水处理污泥T 193-001-21 使用铬鞣剂进行铬鞣,再鞣工艺产生的废水处理污泥T 毛皮鞣制及制品加工 193-002-21 皮革切削工艺产生的含铬皮革碎料T 231-003-21 使用含重铬酸盐的胶体有机溶剂,黏合剂进行漩流式抗蚀涂布(抗蚀及光敏抗蚀层等)产生的废渣及废水处理污泥 T 231-004-21 使用铬化合物进行抗蚀层化学硬化产生的废渣及废水处理污泥T HW21 含铬废物 印刷代号 名称行业来源废物代码 废物名称 危险特性液和废水处理污泥261-041-21有钙焙烧法生产铬盐产生的铬浸出渣(铬渣)T261-042-21有钙焙烧法生产铬盐过程中,中和去铝工艺产生的含铬氢氧化铝湿渣(铝泥)T261-043-21有钙焙烧法生产铬盐过程中,铬酐生产中产生的副产废渣(含铬硫酸氢钠)T基础化学原料制造261-044-21有钙焙烧法生产铬盐过程中产生的废水处理污泥T324-001-21铬铁硅合金生产过程中尾气控制设施产生的飞灰与污泥T324-002-21铁铬合金生产过程中尾气控制设施产生的飞灰与污泥T铁合金冶炼324-003-21铁铬合金生产过程中金属铬冶炼产生的铬浸出渣T346-100-21使用铬酸进行阳极氧化产生的槽渣,槽液及废水处理污泥T金属表面处理及热处理加工 346-101-21使用铬酸进行塑料表面粗化产生的废物T电子元件制造406-002-21使用铬酸进行钻孔除胶处理产生的废物T常用有色金属矿采选091-001-22硫化铜矿,氧化铜矿等铜矿物采选过程中集(除)尘装置收集的粉尘T印刷 231-006-22使用酸或三氯化铁进行铜板蚀刻产生的废蚀刻液及废水处理污泥T玻璃及玻璃制品制造314-001-22使用硫酸铜还原剂进行敷金属法镀铜产生的槽渣,槽液及废水处理污泥THW22 含铜废物电子元件制造 406-003-22使用蚀铜剂进行蚀铜产生的废蚀铜液T代号 名称 行业来源 废物代码 废物名称 危险特性 406-004-22 使用酸进行铜氧化处理产生的废液及废水处理污泥T 346-102-23 热镀锌工艺尾气处理产生的固体废物 T 金属表面处理及热处理加工 346-103-23 热镀锌工艺过程产生的废弃熔剂,助熔剂,焊剂T 电池制造 394-001-23 碱性锌锰电池生产过程中产生的废锌浆T HW23 含锌废物 非特定行业 900-021-23 使用氢氧化钠,锌粉进行贵金属沉淀过程中产生的废液及废水处理污泥T HW24 含砷废物 常用有色 金属矿采选 091-002-24 硫砷化合物(雌黄,雄黄及砷硫铁矿)或其他含砷化合物的金属矿石采选过程中集(除)尘装置收集的粉尘T HW25 含硒废物 基础化学原料制造 261-045-25 硒化合物生产过程中产生的熔渣,集(除)尘装置收集的粉尘和废水处理污泥T HW26 含镉废物 电池制造 394-002-26 镍镉电池生产过程中产生的废渣和废水处理污泥T 261-046-27 氧化锑生产过程中除尘器收集的灰尘T 261-047-27 锑金属及粗氧化锑生产过程中除尘器收集的灰尘T 261-048-27 氧化锑生产过程中产生的熔渣T HW27 含锑废物 基础化学原料制造 261-049-27 锑金属及粗氧化锑生产过程中产生的熔渣T HW28 含碲废物 基础化学原料制造 261-050-28 碲化合物生产过程中产生的熔渣,集(除)尘装置收集的粉尘和废水处理污泥T 天然原油和天然气开采 071-003-29 天然气净化过程中产生的含汞废物T HW29 含汞废物 贵金属矿092-001-29 "全泥氰化-炭浆提金"黄金选T代号 名称 行业来源 废物代码 废物名称 危险特性 矿生产工艺产生的含汞粉尘,残渣 采选 092-002-29 汞矿采选过程中产生的废渣和集(除)尘装置收集的粉尘T 印刷 231-007-29 使用显影剂,汞化合物进行影像加厚(物理沉淀)以及使用显影剂,氨氯化汞进行影像加厚(氧化)产生的废液及残渣T 261-051-29 水银电解槽法生产氯气过程中盐水精制产生的盐水提纯污泥T 261-052-29 水银电解槽法生产氯气过程中产生的废水处理污泥T 基础化学 原料制造 261-053-29 氯气生产过程中产生的废活性炭T 265-001-29 氯乙烯精制过程中使用活性炭吸附法处理含汞废水过程中产生的废活性炭 T,C 合成材料 制造 265-002-29 氯乙烯精制过程中产生的吸附微量氯化汞的废活性炭T,C 电池制造 394-003-29 含汞电池生产过程中产生的废渣和废水处理污泥T 照明器具 制造 397-001-29 含汞光源生产过程中产生的荧光粉,废活性炭吸收剂T 通用仪器 仪表制造 411-001-29 含汞温度计生产过程中产生的废渣T 基础化学 原料制造 261-054-29 卤素和卤素化学品生产过程产生中的含汞硫酸钡污泥T 900-022-29 废弃的含汞催化剂 T900-023-29 生产,销售及使用过程中产生的废含汞荧T 多种来源 900-024-29 生产,销售及使用过程中产生的废汞温度计,含汞废血压计T HW30 含铊废物 基础化学 原料制造 261-055-30 金属铊及铊化合物生产过程中产生的熔渣,集(除)尘装置收集的粉尘和废水处理污泥T。
LOCTITE 542安全技术说明书

安全技术说明书根据GB/T 16483-2008第 1 页共9页LOCTITE 542安全技术说明书编号 : 168433V001.4修订: 25.04.2016发布日期: 11.09.2018化学品中文名称: LOCTITE 542推荐用途:厌氧企业信息:汉高(中国)投资有限公司张衡路928号201203中国上海市浦东新区中国电话:+86-21-2891 8000传真:+86-21-2891 5137生效日期: 25.04.2016应急信息:应急电话:+86 532 8388 9090 (24小时)。
物质或混合物的分类根据GB 13690-2009 (化学品分类和危险性公示通则):危险分类危险类别靶器官严重眼损伤/眼刺激类别 2A特异性靶器官系统毒性一次性接触类别 3呼吸道刺激对水生环境有慢性危害类别 3标签要素根据GB 15258-2009 (化学品安全标签编写规定):象形图信号词:警告安全技术说明书编号: 168433 V001.4LOCTITE 542第 2 页共 9 页危险性说明:H319造成严重眼刺激。
H335可能引起呼吸道刺激。
H412对水生生物有害并具有长期持续影响。
预防措施:P261避免吸入粉尘/烟/气体/烟雾/蒸气/喷雾。
P264处理后要彻底洗手P271只能在室外或通风良好之处使用。
P273避免释放到环境中。
P280穿戴眼睛防护/面部防护用品。
事故响应:P304+P340+P312如吸入:将受害人转移到空气新鲜处,保持呼吸舒适的休息姿势。
呼叫中毒控制中心或就医P305+P351+P338如进入眼睛:用水小心冲洗几分钟。
如戴隐形眼镜并可方便地取出,取出隐形眼镜。
继续冲洗。
P337+P313如仍觉眼刺激:求医/就诊。
安全储存:P403+P233存放在通风良好的地方。
保持容器密闭。
P405存放处须加锁。
废弃处置:P501在适合的处置和废弃设施内,按照可用的法律法规要求,以及废弃时的产品特性,废弃处置内容物/容器。
中华人民共和国行业标准备案公告2014年第1号(总第169号)--依法备案行业标准384项的公告

2013-08-30
2014-03-01
国家质量监督检验检疫总局
33
42436-2014
SN/T 0706-2013
出口动物源性食品中二溴磷残留量的测定
SN 0706-1997
2013-08-30
2014-03-01
国家质量监督检验检疫总局
34
42437-2014
SN/T 0931-2013
2014-03-01
国家质量监督检验检疫总局
38
42441-2014
SN/T 1143-2013
熏蒸库中植物有害生物熏蒸处理操作规程
SN/T 1143-2002
2013-08-30
2014-03-01
国家质量监督检验检疫总局
39
42442-2014
SN/T 1151.3-2013
斑节对虾杆状病毒(MBV)检疫技术规范
【主题分类】标准化
正文
中华人民共和国行业标准备案公告
(2014年第1号(总第169号))
国家标准化管理委员会依法备案行业标准384项,现予以公告(见附件)。
国家标准委
2014年2月20日
序号
备案号
标准编号
标准名称
代替标准号
批准日期
实施日期
标准主管部门
1
42404-2014
CJ/T 436-2013
垃圾填埋场用土工网垫
SN/T 3317.2-2013
进出口纺织品质量安全风险评估规范 第2部分:纺织原料 羊毛
2013-08-30
2014-03-01
国家质量监督检验检疫总局
50
42453-2014
ASTM A194(194M)-08a

Designation:A194/A194M–08a Endorsed byManufacturers Standardization Societyof the Valve and Fittings IndustryUsed in USNRC-RDT StandardsStandard Specification forCarbon and Alloy Steel Nuts for Bolts for High Pressure orHigh Temperature Service,or Both1This standard is issued under thefixed designation A194/A194M;the number immediately following the designation indicates the yearof original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification2covers a variety of carbon,alloy,and martensitic stainless steel nuts in the size range1⁄4through4 in.and metric M6through M100nominal.It also covers austenitic stainless steel nuts in the size range1⁄4in.and M6 nominal and above.These nuts are intended for high-pressure or high-temperature service,or both.Grade substitutions with-out the purchaser’s permission are not allowed.1.2Bars from which the nuts are made shall be hot-wrought. The material may be further processed by centerless grinding or by cold drawing.Austenitic stainless steel may be solution annealed or annealed and strain-hardened.When annealed and strain hardened austenitic stainless steel is ordered in accor-dance with Supplementary Requirement S1,the purchaser should take special care to ensure that8.2.2,Supplementary Requirement S1,and Appendix X1are thoroughly understood.1.3Supplementary requirements(S1through S8)of an optional nature are provided.These shall apply only when specified in the inquiry,contract,and order.1.4This specification is expressed in both inch-pound units and in SI units.However,unless the order specifies the applicable“M”specification designation(SI units),the mate-rial shall be furnished to inch-pound units.1.5The values stated in either inch-pound units or SI units are to be regarded separately as standard.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specification.Within the text,the SI units are shown in brackets.2.Referenced Documents2.1ASTM Standards:3A153/A153M Specification for Zinc Coating(Hot-Dip)on Iron and Steel HardwareA276Specification for Stainless Steel Bars and ShapesA320/A320M Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature ServiceA962/A962M Specification for Common Requirements for Steel Fasteners or Fastener Materials,or Both,Intended for Use at Any Temperature from Cryogenic to the Creep RangeB695Specification for Coatings of Zinc Mechanically Deposited on Iron and SteelB696Specification for Coatings of Cadmium Mechanically DepositedB766Specification for Electrodeposited Coatings of Cad-miumE112Test Methods for Determining Average Grain Size F1940Test Method for Process Control Verification to Prevent Hydrogen Embrittlement in Plated or Coated FastenersF1941Specification for Electrodeposited Coatings on Threaded Fasteners(Unified Inch Screw Threads(UN/ UNR))2.2American National Standards:4B1.1Unified Screw ThreadsB1.2Gages and Gaging for Unified Inch Screw Threads B1.13M Metric Screw ThreadsB18.2.2Square and Hex NutsB18.2.4.6M Metric Heavy Hex Nuts3.Terminology3.1Definitions of Terms Specific to This Standard:1This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel and Related Alloys and is the direct responsibility of SubcommitteeA01.22on Steel Forgings and Wrought Fittings for Piping Applications and Bolting Materials for Piping and Special Purpose Applications.Current edition approved May1,2008.Published June2008.Originally approved st previous edition approved in2008as A194/A194M–08.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SA-194in Section II of that code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.4Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036,.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.3.1.1Austenitic Grades—All grades with a prefix of“8”or “9”.3.1.2Ferritic Grades—Grades1,2,2H,2HM,3,4,6,6F,7, 7M,and16.3.1.3Lot—Unless otherwise specified(see Discussion be-low),a lot is the quantity of nuts of a single nominal size and grade produced by the same manufacturing process.3.1.3.1Discussion—When Supplementary Requirement S5 is invoked on the purchase order,the following definitions of a lot shall apply:3.1.3.2For Grade8Nuts—The quantity of all the nuts of a single nominal diameter and grade made from the same heat of steel and made by the same manufacturing process.3.1.3.3For All Other Grade Nuts—(see8.2and8.1.2.1)—All the nuts of a single nominal diameter and grade made from the same heat number and heat treated in the same batch if batch-type heat treating equipment is used or heat treated in the same continuous run of not more than8h under the same conditions if continuous-type heat treating equipment is used.3.1.4Type3.1.4.1For Grade8Nuts—Variations within the grade designated by a letter and differentiated by chemistry and by manufacturing process.3.1.4.2For Grade6Nuts—Variations within the grade designated by the letter F as differentiated by chemical addi-tions made for machineability.3.1.5Series—The dimensional relationship and geometry of the nuts as described in ANSI B18.2.2or B18.2.4.6M. 4.Ordering Information4.1The inquiry and order for material under this specifica-tion shall include the following as required to describe the material adequately:4.1.1Specification designation,year date,and grade,issue date and revision letter,4.1.2Quantity,number of pieces,4.1.3Dimensions(see Section9),4.1.4Options in accordance with8.2.2.1,9.1,9.2,10.3,and 12,and4.1.5Supplementary Requirements,if any.4.2Coatings—Coatings are prohibited unless specified by the purchaser(see Supplementary Requirements S7and S8). When coated nuts are ordered,the purchaser should take special care to ensure that Appendix X2is thoroughly under-stood.4.3See Supplementary Requirement S3for nuts to be used in low temperature applications(Specification A320/A320M).4.4Proof Load Testing—See Supplementary Requirement S9for proof load testing of nuts manufactured to dimensions and configurations other than those covered in Tables3and4.mon Requirements5.1Material and fasteners supplied to this specification shall conform to the requirements of Specification A962/A962M. These requirements include test methods,finish,thread dimen-sions,marking,certification,optional supplementary require-ments,and others.Failure to comply with the requirements of Specification A962/A962M constitutes nonconformance with this specification.In case of conflict between the requirements of this specification and Specification A962/A962M,this specification shall prevail.6.Manufacture(Process)6.1Stainless steels for all types of Grade6and8nuts shall be made by one of the following processes:6.1.1Electric-furnace(with separate degassing and refining optional),6.1.2Vacuum induction furnace,or6.1.3Either of the above followed by electroslag remelting, or consumable-arc remelting.6.2The steel producer shall exercise adequate control to eliminate excessive unhomogeneity,nonmetallics,pipe,poros-ity,and other defects.6.3Grades1and2nuts shall be hot or cold forged,or shall be machined from hot-forged,hot-rolled,or cold-drawn bars.6.3.1All Grade1and2nuts made by cold forging or by machining from cold-drawn bars shall be stress-relief annealed at a temperature of at least1000°F[538°C].6.3.2Grade1and2nuts made by hot forging or by machining from hot-forged or hot-rolled bars need not be given any stress relief annealing treatment.6.4Grades2H,2HM,3,4,6,6F,7,7M,and16nuts shall be hot-or cold-forged or shall be machined from hot-forged, hot-rolled,or cold-drawn bars and shall be heat treated to meet the required mechanical properties.These grades shall be reheated above the critical range of the steel,quenched in a suitable medium,and then tempered at a temperature not less than the following:GradeMinimum Tempering Temperature,°F[°C]2H850[455]2HM1150[620]31050[565]41100[595]6and6F1100[595]71100[595]7M1150[620]161200[650]Nuts machined from bar heat treated in accordance with this specification need not be reheat-treated.For Grade2HM and 7M nuts,afinal stress relief shall be done at or above the minimum tempering temperature after all forming,machining, and tapping operations.Thisfinal stress relief may be the tempering operation.6.4.1Grade6and6F nuts shall be tempered for a minimum of1h at the temperature.6.5Grades8,8C,8M,8T,8F,8P,8N,8MN,8R,8S,8LN, 8MLN,8MLCuN,and9C nuts shall be hot or cold forged,or shall be machined from hot-forged,hot-rolled or cold-drawn bars.6.6Grades8A,8CA,8MA,8TA,8FA,8PA,8NA,8MNA, 8RA,8SA,8LNA,8MLNA,8MLCuNA,and9CA nuts shall be hot-or cold-forged or shall be machined from hot-forged, hot-rolled,or cold-drawn bars and the nuts shall subsequently be carbide-solution treated by heating them for a sufficient time at a temperature to dissolve chromium carbides followed by cooling at a rate sufficient to prevent reprecipitation of thecarbides.7.Chemical Composition7.1Each alloy shall conform to the chemical composition requirements prescribed in Table 1.8.Mechanical Requirements 8.1Hardness Test :8.1.1Requirements :Grade Symbol Material UNS NumberCarbon,%Manga-nese,%Phospho-rus,%Sulfur,E%Silicon,%Chromium,%Nickel,%Molyb-denum,%Tita-nium,%Colum-bium and Tanta-lum,%Nitrogen,%Other Elements,%1carbon 0.15min 1.000.0400.0500.40.....................2,2HM,and 2H carbon0.40min1.000.0400.0500.40.....................4carbon,molyb-denum 0.40–0.500.70–0.900.0350.0400.15–0.35......0.20–0.30............3Type 5010.10min 1.000.0400.030 1.00 4.0–6.0...0.40–0.65............6Type 410S410000.15 1.000.0400.030 1.0011.5–13.5..................6F Type 416S416000.15 1.250.0600.15min 1.0012.0–14.0..................6F Type 416Se S416230.151.250.0600.060 1.0012.0–14.0............Selenium,0.15min 7,7MType 4140/4142/4145,4140H,4142H,4145H0.37–0.490.65–1.100.0350.040.15–0.350.75–1.20...0.15–0.25............8,8A Type 304S304000.08 2.000.0450.030 1.0018.0–20.08.0–11.0...............8C,8CA Type 347S347000.08 2.000.0450.030 1.0017.0–19.09.0–12.0......10x carbon content,min ......8M,8MA Type 316S316000.08 2.000.0450.030 1.0016.0–18.010.0–14.0 2.00–3.00............8T,8TA Type 321S321000.08 2.000.0450.030 1.0017.0–19.09.0–12.0 (5x)(C+N)min -0.70max...0.10...8F,8FA Type 303S303000.15 2.000.200.15min 1.0017.0–19.08.0–10.0...............8F,8FAType 303SeS303230.15 2.000.200.06 1.0017.0–19.08.0–10.0.........Selenium,0.15min 8P,8PA Type 305with restricted carbonS305000.082.000.0450.0301.0017.0–19.011.0–13.0...............8N,8NA Type304NS304510.08 2.000.0450.030 1.0018.0–20.08.0–11.0.........0.10–0.168LN,8LNA Type 304LN S304530.030 2.000.0450.030 1.0018.0–20.08.0–11.0.........0.10–0.168MN,8MNA Type 316N S316510.08 2.000.0450.030 1.0016.0–18.010.0–13.0 2.00–3.00......0.10–0.168MLN,8MLNA Type 316LN S316530.030 2.000.0450.030 1.0016.0–18.010.0–13.0 2.00–3.00......0.10–0.168R,8RA F XM19S209100.06 4.0–6.00.0450.030 1.0020.5–23.511.5–13.5 1.50–3.00...0.10–0.300.20–0.40Vanadium,0.10–0.308S,8SAS218000.107.0–9.00.0600.030 3.5–4.516.0–18.08.0–9.0.........0.08–0.188MLCuN,8MLCuNAS31254S312540.020 1.000.0300.0100.8019.5–20.517.5–18.5 6.0–6.5......0.18–0.22Copper,0.50–1.009C,9CA N08367N083670.0302.000.0400.030 1.0020.0-22.023.5-25.5 6.0-7.00.18-0.25Copper0.7516Chromium Molyb-denum Vanadium0.36–0.470.45–0.700.0350.0400.15–0.350.80–1.15...0.50–0.65.........Vanadium,0.25–0.35Aluminum B 0.015A The intentional addition of Bi,Se,Te,and Pb is not permitted except for Grades 6F,8F,and 8FA,in which Se is specified and required.BTotal aluminum,soluble and insoluble.CMaximum,unless minimum or range is indicated.DWhere ellipses (…)appear in this table there is no requirement.EBecause of the degree to which sulfur segregates,product analysis for sulfur over 0.060%max is not technologically appropriate.FAs described in Specification A 276.8.1.1.1All nuts shall meet the hardness requirements speci-fied in Table 2.8.1.1.2Sample nuts of Grades 1,2,2H,2HM,3,4,7,7M,and 16which have been given the treatment described in 8.1.5shall meet the minimum hardness specified in Table 2.8.1.2Number of Tests —(Grades 1,2,2H,3,4,7,and 16and all types of Grade 6):8.1.2.1Tests on the number of sample nuts in accordance with the following table shall be performed by the manufac-turer following all production heat treatments:Lot SizeSamplesUp to 8001801to 800028001to 220003Over 2200058.1.2.2In addition,a hardness test shall be performed by the manufacturer in accordance with 8.1.5on one sample nut selected from each nominal diameter and series from each grade and heat number following completion of all production heat treatments.8.1.3Number of Tests,Grades 2HM and 7M :8.1.3.1Each nut shall be tested by Brinell or Rockwell methods to ensure product conformance.58.1.3.2In addition,8.1.2.2shall be met.8.1.4Number of Tests,All Types of Grade 8—Tests on the number of sample nuts in accordance with 8.1.2.1shall be performed by the manufacturer.8.1.5Test 2—In addition to the testing required by 8.1.2.1the manufacturer shall also perform hardness tests on sample nuts after the following test heat treatment.After completion of all production heat treatments heat the specimen nuts to the temperatures indicated below for 24h,then slow cool.Test at room temperature.Grade ATemperature,°F [°C]1850[455]2,2H,2HM 1000[540]3,4,7,7M 1100[590]161200[650]ANuts intended to be coated with zinc or cadmium (marked in accordance with the requirements of Supplementary Requirement S8)are not subjected to the requirements of 8.1.5(See Appendix X2).8.1.5.1Special Requirement,Grades 2HM and 7M —Preparation of Grades 2HM and 7M nuts for hardness test and the hardness test itself shall be performed with consideration to (1)protect legibility of markings;(2)minimize exterior dimen-sional changes;and (3)maintain thread fit.8.2Proof Load Test :8.2.1Requirements —The nuts listed in Tables 3and 4shall be capable of withstanding the proof loads specifin therein.Proof load testing of nuts manufactured to dimensions and configurations other than those covered in Table 3or Table 4is only required when S9is specified in the order or inquiry.8.2.2Number of Tests :8.2.2.1The manufacturer shall test the number of nuts specified in 8.1.2.1following all production heat treatments.Nuts that would require a proof load in excess of 160000lb/f or 705kN may be furnished on the basis of minimum hardness requirements.Testing of nuts requiring a proof load in excess of 160000lb/f or 705kN is covered in Supplementary Requirements S1amd S4.8.2.3Test Method —The test shall be run using a threaded mandrel or a test bolt in accordance with Specification A 962/A 962M .8.3Cone Proof Load Test:8.3.1Requirements —This test shall be performed only when visible surface discontinuities become a matter of issue between the manufacturer and the purchaser.Nuts in the size range 1⁄4to 11⁄2in.inclusive and M6to M36inclusive shall be proof load tested.Nuts not in this size range and all types of Grade 8nuts are not subject to this test.Also,nuts manufac-tured to dimensions and configurations other than those cov-ered by Specification A 962/A 962M ,ANSI B 1.1,ANSI5An underline as a marking requirement for grades 2HM and 7M has been removed but is permitted.Grade and TypeCompleted NutsSample Nut after Treatment as in 8.1.5Brinell HardnessRockwell HardnessBrinell Hardness,min Rockwell Hardness B Scale,minC ScaleB Scale 1121min ...70min 121702159to 352...84min 159842H to 11⁄2in.or M36,incl 248to 32724to 35...179892H over 11⁄2in.or M36212to 32735max 95min 147792HM and 7M 159to 235...84to 99159843,4,7,and 16248to 32724to 35...201946and 6F228to 27120to 28.........8,8C,8M,8T,8F,8P ,8N,8MN,8LN,8MLN,8MLCuN,and 9C 126to 30032max60min......8A,8CA,8MA,8TA,8FA,8PA,8NA,8MNA,8LNA,8MLNA,8MLCuNA,and 9CA 126to 192...60to 90......8R,8RA,8S,and 8SA183to 27125max 88min ......AWhere ellipses (…)appear in this table there is norequirement.B 1.13M ,ANSI B 18.2.2,and ANSI B 18.2.4.6M are not subject to the cone proof load test.The cone proof load applied shall be determined in accordance with the Cone Proof Load requirements in Specification A 962/A 962M (tables or formu-lae or both)based upon the proof stresses shown in Table 5and Table 6of Specification A 194/A 194M.8.3.2Number of Tests —The manufacturer shall sample and test the number of nuts specified in 8.1.2.1.The lot shall be considered acceptable if the sample nut(s)withstand(s)appli-cation of the cone proof load without failure.9.Dimensions9.1Nuts shall be hexagonal in shape,and in accordance with the dimensions for the hex or heavy hex series,as required,by ANSI B 18.2.2and ANSI B 18.2.4.6M .Unless otherwise specified,the American National Standard Heavy Hex Series shall be used and nuts shall be either double chamfered or have a machined or forged washer face,at the option of the manufacturer,and,conform to the angularity requirements of ANSI B 18.2.2and ANSI B 18.2.4.6M .9.2Unless otherwise specified,threads shall be in accor-dance with ANSI B 1.1or ANSI B 1.13M ,and shall be gaged in accordance with ANSI B 1.2and ANSI B 1.13M as de-scribed in 9.2.1and 9.2.2.9.2.1Nuts up to and including 1in.nominal size shall be UNC Series Class 2B fit.Metric nuts up to and including M24nominal size shall be coarse thread series tolerance 6H.TABLE 3Proof Load Using Threaded Mandrel —Inch SeriesN OTE 1—Proof loads are not design loads.Nominal Size,in.Threads per Inch Stress Areain.2Proof Load,lbf AGrade 1Grades 2,2HM,6,6F,7M Grades 2H,3,4,7,16Heavy Hex BHex CHeavy Hex D Hex E Heavy Hex F Hex G1⁄4200.03164130382047704300557047705⁄16180.05246810629078607070917078603⁄8160.0774100809300116201046013560116207⁄16140.10631382012760159401435018600159401⁄2130.14191845017030212801916024830212809⁄16120.1822366021840273002457031850273005⁄8110.2262938027120339003051039550339003⁄4100.3344342040080501004509058450501007⁄890.462600605544069300623708085069300180.606787807272090900818101060009090011⁄880.7901027009480011850010670013820011850011⁄48 1.00013000012000015000013500017500015000013⁄88 1.23316020014800018500016650021580018500011⁄281.492194000170040223800201400261100223800All Types of Grade 8,Grades 9C and 9CAHeavy Hex HHex I1⁄4200.0316254023805⁄16180.0524419039303⁄8160.0774620058107⁄16140.1063850079701⁄2130.141911*********⁄16120.18214560136505⁄8110.22618080169503⁄4100.33426720250507⁄890.4623696034650180.606484804545011⁄880.790632005925011⁄48 1.000800007500013⁄88 1.233986409245011⁄281.492119360111900A See limit for proof load test in 8.2.2.1.The proof load for jam nuts shall be 46%of the tabulated load.BBased on proof stress of 130000psi.CBased on proof stress of 120000psi.DBased on proof stress of 150000psi.EBased on proof stress of 135000psi.FBased on proof stress of 175000psi.GBased on proof stress of 150000psi.HBased on proof stress of 80000psi.IBased on proof stress of 75000psi.TABLE4Proof Load Using Threaded Mandrel—Metric N OTE1—Proof loads are not design loads.Nominal Size,mm ThreadsPitchStress Areamm2Proof Load,kN AGrade1Grades2,2HM,6,6F,7M Grades2H,3,4,7,16 Heavy Hex B Hex C Heavy Hex D Hex E Heavy Hex F Hex GM6 1.020.118.016.620.818.729.220.8 M8 1.2536.632.830.237.934.044.137.9 M10 1.5058.051.947.960.053.969.960.0 M12 1.7584.375.569.587.378.4101.687.3 M14 2.0115.0102.994.9119.0107.0138.6119.0 M16 2.0157.0140.5129.5162.5146.0189.2162.5 M20 2.5245.0219.3202.1253.6227.8295.2253.6 M22 2.5303.0271.2249.9313.6281.8365.1313.6 M24 3.0353.0315.9291.2365.4328.3425.4365.4 M27 3.0459.0411.0378.7475.1426.9553.4475.1 M30 3.5561.0502.1462.8580.6521.7676.0580.6 M36 4.0817.0731.2674.0845.6759.8984.5845.6All Types of Grade8,andGrades9C and9CANominal Size,mm Thread Pitch StressArea,mm2Heavy Hex H Hex IM6 1.020.111.110.4M8 1.2536.620.118.8M10 1.5058.031.929.9M12 1.7584.346.443.4M14 2.0115.063.359.2M16 2.0157.086.480.9M20 2.5245.0134.8126.2M22 2.5303.0166.7156.0M24 3.0353.0194.2181.8M27 3.0459.0252.5236.4M30 3.5561.0308.6288.9M36 4.0817.0449.4420.8A See limit for proof load test in8.2.2.1.The proof load for jam nuts shall be46%of the tabulated load.B Based on proof stress of895MPa.C Based on proof stress of825MPa.D Based on proof stress of1035MPa.E Based on proof stress of930MPa.F Based on proof stress of1205MPa.G Based on proof stress of1035MPa.H Based on proof stress of550MPa.I Based on proof stress of515MPa.TABLE5Proof Stress Using120°Hardened Steel Cone—InchProof Stress–psi,MinimumType Grade1Grades2,2HM,6,6F&7MGrades2H 3,4,7,&16Hex120000135000150000 Heavy Hex130000150000175000TABLE6Proof Stress Using120°Hardened Steel Cone—MetricProof Stress–MPa,MinimumType Grade1Grades2,2HM,6,6F&7MGrades2H 3,4,7,&16Hex8259301035 Heavy Hex895103512059.2.2Nuts over1in.nominal size shall be either UNC Series Class2Bfit or8UN Series Class2Bfit.Unless otherwise specified,the8UN series shall be furnished.Metric nuts over M24nominal size shall be coarse thread series tolerance6H.10.Workmanship,Finish,and Appearance10.1Nuts shall be free of defects and shall be good commercialfinish.10.2If visible surface imperfections in size1⁄4through11⁄2 in.and M6through M36and in any grade other than Grade8 become a matter of issue between the manufacturer and the purchaser,the cone proof load test described in8.3shall be employed.10.3If a scale-free brightfinish is required,this shall be specified on the purchase order.11.Retests11.1Provisions for retests by the purchaser and his repre-sentative are specified in Supplementary Requirement S2. 12.Certification12.1The producer of nuts shall furnish a certification to the purchaser or his representative showing the results of the chemical analysis,macroetch examination(Carbon and Alloy Steels Only),mechanical tests,and the minimum tempering temperature for nuts of Grades2H,2HM,3,4,6,6F,7,and 7M.12.2Certification shall also include at least the following: 12.2.1A statement that the fasteners were manufactured, sampled,tested and inspected in accordance with the specifi-cation and any supplementary requirements or other require-ments designated in the purchase order or contract and was found to meet those requirements.12.2.2The specification number,year date,and identifica-tion symbol.13.Product Marking13.1All nuts shall bear the manufacturer’s identification mark.13.2Nuts shall be legibly marked on one face to indicate the grade and process of the manufacturer,as presented in Table7. Marking of wrenchflats or bearing surfaces is not permitted unless agreed upon between manufacturer and purchaser. 13.3For purposes of identification marking,the manufac-turer is considered the organization that certifies the fastener was manufactured,sampled,tested,and inspected in accor-dance with the specification and the results have been deter-mined to meet the requirements of this specification.14.Keywords14.1bolting;chemical analysis;coated;marking on fasten-ers;platedSUPPLEMENTARY REQUIREMENTSOne or more of the following supplementary requirements shall be applied only when specified by the purchaser in the inquiry,contract,or order.Details of these supplementary requirements shall be agreed upon in writing by the manufacturer and purchaser.Supplementary requirements shall in no way negate any requirement of the specification itself.S1.Strain-Hardened Austenitic Steel NutsS1.1Strain hardened Grades8,8C,8T,8M,8F,8P,8N,or 8MN nuts may be specified.When Supplementary Require-ment S1is invoked in the order,nuts shall be machined from cold drawn bars or shall be cold forged to shape.No subse-quent heat treatment shall be performed on the nuts.Nuts made in accordance with this requirement shall be proof load tested in accordance with8.2.2.1and shall withstand the proof load specified in Table8and Table9.Testing nuts requiring proof loads over160000lbf or705kN is only required when Supplementary Requirement S4is invoked.The hardness limits of Table2do not apply to strain hardened nuts.NutsTABLE7Marking of Nuts AGrade andTypeNuts Hot-Forged orCold-PunchedNuts Machinedfrom BarStockNuts Manu-factured inAccordancewith6.6 111B...222B...2H B2H2HB...2HM B2HM2HMB...333B...444B...4L C4L4BL...666B...6F6F6FB...777B...7L C7L7BL...7M B7M7MB...888B8A8C8C8CB8CA 8M8M8MB8MA8T8T8TB8TA8F8F8FB8FA8P8P8PB8PA8N8N8NB8NA8MN8MN8MNB8MNA8R8R8RB8RA8S8S8SB8SA8LN8LN8LNB8LNA8MLN8MLN8MLNB8MLNA 8MLCuN8MLCuN8MLCuNB8MLCuNA 9C9C9CB9CA161616BA Where ellipses(…)appear in this table there is no requirement.B The letters H and M indicate heat-treated nuts(see Section6).C See Supplementary Requirement S3.made in accordance with this requirement shall be marked with the Grade symbol underlined.S2.Retests by Purchaser’s RepresentativeS2.1The purchaser’s representative may select two nuts per keg (200-lb unit [90-kg])for sizes 5⁄8in.and M16and smaller,one nut per keg for sizes over 5⁄8in.and M16up to and including 11⁄2in.and M36,and one nut per every two kegs forsizes larger than 11⁄2in.and M36,which shall be subjected to the tests specified in Section 8.S3.Low-Temperature Requirements for Grade 4,Grade 7or Grade 7M NutsS3.1When low-temperature requirements are specified for Grade 4or Grade 7nuts,the Charpy test procedures and requirements as defined in Specification A 320/A 320M forTABLE 8Proof Load Testing of Strain Hardened Nuts Using Threaded Mandrel —Inch SeriesN OTE 1—Proof loads are not design loads.Proof Load,lbf ANominal Size,in.Threads per in.Stress Area,in.2Grade 8M (strain hardened)Grade 8M (strain hardened)All Other Types of Grade 8(strain hardened)All Other Types of Grade 8(strain hardened)Heavy Hex BHex C Heavy Hex DHex B 1⁄4200.031634803160395034805⁄16180.052357605240655057603⁄8160.077485107740967585107⁄16140.1063116901063013290116901⁄2130.1419156101419017740156109⁄16120.182200201820022750200205⁄8110.226248602260028250248603⁄4100.334367403340041750367407⁄890.46246200415805313046200180.6066060054540696906060011⁄880.7907505067150829507505011⁄48 1.00095000850001050009500013⁄88 1.2331109709864012330011097011⁄281.492134280119360149200134280A The proof load for jam nuts shall be 46%of the tabulated value.BBased on proof stress of 110000psi up to 3⁄4in.;100000psi 7⁄8to 1in.;95000psi 11⁄8to 11⁄4in.;90000psi 13⁄8to 11⁄2in.CBased on proof stress of 100000psi up to 3⁄4in.;90000psi 7⁄8to 1in.;85000psi 11⁄8to 11⁄4in.;80000psi 13⁄8to 11⁄2in.DBased on proof stress of 125000psi up to 3⁄4in.;115000psi 7⁄8to 1in.;105000psi 11⁄8to 11⁄4in.;100000psi 13⁄8to 11⁄2in.TABLE 9Proof Load Testing of Strain Hardened Nuts Using Threaded Mandrel —MetricN OTE 1—Proof loads are not design loads.Proof Load,kN ANominal Size,mmThread PitchStress Area,mm 2Grade 8M (strain hardened)Grade 8M (strain hardened)All Other Types of Grade 8(strain hardened)All Other Types of Grade 8(strain hardened)Heavy Hex BHex C Heavy Hex DHex B M6 1.020.115.313.917.315.3M8 1.2536.627.825.331.327.8M10 1.5058.044.140.049.944.1M12 1.7584.364.158.272.564.1M14 2.0115.087.479.498.987.4M16 2.0157.0119.3108.3135.0119.3M20 2.5245.0186.2169.0210.9186.2M22 2.5303.0209.0187.9240.9209.0M24 3.0353.0243.5218.9280.6243.5M27 3.0459.0300.6268.5332.7300.6M30 3.5561.0367.5328.2406.7367.5M364.0817.0506.5449.4563.7506.5A The proof load for jam nuts shall be 46%of the tabulated value.BBased on proof stress of 760MPa up to M20mm;690MPa M22to M24mm;655MPa M27to M30;and 620MPa for M36.CBased on proof stress of 690MPa up to M20mm;620MPa M22to M24mm;585MPa M27to M30;and 550MPa for M36.DBased on proof stress of 860MPa up to M20mm;795MPa M22to M24mm;725MPa M27to M30mm;and 690MPa forM36.。
4924E(中文)

SAFETY INSTRUCTION
The Aquasplicer 4924E has been built in accordance with the safety recommendations in CEE directives 89/392, EN 292/1, EN 292/2 and all subsequent amendments. Wherever possible, the splicer has been designed to prevent accidental injuries, nevertheless some moving parts (chamber cover, yarn clamps and scissors) cannot be completely guarded. Consequently, ensure the operators hands are kept at a safe distance during the splicing cycle. The compressed air supply must only be connected or disconnected whilst the splicing unit is attached to the machine. Stop the winding head before any maintenance or repair work is undertaken.
水质采样样品的保存和管理技术

1.适用范围
本标准规定了水样从容器的准备到添加保护剂等各环节的 保存措施以及样品的标签设计、运输、接收和保证样品保 存质量的通用技术。
本标准适用于天然水、生活污水及工业废水等。当所采集 的水样(瞬时样或混合样)不能立即在现场分析,必须送 往实验室测试时,本标准所提供的样品保存技术与管理程 序是适用的。
2.2.1 容器的选择
2.2.1.3 容器或容器塞的化学和生物性质应该是惰 性的,以防止容器与样品组分发生反应。如测氟时, 水样不能贮于玻璃瓶中,因为玻璃与氟化物发生反 应。 2.2.1.4 防止容器吸收或吸附待测组分,引起待测 组分浓度的变化。微量金属易于受这些因素的影响, 其他如清洁剂、杀虫剂、磷酸盐同样也受到影响。 2.2.1.5 深色玻璃能降低光敏作用。
2.2 样品保存环节的预防措施
分析项目决定废水样品的保存时间,有的分析项目 要求单独取样,有的分析项目要求在现场分析, 有些项目的样品能保存较长时间。由于采样地点和 样品成分的不同,迄今为止还没有找到适用于一切 场合和情况的绝对准则。在各种情况下,存储方法 应与使用的分析技术相匹配,本标准规定了最通用 的适用技术。
2.2.1 容器的选择
采集和保存样品的容器应充分考虑以下几方面(特 别是被分析组分以微量存在时): 2.2.1.1 最大限度地防止容器及瓶塞对样品的污染。 一般的玻璃在贮存水样时可溶出钠、钙、镁、硅、 硼等元素,在测定这些项目时应避免使用玻璃容器, 以防止新的污染。一些有色瓶塞含有大量的重金 属。 2.2.1.2 容器壁应易于清洗、处理,以减少如重金 属或放射性核类的微量元素对容器的表面污染。
3.样品的标签设计
水样采集后,往往根据不同的分析要求,分装成数 份,并分别加入保存剂,对每一份样品都应附一张 完整的水样标签。水样标签应事先设计打印,内容 一般包括:采样目的,项目唯一性编号,监测点数 目、位置,采样时间,日期,采样人员,保存剂的 加入量等。标签应用不退色的墨水填写,并牢固地 粘贴于盛装水样的容器外壁上。对于未知的特殊水 样以及危险或潜在危险物质如酸,应用记号标 出,并将现场水样情况作详细描述。 对需要现场测试的项目,如pH、电导率、温度、 流量等应按下表进行记录,并妥善保管现场记录。
2021年最新国家危险废物名录(2020年11月27日发布)

T
263-009-04
农药生产过程中产生的废母液、反应罐及容器 清洗废液
T
263-010-04 农药生产过程中产生的废滤料及吸附剂
T
263-011-04 农药生产过程中产生的废水处理污泥
T
263-012-04
农药ห้องสมุดไป่ตู้产、配制过程中产生的过期原料和废弃 产品
T
— 2—
废物类别 行业来源
废物代码
危险废物
T
275-002-02
使用砷或有机砷化合物生产兽药过程中产生的 蒸馏残余物
T
275-003-02
使用砷或有机砷化合物生产兽药过程中产生的 废脱色过滤介质及吸附剂
T
兽用药品制造 275-004-02 其他兽药生产过程中产生的蒸馏及反应残余物
T
275-005-02
其他兽药生产过程中产生的废脱色过滤介质及 吸附剂
精炼石油产品
HW08
制造
废矿物油
与含矿物
油废物
251-004-08 251-005-08 251-006-08
石油炼制过程中溶气浮选工艺产生的浮渣
石油炼制过程中产生的溢出废油或乳剂 石油炼制换热器管束清洗过程中产生的含油污 泥
251-010-08 石油炼制过程中澄清油浆槽底沉积物
251-011-08
非特定行业 900-200-08 珩磨、研磨、打磨过程产生的废矿物油及油泥
900-201-08
清洗金属零部件过程中产生的废弃煤油、柴油、 汽油及其他由石油和煤炼制生产的溶剂油
T,I T T T
T,I
T
T,I T,I
T T,I T,I
T T T,I T,I T,I T,I
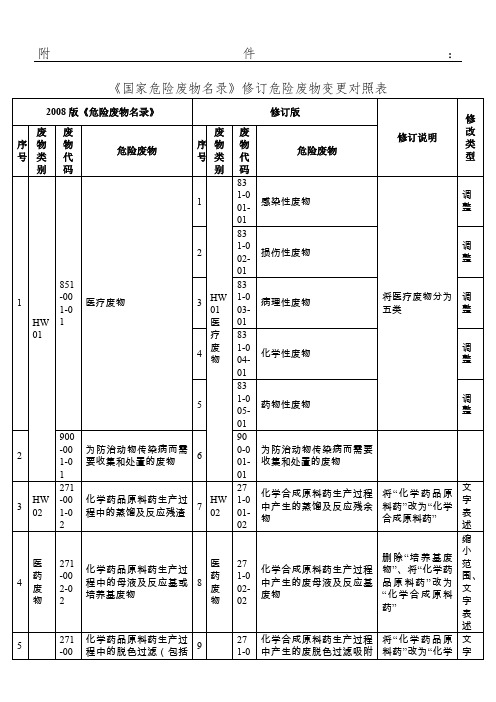
《国家危险废物名录》修订危险废物变更对照表
276-002-02
利用生物技术生产生物化学药品、基因工程药物过程中的母液、反应基和培养基废物
26
276-002-02
利用生物技术生产生物化学药品、基因工程药物过程中产生的废母液、反应基和培养基废物(不包括利用生物技术合成氨基酸、维生素过程中产生的培养基废物)
“氨基酸、维生素”生产过程产生的培养基废物”未列入。
附件:
《国家危险废物名录》修订危险废物变更对照表
2008版《危险废物名录》
修订版
修订说明
修改
类型
序号
废物
类别
废物代码
危险废物
序号
废物
类别
废物代码
危险废物
1
HW01
851-001-01
医疗废物
1
HW01
医疗废物
物分为五类
调整
2
831-002-01
损伤性废物
调整
3
831-003-01
删除,该类别重新分类
删除
50
261-004-06
甲苯硝化法生产二硝基甲苯过程中产生的洗涤废液
删除,该类别重新分类
删除
51
261-005-06
有机溶剂的合成、裂解、分离、脱色、催化、沉淀、精馏等过程中产生的反应残余物、废催化剂、吸附过滤物及载体
删除,该类别重新分类
删除
52
261-006-06
有机溶剂的生产、配制、使用过程中产生的含有有机溶剂的清洗杂物
缩小范围、文字表述
5
271-003-02
化学药品原料药生产过程中的脱色过滤(包括载体)物
9
271-003-02
化学合成原料药生产过程中产生的废脱色过滤吸附介质