模具工程计算1-7版NEW
模具核算制度
模具核算制度一、概述模具是制造企业不可或缺的物资,而模具的制造过程复杂、投入资金大,因此如何科学地制定模具的核算制度,掌握模具的使用成本就成了制造企业管理的重要环节之一。
二、模具核算制度的目的1.了解模具使用的成本,掌握企业的固定资产情况。
2.统计和分析模具使用情况,合理制定模具的采购计划和维修计划。
三、模具的成本核算1. 直接材料成本模具的制作涉及到材料采购成本,包括冷却水、发泡剂、砂型材料、金属材料等。
2. 直接人工成本模具制造需要人工操作,从设计、制作到加工和安装,都需要工人参与,需要将人工工时费用计算到成本中。
3. 制造费用制造费用包括设备折旧、维修费用、水电费、管理费用等。
4. 其他费用其他费用包括模具在使用中产生的一些非直接成本,如配合工具、零件、维修工具等。
四、模具使用情况分析模具使用情况分析是制定模具采购计划、维修计划的基础,主要分为以下几个方面:1.模具使用年限2.模具使用寿命3.模具维修频率4.模具使用率5.模具维修时间五、模具采购计划和维修计划制定制定模具采购和维修计划需根据模具的使用情况统计和分析数据,了解模具状态、使用寿命、维修频率,制定合理的采购计划和维修计划。
六、模具管理制度模具管理制度主要包括模具资料管理、模具编号和标记管理、模具清理和保养管理、模具维修管理以及模具库房管理等。
七、结论上述所述,模具核算制度是制造企业管理的重要环节之一。
合理的模具核算制度既能够控制生产成本,又有助于改进产品品质和生产效率,增强企业竞争力和市场竞争力。
因此,制定合理的模具核算制度对于企业的发展至关重要。
模具成品及零部件代码NEW
页码 代 码 物料中文名称
24 023 复位杆 25 024 冷却水标牌 26 025 模具重量标牌 27 026 28 027 29 028 延时针 30 029 圆柱销 31 030 32 031 33 032 34 033 35 034 耐磨板 36 035 行位压板 37 036 管边 38 037 39 038 40 039 41 040 傍板 42 041 推方 43 042 推方角 44 043 底方 45 044 46 045 导正钉
页码 代 码 物料中文名称
70 069 热流道 71 070 热流道板 72 071 龙门架 73 072 导滑块 74 073 直身顶针 75 074 双托顶针 76 075 扁顶针 77 076 平头司筒 78 077 倒角司筒
078 镶针 079 行位顶针
物料英文名称 HOT-RUNNER SYSTEM HOT-RUNNER PLATE
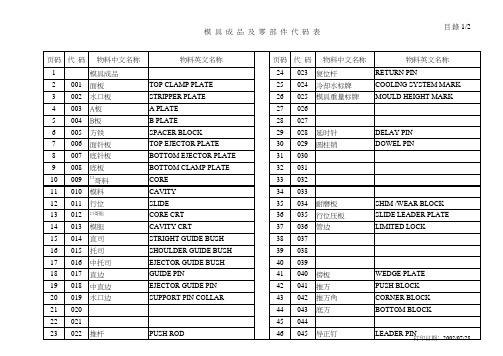
模具成品及零部件代码表
目 錄 1/2
页码 代 码 物料中文名称
物料英文名称
1
模具成品
2 001 面板
3 002 水口板
4 003 A板
5 004 B板
6 005 方铁
7 006 面针板
8 007 底针板
9 008 底板 10 009 口哥料
11 010 模料
12 011 行位 13 012 口哥胆
14 013 模胆
物料英文名称 CLOSE PLATE LIMITED DISTANCE PLATE PLASTIC PARTING LOCKS LIMITED BLOCK FASTEN BLOCK INSERT CAVITY INSERT GRID INSERT TREADMARK INSERT POWER KNOB INSERT
模具重量计算

' S2 x1 F; V) p# n$ t( X- y" Z, z: A& m) o# }6 D
螺纹钢 @7 V/ _$ {- I
8 {1 e3 n( ?) i( X. C, n; q
0 S" @' R# V" ?& s(kg/m) W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量=0.00617 ×122=0.89kg, U$ W0 M' K& W6 d( V0 L
7 T9 p* l; G' z, [: I& g( ]6 z
3 m9 g' T) M: w工字钢& h4 l( Q+ u9 h" P3 f, n* Y4 S
& J8 b" @ r3 _8 q. B
2 F" i3 W" F* l: s/ q t$ Z(kg/m) W= 0.00785 ×[hd+2t (b – d )+0.615 (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求250 mm ×118mm ×10mm 的工字钢每m 重量。从金属材料手册中查出该工字钢t 为13 ,R 为10 ,r 为5 ,则每m 重量= 0.00785 ×[250 ×10+2 ×13 ×(118 –10 )+0.615 ×(102 –5 2 )]=42.03kg
7 ~! V* f: k- |4 s$ \. F
* G) p8 q, \; h
5 f/ z- p* L( q7 X6 r" l六角钢) I. e! ]7 c: _- o! X
模具零件公差与配合尺寸标注标准(试行版)

2、孔配合表面粗糙度,斜顶配合表面粗糙度。
3、尺寸公差:
1)、PP料斜顶孔 ±㎜。推平斜顶孔线割纹后,斜顶孔取值+的斜顶公差: -㎜~-㎜,
11
沉孔孔口倒角
C1
C1
C1
螺纹孔孔口倒角
C1
C1
C1
C2
底孔钻孔深度
10
15
20
25
有效牙深度
6
9
12
15
螺纹规格
M12
M14
M16
M18
M20
过孔直径
φ13
φ
φ18
φ20
φ22
杯头直径
φ18
φ21
φ24
φ27
φ30
沉孔直径
φ20
φ23
φ27
φ30
φ33
杯头长度
12
14
16
18
20
沉孔深度
13
18
4、非配合零件尺寸极限偏差采用孔H13,轴h13,长度js14。也可简化分段和极限偏差尺寸如下表(表二)
轴类(外形类)。
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
200~300
公差数值㎜
孔类(内形类)
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
电缆模具计算公式
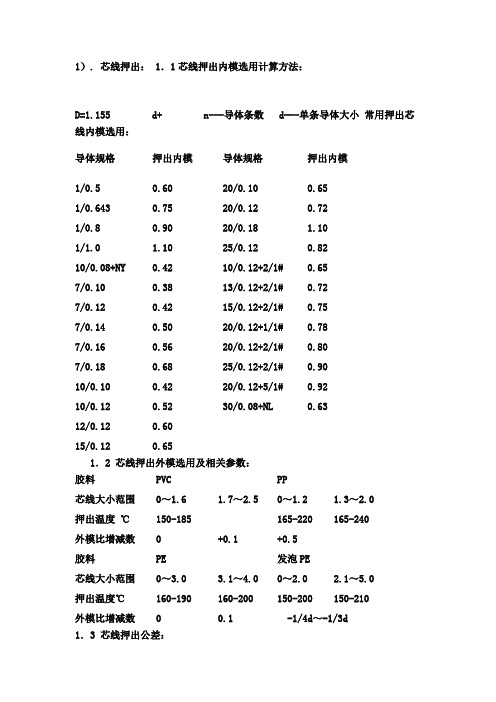
1). 芯线押出:1.1芯线押出内模选用计算方法:D=1.155d+n---导体条数 d---单条导体大小常用押出芯线内模选用:导体规格押出内模导体规格押出内模1/0.50.6020/0.100.651/0.6430.7520/0.120.721/0.80.9020/0.18 1.101/1.0 1.1025/0.120.8210/0.08+NY0.4210/0.12+2/1#0.657/0.100.3813/0.12+2/1#0.727/0.120.4215/0.12+2/1#0.757/0.140.5020/0.12+1/1#0.787/0.160.5620/0.12+2/1#0.807/0.180.6825/0.12+2/1#0.9010/0.100.4220/0.12+5/1#0.9210/0.120.5230/0.08+NL0.6312/0.120.6015/0.120.651.2 芯线押出外模选用及相关参数:胶料PVC PP芯线大小范围0~1.6 1.7~2.50~1.2 1.3~2.0押出温度℃150-185165-220165-240外模比增减数0 +0.1+0.5胶料PE发泡PE芯线大小范围0~3.0 3.1~4.00~2.0 2.1~5.0押出温度℃160-190160-200150-200150-210外模比增减数00.1-1/4d~-1/3d1.3 芯线押出公差:芯线范围PVC PE、PP发泡PE藕芯PE<2.0±0.05±0.05±0.052.0~6.0±0.10±0.10±0.10±0.15>6.0±0.153.5押出PP芯线时,如成品需尾理或端子焊接,则明确注明PP中加1%的软化剂。
3.6绝缘胶料用量计算方法: (g/m)D-----外径-----圆环内径(可用外圆面积减内芯截面积总和)----胶料密度(PVC1.5 PP0.92 PE0.93 PU1.28)2.)外被押出:2.1内模选用原则:麦克风线比缠好的芯线加大0.2-0.3mm,编织线加大0.5mm左右。
模具尺寸计算文档全文免费阅读、在线看

800 <
安全距離(mm)
40 50 75 100 150
注: 在遇見有比較特殊産品時, 需要根據成型機做適當調整。
8
模板厚度与模仁參考表
母(定)模板厚 公(動)模板厚
公(動)模仁厚
母(定)模仁厚 公(動)模仁厚
母(定) 模仁厚
>60
70
母(定)模板 公(動) 厚比例 模仁厚
標准兩板模結構
灌嘴 固定侧安装板 母模板
公模板ห้องสมุดไป่ตู้
回位销 模脚
导柱 支撑板 上顶出板 下顶出板 可动侧安装板
1
標准三板模結構
固定侧安装板 剥料板 母模板
灌嘴
公模板
模脚 可动侧安装板
导柱
支撑板 上顶出板 下顶出板
2
模具厚度計算
模具厚度=上固定板+母模板+公模 板+模腳+下固定板
上下固定板: 模具胚尺寸550*550 (也就是250T成型機) 以下的按照
産品產品(制件)長 射出壓力對模仁側壁施加的側向力。 模仁長
Sa
• 產品(制件)寬 + 2 Sa = 模仁寬
產品(制件)寬
• 產品(制件)長 + 2 Sb = 模仁長
模仁寬
5
模仁長寬安全尺寸參考表
產品 (制件)
安全距離
產品(制件)尺寸
(mm) < 20
20 ~ 60 60 ~ 80 80 ~ 300 300 ~ 600
細水口
15
ThankYou!! Questions?? Coments…
16
1.估算尺寸的重點, 在於如何判斷安全距離 。 安全距離的選 擇, 對模具成本的影響很大!
模具报价计算方式

快速准确的模具报价的方法和依据是这些一:模具价格的构成,即模具价格都是有哪些因素决定的二:模具价格的具体核算方法,如何快速的计算模具价格并报给客户一:模具价格的由来1: 模具价格是由生产成本、税金、利润、流通费用四个部分组成。
生产成本:生产一定数量的产品所消耗的物质资料和支付给劳动者的报酬,包括材料费、动力消耗、工资和设备折旧费。
税金和利润:劳动者为社会所提供的剩余劳动的价值形式。
税金是价格构成的要素之一。
流通费用:商品从生产者转移到用户的过程中所耗费的必要费用。
2:工业品应纳税金 = 出厂价 * 税率工业品的利润额 = 产品成本 * 利润率3:价格的作用①价格起着调节生产和流通的作用。
②价格是企业进行全面经济核算的有效工具。
③价格可以参加国民收入的再分配。
4:价格的种类:1 按国家管理权分计划价格:固定价格、浮动价格非计划价格:协议价格、自由价格2 按物资的流通环节分出厂价格、批发价格、零售价格5:产品价格的制约因素①产品成本:固定成本的影响、变动成本的影响。
②供求关系:供大于求,价格下降、供小于求,价格上涨③竞争关系:竞争是产品价格、质量、品种的竞争④国家政策:国家有关税收信贷利率的金融政策。
6:定价目标1:以获取最大盈利为目标。
重要重要目标之一2:以获取投资收益率为目标。
3:以提高市场占有率为目标。
4:以保证稳定价格为目标。
5:以应付或防止竞争为目标。
?方式:低于竞争对手的价格出售产品。
以对手相同的价格出售产品以高于竞争对手的价格出售产品*7:定价方法1:成本导向定价法:成本加成定价法目标利润定价法盈亏平衡定价法2:需求导向定价法:理解价值定价法区分需求定价法3:竞争导向定价法:随行就市定价法投标定价法竞争价格定价法8:定价策略1:新产品的定价策略:取脂定价策略、渗透定价策略2:心理定价策略:整数定价、奇数定价、声望定价、习惯定价、招徕定价3:折扣定价策略:现金折扣、数量折扣、功能折扣、季节折扣、推广折扣、分期付款。
模具参数与名词

啤机安数与模具尺寸,产品重量参照表 1安士=22.6克1、塑胶模的基本组成有哪几部分?塑胶模的基本组成为:模架(整个模芯的支承部分)、模腔(塑胶材料的流通通道)、模芯(决定产品成型的结构)、压板(固定模芯用)、定位导柱、水冷系统组成部分。
2、模架常用的材料是什么?模架常用的材料有:S55、S45、S50、日本产的富得巴。
3、什么叫镶件?镶件的常用材料是什么?作用是什么?镶件是组成模芯的一系列的拼接件。
镶件的常用材料为日本大同的SAD61、AK80,镶件的作用主要是组成复杂的模芯,在注胶时形成复杂的产品。
4、模具一般需经过哪些热处理过程?热处理的作用是什么?模具一般需经过淬火、调质、渗氮等热处理过程。
热处理的作用是增加模具的硬度,强度,去除内应力,以增加模具的寿命。
5、什么叫蚀纹?蚀纹分哪些种类?有什么区别?蚀纹是在模具表面用化学或电加工的办法制作出不同纹路的底纹,以增加塑胶件的表面效果,提高产品的成品率。
蚀纹根据加工方法不同,分为化学蚀纹和电火花蚀纹,根据蚀纹效果的不同分为细纹和粗纹。
化学蚀纹一般加工效率低,易形成均匀的细纹,电火花蚀纹加工效率高,易于形成不同的粗纹,但均匀性不佳。
6、什么叫脱模剂?常用的脱模剂有哪些?作用是什么?脱模剂是涂覆在模具表面的油剂,在注胶后能够使工件易于拔模脱落。
常用的脱模剂有干性、中性、油性之分,油性越高,对工件的表面效果影响越大。
7、模具的精度由哪些因素决定?模具的精度由加工精度、装配精度、定位精度等因素决定。
8、选择模具分型面要考虑哪些因素?选择模具的分型面主要考虑拔模和抽芯的方便程度。
9、什么叫拔模斜度?拔模斜度的范围是多少?拔模斜度是指塑胶的模芯为了从已成型的塑胶件中方便抽出,同时不伤塑胶件,模芯通常有一个斜度,这个斜度叫拔模斜度。
拔模斜度的范围一般在0.5°-1°。
10、什么是行位?什么是型芯?抽芯的长度受哪些因素限制?行位是指从侧面抽芯的一组滑块。
计算模板工程量的操作
计算模板工程量的操作一、确定工程量范围在计算模板工程量之前,需要明确工程量范围,即确定需要计算模板工程量的建构筑物或部位,包括但不限于基础、柱、梁、板、墙等。
根据施工图纸和相关技术规范,将需要计算的模板工程量范围明确标注出来。
二、确定模板类型根据不同的施工部位和施工工艺要求,选择合适的模板类型。
常见的模板类型有木模板、钢模板、铝合金模板等。
确定模板类型后,需要了解该类型模板的规格尺寸、连接方式等信息,以便于后续计算。
三、计算模板面积根据施工图纸和相关技术规范,使用适当的计算公式和方法,计算各个施工部位的模板面积。
常见的模板面积计算公式和方法包括:矩形模板面积=长×宽,异形模板面积=各个矩形小块面积之和等。
在计算过程中需要注意单位的统一,如将图纸上的尺寸单位从毫米转换为平方米。
四、考虑施工损耗在施工过程中,由于模板多次使用和搬运等原因,会造成一定的损耗。
因此,在计算模板工程量时需要考虑施工损耗。
根据经验数据或历史数据,确定适当的损耗率,将损耗量计入模板工程量中。
五、确定模板用量根据各个施工部位的模板面积和损耗量,计算所需的模板用量。
对于不同类型的模板,需要使用不同的单位进行表示,如木模板以平方米为单位,钢模板以吨为单位等。
根据实际情况选择合适的单位,并确保计量的准确性。
六、汇总统计将各个施工部位的模板用量进行汇总统计,得出整个工程的模板总用量。
根据工程量和预算单价等信息,计算出整个工程的模板费用。
同时,需要将汇总统计结果进行整理和分类,便于后续的校核审查工作。
七、校核审查对计算出的模板工程量进行校核审查,确保其准确性和完整性。
校核审查的内容包括:核对各个施工部位的模板用量是否符合实际情况;检查计算过程是否正确;比对历史数据或类似工程数据,验证计算的合理性;检查是否有遗漏或重复计算的情况等。
如果发现错误或不合理之处,需要进行修正和完善。
在完成校核审查后,将计算结果提交给相关部门或单位进行审批和使用。
薄壁空心墩模板计算全套

薄壁空心墩模板计算全套模板设计构件规格及布置①面板:δ6o②肋:10号槽钢,布置间距300mm0③背楞:双16b号槽钢,单节模板高2250mm,背楞从下到上布置330mm,800mm,800mm,330mm o④边框:扁钢100×12mm o一、侧压力的计算1•计算假定混凝土浇筑速度控制为V=2m∕h,坍落度16-18cm混凝土的湿重度γc=24KN/M3混凝土入模温度25度,缓凝时间按6h;混凝土的温度T=25o 外加剂影响修正系数BI=L2坍落度影响修正系数02=1.15混凝土的初凝时间t0可按下式求得:to=200/(T+15)=200/(25+15)=52•水平侧压力标准值:公式一:Fl=022*γc*t0*βl*β2*Vl∕2=0.22×24×5×1.2×1.15×21/2=51.52KN/m2公式二:F2=γc*H=24×6=144KN/m2按施工规范要求取最小值,侧压力标准值Fl=51.52KN∕m2新浇混凝土对模板侧压力荷载设计值F设=FIX分项系数X折减系数=51.52χl.2χ0.85=52.55KN∕m' 3.倾倒混凝土时产生水平荷载设计值标准值F2=6KN/πf(使用Im3吊斗)F2=F*X可变荷载分项系数X折减系数F2=6×1.4×0.85=7.14KN∕m24•采用插入式振捣器产生的荷载设计值标准值F=4KN∕m'F3=F*X可变荷载分项系数X折减系数F3=4×1.4×0.85=4.76KlW5.荷载组合F组合=F设+F2+F3=52.55+7.14+4.76=64.45KN∕m2=0.06445N/ m f面板验算选用板区格中三面固结、一面简支的最不利受力情况计算。
1.×∕Ly=300∕300=1.0,查表可得Kmox=-0.0600,Kmoy=-0.0550, Km×=0.0227,Kmy=0.0168,Kf=0.00160取Imm宽的板条为计算单元荷载q为:q=0.06445×l=0.06445N∕mm求支座弯矩:Mox=Kmox*q*L×2=-0.0600×0.06445×3002=-348.03N∕mmMoy=Kmoy*q*Ly2=-0.0550×0.06445×3002=-319.03N∕mm面板的截面系数:W=I∕6*b*h2=l∕6χlχ62=6mm3应力为:σma×=Mmax∕W=348.03∕6=58.005MPa<[σ]=215MPa可满足要求求跨中弯矩:Mx=Kmx*q*L×2=∣-0.0227∣×0.06445×3002=131.67N∕mm My=Kmy*q*Ly2=∣-0.0168∣×0.06445×3002=97.45N∕mm钢板的泊松比为V=03,故换算为:M(v)x=M×+V*My=131.67+03×97.45=160.905N∕mmM(v)y=My+V*Mx=97.45+0.3×131.67=136.951N∕mm应力为:σmax=Mmax∕W=160.905∕6=26.818MPa<[σ]=215MPa可满足要求挠度计算Bo=Eh3∕12(I-V2)=2.06×105×63∕12×(1-0.32)=4012263N∕mmWma×=KfqLy4∕Bo=0.00160×0.06445×3004∕4012263=0.21mmWmax∕Ly=0.21∕300=l∕1429<l∕500满足要求竖向板肋验算竖向间距S=300mm,采用[10,其截面系数W=39.7×103mm3,其惯性矩1=198.3x104。
模具设计规范

模具设计规范一、模具工程代号:PG—顺送PB—连续开料BK—外形CP—外形及孔PC—冲孔NC—缺口加工BR—抽牙BN—押曲UB—U曲VB—V曲LB—L曲RB—R曲ZB—Z曲WB—W曲CL—卷外弯加工CB—复合弯曲DB—面押CK—窝合模HB—冲台DR—拉伸CT—分断TP—攻牙VM—折床SW—碰焊AW—烧焊PL—电镀PT—喷油HT—热处理RK—校正LV—直平RV—窝钉TB—镏披锋DG—除油PK—包装SS—丝印OT—其它二、产品图及展开图的绘制:要把客户的产品转化为设计所需的产品图。
比如:尺寸公差的调整,形状的修正等。
1.所有产品图纸尺寸需与电子图文件核对一遍。
确认产品图纸与电子图文件正确无误。
2.所有公差尺寸在图纸上用颜色笔作好标记,以便于审查、校对,且有助于自我记忆。
3.所有图形尺寸的公差调整,按其产品图纸所需加工精度要求适当调整。
例如下表:4.折弯尺寸公差调整,如尺寸公差标注在外面时,其公差需放在凸模上,母模按其尺寸调整实数做;如尺寸公差标注在内面时,其公差需放在母模上,凸模按其尺寸调整实数做。
5.设计者对图面有疑问时,应及时做好标记、并呈报上级主管共同商讨其对策。
例如:冲压件的工艺极限,图面的图形、注解及其尺寸等问题不清或有疑问等等,可向上级呈报说明其详细情况后,通过提出打合书、检讨依赖书、要望申请书等书面形式与客户联络。
其方式可采用FAX或E-mail转送、答复。
我公司优先采用FAX方式联络。
三、排样图1、首先要确定产品的毛刺方向,压延方向;产品的毛刺方向一般情况下由客户下决定:产品的压延方向当客户有特殊要求时按客户的要求来做;当客户无特别要求时,对各向同性的材质(SECC、SPCC、SPCE)来讲,应以材料的利用率为优先考虑,其产品的加工难易程度及生产稳定性面不需要考虑压延方向;对各向异性的材质(如SUS、铜材等)来讲,首先要考虑材质的纤维方向不可与折弯方向相平行,其次才考虑带料的稳定性及加工的容易程度。
年度模具制造岗位劳务协议版
20XX 专业合同封面COUNTRACT COVER甲方:XXX乙方:XXX年度模具制造岗位劳务协议版本合同目录一览第一条模具制造岗位概述1.1 岗位名称1.2 岗位职责1.3 岗位要求第二条劳务期限2.1 合同期限2.2 试用期2.3 延长或缩短合同期限的情形第三条劳务报酬3.1 基本工资3.2 绩效奖金3.3 加班工资3.4 其他补贴和福利第四条工作时间与休息休假4.1 工作时间4.2 休息休假4.3 国家法定节假日安排第五条劳动保护和职业健康5.1 劳动保护措施5.2 职业健康检查5.3 职业病防治第六条技能培训和职业发展6.1 技能培训6.2 职业发展机会第七条保密协议7.1 保密内容7.2 保密期限7.3 违约责任第八条合同终止和解除8.1 合同终止情形8.2 合同解除情形8.3 经济补偿第九条争议解决9.1 协商解决9.2 调解解决9.3 仲裁或诉讼第十条一般规定10.1 合同的效力10.2 合同的修改和补充10.3 合同的解除第十一条合同的履行和监督11.1 履行合同的义务11.2 合同履行情况的监督第十二条违约责任12.1 违约的情形12.2 违约的责任第十三条其他约定13.1 知识产权保护13.2 信息安全13.3 法律法规规定的其他事项第十四条附则14.1 合同的生效14.2 合同的解除和终止14.3 合同的保管和复制第一部分:合同如下:第一条模具制造岗位概述1.1 岗位名称:模具制造工程师1.2 岗位职责:1.2.1 负责模具的设计和制造,保证产品质量和生产效率;1.2.2 参与产品开发,提供模具设计和制造方案;1.2.3 负责模具的维修和改进,延长使用寿命;1.2.4 遵守公司的安全生产规章制度,确保生产安全。
1.3 岗位要求:1.3.3 技能要求:熟练掌握模具设计软件,如AutoCAD、UG、SolidWorks等;第二条劳务期限2.1 合同期限:本合同期限为一年,自2022年1月1日起至2022年12月31日止。
模具设计常见10种计算公式,很多初学设计都问过
模具设计常见10种计算公式,很多初学设计都问过
以下数据,我们经常听到,按经验来,初入设计这行,很多小白听还是不知道如何取数,有这个公式小白可以参考学习用
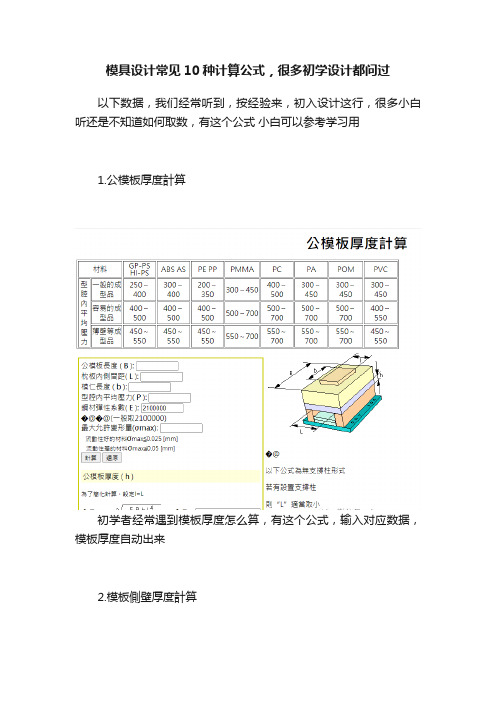
1.公模板厚度計算
初学者经常遇到模板厚度怎么算,有这个公式,输入对应数据,模板厚度自动出来
2.模板側壁厚度計算
初学者经常遇到模板宽度怎么算,有这个公式,输入对应数据,模板宽度自动出来
需要UG计算扫码加微信(备注计算公式)
3.鎖模力估算
4.模具强度计算公式
5.细水口导柱变形量计算公式
6.流道系统计算公式
7.模具型腔侧壁变形量及壁厚的计算
8.模具型腔力学设计
9.模具重心計算
10承板计算公式
需要UG学习资料和教程扫码加微信
声明:资料由本公众号从网络收集整理而成,所有资料版权归原公司、机构所有。
资料仅供学习参考,切勿用于商业用途,如涉及版权问题,请第一时间告知我们删除,非常感谢!。
冲压模具设计计算
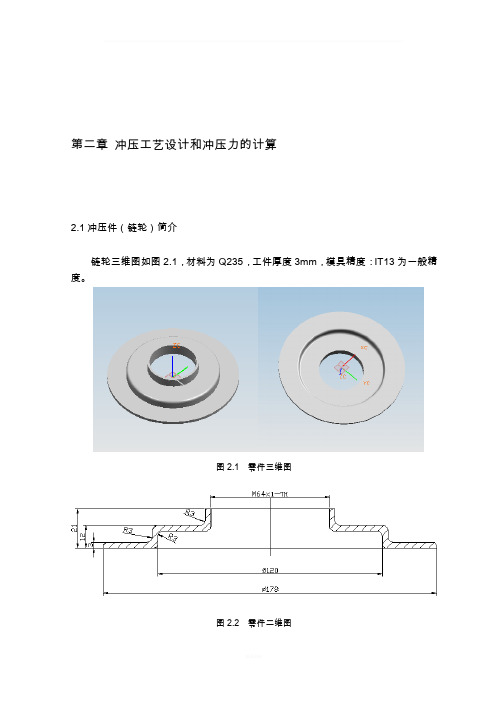
第二章冲压工艺设计和冲压力的计算2.1冲压件(链轮)简介链轮三维图如图2.1,材料为Q235,工件厚度3mm,模具精度:IT13为一般精度。
图2.1 零件三维图图2.2 零件二维图零件图如图2.2,从零件图分析,该冲压件采用3mm的Q235钢板冲压而成,可保证足够的刚度与强度。
并可看出该零件的成形工序有落料、冲孔、拉深、翻边,其难点为该成形件的拉深和翻边。
该零件形状对称,无尖角和其它形状突变,为典型的板料冲压件。
通过计算此零件可按圆筒件拉深成形,因其尺寸精度要求不高,大批量生产,因此可以用冲压方法生产,并可一次最终成形,节约成本,降低劳动。
2.2确定冲压工艺方案经过对冲压件的工艺分析后,结合产品图进行必要的工艺计算,并在分析冲压工艺类型、冲压次数、冲压顺序和工序组合方式的基础上,提出各种可能的冲压分析方案[]10。
1)冲压的几种方案(1)落料、冲孔、拉深、翻边单工序模具生产。
(2)落料、冲孔复合模,拉深、翻边复合模生产。
(3)落料、冲孔连续进行采用级进模生产,拉深、翻边复合模生产。
(4)落料、冲孔、拉深、翻边复合模生产。
方案一:结构简单,需要四道工序,四套模具才能完成工件的加工,成本高。
方案二:加工工序减少,节省加工时间,制造精度高,成本相应减少,提高了劳动生产率。
方案三:在方案二的基础上加大了制造成本,既不经济又不实惠。
方案四:在方案二的基础上又减少了加工工序,又节省加工时间,制造精度高,成本相应减少,又提高了劳动生产率。
一个工件往往需要经过多道工序才能完成,编制工序方案时必须考虑两种情况:单工序模分散冲压或工序组合采用复合模连续冲压,这主要取决于冲压件的生产批量,尺寸大小和精度等因素。
通过产品质量、生产率、设备条件、模具制造和寿命、操作安全以及经济效益等方面的综合分析,比较决定采用方案四。
即:落料、冲孔、拉深、翻边→成品。
2)各加工工序次数的确定根据工件的形状和尺寸及极限变形程度可进行以下决定:落料、冲孔、拉深、翻边各一次。
模具相关的计算

模具相关的计算1.成型零件的尺寸的计算平均收缩率为0.2﹪。
根据塑件尺寸公差要求,模具的制造公差取δZ=△/4。
成型零件尺寸计算如下表1-3:表1-3已知条件:平均收缩率Scp=0.002; 模具的制造公差取δZ=△/4类别零件名称塑件尺寸计算公式型腔或型芯工作尺寸型腔计算大型腔Ø12100.92L m=(Ls+Ls*Scp-¼Δ)+δZØ123.3200.23 1150+0.82115.0600.203Ø8600.72Ø87.540+0.18Ø680-0.64Ø69.21+0.160Ø1190-0.72Ø121.180+0.205Ø220-0.32Ø22.3600+0.36940-0.7294.010+0.1820-0.1620+0.043900.04239.170+0.0105小型腔R50-0.18L m=(Ls+Ls*Scp-¼Δ)+δZR5.070+0.045120-0.4811.160-0.061.50-0.36 1.49+0.040型芯计算小型芯Ø22+0..540L m=(Ls+Ls*Scp+Δ) 0-δZØ22.360-0.04侧型芯Ø3.4+0.160L m=(Ls+Ls*Scp+Δ)0-δZØ3.430-0.04Ø6.7+0.20Ø6.960-0.05大型芯Ø81+0.540Ø82.450-0.14Ø66+0.540Ø67.15-0.1807.0+0.200 6.960-0.0512.0+0.24011.160-0.0828.0+0.32029. 190-0.0033113+0.820113.020-0.2052.冷却系统水管孔径的计算根据热平衡计算:在单位时间内熔体凝固时放出等热量等于冷却水所带走的热量,故有公式:qv=WQ1/ρc1(θ1-θ2)qv——冷却水的体积流量(m³/Min);W——单位时间(每分钟)内注入模具中的塑料重量(Kg/Min);Q1——单位的重量的塑料制品在凝固时所放出的热量(KJ/kg);ρ——冷却水密度;c1冷却水的比热容;θ1−冷却水出口温度;θ2−冷却水入口温度;1).求塑料制品在固化时每小时释放的热量Q设注射时间为2s,冷却时间为20s,保压时间为15s,开模取件时间为3s.,得注射成型周期为40S。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
剪斷長度計算工具
寬度
Ⅳ.
長軸
Ⅴ.
高
短邊
短軸
圓形
四邊形
長度 寬度 圓角 數量 0 0 0 周長
四邊圓角
a b c
பைடு நூலகம்
梯形 三角形
長邊
橢圓形
a a b c 長邊 短邊 高度 數量 0 0 0 周長 0
b
c
a a 直徑 數量 周長 0 0 b c 長度 寬度 數量 0 周長
b
c
長軸 短軸 數量 0 0 0 周長
落料剪切力之理論(參考)值計算
最大抗剪應力 : 83 噸 沖剪所需能量 85.45
Ⅰ.
直徑
回首页
列印日期 : 2013-7-17
Kg-m Ⅱ. Ⅲ.
寬度
B.選擇材料特性 A.選擇材料種類 我選擇 2 我選擇 12 軟質 硬質 1. 軟質 1. 鉛 3 --2. 硬質 2. 錫 4 --3. 純鋁 9 16 C.輸入材料厚度 4. 杜拉鋁 22 36 材料厚 2.00 5. 耐蝕鋁 11 18 6. 鋅 12 20 D.輸入剪斷長度 7. 銅 20 30 剪斷長 752 8. 黃銅 25 40 9. 磷青銅 35 60 E.選擇彈簧壓力 10. 鈹銅 45 70 我選擇 1 11. 冷軋鋼(SPCC) 32 35 1. 10% 12. 冷軋鋼(SPCD) 32 35 2. 15% 13. 冷軋鋼(SPCE) 32 35 3. 20% 14. 碳鋼0.2%C 32 40 15. 碳鋼0.3%C 36 48 F.預留刀刃磨耗 16. 碳鋼0.4%C 45 56 我選擇 1 17. 碳鋼0.6%C 55 72 1. 30% 18. 碳鋼0.8%C 70 90 2. 35% 19. 碳鋼1.0%C 80 105 3. 40% 20. 不銹鋼 20 56 21. 矽鋼片 45 55 G.預留安全係數 22. 鎳鋼 25 30 我選擇 1 23. 熱硬化樹脂 13 ----
0
0
剪斷長度合計 :
0
mm
A 35 備註:
x x
C 2.00
x x
D 752
x x
E 110%
x x
F 130%
x x
G 110%
= =
1. 10% ,2. 20%
24. 雲母
8
----