铆头设计资料
PEM压铆件介绍材料

PEM压铆件介绍材料⼩五⾦PEM压铆件⼿册1、螺钉、螺栓1.1、通孔孔径螺钉连接零件上预制之通孔如图⽰。
螺钉公称直径通孔直径(d)mm ⼀级⼆级三级四级1 1.1 1.2 1.31.2 1.3 1.4 1.51.4 1.5 1.6 1.81.6 1.7 1.8 21.7 1.8 22.11.82.0 2.1 2.22 2.2 2.4 2.62.2 2.4 2.6 2.82.3 2.5 2.7 2.92.5 2.7 2.93.12.6 2.8 33.23 3.2 3.4 3.63.5 3.7 3.94.24 4.3 4.5 4.8 5.55 5.3 5.5 5.8 6.56 6.4 6.67 7.81.2与螺钉相配的螺纹攻丝孔孔径取决外内螺纹结合⽐之⼤⼩.螺纹结合⽐(%)=[(螺钉公称直径-攻丝孔直径)÷(2*螺纹结合⾼度)]*100%1.3、配合尺⼨同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔和,钢板配合,如对M3的螺钉需与M3的螺母配合,或者与在钢板上攻出M3的螺纹孔相配合.1.4、机械性能(包括材质与热处理)⼀般⽤C<0.20%的低碳钢制造,拉伸强度要求不⼩于330Mpa,硬度不⼩于95HV(90HB或52HRB),屈服强度不⼩于螺纹标志M1.6 M2 M2.2 M2.5 M3 M3.5 M4 M5 M6最⼩拉⼒420 620 680 1120 1660 2240 2900 4690 66301.5(mm)螺纹标志旋合长度> ≦M1 0.6 1.7 M1.1 0.6 1.7 M1.2 0.6 1.7 M1.4 0.7 2 M1.6 0.8 2.6 M 1.8 0.8 2.6 M2 1.0 3 M2.2 1.3 3.8 M2.5 1.3 3.8M3 1.54.5M3.5 1.7 5M4 2 6M4.5 2.2 6.7M5 2.2 7.5M1.1*0.2 0.5 1.4M1.2*0.2 0.5 1.4M1.4*0.2 0.5 1.4M1.6*0.2 0.5 1.5M1.8*0.2 0.5 1.5M2*0.25 0.6 1.9M2.2*0.25 0.6 1.9M2.5*0.35 0.8 2.6M3*0.35 1 3M3.5*0.35 1 3M4*0.5 1.5 4.5M4.5*0.5 1.5 4.5M5*0.5 1.5 4.5M5.5*0.5 1.5 4.5M6*0.75 2.4 7.1 注:对薄材,钢板厚度⾄少要⼤于2-3个螺距。
热铆工艺铆头设计

热铆工艺铆头设计
热铆是一种常见的铆接工艺,利用热量使铆钉加热膨胀,从而填满铆孔并形成坚固的连接。
铆头设计在热铆工艺中非常重要,它直接影响到铆接连接的质量和稳定性。
以下是一些热铆工艺中铆头设计的一般原则:
1. 材料选择:铆头通常由耐高温、高强度的材料制成,以确保在热铆过程中不变形或损坏。
常用的材料包括钨合金、钼合金等。
2. 形状设计:铆头的形状应该能够在加热后均匀地填充铆孔,并与铆钉形成紧密的接触,以确保连接的稳固性。
常见的形状包括圆头、平头等。
3. 尺寸设计:铆头的尺寸需要根据具体的铆接要求来设计。
铆头直径和高度应该适合于铆钉和铆孔的尺寸,以确保连接的紧密度和稳定性。
4. 表面处理:铆头的表面通常需要进行特殊处理,以增加与铆钉的摩擦力和接触面积,提高连接的强度和稳定性。
常见的表面处理包括镀层、磨砂处理等。
5. 散热设计:在热铆过程中,铆头需要吸收足够的热量来加热铆钉,但同时也需要考虑散热,以防止过热导致材料变形或损坏。
因此,铆头的设计应该考虑到散热的效果。
总的来说,热铆工艺中铆头的设计需要综合考虑材料选择、形状设计、尺寸设计、表面处理和散热设计等因素,以确保铆接连接的质
量和稳定性。
在实际应用中,通常需要根据具体的铆接要求和工艺条件进行设计和优化。
铆压的几种结构设计

铆压的几种结构设计
铆接是一种常见的连接方式,可以用于连接金属、塑料等材料。
以下是几种常见的铆压结构设计:
1.单铆头结构设计:
单铆头结构是最简单的铆接方式,适用于连接两个材料。
设计时需考虑材料的厚度和铆钉的直径,以确保铆接后的连接牢固。
2.双铆头结构设计:
双铆头结构在单铆头的基础上增加了一个铆头,可以提高连接的强度和稳定性。
双铆头结构常用于对连接要求较高的情况,如连接厚度较大的材料或承受较大载荷的场合。
3.多头铆接结构设计:
多头铆接结构在双铆头的基础上增加了多个铆头,可以进一步提高了连接强度和稳定性。
多头铆接结构常用于连接厚度较大、需要承受大量载荷或具有特殊形状的工件。
4.盲铆结构设计:
盲铆是一种不需要在另一端设置铆钉头的铆接方式,适用于无法在另一侧操作的情况。
盲铆结构设计通常包括一个具有预定压力的铆钉和一个拉铆钉。
5.镀锌铆钉结构设计:
镀锌铆钉常用于需要防腐蚀的环境,设计时需选择符合要求的镀锌铆钉,并注意防止镀锌层破损。
6.扁平头铆钉结构设计:
扁平头铆钉通常用于要求连接表面平整的场合,设计时需选择适当的铆钉头形状,并保证铆接后表面平整。
在设计铆压结构时,需要综合考虑材料的性质、连接部位的特点以及连接强度的要求,选择合适的铆接方式和铆钉类型,确保连接的牢固和可靠。
同时,还需要注意铆接过程中的操作规范和质量控制,以确保铆接质量符合要求。
哈克HUCK构型铆钉拉丝铆钉不同头型材质直径资料

出色的板间间隙消除能力
出色的孔填充能力:连接处坚固,紧密,防止水进入
断尾平齐:不会刮伤衣物,皮肤或货物快速简单的目视检查
内部锁环设计:确保芯杆留在铆钉内部并且帮助防腐
头型:大圆头
材质:不锈钢
直径:
名义直径
头型/材质
标记铆接厚度
铆接厚度
min
max
大圆头/不锈钢
6
10
E
拉丝铆钉(Magna_lok)夹紧范围大:可供选择的夹紧范围多
哈克HUCK结构型铆钉拉丝铆钉不同头型材质直径资料
拉丝铆钉(Magna_lok)夹紧范围大:可供选择的夹紧范围多
结构紧固件:高抗拉抗剪
出色的板间间隙消除能力
出色的孔填充能力:连接处坚固,紧密,防止水进入
断尾平齐:不会刮伤衣物,皮肤或货物快速简单的目视检查
内部锁环设计:确保芯杆留在铆钉内部并且帮助防腐
结构紧固件:高抗拉抗剪
出色的板间间隙消除能力
出色的孔填充能力:连接处坚固,紧密,防止水进入
断尾平齐:不会刮伤衣物,皮肤或货物快速简单的目视检查
内部锁环设计:确保芯杆留在铆钉内部并且帮助防腐
头型:100°沉头
材质:碳钢
直径:
名义直径
头型/材质
标记铆接厚度
铆接厚度
min
max
100°沉头/碳钢
8
12
拉丝铆钉(Magna_lok)夹紧范围大:可供选择的夹紧范围多
铆接厚度
min
max
凸圆头/铝合金
12
18
24
拉丝铆钉(Magna_lok)夹紧范围大:可供选择的夹紧范围多
结构紧固件:高抗拉抗剪
出色的板间间隙消除能力
空心管铆接头设计
空心管铆接头设计空心管铆接头是一种常见的机械连接方式,广泛应用于各个行业的结构件连接中。
它能提供优异的连接性能,具有重量轻、强度高、耐腐蚀等优点,因此备受青睐。
首先,空心管铆接头的设计需要考虑结构的强度和稳定性。
在实际应用中,由于受到的载荷和环境条件的不同,设计者需要根据具体情况选择合适的材料和尺寸,以确保连接的稳定性和强度。
材料的选择应该具备良好的耐腐蚀性能,以应对各种恶劣环境的要求。
其次,空心管铆接头还需要考虑连接的可靠性和耐久性。
设计中应注重连接面的质量,确保铆接头与管道之间的连接紧密密实,以防止松动或脱落。
同时,在使用过程中,环境的温度、湿度、压力等因素会对连接产生一定的影响。
因此,设计时需要充分考虑这些因素,并选用合适的材料和处理方法来确保连接的耐久性和可靠性。
此外,空心管铆接头的安装过程也需要严格控制。
在铆接时,应确保铆钉和孔的准确匹配,避免过大或过小的间隙,以防止连接过程中的位移或松动。
同时,还需要控制铆接的力度,以避免过度挤压或不足的现象,确保连接的质量。
最后,设计者还应考虑维护和检修的方便性。
在空心管铆接头的设计中,应考虑到日后可能需要进行的维护保养和检修工作。
为了方便这些工作的进行,设计者应该合理安排连接件的位置和形状,使得维护和检修工作更加便捷。
空心管铆接头的设计需要考虑诸多因素,如强度、稳定性、可靠性、耐久性、安装和维护性等。
只有在全面考虑这些因素的基础上,设计出合理的连接方案,才能满足实际应用的需求,并确保连接的质量和性能。
因此,在设计过程中,设计者需要深入了解各种因素的影响和相互关系,通过科学的方法和经验的积累,不断优化和改进设计方案,以提高空心管铆接头的使用效果和可靠性。
塑料热铆接头设计标准

塑料热铆接头设计标准塑料热铆接头设计标准塑料热铆接头是一种常用的固定件连接方式,具有结构简单、强度高、使用方便等优点。
为了确保塑料热铆接头的性能和质量,需要遵循以下设计标准:1. 材料选用:塑料热铆接头通常由两个零件组成,其中一部分是主体材料,另一部分是铆接件。
主体材料应选用优质的高强度塑料,如聚丙烯(PP)、聚氯乙烯(PVC)等。
铆接件应选用具有良好熔融性和热传导性能的材料,如低密度聚乙烯(LDPE)。
2. 结构设计:塑料热铆接头的结构应简单明了,便于加工和装配。
主体材料和铆接件之间的接触面积要足够大,以确保铆接的稳固性和牢固性。
同时,要避免设计过于复杂的内部结构,以免影响热传导效果。
3. 拉力设计:塑料热铆接头的拉力设计应符合实际使用要求。
对于一般应用场景,拉力设计通常按照塑料的最大抗拉强度来确定。
对于需要承受较大拉力的场景,还可以采用增加接触面积、优化热铆接头的结构等方式提高其抗拉强度。
4. 温度控制:塑料热铆接头的加工过程中需要控制适当的温度。
温度过高容易使塑料熔化过度或产生烧焦现象,影响铆接质量;温度过低又无法完全熔融塑料,导致铆接结构不牢固。
因此,要根据实际材料的热熔性能和加工条件,控制好合适的铆接温度。
5. 时间控制:塑料热铆接头加热时间的控制也是非常关键的。
加热时间过长会导致塑料过度熔化,影响铆接质量;加热时间过短则无法完全熔融塑料,无法实现良好的铆接效果。
因此,要根据热熔性能和加工条件,合理控制加热时间。
6. 加工工艺:塑料热铆接头的加工工艺应符合实际生产要求。
可以考虑使用热铆接机或热铆焊枪等专用设备,提高加工效率和一致性。
同时,加工过程中要注意铆接件的摆放位置,尽量避免产生气泡和异物等影响铆接质量的问题。
综上所述,塑料热铆接头的设计标准包括材料选用、结构设计、拉力设计、温度控制、时间控制和加工工艺等方面。
只有严格遵循这些标准,才能保证塑料热铆接头的性能和质量,达到设计要求。
电器开关触点铆合设计
1 开关寿前、寿命、寿后温升的国家标准
国家标准 GB/T 16915.1—2014 中第 17 条款温升项要求寿前、寿后温升不超过 45 K; 第 18 条款要求 开关应有足够的通断能力; 第 19 条款要求开关应经受得住正常使用情况的机械应力、电应力和热应力而 不会出现过度的磨损或其他有害的影响. 开关按 19.1、19.2、19.3 标准要求测试后, 温升不超过 45 K.
3 相关铆接参数对质量的影响
触点杆径过长或轴孔配合间隙过大, 意味着其镦粗变形均匀性指标 DB 越大, 铆接过程更易出现失稳、 弯曲、开裂现象, 使得铆接质量难以控制.
铆头形状对铆接质量也有影响. 铆接银点时, 铆头形状有平面铆头、凹面铆头和 V 形铆头(铆单面触 点). 铆头形状不同, 铆接时受到的摩擦力也不同, 产生变形均匀性大小也不同. 平面铆头或凹面铆头冲铆 时, 产生的摩擦力最大, 对铆接质量十分不利. 而 V 形铆头冲铆(又叫劈铆), 其触点杆部断面和模具接触 面积小, 模具对坯料端面金属流动阻碍小, 减少了难变形区, 提高了镦粗变形均匀性. 如果杆径长度和 V 形角度选择合理的话, 一般能够取得令人满意的效果(只适用于单面触点的铆接). 铆接状态和铆合后的实 物剖切如图 2 和图 3 所示.
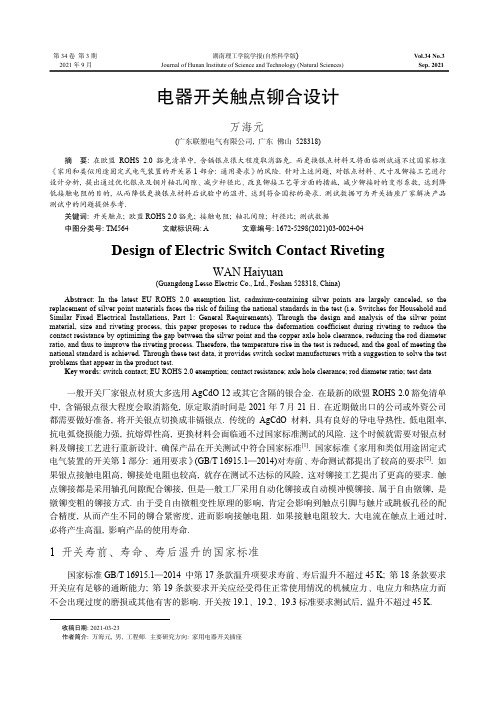
Design of Electric Switch Contact Riveting
WAN Haiyuan
(Guangdong Lesso Electric Co., Ltd., Foshan 528318, China)
Abstract: In the latest EU ROHS 2.0 exemption list, cadmium-containing silver points are largely canceled, so the replacement of silver point materials faces the risk of failing the national standards in the test (i.e. Switches for Household and Similar Fixed Electrical Installations, Part 1: General Requirements). Through the design and analysis of the silver point material, size and riveting process, this paper proposes to reduce the deformation coefficient during riveting to reduce the contact resistance by optimizing the gap between the silver point and the copper axle hole clearance, reducing the rod diameter ratio, and thus to improve the riveting process. Therefore, the temperature rise in the test is reduced, and the goal of meeting the national standard is achieved. Through these test data, it provides switch socket manufacturers with a suggestion to solve the test problems that appear in the product test.
铆头部件的用途
铆头部件的用途
铆头部件是一种常见的固定连接件,用于在机械、汽车、航空航天等行业中实
现永久性的连接。
它由铆钉和铆帽两部分组成,通过将铆钉锤击或压入两个工件之间,使得铆钉的一端膨胀,固定住工件,而铆帽位于另一端,起到保护和美观的作用。
铆头部件的主要用途如下:
1. 连接强度高:铆头连接是一种永久性的连接方式,相比于螺栓或螺母连接来说,铆头连接的强度更高。
这是因为铆头连接不会受到振动和松动的影响,能够更好地承受静载和动载。
2. 耐久性强:铆头部件通常由金属材料制成,具有良好的耐腐蚀性和耐磨损性。
在恶劣的工作环境或高温、高压的情况下,铆头连接能够保持稳定并且不会松动或变形。
3. 安全可靠:铆头连接具有良好的抗震能力和抗冲击能力,能够有效地避免因
松动而造成设备或结构的故障。
它也被广泛地应用于航空航天领域,确保飞机或火箭的结构安全可靠。
4. 美观和节省空间:铆头连接相对于其他连接方式,如螺栓和螺母,更加美观
和节省空间。
铆帽可以起到保护和覆盖的作用,使得连接部分更加平整和美观。
5. 适用于多种材料:铆头连接不仅可以连接金属材料,还可以连接与金属材料
具有不同热膨胀系数的非金属材料。
这使得铆头连接在航空航天、汽车制造等领域中具有广泛的应用。
总而言之,铆头部件作为一种常见的固定连接件,具有连接强度高、耐久性强、安全可靠、美观节省空间和适用于多种材料的优势。
它被广泛应用于各个行业中,以实现永久性的连接,并确保设备和结构的安全可靠运行。
第3章-普通铆接课件PPT

图3-4 曲面工件上钻孔
图3-5 楔形工件上钻孔
7
2 钻孔的方法
钻孔
1)各类工件的钻孔方法
(7)在圆柱形工件上钻孔时,钻孔前应在孔位上打冲点, 然后将工件放置于“V”形铁上钻孔,或用手扶紧工件,将钻 头垂直于圆柱形的水平轴线进行钻孔(见图3-6)。
(8)在刚性较差的薄壁板工件上钻孔时,工件后面一定要 有支撑物(见图3-7)。
面时,给钻头的轴向力要减小,以防材料劈裂分层;
5
当复合材料与金属零件一起钻孔时,应优先考虑选择在复合材料一面先钻;
6
在复合材料上钻孔,要保持钻头切削刃处于锋利状态,应勤磨钻头。
17
3 钻孔后的毛刺清除
(1)用风钻安装“毛刺锪钻”去毛刺(见图3-13); (2)也可用比铆钉孔大2~3级的钻头去毛刺(其顶角为120°~ 160°)(见图3-14); (3)风钻转速不宜太快,压力要适当; (4)去毛刺允许在孔边形成0.2mm深的倒角。
冲窝法步骤
31
• 划冲结合法:在飞机内部构件厚度较大(大于或 等于0.8mm),而蒙皮厚度较薄(小于或等于 0.8mm),采用冲窝,由于构架较厚,不易冲出 埋头窝,还会使构架变形;采用划窝法,又会过 分的削弱蒙皮的强度。这时,要采用划冲结合法。
32
• 先在构架上钻孔划窝,划窝深度一般比铆钉头高 度大,以便容纳一部分蒙皮;然后,在蒙皮上钻 孔冲窝。如下图
(a)按简易导套钻孔 (b)按钻模钻孔
(c)先钻初孔 (d)扩钻最后直径孔
图3-9 在较厚工件上钻孔方法
10
2 钻孔的方法
1)各类工件的钻孔方法
(11)在不开敞结构部件钻孔时,采用弯钻钻孔(见图3-10),或 采用长钻头钻孔(见图3-11),在以上两种方法都无法钻孔时,还 可采取引孔的方法,先在长桁、框板或肋上钻出小孔,安装蒙 皮后,再用引孔器引孔或画线引孔,引出孔位后,再用Φ2.5mm 钻头钻初孔。
铆接紧固件设计规范(公司实用)
铆接紧固件设计规范拟制: 日期:审核: 日期:审核: 日期:批准: 日期:版权所有侵权必究修订记录目前我公司的产品中钣金件应用较多,钣金件之间的连接、固定相应的也很多,并且连接、固定的方式也有很多种。
在以往的设计中,由于设计的缺陷和经验因素导致很多连接、固定不是很牢靠,产生了很多废件、废品,严重影响了装配的生产效率,降低了产品的质量,增加了产品的成本,损害了公司的形象。
采用TOX连接方式是一种方便、可靠、美观的连接方式,现在已经大量应用,在设计中应优先采用。
为了方便操作、提高效率、增强品质、减少成本以及从产品的外观考虑,特制定本规范。
本规范分为两方面内容:◆铆接紧固件PBSO(PTSO)自铆式螺套PS(PSS)系列自嵌式螺母PFH(PFHS)系列自铆螺钉ARB-HEX系列自铆螺母TOX联接铆接紧固件的选用说明◆铆接工艺1 铆接紧固件原则上涉及铆接的零件,尤其是与走纸通道相关的铆接,从成本及外观方面考虑,能采用自铆螺套、螺母的,一律采用TOX连接。
设计时尽量选用现有的铆接紧固件,必要时可以定作。
一、PBSO(PTSO)自铆式螺套PBSO(PTSO)自铆式螺套,作为一种垫片或隔片设计而成,其广泛应用于金属板材及控制箱、电源柜等产品壁板的镶嵌工艺。
其结构的特殊性,装配时,只须将螺套放入金属板材的孔中,以压铆作业实现装配,自铆式螺套具有以下的优点:●实现了“距离”范围的长度保证,大大简化装配过程,并加快装配式间距面板和元件的生产进度;●板材背面保持完全嵌平,同时保证了螺套头部与板材平面平整光滑;●原材料采用中碳钢或不锈钢。
【1】应用技术指南:1.选用螺套时,必须根据所用板材的厚度,才能确定E的尺寸范围,低碳钢板材硬度必须小于70RB(150威氏角锥硬度值);不锈钢板材硬度必须小于80RB(150威氏角锥硬度值)。
2.产品材料:中碳钢淬火和表面镀锌(白色)处理;不锈钢保持原色,用户可根据需要按表中型号规格定货。
铆头就是铆接模具
--铆头就是铆接模具,学会做铆头是很重要的铆接质量的好坏除了铆接机制造加工达到企业的设计要求外,关键在于铆头尺寸设计的合理性及其加工精度的高低。
铆头设计合理、加工精度高,则铆接面质量高,否则其反。
下面介绍一下铆头设计及制作时需掌握的几大要素:a、铆头的材质:铆头的材料选择常选用模具钢。
如CR12MoV,W18Cr4V。
按铆头设计尺寸加工,进行淬火处理(HRC58~62)。
最后上磨床磨到设计尺寸,使表面粗糙度达到以上。
b、铆头的尺寸设计铆头在铆接过程中总是围绕着球心进行运动,不管在什么情况下,球半径长度都不能改变,故在加工铆头时要确保图表中D的尺寸精度。
下面介绍三种典型铆头的设计。
下面我们介绍一下最常用的三种类型的铆头。
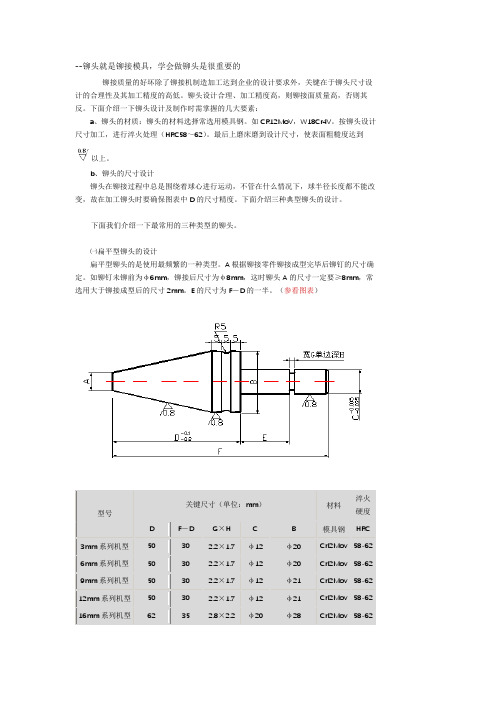
㈠扁平型铆头的设计扁平型铆头的是使用最频繁的一种类型。
A根据铆接零件铆接成型完毕后铆钉的尺寸确定。
如铆钉未铆前为φ6mm,铆接后尺寸为φ8mm,这时铆头A的尺寸一定要≥8mm,常选用大于铆接成型后的尺寸2mm。
E的尺寸为F-D的一半。
(参看图表)型号关键尺寸(单位:mm)材料淬火硬度㈡半园头型铆头的设计当工件铆接完毕后成型形状为半园头型时,圆弧半径R根据零件铆接要求确定。
例如:要在9mm系列铆接机上要将6mm直径的铆钉铆成W=8mm直径的半园头,半园头弦高度L为1mm,则铆头总长度为D=50+1÷2=50.5mm,A=W+2=10mm(一般情况下A-W的值取1~3mm)。
如图所示:型号关键尺寸(单位:mm)材料淬火硬度D F-D G×H C B 模具钢HRC3mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-626mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-629mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-6212mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-6216mm系列机型62+L/2 35 2.8×2.2 φ20 φ28 Crl2Mov 58-6220mm系列机型62+L/2 35 2.8×2.2 φ20 φ30 Crl2Mov 58-6230mm系列机型62+L/2 35 4.0×2.8 φ25 φ35 Crl2Mov 58-62上一页下一页㈢外翻边铆头的设计如图所示为铆头制作的尺寸,V为空心铆钉的内径d+0.5mm即V= d+0.5,如铆钉内径超过6mm则加上的数值应加大,一般d≤6mm可加0.5,12mm≥d≥6mm可加1,当d≥12mm可加1.5,A=W+2mm(一般情况下A-W的值取1~3mm),L为铆接后翻边的高度,其尺寸可自定。
5--6铆接件设计规范

5--6铆接件设计规范铆接设计规范拟制: ×××⽇期:XXXXXXXX 审核: ⽇期:审核: ⽇期:批准: ⽇期:版权所有侵权必究修订记录⽬录1 基础知识22 零件设计32.1齿轮轴和普通铆接轴32.2铆接螺套43 零件应⽤44 零件⽰例7附录7附录1:PBSO(PTSO)系列⾃铆式螺套7附录2:PS(PSS)系列⾃嵌式螺母8附录3:PFH(PFHS)系列⾃铆螺钉10附件4:PF系列⾯板铆接螺钉10附录5:铆丝机尺⼨简图12附录6:TOX连接简介121 基础知识1)铆接件均铆接在钣⾦零件上,⽤以⽀撑或固定相关零件。
2)⽬前公司中所⽤的铆接件主要有四⼤类:齿轮轴、普通铆接轴、铆接螺套(/螺母)和铆接紧固件。
⽆特殊的情况下,前三类的材料选⽤SUM23,表⾯镀镍。
3)齿轮轴⽤于与齿轮、带轮配合,参与传动,影响产品的性能,与带轮配合传动的称为带轮轴。
4)普通铆接轴⽤于不参与传动等场合。
5)铆接螺套/螺母⽤在⽆法使⽤铆接紧固件的场合,⽬前应⽤较少,不优先推荐采⽤。
6)铆接紧固件为外购件,⽬前计有四类:PBSO(PTSO)系列⾃铆式螺套、PS(PSS)系列⾃嵌式螺母、PFH(PFHS)系列⾃铆螺钉、PF系列⾯板螺钉。
铆接紧固件采⽤TOX连接在铆丝机上与板材结合在⼀起。
铆接紧固件的材料⼀般有两种:中碳钢、不锈钢。
后者相对与前者价格⾼出80%。
7) ⾃铆式螺套、⾃嵌式螺母经TOX 连接后通常与螺钉配合使⽤;⾃铆螺钉经TOX 连接后通常与螺母配合使⽤;⾯板螺钉经TOX 连接与钣⾦件固定在⼀起后起到固定钣⾦件的作⽤,避免出现螺钉拆卸后易丢失的现象。
2 零件设计2.1齿轮轴和普通铆接轴1) 齿轮轴和普通铆接轴在设计上除了齿轮轴需要保证同轴度外,两者的其他设计均相同。
图2.1为典型的齿轮轴结构⽰意图。
d —⼯作轴段直径 E —⼯作轴段长度 C —铆接轴段直径 B —铆接轴段长度 L —铆接⾼度 D —轴肩直径 L 1—轴肩宽度 K —铆接⼯艺孔直径 f —开⼝挡圈槽宽度 g —开⼝挡圈槽直径 A —基准代号 T —同轴度公差值图2.1 齿轮轴各部分结构尺⼨图⽰2) 针对d ,公差为02.006.0--; 3) E=齿轮厚度+0.1,公差为10.00+;4) D=(1.5~2)C ,当D ≥6时,尽量取偶数; 5) L 1≥1,不⽤在图纸中标注; 6) 针对L ,当1≤L 1≤2的,公差为10.00+;L 1>2的,公差为±0.1;7) C ≥d ,公差为±0.02;当1≤L 1<2时, C ≥d+0.5;8) B=t +0.2(t 为板厚);当背⾯需要嵌平⽽⼜不能增加凸台时,B=t +0.1,须经部门评审;公差为10.00+;9) 针对T ,其值为0.05;10) f 和g 分别为开⼝挡圈槽宽和直径,尺⼨和公差按照国家标准进⾏。
铆钉压铆参数大全
ZI为表面处理代码,为镀锌(Zinc)的简称;CI则为镀镉(Cadmium)的简称。 上述螺柱的螺纹是贯通整个螺柱的(如图三),若在代号前再加B,则表示螺纹不贯通整个螺 柱(如图四),即为盲孔螺柱(Blind-threaded standoffs)。如BSO、BSOS、BSOA等。 ØTSO类压铆螺柱
n压铆手转螺丝(外螺纹)Panel Fastener
压铆弹簧螺钉的代号有PS10-PR10﹐PFP﹐PFT﹐PFC2﹑PFS2﹐PFC2P﹐PF30﹑PF31﹑ PF32﹐PF11﹐PF12﹐PF13﹑PF14﹐PF50﹑PF60﹐PFHV﹐PFS。
n压铆销钉(无螺纹)
在这里﹐销钉广义上包括了不带螺纹的压铆五金件﹐如导向销﹑导向套﹑键孔支柱等﹐其 代号有TPS﹐SO﹑SOA﹑SOS﹑SON﹐KFE﹑KFSE﹐KSSB﹐PLT2﹑SKC﹐SSA﹑SSS﹑ SSC﹑KSSB﹐SLPS。
è 五﹑弹簧螺钉类的详细介绍
ø
弹簧螺钉类铆钉的型号及代号含义介绍……………………………………………...…26
ø
弹簧螺钉类铆钉的底孔及安全边距查询……………………………………………...…31
è 六﹑导向销钉类的介绍 ……………………………………...………………………...… 35
乐清市品胜电气有限公司
底孔直徑
4.30
5.40
7.20
乐清市品胜电气有限公司
/ 生产定做空心铜针 鸡眼铆钉 非标铆钉
二﹑壓鉚螺柱類的詳細介紹(Self-Clinching Standoffs)
$螺柱类铆钉的底孔与安全边距查询﹕
双头铆接机设计
由于本人工作场所有1毫米钢板要与6毫米45钢铆钉相连接,现采用设备为液压冲铆机,声音大,铆接质量差,废品率高;由于是单头铆接,所以工作效率低,安全性差,易伤手,造成工伤事故影响极坏,故结合本人兴趣决定根据冷碾挤压原理设计一台双头液压冷碾铆接机。
一、冷碾铆接法的基本原理及工艺特点:所谓冷碾铆接法,就是利用铆接对铆钉局部加压,并绕中心连续摆动直到铆钉成形的铆接方法。
铆头沿圆周方向摆动辗压,使工件准确定位,然后铆接。
二、冷碾铆接法同传统铆接法的工艺特性对比:1.冷碾所需摆碾力极小,仅为锤击、冲压等铆接方法的1/10~1/15,因为本人单位的铆接方式是铆杆对铆钉施压,其压力越靠近轴的中心越大,而冷碾铆接法是以连续的局部变形使铆钉成形,其所施压力离铆钉中心越远越大,这恰恰符合材料变形的自然规律,因此采用冷碾铆接设备所需吨位极小,节省费用。
2.冷碾铆接法使铆钉的变形顺从金属的自然流向,不会降低材料的缺口冲击韧性和延展性,减小了在铆钉墩头周围出现切向拉应力过高的危险,铆后材料无折断纤维流能提高铆钉的承载能力。
冷碾铆接法所产生的连接强度约高于冲压铆接80%,冷碾后铆头几乎无弯曲鼓肚,墩粗等变形现象,同时与铆钉相连的工件毫无变形,而用冲压铆接由于轴侧施压,冲击绽开,上述缺陷较为明显。
3.冷碾铆接法,铆头在铆钉上作纯滚动而无滑动,铆钉成型后的表面粗糙度仅取决于铆头,而铆头表面粗糙度非常容易保证,可以做到很高。
4.采用冷碾铆接法时,几乎无噪声,无振动,而现有的冲压铆接噪声较大,超过90分贝。
5.冷碾铆接机操作方便,设备安全保护装置可有效保护人员。
6.使用冷碾铆接机时,由于铆钉材料具有较好的形变性能,铆杆不会出现质量问题,寿命较高,同时只要改变铆头形状,就可铆接各种形状,只要制作合适的铆头,即可铆接以下各种形状,如扁平型、沉头型、圆弦型、碗型,方便于未来实现通用化。
7.劳动强度大为降低。
铆接机按其原理可分为摆碾式和径向式两大类。
压铆头材料

压铆头材料压铆头是一种常用于金属制品加工的工具,用于连接或固定两个或多个金属件。
作为压铆头的核心部件,材料的选择对于压铆头的性能和使用寿命起着至关重要的作用。
压铆头材料应具备以下几个方面的特点:硬度高、耐磨性好、抗冲击性强、耐腐蚀性好、导热性能好。
根据不同的应用场景和要求,常见的压铆头材料有以下几种:1. 高速钢(HSS):高速钢是一种常用的压铆头材料,具有较高的硬度和耐磨性,能够适应较大的冲击力和高频使用。
高速钢制成的压铆头适用于一般的压铆操作,可以满足大部分的加工需求。
2. 硬质合金:硬质合金是由钨钴粉末与钛碳化物等添加剂经过高温烧结而成的材料。
硬质合金具有极高的硬度和耐磨性,能够耐受极高的冲击力和磨损,适用于对压铆头寿命要求较高的场合,如大批量、高强度的压铆作业。
3. 钢化钢:钢化钢是通过热处理将普通钢材的组织进行改变而得到的一种具有较高硬度和耐磨性的材料。
钢化钢制成的压铆头硬度适中,能够适应各种不同材质的金属件压铆,广泛应用于机械制造、汽车制造等行业。
4. 铁素体不锈钢:铁素体不锈钢具有良好的耐腐蚀性和导热性能,能够在潮湿环境下长时间使用而不生锈。
铁素体不锈钢制成的压铆头适用于对材料腐蚀要求较高的压铆作业,如船舶制造、海洋工程等领域。
5. 钛合金:钛合金具有较高的强度和硬度,同时具备良好的耐腐蚀性和导热性能。
钛合金制成的压铆头重量轻、强度高,适用于对重量要求较低、强度要求较高的场合,如航空航天、航空制造等领域。
不同材料的压铆头适用于不同的工作环境和要求,选择合适的压铆头材料能够提高工作效率和产品质量,同时延长压铆头的使用寿命。
在选择压铆头材料时,需要综合考虑工作材料的性质、加工工艺和使用环境等因素,选择最适合的材料,以确保压铆头在工作中发挥最佳效果。
除了材料选择外,压铆头的设计和加工工艺也对其性能有重要影响。
合理的设计能够提高压铆头的强度和稳定性,优化加工工艺能够提高压铆头的表面光洁度和精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铆接质量的好坏除了铆接机制造加工达到企业的设计要求外,关键在于铆头尺寸设计的合理性及其加工精度的高低。
铆头设计合理、加工精度高,则铆接面质量高,否则其反。
下面介绍一下铆头设计及制作时需掌握的几大要素:
a、铆头的材质:铆头的材料选择常选用模具钢。
如CR12MoV,W18Cr4V。
按铆头设计尺
寸加工,进行淬火处理(HRC58~62)。
最后上磨床磨到设计尺寸,使表面粗糙度达到以上。
b、铆头的尺寸设计
铆头在铆接过程中总是围绕着球心进行运动,不管在什么情况下,球半径长度都不能改变,故在加工铆头时要确保图表中D的尺寸精度。
下面介绍三种典型铆头的设计。
下面我们介绍一下最常用的三种类型的铆头。
㈠扁平型铆头的设计
扁平型铆头的是使用最频繁的一种类型。
A根据铆接零件铆接成型完毕后铆钉的尺寸确定。
如铆钉未铆前为φ6mm,铆接后尺寸为φ8mm,这时铆头A的尺寸一定要≥8mm,常选用大于铆接成型后的尺寸2mm。
E的尺寸为F-D的一半。
(参看图表)
型号
关键尺寸(单位:mm)材料
淬火
硬度D F-D G×H C B 模具钢HRC
3mm系列机型50 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62 6mm系列机型50 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62 9mm系列机型50 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62 12mm系列机型50 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62 16mm系列机型62 35 2.8×2.2 φ20 φ28 Crl2Mov 58-62 20mm系列机型62 35 2.8×2.2 φ20 φ30 Crl2Mov 58-62
㈡半园头型铆头的设计
当工件铆接完毕后成型形状为半园头型时,圆弧半径R根据零件铆接要求确定。
例如:要在9mm系列铆接机上要将6mm直径的铆钉铆成W=8mm直径的半园头,半园头弦高度L为1mm,则铆头总长度为D=50+1÷2=50.5mm,A=W+2=10mm(一般情况下A-W的值取1~3mm)。
如图所示:
型号
关键尺寸(单位:mm)材料
淬火
硬度D F-D G×H C B 模具钢HRC
3mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62
6mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62
9mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62
12mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62
16mm系列机型62+L/2 35 2.8×2.2 φ20 φ28 Crl2Mov 58-62
20mm系列机型62+L/2 35 2.8×2.2 φ20 φ30 Crl2Mov 58-62
30mm系列机型62+L/2 35 4.0×2.8 φ25 φ35 Crl2Mov 58-62
㈢外翻边铆头的设计
如图所示为铆头制作的尺寸,V为空心铆钉的内径d+0.5mm即V= d+0.5,如铆钉内径超过6mm 则加上的数值应加大,一般d≤6mm可加0.5,12mm≥d≥6mm可加1,当d≥12mm可加1.5,A =W+2mm(一般情况下A-W的值取1~3mm),L为铆接后翻边的高度,其尺寸可自定。
N为扩口部位深度,其值由铆钉空心深度决定。
型号
关键尺寸(单位:mm)材料
淬火
硬度D F-D G×H C B 模具钢HRC
3mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62 6mm系列机型50+L/2 30 2.2×1.7 φ12 φ20 Crl2Mov 58-62 9mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62 12mm系列机型50+L/2 30 2.2×1.7 φ12 φ21 Crl2Mov 58-62 16mm系列机型62+L/2 35 2.8×2.2 φ20 φ28 Crl2Mov 58-62 20mm系列机型62+L/2 35 2.8×2.2 φ20 φ30 Crl2Mov 58-62 30mm系列机型62+L/2 35 4.0×2.8 φ25 φ35 Crl2Mov 58-62。