2011山东省技能大赛普车考件图纸[1]
2011年山东省职业院校技能大赛中职组现代制造技术技能比赛普车理论试题(库)概述
2011年山东省职业院校技能大赛中职组现代制造技术技能比赛普车理论试题(库)1.点的正面投影和水平投影的连线垂直于()。
A. X轴B. Y轴C. Z轴D. O轴2.假想用剖切面剖开机件,将处在观察者和剖切面之间的部分移去,而将其余部分向投影面投影所得到的图形,称为()。
A.视图B.剖视图C.局部剖视图D.移出断面图3.进给箱的功用是把交换齿轮箱传来的运动,通过改变箱内滑移齿轮的位置,变速后传给丝杠或光杠,以满足( )和机动进给的需要。
A.车孔B.车圆锥C.车成形面D.车螺纹4.精密丝杠的加工工艺中,要求锻造工件毛坯,目的是使材料晶粒细化、组织紧密、碳化物分布均匀,可提高材料的( )A.塑性B.韧性C.强度D.刚性5.游标万能角度尺可以测量()范围内的任何角度。
A. 0°~360° B. 50°~140°C. 0°~320 D. 0°~1806.用百分表测量时,测量杆应预先压缩0.3~1mm,以保证一定的初始测力,避免()测不出来。
A.尺寸B.公差C.形状公差D.负偏差7.CA6140型车床,其床身最大回转直径为()A. 205mm B. 200mm C. 40mm D. 400mm8.滑板部分由()组成。
A.溜板箱、滑板和刀架B.溜板箱、中滑板和刀架C.溜板箱、丝杠和刀架D.溜板箱、滑板和导轨9.车床主轴前轴承等重要润滑部位采用()润滑。
A.油泵输油B.溅油C.油绳D.浇油10.车床一级保养()执行。
A.以操作工人为主、维修工人配合B.以操作工人为主 C.以维修工人为主 D.以专业维修人员为主11.为提高低碳钢的切削加工性能,通常采用()处理。
A.完全退火B.球化退火C.去应力退火D.正火12.轴类零件的调质处理热处理工序应安排在()A.粗加工前B.粗加工后,精加工前C.精加工后D.渗碳后13.HBW是()硬度的符号。
A.洛氏B.维氏C.布氏D.克氏14.在一定的生产条件下,以最少的( )和最低的成本费用,按生产计划的规定,生产出合格的产品是制订工艺规程应遵循的原则。
普车实训图纸

9
车外圆φ28±0.02,长30±0.06
90°偏刀
10
钻中心孔;钻孔φ14,深22±0.1
中心钻、麻花钻
11
车锥孔
内孔刀
注意事项
1、粗、精车时变换转速、进给量;
2、车内孔时注意退刀方向
要点记录
普车实训图纸(八)
课题
车端面、外圆、宽槽、圆锥面
时间
班级
姓名
成绩评定
指导老师
工步
内容
刀具
1
车右端面
螺纹车刀
14
倒角;切断,长度46
切槽刀
注意事项
1、为保证滚花的连续性,应滚花后加工锥面;
2、件2中内螺纹的底孔直径经计算后得出,以免过大或过小。
要点记录
=14-1.8=12.2(mm)
要点记录
赣州理工职业技术学校普车实训内容(五)
课题
车端面、外圆、切槽、车内外螺纹、滚花
时间
班级
姓名
成绩评定
指导老师
工步
内容
刀具
1
车螺母,备料车外圆φ32±0.1,切断料留余量2至3mm
外圆刀、切断刀
2
车左右端面控制总长,长度30±0.5
45°弯头刀
3
打中容(一)
课题
车端面、外圆
时间
班级
姓名
成绩评定
指导老师
工步
内容
刀具
1
车削右端面
45°弯头刀
2
车削φ22.8±.005,长度32±0.1,车削φ16.5±0.05,长度18±0.1
90°外圆刀
3
倒角,2×45°
45°弯头刀
4
(完整版)数控车工普车操作图纸大全

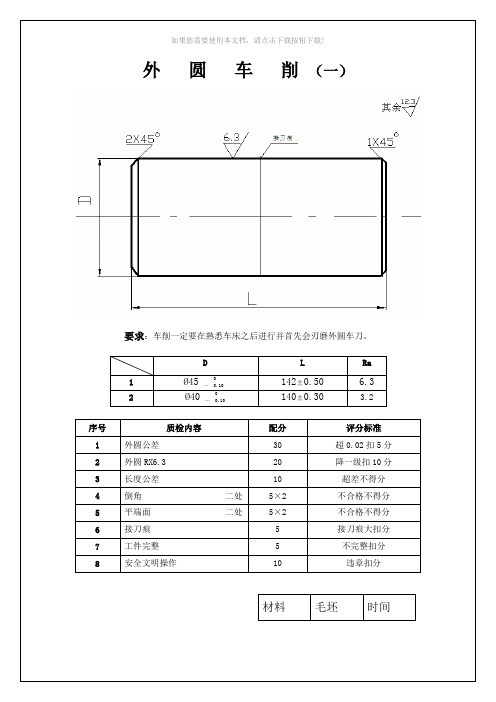
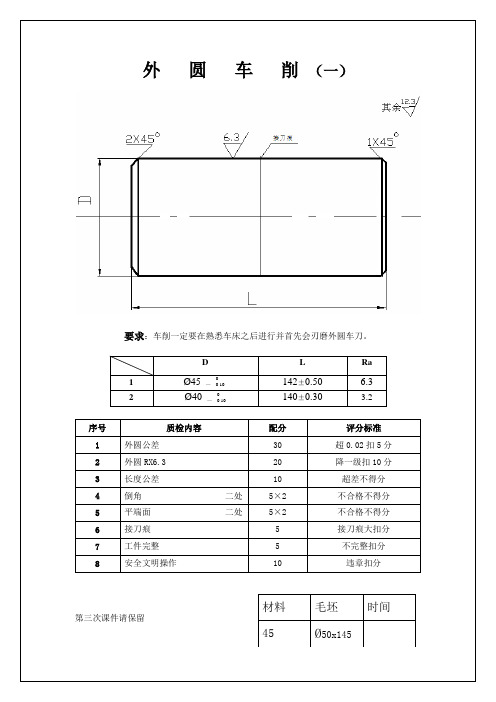
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车工 普车操作图纸大全

序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
普通车工操作图

从基础开始一直到初级、中级技能考试,全面——值得拥有外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间材料毛坯时间45 Ø50x14545 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
2012年山东省职业技能大赛中职普车实操试题评分标准
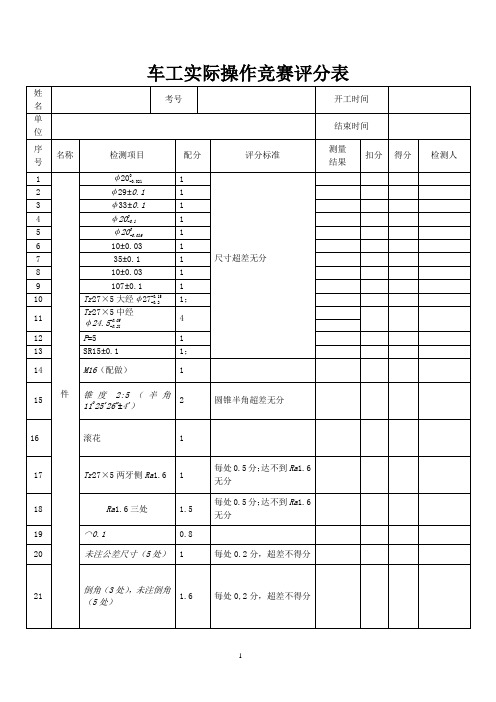
每处0.5分;达不到Ra1.6无分
19
⌒0.1
0.8
20
未注公差尺寸(5处)
1
每处0.2分,超差不得分
21
倒角(3处),未注倒角(5处)
1.6
每处0,2分,超差不得分
22
件
2
φ37±0.02
1
尺寸超差无分
23
φ420 -0.021
1
24
6.5±0.020
1
25
18+0.02 +0.05
1
26
38±0.03
61
Ra1.6(5处)
2.5
每处0.5分;达不到Ra1.6无分;
62
未注公差尺寸(4处)
0.8
每处0.2分,超差无分
63
倒角(3处),7处未注倒角
2
每处0.2分,超差无分
64
件
5
φ320 -0.021
1
超差无分
65
φ20+0.015 +0.005
1
66
φ420 -0.021
1
67
10±0.03
1
68
20±0.03
1
69
2±0.03
2
70
M16
1
71
Ra1.6(3处)
1.5
每处0.5分;达不到Ra1.6无分;
72
1处未注公差尺寸
0.2
每处0.2分,超差无分
73
倒角(2处),未注倒角(4处)
1.6
每处0.2分,超差无分
74
装
配
1±0.03
3
超差无分
75
普通车工技能大赛图纸
普车技能大赛目录一、操作顶目说明 (2)二、操作顶目图纸 (3)三、操作顶目评分表 (8)四、车工推荐工具清单 (11)五、车工理论知识复习指导大纲 (13)六、应知应会比赛规则 (14)车工决赛操作顶目说明一、赛件名称:偏心锥度组合件二、赛件图样:1、组合装配图(见XBQJNDS – C000)2、丝杆轴(见XBQJNDS – C001)3、偏心锥度(见XBQJNDS – C002)4、丝杆盖(见XBQJNDS – C003)5、滚花螺钉(见XBQJNDS – C004)注意:决赛时,以赛场下发的图纸为准三、考核内容:(1)考核项目:所有考核项目评分(见竞赛项目评分表)(2)使用设备:CY6140(30台)(3)决赛所用棒料由赛场统一发放(4)评分说明:1、加工项合格得满分,超差扣分按超差量对照评分表内要求或等级进行。
2、装配项按评分表内要求评分3、评分表内未指定的尺寸和表面粗糙度达不到要求时,按表内规定的数值扣分。
4、未注公差尺寸按IT12级标准加工和检测,超差不得分。
23456新北区首届制造业五项技能竞赛车工专业操作技能考核评分表8新北区首届制造业五项技能竞赛车工专业操作技能考核评分表(续)9新北区首届制造业五项技能竞赛车工专业操作技能考核评分记录表评分人:年月日核分人:年月日10新北区首届制造业五项技能竞赛车工推荐工具清单表(选手自备)11新北区首届制造业五项技能竞赛车工推荐工具清单表(续)(选手自备)12新北区首届制造业五项技能竞赛车工理论知识复习指导大纲一、命题标准本次大赛理论试题依据劳动和社会保障部制定的《国家职业标准》中的车工高级工标准制定。
二、试题范围、比重及类型本次技能大赛决赛将根据本工种工艺知识为主,相关知识为辅的原则命题。
试题范围和比重是:1、本工种工艺知识,占试卷部分的70%。
2、机械基础知识,占试卷部分的30%。
试题类型:试题主要分四个类型,是非题、选择题、计算题和简答题。
数控车工-普车操作图纸大全
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1Ø45—00.10142±0.50 6.32Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x14545 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
车工实训图纸集
6x2
降一级扣3分
5
螺纹长度 二处
4x2
超差不得分
6
长度公差 五处
3x3
超差不得分
7
倒角 四处
2x6
不合格不得分
8
清角二处
1x2
不合格不得分
9
沟槽
3
超差不得分
10
工件完整
5
不完整扣分
11
安全文明操作
5
违章扣分
要求:不可用高速车削
此件用课件十九改制并保留做下次课题
综合件车削(二十一)
矩形槽车削(五)
序号
质检内容
配分
评分标准
1
外圆公差 四处
6x4
超0.01扣2分,超0.02不得分
2
外圆Ra3.2 四处
3x4
降一级扣2分
3
外沟槽 四处
6x4
超差槽壁不直扣分
4
长度公差 四处
3x4
超差不得分
5
倒角 二处
2x2
不合格不得分
6
清角去锐边
5
一处不合格扣0.5分
7
平端面 二处
2x2
不合格不得分
8
中心孔
2
不合格不得分
9
工件外观
5
不完整扣分
10
安全文明操作
7
违章扣分
材料
毛坯
时间
45
要求:会刃磨槽刀及切断刀。
此课件用课件(四)改制
锥体车削(六)
序号
质检内容
配分
评分标准
1
外圆公差 三处
8x3
超0.01扣2分,超0.02不得分
(完整版)普车实习图纸.doc

车工实训安全操作规程一、进入车间实习时,必须按规定穿戴劳保用品,不准穿凉鞋、拖鞋、裙子和戴围巾、不准戴手套进入车间,检查穿戴,扎紧袖口。
女生和长发男生必须戴工作帽,将长发或辫子纳入帽内。
二、严禁在车间内追逐、打闹、喧哗、听广播等。
三、操作机床前,必须检查车床手柄位置、主轴转数多少、开合螺母是否压下、自动进给手柄是否在空档位。
三、操作者要熟悉机床的性能和使用方法,未经培训者不可擅动机床。
五、操作时,思想要集中,不准与别人闲谈,禁止串岗。
头不能靠工件太近,以防切屑或其他物件飞入眼中或撞伤面部。
六、身体、手或其他物件不能靠近正在旋转的机械。
如:卡盘、皮带、皮带轮、齿轮等。
七、未经同意不准动用设备,不准扳动电闸、电门、防护器材等。
八、工件、刀具等必须装夹牢固后才能开车,以防飞出伤人。
九、不可用手直接清除切屑,必须用专用的钩子或毛刷清除。
十、卡盘扳手必须随手取下,以免开车时甩出造成事故。
十一、电气线路和器件等发生故障应交维修工处理,自己不得拆卸,不准自己动手敷设线路和安装电源。
十二、装夹工件、调整卡盘、换刀、校正和测量工件时,必须停车进行,并将刀架移到安全处,校正后要搬出垫板等物,方可开车。
十三、千分尺、游标卡尺、百分表等,精密量具应按正确的操作使用,如果因个人非正常使用损坏,由个人赔偿。
十四、工作完毕后要清理机床,清点工具,搞好车间卫生。
一、外圆手动车削训练1、训练目的:熟练大托板、中托板,横向、纵向进给量,了解大中托板刻度、托板间隙。
二、材料、刀具、量具的选择工、量具游标卡尺0—200mm 测量长度、直径外圆车刀90°外圆、倒角刀具切断刀4mm 切断材料45# Φ 40三、评分标准序号检查内容配分评分标准得分1 安全生产302 外圆103 长度104 光洁度305 着装106 基本操作1078总分一、圆弧车削训练1、训练目的:熟练大托板、中托板,横向、纵向进给方向,熟练双手协调能力。
二、材料、刀具、量具的选择工、量具游标卡尺0—200mm 测量长度、直径外圆车刀90°外圆、倒角刀具R 车刀圆弧切断刀4mm 切断材料45# Φ 40三、评分标准序号检查内容配分评分标准得分1 安全生产302 外圆103 长度104 圆弧305 着装106 基本操作1078总分一、外圆自动进给车削训练1、训练目的:熟练正确使用自动进给手柄横向、纵向自动走刀切削,正确调节进给箱的走刀量大小。