开卷机大压辊改造技术附件
四辊两压区大辊径压光机的改造与生产实践

91 %
.
O5 . %
表 2 改 造 后 数 据
正面 ( ) S
4 1 2. 3 4 8. 4 5 5.
反面() S
3 . 67 3 . 29 4 2 4. 4 . 29 3 . 47 3 . 48
平均() S
3 . 94 3 .5 56 4 . 9 4 4 3. 3 8 7. 3 1 5.
1 前言
( 轻型 纸 ) ) 滑度 两面差 小 。 。3平 但是 经过 实践 检验 使 用也存 在 一些 问题 , 纸 张 对 质量 造成 一定 影 响 , 主要表 现在 平 滑度 、 整度 、 面 平 表
压光 机作 为纸 机 上使 用 比较 常用 的设 备 , 软 压 有 光 和硬压 光机之 分 。 软辊 压光 是 由硬辊 和软辊 组合 成 的压 光机 组 。硬辊 即热辊 , 铸辊 , 面硬 度高 , 洁 冷 表 光 尤如 镜 面 , 油 或水 在 机 外 加热 送 到 辊 内 , 面 温 度 用 辊
32 改造 前 后 的表 面 强度 见表 3 表 4 . 、
表 3 改造前表面强度
正 面( /) ms
12 .
工艺与技术
33外观 纸平 整度 .
1 5
改 造前 平 整度 情况 : 卷纸 经 过切 纸机 切 成平 板 成
平均 ( /) m s
11 .
反 面( /) m s
10 .
后放在纸平 台上 , 从外观看凸凹不平 , 的纵 、 纸 横向都
1 4
工 艺 与 技 术
21 0 1年 第 3期
四辊两压区大辊径压光乖 的改造与生产实跌 n
刘 杰 刘涛 段长 伟 上 官 炳祥
开卷机卷筒结构的优化改造
开卷机卷筒结构的优化改造摘要:本文首先分析开卷机的概述与结构,然后对开卷机卷筒结构优化改造进行探讨。
关键词:开卷机;卷筒;分析;改造引言开卷机是钢板(带)冷轧机组或冷加工生产线上的关键辅助设备之一,其作用是开卷并建立张力,在机组运行过程中使带钢宽度方向中心对准机组中心线。
1开卷机概述开卷设备大体可分为:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。
悬臂式开卷机具有刚性大,开卷张力较大等优点,故适用于较薄带材的开卷。
悬臂式开卷机和双圆柱头开卷机,已成功地应用带材精整机级及冷连轧机组。
国外生产实践证明,双圆柱头开卷机上料操作方便,工作平稳可靠,其结构也比悬臂式开卷机简单。
其缺点是,由于采用两套传动装置,双圆柱头开卷机设备重量比悬臂式开卷机要大。
由于双锥头开卷机,锥头部分和带内卷圈接触面积太小,带张力操作时,容易损坏带材的头部。
目前已不大采用。
图1这某机组悬臂式开卷机的结构形式。
2 开卷机结构设计开卷机的开卷形式通常为上开卷,底座主要为焊接钢结构,位于开卷机底部,与基础相连,上部设有齿轮箱体和CPC 移动的衬板及滑槽。
卷筒通过轴承安装在齿轮箱体内,齿轮箱体安放在带衬板的底座上,CPC 液压缸安装在底座上与齿轮箱体连接,根据直线位移传感器检测带钢的跑偏情况,移动带卷筒的齿轮箱,以确保带钢中心线对准机组中心线。
开卷机传动电机制动器独立安装在固定底座上,通过联轴器连接到齿轮箱体。
2.1 传动装置开卷机传动装置包括电机,联轴器,制动器和齿轮箱体。
开卷机电机一般采用交流变频电机,而从节约投资的角度,五机架连轧机组有时也可选用直流电机。
由于开卷机运行时要进行浮动对中,一般电机安装在齿轮箱体上,随箱体一起浮动。
如果电机特别重,安装在齿轮箱体上比较困难或者不经济,则可单独做在混凝土基础上,同时安装一可伸缩的万向联轴器进行传动。
齿轮箱体设计成两级圆柱齿轮传动,保证传动平稳。
齿轮箱体中轴承承受负荷大,齿轮啮合与轴承的发热量大,在封闭式减速箱中热量不易散出,所以减速箱采用稀油集中润滑。
一种改进的开卷机加工工艺方法
曰
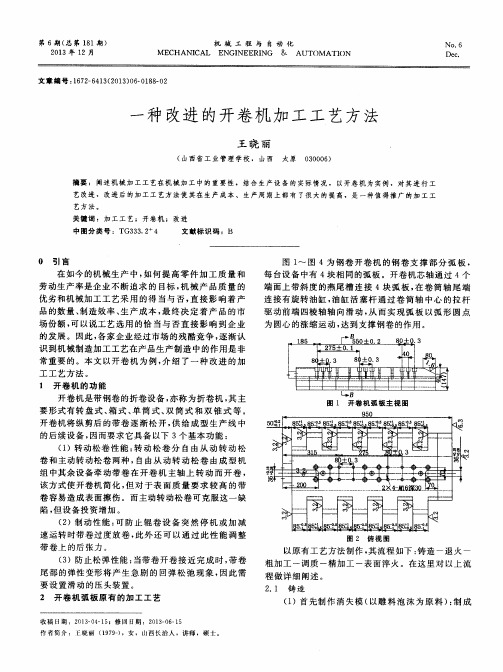
图 l 开卷 机 弧 板 主 视 图
组 中其 余设 备牵 动带 卷 在开 卷 机 主轴 上 转 动 而 开 卷 , 该 方式 使 开卷机 简化 , 但 对 于表 面 质 量 要求 较 高 的带 卷 容 易造成 表面 擦伤 。而 主动转动 松卷 可克 服这 一缺 陷, 但 设备 投资增 加 。 ( 2 )制动 性能 : 可 防止 辊 卷设 备 突然 停 机 或 加 减 速运 转时 带卷过 度 放卷 , 此 外 还 可 以通 过 此性 能调 整 带卷 上 的后张力 。 ( 3 )防止 松 弹性 能 : 当带卷 开卷 接 近完 成 时 , 带卷 尾部 的 弹性变形 将 产生 急 剧 的 回弹 松 弛 现象 , 因此 需
;开 卷 机 ;改 进 中 图分 类 号 :T G3 3 3 . 2 4 文 献标 识 码 :B
O 引 言
在 如今 的机 械生 产 中 , 如何 提 高 零 件 加工 质 量 和 劳 动生 产率 是企 业不 断 追求 的 目标 , 机 械 产 品质 量 的 优劣 和机 械加工 工艺 采 用 的得 当与 否 , 直 接影 响着 产 品 的数 量 、 制 造 效率 、 生 产 成本 , 最 终 决 定 着 产 品 的市 场份额 , 可以说 工艺选 用 的恰 当 与 否直 接 影 响 到企 业 的发 展 。因此 , 各家 企业经 过市场 的残酷 竞 争 , 逐 渐认 识 到 机械 制造加 工工 艺在 产品生 产制造 中的作用 是 非 常重 要 的 。本 文 以开卷 机 为 例 , 介 绍 了一 种 改进 的 加
需要 注意 的是此 前一 直未 对 R2 3 5部 分 的加工 做 说明, 由于此部 分并 不是工 件装配 的结合 面 , 因此 并不 会对 产 品的使用 造成 影响 , 可 以不 做加 工 , 但 对产 品 的 外 观会有 影响 。如要 加 工 , 则 需要 用 成 形 刀 具 或 多轴
运用caxa运动仿真对开卷机压辊机构改造
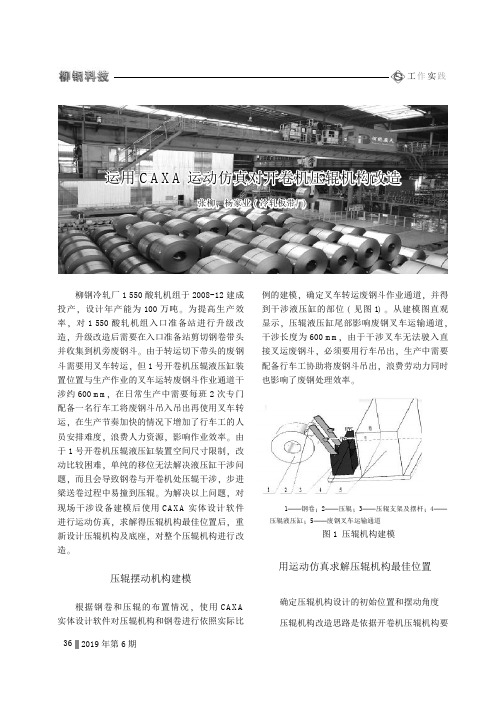
2019年第6期柳钢冷轧厂1550酸轧机组于2008-12建成投产,设计年产能为100万吨。
为提高生产效率,对1550酸轧机组入口准备站进行升级改造,升级改造后需要在入口准备站剪切钢卷带头并收集到机旁废钢斗。
由于转运切下带头的废钢斗需要用叉车转运,但1号开卷机压辊液压缸装置位置与生产作业的叉车运转废钢斗作业通道干涉约600m m ,在日常生产中需要每班2次专门配备一名行车工将废钢斗吊入吊出再使用叉车转运,在生产节奏加快的情况下增加了行车工的人员安排难度,浪费人力资源,影响作业效率。
由于1号开卷机压辊液压缸装置空间尺寸限制,改动比较困难,单纯的移位无法解决液压缸干涉问题,而且会导致钢卷与开卷机处压辊干涉,步进梁送卷过程中易撞到压辊。
为解决以上问题,对现场干涉设备建模后使用CA X A 实体设计软件进行运动仿真,求解得压辊机构最佳位置后,重新设计压辊机构及底座,对整个压辊机构进行改造。
压辊摆动机构建模根据钢卷和压辊的布置情况,使用CA X A 实体设计软件对压辊机构和钢卷进行依照实际比例的建模,确定叉车转运废钢斗作业通道,并得到干涉液压缸的部位(见图1)。
从建模图直观显示,压辊液压缸尾部影响废钢叉车运输通道,干涉长度为600m m ,由于干涉叉车无法驶入直接叉运废钢斗,必须要用行车吊出,生产中需要配备行车工协助将废钢斗吊出,浪费劳动力同时也影响了废钢处理效率。
用运动仿真求解压辊机构最佳位置确定压辊机构设计的初始位置和摆动角度压辊机构改造思路是依据开卷机压辊机构要运用C A X A 运动仿真对开卷机压辊机构改造张柳,杨家业(冷轧板带厂)1———钢卷;2———压辊;3———压辊支架及摆杆;4———压辊液压缸;5———废钢叉车运输通道图1压辊机构建模工作实践362019年第6期保证图1中钢卷在最大直径和最小直径时候都能压到位。
根据设计要求,压辊初始位置(液压缸行程为0时),液压缸铰接点和摆杆下铰接点连线与水平线成75°角,保证压辊能正常工作的压辊摆杆角度为40°(见图2)。
一种用于辊压成型的开卷机[实用新型专利]
![一种用于辊压成型的开卷机[实用新型专利]](https://img.taocdn.com/s3/m/9b4303cec9d376eeaeaad1f34693daef5ef713fb.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 202020005639.X(22)申请日 2020.01.02(73)专利权人 厦门恒众盈科技有限公司地址 361000 福建省厦门市集美区灌口镇上塘村瑞林路1670号一楼101(72)发明人 黄宏彬 张小勇 章华 谢超林 (51)Int.Cl.B21C 47/16(2006.01)(54)实用新型名称一种用于辊压成型的开卷机(57)摘要本实用新型涉及一种用于辊压成型的开卷机,其包括底座、设置于底座上的机体以及设置于底座上的减速器,机体的内壁上设置有固定件,固定件内设置有第一轴承,减速器的转轴固定于第一轴承内;固定件包括第一固定套与第二固定套,第一固定套与第二固定套可拆卸连接。
固定件还可设置为包括对称设置于第一轴承径向两侧上的上轴承座与下轴承座,上轴承座与下轴承座可调节设置。
本实用新型具有提高开卷机运行的稳定性的优点。
权利要求书1页 说明书5页 附图4页CN 211437527 U 2020.09.08C N 211437527U1.一种用于辊压成型的开卷机,包括底座(1)、设置于底座(1)上的机体(2)以及设置于底座(1)上且位于机体(2)内部的减速器(3),其特征在于:所述机体(2)的其中一侧内壁上固定设置有固定件(4),所述固定件(4)内安装有第一轴承(5),所述减速器(3)的转轴插设于第一轴承(5)内,所述固定件(4)朝向减速器(3)设置的一端开设有与第一轴承(5)同轴线设置的通槽(6),所述第一轴承(5)安装于通槽(6)内。
2.根据权利要求1所述的用于辊压成型的开卷机,其特征在于:所述固定件(4)呈圆筒状设置。
3.根据权利要求2所述的用于辊压成型的开卷机,其特征在于:所述固定件(4)远离减速器(3)的一端沿固定件(4)径向延伸设置带有安装环(7),所述安装环(7)通过螺栓锁附固定于机体(2)内壁上。
数控改造加工超大半径弧面压辊
工 范 围。 实 际 改造 为例 , 细 阐述 对 机床 进 行 特 殊 控 制 方 式 的 数 控 改 造 , 以 详 以及 进 行 数控 改 造 的 控 制 原 理 和 方 法 , 以 实 并
例加工对数控加 工编程 参数 的转换进行 了计算和公式推导 , 以及加工误差的消除方法和补偿措施 。 并针对数控加5 中砂 - -
一
般 压 辊 辊 长 取 值 范 围 L=2~4 m; 高 取 值 范 围 中
应 用 数 控 技 术 , 普 通 车 床 上 采 用 特 殊 的 改 造 方 在
式和数 控加工 处理 , 削修 复压 辊 的超大 半径弧 面 , 磨 可
以收到令 人满 意的效果 。
K = D。 D :0 1~3 mm ; 弧 半 径 取 值 R = 12 0 — 一 . 圆 0
数控改造加工超大半径弧面压辊
口 黄宏伟 口 杨德卿
郑州
口 余英良
4 2 0 60 2
1 漯河 职 业 技术 学 院 .
河南 漯 河
2 河南 广 播 电视 大Байду номын сангаас学 .
摘
4 05 502
要 : 述 造 纸 机 压 辊 超 大 半 径 弧 面 的数 控 和 修 复 加 工 。 辊 弧 面数 千 米 的 超 大半 径 , 超 过 数 控 系统 允许 的 加 论 压 远
数 控 功 能 的 限 制 ( 工 圆 弧 半 径 R≤ 1 )也 不 能 满 加 0m , 足加工 要求 。
区 内 的 面 积 承 受 相 等 的 线 压 力 , 此 达 到 被 压 纸 张 承 依
受 均 匀 压 力 、 匀 脱 水 和 纸 张 厚 薄 一 致 的要 求 。 面 压 均 弧 辊 的 中 高 曲线 一 般 取 特 大 圆 弧 中 的 某 段 , 图 1 示 。 如 所
开卷机压力臂的改造设计
关键词院开卷机曰带钢张力曰压辊压紧力曰传动转矩 Key words: uncoiler曰strip tension曰pressing force of roller曰drive torque
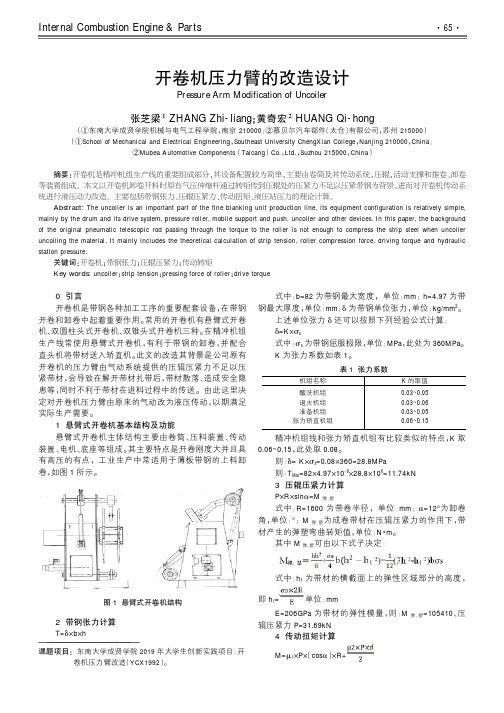
0 引言 开卷机是带钢各种加工工序的重要配套设备,在带钢 开卷和卸卷中起着重要作用。常用的开卷机有悬臂式开卷 机、双圆柱头式开卷机、双锥头式开卷机三种。在精冲机组 生 产 线 常 使用 悬 臂 式 开 卷 机,有 利 于 带 钢 的 卸 卷 ,并 配 合 直头机将带材送入矫直机。此文的改造其背景是公司原有 开卷机的压力臂由气动系统提供的压辊压紧力不足以压 紧带材,会导致在解开带材扎带后,带材散落、造成安全隐 患等,同时不利于带材在进料过程中的传送。由此这里决 定对开卷机压力臂由原来的气动改为液压传动,以期满足 实际生产需要。 1 悬臂式开卷机基本结构及功能 悬臂式开卷机主体结构主要由卷筒、压料装置、传动 装置、电机、底座等组成。其主要特点是开卷刚度大并且具 有高压的有点,工业生产中常适用于薄板带钢的上料卸 卷,如图 1 所示。
高温压辊机年度改造总结
辊压机提高产品合格率设备改造一、改造目的1、目前辊压机是我司唯一一种热辊压覆合生产无胶双面板材的设备,由于设备本身结构上存在一些不足,无法达到放卷材料换料时在线不停机完成驳接,即需要停机才能实现操作,然而停机意味着卸去张力,全线材料都会松弛,待换好材料重新开机,压合表观将得不到较好的保障,等于从放卷到压合这段材料将可能全部报废约6米(取均值4.2米,以下计算中可知)。
辊压机平均一个班驳接3次一台机,一天驳接12次,将会有50.4米材料报废,因此,为了节约成本和减少停机等待提高效率,必须解决这个紧迫的问题,让材料可以在不停机的情况下,实现放卷在线换材料功能。
2、设备本身的设计不足,由于高温辊表面温度高达360度,对周围的辊轴辐射热量,铜箔导入辊表面温度上升120度左右(数据来源于工艺考察),这样导致铜箔在进入压合前就已受到铜箔导辊的热传递而起皱,造成过压合后产品表观打折、纹路等不良,前期为了对铜箔导辊降温做了挡板、并安装风扇,但还是不能完全杜绝,且在一个非一尘不杂的环境中,使用风扇也会掺进杂质垫伤问题。
因此,为铜箔导入辊降温成为了另一个改善产品表观问题的重要因素。
二、改造过程改造时间:2015年6月至2015年10月。
(一)改造方案1、原辊压机放卷是三轴机构,且上、下铜箔和TPI都是在同一平面上,可以通过增加三个轴进行两两切换使用,且经过量取间隔距离也较合适。
因此实现在线驳接换卷的功能,可对放卷架重新设计并增加三条放卷轴,并模仿原放卷轴实现控制驱动,来达到可不停机在线驳接切换的目的。
2、因LB线辊压机是后期新增的,其铜箔导辊是后期要求日方设备供应商提前设计改善好的,其导辊是可通冷水进行冷却的,且使用效果也较好。
因此,原来我们也想效仿LB线再重新购买一套辊轴自行安装,但因受到设备原本结构上的影响,无法在原有的基础上安装,且日本给出的改善成本也较昂贵,故想自行研究一种可通冷水降温的辊来解决导辊发热的问题。
280mm×1800mm卷板机设备的技术改造
收稿日期作者简介褚春丽,工程师,东北重型机械学院,机械设计专业。
280mm ×1800mm 卷板机设备的技术改造褚春丽(东北特殊钢集团机电工程有限公司北满分公司,齐齐哈尔 161041)摘 要:针对卷板机设备经常超负荷工作和结构原理落后,对其进行了相应改造,提高了生产效率和产品质量。
关键词:卷板机;改造Technical Innovation of 280mm ×1800mm La pping MachineChu Chunli(D ongbei S pecial Steel G roup Electr omechanical Engineering C o.,Lt d Beiman Branch O f fice )A bstract :T o aim at overloading and backw ard structur al principle of lapping machi ne ,make the relevant innovation ,increase the pr oduction e fficiency and the quality of the pr oduct.K eyWor ds :Lapping machi ne ;I nnovation 我公司结构车间承担着总公司结构件的全部加工任务,每年产量达数千吨。
其中卷板件近千吨,它们是由400mm ×2500mm 大辊床及280mm ×1800mm 小辊床加工实现的,小辊床的加工工时量占总量的60%~70%之多,负荷相当沉重,常常为完成各类紧急任务,被迫使小辊床在超负荷下运转,经常发生设备故障或早期失效,严重地影响结构件加工任务的按期完成。
每年为此损失约20万元,质量上也因为设备结构原理陈旧落后,调节控制性能差,加工件的尺寸精度和形位精度都得不到保证,精整中又消耗大量劳动,为提高产品产量和质量,保证设备完好,必须对280mm ×1800mm 卷板机进行技术改造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一热轧厂平整线开卷机大压辊功能改造(08一热-2)技术附件二零零八年五月目录附件一总体技术条件及工艺要求附件二设备功能规格书附件三供货范围及设备分交附件四设备质量要求及技术标准附件五技术资料及交付进度附件六技术服务与技术培训附件七设备监制、检验及验收附件八涂装、包装和运输附件九功能考核及保证值附件十交货时间及建设进度计划附件十一技术图纸附件一总体技术条件及工艺要求1.概述1.1 功能概述武钢热轧平整线开卷机大压辊是整个平整线的关键部件之一,在平整线工作期间,开卷机大压辊的主要功能可以归纳为以下几点:协助开卷机开卷:大压辊向下施压,改变钢卷头部的板形,便于开卷机能顺利地将钢卷前段插入一号夹送辊,完成钢卷的自动穿带功能;压尾功能:当钢卷卷取过程运行到钢卷尾部时,大压辊将钢卷紧压在开卷机的卷筒上,从而保证钢卷与卷筒之间无横向相对运动,保证钢卷卷取到尾部时仍能通过CPC装置自动对中;校直钢卷卷取时的弯曲现象:在钢卷卷取过程中通过大压辊对钢卷施压,可以部分校直钢卷的弯曲,减少钢卷运行过程中的抖动,达到保证钢卷进入平整机组的板形;改善钢卷的“边浪”和“褶皱”等缺陷:通过大压辊在钢卷卷取过程中对钢卷施以一定的压力,对钢卷本身存在的“边浪”和“褶皱”等缺陷起到一定的改善作用;改善板材内部应力分布:在钢卷卷取过程中通过大压辊对钢卷施压,可以使运行的钢卷产生一个“反弯”变形,从而在一定程度上改善了板材的内应力分布。
1.2 存在问题概述该设备为国内70年代随主体轧制设备同期从日本引进,由于工作环境恶劣、工作强度和使用频率较高,经过30多年的高负荷运行,目前设备已近进入设备老化期,直接影响着产品的质量和生产效率,目前该设备存在的主要问题有:1)开卷机大压辊基本没有完成预先设定的任务。
目前开卷机大压辊只是起到协助开卷机自动穿带功能和压尾功能,而上述的其它功能基本上没有实现。
2)目前,大压辊系统及其投入装置采用了悬臂结构,并且是单边施力,存在结构上的不合理性:大压辊系统及其投入装置由右边的一个操作油缸驱动,实现大压辊的下压和抬起操作。
在这种情况下,大压辊的横梁是单边受力,然后以转矩的形式传送给大压辊支臂,最后传递给大压辊作用到钢卷上。
为了在较长传输路径上保证大压辊作用力的大小,在结构上不得不采用了粗笨的大横梁。
横梁采用三点支撑,其中悬臂端支点(左侧支点)受力情况最为恶劣,最容易磨损,这种磨损一方面导致了机械间隙的增加,一旦机械间隙增大或该支点的支座或基础发生变形、松动等问题时,将直接导致大压辊轴心线与开卷机卷筒轴心线不平行。
这种不平行最终会传递到钢卷上,反应为钢卷板材两边的受力不相等,从而在一定程度上可能引起钢板产生边浪或板形褶皱,导致生产的产品质量问题。
大压辊支臂是一个典型的悬臂结构,操作油缸输出扭矩经过横梁后传递给大压辊支臂,整个悬臂结构的传力点全部在大压辊支臂与横梁的联结点上。
同时大压辊支臂较长,其结构上的偏差以及横梁扭矩的偏差都经过了大压辊支臂的放大,这种情况也容易导致大压辊中心线与开卷机卷筒轴心不平行,最终导致钢卷板材两边的受力不相等,可能引起钢板产生边浪或板形褶皱,导致生产的产品质量问题。
目前的大压辊系统结构在设备维护方面考虑欠缺,实际大修过程中如果需要换辊时,维护操作极不方便。
3)大压辊对钢卷的压力目前是根据经验调节通过手动控制液压操作系统实现的,而且当钢板厚度发生变化时这个压力值不能任意调整(目前操作时压力值只能包括三个档位:上升档、停止档、下降档)。
理论上,大压辊压力的大小应该根据钢卷运转过程中的张力大小和钢板厚度共同决定。
4)平整线经过30多年的运行,目前已经进入设备老化期,特别是大压辊的结构本身是一个悬臂梁,在30多年的生产过程中,由于恶劣的工作条件、环境的振动等因素影响,大压辊及其支撑部件结构已经发生明显的疲劳变形、刚度降低,各传动部位的机械间隙也明显增大。
2.开卷机技术性能2.1来料钢卷材质:碳钢及合金钢厚度: 1.2~8.6mm宽度:700~1550mm钢卷内径:Φ760mm钢卷外径:Φ900~Φ2000mm钢卷重量:max. 30000kg2.2现场条件电动机:DC390KW 0~300/900 RPM 1台减速机:i=1/5.013反张力:max 6000Kg卷筒涨缩:旋转液压缸Φ250/Φ140×290st压辊油缸:Φ140/Φ80×550st进料辊汽缸:Φ180/Φ50×550st压辊尺寸:Φ300×L=1700mm进料辊尺寸:Φ200×L=800mm自动调整中心位置控制:Φ300/Φ150×300st气源:0.5~0.7bar电源:AC380V、50HZ AC100V、50HZ液压源:14Mpa3.设备改造技术要求3.1 在开卷机卷筒的上部添置大压辊构架,以提高压辊的使用刚度。
通过理论分析设计压辊结构尺寸和压辊的动作方式;3.2 根据开卷机自动对中的移动,设置大压辊的同步随动装置,以适应机组的运行条件;3.3 根据平整机组来料的薄厚和板形状态,添加压辊压下的无级压力调整装置,随时可根据板形状态调整压辊的压力,来消除来料板形的异常。
附件二设备功能规格书一、工艺概述大压辊功能改造完全颠覆了现有的结构形式,取消了原有的大压辊操作油缸,新增了两个操作油缸直接向钢卷施压,大压辊横梁不再是传力部件而只是一个主要的结构部件,彻底改变了大压辊的工作方式,从而达到设备功能改造的目的。
大压辊的操作时序及操作步骤保持原系统现有工作方式不变,改造后的工作方式及工艺概述如下:1)当钢卷安装到开卷机卷筒上后,待卷筒运动使得钢卷头部进入进料导板后,通过77手动控制大压辊操作油缸快速下压,改变钢卷头部板形,然后迅速上抬,回归到初始位置,便于开卷机能顺利地将钢卷前段插入一号夹送辊,完成钢卷的自动穿带功能。
2)钢卷在正常生产作业运转过程中,大压辊始终投入,依靠大压辊和开卷机卷筒的夹持作用,将钢卷固定在开卷机卷筒上,并使得大压辊、钢卷和卷筒之间无轴向相对运动。
3)钢卷在正常生产作业运转过程中,大压辊对钢带施以一定压力,使得钢带形成一定的“反弯”,达到改善钢板内应力的效果。
大压辊操作液压系统的压力实施自动闭环控制,即根据平整线运转过程中钢带的张力和来料钢卷的厚度实施压力的自动无级调整。
液压系统的压力值电气控制系统的分析计算并控制改变比例阀的流量,达到压力无级调节的目的。
4)为了保证开卷机卷筒上的钢卷始终与平整线的中心线对正,大压辊必须随着机组设备的自动对中装置(CPC)随动,为了避免大压辊和开卷机卷筒在机组运转过程中的轴向相对运动,本次改造不添加新的自动对中装置,而是通过大压辊随动对中装置(本次改造新增)改变两个操作油缸的位置(位置改变量通过机械耦合使其与CPC装置完全一致)达到自动对中的目的,从而避免了大压辊与钢带之间的相对运动。
5)在钢卷运行到尾部时,大压辊主要起到压尾作用,防止钢卷松卷。
当钢卷开卷结束后,手动控制大压辊操作装置使得大压辊迅速上抬至初始位置,等待下次开卷操作。
二、设备技术规格2.1 大压辊大横梁及其支撑装置结构改造为了彻底改变现有大压辊的操作方式,改变悬臂梁的受力情况,本次改造将取消原有的大压辊操作油缸,将大压辊横梁由传力部件改变成结构部件。
为此,必须对大压辊大横梁进行结构改造,并检查校核其支撑装置的刚度和磨损情况。
1) 设备组成●大压辊大横梁及其支承装置由大横梁、轴向随动传力装置、固定支座等组成。
●大横梁改造、检查校核其支撑装置的刚度和磨损。
2)技术参数●钢卷重量max. 30 t●钢卷外径:Φ900~Φ2000mm●钢卷内径:Φ760mm●轴向位移:±150mm3)动作过程大压辊大横梁不再是转矩传力部件,而是主要结构部件,在机组作业运转过程中的轴向旋转运动由大压辊操作装置带动,其轴向运动由CPC驱动并实时传递给大压辊随动对中装置。
4)功能特点●彻底改变了大横梁的工作方式和功能,受力状态好。
●保留了大横梁的轴向随动特征,便于大压辊与开卷机随动的一致性。
●大压辊大横梁利用现有大横梁进行改造,施工量小,施工周期短。
●利用现有基础条件,基础施工量小,施工周期短。
2.2 大压辊施压传力构架1) 设备组成大压辊施压传力构架由顶部框架结构、两侧基础支撑结构和侧向支撑结构等组成。
2) 技术参数●构架重量: 4.0 t●构架外型:3400m m×3600mm●承受最大负载:6000Kg●支撑方式:三点支撑●受力特征:弯矩和剪力3)功能及特点●顶部框架上固定操作油缸滑动导轨,将钢卷对操作油缸的反作用力传递给支撑构架,最后传递给基础,彻底改变了原有受力方式;●整个构架采用螺栓连接,便于检修维护及安装过程的拆装操作;●充分利用现有环境,基础固定既有竖向、又有横向,便于受力分散传递、良好的稳定性和可靠性;●充分利用现有基础,施工量小。
2.3大压辊支撑装置1) 设备组成大压辊支撑装置由摆动支撑构架、压辊系统安装固定支架等组成。
2)技术参数●构架重量: 1.0 t●构架外型:2400mm×2600mm●安装方式:通过锥销与大压辊横梁固定在一起3)动作过程大压辊支撑装置是整个系统的核心结构部件,大压辊操作油缸以铰接方式固定在压辊系统安装固定支架上,在操作油缸运动的带动下绕大压辊横梁转动,将压力传递给大压辊系统,同时将反作用力传递给操作油缸。
4)功能及特点●大压辊支撑装置不再是受力部件而是关键的传力结构部件,彻底改变了原有悬臂梁的受力方式,稳定性得到有效提高;●整个支撑装置与大压辊衡量固定连接,将随动对中位移传递给大压辊系统,保证大压辊系统与开卷机随动对中的绝对一致性。
2.4 大压辊系统及其操作装置1)设备组成大压辊及其操作装置由大压辊、支撑辊、固定支架、弹性固定支架、操作油缸等组成。
2)技术参数最大反张力:6000Kg钢卷外径:Φ900~Φ2000mm钢卷宽度:700-1550操作油缸快速运动速度:200mm/s (max.)操作油缸作业运动速度:80mm/s (max.)操作油缸最大行程:800mm3)设备参数操作液压缸:Φ100/Φ70-800 (2台)压辊尺寸:Φ300×L=1700mm支撑辊尺寸:Φ300×L=800mm(5根)4)动作过程当接到操作指令后,在液压系统的作用下大压辊操作油缸实现大压辊的下压和抬起动作,将作用力通过大压辊支撑装置传递给大压辊实施开卷作用。
5)功能及特点●大压辊及其支撑辊采用了倒“品”字形布置结构,依靠支撑辊的作用能有效地将作用力传递给钢带,并提高了大压辊的刚度,有利于产品质量提高。
●大压辊与其固定支架之间采用弹性支架连接,避免因为钢带抖动等外界因素给系统造成冲击。